Схемы сварочных инверторов — Схемы BestWeld
<p><a href=»http://top.mail.ru/jump?from=2247114″>
<img src=»http://d9.
Best 160 схема ремонт
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно.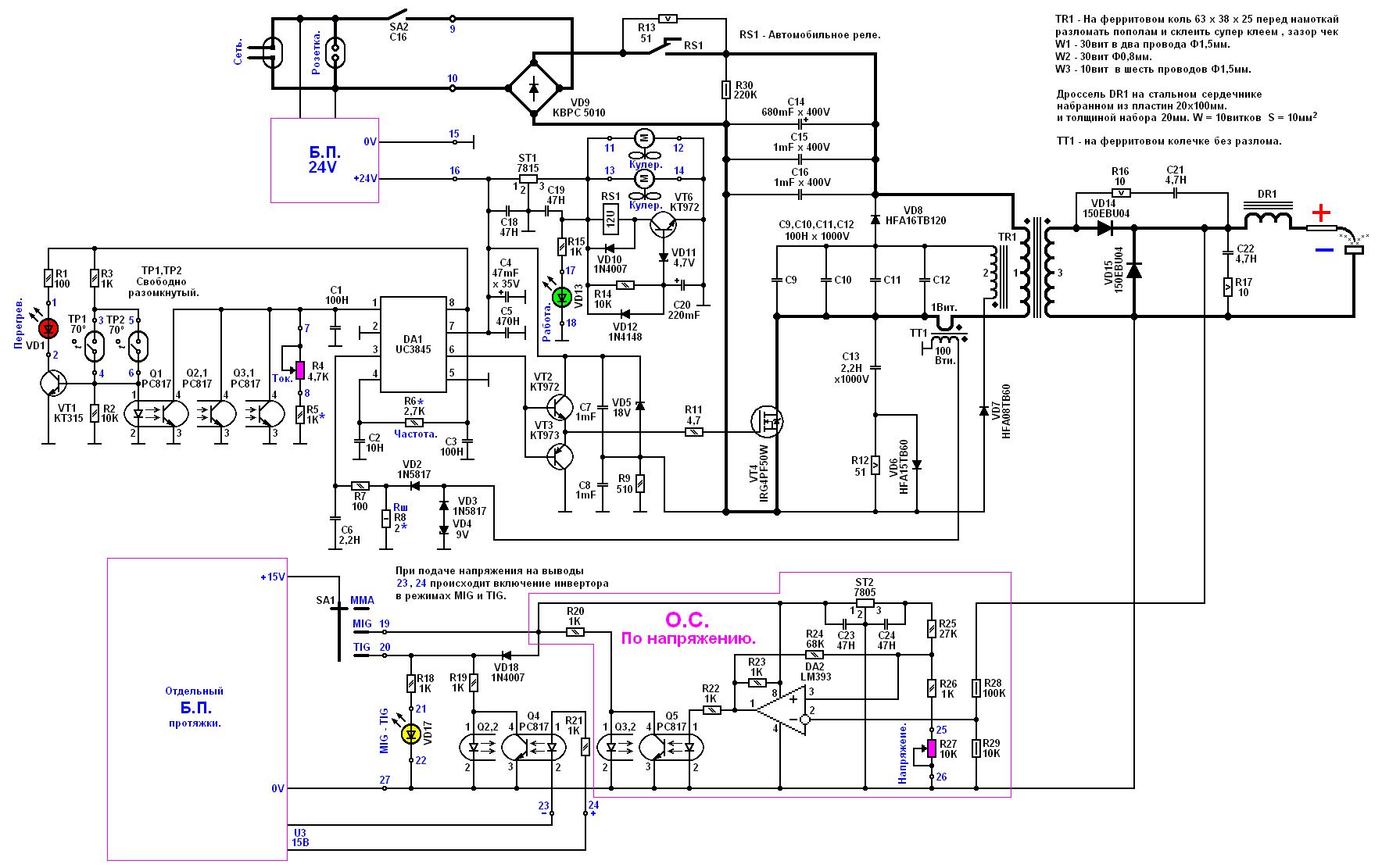 Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
 com/embed/LZumV2nA69s»/>
com/embed/LZumV2nA69s»/>
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.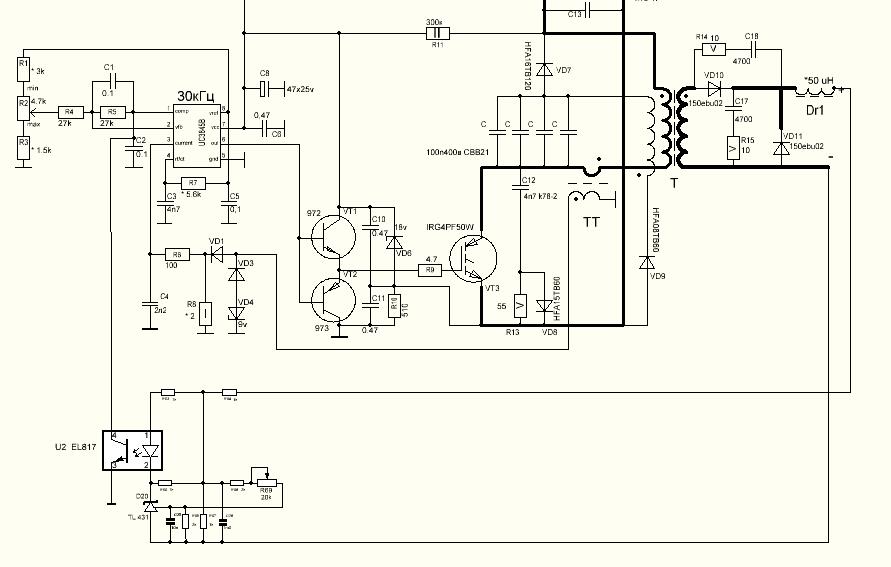
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.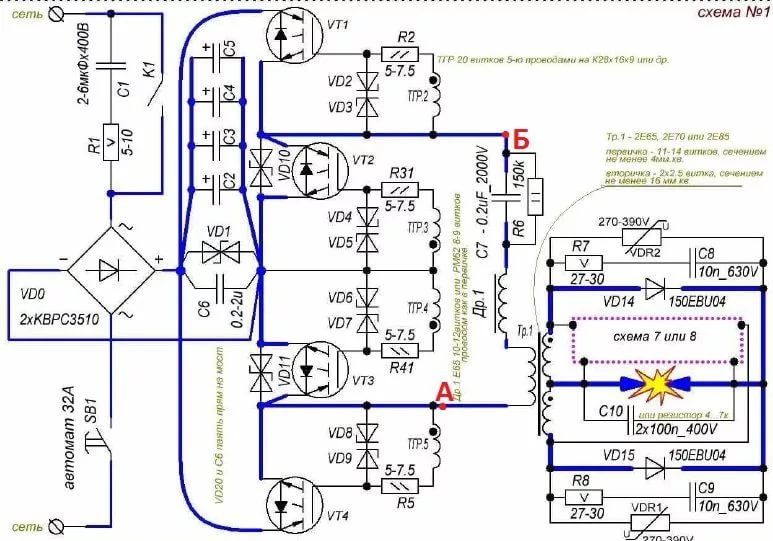
Не сильно. Грубо говоря отличие в название на текстолите, корпусе U1 и всё!
Алексей бел написал :
прикалывает защита – отключение питания 3842, вариант конечно рабочий, но почему-то при операциях используют наркоз, а не перетягивают жгутом шею.
Эт при запуске и контроле питания, а при КЗ ограничивает ШИМ и снижает частоту.
ГОСТ написал :
Эт при запуске и контроле питания, а при КЗ ограничивает ШИМ и снижает частоту.
там при повышении – повышении питания отключается питание 3842
Подскажите Инвертор Бест 150 отработал верой и правдой 2 года , после нескольких минут работы загорелся светодиод защиты , напряжение на выходе кренки есть 12 вольт . На электродах 75 вольт есть при замыкании дуга не появляется а легкое искрение и щелкает реле . Может у кого то есть схема поподробнее ?
Алексей бел написал :
там при повышении – повышении питания отключается питание 3842
ГОСТ написал :
Эт при запуске и контроле питания,
А при залипе (КЗ) электрода или перегреве:
ГОСТ написал :
при КЗ ограничивает ШИМ и снижает частоту.

alexi72 написал :
На электродах 75 вольт есть при замыкании дуга не появляется а легкое искрение и щелкает реле
Проверьте замыкание реле на входе питания. Только не на щелчок, а именно на замыкание. Или поискрив, проверьте зарядный резистор на нагрев. Если реле не замыкается, то он нагреетя малость.
tehsvar написал :
Проверьте замыкание реле на входе питания. Только не на щелчок, а именно на замыкание. Или поискрив, проверьте зарядный резистор на нагрев. Если реле не замыкается, то он нагреетя малость.
Без нагрузке резистор шунтирован реле , при подключении нагрузки напряжение питания уменьшается светодиоды гаснут реле выключается вот тогда появляется напряжение на резисторе около 6 вольт резистор звонил 47 ом .
Да-м-с. Лучше наверное так – выпаяйте реле и проверьте его работоспособность. Или замкните этот зарядный резистор проводом.
alexi72 написал :
Без нагрузке резистор шунтирован реле , при подключении нагрузки напряжение питания уменьшается светодиоды гаснут реле выключается вот тогда появляется напряжение на резисторе около 6 вольт резистор звонил 47 ом .

это было с детства и появилось по мере взросления?
Доброго времени всем.
Вопрос к знатокам по аппарату FoxWeld Plasma 43 Multi или по любому другому похожему:
Как ( принципиально ) организована перекоммутация силовой части между режимами MMA/TIG и CUT?
доброго дня всем,помогите со схемой инвертора rehm booster 170 или платы DC/DC convertera.На ней выстрелила 8-ми пиновая микросхема и пробит диод,микросхема сидит 6-ю ножками на минусе(только не общем)и идёт на,как мне кажется,импульсный трансформатор а две других ноги в схему.На другой плате стоят две микросхемы uc3708N
Алексей бел написал :
это было с детства и появилось по мере взросления?
Нет аппарат безотказно работал на протяжении трех лет в разных условиях. А тут троечкой бочку заваривал на среднем токе . Загорелась лампа защиты и перестала гореть дуга , остывание не дало результата лампа защиты горит постоянно напряжение есть на выходе 75 вольт но при замыкании просаживается и все гаснет.
alexi72 написал :
Загорелась лампа защиты и перестала гореть дуга
А почему Вы раньше об этом не написали? Или посчитали не нужным дать полную инфу? Больше новостей нет?
Andrey NN написал :
Как ( принципиально ) организована перекоммутация силовой части между режимами MMA/TIG и CUT?
Между ТИГ и ММА принципиально нет никакого различия в них по силовой, а при CUT переключаются вторичные выводы трансов с паралели на последовательные.
Добрый вечер, в ремонте Ресанта САИ-220, вышли из строя, R43 и два из четырёх, силовых транзистора RJH60F5, можно ли их поменять на HGTG30N60A4?
tehsvar написал :
А почему Вы раньше об этом не написали? Или посчитали не нужным дать полную инфу? Больше новостей нет?
Да вроде писалось:
alexi72 написал :
Подскажите Инвертор Бест 150 отработал верой и правдой 2 года , после нескольких минут работы загорелся светодиод защиты , напряжение на выходе кренки есть 12 вольт .На электродах 75 вольт есть при замыкании дуга не появляется а легкое искрение и щелкает реле . Может у кого то есть схема поподробнее ?
 На электродах 75 вольт есть при замыкании дуга не появляется а легкое искрение и щелкает реле . Может у кого то есть схема поподробнее ?
На электродах 75 вольт есть при замыкании дуга не появляется а легкое искрение и щелкает реле . Может у кого то есть схема поподробнее ?nesterov32 написал :
Добрый вечер, в ремонте Ресанта САИ-220, вышли из строя, R43 и два из четырёх, силовых транзистора RJH60F5, можно ли их поменять на HGTG30N60A4?
Можно. Даже нужно.
HGTG30N60A4 без диодов, лучше с диодами HGTG30N60A4 D
joha написал :
HGTG30N60A4 без диодов, лучше с диодами HGTG30N60A4 D
Понятно, спасибо.
А насчёт таких что скажите IRGP50B60PD1, они могут заменой служить? Эти есть на руках.
HGTG30N60 – могучие транзюки. С их пары 250 А легко снимал.
Они мне очень нравятся. Мощняцкие, по температуре достойные. Дебелые ваще. Минусы конечно же есть, великовата емкость затворов, скажут. Но они стоят в Штурмах и т.п. – проблем нет.
nesterov32 написал :
что скажите IRGP50B60PD1, они могут заменой служить? Эти есть на руках.

Хорошие транзюки,шустрые, и емкость затворов невысока, если не подделка.
Когда починил свои первые два инвертора, тут тема » >
выписывали через завод, фото:
nesterov32 написал :
Добрый вечер, в ремонте Ресанта САИ-220, вышли из строя, R43 и два из четырёх, силовых транзистора RJH60F5, можно ли их поменять на HGTG30N60A4?
Заказчик нашёл родные RJH60F5, установил, включил всё закрутилось, напряжение на выходе 75,9в, а вот померив напряжение на стабилизаторе L7815 обнаружил всего 12,4в, похоже стабилизатору пришёл конец и при работе напруга просаживалась, отключались реле и варили на резисторе R43, сегодня поменяю стабилизатор, посмотрим дальше.
Время чтения: 3 минуты
Сварочный инвертор – это хороший помощник в быту и в хозяйстве. Мы рассказали вам уже о многих инверторных аппаратах, в том числе об устройствах Фубаг (Fubag). Сегодня мы расскажем о модели Fubag IN 160, а в частности о ремонте этого недорого аппарата.
Общая информация
Fubag IN 160 — это компактный инверторный аппарат, предназначенный для ручной дуговой сварки и сварки в среде аргона с применением неплавящегося электрода. Аппарат отлично справляется со сваркой всех типов сталей: от низкоуглеродистой до антикоррозийной. Данная модель очень экономична и мобильна, без проблем транспортируется.
Fubag IN 160 может похвастаться не только доступной ценой, но и наличие дополнительного функционала. Здесь есть и горячий старт, и форсаж дуги и антизалипание. Все эти функции понравятся новичкам и домашним умельцам, которые не хотят подробно разбираться в сварочном деле. Даже если вы установите неправильные настройки, аппарат сможет улучшить качество швов именно благодаря этим функциям. Для сварки можно использовать любые типы электродов.
У аппарата очень простая схема, так что вполне реально выполнить ремонт Fubag IN 160 своими руками в домашних условиях. Схемы этого аппарата нет в открытых источниках. Но ниже вы можете посмотреть на схему от похожего по функционалу аппарата. Отличия есть, но они незначительные.
Распространенные неисправности
Мы не рекомендуем проводить сложный ремонт сварочного инвертора Fubag (и любого другого аппарата) в домашних условиях, если у вас нет навыков и опыта. К сожалению, многие серьезные поломки может диагностировать только профессиональный мастер. А новичок в силу своей неопытности просто не поймет причину неисправности. Тем не менее, некоторые базовые проблемы все же можно исправить самому. Далее мы расскажем о самых частых неисправностях и способах их исправления.
Прежде чем вы начнете…
Перед выполнением ремонта вам необходимо сделать несколько простых действие. Первое и самое очевидное — отключить аппарат от сети. При разборке аппарата его необходимо положить платой вверх. «начинка» аппарата скрыта за металлической крышкой, которая прикручена на 10 шурупов. Их нужно открутить и снять крышку. При сборке после ремонта аппарат нудно собирать в той же последовательности. Также в ходе работ вам понадобится мультиметр.
При включении аппарат автоматически выключается
Это самая частая проблема. Чтобы понять причину, вам необходимо взять мультиметр и настроить у него режим сопротивления. С помощью мультиметра измерьте это самое сопротивление между заземлением и контактами. Если сопротивление неопределенное, значит все хорошо и причина кроется в другом. А если нет, то скорее всего необходимо заменить IMS-модуль на новый.
Также рекомендуем дополнительно проверить диодный мост. Для этого установите режим диода на мультиметре. С помощью прибора проверьте диоды моста. Если вы заметите, что один из диодов в коротком замыкании, то IMS-модуль точно нужно заменить на новый.
Аппарат работает, но дуга не поджигается
Это вторая самая распространенная проблема. Рекомендуем проверить, насколько правильно закручены шурупы, которые видны сразу после трансформатора. Также проверьте контакты штекеров. Чаще всего пригорают именно контакты штекеров, и дуга перестает поджигаться. В таком случае нужно зачистить штекера и поменять шурупы.
Аппарат функционирует, но вентилятор не работает
Скорее всего, дело в самом вентиляторе. Вам необходимо проверить его целостность и возможно почистить от загрязнений. Также рекомендуем полностью снять вентилятор и напрямую подключить его к питаю, чтобы проверить работоспособность.
Вместо заключения
У сварочного инвертора Fubag IN 160 такие же неисправности, как и у большинства других инверторов для дома. Поэтому наши рекомендации подойдут и для ремонта других аппаратов. Желаем удачи в работе!
Сварочный инвертор кедр схема — Морской флот
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Печка , У нас на Сварог гарантию пять лет дают..
Добрый день.Подскажите нет у кого схемы Ресанты..накрылась уска на БП. заменил..запустилась. на выходе 0. плата живая..а вот что дальше ?горит желтая лампа..
comrat ,
Для поиска такой причины «горит желтый» совсем не обязательно выпаивать блок управления из основной платы.
Желтый горит потому, что у аппарата нет напряжения на сварочных клеммах, соответственно блок управления его и не видит. Соответственно, он и зажег желтый.
«Плата живая» – уверенное утверждение, но не всегда правильное.
Сейчас акуратненько необходимо поставить блок управления на место. При этом необходимо быть очень четко уверенным, что вы это сделали надежно. Я имею в виду, что пропаять место установки необходимо с двух сторон.
После этого опять включить аппарат, если загорелся желтый, то попытаться обмануть блок управления.
Для этого, прямо на сварочные клеммы, соблюдая полярность (+ к +, а минус к минусу), подать напряжение от внешнего блока питания +15. +18В, и посмотреть за реакцией желтого. Если желтый не потух – то возможно причина в блоке управления. Если желтый потух – неисправность в основной плате.
Остальное вот здесь:
s237 , пробовал. искрить начинает.
* s237
с утра не получилось. вот осцилки. на первой с R20 (5мкс, 5в, 0-середина) , на второй сток-исток irfd (5мкс,10в,0- середина.)
SCMASTER , по ТГР и осциллограммам рекомендую перечесть мою переписку по аппарату Vovnn, начиная с его поста от 25.02.2016 в 13:53 – у Вас АБСОЛЮТНО та же схема, только ключей у Вас по три в плече параллельно. Только дочитайте до конца, т.к. там по пути были некоторые самозаблуждения по работе ТГР, но и их разбор тоже будет на пользу.
LV007 , спасибо, прочту. только у меня по два ключа g75t60.
s237 , добрый день Сергей мне удалось достать схему платы управления и блока питания на сварочный инвертор кедр MMA220F у производителя вот делюсь чтоб вы пополнили свой архив со схемами и чтоб другие могли скачать качество не супер
SCMASTER написал:
только у меня по два ключа g75t60
Буква «g» в названии типа ключей «намекает», что это IGBT, а они как правило требуют раскачки по затвору бОльшим напряжением, чем MOSFET’ы. Это в конструкции с подобным драйвером может быть изначально скомпенсировано повышением коэффициента трансформации, бОльшим напряжением питания каскада, «разгоняющего» ТГР, или подбором менее требовательных к этому IGBT (либо комбинацией этого). Это проверьте сами. Но схема драйвера и все те обсуждавшиеся общие принципы тут весьма близки тому Best-120.
K.A.V MAKAR ,
Ох, спасибо большое за Кедр. Уже в копилке.
LV007 ,
Володя, приветствую.
Схема по ТГР и драйверам у 120 и 210 одинаковые. Про ключи не скажу, в руках не держал ни того, ни другого. Сейчас прицеплю этот кусок от 120-го.
SCMASTER ,
Тут дело в другом. Не буду на 100% утверждать, но уже с управы иет сигнал с НЕ правильной верхней полкой. Все ШИМы дают четкий (около, по заполнению) меандр. А здесь непонятно, что делает кривоватой эту верхнюю полку.
Учитывая, что питание управы по штатному, происходит от того же сварочного трансформатора, но только еще через один трансформатор (он маленький, возле сварочного, то возможно, что они специально «замутили» эти все хитрые рекуперационные обвязки вокруг силовых ключей, да и не только их. Я не знаю, зачем ставить снаббер на IRFD110. По принципу, так же работает и Техника 164 – питается от своей обмотки 1 виток самопитания, ну здесь немножко по другому, через свой трансформатор, но зачем снаббер на IRFD110?
Во всяком случае, для анализа, я бы эти все лишние цепочки, пока поубирал бы. Или здесь же второй момент: может мы не правильно подали питание на 7812? Оно все вроде начинает работать, а потом все эти обвязки, что то вносят свое. Вот пока не знаю. Вот глядя на вторую картинку (сигнал Сток-Исток), я ожидал увидеть приблизительно то же, что и на затворе. Значит получается вмешиваются еще две цепочки, это: D013, D014 и C14, R25. Естественно при этом, все это возможно, если ТГР нагружен. Нагружен хоть чем. Но мы то отвязали все вторички. Значит, что то все равно ужасно портит сигнал, портит уже на первичке ТГР.
Или это уже наводки от вторичных обмоток при обратном ходе (когда транзистор должен быть закрыт) по оставшемуся, но не задействованному штатному питанию? Вот где непонятки.
Значит нужно на первом этапе добиться четкого «меандра» от управления. Пока вот такие мысли. Вплоть до того, что перезать дорожки, питающие все остальное, кроме управы, и смотреть этот меандр.
У меня самого J96 – древний,как динозавр, и такой же неубиваемый;т.ч. я в курсе про эти ,т.н., «пять лет». Это, на самом деле, – лохотрон.Гарантия там реальная ДВА года + ещё ТРИ. НО при условии ЕЖЕГОДНОГО Т/О в авторизованом С/Ц ! Об этом сто раз писано в профильной ветке про эти аппараты.
В данном топике, я постараюсь дать обьективную ( явную ) характеристику двум сравниваемым аппаратам. Руководствовался наиболее близким как по цене, так и по заявленным техническим характеристикам от производителей. Мною были детально изучены и рассмотрены два аппарата.
Логично начинать рассматривать аппараты снаружи, так как это первое на что обращает внимание человек, решивший их эксплуатировать.
Рассмотрим два аппарата для сварки ММА ( ручная дуговая сварка). Принцип заключается в том, что процесс сварки протекает штучным плавящимся электродом. При включении аппарата в сеть, в держатель устанавливается электрод , выставляется нужный ампераж ( в зависимости от толщины электрода и свариваемого металла) , между электродом и свариваемым металлом образуется разряд тока, который в лексиконе сварщиков именуется дугой. Данная дуга нагревает свариваемый метал с двух сторон до температуры, которая позволяет двум металлам стать единым целым на молекулярном уровне, электрод в момент сварки плавится, образую между материалами сварочную ванну. Сварщик производит зигзагообразный шов, отчищает от шлака и ГОТОВО! Это вкратце о процессе. Теперь к сравнению
Рис.1 Рис.2 (ТМ Кедр)
На Рис.2(ТМ Кедр) мы видим , что защитный кожух (корпус) сварочного аппарата умышленно расположен так, чтобы основные тумблеры и контакты на лицевой панели инвертора были утоплены , это позволит при падении ( не дай Бог конечно же J ) защитить основные переключатели и контакты. Также хотелось бы отметить следующее технологическое преимущество , на каждом инверторе расположены вентиляционные окна, которые, как кислород для человека, необходимы и важны в процессе охлаждения системы. На рис.1 локация окон следующая: лицевая панель , задняя панель ( непосредственно в зоне кулера охлаждения), соответственно, на аппарате Рис 1. по факту мы имеем два вентиляционных окна . На инверторе рис.2 ( ТМ Кедр) локация вентиляционных окон следующая: лицевая панель, правая часть (в корпусе) , левая часть ( в корпусе) , задняя часть аппарата( в месте нахождения кулера) . Данная система вентиляции построена по принципу * Жалюзи* , что минимизирует попадания пыли ( в сравнении с аппаратом на Рис. 1) Резюмируя ваше сказанное – инвертор на Рис.2 имеет 4 вентиляционные окна по системе *Жалюзи* , данная технология позволяет лучше охлаждать аппарат, а это значит, что система охлаждения будет лучше справляться в своем прямом назначении, сам аппарат будет уходить в защиту позже, чем аппарат на Рис. 1 , и ,как следствие, показатель ПВ (ПН) ( продолжительность включения ) будет в цикле отрабатывать больше. Теперь подробнее об этом. Показатель ПВ – некий тест проверки сварочного оборудования, который, мало того ,является ключевой характеристикой оборудования, но и более того , влияет напрямую на продолжительность работы. А именно, оценка данного показателя проверяется следующим образом: взят цикл работы равный 10 минут , в описаниях, в прайсах ,вы можете увидеть что показатель ПВ= 60% ( разбираем общий случай) . Дак вот , 60% показателя ПВ означает , что он должен отработать 6 минут в 10-ти минутном цикле при максимально установленном напряжении, и только после этого уйти в защиту (наибольшая мгновенная степень охлаждения аппарата, минимизация возможности выхода из строя из-за дефицита охлаждения). Соответственно имея большее количество окон вентиляции мы увеличиваем ресурс непрерывной работы , а именно этот самый показатель ПВ. Но не нужно думать, что сварочное оборудование всегда по алгоритму отрабатывает свои 6 минут и потом обязательно уходит в защиту. Время сгорания одного электрода составляет 1,5 – 2 минуты, далее происходит замена электрода и непосредственно именно в этот период происходит основное охлаждение.
Изображение выше увеличено с инвертора марки Кедр ( Рис. 2) , при *живой* демонстрации явно и отчетливо видно следующую как визуальную , так и функциональную особенность. *Крыжик* на тумблере ампеража выполнен объемным. Объясню полезность данного простого шага на примере: сварщик подготовился к работе, задал нужное значение ампеража , одел защитную маску и краги (специализированные перчатки для работы со сваркой, которые полностью защищают руки от ожогов). Находясь в маске в ситуации когда нужно изменить выпускной ток, сварщик данного *крыжика* при всем желании не увидит , что произойдет в случае работы с аппаратом на Рис 1. Сварщик будет вынужден приостановить сварку, снять защитную маску, выставить нужный ампераж ( так как на аппарате Рис 1. есть исключительно полоска деления , которая указывает на заданное значение . В случае, когда работа протекает на аппарате *Кедр* (Рис. 2) , сварщик может не отрываться от процесса, а просто левой рукой почувствовать указатель , выставить нужное значение и продолжить бесперебойный процесс сварки. А наши реалии таковы, что самый ценный ресурс – это время, поэтому выбор в его пользу очевиден, при чем я не говорю еще о тех, для кого сварка – это основный вид дохода, их время выливается в большие обьемы, а выполненный объем в определенном промежутке времени напрямую влияет на доход.
Продолжая идти по стопам сравнения, захотелось тактильно оценить силовой кабель. Живем в Сибири, большая часть времен года – холодная, для нас действительно важен качественный кабель, который будет морозостойкий , но и более того , который будет наименее подвержен перегибам.
Действую практически, беру и перегибаю кабель у сварочного аппарата Кедр ( Рис.2 (ТМ Кедр) ), внутреннее покрытие которого специально разработано под наши условия. Попробуйте также произвести изгиб силового кабеля , например , у аппарата под Рис 1. Удалось ?! ВСЕ РАБОТАЕТ J ? Ничто не пострадало ?
Вскрываем сварочные, снимаем корпус ( кожус ) и смотрим на *скелет* аппаратов.
Проиллюстрированные фотография принадлежат аппарату под Рис.1 . Начинаем осмотр! )
Скальпель , ножницы и вату J . Все бытовые аппараты состоят из одной платы управления, которая в сборе образует сердце сварочного оборудования. Смотрим на фотографию *вид сверху* и отчетливо видим ,что плата расположена слева и и выполняет уже некую функцию каркаса , сделана все просто , но предупреждаю – избегайте ситуации, когда произойдет какое –либо деформирование корпуса с левой стороны и плата окажется в зоне риска. На скидку, стоимость платы управления составляет 70 % от стоимости инверторного аппарата. Далее, система и зона охлаждения. Транзисторы ( они отчетливо видно на фотографии *вид сбоку* ) , два бочонка, которые перпендикулярны основанию – являются как раз теми элементами, которым требуется охлаждение, у аппарата выше они вынесены в часть , которая не охлаждается. Зона охлаждения находится ровно на 5 см ниже. Раз начали изучать первый аппарат , рассмотрим его уже полностью, а потом в сравнении взглянем на оборудование марки *Кедр* . У данного аппарата используется принцип пайки и некоторые основные элементы сложны для диагностики ( например , в случае его сервисного обслуживания , опять же – время! L )
Скелет обрудования Кедр выглядит следующим образом:
Идем по отличиям. Сразу замечаем , что также аппарат одно-платный, исключением лишь является то ,что инвертор Кедр имеет каркас , что минимизирует выход из строя платы управления в случаи деформации корпуса. Транзисторы ,в отличии от предыдущего сравнения, находятся в зоне системы охлаждения ( а именно внутри пластикового кожуха). Теперь подробнее о нем. Это недорогая доработка создает имитацию аэротуннеля , что главным образом влияет на лучшую циркуляцию воздуха. Все гениальное – просто , берем все элементы, требующие охлаждения, размещаем их в зоне непосредственного охлаждения, устанавливаем аэродинамический туннель , вуаля – все просто и логично. Охлаждает там где надо , да еще и с усиленной циркуляцией. Мечта, не правда ли?! А также данный пластиковый кожух еще и минимизирует попадание пыли, строительной стружки , и, не дай бог , металлической. Убиваем двух зайцев простой элементарной штукой. Также, касательно ремонтопригодности, все элементы у данного аппарата легко снимаемы , система контактов построена на принципе коннекторов, отключил – включил и готово. Пайка в случаях с платами – достаточно проблематичный процесс, так как сложно спаивать микроэлементы ( высока вероятность дублирование процесса после прозвона контакта , опять же – время J
Сравнил два аппарата, постарался объективно описать ,что увидел. Теперь вкратце расскажу, что из чего состоит линейка аппаратов *Кедр* и подытожу особенность аппаратов и ух удобство наряду с полезностью для эксплуататора.
Итак, в наш ассортимент по ручной дуговой сварке состоит из бытовых аппаратов и из профессиональных. В чем отличие этих аппаратов?
Внешнее отличие, которое видно невооруженным взглядом – это размеры.
У профессионального аппарата корпус большего размера. В этом есть необходимость поскольку
1) сварочный аппарат в процессе работы нагревается, а для охлаждения необходим воздух. Соответственно, чем больше объем воздуха внутри корпуса, тем быстрее и лучше охлаждается аппарат. Поскольку аппараты профессиональной линейки предназначены для постоянной эксплуатации и профессионального использования, то этот показатель для них очень важен.
2) Вторая причина, по которой размеры аппарата больше, кроется во внутреннем его устройстве. Аппарат профессиональной линейки состоит из трех плат и элементы, расположенные на них более крупные и, соответственно, предназначены для работы в более сложных условиях и для большей продолжительности работы.
Второе видимое отличие – это наличие дисплея, который позволяет регулировать сварочный ток, не снимая маски. Особенно это удобно, когда сварочные работы проводятся в помещениях с ограниченным освещением.
Относительно конкурентов, сварочное оборудование «КЕДР», имеет массу преимуществ, делающих работу с аппаратом максимально удобной.
– Провода питания и высоковольтные провода выполнены из мягкого материала, что позволяет работать при более низких, чем у конкурентов температурах.
– Регулятор ампеража сделан крупным, а для удобства работы в крагах на нем есть специальный «флажок».
– Для удобства транспортировки на аппарате есть ремень и ручка.
– Чтобы в аппарат не попадали посторонние предметы, вентиляционное отверстие выполнено в виде жалюзи.
– Держак для электрода и клемма заземления тоже очень высокого качества.
Все мы знаем, что сварочный аппарат приобретается для того, чтобы варить и после истечения гарантийного срока (1 год), никто их не выкидывает их после того, как закончился этот год. Поскольку приобретение это дорогостоящее, а само устройство технически сложное, то немалое значение имеет вопрос сервисного обслуживания. В аппаратах профессиональной линейки узлы и агрегаты расположены таким образом, что заменить их очень просто, а стоимость обслуживания будет минимальной.
Итак: КЕДР линейки ARC – это профессиональное оборудование по приемлемой цене.
Линейка ММА – это линейка бытового оборудования для ручной дуговой сварки. Эта линейка предназначена для частного бытового использования. Поскольку все мы работаем для покупателей, для того, чтобы каждый из них остался доволен и получил то, что ему надо, то эта линейка призвана удовлетворить покупателя в полном объеме. Основных плюса у аппаратов этой линейки три:
1) Очень привлекательная цена.
2) Очень высокое качество.
3) Аппараты «варят» от 140 В.
Визуально корпус аппарата меньше – меньший размер обусловлен тем, что аппарат стоит на одной основной плате, где расположены все узлы и агрегаты. Расположены они таким образом, что все элементы, которые требуют охлаждения, расположены в непосредственной близости к вентилятору. Для максимально эффективного охлаждения транзисторов и диодов, они расположены на радиаторах охлаждения, которые выполнены из специального алюминиевого сплава с повышенной теплоотдачей. Благодаря этому аппараты работают очень долго и могут выдерживать высокие нагрузки и работать при низком напряжении. Сегодня на рынке нет предложении на аппараты такого качества и с такой ценой.
Особое внимание стоит обратить на нашу линейку с форсажем дуги – эти аппараты делают основные продажи во многих городах и очень востребованы покупателями. На этих аппаратах покупатель имеет возможность регулировать не только сварочный ток, но и для легкого старта использовать форсаж дуги.
Отдельно стоит обратить внимание на особенности аппаратов ММА 200 и ММА 220. В этих аппаратах применена инновационная двухступенчатая система охлаждения. При включении аппарата, на лицевой панели загорается индикатор питания, ВЕНТИЛЯТОР НЕ ВКЛЮЧАЕТСЯ. Включение системы охлаждения происходит только тогда, когда это необходимо, то есть срабатывает один из нескольких термодатчиков. Сделано это для того, чтобы в аппараты не попадала лишняя пыль и ,как следствие, ресурс вентилятора возрастает геометрически!
Также эти два аппарата ММА 200 и ММА 220 имеют автоматический форсаж дуги. Здесь основную мозговую деятельность принимает уже микропроцессор , который понимает , когда включить/выключить функцию форсажа дуги.
Вкратце о форсаже: Зачастую *поймать* дугу достаточно сложно обычному потребителю, который захотел изобрести какую – либо железную конструкцию, своять верстак в гараже, соорудить основу для лавочки и так далее. Нужен минимальный опыт. Как раз функция форсажа дуги делает процесс легким, экономит время на обучении и просто уже незаменима в работе. Как понять в каких аппаратах есть данная функция и что является её полезность? Обычно, на лице панелях инверторов существует дополнительный тумблер ( с разметкой от 0 до 100 % ) . Привожу пример использования данный функции, берем сварочный аппарат под ТМ *Кедр* , ставит 180 А выпускной ток, тумблер форсажа дуги выкручиваем на 100% , получаем следующий эффект – при старте, в момент когда соприкоснется электрод со свариваемым металлом, сварочник выдаст выпускного больше настолько, насколько выкручен регулятор формажа дуги, в нашем случае, 180 * 2 ( 100% ) получаем 360 А на старте, здесь мы получаем моментальный розжиг души, отсутствия возможности залипания электрода , ну и само собой – молниеносный старт работы! Помните о времени J. В нашем случае, данные аппараты маркируются латинской буквой *F* . Но не могу пропустить и не уделить внимание двум аппаратам из бытовый серии с амперажом 200 и 220. Кроме того , как говорилось выше, что они имеют инновационную систему охлаждения и кулер за зря не работает и это минимизирует попадание пыли, они еще и оснащены микропроцессором, неким мозгом , который без механических регуляторов оснащен системой форсажом дуги и сам регулирует его включение на старте розжига дуги. Также вышеуказанные аппараты оснащены функцией В Р Д , опять расскажу на примере. Утро , прошел дождь, дачник в условиях влажного климата собирается поработать со сваркой. Функция позволяет в автоматическом режиме , опять же благодаря микропроцессору , уходить в автономный режим, сбавляя пусковой ток почти до минимума. Образовали дугу, поварили, например, остановились для отдыха или смены электрода, в момент, когда пропадает дуга, микропроцессор дает команду и инвертор переходил в автономную работу ( доли секунды) , тут уже сварщик может не переживать о том, что может себя *замкнуть* и пострадать.
Аналоги с такими свойствами и параметрами стоят в 3-5 раз дороже.
У нас в ассортименте их две модели и три цвета, соответственно каждый покупатель найдет свою. Маски NWT1 и NWT2 внешне очень привлекательны и очень удобны в работе. Система регулировки маски по размеру очень удобна. Главное достоинство наших масок – это очень хороший светофильтр. Все светофильтры на масках хамелеон срабатывают с примерно одинаковой скоростью, НО. Задача светофильтра защитить глаз сварщика от ультрафиолетового излучения.
Приведем пример: в обычной маске хамелеон, поработав 5-10 минут, глаза все равно начинают уставать и после работы, зрение затемнено. В масках серии NWT такого не происходит, именно поэтому их так любят профессиональные сварщики и ценят любители. Наряду с привлекательной ценой, маски обладают очень хорошими потребительскими свойствами, поэтому владельцам магазинов и продавцам, заботящимся о своем покупателе, стоит обратить пристальное внимание именно на них.
По вопросам эксплуатации, технических возможностей, да и просто информации об использовании аппаратов *Кедр* всегда рад ответить и помочь.
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Инверторы MMA
- Инверторы TIG
- Газосварка
- Плазменная резка
- Система охлаждения
- Патон
- Днепровелдинг
- Элсва (Запорожье)
- Атом (Запорожье)
- Техмик (Ровно)
- ИИСТ (Херсон)
- SSVA (Харьков)
- GYSmi
- DECA
- Jasic
- Welding Dragon
- Modern Welding
- Telwin
- Днипро-М
- Энергия-сварка
- Тесты и видеоматериалы
- Статьи
- Фотогалерея
- Маска Хамелеон
- Расходные
- Электрододержатели, масса
- Горелки MIG/MAG
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- Головки TIG
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Циркули CUT
- Редукторы
- Светофильтры
- PT-31 (CUT-40) расходные
- SG-55 (AG-60) расходник
- SG-51 (CUT-60)
- P-80 Panasonic
- A101/A141 Trafimet
- Powermax 45
- Термопенал
- Перчатки сварщика
- Электроды сварочные
- Контакты
| Поз. | Код ELITECH | Наименование | Описание (англ.) | Комплектация | ||||
| 0600.090000 | ИС160 | ИС180 | ИС200 | ИС220 | ИС250 | |||
| 1 | 0600.090100 | Электрокабель питания | Power-cable | 1 | 1 | 1 | 1 | 1 |
| 2 | 0600.090200 | Кабельный ввод | Cable Cland | 1 | 1 | 1 | 1 | 1 |
| 3 | 0600.090300 | Плата основная | TECO 140 Main PCD Assembly | 1 | — | — | — | — |
| 0600.090400 | TECO 160 Main PCD Assembly | — | 1 | — | — | — | ||
| 0600.090500 | TECO 180 Main PCD Assembly | — | — | 1 | — | — | ||
| 0600.090600 | TECO 200 Main PCD Assembly | — | — | — | 1 | — | ||
| 0600.090700 | TECO 220 Main PCD Assembly | — | — | — | — | 1 | ||
| 4 | 0600.090800 | Выпрямительный мост | Bridge Rectifiers | 1 | 1 | — | — | — |
| 0600.090900 | Bridge Rectifiers | — | — | 2 | — | — | ||
| 0600.091000 | Bridge Rectifiers | — | — | — | 2 | 2 | ||
| 5 | 0600.091100 | Кожух | Teco 140 Top-housing painting | 1 | — | — | — | — |
| 0600.091200 | Teco 160 Top-housing painting | — | 1 | — | — | — | ||
| 0600.091300 | Teco 180 Top-housing painting | — | — | 1 | — | — | ||
| 0600.091400 | Teco 200 Top-housing painting | — | — | — | 1 | — | ||
| 0600.091500 | Teco 220 Top-housing painting | — | — | — | — | 1 | ||
| 6 | 0600.091600 | Ремень наплечный | Black Belt | 1 | 1 | 1 | 1 | 1 |
| 7 | 0600.091700 | Панель передняя | MMA 200 front cover (plastic) | 1 | 1 | 1 | 1 | 1 |
| 8 | 0600.091800 | Панель управления | MMA 200 control plate | 1 | 1 | 1 | 1 | 1 |
| 9 | 0600.091900 | Ручка регулятора тока сварки | Potentiometr botton | 1 | 1 | 1 | 1 | 1 |
| 10 | 0600.092000 | Плата панели управления | Teco220 given PCB assemble | 1 | 1 | 1 | 1 | 1 |
| 11 | 0600.092100 | Решетка передней панели | MMA 200 front bezel | 1 | 1 | 1 | 1 | 1 |
| 12 | 0600.092200 | Коннектор Dх25 (-) | Quick connector subassembly | 1 | 1 | 1 | 1 | 1 |
| 13 | 0600.092300 | Сварочный кабель с зажимом массы | Earth clamp subassembly | 1 | 1 | 1 | 1 | 1 |
| 14 | 0600.092400 | Сварочный кабель с электрододержателем | Electrode holder subassembly | 1 | 1 | 1 | 1 | 1 |
| 15 | 0600.092500 | Коннектор Dх25 (+) | Quick connector subassembly | 1 | 1 | 1 | 1 | 1 |
| 16 | 0600.092600 | Основание | MMA 200 bottom-housing | 1 | 1 | 1 | 1 | 1 |
| 17 | 0600.092700 | Супорт радиатора охлаждения | Support bar of rectifier radiator | 1 | 1 | 1 | 1 | 1 |
| 18 | 0600.092800 | Супорт радиатора охлаждения | Radiator support bar | 1 | 1 | 1 | 1 | 1 |
| 18а | 0600.092900 | Диод STTh4003CW | Super rectifying diode | — | 2 | — | — | — |
| 19 | 0600.093000 | Диод STTH6003CW | Rectifying diode | 3 | 2 | 4 | 4 | 5 |
| 20 | 0600.093100 | Плата управления | Teco 140 logic PCB | 1 | — | — | — | — |
| 0600.093200 | Teco 160 logic PCB | — | 1 | — | — | — | ||
| 0600.093300 | Teco 180 logic PCB | — | — | 1 | — | — | ||
| 0600.093400 | Teco 200 logic PCB | — | — | — | 1 | — | ||
| 0600.093500 | Teco 220 logic PCB | — | — | — | — | 1 | ||
| 21 | 0600.093600 | Транзистор IGBT K40H603 | IGBT | 4 | 4 | 4 | — | — |
| 0600.093700 | Транзистор IGBT GW60V60DF | IGBT | — | — | — | 4 | 4 | |
| 22 | 0600.093800 | Выключатель | Switch | 1 | 1 | 1 | 1 | 1 |
| 23 | 0600.093900 | Панель задняя | MMA 200 back-cover (plastic) | 1 | 1 | 1 | 1 | 1 |
| 24 | 0600.094000 | Суппорт выключателя | Support bar of switch | 1 | 1 | 1 | 1 | 1 |
Руководство по сварке стержневыми электродами
Что такое процесс стержневой сварки стержневыми электродами?
Используемые термины
MMA — Ручная дуговая сварка металлическим электродом
SMAW — Электродуговая сварка в экранированной среде Ручная сварка
Процесс
Процесс дуговой сварки был впервые разработан в России в 1888 году и включал в себя сварочный стержень без покрытия.В начале 1900-х годов был представлен электрод с покрытием, когда в Швеции был изобретен процесс Кьельберга.В Великобритании был введен квазидуговой метод. Использование электрода с покрытием шло медленно из-за высоких производственных затрат, но потребность в сварных швах с более высокой степенью целостности привела к тому, что этот процесс стал использоваться все чаще.
Материал соединяется, когда между электродом и заготовкой возникает дуга, плавящая заготовку и электрод с образованием сварочной ванны. В то же время электрод имеет внешнее покрытие, которое иногда называют электродным флюсом, которое также плавится и создает экран над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и способствовать возникновению дуги.
Это охлаждает и образует твердый шлак на сварном шве, который затем необходимо отколоть от сварного шва по завершении или перед добавлением другого сварного шва. Этот процесс позволяет из-за длины электрода выполнять только короткие отрезки сварного шва, прежде чем потребуется вставить новый электрод. в держателе. Качество наплавленного металла во многом зависит от квалификации сварщика. Источник питания обеспечивает выход постоянного тока (CC) и может быть AC (переменный ток) или DC (постоянный ток).
Конструкция инвертора для ручной дуговой сварки такова, что оператор, увеличивающий длину дуги, снижает сварочный ток, а сокращение длины дуги (уменьшение напряжения дуги) делает обратное, то есть увеличивает ток. В качестве ориентира напряжение контролирует высоту и ширину сварного шва, в то время как ток контролирует проплавление, поэтому сварщик манипулирует электродом для достижения удовлетворительного сварного шва.
Мощность, используемая в сварочной цепи, определяется напряжением и током дуги.Напряжение (В) определяется диаметром электрода и расстоянием между электродом и заготовкой. Ток в цепи зависит от диаметра электрода, толщины свариваемых материалов и положения сварного шва. Большая часть информации об электродах будет содержать подробную информацию об используемых типах тока и оптимальном диапазоне тока.
Источники питания для сварки MMA, которые могут выполнять сварку TIG, часто называют источниками питания с падающими характеристиками. Как правило, это блоки простого селектора, устройства управления магнитным усилителем или устройства с приводом от двигателя с прочной конструкцией, поскольку они часто требуются для работы в экстремальных условиях.Характеристика выходной формы породила термин «капля».
Однако современные сварочные инверторные источники питания могут преодолеть эти проблемы и обеспечить отличные характеристики и производительность, поскольку кривая может управляться электронным способом для каждого процесса.
Небольшие относительно дешевые комплекты переменного тока обычно используются для самостоятельного ремонта или небольших ремонтных работ, а некоторые более крупные комплекты переменного тока, часто охлаждаемые маслом, могут использоваться в более тяжелой промышленности, но выходы постоянного тока в настоящее время являются наиболее распространенными.
Производство электродов означает, что не все электроды постоянного тока могут работать от источников переменного тока, но электроды переменного тока могут работать как с переменным, так и с постоянным током. Постоянный ток (DC) — наиболее часто используемый режим. Блоки переменного тока обычно управляются с помощью подвижного стального сердечника или переключаемых трансформаторов.
Сварочные аппараты с выходным током постоянного тока могут использоваться для обработки многих типов материалов и могут быть получены в широком диапазоне токов. Элементы управления этих устройств варьируются от управления с подвижным железным сердечником до новейших конструкций инверторов.Конструкция инвертора принесла много преимуществ:
• Очень легкий и портативный по сравнению с их предшественниками. • Очень энергоэффективный источник питания и экономия затрат на электроэнергию.
• Обеспечивает более высокую выходную мощность при меньшем потреблении. • Высокий уровень контроля и производительности.
Как правило, сварку предпочтительно проводить в плоском или горизонтальном положении. Когда требуется сварка в таком положении, как вертикальное или потолочное, полезно уменьшить сварочный ток по сравнению с горизонтальным положением.Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения в дополнение к постоянной подаче электрода.
Что составляет систему сварки MMA?
Сварочный инверторный источник питания
Выбранный сварочный инверторный источник питания должен иметь достаточную мощность для плавления электрода и свариваемого материала с достаточной мощностью для поддержания напряжения дуги.
Для сварки стержневым электродом (стержневой сваркой) обычно требуется большой ток (50–350 А) при относительно низком напряжении (10–50 В).Сварочные электроды для MMA предназначены для работы с различными типами выходной мощности и напряжения, и вы всегда должны читать данные производителя.
Все сварочные электроды можно использовать на постоянном токе (DC), но не все на переменном токе (AC). Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен с полярностью, рекомендованной производителем электродов, в большинстве случаев это будет положительная полярность электрода, но есть электроды, использующие отрицательную полярность.Сварочный аппарат работает в режиме «холостого хода» или «напряжения холостого хода», когда сварочная дуга не зажигается. Это номинальное напряжение без нагрузки определено в стандарте EN 60974-12012 (EN 60974) в соответствии со сварочной средой или риском поражения электрическим током. Источник питания может иметь устройство понижения напряжения (VRD), установленное внутри или снаружи.
Электрододержатель и сварочные кабели
Электрододержатель зажимает конец электрода токопроводящими зажимами, встроенными в его головку.Эти зажимы работают либо за счет скручивания, либо за счет подпружиненного зажима (типа «крокодил»).
Зажимной механизм позволяет быстро отсоединить оставшийся неиспользованный конец электрода (заглушку).
Для обеспечения максимальной эффективности сварки электрод должен быть надежно зажат в держателе, в противном случае плохой электрический контакт может вызвать нестабильность дуги из-за колебаний напряжения и перегрева держателя.
Сварочный кабель присоединяется к держателю механически, обжимается или припаян.
Держатели электродов должны соответствовать IEC 60974-11.
Сварочный кабель
Диаметр сварочного кабеля обычно выбирается в зависимости от уровня сварочного тока. Чем выше ток и рабочий цикл, чем больше диаметр кабеля, чтобы избежать перегрева (см. соответствующий стандарт). Если сварка проводится на некотором расстоянии от источника питания, может потребоваться увеличить диаметр кабеля, чтобы уменьшить падение напряжения.
Jasic Направляющая для сварочного кабеляСварочный электрод
Сварочный электрод состоит из основного материала типа материала i.е. сталь или нержавеющая сталь и т. д., которые служат присадочным металлом сварного шва. Он покрыт внешним покрытием, называемым флюсом, который помогает в создании дуги и защищает дугу от загрязнения так называемым шлаком.
Сварочные электроды JasicСварочные аппараты Jasic
Предлагаем широкий ассортимент аппаратов для ручной дуговой сварки от 140 до 400 ампер с 5-летней гарантией.
Инверторный сварочный аппарат Jasic Arc 140 Сварочный аппарат Jasic Arc 140Профессиональный инверторный сварочный аппарат IGBT
Лучшая в отрасли система управления
Anti-Stick, Arc-Force Lift TIG
Горячий старт для труднодоступных электродов
Частота инвертора 40 кГц, высокий КПД
Самонастраивающаяся технология силы дуги
VRD для дополнительной безопасности оператора
Усовершенствованное зажигание дуги в режиме TIG
Компактный, легкий и современный сварочный аппарат
Легкое зажигание дуги, минимальное разбрызгивание
Автокомпенсация колебаний напряжения
Водостойкость, антистатичность и антикоррозийность
Высококачественное тактильное резиновое покрытие к молдингам и ручке
Ar c сварочный инвертор поставляется в полноцветной упаковке
Jasic Power Arc 160 Инверторный сварочный аппарат с PFC
Jasic Power 160 PFC Welder PackageMMA — IGBT Инверторная технология для профессионального пользователя
Инвертор с двойным напряжением 115/230 В с автоматическим выбором
PFC энергосберегающий инверторный сварочный аппарат
Anti-Stick, Arc-Force, Hot Start, Lift TIG
Частота инвертора 40 кГц, высокая эффективность
Компактный размер, легкий и современный сварочный инвертор
Легкое зажигание дуги, минимальное разбрызгивание
Автокомпенсация колебаний напряжения
Высококачественная тактильная резина на молдингах и ручке
Включает защитный чехол для переноски и провода MMA (Stick)
Инвертор дуги для генератора
Дж asic Arc 180 PFC Inverter Welder
Jasic Arc 200 PFC Inverter Welder
Jasic Arc 180 PFC WelderСварочный аппарат Jasic Arc 180/200 MMA с широким инвертором напряжения оснащен новейшей технологией IGBT и уникальной печатной платой для повышения эффективности и Обслуживание.
Этот технологически продвинутый сварочный инвертор с коррекцией коэффициента мощности обеспечивает преимущества в энергосбережении и надежную и стабильную работу дуги.
Arc 180/200 также предлагает функцию сварки TIG на лифте, что делает его идеальным выбором для технического обслуживания и легких производств.
Инверторный сварочный аппарат Jasic Power Arc 180SE
Инверторный сварочный аппарат Jasic Power Arc 180 SEИнверторная технология IGBT для профессионального пользователя
MMA (Stick) / DC Lift Инверторный сварочный аппарат TIG
Anti-Stick, Arc-Force, горячий старт
Частота инвертора 40 кГц, высокий КПД
Компактный размер, легкий и современный дизайн
Легкий запуск дуги, минимальное разбрызгивание
Стабильная и надежная дуга
Автокомпенсация колебаний напряжения
Высококачественная тактильная резина для молдингов и ручки
Включает защитный чехол для переноски и провода MMA
Совместимость с генератором
Jasic Arc 400 Inverter Welder
Jasic Инверторный сварочный аппарат Arc 400Инверторный сварочный аппарат IGBT
901 20Anti-Stick, Arc-Force, Hot Start,
Lift TIG function
Светодиодный индикатор сетевой / тепловой перегрузки
Усовершенствованная технология управления
Отличный сварной шов характеристики
Подходит для широкого диапазона электродов
Автоматическая компенсация колебаний напряжения
Опция дистанционного управления
Опция VRD
Совместимость с генератором
Цифровой амперметр
AccuPocket
1.Применяемость
1.1 Все поставки и другие услуги, осуществляемые нами, и все платежи, производимые нам, регулируются исключительно настоящими Условиями поставки и оплаты. Если применимые положения могут быть признаны отсутствующими, Общие условия поставки австрийской электротехнической и электронной промышленности будут применяться второстепенным образом; во всем остальном применяются австрийские законы и постановления. Если какие-либо коммерческие условия Заказчика расходятся с настоящими Общими условиями доставки и оплаты, мы будем связаны такими расходящимися условиями только в том случае, если мы явным образом признаем это в письме или по факсу.
1.2 Принимая поставку товаров и / или услуг, Заказчик подтверждает исключительную применимость наших Условий поставки и оплаты.
2. Предложения
2.1 Наши предложения являются свободными и могут быть изменены, если в оферте явно не упоминается период взаимодействия. Документы, относящиеся к нашим предложениям, такие как чертежи, иллюстрации, образцы и образцы, а также данные о размерах, весе, характеристиках и расходе, содержат или сами представляют собой только приблизительные данные и не считаются специально согласованными характеристиками, если не указано иное.Мы оставляем за собой право вносить изменения по техническим причинам.
2.2 Мы сохраняем за собой права собственности и авторские права на все сметы расходов, чертежи и другие документы; они не могут быть переданы какой-либо третьей стороне или использоваться в целях какой-либо третьей стороны.
3. Прием заказа; дополнительные соглашения
Принятие заказа и любых обязательств или дополнительных соглашений, заключенных нашими сотрудниками, а также поправок и изменений любого рода не будет иметь для нас обязательной силы до тех пор, пока мы не отправим письменное подтверждение письмом, телефаксом или электронной почтой.
4. Цена и условия оплаты; зачет
4.1 Цены всегда являются прейскурантными ценами, действующими на дату поставки. Это цены франко-завод (EXW [Инкотермс в последней версии]), без учета упаковки, страховки, погрузки на заводе и налога на добавленную стоимость; упаковка не возвращается.
4.2 Платежи должны производиться наличными нетто, без каких-либо вычетов и бесплатно, в течение 30 дней с даты выставления счета. Мы сами решаем, какие претензии или частичные претензии Заказчика могут быть компенсированы такими платежами.
4.3 Если какие-либо изменения в исполнении заказа вызваны обстоятельствами, при которых риск несет Заказчик, то последний несет все дополнительные расходы, связанные с этим.
4.4. Если срок платежа превышен, мы имеем право взимать пеню по ставке на десять процентных пунктов выше применимой базовой ставки, объявленной Национальным банком Австрии, плюс расходы на взыскание, общая сумма которых составляет не менее 12% годовых. от общей претензии. Это не наносит ущерба каким-либо дальнейшим последствиям невыплаты платежа.
4.5. Недопустимо, чтобы Заказчик удерживал платежи или зачитывал их в счет встречных требований, которые мы оспариваем.
4.6 Если Заказчик предъявляет претензии к нам самим, мы имеем право в любое время компенсировать их нашими собственными претензиями к Заказчику.
4.7 Для услуг, выполняемых в соответствии с контрактами на работы и материалы (установка, ремонт, техническое обслуживание и другие подобные работы), мы будем взимать почасовые ставки и цены на материалы, действующие на момент завершения, плюс наши применимые доплаты за любую сверхурочную работу, ночное время- время, воскресенье и праздничные дни; Время в пути и время ожидания считается рабочим временем.Командировочные расходы, а также суточные и ночевки будут выставляться отдельно.
5. Производительность, отгрузка и дефолт
5.1 Срок поставки начинается с отправки письма с подтверждением заказа по почте, а срок выполнения работ по установке, техническому обслуживанию или ремонту начинается с момента передачи оборудования. Однако ни в коем случае срок поставки или исполнения не должен начинаться раньше, чем через 14 дней после того, как Сторона-заказчик предоставила нам документы (например,грамм. технические чертежи, планы и т. д.), разрешения или согласования, которые он несет ответственность за закупку, или когда он произвел согласованную предоплату. Срок поставки или выполнения считается соблюденным, если мы уведомили Заказчика до этого срока о нашей готовности доставить или выполнить; в случаях, когда специальное соглашение обязывает нас к отправке или доставке, крайний срок поставки или исполнения считается соблюденным, если объект поставки или исполнения покинул наш завод до этого крайнего срока.
5.2 Сроки поставки или выполнения продлеваются на время любых непредвиденных препятствий, лежащих за пределами нашей сферы влияния, таких как остановки, крупные перебои в работе персонала, незаконные забастовки, задержки в поставках основного сырья или компонентов или тому подобное, а также по причине обстоятельства, при которых риск несет Заказчик, в той степени, в которой эти препятствия и / или обстоятельства имеют существенное значение для несоблюдения срока. Препятствия и / или обстоятельства такого рода также отменяют последствия неисполнения обязательств, за которые мы в противном случае несли бы ответственность, на время таких препятствий; любые договорные обязательства по штрафам, которые могли быть согласованы для конкретных случаев, полностью перестают применяться.Необходимо немедленно уведомить о начале и конце таких препятствий. Мы имеем право расторгнуть договор полностью или частично, если возникнут такие препятствия. В этом случае, если Заказчик не докажет грубую халатность с нашей стороны, претензии Заказчика о возмещении убытков неприемлемы.
5.3 Если согласованные сроки поставки или выполнения, или сроки, которые были продлены в соответствии с 5.2 выше, превышены более чем на четыре недели, Заказчик имеет право расторгнуть договор, предоставив нам как минимум 14 дней дополнительного времени. уведомлением, направленным нам заказным письмом.Если Заказчик не докажет грубую халатность с нашей стороны, претензии Заказчика о возмещении убытков в этом случае неприемлемы.
5.3 Если согласованные сроки поставки или исполнения или сроки, которые были продлены в соответствии с вышеизложенным, превышены более чем на четыре недели, Заказчик имеет право расторгнуть договор, предоставив нам как минимум 14 дней дополнительного времени на уведомление, отправленное нам заказным письмом. Если Заказчик не докажет грубую халатность с нашей стороны, претензии Заказчика о возмещении убытков в этом случае неприемлемы.
5.4 Если Заказчик несет убытки из-за задержки, за которую мы несем ответственность, то она имеет право на компенсацию в размере 0,5% за всю неделю — максимум до 5% — от стоимости этой части поставки. которые не могут быть использованы вовремя или по прямому назначению в результате задержки. По остальным услугам компенсация составляет 5% от вознаграждения. Любые требования о возмещении убытков, выходящие за рамки вышеуказанного, являются неприемлемыми, как и требования о возмещении убытков в результате задержек со стороны наших поставщиков, если с нашей стороны не будет доказана грубая небрежность.
5.5 В случаях, когда мы взяли на себя обязательство осуществить доставку, способ и маршрут доставки должны быть решены нами. Товары всегда отправляются на риск и за счет Заказчика. Мы несем ответственность за ущерб только в том случае, если с нашей стороны будет доказана грубая небрежность. Страхование транспорта / поломки осуществляется только по заказу и за счет Заказчика.
5.6 Мы имеем право осуществлять частичные поставки.
5.7 Соблюдение нами срока поставки зависит от выполнения Заказчиком своих договорных обязательств по всем незавершенным, еще не завершенным бизнес-операциям.
5.8 Если доставка задерживается из-за обстоятельств, при которых риск несет Заказчик, то последний несет все связанные с этим дополнительные расходы, например, за хранение на нашем заводе, но с минимальной ежемесячной оплатой в размере 0,5% от суммы счета. . В таком случае мы также имеем право предоставить Заказчику льготный период продолжительностью не более 14 дней, и, если этот период истечет безрезультатно, мы будем иметь право, по нашему собственному усмотрению, принять альтернативные меры в отношении предмет (а), который должен быть доставлен и осуществить доставку Заказчику в течение надлежащим образом продленного периода времени, или для расторжения контракта и требования возмещения убытков за нарушение контракта.В этом последнем случае мы имеем право без предоставления каких-либо конкретных доказательств потребовать 10% вознаграждения за запланированную доставку в качестве компенсации. При наличии соответствующих доказательств мы также можем потребовать компенсацию за любой ущерб, превышающий эту сумму.
5.9 В случае товаров, заказанных по вызову или заказанных для производства без инструкций по отгрузке, доставка должна быть осуществлена в течение трех месяцев. Если этот срок не использовался, то аналогично применяется 5.8.
5.10 Для услуг, выполняемых в соответствии с контрактами на работы и материалы (4.7), Заказчик должен своевременно и бесплатно предоставить нам необходимое оборудование и вспомогательные материалы (например, лебедки, рельсы, электричество и т. Д.), Даже если установка включена в цену (4.1) или если для этого была согласована фиксированная цена. Любые работы, которые должны быть выполнены Заказчиком перед установкой, например, строительные работы должны быть завершены до прибытия наших специалистов по установке.Кроме того, Заказчик должен принять все меры предосторожности, необходимые для защиты людей и имущества. Мы не несем ответственности за вспомогательный персонал, оборудование и вспомогательные материалы, которые могут быть переданы в наше распоряжение, если с нашей стороны не будет доказана грубая небрежность.
6. Переход риска
6.1 Риск переходит к Заказчику, как только предметы, которые должны быть доставлены, или предметы, с которыми мы выполняли техническое обслуживание, ремонт или другие работы, покинули наш завод.То же самое относится и к частичным поставкам, или в случаях, когда мы обязуемся нести расходы по доставке или выполнять доставку, настройку, сборку, установку или другие аналогичные услуги. Если техническое обслуживание, ремонт или другие работы выполняются на территории Заказчика, то риск переходит к нему, как только он получит уведомление о завершении рассматриваемых работ.
6.2. Если есть задержка в отправке или доставке посылки по причинам, за которые мы не несем ответственности, риск переходит к Заказчику, как только она получает уведомление о том, что груз готов к отправке.
7. Сохранение права собственности; аннулирование
7.1 Мы сохраняем за собой право собственности на поставленные товары до тех пор, пока наши претензии по закупочной цене и все другие претензии, которые мы имеем — на любых юридических основаниях — к Заказчику, не будут урегулированы полностью.
7.2 Заказчику разрешается перепродавать доставленный товар — даже если он был присоединен к другим товарам или подвергался переработке — только в ходе обычных деловых операций его компании. Однако это разрешение не допускается, если возникающие в результате требования переуступаются третьим сторонам или являются предметом запрета на переуступку, или если Сторона-заказчик является неплатежеспособной или не выполняет свои договорные обязательства.Заказчику не разрешается никакое иное распоряжение. В случае задержания, конфискации или другого распоряжения третьими лицами Заказчик должен немедленно уведомить нас об этом. Наши юридические расходы, понесенные в связи с обеспечением соблюдения нашего права собственности, несет Заказчик.
7.3 Заказчик передает нам уже сейчас свои требования и другие права, связанные с перепродажей, сдачей в аренду или сдачей в аренду доставленного товара, даже если последний был объединен с другими товарами или подвергся обработке; Заказчик должен сделать запись об этом в своих бухгалтерских книгах.Если доставленный товар продан или передан в руки третьей стороне для использования такой стороной вместе с другими предметами (независимо от того, был ли он присоединен к каким-либо таким предметам или подвергался обработке), то требование по дебиторской задолженности должно быть только переуступается в размере покупной цены, причитающейся нам. Это не наносит ущерба дальнейшим претензиям о возмещении ущерба.
7.4 Сторона-заказчик имеет право собирать претензии и отстаивать другие права только в том случае, если она выполнила свои платежные обязательства перед нами и не является неплатежеспособной.7.5 Если Заказчик будет действовать вопреки условиям контракта — в частности, будучи просроченным с платежом или любыми другими договорными обязательствами, и / или будучи неплатежеспособным — мы имеем право, по нашему собственному усмотрению, либо прекратить договор без предоставления льготного периода или, оставив договор в силе, забрать доставленный товар или запретить его использование. Мы также будем иметь право продать возвращенный товар на открытом рынке; после вычета комиссии за обработку в размере 10% от полученной таким образом выручки оставшаяся сумма будет вычтена из общей суммы наших неурегулированных требований к Заказчику.В ожидании возврата товара в случае расторжения договора мы взимаем с Заказчика плату за использование в размере 5% от первоначальной стоимости товара, если только фактическое уменьшение его стоимости не станет еще большим.
8. Гарантия
8.1 Мы не даем никаких гарантий в отношении обычных отклонений по размеру, весу или качеству (или допускаемым стандартами ÖNORM, EN или DIN), а также не даем никаких гарантий относительно информации, предоставленной относительно пригодности товара (ов), который будет доставлен для этой цели. предусмотренных Заказчиком, или для любой другой конкретной цели.
8.2 Несмотря на то, что мы гарантируем правильность наших инструкций по обработке, руководств пользователя / эксплуатации и консультационных услуг для клиентов, соблюдение законодательных или других нормативных требований при использовании поставляемых изделий, а также тестирование этих изделий для предусмотренных целей остается исключительной ответственностью Заказчик. Мы будем нести ответственность за любые инструкции, отличные от наших письменных инструкций по обработке и руководств пользователя / эксплуатации, только если мы предварительно прямо подтвердили эти отклонения Стороне-заказчику в письменной форме, письмом, телефаксом или электронной почтой.
8.3 Поставленные товары или услуги должны быть проверены Заказчиком сразу после их доставки. О любых дефектах необходимо сообщать нам сразу же после их обнаружения в письменном уведомлении, отправленном письмом, телефаксом или электронной почтой, с указанием номера и даты уведомления о подтверждении заказа, накладной или счета-фактуры, а также серийного номера и комиссии. числа. Если Заказчик не направит это немедленное уведомление, он больше не может предъявлять какие-либо гарантийные претензии или требования о возмещении убытков из-за самого дефекта или какого-либо неправильного представления о том, была ли поставка или услуга свободна от дефектов.В уведомлении должно быть указано, какие поставленные товары или предоставленные услуги затронуты дефектами, в чем заключаются дефекты в деталях и при каких сопутствующих обстоятельствах эти дефекты возникли. Необходимо точно описать каждый дефект. Любые расходы, которые мы понесем в результате необоснованных уведомлений или уведомлений, которые иным образом расходятся с условиями использования, должны быть возмещены нам Заказчиком.
8.4 В случае работ по исправлению и профилактическому обслуживанию наша гарантия ограничивается фактически оказанными услугами.Мы гарантируем правильное функционирование установки, машины, программного обеспечения и т.п., компоненты которых не были полностью поставлены нами, если мы доказали, что взяли на себя — несмотря на предоставление определенных компонентов Заказчиком или третьими сторонами — изготовление установки ( или машина и т. д.) в целом, и если рассматриваемая неисправность не связана с неверной или неполной информацией от Заказчика.
8.5 Если не согласовано иное, гарантийный срок составляет 24 месяца.Однако с начала 13-го месяца этого периода наша гарантия ограничивается предоставлением бесплатно предметов, необходимых для устранения дефектов; с этого момента любые претензии по гарантии, выходящие за рамки вышеуказанного, являются недопустимыми. Это ограничение срока также применяется к поставке предметов, которые считаются недвижимыми, и к работе с предметами, которые являются или считаются недвижимыми. Гарантийный срок начинает истекать после перехода риска в соответствии с пунктом 6.Заказчик всегда должен доказать, что дефекты, обнаруженные в течение гарантийного срока, уже присутствовали на момент перехода риска.
8.6 В случаях, когда мы даем гарантию, мы — по нашему собственному усмотрению и в течение разумного периода продолжительностью не менее 4 недель — либо заменим сам дефектный предмет, либо его дефектные компоненты на бездефектный предмет или дефектный предмет. -бесплатные компоненты, или исправить дефект (ы), или предоставить Заказчику разумное снижение цены, или (если рассматриваемый дефект не является незначительным) расторгнуть контракт.Гарантийный срок не продлевается при замене предмета или частей или компонентов, принадлежащих этому предмету. Если, однако, оставшаяся часть гарантийного срока — включая ту часть периода, в течение которой наша гарантия ограничивается бесплатным предоставлением необходимых материалов в соответствии с пунктом 8.5 — длится менее двенадцати месяцев, то гарантийный срок для обмененного предметы, части или компоненты должны быть продлены до двенадцати месяцев. Обмененные таким образом предметы, части или компоненты становятся нашей собственностью.Мы не возмещаем расходы на фактическое или попытки устранения дефекта Заказчиком или любой третьей стороной.
8.7 В той степени, в которой это необходимо и может разумно ожидаться от Заказчика, объект поставки или исполнения, или его дефектная часть (части) должны быть отправлены или отправлены нам немедленно по нашему запросу, при Заказе Риск и расходы стороны, в случае невыполнения которых все гарантийные обязательства с нашей стороны становятся недействительными.
8.8 Сторона-заказчик не имеет права удерживать платежи в связи с претензиями по гарантии или другими встречными претензиями, не признанными нами.
8.9 Гарантийные претензии со стороны Заказчика исключаются в случаях, когда не были соблюдены инструкции по установке, эксплуатации и эксплуатации, предоставленные нами или по запросу Заказчика, или когда пользователь не был (полностью) обязан соблюдать такие инструкции; если монтажные работы не были выполнены надлежащим образом и в соответствии с соответствующими стандартами, и в частности, если они не были выполнены лицензированными подрядчиками; если какое-либо корректирующее обслуживание или другие работы были выполнены на объекте поставки или исполнения без нашего согласия; если он эксплуатировался или использовался ненадлежащим образом, или эксплуатировался, несмотря на неисправность его защитных функций, или был вывезен с контрактной территории без нашего согласия, или использовался вопреки нашим инструкциям или для целей, для которых он не предназначен; и, более того, если дефекты связаны с повреждением посторонними предметами, химическим воздействием, перенапряжением, поведением третьих лиц или форс-мажорными обстоятельствами; то же самое относится к естественному износу.
8.10 Наша гарантия также исключается в случаях, когда с нами заключен договор на выполнение заказов на ремонт, изменение или модификацию использованных элементов или их поставку.
8.11. Наконец, все претензии по гарантии исключаются, если Заказчик устанавливает сторонние компоненты или запасные части в наши предметы поставки или предоставляемые нами услуги, которые не были прямо рекомендованы нами до этого.
8.12. В дополнение к правам Заказчика в соответствии с пунктом 8.6. В отношении поставки инверторов для фотоэлектрических систем действует гарантия в соответствии с условиями гарантии Fronius, доступными по адресу https://www.fronius.com/en/photovoltaics/products/all-products/solutions/fronius-service -решения / fronius-warranties / fronius-warranties.
9. Убытки и ответственность за качество продукции
9.1 Мы принимаем на себя неограниченную ответственность за ущерб любого рода только в той степени, в которой Заказчик докажет, что мы сами нанесли этот ущерб сознательно и умышленно или по грубой неосторожности.Если Заказчик докажет, что мы причинили ущерб в результате обычной халатности, наше обязательство по возмещению ущерба ограничивается фактически причиненным ущербом и, более того, максимальной общей суммой, не превышающей общей стоимости заказа. Кроме того, иски этого типа могут быть предъявлены в судебном порядке только в том случае, если заявлены в течение шести месяцев после того, как стало известно о соответствующем ущербе.
9.2 В случае, если мы привлечены к ответственности третьей стороной, если мы изготовили и поставили в соответствии с чертежами, проектами, моделями или другими документами, предоставленными Заказчиком, Заказчик должен возместить нам ущерб и обезопасить нас.
9.3 При использовании установок, машин и других изделий, поставленных нами, Заказчик обязан неукоснительно соблюдать все правила техники безопасности, технические правила, инструкции по установке, инструкции по эксплуатации и руководства пользователя, и, в частности, все правила, относящиеся к области электротехники. , и допускать к эксплуатации оборудования только уполномоченный квалифицированный персонал.
9,4. Любая ответственность за ущерб, причиненный установкой или использованием сторонних компонентов или запасных частей с нашими предметами поставки, которые не были подтверждены и явно рекомендованы нами, исключается.
10. Согласие на защиту данных
Клиент соглашается с тем, что Fronius International GmbH и ее дочерние компании могут собирать, обрабатывать и использовать персональные данные (такие как имя, адрес, адрес электронной почты), если это применимо, также путем заказа поставщика услуг, с целью отправки информации о продуктах и услугах в любом виде (например, по почте, электронной почте, через информационный бюллетень и т. д.). Распространение на внешние источники сверх указанного не происходит (исключены юридические или судебные обязательства по предоставлению информации).Согласие может быть оспорено в любое время в письменной форме, в новостной рассылке также есть ссылка для отказа от подписки.
11. Заключительные положения
11.1 Местом выполнения поставок, других услуг и платежей, а также единственным местом юрисдикции является Вельс, Австрия. Тем не менее, мы также имеем право подать иск против Заказчика в суде, который обладает «действующей» и территориальной юрисдикцией в соответствии с применимыми правилами коммерческого местонахождения или места жительства Заказчика.
11.2 Заказчик осведомлен о том, что в международной торговле обычной практикой является то, что соглашение о месте юрисдикции также может быть заключено формально эффективным образом в результате молчаливого согласия или отсутствия реакции на подтверждающее деловое письмо. например, уведомление о подтверждении заказа, содержащее напечатанную ссылку на место юрисдикции. Заказчик знаком с этим коммерческим использованием, особенно в сфере бизнеса Fronius International GmbH, и регулярно его учитывает.11.3 Правовые споры, возникающие из контракта, регулируются австрийским законодательством и коммерческой практикой, преобладающей в месте исполнения. С другой стороны, Конвенция ООН о договорах международной купли-продажи товаров не применяется (Австрийский федеральный вестник 1988/96).
12. Особые условия для программного обеспечения, поставляемого вместе с заказанными изделиями, или программного обеспечения, поставляемого отдельно
Для программного обеспечения, поставляемого вместе с другими изделиями, или для программного обеспечения, поставляемого отдельно (далее «программное обеспечение»), настоящие Условия поставки и оплаты применяются только постольку, поскольку они не отклоняются от следующих условий или условий, согласованных отдельно со Стороной-заказчиком.
12.1 Область применения
12.1.1 Все права интеллектуальной собственности, такие как авторское право, права на товарные знаки, права на дизайн, патентные права, права на полезные модели и ноу-хау, а также, в частности, на незащищенные изобретения, коммерческий опыт, коммерческие секреты и тому подобное, независимо от время, когда они были раскрыты Заказчику, в любое время остается за нами или нашими лицензиарами. Заказчик имеет право использовать программное обеспечение после оплаты согласованной суммы исключительно для своих целей в соответствии с приобретенным количеством лицензий.По настоящему контракту предоставляется только разрешение на использование программного обеспечения. Распространение Заказчиком исключается в соответствии с законом об авторском праве. При возможном участии Заказчика в производстве программного обеспечения никакие права, кроме указанных в Разделе 12, не приобретаются. Заказчик может использовать программное обеспечение одновременно только на одном устройстве, что является его решением. Использование программного обеспечения означает любое долгосрочное или даже временное дублирование (копирование) программного обеспечения, полностью или частично, путем сохранения, загрузки, запуска или отображения с целью выполнения программного обеспечения и обработки данные, содержащиеся в нем аппаратным обеспечением.Он не имеет права копировать руководство пользователя.
12.1.2 Стороне-заказчику разрешается делать копии программного обеспечения в целях архивирования и защиты данных при условии, что в программном обеспечении или любых сопутствующих материалах (руководство по эксплуатации, упаковка и т. Д.) Нет явного запрета и что все авторские права и уведомления о правах собственности передаются в этих копиях без изменений. Не допускается повторный перевод программного кода (декомпиляция), превышающий установленные законом.
12.1.3. Если программное обеспечение оснащено технической защитой от копирования, Заказчик должен в случае повреждения получить заменяющую копию после возврата носителя данных.
12.2 Дополнительные права
В случае наличия новой версии программного обеспечения Заказчик имеет право обменять поставляемый пакет программного обеспечения на аналогичный пакет программного обеспечения новой версии по указанной нами цене обновления; обмен подразумевает пакет программного обеспечения в целом, поскольку он был приобретен Заказчиком.При обмене разрешение Заказчика на использование замененного пакета программного обеспечения истекает. В таком случае Заказчик должен немедленно и полностью уничтожить все копии, частичные копии и резервные копии, а также измененные или исправленные версии программного обеспечения и сделанные из них копии, частичные копии и резервные копии.
12.3 Гарантия
12.3.1 Заказчик должен иметь в виду, что невозможно разрабатывать программное обеспечение таким образом, чтобы оно не имело дефектов для всех условий применения.
12.3.2 Мы гарантируем, что поставляемое программное обеспечение выполняет согласованные функции и имеет явно гарантированные свойства. Требование любой гарантии — это использование в соответствии с контрактом. Дефект, за который мы несем ответственность, считается существующим только в том случае, если программное обеспечение не функционирует в соответствии с самой последней версией соответствующего описания производительности / документации и если это воспроизводится Заказчиком. В целях тщательного изучения возможных возникающих дефектов Заказчик обязан оказать нам поддержку в устранении любых дефектов.12.3.3 Мы также гарантируем, что оригинальное программное обеспечение должным образом записано на протестированный носитель данных. Исключение здесь — ранее установленное программное обеспечение и сторонние программные продукты.
12.3.4 Дефекты программного обеспечения должны быть задокументированы пользователем, и мы незамедлительно уведомлены в письменной форме; в противном случае применяется 8.3.
12.3.5 Гарантийный срок всегда составляет двенадцать месяцев; период начинается с отправки пакета программного обеспечения.
12.3.6. Если программный пакет непригоден для использования или имеет дефект (12.3.2), мы обменяем его в первую очередь на новый с таким же названием или на адекватное альтернативное решение. Если это также окажется непригодным для использования или дефектом, и если мы не в состоянии сделать его пригодным для использования с адекватными усилиями в течение адекватного времени, но, по крайней мере, в течение четырех недель, Заказчик может потребовать снижения цены или изменения. . Затраты на устранение дефектов Заказчиком или третьим лицом нами не возмещаются.
12.3.7 За пределами этого (12.3.6) мы не предоставляем гарантии, в частности, в случае поставки программного обеспечения, не соответствующего особым требованиям Заказчика или пользователя, а также не для измененных или пересмотренных версий программное обеспечение (пункт 12.1.2), если Заказчик не докажет, что дефекты не связаны с изменениями или исправлениями. Заказчик несет полную ответственность за выбор, установку и использование программного обеспечения, а также за ожидаемые результаты.
12.3.8. В случае необоснованного утверждения о дефектах в программном обеспечении мы имеем право взимать с Заказчика любые понесенные расходы в соответствии с действующими ставками.
12.3.9 Смена конечного пользователя исключает любые претензии по гарантии
12,4 Компенсация
12.4.1 Все дальнейшие претензии Заказчика или третьих лиц, в частности претензии о компенсации за ущерб любого рода, должны быть исключены, если только потерпевшая сторона не сможет доказать, что ущерб был причинен нами умышленно или из-за грубой небрежности. .
12.4.2 В противном случае применяется пункт 9.
Hyundai HYMMA-160 Инверторный сварочный аппарат MMA / ARC 160Amp, однофазный 230V
HYMMA-160 — это легкий и невероятно универсальный однофазный аппарат для ручной дуговой сварки / дуговой сварки штучным электродом от Hyundai.
Легкий и портативный сварочный аппарат от Hyundai
При весе всего 6,0 кг инверторный сварочный аппарат HYMMA-160 является легким и портативным с регулируемым ремнем безопасности и легким корпусом из штампованной стали. Порошковое покрытие обеспечивает дополнительную коррозионную стойкость, а аксессуары, включая электрододержатель, зажим заземления, отбойный молоток и проволочную щетку, делают HYMMA-160 чрезвычайно выгодным инверторным сварочным аппаратом MMA / ARC.
Устройство для дуговой сварки 160A
Сварочный аппарат Hyundai HYMMA-160 ARC оснащен бесступенчатым регулятором для бесступенчатой регулировки сварочного тока с устройством слабого тока для эффективной сварки более тонких материалов. Сварочный (выходной) ток HYMMA-160 можно регулировать в диапазоне от 10 до 160 ампер, что позволяет регулировать HYMMA-160 для сварки различных материалов и различных толщин стали.
Рабочие циклы сварщика
Хороший способ определить лучшего сварщика для ваших нужд — это сравнить «Рабочий цикл».Рабочий цикл — это количество времени в течение 10 минут, в течение которого сварочный аппарат может использоваться на заданном выходе. Например, наш сварочный аппарат Hyundai 160A имеет рабочий цикл 50% при использовании на выходе 120 А (этот выход будет использоваться со сварочным стержнем 3,2 мм). Это означает, что его можно использовать в течение пяти минут каждые 10 минут.
Рабочие циклы сварщиков Hyundai показаны ниже:
| Модель | Выходная сила тока / рабочий цикл / период использования в течение 10 минут | ||
|---|---|---|---|
| MMA120 | 70A / 100% / 10 минут | 90A / 50% / 6 минут | 120А / 35% / 3.5 минут |
| MMA160 | 95A / 100% / 10 минут | 120A / 50% / 6 минут | 160A / 25% / 2,5 минуты |
| MMA200P | 155A / 100% / 10 минут | 200A / 60% / 6 минут | |
| TIG200 | 155A / 100% / 10 минут | 200A / 60% / 6 минут | |
| Миг180 | 105A / 100% / 10 минут | 140A / 60% / 6 минут | 180А / 35% / 3.5 минут |
Рабочие циклы сварщика — что нужно знать
Более дешевые сварщики низкого качества заявляют, что имеют определенную выходную силу тока, но могут иметь очень низкий рабочий цикл на заявленной мощности. Всегда проверяйте рабочий цикл, чтобы убедиться, что вы получаете лучшего сварщика, отвечающего вашим требованиям.
Преимущества инверторного сварочного аппарата Hyundai
Инверторная технология, используемая в сварочных аппаратах Hyundai, имеет определенные преимущества по сравнению с более традиционными трансформаторными сварочными аппаратами.Сварочные аппараты инверторного типа обычно легче, более экономичны и обычно требуют меньше входной мощности для сопоставимой мощности. Это делает их более экономичными не только при покупке, но и в эксплуатации.
Универсальный инвертор MMA / ARC Welder
Оборудован тепловой защитой от перегрузки для обеспечения максимальной прочности. Подходит для сварки стали, нержавеющей стали, меди, никеля, титана и их сплавов.
Подходит для производителей, фермеров, домашних механиков, мобильных техников и энтузиастов DIY. HYMMA-160 является хорошим универсалом для сварки прутками до 4 мм.HYMMA-160 имеет высокочастотный пуск, что обеспечивает плавное зажигание дуги.
Обладая низкими требованиями к обслуживанию и ремонту, HYMMA-160 невероятно прост в использовании и обслуживании, а также имеет полный комплект запасных частей Hyundai UK.
В коробке: Электрододержатель, зажим заземления, отбойный молоток и проволочная щетка.
Знай своего сварщика
(MMA) Ручная дуговая сварка металла — Ручная дуговая сварка металла (MMA) или (MMAW) Ручная дуговая сварка металла — это дуговая сварка в среде защитного флюса или, неофициально, как сварка штучной сваркой, это процесс ручной дуговой сварки, в котором используется плавящийся электрод, покрытый флюс для укладки сварного шва.
(TIG) Вольфрамовый инертный газ — Сварка вольфрамом в инертном газе (TIG) или (GTAW) газовая дуговая сварка вольфрамом — это процесс дуговой сварки, при котором для получения сварного шва используется неплавящийся вольфрамовый электрод.
(MIG) Металл в инертном газе — Сварка металла в инертном газе (MIG), (GMAW) газовая дуговая сварка металла или (MAG) Metal Active Gas — это процесс сварки, при котором между плавящимся проволочным электродом и деталью образуется электрическая дуга. металл (ы), который нагревает металл (ы) заготовки, заставляя их плавиться и соединяться.
На Hyundai действует двухлетняя платиновая гарантия.
Купить DEKOPRO DKA-160 160A 4.1KVA IP21S Инверторно-дуговой сварочный аппарат Сварочный аппарат MMA для рабочей и электрической сварки
FAQ (Часто задаваемые вопросы) О DEKO
Q1: Почему стоит выбрать DEKO?
A1: DEKO специализируется на разработке и производстве электроинструментов. Наша философия заключается в предоставлении хорошо продуманных и экономичных инструментов
клиентам по всему миру.DEKO — Top Brands — магазины с самым высоким рейтингом на Aliexpress. Когда вы делаете покупки в этих магазинах,
вы покупаете напрямую у самого бренда или у авторизованного реселлера.
Q2: Кто будет оплачивать таможенные сборы, НДС или другой импорт в моей стране?
A2: Обычно курьерская компания производит таможенное оформление, мы декларируем стоимость продукта в зависимости от продукта в счете-фактуре
, который вы купили, чтобы избежать уплаты таможенных сборов / НДС / пошлин для вас, но Если посылка застряла на таможне, вам следует связаться с нами по номеру
и сообщить нам свой адрес электронной почты, и мы вышлем вам счет-фактуру, и вы сможете отнести его на таможню для перевозки товаров.
По аналогии со всеми интернет-магазинами. Пожалуйста, свяжитесь с нами, если вам нужны какие-либо подробности или другое значение, указанное в счете.
Q3: Если рабочее напряжение для моей страны?
A3: Для DEKO наш продукт может работать от 100 ~ 240 В переменного тока, поэтому он должен работать в большинстве стран мира.
(Некоторые товары не относятся к Японии и США, поэтому покупатели обращают внимание на описания товаров, или вы можете связаться с нами, мы ответим на
ваши вопросы.)
Q4: Работает ли вилка в моей стране?
A4: Мы могли бы предоставить вам вилку, которую вы хотите, просто оставьте нам сообщение с тем, что вы хотите, или мы можем предоставить вам адаптер конвертера
Socket бесплатно.
Q5: Что не может найти мою страну при выборе «способа доставки»?
A5: Вес всей посылки превышает 2 кг (в дополнение к выделенным службам доставки), поэтому она не может быть отправлена обычным почтовым отделением. Пожалуйста, свяжитесь с нами по поводу стоимости перевозки в вашей стране перед покупкой.
Q6: Есть ли у нас гарантия качества и сертификаты?
A6: У нас есть гарантия качества и сертификаты, и если вы этого хотите, вы можете связаться с нами и дать нам свой адрес электронной почты, который мы вам отправим.
Q7: Сколько времени нужно отправить в мою страну?
A7: Просмотрите отслеживание и отгрузку. Есть подробные инструкции. Большинство стран, которые отправляют с зарубежного склада, доставка 7-15 дней, некоторые страны в отдаленных районах могут быть дольше.
ОБРАТНАЯ СВЯЗЬ
Пожалуйста, оставьте положительный отзыв с 5 звездами.Ваше удовлетворение — наша мотивация двигаться дальше. Если у вас есть какие-либо проблемы, пожалуйста, не стесняйтесь обращаться к нам, дайте нам возможность решить их, мы будем обслуживать вас, пока вы не будете удовлетворены.
Модель1999 — HUGHES mcw 550 Реферат: Hughes Welder сварочный аппарат разрядного конденсатора mcw-550 Hughes конденсаторный сварочный аппарат VTA90 сварочный аппарат hughes mcw 550 MCW552 | Оригинал | MCW-550 VTA90 МАКСИ90 MCW552 MA09-11 MA-02-25 WE-2231 HUGHES mcw 550 сварщик Hughes сварка разрядного конденсатора mcw-550 сварочный аппарат для конденсаторов hughes VTA90 сварщик hughes mcw 550 MCW552 | |
2006 — ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Реферат: igbt сварка дуговая сварка сварочный инвертор схема сварочный инвертор mig mag 200 сварка mig сварка IGBT для сварки управление инвертором mig сварка сварка | Оригинал | PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА сварка igbt дуговая сварка схема сварочного инвертора сварочный инвертор mig mag 200 МиГ сварка IGBT для сварочного инвертора управление сваркой mig сварка | |
2014 — Нет в наличии Аннотация: Текст аннотации недоступен | Оригинал | CH-6060 | |
инвертор для дуговой сварки Реферат: Контроллер робота FANUC r-30ia Контроллер робота для дуговой сварки с мобильным телефоном INVERTER ARC WELDING R30I FANUC r-30ia IN ARC 200 INVERTER WELDER инверторный сварочный аппарат r-30ia FANUC | Оригинал | 120 кГц RW-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА R30I FANUC r-30ia ИНВЕРТОРНАЯ СВАРКА IN ARC 200 инверторный сварочный аппарат r-30ia FANUC | |
2003 — AXY52000 Аннотация: AXW116421A AXW1404A | Оригинал | AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 — HUGHES mcw 550 Реферат: сварка разрядных конденсаторов сварщик hughes сварщик hughes mcw 550 сварочный аппарат hughes mcw-550 VTA90 сварка «инструкция по применению» MAXY90 | Оригинал | VTA90 МАКСИ90 MCW552 MA09-11 MA-02-25 WE-2231 HUGHES mcw 550 сварка разрядного конденсатора сварщик Hughes сварщик hughes mcw 550 сварочный аппарат для конденсаторов hughes mcw-550 VTA90 сварка «инструкция по применению» | |
Схема ультразвуковой сварки Реферат: схема индукционной сварки Ультразвуковая сварка контурная сварка сварка сопротивлением с фазовым сдвигом аргон для сварки сварочная схема сварочная схема J-STD-002 J-STD-020D | Оригинал | GL000017 001EN 001EN.D-79108 D-79008 Схема ультразвуковой сварки схема индукционной сварки Схема ультразвуковой сварки сварка сварка «инструкция по применению» контактная сварка со сдвигом фаз газ аргон для сварки схема сварочной цепи J-STD-002 J-STD-020D | |
2007 — HUGHES mcw 550— цена: + 0 руб. Реферат: hughes welder mcw-550 hughes конденсаторный сварочный аппарат VTA90 сварочный аппарат hughes mcw 550 разрядный конденсаторный сварочный вольфрамовый электрод HUGHES MAXY90 | Оригинал | VTA90 МАКСИ90 MCW552 MA09-11 MA-02-25 WE-2231 5954-2227E HUGHES mcw 550 сварщик Hughes mcw-550 сварочный аппарат для конденсаторов hughes VTA90 сварщик hughes mcw 550 сварка разрядного конденсатора вольфрамовые электроды Хьюз МАКСИ90 | |
2013 — NRW-PS300 Аннотация: Текст аннотации недоступен | Оригинал | NRW-PS300C NT-PS300 NRW-PS300 WA-130/140 0813E | |
2010 — Схема сварочного аппарата постоянного тока Резюме: sg3525 примечание по применению AN3200 SG3525 сварочный аппарат с постоянным током схема дугового сварочного аппарата схема сварочного аппарата на основе igbt свободная электрическая схема сварочный аппарат sg3525 WELDER трансформаторный сварочный аппарат | Оригинал | AN3200 электрическая схема сварочного аппарата постоянного тока Примечание по применению sg3525 AN3200 SG3525 контроль постоянного тока схема сварочного аппарата схема дуговой сварки сварочный аппарат на базе igbt бесплатная электрическая схема сварочного аппарата sg3525 сварщик сварочный аппарат трансформаторного типа | |
2005 — AWG22 Аннотация: AXY51000 AXY52000 AXW1109A | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 — AXP464618 Аннотация: AXP450618 AXP440618 AXP434618 AXP430618 AXP426618 AXP420618 AXP416618 AXP414618 AXP410618 | Оригинал | ||
2008-AXY51000 Аннотация: AXY52000 0-образный заголовок с квадратными выводами | Оригинал | AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
Нет в наличии Аннотация: Текст аннотации недоступен | Оригинал | AXY52000 | |
AWG22 Аннотация: AXY51000 AXY52000 | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000 Аннотация: AXY20305 AXY20303 AXY20302 AXY20301 AXY20205 AXY20203 AXY20202 AXY20201 AXY20101 | Оригинал | ||
2002 — Нет в наличии Аннотация: Текст аннотации недоступен | Оригинал | ||
2008 — AXW3101421A Аннотация: axw7221 AXW34014A | Оригинал | AXY51000 AXY52000 AXW3101421A axw7221 AXW34014A | |
H01N2-D Реферат: vde 0298 4 луженая медная проволока | Оригинал | H01N2-D Kap01 PRO86 vde 0298 4 луженых медных провода | |
2010 — схема дугосварочного аппарата Резюме: ARC WELDER диодный контроллер сварочного аппарата 800amp flexpendant регулятор высоты горелки высота сварочной дуги | Оригинал | 0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800амп контроллер сварщика гибкий регулятор высоты резака сварка дуговая сварка высота факела | |
2005 — робот Реферат: робототехнические схемы для дуговой сварки роботов | Оригинал | ||
сварка миг Реферат: газ аргон для сварки 09016 СОЕДИНИТЕЛЬ AMP сварка | Оригинал | ||
2008-AXY20202 Аннотация: AXY20 | Оригинал | ||
2006 — паспорт сварочной стали Аннотация: Текст аннотации недоступен | Оригинал | PR10153EN паспорт сварочной стали | |
2015 — монтажная плата инверторного сварочного аппарата Реферат: igbt инверторный сварочный аппарат, сервисное руководство, IGBT сварочный контур, схема изменения мощности для дуговой сварки, инвертор, дуговой сварочный аппарат, инвертор, сварочный аппарат, igbt, дуговой сварочный аппарат, сварочный аппарат FERRITE TRANSFORMER, дизайн | Оригинал | AN4638 DocID027309 монтажная плата инверторного сварочного аппарата igbt инверторный сварочный аппарат руководство по обслуживанию Схема сварочного устройства IGBT Схема изменения мощности для дуговой сварки схема инверторной дуговой сварки инверторный сварочный аппарат igbt дуговой сварщик сварщик FERRITE TRANSFORMER design | |
5 лучших мировых брендов сварочного оборудования
* Последнее обновление: октябрь 2020 г. Лучшие мировые сварочные бренды:- Сварочные аппараты ESAB
- Линкольн Электрик
- Миллер Электрик
- Сварочные аппараты Everlast
- Hobart Welding Products
В пятерку лучших мировых сварочных брендов входят такие компании, как ESAB Welders, Lincoln Electric, Miller Electric, Everlast Welders и Hobart Welding Products, исходя из их истории, производительности и популярности.
1. Сварочные аппараты ESAB
ESAB Welders (также известная как Elektriska Svetsnings-Aktiebolaget) была основана Оскаром Кьелльбергом, который в 1904 году разработал первый в мире сварочный электрод с покрытием. Оскар Кьельберг основал ESAB Welders как дочернюю компанию Colfax Corporation с сильными инновациями и бескомпромиссными стандартами.
Где производятся сварочные аппараты ЭСАБ?
ESAB Welders со штаб-квартирой в Гетеборге, Швеция, имеет широкое присутствие по всему миру, что имеет решающее значение для их роста.ESAB Welders распространяет сварочное оборудование по всему миру с многочисленными региональными офисами для оказания поддержки в Северной Америке, Южной Америке, Европе, на Ближнем Востоке, в Африке и Азиатско-Тихоокеанском регионе. ЭСАБ — ведущие мировые эксперты в следующих ключевых областях:
- Оборудование для ручной сварки и резки
- Сварочные материалы
- Сварочная автоматика
- Системы механизированной резки
Lincoln Electric была основана в 1895 году Джоном К.и Джеймс Ф. Линкольн со штаб-квартирой в Кливленде, штат Огайо, США. Соучредители Lincoln Electric изобрели и к 1911 году выпустили на рынок свой первый инновационный аппарат для дуговой сварки с переменным напряжением, который расширил Lincoln Electric до новой технологии и отрасли, которые обеспечили будущий успех компании. Lincoln Electric представлена более чем в 18 странах с 59 производственными предприятиями и более чем в 160 странах с большой сетью дистрибьюторов и офисов продаж. Таким образом, Lincoln Electric является одним из крупнейших в мире дизайнеров и разработчиков:
- Продукция для дуговой сварки
- Роботизированные системы дуговой сварки
- Аппаратура плазменной и газокислородной резки
- Паяльные и паяльные сплавы
Miller Electric — компания по производству оборудования для дуговой сварки и резки, основанная в 1929 году со штаб-квартирой в Аплтоне, штат Висконсин. Нильс Миллер сначала построил сварочный аппарат из стального лома в своей мастерской в подвале. Благодаря этому Miller Electric превратилась из небольшого предприятия, занимающегося продажей продукции исключительно в северо-восточном Висконсине, в ведущего мирового производителя оборудования для дуговой сварки и резки:
- Дуговая сварка в экранированном металле
- Газовая дуговая сварка металлическим электродом
- Дуговая сварка порошковой проволокой
- Газовая дуговая сварка вольфрамом
- Строжка угольной дугой
- Воздушно-плазменная резка
Everlast Welders возникла в 2004 году как небольшая калифорнийская компания по производству электрогенераторов и сварщиков. Everlast Welders продолжала расти и превратилась в ведущую международную компанию, успешно разрабатывая и производя сварочные изделия, аксессуары, расходные материалы и детали. Everlast Welders производит сегодня продукцию для сварочных аппаратов и генераторов по самым низким ценам на рынке:
- Сварочные аппараты TIG
- Сварочные аппараты MIG
- Аппараты для ручной сварки
- Плазменные резаки
- Несколько процессов
- Кулеры для воды
- Генераторы
Hobart Welding Products была создана компанией Hobart Brothers еще в 1917 году Чарльзом Кларенсом Хобартом. Братья Хобарт производили различную продукцию от офисных стульев до компрессоров. Компания Hobart Welding Products начала свою деятельность в 1925 году благодаря инновационному дизайну и производству продуктов для сварки и резки, которые отличаются промышленным качеством и просты в использовании. Компания Hobart Welding Products поставляет сварочные изделия для производства, сельского хозяйства, технического обслуживания и ремонта автомобилей:
- Сварочные аппараты TIG
- Сварочные аппараты MIG
- Аппараты для ручной сварки
- Генераторы с приводом от двигателя
- Плазменные резаки
- Газовое оборудование
iSeekplant — крупнейшая онлайн-площадка по аренде строительной техники в Австралии.Чтобы нанять сварщика в Австралии, просмотрите наш широкий спектр поставщиков сварщиков. Или позвоните нам по телефону 1300 691 912 или напишите нам по адресу [email protected].
Чтобы быть в курсе всех последних новостей отрасли и проектов, подпишитесь на блог iSeekplant «Flapping Mouth» ниже!
% PDF-1.4 % 998 0 объект > / Метаданные 1165 0 R / Страницы 54 0 R / Тип / Каталог / Просмотрщик Настройки >>> эндобдж 1144 0 объект > / Шрифт >>> / Поля [] >> эндобдж 1165 0 объект > поток 2020-06-15T19: 45: 45 + 01: 002020-06-15T19: 45: 45 + 01: 002020-06-15T19: 45: 45 + 01: 00application / pdfuuid: 2c91bf4b-513d-4410-b2a0-9263c6ad60f0uuid: ed7c60da-09e0-4e52-bd60-b539d9f2ed3c конечный поток эндобдж 54 0 объект > эндобдж 1093 0 объект > / ExtGState> / Font> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] / XObject >>> / Rotate 0 / TrimBox [0.