Как сделать споттер своими руками?
Собрать споттер своими руками сможет практически любой человек с минимальными знаниями в области электротехники и небольшим опытом. Большую часть комплектующих можно найти дома, у соседей, на свалке металлолома или в крайнем случае на барахолках.
Электрическая схема работы самодельного спотера.
Принципиальная схема
Сетевое напряжение на первичную обмотку сварочного трансформатора подается через диодный мост V5 – V8, вторая диагональ которого подключена к тиристору V9. Управляющее тиристором напряжение обеспечивает трансформатор Т1, имеющий небольшою мощность.
Блок управления споттером.
Принцип работы схемы очень прост и понятен даже неспециалистам. При подаче питания из сети (замкнуть S1 “Вкл”) начинается зарядка конденсатора C1 от вторичной обмотки трансформатора Т1 через диодный мост V1 – V4 и замкнутые контакты переключателя S3. На вторичной обмотке трансформатора сварки напряжение отсутствует, так как тиристор V9 закрыт и через первичную обмотку ток не проходит. Кнопка переключателя S3 “Импульс” отключает конденсатор C1 от цепи зарядки и переключает на цепь управления тиристором. Ток разряда конденсатора проходит через управляющий электрод тиристора и сопротивление R1 “Режим”, открывая тиристор.
Через первичную обмотку сварочного трансформатора проходит кратковременный импульс, длительность которого определяется соотношением емкости конденсатора C1 и установленного номинала сопротивления R1. Вторичная обмотка сварочного трансформатора создаст мощный импульсный ток через подключенные детали. Сила тока во вторичной обмотке может достигать значения 300-500 А при длительности импульса в 0,1 секунды. Оптимальную длительность импульса можно подобрать переменным резистором R1. При окончании разрядки конденсатора произойдет закрытие тиристора, и схема возвратится в исходное состояние. При переключении контактов S3 “Импульс” конденсатор C1 опять перейдет в режим зарядки. Для сборки схемы нужны следующие комплектующие:
- сварочный трансформатор;
- трансформатор питания цепи;
- тиристор типа ПТЛ-50;
- диодный мост V5 – V8;
- диодная сборка на напряжение не менее 12 В;
- резистор R1 номиналом 100 Ом.

Схема сварочного трансформатора.
Сварочный трансформатор. Готовое устройство найти сложно, проще его собрать самостоятельно. Для изготовления необходим магнитопровод с рабочим сечением не менее 400 мм
Трансформатор питания цепи управления Т1 может быть любым с напряжением на вторичной обмотке 12 В. Дополнительную обмотку можно использовать для контроля наличия напряжения на устройстве.
Тиристор типа ПТЛ-50. Если тиристор данного типа найти не удается, можно использовать устройство другого типа с параметрами: обратное напряжение не менее 220 В и прямой импульсный ток не менее 50 А.
Диодный мост V5-V8 тоже можно собрать из любых диодов с обратным напряжением не менее 220 В и прямым током 50 А и более.
Для диодного моста V1-V4 можно использовать диодную сборку на напряжение не менее 12 В или любые диоды на такое же напряжение.
Резистор R1 номиналом 100 Ом. Мощность рассеивания может быть любой, конденсатор С1 электролитический, емкость – 1000 мкФ, напряжение – 25 В.
Вернуться к оглавлению
Корпус и комплектующие для создания устройства
Схема устройства сварочного инвертора.
Для изготовления корпуса устройства нужно подобрать основание соответствующего размера, желательно из диэлектрического материала. Размер основания должен быть достаточным для размещения всех составляющих и доступа ко всем монтажным местам. Конкретная конструкция будет зависеть от размеров, имеющихся в наличии составных частей и их крепежных мест. Для нее необходимо подготовить чертежи. При возможности можно использовать корпус от микроволновой печи или сварочного аппарата. Если самодельный споттер изготавливается в переносном варианте, желательно предусмотреть равномерное распределение веса и надежные кронштейны для крепления ремня или ручки. Также можно оснастить корпус колесами небольшого диаметра.
Для работы с устройством нужен следующий минимальный набор комплектующих:
- два сварочного кабеля;
- сварочный пистолет;
- обратный молоток или инопуллер.
Сечение сварочного кабеля выбирается по максимально допустимому току устройства из расчета 10 А на 1 мм
Вернуться к оглавлению
Главное приспособление споттера
Схема устройства пистолета для сварки.
Основным приспособлением споттера является сварочный пистолет. Для постоянной работы желательно использовать устройство производственного изготовления. Его можно изготовить самостоятельно из строительного клеевого пистолета или использовать устройство от полуавтоматической сварки. Из гетинакса или текстолита нужно вырезать две одинаковые по размерам и форме части толщиной в 12 – 14 мм. В одной из частей в вырезанном углублении нужно установить кронштейн 3 для крепления сварочного электрода, при желании – лампочку 8 и с кнопкой 4 “Подсветка” и переключатель “Импульс”.
Из гетинакса или текстолита нужно вырезать две одинаковые по размерам и форме части толщиной в 12 – 14 мм. В одной из частей в вырезанном углублении нужно установить кронштейн 3 для крепления сварочного электрода, при желании – лампочку 8 и с кнопкой 4 “Подсветка” и переключатель “Импульс”.
Кронштейн для крепления электрода нужно изготовить из медного материала с квадратным или прямоугольным сечением. В качестве сварочного электрода можно использовать пруток из меди толщиной в 8 – 10 мм. В конструкции пистолета желательно предусмотреть возможность смены электрода без разборки пистолета. Для подключения пистолета к споттеру можно использовать комбинацию из сварочного кабеля нужного сечения и 5-жильного контрольного кабеля с сечением жилы 0,75 – 1,0 мм
Главное приспособление споттера – обратный молоток или инопуллер.
Стоимость этого приспособления составляет немалую сумму, не сравнимую с затратами времени и средств (при самостоятельном изготовлении). Процесс изготовления этого приспособления несложный. От пистолета нужно отрезать части, куда вставляется баллон с герметиком.
На оставшуюся крышку приварить три стойки из металлического прутка диаметром в 6-10 мм. На другие концы стоек следует приварить упорное кольцо из прутка такой же толщины диаметром примерно 100 мм. Кольцо желательно обмотать несколькими слоями изоляционной ленты или малярным скотчем, чтобы оно не приваривалось к выравниваемой поверхности. У штока необходимо обрезать изогнутую часть и упор. На место упора нужно приварить крепление для подсоединения кабеля от споттера, можно использовать болт с двумя гайками с резьбой М10. Второй конец штока нужно заточить на конус с диаметром на конце 3 мм. Затраты времени на изготовление такого приспособления составят около часа.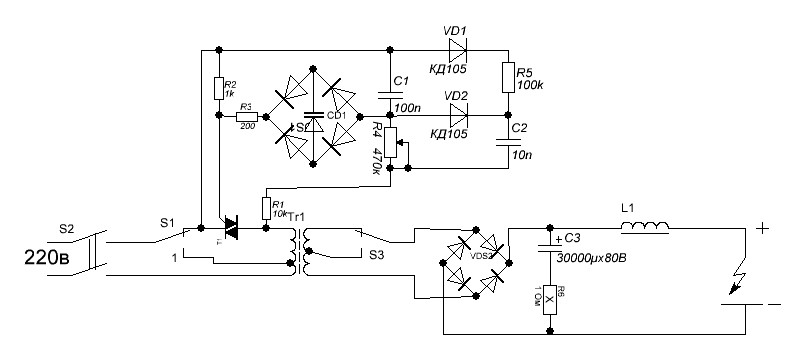
При работе со споттерами самодельного и промышленного изготовления нужно соблюдать меры безопасности. Чтобы напряжение от устройства не повредило автомобильное оборудование, необходимо отсоединить клеммы с аккумулятора.
Вернуться к оглавлению
Другие конструкции
Предлагаемая конструкция самодельного споттера не единственная. Данную схему можно использовать с самодельным или промышленным сварочным трансформатором, подобрав тиристор и диоды соответствующих параметров.
Отечественные умельцы изготовили споттер своими руками с использованием трансформаторов от микроволновки, сварочных аппаратов, аккумуляторный споттер – с применением втягивающего реле от стартера в качестве регулятора подачи импульсов.
Как сделать точечную сварку или споттер своими руками из сварочного аппарата, аккумулятора или микроволновки для кузовного ремонта: схема и видео
Споттер — один из видов сварочных устройств. Благодаря этому оборудованию можно сделать точечную сварку труднодоступных мест, к примеру, на кузове машины. Чтобы не тратиться на покупку оборудования, можно соорудить споттер своими руками. О принципе работы и сборке оборудования вы узнаете из этой статьи.
Содержание
Открытьполное содержание
[ Скрыть]
Как функционирует споттер?
Прежде чем разобрать, как соорудить самодельный споттер для кузовного ремонта, рассмотрим схему устройства с описанием. На первичную составляющую трансформатора поступает напряжение, проходящее через диодный мост V5-V8. Вторая диагональ устройства подсоединяется к тиристорному компоненту V9. Величина напряжения, управляющегося деталью, подается с устройства Т1, которое должно обладать невысокой мощностью.
Когда питание от бытовой сети поступает на схему, происходит заряд конденсаторного элемента С1, напряжение поступает от вторичного компонента Т1 от диодного моста V1-V4 и замкнутых выводов переключателя S3. Напряжение будет отсутствовать на вторичной обмотке, поскольку V9 в это время закрыт. Через первичную обмотку ток также не сможет поступать. Нажимая на кнопку выключателя S3, можно отключить конденсаторное устройство от зарядной цепи и активировать проводку управления тиристорным компонентом. Через электрод детали протекает ток разряда конденсаторного устройства, а также сопротивление, что способствует открытию компонента.
Через первичную обмотку ток также не сможет поступать. Нажимая на кнопку выключателя S3, можно отключить конденсаторное устройство от зарядной цепи и активировать проводку управления тиристорным компонентом. Через электрод детали протекает ток разряда конденсаторного устройства, а также сопротивление, что способствует открытию компонента.
Схема самодельного споттера
Кратковременный сигнал поступает через первичную составляющую, его длина зависит от емкости конденсатора С1, а также выставленного значения сопротивления R1. На вторичной составляющей детали образуется мощный ток, сила которого может увеличиваться до 500 ампер, если длительность сигнала составит 0,1 сек. Но импульс может быть коротким или длинным, все зависит от резисторного элемента R1. Когда конденсатор разрядится, тиристорный компонент закроется, а схема вернется в изначальное положение. Если контакты на выключателе S3 переключить, то конденсаторное устройство вернется в зарядный режим.
Из каких компонентов состоит оборудование:
- Трансформатор. Купить эту деталь для сборки трудно, легче его сделать своими руками. Чтобы разработать девайс, потребуется магнитопровод, величина его сечения составит не менее 400 мм2. Для изготовления первичной обмотки подойдет провод с сечением 2,5 мм2, а число витков будет около двухсот. Для создания вторичной составляющей необходим кабель с сечением 50 мм2 или выше, нужное число витков составит семь штук. Как вариант, допускается эксплуатация шины нужных габаритов с изоляционным слоем. Для обеспечения безопасности между компонентами делается изоляция, в качестве изолятора применяется электротехнический картон. При его отсутствии подойдет лакоткань либо бумага, но ее надо положить в несколько слоев и заранее обработать парафином. Выходящие контакты деталей имеют длину, которой хватит для подсоединения к выходным элементам, а также компонентам электроцепи питания обмотки.
- Трансформатор питания электроцепи, на схеме компонент маркируется как Т1. Величина напряжения на вторичной обмотке элемента равно 12 В. Допускается создание вспомогательной обмотки, она используется для того, чтобы контролировать наличие напряжения.
- Тиристорный элемент ПТЛ-50. Найти эту деталь может быть проблематично, допускается применение идентичных запчастей. Значение обратного напряжения составит минимум 220 вольт, а параметр тока будет равен не менее 50 ампер.
- Диодный мост V5-V8. Компонент можно собрать своими руками из разных диодных компонентов. Показатель напряжения на выходе будет равен минимум 220 вольтам, а величина тока — от 50 ампер и выше.
- Диодная сборка. Значение напряжения составит не меньше 12 вольт.
- Понадобится один резисторный элемент R1 с номинальным параметром 100 Ом. Величина мощности рассеивания не имеет значения, конденсаторный элемент должен быть электролитическим, параметр емкости — 1000 мкФ, а уровень напряжения — 25 вольт.
 Величина напряжения на вторичной обмотке элемента равно 12 В. Допускается создание вспомогательной обмотки, она используется для того, чтобы контролировать наличие напряжения.
Величина напряжения на вторичной обмотке элемента равно 12 В. Допускается создание вспомогательной обмотки, она используется для того, чтобы контролировать наличие напряжения.Канал Спецтехника и транспорт рассказал о том, как правильно пользоваться споттером.
Что надо знать о применении устройства?
Что учесть при эксплуатации приспособления:
- Надо контролировать работу оборудования.
- Если выявлены неисправности, для ремонта обратитесь к специалистам.
- Все компоненты управления рекомендуется вывести на основную панель. Это позволит управлять устройством с удобством.
- Общая длина кабелей должна быть не более 2,5 м.
- Перед применением оборудования поверхность машины зачищается от следов коррозии или старой краски. Это позволит надежно соединить два куска металла.
- К поверхности, которая подлежит рихтовке, перед началом работ подсоединяется заземление.
- К поверхности перед сваркой крепится фиксатор, он применяется для присоединения оборудования.
- К приваренному фиксатору надо осуществить захват пистолетом, затем производится выравнивание поверхности. Для качественной коррекции могут использоваться дополнительные компоненты, к примеру, обратный молоток. Его использование актуально при большой толщине металла.
- После сварки приваренные крепеж удаляется, а место его установки обрабатывается шлифмашиной.

Инструкции с описанием
Ниже разберем, как сделать споттер с функцией автостарта и таймера из сварочного аппарата и прочих устройств, а также как произвести расчет всех рабочих параметров.
Чтобы организовать опцию таймера, купите реле времени.
Из сварочного устройства
Процедура создания споттера для рихтовки из полуавтомата начинается с подготовки основных компонентов:
- трансформаторное устройство наподобие того, которое используется в аппаратах Ресанта или других, величина тока во вторичной обмотке составит 1500 ампер;
- модуль управления, использующийся для изменения длительности сигнала;
- обратный молоток;
- инструмент для извлечения с комплектов шайб для прилегания к поверхности.
Канал KapotOR в ролике продемонстрировал процедуру сборки споттера.
Если найти трансформаторный узел и модуль управления проблематично, эти компоненты можно собрать самому:
- Величина мощности первичной обмотки устройства Т2 составит около 10-15 кВт. При наличии готового механизма определить мощность обмотки нетрудно.
- Десять витков толстого провода наматываются на обмотку. Осуществляется замер параметра напряжения при запущенном трансформаторе. Число надо поделить на десять, в итоге вы получите напряжение, которое выдает обмотка с одного витка. Их общее число обеспечит механизм напряжением на 7-9 вольт. Учтите, что для вторичной составляющей применяется жила, сечение которой составит не меньше 75 мм2. Благодаря этому обеспечивается создание рабочей величины тока до 1500 А, обмотка не будет нагреваться и терять мощность.
- Чтобы сделать силовой блок, потребуется девайс Т1 с диодным мостом, последний работает на элементах типа Д226Б. Компонент предназначен для подзарядки управляющего конденсаторного элемента. Допускается использование любых трансформаторных устройств, к примеру, от бытовой техники. Величина напряжения на выходе составит в диапазоне от 12 до 24 вольт.
- Емкостный элемент С1 предназначен для открытия и закрытия тиристорного компонента V9, он используется в качестве ключа для управляющего модуля. Когда пользователь жмет на пусковой переключатель S3, тиристорный элемент открывается, в результате чего на Т2 через диодный мост подается питание. Импульсная сварка заканчивается при разряде конденсаторного компонента С1. Последний применяется для закрытия тиристорного компонента, а также прекращения поступления напряжения на обмотку Т2. В зависимости от резисторного компонента R1 длина сигнала может быть разной. Учтите, что сам импульс проходит однократно, его длительность не зависит от того, как долго вы жмете на переключатель S3.
- К контактам девайса подсоединяются провода, по ним ток подается на инструмент аппарата. Сечение электроцепи будет не меньше, чем на кабеле вторичной составляющей.
- Вся конструкция помещается в корпус, устройство надо надежно зафиксировать. Если в качестве корпуса используется коробка из металла, то ее обязательно следует заземлить.
 Осуществляется замер параметра напряжения при запущенном трансформаторе. Число надо поделить на десять, в итоге вы получите напряжение, которое выдает обмотка с одного витка. Их общее число обеспечит механизм напряжением на 7-9 вольт. Учтите, что для вторичной составляющей применяется жила, сечение которой составит не меньше 75 мм2. Благодаря этому обеспечивается создание рабочей величины тока до 1500 А, обмотка не будет нагреваться и терять мощность.
Осуществляется замер параметра напряжения при запущенном трансформаторе. Число надо поделить на десять, в итоге вы получите напряжение, которое выдает обмотка с одного витка. Их общее число обеспечит механизм напряжением на 7-9 вольт. Учтите, что для вторичной составляющей применяется жила, сечение которой составит не меньше 75 мм2. Благодаря этому обеспечивается создание рабочей величины тока до 1500 А, обмотка не будет нагреваться и терять мощность.Помните, что споттер во время работы потребляет до 15 кВт мощности, поэтому его надо использовать в электросети, соответствующей значению.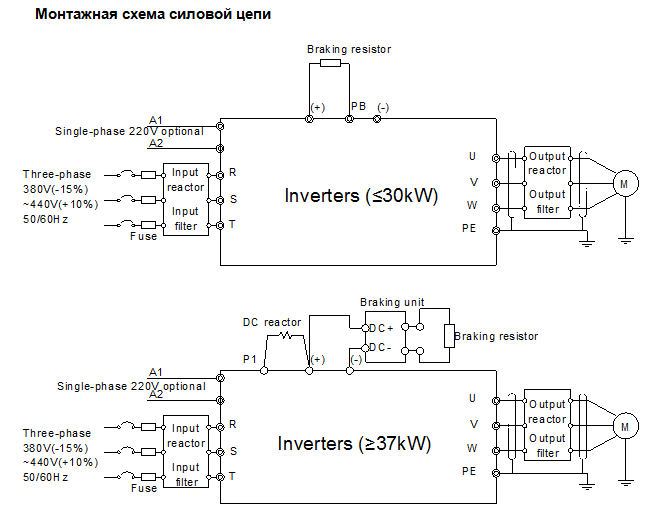
Канал AVTO CLASS рассказал, как собрать спотер из аппарата переменного тока.
Из сварочного инвертора
Для выполнения задачи потребуются такие материалы:
- один двенадцативольтный привод, который сможет обеспечить кнопочное переключение реле, допускается эксплуатация механизма от бытовой техники;
- тиристор, предназначенный для работы с напряжением 200 В;
- одно реле на 30 А;
- диодный мост;
- переключатель для активации и отключения оборудования;
- контактная группа, рассчитанная на работу с напряжением 220 В.
Изготовление производится так:
- С подготовленного аппарата надо демонтировать вторичный слой.
- Затем надо подсчитать, какое число витков понадобится для одного вольта. Для расчета требуется намотать проволоку на первичную составляющую. Когда обмотка намотана, надо произвести замер величины вольт, величина делится на количество сделанных витков.
- После из вторичного элемента надо сделать шину. Сечение проволоки обмотки составит от 16 мм2, а параметр напряжения варьируется в районе 6 вольт. При использовании меньшего сечения шину придется поделить на разные части. Все составляющие элементы фиксируются посредством скотча.
- Для сборки потребуются две шины, оснащенный изоляционной обмоткой, причем слой проводится постепенно. Сначала наносится слой изоленты, затем скотч, после чего опять изолента. На открытых краях обмотки можно установить клепки.
- Затем производится установка шин на трансформаторное устройство. Процесс может вызвать сложности, особенно, если вы никогда ранее не сталкивались с необходимостью выполнения подобной задачи. Может потребоваться помощь другого человека или инструментов, к примеру, молотка. Трансформаторное устройство и первичный элемент не нужно фиксировать прочно друг к другу. Надо только обеспечить ровную посадку шины при монтаже и повредить компонент.
- Производится замер параметра мощности. Если эта величина соответствует нормированным показателям, то процедура сборки практически завершена. При наличии отклонений попытайтесь поменять подключение электроцепей к первичному компоненту.
 Может потребоваться помощь другого человека или инструментов, к примеру, молотка. Трансформаторное устройство и первичный элемент не нужно фиксировать прочно друг к другу. Надо только обеспечить ровную посадку шины при монтаже и повредить компонент.
Может потребоваться помощь другого человека или инструментов, к примеру, молотка. Трансформаторное устройство и первичный элемент не нужно фиксировать прочно друг к другу. Надо только обеспечить ровную посадку шины при монтаже и повредить компонент.Вячеслав Витер показал, как собрать споттер из инвертора на примере модели Kaiser NBC-250.
Одним из важных элементов аппарата считается трансформатор. Процесс его сборки представляет наиболее сложный этап. Особенно надо уделить внимание процедуре намотки, она занимает немало времени и сил. Наматывать обмотку надо медной либо алюминиевой проволокой. Обязательно сделайте изоляцию из специальной трансформаторной бумаги либо лакоткани. Чтобы фиксация материала была надежной, бумагу следует обработать парафином.
Допускается сборка пистолета из полуавтомата, только в конструкцию придется внести определенные корректировки. Внутри устройства надо зафиксировать латунную ось, а крокодилы выполняются из отрезка трубы, диаметр которой составит 2 см. Электроцепь, которая будет использоваться для соединения трансформаторного механизма и пистолета, будет иметь сечение, аналогичное шине, или больше.
Из микроволновки
Чтобы собрать споттер из микроволновой печи необходим блок трансформаторного устройства, а также управляющий модуль.
Процедура сборки осуществляется так:
- С сердечника микроволновой печи убирается вторичная обмотка. Для ее удаления можно воспользоваться канцелярским ножом. Удалите все остатки с устройства, но будьте осторожны, чтобы не повредить сердечник.
- Изготовляется обмотка. Сначала делается первичная составляющая, надо сделать двести витков из кабеля с сечением 2,5 мм2. Затем надо сделать вторичный компонент, для этого делается семь витков, сечение провода будет не меньше 50 мм2.
- Для создания изоляции можно использовать технический картон.
- Неважно, какая разновидность трансформаторного устройства применяется для изготовления. Главное условие — второй контур должен работать с напряжением 12 вольт.
- Следующим этапом будет сборка модуля. После сборки девайс подключается к споттеру.
- Если надо, добавьте в конструкцию удлинители.
 Для ее удаления можно воспользоваться канцелярским ножом. Удалите все остатки с устройства, но будьте осторожны, чтобы не повредить сердечник.
Для ее удаления можно воспользоваться канцелярским ножом. Удалите все остатки с устройства, но будьте осторожны, чтобы не повредить сердечник.- 1. Схема для создания девайса
- 2. Намотка обмоток устройства
Из аккумулятора
Чтобы сделать аппарат, подготовьте:
- АКБ. Допускается применение стартерного устройства, его емкость будет не менее 60 Ач. Аккумуляторная батарея должна быть рабочей, не изношенной и не разряженной. АКБ должен сохранить не менее 60% заряда.
- Пускательное устройство. Допускается использование любого переключателя или кнопки, которая не будет фиксироваться и сможет выдержать более 5 ампер тока.
- Втягивающее реле от стартерного устройства. Подойдет элемент с неисправной механической составляющей. Соленоид, а также контактная группа должны быть работоспособными.
- Соединительная электроцепь, компонент считается одним из основных в конструкции. Сечение кабеля, который вы будете использовать, составит от 500 до 100 мм2, поскольку при функционировании споттера через компонент будет проходить до одной тысячи ампер тока. Управляющий кабель для самого реле можно применять с небольшим сечением.
- Потребуется элемент для рихтовки, к примеру, молоток, шайба или пуллер.
Сборка споттера осуществляется так:
- Длина применяющегося провода должна быть не более полтора метра. Чем короче будет кабель, тем меньшим будет показатель потерь при функционировании споттера. Допускается использование сварочных кабелей. Если сечение элементов маленькое, возможно их параллельное подключение. И положительная, и отрицательная электроцепи имеют одинаковую длину. Надо заранее приобрести надежные крокодилы, которые смогут работать с сотнями ампер тока.
- Контакты АКБ надо защитить, чтобы обеспечить надежность соединения. Если при повышенной нагрузке будет наблюдаться искрение, это приведет к появлению окислений, что способствует увеличению общего сопротивления проводов.
- В разрыв положительной электроцепи надо включить контакты втягивающего реле. Элемент монтируется поближе к аккумулятору, допускается его фиксация на корпусе, чтобы обеспечить компактность оборудования в целом. На этом этапе важно защитить устройство от замыкания положительного и отрицательного контактов батареи. При покупке реле лучше выбрать запчасть с разборным корпусом. При функционировании споттера контакты будут подгорать, их придется периодически чистить. Если шток, которым оснащено реле, нельзя закрепить, то надо продумать ограничительное устройство, которое предотвратит возможность выпадания подвижного компонента. Отрицательный контакт подсоединяется к электроцепи с корпусом устройства. Положительный подается через пусковой переключатель на управляющий элемент.
- Переключатель для управления приспособлением фиксируют на рихтующем инструменте, для этого применяется изолирующая прокладка. Значение напряжения на оборудовании составит не более 10-12 вольт, электрическая защита не нужна.
- Отрицательный провод фиксируется к зачищенной до металла составляющей поверхности. Для крепления используется медный контакт.
 Чем короче будет кабель, тем меньшим будет показатель потерь при функционировании споттера. Допускается использование сварочных кабелей. Если сечение элементов маленькое, возможно их параллельное подключение. И положительная, и отрицательная электроцепи имеют одинаковую длину. Надо заранее приобрести надежные крокодилы, которые смогут работать с сотнями ампер тока.
Чем короче будет кабель, тем меньшим будет показатель потерь при функционировании споттера. Допускается использование сварочных кабелей. Если сечение элементов маленькое, возможно их параллельное подключение. И положительная, и отрицательная электроцепи имеют одинаковую длину. Надо заранее приобрести надежные крокодилы, которые смогут работать с сотнями ампер тока.- 1. Схема для изготовления оборудования из АКБ
- 2. Наглядная схема сборки устройства
Техника безопасности
Какие нюансы в вопросах безопасности надо учитывать при использовании споттера из АКБ:
- Повышенные нагрузки приведут к выходу из строя батареи. При прихватывании насадки к металлу по факту случается замыкание. Величина тока, которая проходит через батарею, увеличится до 1500 А. А обычный стартерный аккумулятор рассчитан на работу не более, чем с 600 амперами. Из-за этого пластины устройства могут перегреваться, что приводит к их сульфатации и повреждению. Может закипеть и раствор электролита при прохождении высокого тока. При интенсивном использовании споттера надо делать перерывы, чтобы аккумулятор остыл. Следите за его температурой и контролируйте величину напряжения остаточного заряда.
- Споттер желательно оборудовать вольтметром, это позволит производить мониторинг за напряжением при его работе. Если рабочий параметр будет уменьшаться до критического, потребуется подзарядка батареи. Из-за высокой величины тока оснащать споттер предохранительными элементами нецелесообразно.
- Если прижигание контактов к рабочей поверхности продолжительное, это испортит металл, в нем можно сделать дырку. При критически высоких температурах возможна вспышка лакокрасочного покрытия. Прихватывание лучше осуществлять короткими сигналами продолжительностью не больше одной секунды.
 При прихватывании насадки к металлу по факту случается замыкание. Величина тока, которая проходит через батарею, увеличится до 1500 А. А обычный стартерный аккумулятор рассчитан на работу не более, чем с 600 амперами. Из-за этого пластины устройства могут перегреваться, что приводит к их сульфатации и повреждению. Может закипеть и раствор электролита при прохождении высокого тока. При интенсивном использовании споттера надо делать перерывы, чтобы аккумулятор остыл. Следите за его температурой и контролируйте величину напряжения остаточного заряда.
При прихватывании насадки к металлу по факту случается замыкание. Величина тока, которая проходит через батарею, увеличится до 1500 А. А обычный стартерный аккумулятор рассчитан на работу не более, чем с 600 амперами. Из-за этого пластины устройства могут перегреваться, что приводит к их сульфатации и повреждению. Может закипеть и раствор электролита при прохождении высокого тока. При интенсивном использовании споттера надо делать перерывы, чтобы аккумулятор остыл. Следите за его температурой и контролируйте величину напряжения остаточного заряда.Видео «Простая схема для сборки самодельного споттера»
Канал AKA KASYAN в ролике рассказал об особенностях сборки и показал, как производится изготовление оборудования в домашних условиях.
Споттер своими руками: подробные инструкции по сборке
Споттер относится к категории оборудования для выполнения контактной сварки. В процессе работы агрегат выдает токовый разряд, который за доли секунды расплавляет металл и позволяет проводить сварку точечно без привычных клещей.
Для корректной работы используется сменная насадка – обратный молоток, который одномоментно со споттером выправляет вмятины, тем самым придается потерянная жёсткость металлу и возвращается его изначальная форма. Если вы хотите использовать агрегат для небольших объёмов работ, то проще собрать прибор из подручных средств. В этом обзоре от редакции Seti.guru ответим на вопрос как сделать споттер своими руками, рассмотрим последовательность сборки такого агрегата из разных бытовых приборов и ненужного оборудования.

Что такое споттер и можно ли его сделать своими руками
Споттер, выполненный своими руками, чаще всего используется для рихтовки авто и выравнивания вмятин на металле. Такое оборудование очень любят мастера на СТО, так как в процессе правки кузова нет необходимости демонтировать крыло или дверь автомобиля. Все работы можно провести непосредственно на внешней части обшивки. Особенно удобно работать прибором в тех местах, к которым подобраться сложно.
Сварка споттером не оставляет глубоких следов и после выравнивания легко удаляется болгаркой.
Дело в том, что нагрев и остывание в точке касания происходят настолько быстро, что металл не успевает окислиться и вступить в реакцию. Причем самодельные модели можно настроить таким образом, чтобы сила тока, и время воздействия можно было менять в зависимости то того, какой толщины металл необходимо обработать.
От корпуса аппарата исходит два кабеля: масса и рабочий провод с пистолетом. Пистолет — это то, чем оперирует сварщик в своих руках.
Технология работы следующая: Масса фиксируется на кузов автомобиля, с которого предварительно снят аккумулятор. Пистолет запускает подачу тока. После нажатия на курок происходит разряд, который плавит металл. Одномоментно, либо до этого этапа мастер обратным молотком выбивает небольшие «холмики», на которые споттером подается разряд. Они в последствии зачищаются, тем самым металл утолщается и получает необходимые форму и прочность.
К сведению! Действие споттера основано на таком физическом явлении, как токовое сопротивление. При этом применение привычных сварочных материалов (плавящихся электродов, сварочных проволок и других) не требуется.
Рабочая схема споттера
Для корректной сборки инструмента необходимо разобраться в принципиальной схеме работы споттера.
Работает такая схема по следующему принципу: при включении споттера на трансформатор Т1 подается напряжение. Далее оно преобразуется и поступает с его вторичной обмотки на диодный мост. Затем проходит через замкнутые контакты переключателя «Импульс» на конденсатор С1, который начинает заряжаться. Поскольку тиристор в это время закрыт, электрический ток на сварочный трансформатор не поступает.
Чтобы запустить этот трансформатор и получить на его вторичной обмотке сварочный ток, необходимо изменить положение переключателя «Импульс», который отключит конденсатор С1 от зарядки и подключит его к цепи управления тиристором. Ток, образовавшийся в результате разряда конденсатора, предварительно проходит через сопротивление (R1), отвечающее за режимы работы аппарата, и поступает на управляющий электрод тиристора, что приводит к его открытию.
Споттер для кузовного ремонта своими руками
Существует несколько вариантов, как сделать споттер для кузовного ремонта своими руками из отслуживших своё приборов. Рассмотрим подробно каждый вариант сборки.
Подбираем комплектующие
Главная и самая сложная часть работы – подобрать правильный трансформатор. Для создания необходимого токового импульса нужен трансформатор на 1500 А. Если у вас такого нет под рукой, чуть позже расскажем, как сделать его самостоятельно.
Кроме этой важнейшей детали для сборки споттера потребуются: обратный молоток, блок управления (в нём находится тиристор 200 В), диодный мост, контрактор (220 В), а также реле на 30 А.
Как правильно переделать трансформатор для споттера
Перемотка трансформатора – самый трудоёмкий этап. Обычно для этих целей выбирают медный или алюминиевый провод. Рассмотрим порядок работ более подробно.
Обычно для этих целей выбирают медный или алюминиевый провод. Рассмотрим порядок работ более подробно.
| Иллюстрация | Описание действия |
| Для работы используем 2 пустые болванки от катушек, наша задача их соединить в одну | |
| Отрезаем выступающие боковые части с двух катушек, склеиваем секундным клеем, обматываем тканью и заливаем лаком. Углы проклеиваем картоном. Это сделано для того, чтобы при намотке не перегибало провод. У нас получилась одна большая болванка. | |
| Начинаем намотку проводом в несколько слоев, диаметр 1,1 мм. В нашем случае получилось около 112 витков на ряд. Каждый слой прокладываем изоляционной бумагой. Это сведет к минимуму риски межвитковых замыканий. | |
| Делаем ответвление. Их будет три штуки. Можно менять напряжение на вторичке не сматывая ее. Это слегка увеличит нагрузку на первичку, но для кратковременных работ, к примеру, переключения тока с 3 Вольт, на 5-ть вполне подойдет. | |
| Выводим провода из катушки |
Важно! Длина выходящих концов вторичной обмотки трансформатора должна предусматривать возможность её подсоединения к выходным клеммам, а первичной – для подключения к электрической цепи аппарата. Трансформатор, который вы изготовили, желательно пропитать шеллаком.
Если вы хотите получить дополнительные знания, как правильно намотать трансформатор для споттера, посмотрите это видео
Изготовление блока управления
Главная задача при сборке блока управления – корректно соединить перемычки для разрыва контактов первичной сети. Основные схемы мы привели ранее. Кроме того, в блок управления заводятся провода, контакты для пусковой кнопки, а также других переключателей, необходимых для работы.
Выбор корпуса споттера и силового провода
Несмотря на то, что вы делаете самодельный инструмент, необходимо позаботиться об эстетике. Поэтому корпус агрегата (то, на что будут обращать свое внимание те, кто будут обращаться к вам за помощью), важно сделать функциональным и удобным. Заранее продумайте, какие управляющие элементы и где вы хотите разместить.
Поэтому корпус агрегата (то, на что будут обращать свое внимание те, кто будут обращаться к вам за помощью), важно сделать функциональным и удобным. Заранее продумайте, какие управляющие элементы и где вы хотите разместить.
Корпус для споттера может быть выполнен из разных материалов: металла, пластика и даже дерева. Некоторые мастера используют системный блок для ПК. Это достаточно удобно, так как в нём уже имеется возможность установить микросхемы и кулеры. Иногда в качестве защиты используется деревянный короб с откидной крышкой. В некоторых моделях предусмотрена выдвигающаяся телескопическая ручка для переноски.
Главная задача – обеспечить возможность вскрытия коробки и доступ ко всем элементам управления в любой момент. Габариты корпуса выбираются индивидуально, лучше обработать конструкцию диэлектрическим материалом.
Особое внимание следует обратить на качество сварочного кабеля. Расчет длины производится по такому принципу. На каждые 10 А максимально допустимого тока, который выдаёт споттер, должно приходиться 1 мм² сечения кабеля. Для массы следует использовать кабель, длина которого не превышает 1,5 м, для рабочего – не более 2,5 м.
Изготовление рабочего сварочного пистолета – подробная фото и видеоинструкция
Сварочный пистолет – один из важнейших элементов споттера. Если вы планируете достаточно активно использовать прибор, то лучше купить готовый образец. Но для работ небольшого объёма вполне подойдёт самодельный агрегат.
Некоторые умельцы как могут упрощают и ускоряют себе работу. Рассмотрим,как работает одно из таких устройств, наиболее интересное на наш взгляд – пистолет для приваривания шайб с помощью споттера.
| Иллюстрация | Описание действия |
Конструкция предполагает использование пневмопистолета, который обеспечивает подачу крючков для эффективного крепления споттером. Цилиндр и поршень пневнопривода по сути, являются обычной металлической трубкой и металлическим круглый стержнем. | |
| Корпус был изготовлен из нержавейки толщиной 1 мм. Центральный подвижный механизм – затвор был сделан из медной трубы миллиметровой толщины. | |
| Труба была разрезана, расправлена и сделано 2 куска медной пластины. В одной пластине был сделан вырез под свариваемую шайбу, затем 2 пластины были соединены между собой.Таким образом,нам удалось избежать фрезерных работ. | |
| Пистолет является пневмоприводом для затвора, он помогает передернуть его и тем самым, выдвинуть следующую шайбу для сварки. |
В большинстве же случаев в качестве основы для сварочного пистолета выступает монтажный клеевой пистолет. Главная задача, разработать такую конструкцию, которая позволяла бы поменять электрод без разборки.
Иногда для работы используется еще одна насадка – пуллер для споттера. Он выполняет сразу две функции сварку и выравнивание поверхности.
| Иллюстрация | Описание действия |
| Как мы видим насадка позволяет не только проводить контактную точечную сварку, но и одновременно слегка выравнивать поверхность. | |
| В процессе работ не забывайте сверяться по уровню |
Изготовление обратного молотка для споттера своими руками
Обычно его собирают из металлических прутов, сваривая их и оформляя наконечник при помощи гаек. Болванка на штыре должна перемещаться свободно, чтобы создавать обратную тягу во время работы. На конец электрода нужно приварить острый наконечник, которым и производится контакт с поверхностью кузова при рихтовке авто.
Предлагаем вам короткую видеоинструкцию, как сделать обратный молоток.
Из чего можно сделать споттеры
Для изготовления споттера используются старые сварочные аппараты, аккумуляторы и даже отслужившие своё микроволновые печи.
Споттер своими руками из инверторного сварочного аппарата
Однако чаще всего в качестве основного агрегата для переделки споттера используют инверторный сварочный аппарат.
Главное – подготовить трансформатор для создания нужной силы тока и сделать пистолет.
Если у вас есть резервный сварочный аппарат, то мы поможем вам решиться на переделку его в споттер. Как сделать споттер своими руками из инверторного сварочного аппарата смотрите в этом видео.
Споттер из микроволновки
Переделка споттера из микроволновки своими руками имеет свои особенности. В целом схема и последовательность работ не отличается от процесса сборки инверторного агрегата, однако нам необходимо настроить прибор так, чтобы добиться импульсного режима работы. Для этого понадобится конденсатор большой ёмкости с системой управления. Рассмотрим коротко этапы работ.
Споттер своими руками из старого аккумулятора
Споттер из аккумулятора – отличный вариант походного инструмента. Для работы с ним не нужно подключение к сети.
Схема подключения следующая: на минусовую клемму подсоединяется корпус реле и сварочный провод. На конце провода приваривается контакт, предназначающийся для крепления на сварочную деталь, которую нужно выпрямить.
Плюсовая клемма подсоединяется к реле своими при помощи болта. Второй болт от реле прикрепляет к нему провод, идущий к обратному молотку или пистолету.Кроме того, от плюсовой клеммы идет провод к контакту управления.
Как правильно работать самодельным аппаратом
Процесс работы предполагает определенную последовательность действий. Расскажем о них подробнее.
В завершении статьи немного о технике безопасности при работе с оборудованием:
- Очень важно регулярно осматривать и прочищать все детали прибора.
- Обратите внимание на правильное подключение и изоляцию проводов. А также на заземление устройства.
- Если вы планируете обрабатывать большую поверхность – не забудьте надеть специальные защитные очки.
Мы надеемся, что рекомендации редакции Seti.guru оказались полезными для наших читателей
Загрузка…Споттер своими руками — электросхема и видео руководство
Главным предназначением споттера является точечная сварка, основанная на принципе сопротивления. Существуют две разновидности споттера:
- Инверторный;
- Трансформаторный.
На сегодняшний день без споттера очень сложно представить какой-либо промышленный цех. О том, как изготовить споттер своими руками, мы и поговорим в данной статье, но сначала рассмотрим принцип его работы.
Принцип работы споттера
Как было сказано ранее, принцип работы споттера основан на сопротивлении. Данный инструмент используется для того, чтобы выпрямлять большие детали кузова, в которых были установлены некоторые ограничения по доступу, ввиду конструктивных особенностей или ряда других причин. Но как это работает?
При помощи сварочного пистолета специальный липнущий элемент крепится к поврежденной области. Затем берем деталь голыми руками и выпрямляем ее. Также существуют специальные опции, благодаря которым можно нагревать устройством отдельные участки кузова с последующим их выпрямлением.
Видео урок по сборке споттера
Делаем споттер своими руками
Честно говоря, сделать споттер не так уж сложно, главное, чтобы было желание и базовые знания в области электрики. Итак, наше устройство будет состоять из двух разных частей:
- Силовой сварочный трансформатор, именуемый Т2.
- Электронное реле, установленное на тиристор V9.
Также будет и небольшой вспомогательный трансформатор, именуемый Т1, который будет заниматься питанием сети системы управления.
Этап первый: как будет осуществляться рабочий процесс.
Этот процесс будет происходить примерно так: когда контакты S1 замыкаются, напряжение в 220В перейдет к обмотке вспомогательного трансформатора. C1 (то есть, конденсатор) подключается к V1-V4 с помощью изолированных контактов S3 и начинает зарядку. И когда будет происходить первая обработка, то она будет обесточенной ввиду закрытого состояния тиристора на тот момент. А после активации переключателя разрядный ток откроет тиристор и ток в то же время начнет поступление к первичной обмотке нашего споттера.
Этап второй.
В трансформаторе Т1 образуется импульс большой силы. Приблизительная длительность каждого такого импульса будет составлять 0.1 секунды. Стоит отметить, что за это время сила тока, проходящего через вторичную обмотку, может достигать 300-500А. Но вернемся к нашему устройству. Когда цикл заканчивается, оно будет автоматически возвращаться в исходное положение, ведь конденсаторный разряд закончится. Для того чтобы подобрать себе максимально подходящий режим, следует использовать резистор R1.
Этап третий: выбираем детали.
Касательно тиристора, то модель ПТЛ-50 очень сложно будет найти. Скорее всего, вам это не удастся, поэтому можно выбрать и любую другую модель, которая рассчитана на напряжение двести вольт.
Теперь несколько слов о трансформаторе Т1. В принципе, здесь тоже можно подобрать любую модель. Главное при этом, чтобы напряжение вторичной обмотки было 12В. Силовому трансформатору необходимо уделять особое внимание, так как его придется изготавливать самостоятельно. Для его магнитовода нужно использовать пластины класса Ш40, имеющие толщину 10 см.
Этап четвертый: обмотка.
Первичная обмотка трансформатора Т2 состоит из двухсот витков (провод сечением 2,5 мм2). Вторичная обмотка, соответственно, имеет семь витков (используется провод сечением 50 мм2 , при этом важно, чтобы провод был в изоляции).
При сооружении трансформатора необходимо знать, что безопасность работы устройства, будет зависеть от качества изоляции. Именно поэтому первичную и вторичную обмотки трансформатора необходимо изолировать между собой (можно использовать несколько слоев бумаги, обработанной парафином).
Необходимые детали при сборке споттера
Собственно, споттер будет состоять из 2 разных частей:
- Сварочный пистолет;
- Силовой блок.
Эти два элемента соединяются между собой с помощью гибкого кабеля. Для силового блока нужно сделать кожух (можно использовать для этого уголок на 2.5 см), а также следует обшить его тонким листом стали.
Для сварочного пистолета используется деталь от обычного полуавтомата, но в нее необходимо будет вмонтировать латунную ось с резьбой класса М10, благодаря которой устройство будет крепиться к приспособлению для рихтовки. Только после этого будет цепляться сварочный кабель.
Стоит отметить, что на другом конце этого кабеля должен находиться специальный силовой разъем, посредством которого и будет осуществляться крепление. Передвижной механизм необходимо сделать из латуни. Что касается клещей, то их можно сделать из трубы размером 20 на 20. Когда же к упорной шайбе уже будет прикреплена пара шпилек, то с обратной стороны можно будет крепить резиновую прокладку.
Теперь, когда со сборкой споттера мы более-менее разобрались, давайте поговорим немного о его преимуществах.
Преимущества.
Главным преимуществом споттера, выгодно отличающим его от любой другой сварки, является то, что у него нет сварочных клещей. Нужен только крепежный элемент, в роли которого может выступать все что угодно — от шпильки до обычной гайки. При этом главной изюминкой считается то, что поверхность в области контакта нагревается до температуры, которая буквально несколько градусов не дотягивает до температуры плавления. Это позволяет крайне прочно закрепить крепежный элемент к детали.
[Всего: Средний: /5]Выбор споттера: плюсы и минусы
23.05.2016В каждом кузовном цеху автосервиса, как правило, есть споттер — это сварочный аппарат контактной сварки для выправления вмятин. Обращаясь к истории авторемонта, невероятно представить, как раньше обходились без споттера, работая обычным молотком и поддержками. Появление споттера значительно облегчило работу жестянщика. Выправление стальных деталей кузова стало проще и быстрее, нет необходимости в полной разборке детали, появилась возможность быстрой выправки без доступа к обратной стороне.
Как работает споттер?
Принцип работы споттера прост: благодаря наличию электрического сопротивления в месте контакта с деталью при пропускании тока в момент замыкания цепи происходит сильный разогрев и приваривание электрода из более мягкой стали к ремонтируемой детали. Далее, с помощью обратного молотка устраняют вмятину, и в заключении аккуратно отламывают электрод от точки сварки. При необходимости процедуру повторяют. Всё просто и понятно при условии, если аппарат корректно настроен, и правильно подобраны расходные электроды.
Что здесь важно?
Электрод в точке ремонта должен быть слегка зафиксирован путем приваривания и ни в коем случае не должен ввариваться или прожигать отверстие. Электрод не должен отрываться от удара обратного молотка, но при этом должен легко отламываться в любой момент. Сила тока и длительность импульса сварки рассчитываются в зависимости от толщины стальной детали и формы электрода. Сочетание этих величин (A+t) позволяет легко, качественно и быстро выполнять сложные операции без переделок. Неправильный выбор одной из этих величин приводит к порче детали, увеличению времени и материальных ресурсов на исправление испорченного. Но иногда отдельные производители дешёвых споттеров искажают эти параметры, указывая завышенные значения (например, для трансформатора, а не для электрода). При недостаточной мощности споттера производителям ничего не остаётся, как увеличить продолжительность импульса, тем самым перегревая точку прихвата электрода.
Ещё чаще производители предлагают пользователю самому настраивать силу тока и продолжительность импульса, полагаясь на прочтение им инструкций и схем, прилагаемых к споттеру. Но, как известно, к инструкции прибегают в самый последний момент, если она вообще имеется и понятно написана.
Можно ли сделать удобный споттер с интуитивно понятным управлением, при котором отсутствие под рукой инструкции будет не так критично?
Вот что для современного споттера важнее всего:
- Небольшой вес и габариты, которые дадут необходимую манёвренность в загруженном цеху
- Достаточная мощность и КПД, возможность подключения к однофазной сети 220В 16А, подключение к стандартным розеткам автомастерской или гаража
- Простой и понятный дисплей управления, исключающий ошибки оператора при настройке программ для разных электродов
- Невысокая цена — требование, с которым трудно не считаться.
Что можно предложить?
Споттер HAMMER TT производится в Европе. Масса аппарата – не более 14 кг, а размеры не превышают размеры футбольного мяча. Благодаря полностью медной электропроводке, включая трансформатор, и качественному медному стержню обратного молотка удалось достичь максимального КПД при энергопотреблении 2,3 кВт.
HAMMER TT создан для профессионального применения в промышленных условиях и позволяет ремонтировать стальные детали кузова любой сложности. Выбор инструмента осуществляется единственным поворотным регулятором на панели управления, что значительно сокращает время и исключает ошибки, связанные с настройкой длительности импульса.
Споттер используется в автомастерских для ремонта кузова, где облицовочный металл в среднем имеет толщину: 0,6 — 0,8 – 1,0 мм. Учитывая эти значения, стало возможным создать аппарат, автоматически вычисляющий параметры сварки. Остаётся выбрать необходимый инструмент с помощью поворотного регулятора. «Синергия» значительно ускоряет и упрощает работу, исключая ошибки.
Часто задаваемый вопрос: «Хватит ли споттеру мощности для выправки порогов и стоек». Ответ: «Да, если электроды использовать по назначению». Разве выправляющие аксессуары нужно сильно вваривать? Есть специальные кольца и приспособления для увеличения усилия вытяжки до 4 тонн, которые помогут минимизировать повреждения от сварки.
Мощности аппарата достаточно для приваривания треугольников и колец током 800 – 1000 А, волнистой проволоки — 1000 – 1200 А, медным электродом – 1400 А, разогреть поверхность графитовым электродом током 2200 А и осадить выпуклости после приваривания треугольника.
Споттер не может выполнять сварку клещами, так как для сварки современных сталей требуются токи 9000 – 13000 А, которые может обеспечить только инверторный блок, а это уже совсем другие сварочные аппараты с иными технологиями.
Споттер для кузовного ремонта профессиональный и самодельный
Основные производители и модели
Споттеры являются специализированным оборудованием, поэтому по сравнению с другими сварочными аппаратами на рынке они представлены гораздо меньшим количеством моделей. Пожалуй, самыми известными среди них являются итальянский Telwin и немецкие Garwin и Nordeberg. Все эти фирмы выпускают довольно дорогие инверторные модели с самым широким диапазоном функциональных возможностей. Остальной ассортимент представлен известными и малоизвестными брендами, которые производят свое оборудование в Китае. Среди них можно отметить немецкую торговую марку Fubag, которая выпускает разнообразное сварочное оборудование с хорошей репутацией.
- alex к записи Где найти код разблокировки магнитолы форд фокус?
- Данил к записи Как покрасить новый пластиковый бампер.
- Данил к записи Как покрасить новый пластиковый бампер.
- Александр к записи Стоит ли клеить пленку на номера для защиты от камер ГИББД?
- Дмитрий к записи Ремонт кузова стекловолокном
Из чего можно сделать споттеры
Для изготовления споттера используются старые сварочные аппараты, аккумуляторы и даже отслужившие своё микроволновые печи.
Споттер своими руками из инверторного сварочного аппарата
Однако чаще всего среди самодельных приборов встречается споттер из инверторного сварочного аппарата – в нём уже есть необходимая нам «начинка». Остаётся только подготовить трансформатор для создания нужной силы тока и сделать пистолет. О том, как модифицировать трансформатор, мы подробно говорили выше. Главное − правильно подготовить и очистить от пыли и ржавчины старый сварочный аппарат и все его элементы. Подробное видео, как сделать споттер из полуавтомата своими руками, смотрите здесь:
Изготовление из микроволновки – нюансы
Схема и процедура сборки споттера из микроволновки своими руками практически не отличается от предыдущих. Единственное – необходимо добиться импульсного режима работы. Для этого понадобится конденсатор большой ёмкости с системой управления. Время импульса должно быть минимальным − до 0,5 сек. В противном случае вместо контактной сварки будет отверстие в металле.
Первый этап – освобождаем самое ценное для нас, это трансформатор, разбираем его по сварочному шву. Для этого можно воспользоваться болгаркой или ножовкой
Важно не повредить первичную обмотку, потому как она потребуется нам в дальнейшем
Вот так на этом этапе выглядит ваш трансформатор
Далее толстым медным кабелем в два витка наматываем вторичную обмотку.
Выглядит это достаточно неэстетично, но эту процедуру необходимо провести
После намотки кабеля нужно произвести склейку сердечника трансформатора и основания. Для этого пользуемся обычной 2-компонентной эпоксидной смолой.
Основание выбираем деревянное. Его необходимо пропитать специальным составом
После того как смола застынет, можно проверить работоспособность сварки с помощью специального оборудования.
После этого все элементы можно укладывать в корпус
Споттер своими руками из аккумулятора – нюансы
Для исправления незначительных повреждений кузова можно изготовить устройство на основе аккумулятора. Такой аппарат удобен, так как не нужно искать возможность подключиться к розетке. Для изготовления потребуются следующие комплектующие:
- стандартный аккумулятор на 12 В;
- втягивающее реле, можно от стартера машины;
- кнопка включения/отключения;
- провода с клеммами,
- держатель электрода.
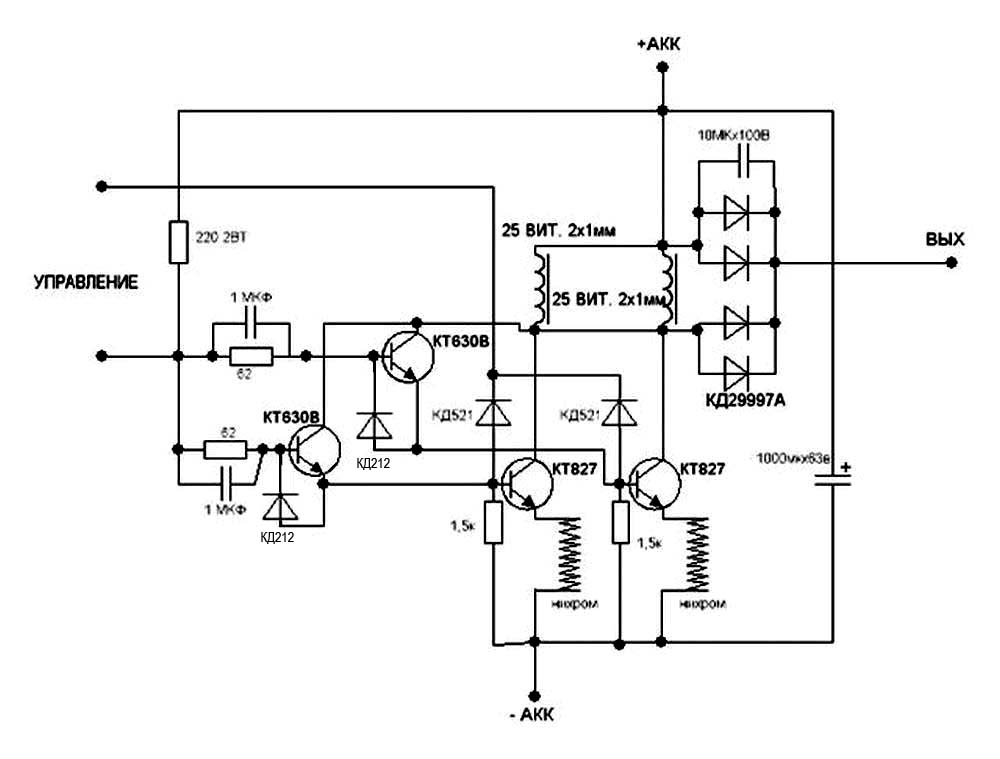
Схема устройства споттера из аккумулятора довольна проста.
Чтобы собрать споттер своими руками из аккумулятора, подойдёт любое втягивающее реле
Порядок подключения: плюсовой провод аккумулятора накинуть на втягивающее реле. С места подцепления стартера на реле кинуть к пистолету полутораметровый кабель сечением минимум 100 мм². Одним проводом кнопка пистолета закрепляется на втягивающем реле там, где уже установлен плюсовой кабель аккумулятора. Второй провод присоединить к контакту реле, чтобы оно срабатывало. Массовый провод соединить с выпрямляемой деталью. Главное − не забыть установить электрод.
Что такое споттер и как им работать Технология ремонта. Видео.
Профессиональный кузовной ремонт не может обойтись без использования споттера! В этой статье мы поговорим о том, как работать споттером! Этот аппарат, позволяет значительно сэкономить время при рихтовке металла. Если раньше, когда были только подручные средства такие как, монтажка, «рессора», молотки, лопатки и многие другие железяки, приходилось к примеру разбирать дверь и выстукивать металл изнутри, то теперь с использованием споттера, про эту лишнюю работу можно забыть. Уверен, что после приобретения такого аппарата, Вы вздохнете с облегчением и рихтовка вмятин будет сущим пустяком. Самое большое преимущество споттера — это то, что усилие прикладывается только к внешней стороне поверхности поврежденной детали, тем самым значительно облегчая задачу. Теперь давайте разберем возможности и принцип работы данного аппарата.
Прежде всего сопоттер или его еще называют спот — это сварочный аппарат для контактной сварки. Отличие споттера от обычного сварочного аппарата, в том, что импульс сварочного тока формируется за счёт разряда конденсатора большой ёмкости и действует в течении очень короткого промежутка времени, настолько короткого, что даже краска с обратной стороны не успевает обгореть. А попробуйте вы исполнить такой трюк с обычным полу автоматом и что получится? Поэтому споттер не заменимый аппарат для кузовного ремонта.
Сейчас конечно можно было бы рассказать о том, кто и когда изобрел этот аппарат, затем мы бы плавно перешли к физике, свойствам металла и так далее, но думаю это мало кому интересно, да и не к чему забивать себе голову лишними вещами
Ведь для мастера кузовного ремонта в первую очередь важно качество исполнения ремонта, а не физико — химические свойства материалов
Как работать споттером?
Чтобы научиться пользоваться споттером, не нужно идти на специальные курсы (как у сварщиков), а всего лишь достаточно дочитать данную статью и посмотреть подробный видео урок. Теперь по шагам:
1. Зачищаем рабочую поверхность.
Всем места соприкосновения шайбы с металлом, необходимо тщательно зачистить от краски и других материалов.
2. К ремонтной детали, крепим заземление
Внимание. Если Вы собираетесь работать с деталью, установленной на автомобиле, то не забудьте отсоединить АКБ, во избежании замыкания электроники
3. При помощи «спот-пистолета», в нужных местах привариваем крепежные элементы, за которые мы будем «тянуть» металл. (Это могут быть шайбы, шпильки, «змейка», треугольники и др.)
4. С помощью обратного молотка (он как правило идет в комплекте), вытягиваем необходимые места. Так же могут быть использованы и другие инструменты, например: гидравлика, тросы, цепи, стапель, лом, ну в общем все подручные средства, которые могут тянуть!
5. Шайбы и кольца, которые у нас выступали в качестве «зацепа», можно легко удалить вращательным движением.
6. Ну и в завершении, останется только зачистить место сварки и приступать к шпаклеванию автомобиля.
Почему для кузовного ремонта обязательно нужно приобрести споттер?
1. Высокая производительность. С помощью споттера можно достаточно быстро приваривать «зацепы» для вытягивания металла.
2. Удобство. Если взять в сравнение обычный сварочный аппарат, то можно сказать, что споттер на много безопаснее, так как от него не летят искры и не нагревается металл. К тому же, Вы автоматически избавляетесь от кучи «обмундирования» (сварочная маска, перчатки, защитные штаны и прочее).
3. Качество. При сварке, споттер не оставляет шлака и окалин, а так же не портит внутреннюю поверхность детали, что предотвращает образование «скрытой» коррозии.
4. Экономия. Крепежные шайбы можно использовать на несколько раз, так как при сварке, они не плавятся. Поэтому, Вы очень сильно сэкономите на расходных материалах.
Этих четырех причин вполне достаточно для того, чтобы Вы поняли насколько необходим споттер для кузовного ремонта.
Комплектация споттера выглядит примерно таким образом.
Бываю конечно комплектации и с наименьшим набором всех этих приспособлений, все зависит от цены. Советую покупать споттер с полным «фаршем», так как это будет дешевле, чем потом приобретать комплектующие по отдельности.
Как работать со споттером, подробное демонстрационное видео!
Методы работы споттером
В отличие от методов, применявшихся до появления данного приспособления, споттер позволяет работать с вмятинами не изнутри, а снаружи. Благодаря применению тока, на 10-20% меньше того, который расплавляет металл, электрод, имеющий различную форму в зависимости от обрабатываемого дефекта, надежно прилипает к материалу кузовной детали и неровность сравнительно легко выпрямляется при использовании ударных нагрузок, прилагаемых непосредственно к этому инструменту. С целью обеспечения максимальной «сцепляемости» рабочего инструмента споттера и металла место вмятины должно быть тщательно зачищено от краски и шпаклевки. После этого можно выполнять необходимые работы.
В случае высокого сопротивления материала кузова автомобиля к механическому воздействию споттер позволяет применять для этих целей особенности внутренних изменений металла при его нагревании и охлаждении. Применение специального угольного электрода и тока большой силы металл разогревается до достаточно высоких температур в небольшой точечной области и затем быстро охлаждается влажной ветошью. При этом в кристаллической структуре металла происходят изменения, которые так же приводят к постепенному выпрямлению листовых металлических деталей.
Главным рабочим инструментом споттера является пистолет, к которому и крепятся приспособления различного вида и формы. Для удобства обращения непосредственно на него выведен основной орган управления импульсным разрядом электрического тока, продолжительность которого не превышает 0,1 секунды. Из стандартных рабочих насадок для споттера распространены металлические стержни с наконечниками различной формы, оснащенные достаточно тяжелым молотком обратного действия, который скользит по стержню и, ударяя по пистолету, тянет металл вмятины.
Кроме них в настоящее время появляются различного вида вытягивающие приспособления, не использующие ударные нагрузки.
Что же необходимо для самостоятельного изготовления подобного инструмента. Во-первых, конечно, определенные знания по электротехнике и электронике. Во-вторых, необходимые материалы и немного свободного времени.
Что такое споттер и как он работает
Точечную сварку применяют для соединения между собой деталей из тонколистового проката, а также фиксации на них различных крепежных и опорных элементов. Сваривание осуществляется коротким и мощным импульсом тока. Это обеспечивает проплавление металлического листа не на всю глубину и таким образом позволяет избежать повреждения его поверхности с обратной стороны. Поэтому источники питания многих споттеров имеют напряжение холостого хода в пределах 6÷8 В, сварочное напряжение – 1.5÷2 В и импульсный ток порядка 2500÷3000 А, что позволяет производить сварку на металлическом листе толщиной от 0.5 до 1.5 мм.
В состав такого аппарата для правки кузовных деталей входят пять основных компонентов (см. рис. ниже):
- источник питания с блоком релейного или электронного контроля и регулирования;
- сварочный кабель с проводами управления;
- кабель массы с пластиной;
- пистолет с клеммами для подсоединения силовой и управляющей цепи и резьбовым соединением для электродов;
- комплект электродов, оснастки и расходных элементов.
Рихтовка с помощью споттера происходит в следующем порядке:
- Зачистка поверхности вмятины.
- Приварка вне рабочей зоны пластины кабеля массы.
- Установка в пистолет электрода и зажим в него крепежа (кольцо, гвоздь).
- Приварка коротким импульсом крепежа к месту вытяжки.
- Вытягивание на себя вручную или с помощью приспособлений вмятины в кузовной детали.
- Отваривание крепежа от поверхности металла.
Из чего состоит споттер и как им пользоваться
Споттеры визуально представляют собой аппарат, который состоит из коробки, кабеля, пистолета (стаддера) и острого прута (электрода). В коробке находится вся система сварочного аппарата, в том числе трансформаторы или инвертора. Сам процесс точечной сварки для кузовных работ авто выглядит так: на месте поврежденного металла приваривается крепеж, к которому закрепляется споттер и с помощью дополнительных механизмов или вручную вытягивается вмятина. Этот способ удобен тогда, когда выровнять поверхность кузова изнутри неудобно или невозможно. При этом существует много преимуществ работы с таким специализированным оборудованием – минимум сил, быстро и без рисков нанести больший ущерб.
Для того чтобы максимально быстро и четко произвести кузовные работы авто нужно соблюдать определенный порядок и технологию процесса, а также учесть небольшие нюансы:
- Поверхность, которая была деформирована, сначала нужно зачистить от любого вида покрытий (лака, краски, ржавчина). Этот этап работы очень важен, потому что от качества соединения двух металлов будет зависеть и результат всего процесса.
- К поверхности, которая будет корректироваться, нужно присоединить контакт заземления.
- На уже очищенную поверхность поврежденного места металла следует приварить крепеж, через который будет присоединен споттер.
- К приваренному крепежу производится захват пистолетом споттера, после чего вмятину вытягивают. Для коррекции поверхности используется обратный молоток, гидроцилиндры, стапели и так далее. Учитывая толщину металла, нужно определить каким именно приспособлением лучше рихтовать вмятину, чтобы не навредить кузову. Допустим, обратный молоток нельзя использовать для алюминия, и оцинкованный кузов возьмет не каждый споттер.
- После завершения рихтовки кузова приваренная деталь скручивается, а контактное место зачищается шлифовальной машинкой.
Принцип работы контактной сварки
Контактная сварка «споттер» подразумевает соединение деталей в одной либо нескольких точках.2. Применение таких режимов — для сварки закаливаемых сталей, они позволяют добиться меньшего потребления тока, низких нагрузок на сеть, оборудование для такой сварки дешевле.
Жесткий режим отличается меньшей продолжительностью — до 1.5 секунд. Плотность тока достигает 300 ампер на квадратный миллиметр. Такое оборудование используется для сварки цветных металлов и высоколегированных сталей, также возможно применение для сварки деталей разной толщины.
Время подачи тока и приложения усилий сжатий зависит от заданной заранее циклограммы процесса — оборудование настраивается для конкретных случаев.
Применение контактной сварки
Используя точечную сварку, возможно делать до шестисот соединений в минуту, сваривать тончайшие детали электронных приборов, стальные листы толщиной до двух сантиметров. Контактная сварка применяется в автомобилестроении, самолетостроении, судостроении, сельском хозяйстве, ее применение широко распространено и во многих других сферах.
Приспособления для различного вида работ
Контактная сварка «споттер» является аппаратом односторонней точечной сварки. Такое оборудование очень часто применяются для ремонта кузовных панелей автомобилей, в особенности, для тех объемных деталей, к которым затруднен доступ с обратной стороны — к примеру, пороги и двери.
Помимо этого, применение споттеров может быть расширено — в комплект часто входят сварные клещи, которые дают возможность проведения двусторонней контактной сварки — листы металла свариваются между собой.
К ним прижимаются медные электроды, а сами листы сжимаются друг с другом посредством рычажных клещей. В течение короткого времени листы разогреваются до критической температуры, металл плавится и под давлением клещей сваривается. При этом он не должен полностью расплавляться — это отрицательно сказывается на качестве сварки.
Часто сварочное оборудование оснащено цифровыми блоками управления и готовыми программами — для контактной сварки достаточно лишь выбрать вид сварки, толщину свариваемого металла, время сварки и тому подобные параметры. Применение таких аппаратов достаточно просто, и пользоваться ими может любой.
Вспомогательные инструменты
При контактной сварке споттером могут понадобиться такие вспомогательные инструменты, как клещи, молоток, держатели, металлические щетки, зубило, различные приспособления для самого аппарата (зависит от комплектации, в которой поставляется оборудование), гребенки и другие приспособления для вытягивания вмятин, а также различные расходные материалы — волнообразная проволока, шайбы, сварочные кольца, заклепки и так далее.
Дополнительный инструмент
При выполнении потенциально опасной контактной сварки стоит использовать средства индивидуальной защиты — рукавицы, халат или брезентовый костюм, защитные очки или щиток, ботинки с защитными вставками, при необходимости — средства защиты органов дыхания.
Заключение
Мы рассмотрели точечную контактную сварку и ее разновидность — споттер. Как видите, такая контактная сварка достаточно универсальна и ее применение уместно во многих случаях, при этом освоить оборудование и технику контактной сварки достаточно просто — это может любой.
Как используется споттер
Если вмятина расположена там, где выдавить металл с обратной стороны невозможно, умельцами применяется споттер. Это приспособление для точечной сварки. Электрод приваривается к поверхности металла, и за него тянут. В результате обратной деформации вмятина исчезает. Приспособление для создания тянущего усилия называется пуллером. Следовательно, чтобы самостоятельно выровнять вмятины на кузове авто, надо своими руками изготовить пуллер и споттер.
Точечная сварка происходит как результат сосредоточенного импульсного воздействия электрической энергии. Ее величина, как это известно из закона Джоуля — Ленца, пропорциональна величинам напряжения и тока. А область, которая подвергается нагреванию, определяется электродом. Следовательно, необходим источник электрической энергии, присоединенный к двум электродам. Первый электрод аналогичен занулению/заземлению и прикладывается вблизи вмятины.
Изготовление корпуса
Первое, за что стоит взяться это за изготовления основы для закрепления самодельного споттера. Для нее лучше выбрать материал на основе диэлектрика. Для изготовления неподходящего корпуса, лучше составить подробный чертеж, и указать расположение основных узлов конструкции.
Хорошим вариантом для корпуса может послужить старая микроволновка или сварочный аппарат. Нужно удалить лишнее оборудование и поместить новое, так, чтобы нагрузка была равномерно распределена по объему короба. Если вы планируете часто перемещать споттер, можно установить колесики на нижней части корпуса.
Прибор для контактной сварки из сварочного аппарата
По аналогичной схеме работает прибор для контактной сварки. В нем не применяются дуговые электроды с углеродной добавкой. Процесс сварки основан на протекании больших токов в точке замыкания контактов сварочного пистолета.
Если у вас есть сварочный аппарат, изготовить на его основе контактную сварку не составит труда. Необходимо лишь собрать управляющий блок и сварочный контактный пистолет, который будет подключен к рабочим проводам вашего электроприбора.
Управляющий блок предназначен для оперативного подключения питающего напряжения на первичную обмотку рабочего трансформатора. Его можно собрать на мощном реле, тиристорной или симисторной схеме.
Обратите внимание
Главное условие – пусковая кнопка должна быть под рукой на контактном пистолете, и она не должна быть фиксируемой. В противном случае можно создать короткое замыкание вторичной обмотки, которое приведет к перегреву устройства.. Рабочее напряжение, подаваемое на кнопку – должно быть безопасным для оператора
Поскольку напряжение на электродах контактного пистолета не превышает несколько вольт – весь процесс сварки безопасен с электрической точки зрения. Потенциально можно лишь обжечься о горячий металл
Рабочее напряжение, подаваемое на кнопку – должно быть безопасным для оператора. Поскольку напряжение на электродах контактного пистолета не превышает несколько вольт – весь процесс сварки безопасен с электрической точки зрения. Потенциально можно лишь обжечься о горячий металл.
Вся конструкция контактного пистолета должна приводиться в разомкнутое и отключенное состояние под действием пружин. То есть, как только вы отпустили ручки клещей – электроды сразу будут обесточены и отведены из пятна сварки.
Пистолет можно изготовить в любой компоновке, главное – удобство и безопасность использования. В качестве примера – заводское устройство.
Контакты должны быть медными или латунными, иначе они будут привариваться к обрабатываемой поверхности. Толщина (диаметр) 5-15 мм. Поскольку электроды изнашиваются – необходимо предусмотреть возможность замены.
ВАЖНО! Необходимо помнить, что обычный сварочный аппарат, приспособленный для точечной сварки – работает в нестандартных для его конструкции режимах.
Поэтому надо следить за возможным перегревом трансформатора, и при необходимости делать перерывы в работе.
Как работать споттером
Работа споттером не требует специального обучения, но для того, чтобы стать настоящим специалистом, все же необходима определенная квалификация в части работы с кузовными частями автомобилей. Поведение металла зависит от размера, глубины и характера деформации. Поэтому перед началом рихтовки необходимо правильно определить, что нужно сделать и каким методом будет выправляться вмятина на кузовной детали. И только после этого выбираются соответствующие крепежные материалы. В качестве привариваемого крепежа, к которому прилагается тянущее усилие, используют:
- цилиндрические гвозди;
- треугольные шайбы;
- кольца;
- заклепки;
- волнистую проволоку.
Каждому из этих элементов соответствует свой тип сменных электродов, которые крепятся на торце, пистолет и свой вид оснастки (крюки, зажимы, гребенки, патроны, обратные молотки), с помощью которых они тянутся. Существует множество разновидностей электродов для споттера, при этом самые распространенные разновидности их предназначены для приварки:
- волнистой проволоки;
- винтовых шпилек;
- заклепок;
- круглых шайб;
- гаек;
- с использованием обратного молотка;
- гвоздей.
При последовательном точечном вытягивании применяется рихтовка споттером с треугольной шайбой и обратным молотком, что позволяет аккуратно и без больших усилий вытягивать металл в месте приварки. Если дефект имеет большую протяженность, то сначала на всю длину приваривают один или два ряда колец или же волнистую проволоку. Вытяжку осуществляют гребенкой с рядами крючьев. Это обеспечивает одновременное тяговое усилие на 5–10 колец или выступов проволоки. После окончания вытяжки все элементы отваривают с помощью тех же электродов, что использовались при их установке.
Самодельный споттер
Современные Кулибины разработали удешевленные аналоги заводским инструментам наподобие контактной сварки. В основном используется та же схема, что была предложена в Советском журнале «Радио» за 1978 год. В обязательном порядке требуются следующие элементы:
- Трансформатор для создания нужного напряжения и силы тока.
- Выпрямительные мосты для создания постоянного тока.
- Тиристор для управления нагрузкой и конденсатор для его работы.
Трансформатор можно собрать руками или модернизировать сварочный трансформатор, подогнав его к необходимым параметрам. Расчет трансформаторов дело нехитрое, а для тороидальных написаны даже специальные программы. Для вторичной обмотки может потребоваться значительное количество провода. На Ш40 с толщиной набора в 100 мм потребуется примерно 7-10 витков с сечением 50 мм² вторичной обмотки и примерно 200-250 витков провода с сечением 2.5 мм² первичной.
На практике большинство любителей предпочитает производить измерения непосредственно во время формирования обмотки. Заводской трансформатор для этого инструмента создает ток от 3000 A, и позволяет регулировать напряжение в пределах 6-12В. Вторичная обмотка должна быть хорошо изолирована. В качестве изолятора может выступить малярный скотч или парафинированная бумага.
Схема аппарата, используемая для ремонта еще в Советском союзе, практически не изменилась и представляет собой основной трансформатор, соединенный с сетью через выпрямитель и тиристор. Первый трансформатор, соединяемый с сетью 220 В через выключатель, – слабый и выполняет исключительно функцию зарядки конденсатора, от которого работает тиристор. Выпрямительные мосты, собирающиеся из диодов, требуются на каждом участке. Для зарядки конденсатора требуется также некоторое время, поэтому тиристор к нему подключается вручную.
Второй, мощный трансформатор соединяется с сетью после активизации тиристора. Параметры тока на вторичной обмотке этого трансформатора зависят от самого тиристора и стоящего перед ним сопротивления. Здесь может быть установлена ручная регулировка, но в простейшем устройстве она задается заранее. Тиристор вернется в обратное положение, когда разрядится конденсатор, отвечающий за его работу. Поэтому от этой части зависит также продолжительность создаваемого вторым трансформатором тока.
По вполне понятым причинам, выпрямитель, соединяющий оба трансформатора с «220», должен быть рассчитан именно на это напряжение и силу тока примерно в 50A. Для зарядки конденсатора, вероятнее всего, потребуется напряжение в 12В, поэтому первый трансформатор должен создавать именно такой ток. В обязательном порядке аппарат должен иметь заземление, на массу требуется примерно 1.5-2 метра кабеля 70 мм².
Как сделать споттер
самодельный споттер моими руками
Споттер своими руками
Споттер своими руками видеорлик spotter
Сильное нагревание возможно на контактах, ввиду чего лучше использовать латунные штоки. Тиристор споттера и работающий с ним выпрямитель можно заменить на симистор. Импульсное управление легко собирается на основе тиристоров типа ТЧ-40. В остальном, кроме общего знакомства с электроникой, потребуется только оптимизм и некоторое количество свободного времени.
Контактная сварка своими руками из инвертора: инструкция
Споттер для рихтовки идеально подходит для аккуратной работы с вмятинами и повреждениями корпуса авто. Минимальные подготовительные работы с элементами машины, восстановление до первозданной формы, и быстрая последующая обработка места под покраску, поспособствовали внедрению этого устройства во все СТО и мастерские. Но при работе в собственном гараже нет смыла покупать дорогой аппарат. Взамен магазинного, можно изготовить самодельный споттер. Для этого необходимо знать как собрать трансформатор, чем манипулировать напряжением для импульса, и из чего сделать рабочие элементы. Хорошими помощниками начинающему конструктору окажутся схемы и видео самодельного споттера из Сети.
Общая информация
Споттер — это сварочный аппарат, применяемый при кузовном ремонте. По своей сути споттер очень схож с точечной сваркой, однако внешне это два совершенно разных аппарата. У точечной сварки есть два металлических электрода, между которыми помещается листовой металл. В случае со споттером технология другая. Давайте рассмотрим ее подробнее. У споттера есть два вывода: масса и провод с рабочим «пистолетом». Массу нужно присоединить к кузову авто (не забудьте заранее достать из машины аккумулятор). На конце «пистолета» есть специальный фиксатор, куда можно установить специальную насадку. При нажатии кнопки на рабочем «пистолете» начинается подача сварочного тока. В процессе место сварки начинает постепенно нагреваться. Сопротивление возрастает, и металл начинает плавиться в определенной зоне. При этом весь остальной кузов не перегревается. Происходит прихват металла, который затем можно вытянуть.
Объясним проще. Споттер нагревает не всю деталь, а только определенную точку (как в случае с точечной сваркой). Нагрев небольшой, чуть меньше температуры плавления металла. Крепежная насадка прижимается к поверхности металла и в момент сопротивления она надежно присоединяется, благодаря чему затем можно вытянуть ту же вмятину в обратную сторону. Позже насадку можно легко отсоединить от металла.
От точечной сварки здесь и нагрев, и усилие. Нагрев осуществляется аппаратом, а усилие — мастером, который прижимает насадку к металлу. Поэтому такой вид сварки называются не точечной, а сваркой сопротивлением.
Свойства точечной сварки
Конструкция этого устройства несколько отличается от типовых агрегатов с непрерывно горящей дугой. Изготовить споттер из сварочного аппарата своими руками можно лишь при условии знания основных принципов формирования рабочего тока. Дело в том, что при контактном методе сваривания разогрев происходит не путём расплавления металла, а путём концентрации тепла в точечной зоне между заготовкой и электродом.
В случае ошибочно выбранного режима контактного сваривания (при недостатке опыта у оператора) нередко наблюдается залипание электрода, что может привести к неприятным последствиям в виде КЗ или даже к поломке агрегата. Именно поэтому точечный сварочный аппарат изготавливается с тем расчётом, чтобы время сваривания было строго ограничено и не превышало секунды.
Помимо этого, такое устройство рассчитывается на небольшие значения действующего напряжения (поскольку розжига дуги в данном случае не требуется) и на значительные по величине рабочие токи. В связи с этим входящий в его состав трансформатор (ТТ) также должен выдерживать большие токовые нагрузки, достаточные для качественного прогрева места сварки.
Как сделать споттер
Чтобы сделать работающий споттер своими руками из сварочного аппарата вам понадобится работающий трансформатор. Поиск трансформатора— не такая уж сложная задача. Его можно достать из старого полуавтомата/инвертора или купить с рук на онлайн-досках объявлений. Лучший вариант — это найти трансформатор со сгоревшей вторичной обмоткой.
Перейдем к сути. Для начала нужно снять вторичную обмотку, если у трансформатора их две. Далее намотайте на первичную обмотку пару витков проволоки из меди и с помощью тестера определите, сколько вам нужно намотать витков для 1 Вольта. В нашем случае понадобится 1.5 витка или 3 витка на 2 Вольта соответственно. Тестером мы замеряли вольтаж и разделяли на кол-во витков.
Теперь из вторичной обмотки вам нужно сделать шину. Ее можно смотать от самого трансформатора. В нашем случае шина сечением 40мм2. Мы ее растянули с помощью гидравлического инструмента, чтобы получилась прямая ровная шина.
Применяемая нами шина будет иметь сечение 160мм2 после того, как сложить ее в 4 раза. При этом после намотки мы получим около 5-6 Вольт. Нам этого достаточно. Разрубите шину на четыре куска и соедините. Для соединения можно использовать матерчатую изоляционную ленту. На все у нас ушло около 6 рулонов изоляционной ленты. Саму изоляцию лучше делать в несколько слоев. Например, сначала изолента, затем малярный скотч, затем снова изолента.
Теперь шины нужно намотать на трансформатор. Это непростая задача, можете использовать подручные инструменты. Учтите, что сделать плотную обмотку не получится, но это не страшно.
На этом этапе вы, скорее всего, столкнетесь с проблемой нехватки мощности. Здесь теория не поможет. Нужно самому методом проб и ошибок искать решение этой проблемы. В нашем случае наилучшим решением стало подключение проводов на первичной обмотке в последовательности 1+8 и 4+5. Перед этим мы на подключение установили полуавтоматический выключатель на 16А, чтобы проводка не сгорела. Силовая часть споттера готова.
Сборка пускового устройства
Наш споттер будет работать в ручном режиме. Понадобится трансформатор 12В от старого лампового телевизора, реле 30А (можно взять у жигуля), диодный мост («таблетка»), контактор 220В и кнопка (ее можно взять с какого-нибудь оборудования).
Схему не прилагаем, но объясним принцип действия этого устройства. Трансформатор от телевизора управляет реле. Управление осуществляется с помощью кнопки, ее можно установить на рукоятку самого споттера. При нажатии кнопки замыкается контактор, который подключен к реле с помощью провода. Еще один провод от контактора пустите прямо на выключатель. Вот и все.
Соберите все компоненты воедино и установите на станину. Можно приступать к работе.
При подключении самодельного споттера постарайтесь избежать потерь тока. Это очень важно, поскольку сварка осуществляется методом сопротивления. Наша рекомендация проста: не используйте длинные кабели. Короткие подойдут намного лучше. Также выбирайте кабели с большим сечением. Не забывайте тщательно зачищать металл перед проведением работ.
Также учтите, что самодельный споттер из сварочного аппарата не будет таким же компактным, как заводские модели. Лучше всего использовать этот прибор стационарно, так его применение будет наиболее комфортным.
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение. Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится. Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы. Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах. Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Самодельный споттер или заводской: что лучше?
У многих мастеров может возникнуть резонный вопрос: «А зачем собирать самодельный споттер, если его можно купить в магазине?». Логично. Но не все так просто.
Заводские споттеры стоят очень дорого. Это узкоспециализированное оборудование, поэтому его не производят в тех же масштабах, что инверторы или полуавтоматы. Покупка заводского споттера нецелесообразна, если вы гаражный мастер и будете использовать аппарат пару раз в год. В таких случаях лучше собрать споттер самому из подручных деталей.
Самодельный споттер будет надежным и ремонтопригодным. Вы будете точно знать, из каких компонентов он сделан и сколько они стоят. Поэтому можно заранее просчитать ремонт такого аппарата и не беспокоиться, что придется идти в дорогостоящий сервис.
Тем не менее, сборка споттера своими руками не всегда оправдана. К примеру, на СТО лучше все-таки использовать профессиональный аппарат заводского производства. Он даст вам намного больше возможностей и позволит исправить даже самые серьезные кузовные дефекты. Вы должны понимать, что самодельный споттер — это маломощное устройство. Оно подойдет только для скромного ремонта.
Также учитывайте, что для сборки споттера нужны определенные навыки. В этой статье мы прилагаем очень простую инструкцию, где нет сложных электросхем и не нужно заморачиваться. Но вы должны понимать, что даже такой простой аппарат нужно собирать, обладая навками и знаниями. А еще лучше опытом. Иначе вы получите не помощника, а потенциально опасное устройство.
Резумируя: самодельный споттер — это отличный вариант для гаража или дачи. Он неприхотлив, стоит недорого, легко ремонтируется. Но на СТО лучше применять профессиональные споттеры заводского производства. Их функционал намного больше, что важно при выполнении профессионального ремонта кузова.
Открывающиеся возможности
Преимуществ у контактной сварки достаточно, чтобы сделать её привлекательной для тех, кто намерен наладить массовый выпуск продукции или заниматься ремонтом техники на профессиональном уровне.
- Хорошее качество сварного соединения. Оно обеспечивается стабильностью параметров сварочного тока и давления, оказываемого на соединяемые детали.
- Высокая скорость процесса. На наложение шва уходят секунды. Это особенно важно, когда речь идёт о выполнении большого объёма работ.
- Эксплуатационная простота. Правильно изготовленный аппарат для контактной сварки не требует особых навыков при использовании, и освоить процесс в состоянии даже специалист средней квалификации.
- Использование споттера оправдано при работах по ремонту автомобильных кузовов. Такое устройство упрощает не только процесс сварки, но и рихтовки повреждённых деталей.
Основным препятствием для широкого распространения технологии является высокая стоимость оборудования. Она и наталкивает многих на мысль о том, чтобы изготовить аппарат для контактной сварки самостоятельно.
Делаем клещи
Лишь когда трансформатор будет готов, имеет смысл приступать к изготовлению контактных клещей. Их конструкция в первую очередь зависит от характера работ, для которых будет использоваться оборудование. Устройство захвата будет зависеть от системы его привода и предполагаемого размера соединяемых деталей. Важной частью клещей являются контактные наконечники. При малой толщине свариваемого листа вполне допустимо использование медных наконечников от паяльника. Лучше, если приобрести и установить готовые наконечники – они встречаются в продаже и удобны тем, что имеют специальную, хорошо подходящую для работы форму. Но если речь идёт о стальном листе 0,5 мм и более и предполагается наложение соединительных швов значительной протяжённости, наконечники рекомендуется оснастить роликами.
Что потребуется
Приступать к решению такой задачи, не имея необходимых теоретических знаний и практических навыков, не стоит. Это только на словах всё выглядит относительно просто. Но если вы умеете паять и знаете, как правильно перемотать катушки трансформатора, можно попробовать. Для этого вам понадобятся определённые материалы и инструменты.
- Медный провод определённого сечения. Его сечение и количество возможно определить, только выполнив предварительные расчеты.
- Материал для изготовления шины. На худой конец можно обойтись тем же проводом, но целесообразнее приобрести уже готовое изделие.
- Лак для создания на проводах изолирующего слоя и хорошая изоляционная лента.
- Мультиметр для проведения необходимых замеров.
- Принадлежности для пайки – паяльник, флюс, припой и т. п.
Разумеется, придётся приобрести и уже готовый сварочный инвертор.
Изготовление трансформатора
На рисунке №1 схематически показано возможное соотношение витков первичной и вторичной обмоток трансформатора, необходимого для работы контактной сварки. Большое число выходов на вторичной обмотке необходимо для того, чтобы иметь возможность грубой регулировки параметров тока. Но представленная схема требует корректировки в зависимости от требуемых параметров тока. Без предварительных расчётов не обойтись.
Тщательно изолируем и хорошо охлаждаем
Выполняя намотку проволоки на катушку, следует обязательно наносить на её поверхность изолирующий лак и укладывать витки как можно плотнее. В противном случае нельзя исключить межвитковые замыкания и перегорание проводов из-за перегрева. На первый план выходит охлаждение трансформатора. Об этом авторы многих статей почему-то умалчивают. Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя от перегрева или даже станет пожароопасным. Как вариант, возможна установка уже готовых систем охлаждения, применяемых в электрике и электронике.
Монтаж системы управления
При монтаже схемы управления рекомендуется использовать уже готовые элементы. Они уже есть в заводском инверторе. Это сильно упростит процесс сборки и сделает аппарат удобным в эксплуатации. А вот ёмкости его штатных конденсаторов может оказаться недостаточно. В этом случае их придётся заменить на детали, подходящие по параметрам. Регулировка параметров тока в аппарате контактной сварки производится ступенчато. Её точность будет зависеть от количества выводов вторичной обмотки и их шага. Это необходимо, если требуется оборудование, способное обеспечивать работу в разных режимах.
Пистолеты с инверторным подвесомMF — от 56 до 90 кВА — Tecna
- Предназначен для выполнения высококачественных сварных швов с высокой производительностью и меньшими затратами на установку.
- Высокое усилие на электродах. Уменьшенные габариты и безопасные компоненты.
- Гироскопическая подвеска на герметичных подшипниках, обеспечивающая вместе с балансиром точную маневренность в любой степени.
- Устройство блокировки вращения.
- Большой рабочий ход для сварки арматуры, ребер, а также для работы в труднодоступных местах и т. Д.
- Регулируемый рабочий ход для тяжелых условий эксплуатации.
- Временный дополнительный ход для достижения свариваемых участков.
- Хромированный цилиндр и вал для тяжелых условий эксплуатации и длительного срока службы.
- Пневматический контур без смазки для предотвращения попадания масляного тумана в окружающую среду.
- Вторичный контур из меди с водяным охлаждением.
- Клапаны на контуре охлаждения для облегчения замены электродов.
- Поставляется с выключателем утечки на землю с предохранителем 30 мА.По запросу блок защиты от замыканий на землю.
- Рукоятка управления, позволяющая выбрать две программы сварки, а также открыть двойной ход и функцию «только давление».
- Предохранитель от случайного срабатывания.
- Кнопка аварийного отключения для немедленной остановки машины.
- Реле потока, которое останавливает сварщика, если охлаждающая вода не циркулирует.
Опции:
- Дополнительная ручка управления.
- Пропорциональный клапан. Позволяет регулировать рабочее давление непосредственно с блока управления и комбинировать правильное значение давления для каждой программы. Обеспечивает постоянное и точное рабочее давление.
Дополнительное оборудование по запросу:
- Кронштейны и электроды: по таблицам.
- Питающие кабели и шланги различной длины.
- Балансиры с поворотным изолированным крюком (опция RI).
DCI1200001
Среднечастотные производственные пистолеты для точечной сварки с пневматическим приводом Пункты 3062 ÷ 3184 03-2018
Puntatrici Pensili Pneumatiche da Produzione a Media Frequenza Art.3062 ÷ 3184 03-2018
Mittelfrequenz — Pneumatische Produktions — Punktschweisszangen Art. 3062 ÷ 3184 03-2018
IT EN DEDCI0000002
Контактная сварка 09-2017
Saldatura Resistenza 09-2017
Soudage par Resistance 09-2017
Widerstandsschweissung 09-2017
Soldadura por Resistencia 09-2017
IT EN FR DE ES
на базе Arduino.Сварочный инвертор своими руками Контроллер точечной сварки споттер на Arduino
Пришел друг, принес два ЛАТРа и спросил, можно ли из них сделать корректировщика? Обычно, услышав подобный вопрос, приходит в голову анекдот о том, как один сосед интересуется другим, умеет ли он играть на скрипке и в ответ слышит «Не знаю, не пробовал» — и так получаю тот же ответ — не знаю, наверное да, но что такое корректировщик?
В общем, пока чай варился и заваривался, я слушал короткую лекцию о том, что не нужно делать то, что не нужно делать, что нужно быть ближе к людям, и тогда люди будут тянуться ко мне, а также ненадолго погрузиться в история автомастерских, иллюстрированная восхитительными сказками из жизни «мануальных терапевтов» и «жестянщиков».«Потом я понял, что корректировщик — это такой маленький« сварщик », работающий по принципу аппарата точечной сварки. Он используется для« прихвата »металлических шайб и других мелких крепежных элементов к помятому кузову автомобиля, с помощью которых деформированное жесть потом расправляют, правда, еще нужен «обратный молоток», но говорят, что это уже не моя забота — от меня требуется только электронная часть схемы.
Посмотрев на схемы корректировщика в сети, стало ясно, что нам нужен одноразовый вибратор, который на короткое время «размыкает» симистор и подает сетевое напряжение на силовой трансформатор.Вторичная обмотка трансформатора должна выдавать напряжение 5-7 В с током, достаточным для «схватывания» шайб.
Для формирования управляющего импульса симистора используются разные методы — от простого разряда конденсатора до использования микроконтроллеров с синхронизацией по фазам сетевого напряжения. Нас интересует та схема, которая попроще — пусть будет «с конденсатором».
Поиски «в тумбочке» показали, что кроме пассивных элементов есть подходящие симисторы и тиристоры, а также много других «мелочей» — транзисторы и реле на разные рабочие напряжения ( рис.1 ) Жалко, что нет оптопар, но можно попробовать собрать преобразователь импульсов разряда конденсатора в короткий «прямоугольник», включающий в себя реле, которое своим замыкающим контактом будет размыкать и замыкать симистор.
Также при поиске запчастей было найдено несколько блоков питания с постоянным выходным напряжением от 5 до 15 В — мы выбрали промышленный из «советских» времен под названием БП-А1 9В / 0,2А ( рис. ) На нагрузке в виде резистора 100 Ом блок питания выдает напряжение около 12 В (оказалось, что уже переделан).
Из существующего электронного «мусора» выбираем симисторы ТС132-40-10, реле на 12 вольт, берем несколько транзисторов КТ315, резисторы, конденсаторы и приступаем к прототипированию и тестированию схемы (на рис. 3 одна из конфигураций шаги).
Результат показан на рисунке 4 . Все довольно просто — при нажатии кнопки S1 конденсатор С1 начинает заряжаться и на его правом выводе появляется положительное напряжение, равное напряжению питания.Это напряжение, проходя через токоограничивающий резистор R2, поступает на базу транзистора VT1, он открывается и напряжение подается на катушку реле К1, в результате контакты реле К1.1 замыкаются, размыкание симистора Т1.
По мере зарядки конденсатора C1 напряжение на его правом выводе постепенно уменьшается, и когда оно достигает уровня ниже, чем напряжение открытия транзистора, транзистор закрывается, катушка реле обесточивается, контакт K1 размыкается.1 перестает подавать напряжение на управляющий электрод симистора и замыкается по окончании текущей полуволны сетевого напряжения. Диоды VD1 и VD2 используются для ограничения возникающих импульсов при отпускании кнопки S1 и при обесточивании катушки реле K1.
В принципе, все так и работает, но при контроле времени разомкнутого состояния симистора оказалось, что он довольно много «гуляет». Казалось бы, даже с учетом возможных изменений всех задержек включения-выключения в электронных и механических схемах оно должно быть не более 20 мс, но на деле оказалось в несколько раз дольше и плюс к этому импульс длится 20- На 40 мс дольше, а потом на все 100 мс.
После небольших экспериментов выяснилось, что такое изменение ширины импульса в основном связано с изменением уровня напряжения питания схемы и с работой транзистора VT1. Первый был «вылечен» установкой внутри блока питания простого параметрического стабилизатора, состоящего из резистора, стабилитрона и силового транзистора ( рис. 5 ), а каскад на транзисторе VT1 был заменен триггером Шмитта. на 2-х транзисторах и установка дополнительного эмиттерного повторителя.Схема имеет вид, показанный на рис. 6 .
Принцип работы остался прежним, добавлена возможность дискретного изменения длительности импульса переключателями S3 и S4. Триггер Шмитта собран на VT1 и VT2, его «порог» можно изменять в небольших пределах, изменяя сопротивления резисторов R11 или R12.
При создании прототипа и проверке работы электронной части корректировщика было взято несколько диаграмм, которые можно использовать для оценки временных интервалов и возникающих фронтов.В схеме в это время имелся времязадающий конденсатор емкостью 1 мкФ, а резисторы R7 и R8 имели сопротивление 120 кОм и 180 кОм соответственно. На цифре 7 состояние обмотки реле показано вверху, напряжение на контактах при переключении резистора, подключенного к +14,5 В, показано ниже (файл для просмотра программой находится в архиве приложения к В тексте, напряжения снимались через резистивные делители со случайными коэффициентами деления, поэтому шкала вольт неверна).Длительность всех импульсов питания реле составляла примерно 253 … 254 мс, время переключения контактов — 267 … 268 мс. «Продление» связано с увеличением времени простоя — это видно из цифр 8, и 9 при сравнении разницы, возникающей при замыкании и размыкании контактов (5,3 мс против 20 мс).
Для проверки временной стабильности формирования импульсов было выполнено четыре последовательных включения с контролем напряжения в нагрузке (файл в том же приложении).На обобщенном рисунке 10 видно, что все импульсы в нагрузке довольно близки по длительности — около 275 … 283 мс и зависят от того, где возник момент переключения на полуволне сетевого напряжения. Те. максимальная теоретическая нестабильность не превышает времени одной полуволны сетевого напряжения — 10 мс.
При установке R7 = 1 кОм и R8 = 10 кОм при С1 = 1 мкФ удалось получить длительность одного импульса менее одного полупериода сетевого напряжения.При 2 мкФ — от 1 до 2 периодов, при 8 мкФ — от 3 до 4 (файл в приложении).
В окончательной версии корректировщика детали с рейтингом указаны на цифре 6 . То, что произошло на вторичной обмотке силового трансформатора, показано на рис. 11 . Длительность самого короткого импульса (первого на рисунке) около 50 … 60 мс, второго — 140 … 150 мс, третьего — 300 … 310 мс, четвертого — 390 … 400. мс (при емкости синхронизирующего конденсатора 4 мкФ, 8 мкФ, 12 мкФ и 16 мкФ).
После проверки электроники пора заняться фурнитурой.
В качестве силового трансформатора используется ЛАТР на 9 ампер (справа на рис. 12 ) Его обмотка сделана из провода диаметром около 1,5 мм ( рис. 13 ), а магнитопровод имеет достаточный внутренний диаметр. для намотки 7 витков 3-х параллельно сложенных алюминиевых покрышек общим сечением около 75-80 кв. мм.
Разбираем ЛАТР аккуратно, на всякий случай «фиксируем» всю конструкцию на фото и делаем выводы ( рис.14 ) Хорошо, что провод толстый — удобно считать витки.
После разборки внимательно осмотрите обмотку, очистите ее от пыли, мусора и остатков графита малярной кистью с твердым ворсом и протрите мягкой тканью, слегка смоченной спиртом.
Припаиваем к клемме «А» пятиамперный стеклянный предохранитель, подключаем тестер к «средней» клемме катушки «G» и подаем напряжение 230 В на предохранитель и клемму «безымянный». Тестер показывает напряжение около 110 В.Ничего не гудит и не нагревается — можно считать трансформатор в норме.
Затем обматываем первичную обмотку фторопластовой лентой с таким нахлестом, чтобы получилось не менее двух-трех слоев ( рис. 15 ) После этого наматываем тестовую вторичную обмотку из нескольких витков гибким проводом в изоляции. . После подачи питания и измерения напряжения на этой обмотке определяем необходимое количество витков для получения 6 … 7 В. В нашем случае оказалось, что при подаче 230 В на клеммы «Е» и «безымянный» 7 V на выходе получается при 7 витках.При подаче питания на «А» и «безымянный» получаем 6,3 В.
Для вторичной обмотки использовались алюминиевые «старые» шины — они были сняты со старого сварочного трансформатора и местами вообще не имели изоляции. Чтобы витки не смыкались вместе, шины нужно было обмотать серпантинной лентой ( рис. 16, ). Намотка производилась таким образом, чтобы получить два или три слоя покрытия.
После намотки трансформатора и проверки работоспособности схемы на рабочем столе, все детали корректировщика были установлены в подходящий корпус (похоже, что и у некоторых LATR рис.17 ).
Клеммы вторичной обмотки трансформатора зажимаются болтами и гайками М6-М8 и выводятся на лицевую панель корпуса. К этим болтам с другой стороны передней панели прикреплены провода питания, идущие к кузову автомобиля и «обратный молот». Внешний вид на этапе домашнего осмотра показан на цифре , цифра 18, . Вверху слева находятся индикатор линейного напряжения La1 и сетевой выключатель S1, а справа — выключатель импульсного напряжения S5.Он коммутирует соединение с сетью или клеммой «A», или клеммой «E» трансформатора.
Рис.18
Ниже расположены разъем для кнопки S2 и клеммы вторичной обмотки. Широтно-импульсные переключатели установлены в самом низу корпуса, под откидной крышкой. (рис.19 ).
Все остальные элементы схемы закреплены на дне корпуса и передней панели ( рис.20, , рис.21 , рис. 22 ) Выглядит не очень аккуратно, но здесь главной задачей было уменьшить длину проводников, чтобы уменьшить влияние электромагнитных импульсов на электронную часть схемы.
Печатная плата не разводилась — все транзисторы и их «обвязка» припаяны к макетной плате из стекловолокна, фольгой нарезанной на квадраты (видно на рис. 22 ).
Силовой выключатель S1 — JS608A, позволяющий коммутировать токи 10 А («парные» клеммы параллельны).Второго такого переключателя не было и S5 поставлялся с TP1-2, его выходы также распараллелены (если использовать его при выключенном питании, он может пропускать через него довольно большие токи). Переключатели ширины импульса S3 и S4 — TP1-2.
Кнопка S2 — КМ1-1. Разъем для подключения проводов кнопок — COM (DB-9).
Индикатор Ла1 — ТН-0.2 в соответствующих монтажных принадлежностях.
На цифрах 23 , 24 , 25 Приведены фотографии, сделанные при проверке работоспособности корректировщика — мебельный уголок размером 20х20х2 мм приварен точечной сваркой к уголку 0.Жесть толщиной 8 мм (монтажная пластина от корпуса компьютера). Разные размеры «пятен» на рис. 23 и рис. 24 — это при разных «варочных» напряжениях (6 В и 7 В). Мебельный уголок в обоих случаях приваривается плотно.
На рис. 26 показана обратная сторона пластины и видно, что она прогревается, краска горит и слетает.
После того, как отдал корректировщик другу, он позвонил примерно через неделю, сказал, что сделал обратный «молоток», подключил и проверил работу всего прибора — все нормально, все работает.Оказалось, что в работе импульсы большой длительности не нужны (то есть элементы S4, C3, C4, R4 можно не использовать), но необходимо подключить трансформатор к сети «напрямую». Насколько я понимаю, это для того, чтобы с помощью угольных электродов можно было бы прогреть поверхность помятого металла. БП сделать «прямым» несложно — там установлен переключатель, позволяющий замкнуть «силовые» клеммы симистора. Немного смущает недостаточно большое общее сечение проводников во вторичной обмотке (по расчетам нужно больше), но по прошествии более двух недель владельца устройства предупредили о «слабости». обмотки »и не звенит, значит, ничего страшного не произошло.
В ходе экспериментов со схемой был проверен вариант симистора, собранный из двух тиристоров Т122-20-5-4 (их можно увидеть на рис. 1 на заднем плане). Схема подключения показана на рис. . 27 , диоды VD3 и VD4 — 1N4007.
Литература:
- Горошков Б. И., «Радиоэлектронные устройства», Москва, «Радио и связь», 1984.
- Массовая радиобиблиотека, Я.С. Кублановский, «Тиристорные устройства», М., «Радио и связь», 1987, вып. 1104.
Андрей Гольцов, г. Искитим.
Список радиоэлементов
| Обозначение | Тип | Номинал | сумма | Note | Score | My notebook | |
|---|---|---|---|---|---|---|---|
| К рисунку №6 | |||||||
| VT1, VT2, VT3 | Транзистор биполярный | КТ315Б | 3 | К ноутбуку | |||
| Т1 | Тиристор и симистор | TS132-40-12 | 1 | К ноутбуку | |||
| VD1, VD2 | Диод | KD521B | 2 | К ноутбуку | |||
| R1 | Резистор | 1 кОм | 1 | 0.5 Вт | К ноутбуку | ||
| R2 | Резистор | 330 кОм | 1 | 0,5 Вт | К ноутбуку | ||
| R3, R4 | Резистор | 15 кОм | 2 | 0,5 Вт | К ноутбуку | ||
| R5 | Резистор | 300 Ом | 1 | 2 Вт | К ноутбуку | ||
| R6 | Резистор | 39 Ом | 1 | 2 Вт | К ноутбуку | ||
| R7 | Резистор | 12 кОм | 1 | 0.5 Вт | К ноутбуку | ||
| R8 | Резистор | 18 кОм | 1 | 0,5 Вт | |||
Вашему вниманию представлена схема сварочного инвертора, которую вы можете собрать своими руками. Максимальное потребление тока 32 ампера, 220 вольт. Сварочный ток около 250 ампер, что дает возможность без проблем варить 5-электродом, длина дуги 1 см, превращая более 1 см в низкотемпературную плазму.КПД источника на уровне магазина, а может и лучше (имеется в виду инвертор).
На рисунке 1 показана схема блока питания для сварки.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ø7х7 или 8х8
Первичная имеет 100 витков провода ПЭВ 0,3 мм
Вторичная 2 имеет 15 витков провода ПЭВ 1 мм
Вторичная 3 имеет 15 витков ПЭВ 0,2 мм
Вторичные 4 и 5 на 20 витков провода ПЭВ 0,35мм
Все обмотки необходимо наматывать по всей ширине рамки, это дает значительно более стабильное напряжение.
Рис.2 Принципиальная схема сварочного инвертора
Рисунок 2 — это схема сварочного аппарата. Частота 41 кГц, но можно попробовать 55 кГц. Трансформатор 55 кГц, затем 9 витков до 3 витков, чтобы увеличить фотоэлектрический трансформатор.
Трансформатор41кГц — два комплекта Ø20х28 2000нм, зазор 0,05мм, газетная прокладка, 12вит x 4вит, 10кв мм x 30 кв мм, медная лента (олово) в бумаге. Обмотки трансформатора изготовлены из медного листа толщиной 0,25 мм и шириной 40 мм, обернутого бумагой для изоляции от кассового аппарата.Вторичная обмотка выполнена из трех слоев олова (сэндвич), разделенных фторопластовой лентой, для изоляции между собой, для лучшей проводимости токов высокой частоты, контактные концы вторичной обмотки на выходе трансформатора спаяны.
Катушка индуктивности L2 намотана на сердечник Ø20х28, феррит 2000нм, 5 витков, 25 кв. Мм, зазор 0,15 — 0,5 мм (два слоя бумаги от принтера). Трансформатор тока — датчик тока два кольца К30х18х7, первичный провод продет через кольцо, вторичный 85 витков 0.Проволока толщиной 5 мм.
Сварочный агрегат
Обмотка трансформатора
Обмотка трансформатора должна выполняться медным листом толщиной 0,3 мм и шириной 40 мм, его необходимо обернуть термобумагой с кассового аппарата толщиной 0,05 мм, эта бумага прочная и не рвется как обычно при намотке трансформатора.
Вы мне скажите, а почему бы не обернуть его обычным толстым проводом, но не потому, что этот трансформатор работает на токах высокой частоты и эти токи вытесняются на поверхность проводника, а не используют середину толстого провода, который приводит к нагреванию, это явление называется скин-эффектом!
И вы должны с этим бороться, вам просто нужно сделать проводник с большой поверхностью, это тонкое медное олово, и у него большая поверхность, по которой течет ток, а вторичная обмотка должна состоять из трех слоев медных лент, разделенных пленка из ПТФЭ тоньше, и все это обернуто слоями термобумаги.Эта бумага имеет свойство темнеть при нагревании, она нам не нужна и она плохая, не отпускает и главное, что остается — не рвется.
Обмотки можно намотать проводом ПЭВ сечением 0,5 … 0,7 мм, состоящим из нескольких десятков жил, но это хуже, так как провода круглые и стыкуются между собой с воздушными зазорами, замедляющими теплоотдачу и имеют меньшую общую площадь поперечного сечения проводов вместе взятых на 30%, что позволяет помещаться в окно ферритового сердечника.
Трансформатор нагревает не феррит, а обмотку, поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция внутри корпуса необходимо продуть вентилятором 220 вольт 0,13 ампер и более.
Дизайн
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Я купил эти радиаторы в компьютерном магазине для модернизации, всего по 3 … 4 доллара за штуку.
Силовой косой мостик надо делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть — на другом.Навинтите мостовые диоды HFA30 и HFA25 на эти радиаторы через слюдяную прокладку. IRG4PC50W нужно вкручивать без слюды через теплопроводную пасту КТР8.
Клеммы диодов и транзисторов должны быть прикручены друг к другу на обоих радиаторах, а между клеммами и двумя радиаторами вставить плату, соединяющую цепь питания 300 В с частями моста.
Схема не указывает на необходимость пайки 12 … 14 штук конденсаторов 0.15 микрон 630 вольт на блок питания 300 вольт на этой плате. Это необходимо для того, чтобы выбросы трансформатора попадали в цепь питания, устраняя резонансные скачки тока силовых переключателей от трансформатора.
Остальная часть моста соединена навесной установкой с проводниками небольшой длины.
Демпфер также показан на схеме; у них есть конденсаторы С15 С16; они должны быть К78-2 или СВВ-81. Никакой мусор туда не класть, так как демпферы играют важную роль:
первый — они гасят резонансные выбросы трансформатора
второй — они значительно снижают потери IGBT при отключении, так как IGBT открываются быстро, а закрываются намного медленнее и во время замыкания емкость C15 и C16 заряжается через диод VD32 VD31 дольше, чем время замыкания IGBT, то есть этот демпфер захватывает всю мощность на себя, предотвращая высвобождение тепла на ключе IGBT в три раза, чем без Это.
Когда IGBT является Fast разомкнутым , то через резисторы R24 R25 демпферы плавно разряжаются, и основная мощность распределяется на эти резисторы.
Настройка
Подайте питание на ШИМ 15 В и хотя бы один вентилятор, чтобы разрядить емкость C6, которая контролирует время срабатывания реле.
Реле K1 необходимо для замыкания резистора R11 после того, как конденсаторы C9 … 12 заряжаются через резистор R11, который снижает выброс тока при сварочном напряжении 220 вольт.
Без резистора R11 при включении получился бы большой БАХ при зарядке емкостью 3000 мкм 400В, для чего эта мера нужна.
Проверить работу реле, замыкающего резистор R11 через 2 … 10 секунд после подачи питания на плату ШИМ.
Проверьте плату ШИМ на наличие прямоугольных импульсов, идущих на оптопары HCPL3120 после срабатывания обоих реле K1 и K2.
Ширина импульса должна быть шириной относительно нулевой паузы 44% нуля 66%
Проверьте драйвер на наличие оптопар и усилителей, управляющих прямоугольным сигналом с амплитудой 15 вольт, чтобы убедиться, что напряжение на шторках IGBT не превышает 16 вольт.
Подайте напряжение 15 В на мост, чтобы проверить его работу и правильность изготовления моста.
Ток потребления не должен превышать 100 мА в режиме ожидания.
Убедитесь, что обмотки силового трансформатора и трансформатора тока правильно сформулированы, используя двухлучевые осциллографы.
Один луч осциллографа на первичной, второй на вторичной, так что фазы импульсов совпадают, разница только в напряжениях обмоток.
Подайте питание на мост от силовых конденсаторов C9 … C12 через лампочку 220 вольт 150..200 ватт после установки частоты ШИМ 55 кГц, подключите осциллограф к коллектор-эмиттер нижнего IGBT-транзистора, чтобы посмотреть на осциллограмма, чтобы не было скачков напряжения выше 330 вольт, как обычно.
Начните понижать тактовую частоту ШИМ до тех пор, пока на нижней клавише IGBT не появится небольшой изгиб, указывающий на перенасыщение трансформатора, запишите частоту, на которой произошел изгиб, разделите ее на 2 и прибавьте результат к частоте перенасыщения, например, перенасыщение 30 кГц делится на 2 = 15 и 30 + 15 = 45, 45 это рабочая частота трансформатора и ШИМ.
Ток потребления моста должен быть около 150мА и лампочка почти не должна светиться, если она светится очень ярко, это указывает на пробой обмоток трансформатора или неправильно собранный мост.
Подключите к выходу сварочную проволоку длиной не менее 2 метров для создания дополнительной выходной индуктивности.
Подайте питание на мост уже через чайник на 2200 ватт, и установите ток на ШИМ не менее R3 ближе к резистору R5 на лампочку, закройте сварочный вывод, проверьте напряжение на нижнем ключе моста так что на осциллографе не больше 360 вольт, и не должно быть шумов от трансформатора.Если это так, убедитесь, что датчик тока трансформатора правильно фазирован, пропустите провод в обратном направлении через кольцо.
Если шум остается, то вам необходимо разместить плату ШИМ и драйверы на оптопарах вдали от источников помех, в основном силового трансформатора, катушки индуктивности L2 и силовых проводов.
Даже при сборке моста драйверы нужно устанавливать рядом с радиаторами моста над транзисторами IGBT и не ближе к резисторам R24 R25 на 3 сантиметра.Соединения драйвера IGBT и выхода затвора должны быть короткими. Проводники, идущие от ШИМ к оптопарам, не должны проходить вблизи источников помех и должны быть как можно короче.
Все сигнальные провода от трансформатора тока и идущие к оптопарам от ШИМ должны быть скручены, чтобы снизить уровень шума, и должны быть как можно короче.
Затем начинаем увеличивать сварочный ток с помощью резистора R3 ближе к резистору R4, сварочный вывод замыкается на нижний ключ IGBT, ширина импульса немного увеличивается, что говорит о работе ШИМ.Ток больше — ширина больше, ток меньше — ширина меньше.
Никаких шумов не должно быть, иначе откажет IGBT .
Добавьте ток и слушайте, смотрите осциллографом на превышение напряжения нижнего ключа, чтобы не выше 500 вольт, максимум 550 вольт при перенапряжении, но обычно 340 вольт.
Достигните силы тока, когда ширина резко станет максимальной, что говорит о том, что чайник не может дать максимальный ток.
Вот и все, теперь иди прямо без чайника от минимума до максимума, смотри в осциллограф и слушай молчи. Для достижения максимального тока ширина должна увеличиваться, выбросы нормальные, обычно не более 340 вольт.
Начните готовку через 10 секунд. Проверяем радиаторы, потом 20 секунд тоже холодно и 1 минуту трансформатор теплый, прожигаем 2 длинных электрода 4мм трансформатор горький
Радиаторы диодов 150эбу02 после трех электродов заметно нагрелись, готовить уже сложно, человек устает, хотя варится круто, трансформатор горячий, да и сейчас никто не готовит.Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и его можно снова кипятить, пока он не встанет на место.
Ниже вы можете скачать печатные платы в формате LAY и другие файлы.
Евгений Родиков (evgen100777 [dog] rambler.ru). Если возникнут вопросы при сборке сварочного аппарата, пишите на E-Mail.
Список радиоэлементов
| Обозначение | Тип | Номинал | сумма | Note | Score | My notebook | |
|---|---|---|---|---|---|---|---|
| Блок питания | |||||||
| Линейный регулятор | LM78L15 | 2 | К ноутбуку | ||||
| Преобразователь AC / DC | TOP224Y | 1 | К ноутбуку | ||||
| Опорное напряжение IC | TL431 | 1 | К ноутбуку | ||||
| Выпрямительный диод | BYV26C | 1 | К ноутбуку | ||||
| Выпрямительный диод | HER307 | 2 | К ноутбуку | ||||
| Выпрямительный диод | 1N4148 | 1 | К ноутбуку | ||||
| диод Шоттки | MBR20100CT | 1 | К ноутбуку | ||||
| Диод защитный | P6KE200A | 1 | К ноутбуку | ||||
| Диодный мост | KBPC3510 | 1 | К ноутбуку | ||||
| Оптопара | PC817 | 1 | К ноутбуку | ||||
| C1, C2 | 10 мкФ 450 В | 2 | К ноутбуку | ||||
| Конденсатор электролитический | 100 мкФ 100 В | 2 | К ноутбуку | ||||
| Конденсатор электролитический | 470uF 400V | 6 | К ноутбуку | ||||
| Конденсатор электролитический | 50 мкФ 25 В | 1 | К ноутбуку | ||||
| C4, C6, C8 | Конденсатор | 0.1 мкФ | 3 | К ноутбуку | |||
| C5 | Конденсатор | 1 нФ 1000 В | 1 | К ноутбуку | |||
| C7 | Конденсатор электролитический | 1000uF 25V | 1 | К ноутбуку | |||
| Конденсатор | 510 пФ | 2 | К ноутбуку | ||||
| C13, C14 | Конденсатор электролитический | 10 мкФ | 2 | К ноутбуку | |||
| Vds1 | Диодный мост | 600V 2A | 1 | К ноутбуку | |||
| NTC1 | Термистор | 10 Ом | 1 | К ноутбуку | |||
| R1 | Резистор | 47 кОм | 1 | К ноутбуку | |||
| R2 | Резистор | 510 Ом | 1 | К ноутбуку | |||
| R3 | Резистор | 200 Ом | 1 | К ноутбуку | |||
| R4 | Резистор | 10 кОм | 1 | К ноутбуку | |||
| Резистор | 6.2 Ом | 1 | К ноутбуку | ||||
| Резистор | 30 Ом 5Вт | 2 | К ноутбуку | ||||
| Сварочный инвертор | |||||||
| ШИМ-контроллер | UC3845 | 1 | К ноутбуку | ||||
| VT1 | МОП-транзистор | IRF120 | 1 | К ноутбуку | |||
| Vd1 | Выпрямительный диод | 1N4148 | 1 | К ноутбуку | |||
| VD2, VD3 | диод Шоттки | 1N5819 | 2 | К ноутбуку | |||
| Vd4 | Стабилитрон | 1N4739A | 1 | 9Б | К ноутбуку | ||
| VD5-VD7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | К ноутбуку | ||
| Vd8 | Диодный мост | KBPC3510 | 2 | К ноутбуку | |||
| C1 | Конденсатор | 22 нФ | 1 | К ноутбуку | |||
| C2, C4, C8 | Конденсатор | 0.1 мкФ | 3 | К ноутбуку | |||
| C3 | Конденсатор | 4,7 нФ | 1 | К ноутбуку | |||
| C5 | Конденсатор | 2,2 нФ | 1 | К ноутбуку | |||
| C6 | Конденсатор электролитический | 22 мкФ | 1 | К ноутбуку | |||
| C7 | Конденсатор электролитический | 200 мкФ | 1 | К ноутбуку | |||
| C9-C12 | Конденсатор электролитический | 3000 мкФ 400 В | 4 | К ноутбуку | |||
| R1, R2 | Резистор | 33 кОм | 2 | К ноутбуку | |||
| R4 | Резистор | 510 Ом | 1 | К ноутбуку | |||
| R5 | Резистор | 1.3 кОм | 1 | К ноутбуку | |||
| R7 | Резистор | 150 Ом | 1 | К ноутбуку | |||
| R8 | Резистор | 1 Ом 1Вт | 1 | К ноутбуку | |||
| R9 | Резистор | 2 МОм | 1 | К ноутбуку | |||
| R10 | Резистор | 1.5 кОм | 1 | К ноутбуку | |||
| R11 | Резистор | 25 Ом 40Вт | 1 | К ноутбуку | |||
| R3 | Подстроечный резистор | 2,2 кОм | 1 | К ноутбуку | |||
| Подстроечный резистор | 10 кОм | 1 | К ноутбуку | ||||
| K1 | Реле | 12V 40A | 1 | К ноутбуку | |||
| K2 | Реле | РЭС-49 | 1 | К ноутбуку | |||
| Q6-Q11 | ТранзисторIGBT | IRG4PC50W | 6 | ||||
В жизни каждого «радиоубийцы» наступает момент, когда нужно сварить несколько литиевых батарей вместе — либо при ремонте разрядившейся от возраста батареи ноутбука, либо при сборке питания для другого корабля.Паять «литий» 60-ваттным паяльником неудобно и страшно — просто перегреваешь — а в руках дымовая граната, которую водой тушить бесполезно.
Коллективный опыт предлагает два варианта: либо пойти на помойку в поисках старой микроволновки, разобрать ее и получить трансформатор, либо потратить много денег.
Ради нескольких сварок категорически не хотелось искать трансформатор, распилил и перемотал. Я хотел найти сверхдешевый и сверхпростой способ сваривать батареи электрическим током.
Мощный низковольтный источник постоянного тока, доступный каждому — это обычный б / у аккумулятор от автомобиля. Бьюсь об заклад, он у вас уже есть где-то в кладовой или вы можете найти его у соседа.
Я вам говорю — лучший способ получить старую батарею бесплатно — это
ждите морозов. Идите к бедолаге, который не заводит машину — он скоро побежит за новым свежим аккумулятором в магазин, и он вам его просто так отдаст. В холодную погоду старый свинцовый аккумулятор может плохо работать, но после зарядки дома в тепле он достигнет полной емкости.
Чтобы сварить аккумуляторы током от аккумулятора, нам потребуется подавать ток короткими импульсами за считанные миллисекунды — иначе получится не сварка, а прожигание дыр в металле. Самый дешевый и доступный способ коммутации тока 12-вольтовой батареи — электромеханическое реле (соленоидное).
Проблема в том, что обычные автомобильные реле на 12 В рассчитаны максимум на 100 ампер, а токи короткого замыкания во время сварки во много раз больше.Есть риск, что якорь реле просто приварится. И тут на просторах Алиэкспресс наткнулся на реле стартера мотоцикла. Считалось, что если эти реле выдержат пусковой ток, причем много тысяч раз, то это сгодится для моих целей. Это видео окончательно убедило здесь, где автор испытывает подобное реле:
Привет, мозг ! Представляю вашему вниманию аппарат для точечной сварки на базе микроконтроллера Arduino Nano.
Это устройство можно использовать для приваривания пластин или проводников, например, к контактам аккумулятора 18650.Для проекта нам понадобится блок питания на 7-12 В (рекомендуется 12 В), а также автомобильный аккумулятор на 12 В в качестве источника питания для самого сварочного аппарата. Обычно стандартный аккумулятор имеет емкость 45 А / ч, чего достаточно для сварки никелевых пластин толщиной 0,15 мм. Чтобы сваривать более толстые никелевые пластины, вам понадобится батарея большего размера или две, подключенные параллельно.
Сварочный аппарат генерирует двойной импульс, длительность первого которого составляет 1/8 секунды.
Длительность второго импульса контролируется потенциометром и отображается на экране в миллисекундах, поэтому очень удобно регулировать длительность этого импульса.Диапазон регулировки от 1 до 20 мс.
Посмотрите видео, в котором подробно описывается процесс создания устройства.
Шаг 1: Изготовление печатной платыДля изготовления печатной платы можно использовать файлы Eagle, которые доступны следующим образом.
Проще всего заказать платы у производителей печатных плат. Например, на pcbway.com. Здесь вы можете купить 10 досок примерно за 20 €.
Но если вы привыкли все делать самостоятельно, то для изготовления макета платы используйте приложенные схемы и файлы.
Шаг 2: Установка компонентов на платы и паяльные проводники Процесс установки и пайки компонентов достаточно стандартный и простой. Сначала установите небольшие компоненты, а затем более крупные.
Наконечники сварочного электрода изготовлены из сплошной медной проволоки сечением 10 квадратных миллиметров.Для кабелей используйте гибкие медные провода сечением 16 квадратных миллиметров.
Для управления сварочным аппаратом необходим педальный переключатель, так как кончики сварочного электрода удерживаются обеими руками.
Для этого я взял деревянный ящик, в который установил вышеуказанный переключатель.
Таймер-таймер — это устройство, с помощью которого можно регулировать время воздействия текущего импульса.Таймер реле времени для точечной сварки измеряет продолжительность воздействия сварочного тока на соединяемые детали, частоту его возникновения. Это устройство используется для автоматизации процессов сварки, изготовления сварного шва с целью создания различных конструкций из листового металла. Он контролирует электрическую нагрузку в соответствии с заданной программой. Реле времени для контактной сварки программируется в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также длительности сварочного тока.
Принцип работы
Это реле времени для точечной сварки сможет включать и выключать аппарат в заданном режиме с определенной частотой на постоянной основе. Проще говоря, он осуществляет замыкание и размыкание контактов. С помощью датчика вращения можно установить интервалы времени в минутах и секундах, по истечении которых необходимо включить или отключить сварку.
Дисплей используется для отображения информации о текущем времени включения, периоде воздействия металла сварочного аппарата, количестве минут и секунд до включения или выключения.
Типы таймеров для точечной сварки
На рынке можно найти таймеры с цифровым или аналоговым программированием. В них используются реле различных типов, но наиболее распространенными и недорогими являются электронные устройства. Принцип их работы основан на специальной программе, которая записана на микроконтроллер. С его помощью можно настроить время задержки или включить.
В настоящее время можно приобрести реле времени:
- с выдержкой;
- с задержкой на включение;
- устанавливается на установленное время после подачи напряжения;
- устанавливается на установленное время после подачи импульса;
- тактовый генератор.
Компонент для создания реле времени
Чтобы создать таймер для реле времени для точечной сварки, вам понадобятся следующие данные:
- плата программирования Arduino Uno
- макетная плата или экран датчика — обеспечивает более простое соединение установленных датчиков с доска;
- провода как мама-мама;
- дисплей, на котором могут отображаться не менее двух строк по 16 символов подряд;
- реле переключения нагрузки; Датчик угла поворота
- с кнопкой; Блок питания
- , обеспечивающий подачу электрического тока на устройство (при тестировании можно запитать его через USB-кабель).
Особенности создания таймера таймера для точечной сварки на плате ардуино
Для его изготовления необходимо четко следовать схеме.
При этом часто используемую плату arduino uno лучше заменить на arduino pro mini, так как она имеет значительно меньшие размеры, дешевле, да и паять провода намного проще.
Собрав все компоненты таймера для контактной сварки на ардуино, нужно припаять провода, соединяющие плату с другими элементами этого устройства.Все элементы необходимо очистить от налета и ржавчины. Это значительно увеличит время работы реле таймера.
Вам нужно правильно выбрать корпус и собрать в нем все элементы. Он обеспечит устройству достойный внешний вид, защиту от случайных ударов и механических воздействий.
По окончании необходимо провести установку выключателя. Он понадобится, если владелец сварочного аппарата решит оставить его на длительное время без присмотра, во избежание возгорания, порчи имущества в случае возникновения чрезвычайной ситуации.С его помощью, выходя из комнаты, любой пользователь может без особых усилий выключить устройство.
«Примечание!
Таймер для контактной сварки на 561 является более совершенным устройством, так как он создан на новом современном микроконтроллере.» Он позволяет более точно измерять время, устанавливать частоту включения и выключения устройства. . «
Таймер контактной сварки на 555 не так совершенен и имеет урезанный функционал. Но его часто используют для создания таких устройств, так как он дешевле.
Чтобы лучше понять, как создать сварочный аппарат, следует обратиться к сотрудникам компании. Кроме того, предлагаем рассмотреть схему создания этого устройства. Поможет понять принцип работы устройства, что и куда паять.
Заключение
Таймер для точечной сварки на ардуино — это точный и качественный прибор, который при правильной эксплуатации прослужит долгие годы. Это довольно простое устройство, поэтому его легко монтировать на любую сварку.Кроме того, таймер точечной сварки прост в обслуживании. Работает даже в сильный мороз, практически не подвержен негативным проявлениям окружающей природной среды.
Можно собрать устройство своими руками или обратиться к профессионалам. Последний вариант предпочтительнее, так как гарантированно даст конечный результат. Компания протестирует элементы устройства, выявит проблемы, устранит их, таким образом восстановив его работоспособность.
Сравните цены на картон аргона — Купите картон аргона по выгодной цене у международных продавцов на AliExpress
Отличные новости !!! Вы попали в нужное место для аргоновой доски.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку, надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая аргоновая доска в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели аргоновую доску на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в аргоновой доске и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести argon board по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
WONDER WELDER ОТРЕМОНТИРУЕМЫЕ БАЗОВЫЕ УСТРОЙСТВА | ||||||
ФОТО | МОДЕЛЬ | ОСОБЕННОСТИ | ЦЕНА | |||
| ||||||
TS-8500R ТРЕХФАЗНЫЙ | 8500R / ТРАНСФОРМАТОР 20 кВА Максимальная выходная мощность достигается при использовании трансформатора с большим сердечником. Эта универсальная машина использует Схема DCC, позволяющая выполнять сварку через окрашенные поверхности. Предлагает восемь сварочных функций. | 2400,00 долларов США | ||||
| ||||||
|
| |||||
|
| |||||
* СТАНДАРТНОЕ ОБОРУДОВАНИЕ для сварочного аппарата | ||||||
ОТРЕМОНТИРОВАННЫЙ AROMASTER II ТОЧЕЧНАЯ СВАРКА — КОМПЛЕКТАЦИЯ | ||||||
АРОМАСТЕР II ТРЕХФАЗНЫЙ |
| 5900,00 долларов США | ||||
ОТРЕМОНТИРОВАННЫЙ HIRANE RESISTANCE SPOT WELDERS | ||||||
HIRANE AUTO SPOTTER |
| 6900 долларов.00 | ||||
ОТРЕМОНТИРОВАННЫЙ 11M DATALINER / DAMIEN RESISTANCE SPOT WELDERS | ||||||
11M Dataliner / Damien ОДНОФАЗНЫЙ |
| 5 000,00 долларов США | ||||
ОТРЕМОНТИРОВАННЫЙ ИНВЕРТОР SAITEK СВАРКИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | ||||||
SAITEK INVERTEX E-1 ОДНО-ТРЕХФАЗНЫЙ |
| 7 200,00 долл. США | SAITEK INVERTEX Z-1 RESISTANCE SPOT WELDER 2 ФАЗА / 3 ФАЗА |
| 10 000,00 | |
Pro Spot :: Поддержка
Подтверждение напряжения питания сварщика
Инверторные сварочные аппараты используют 208–240 В или 440–480 В.Важно знать, о каком уровне идет речь. Посмотрите на бирку с серийным номером на задней панели шкафа, чтобы определить правильное напряжение для данного сварочного аппарата. Они могут работать на максимальной мощности, используя трехфазное питание или двухфазное питание (также известное как однофазное). Индикаторы на передней панели будут гореть в соответствии с доступной мощностью. Если индикаторная лампа фазы загорелась, это не указывает на надлежащий уровень напряжения — имеется только это напряжение. Установите выключатель на заводской панели в положение ВКЛ, а выключатель сварщика — в положение ВЫКЛ.Обратите внимание на расположение выступов на вилке сварочного аппарата. Посмотрите на три выступа, которые выглядят одинаково, и на цилиндрический штифт, который отличается. Проушина штифта будет заземлена. Выполните следующие шаги:
- Настройте измерительный прибор для измерения переменного напряжения.
- Подключите сварочный аппарат к розетке.
- Удалите заглушку ровно настолько, чтобы получить доступ к проушинам заглушки с измерительными зондами.
- Измерьте от 1 до 2, от 1 до 3 и от 2 до 3.
- Зарегистрируйте три показания на бумаге.Они должны быть близко друг к другу и на уровне 208В или выше. Если проверка не увенчалась успехом, снимите вилку, проверьте проводку и произведите необходимый ремонт.
- Позвоните квалифицированному техническому специалисту или электрику для дальнейшего тестирования, если не удается быстро найти положительный результат.
Поиск и устранение неисправностей пистолета точечного отжима
Двусторонний точечный пистолет подключается к вторичной обмотке сварочного трансформатора и по существу замыкает выходной сигнал во время цикла сварки.Пистолет создает очень высокое давление сжатия между электродами, что важно для качественной контактной точечной сварки. Стандартный «сжимающий» пистолет может создавать давление более 500 фунтов, а пистолет высокого давления может создавать более 1200 фунтов на концах сварных швов за счет использования большого воздушного цилиндра внутри пистолета. Каждый конец цилиндра подключен к воздуховоду, который проходит до нижней части пистолета через командный кабель. (Командный кабель — это управляющая связь между шкафом и пистолетом.)
Электрическое соединение с пистолетом представляет собой трехпроводную конфигурацию, в которой два триггера имеют общий общий (-24 В постоянного тока). Провод проходит через командный кабель. Круглый металлический 4-контактный разъем используется на передней панели, а продолговатый 3-контактный пластиковый разъем используется внутри пистолета. Специальный жгут передает сигналы непосредственно от триггерных переключателей на 3-контактный разъем, обратно в шкаф и, наконец, на печатную плату.
Отказ или плохой сварной шов
Невыполнение сварки и плохая сварка из-за неисправности пистолета могут возникать двумя способами.Во-первых, пистолет может выйти из строя из-за удаленной электрической или механической проблемы, а во-вторых, он выйдет из строя из-за локальной проблемы со сварочными наконечниками.
Подтвердите следующее: давление сжатия (от 65 до 80 фунтов на кв. Дюйм), цепь срабатывания (непрерывность на разъемах кабеля управления), соединения сварочного кабеля (плотно с обоих концов) и точки контакта хода (втулка и уплотнительные кольца поршня в хорошем состоянии) . Наконечники должны быть чистыми, новыми или заправленными и иметь правильные стойки и рычаги для работы. Командные кабели обычно не ремонтируются, так как компоненты нагреваются и обматываются под давлением.
Пистолет не реверсирует
Если пистолет не открывается, проверить цепь спускового крючка. Проверьте целостность на пистолете и кабельных разъемах. Убедитесь, что поток воздуха достигает цилиндра пистолета. Возможно, был зажат воздушный шланг. Убедитесь, что стяжки кабельного жгута достаточно ослаблены, чтобы обеспечить поток.
Подтвердите поток через авиалинии к пистолету. (Отсоедините авиалинии: 1) у шкафа и нажмите триггеры, чтобы открыть соленоид — услышите воздушный поток, затем снова подключите и 2) у пистолета и снова нажмите триггеры — снова услышите взрыв.Замените все непроточные линии. (Обычно командный кабель заменяется в сборе, когда с ним возникают проблемы.) Прямое действие пистолета очень надежно, поскольку задняя воздушная камера с обоих концов герметизирована уплотнительными кольцами. Воздух обратного действия может просочиться через втулку в головке (носу) пистолета.
Убедитесь, что следующие условия не являются причиной проблемы: оплавленная втулка, слишком затянутые установочные винты наконечника, плохая смазка внутреннего уплотнительного кольца, отсутствие воздуха REV.
Низкое давление сжатия
Когда речь идет о давлении сжатия:
Проверить давление воздуха по манометру на панели.
Проверьте, не пережат ли воздушный шланг.
Убедитесь, что установлены электроды правильной длины.
- пистолет передний воздушный
- Проволока спускового крючка пистолета
- Пистолет реверсивный
- Проволока спускового крючка пистолета для удаления вмятин
- переключатель насоса охлаждения
Уходит из-за инсульта? Качество отжима гарантируется, когда в игре есть соответствующее давление воздуха и плавный ход.Эту ситуацию создают эффективные проверки и настройки оружия.
Окно сервисной панели — Индикаторы состояния системы управления
Расположение: внутри лотка для инструментов и принадлежностей i4 и PR-2000 (под резиновым ковриком).
Назначение: Быстро определить состояние многих внутренних систем, не открывая сварочный аппарат. Сварщик должен быть включен. Посмотрите в окно. Есть несколько огней, на которые стоит обратить внимание. Окна индикаторов напряжения имеют по три светодиодных индикатора в каждом окне, в то время как окна IGBT и шинопровода имеют только один индикатор на окно.
ПРИМЕЧАНИЕ: D означает диод, а число определяет расположение платы устройства.
Лампы состояния системы управления окнами служебной панели
Поднимите резиновый коврик в лотке для инструментов, чтобы открыть окно сервисной панели.
Высокое напряжение шины в норме: светодиоды 1 и 2 показывают наличие постоянного тока 300 вольт. Оба остаются включенными (но часто виден только один из них, если не снята верхняя крышка).
D06 = присутствует
D26 = присутствует
Система управления IGBT в норме: светодиоды 1, 2, 3, 4 показывают наличие напряжения на каждом затворе IGBT.Каждый светодиод должен оставаться включенным. Светодиод 5 (желтый) показывает управляющее напряжение 15 В постоянного тока и должен гореть постоянно. Эти диоды находятся на отдельной вертикальной мини-плате.
D107 = присутствует
D108 = присутствует
D109 = присутствует
D110 = присутствует
D101 = 15 В присутствует
Вход переменного тока — Состояние падения напряжения: светодиоды 4, 5, 6 указывают на проблему, если какой-либо из них загорается во время сварки.Все они ненадолго загораются во время запуска, затем остаются ВЫКЛЮЧЕННЫМИ.
D23 = Падение первичного напряжения 10%
D22 = Падение первичного напряжения 15%
D21 = Падение первичного напряжения 20%
Индикаторы напряжения постоянного тока, светодиоды 1, 2, 3 указывают на генерируемые и присутствующие логические напряжения. Они загораются во время запуска и остаются включенными.
D10 = 15 В присутствует
D11 = 18 В присутствует
D12 = 24 В присутствует
Инструкции по установке — SJE Rhombus
Build-A-Panel ™ PLUS
Форма активации и настройки связи с панелью
Панели EZ Series®
EZ Series® (симплексный, дуплексный)
EZ Series® In-Site® с датчиком уровня C (симплексный, дуплексный)
EZ Series® Plugger
EZ Series® Plugger Post
Circuit Board Replacement In-Site Руководство пользователя EZ Connect — Мобильное приложение EZ Connect для Android
— iOS
Руководство по установке программного обеспечения In-Site®
Панели серии Friendly Series® для установщика
Панели IFS типа
Серия IFS с C-Level ™ (все типы, кроме дуплексного конденсатора)
Серия IFS с C-Level ™ (дуплексный конденсатор)
IFS In-Site® Simplex Demand
IFS In-Site® Duplex Demand
IFS Drip
Панели серии NEX
Односторонняя панель NEX Series®
Дуплексная панель NEX Series®
Однофазные симплексные панели
Модель 111
Модель 115
Модель 112
Однофазные дуплексные панели
Модель 122
Трехфазные симплексные панели
Модель 312
Трехфазные дуплексные панели
Модель 322
Модель 32S
Модель 32XR
Конденсатор пусковой работы
Модель 113
Модель 123
Искробезопасные панели
Модель 114
Модель 124
Модель 314
Модель 324
Панели дозирования по времени
Модель TD
PS11-PS12
Продукты Plugger
Пробка JB
Система Quick Post Plus ™
Нажимная гайка Quick Post Plus ™
Ultra Nator ™
PS Patrol®
Колодец с водой
Модель 126
Продукты обнаружения масла
SJE Oil Spotter ™
SJE Oil Spotter ™ Auto
Стартовые коробки
Наборы для начинающих Select Start ™
Регуляторы постоянного давления
VARIOspeed® N1
VARIOspeed® 3R
VARIOspeed® 3R Duplex
Системы охранной сигнализации
Xpert Alert® Внутренняя сигнализация
Xpert Alert® WiFi Внутренняя сигнализация
Xpert Alert® WiFi Краткое руководство по установке
Xpert Alert® WiFi Руководство по настройке
Tank Alert® AB
Tank Alert® AB со вспомогательными контактами
Tank Alert® AB DUO
Tank Alert® AB DUO со вспомогательными контактами
Tank Alert® I
Tank Alert® EZ
Подключение клеммной колодки Tank Alert® EZ
Подключение клеммной колодки Tank Alert® XT
Подключение клеммной колодки Tank Alert® XT
Опция дополнительных контактов Tank Alert® XT
Резервуар Alert® 4X
Tank Alert® Solar
Tank Alert® Solar Circuit Board-Замена батареи
Контроль уровня
Блок преобразователя C-Con ™
SJE Level Monitor ™ CL
Переключатели для насосов
Инструкции по установке переключателя насоса
SJE PumpMaster®
SJE PumpMaster® Plus
SJE PumpMaster® SPDT
Junior Super Single®
Super Single®
SJE AmpMaster®
SJE PumpMaster® WPS
SJE PumpMaster® Quick Fit
Double Float® Master
SJE VerticalMaster®
SJE MicroMaster®, SPDT, Plus
SJE MicroMaster® AC-DC
SJE MicroMaster® Plus WS
Double Float®
SJE HiTempMaster ™
Управляющие переключатели
Система поплавкового соединения EZconnex® с 3 портами
Система поплавкового соединения EZconnex® с 4 портами
Поплавковый переключатель EZconnex® и заглушка
Поплавковый выключатель EZconnex® SJE MegaMaster ™ и заглушка
SJE MegaMaster®
SJE SignalMaster®
SJE SignalMaster® SPD
SJE MilliAmpMaster ™ WPS
SJE MilliAmpMaster ™
SJE VerticalMaster® II LC
Датчик Float®
Датчик Float® Mini
Принадлежности
Распределительные коробки
Принадлежности
Монтажный комплект для стояка
Имитатор датчика C-Level ™
Имитатор 4-20 мА
Передатчик Sub-X ™
Вес кабеля Mini
Вертикальный геркон
Продукты предыдущих поколений
MySpy® WiFi Messenger Краткое руководство по началу работы
MySpy® WiFi Messenger Руководство по установке
MySpy® WiFi Messenger Инструкции по установке
Auto Dialer
Home Temperature Monitor
— низкая проводимость снижает эффективность сварки
Большинство людей понимают, что в основе сварочных работ лежит электрическая цепь.Хотя сбои в этой цепи могут легко повлиять на производительность, качество сварки и срок службы оборудования.
Понимание роли проводимости в сварочных операциях и способов устранения проблем, которые могут сократить время простоя, переделки и ненужные затраты на оборудование.На все эти факторы в конечном итоге влияет проводимость: способность электрического тока течь по сварочной цепи. Электропроводность также может быть обозначена как обратная величина: сопротивление или препятствие свободному течению электричества по цепи.Если электрический ток движется с очень небольшим сопротивлением, материал очень проводящий. Золото — один из самых проводящих материалов на Земле, но его стоимость не позволяет использовать его в сварочном оборудовании.
Использование меди, алюминия и других металлов в сварочном оборудовании обеспечивает хороший баланс между стоимостью и проводимостью. Медь, используемая в сварочном оборудовании, хорошо пропускает электрический ток. Свойства материала все еще очень малы, но этого недостаточно, чтобы помешать сварке.Однако чрезмерное сопротивление в цепи может вызвать дефекты сварных швов, снизить производительность и привести к преждевременному выходу оборудования из строя.
Воздействие проводимости
Чтобы точно понять, как проводимость влияет практически на все аспекты вашей сварочной операции, можно подумать о сварочной цепи, как о садовом шланге. Вода, протекающая по шлангу, аналогична электрическому току в цепи. Сжатие шланга в одном месте уменьшает количество воды, которая может вытекать из шланга.Точно так же область электрического сопротивления, такая как изношенное или грязное соединение силовых контактов, ограничивает электрический поток по всей длине цепи.
Когда сопротивление не дает электронам продолжать движение по цепи, они преобразуют свою энергию в тепло. Окружающие компоненты поглощают тепло. Тепло заставляет пластиковые и металлические компоненты расширяться и сжиматься при охлаждении, создавая механическое напряжение, которое может привести к преждевременному выходу оборудования из строя.
Интересно, что тепло само по себе является источником сопротивления.Вот почему процессы сварки при высоких температурах, например с использованием порошковой проволоки, требуют, чтобы контактный наконечник был утоплен как можно дальше от сварочной дуги. Поскольку контактный наконечник поглощает тепло от дуги, он теряет способность передавать ток на проволоку. Это приводит к ухудшению сварочных характеристик.
Чрезмерное сопротивление в любом месте цепи может привести к множеству проблем. Это включает в себя разбрызгивание или неустойчивую дугу, непостоянный внешний вид сварного шва и частое выгорание контактного наконечника.Эти проблемы возникают из-за того, что сопротивление в цепи снижает количество тока, который может протекать к сварочной дуге. Когда источник питания обнаруживает пониженный ток в дуге, он посылает скачок напряжения, чтобы преодолеть ограниченный ток. Это повышенное напряжение вызывает треск и разбрызгивание, что приводит к плохому и нестабильному качеству сварки.
Точный поиск неисправностей
Как видно на этой схеме, существует множество областей, в которых может произойти прерывание проводимости.Регулярная проверка механических соединений между компонентами позволяет избежать проблем до их возникновения.Возможность правильно определить и устранить чрезмерное электрическое сопротивление имеет решающее значение для снижения затрат на оборудование и переделки.
На механические соединения между сварочными компонентами приходится большинство нарушений проводимости. К ним относятся: соединение между источником питания и вилкой кабеля питания пистолета; фитинги и соединения между кабелем питания горелки, шейкой, диффузором, контактным наконечником и сварочной проволокой; и соединения между рабочим кабелем, сварочным столом и источником питания.Регулярно проверяйте эти соединения до возникновения проблем, чтобы избежать сложных проблем в будущем.
Существует три основных типа концевой заделки силового кабеля: компрессионный, установочный винт и гофрированный. Компрессионные фитинги обычно обеспечивают наилучшее сочетание долговечности и ремонтопригодности. Отремонтировать резьбовые соединения набора несложно, но часто они выходят из строя и требуют частой затяжки. Обжимные фитинги обеспечивают хороший контакт между кабелем и пистолетом, но также подвержены перегреву и постепенному износу.Затяните ослабленные соединения кабеля, пистолета и источника питания в соответствии со спецификациями производителя или замените их в случае повреждения.
Поскольку сварочная проволока со временем изнашивает отверстие, контактный наконечник следует проверять в первую очередь при поиске и устранении неисправностей. Контактный наконечник, который не поддерживает постоянное соединение со сварочной проволокой, следует заменить независимо от того, является ли он основным источником проблемы с проводимостью.
прерывания
Горловина, диффузор и контактный наконечник подвергаются повторяющимся механическим нагрузкам, поскольку они поглощают тепло от дуги, а затем остывают после завершения сварки.Краска и другие поверхностные загрязнения могут снизить проводимость соединения рабочего кабеля. Чтобы обеспечить максимальный электрический поток, прикрепите зажим рабочего кабеля к чистому неокрашенному металлу как можно ближе к сварному шву. При использовании вращающихся рабочих кабелей, таких как поворотные столы и позиционеры, токопроводящая смазка может помочь увеличить площадь токопроводящей поверхности между движущимися и неподвижными частями.
Другим наиболее частым источником прерывания проводимости является изношенная медная проволока внутри пистолета или, что реже, в кабелях рабочего кабеля.Эти жилы могут истираться и ломаться из-за повторяющихся изгибов и скручиваний, особенно на пистолетах, которые не содержат компонентов для снятия натяжения в точках соединения с пистолетом и источником питания. Кроме того, термические напряжения могут привести к тому, что медная проволока станет хрупкой, что повысит вероятность усталостного разрушения.
По этой причине изгибать или перекручивать кабель пистолета следует только в случае крайней необходимости. Резистивное тепло, вызванное изношенной скрученной проволокой, помимо ухудшения характеристик сварки, может также ускорить разрушение оставшихся неповрежденных жил и привести к возможному выходу кабеля из строя.
Устранение неисправностей Повреждения
Соединение штыря питания может ослабнуть и вызвать повышенное сопротивление. Функция снятия натяжения на этом пистолете снижает вероятность разрыва скрутки кабеля при подключении к силовому штырю.К сожалению, сложно и часто непрактично проверять кабель на предмет повреждений в качестве превентивной меры. Сначала проверьте механические соединения и фитинги, если плохая проводимость является предполагаемой причиной проблемы при сварке, а затем перейдите к проверке состояния кабеля.
Можно разрезать и повторно заделать кабель, если повреждение происходит рядом с соединениями с источником питания или пистолетом. Серьезное повреждение кабеля или повреждение около середины кабеля может потребовать замены кабеля или всего пистолета.
Сварочные технологии значительно продвинулись вперед со времен «жужжащих боксов» постоянного тока, но одна вещь, которая оставалась неизменной на протяжении десятилетий, — это необходимость создания и обслуживания надежной электрической цепи. Сопротивление незакрепленных фитингов и соединений является естественной частью износа сварочного оборудования при нормальной эксплуатации.Однако знание общих признаков плохой проводимости и выполнение регулярных проверок поможет убедиться, что повышенное сопротивление не приведет к чрезмерным затратам на оборудование и доработку.
.