Самый простой сварочный инвертор своими руками: схема, устройство
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Простой сварочный инвертор своими руками
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества
- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.
Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.


Устройство и схема простого инвертора
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как сварочный инвертор Сварог Pro Arc 180 или Ресанта 250, внося свои изменения. Здесь представлена наиболее простая для самостоятельного воплощения схема.
Схема простого инвертора
Методика расчета
Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока , которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%.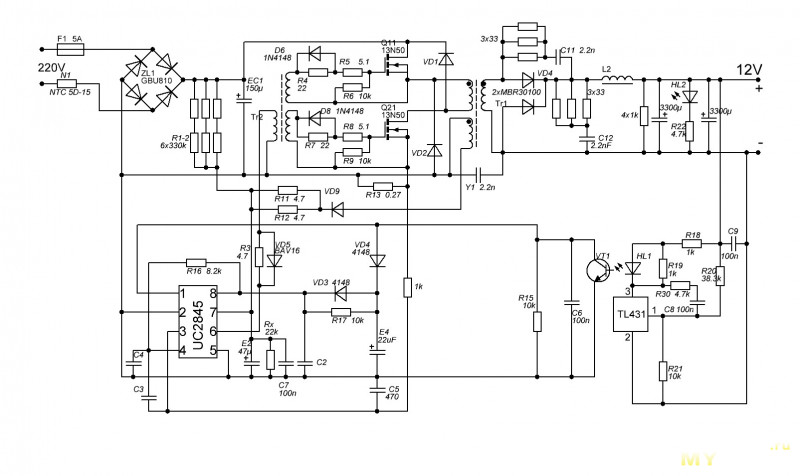 Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц. Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалы
Для того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.
Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.

Технология изготовления и рекомендации по настройке
Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.
Проверка напряжения на транзисторе
Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.
Намотанный вручную трансформатор в 100 витков
Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
- Общие сведения о сварочном инверторе
- Назначение и особенности функционирования
- Принцип работы оборудования
- Изготовление резонансного инвертора
- Схема оборудования
- Предотвращение залипания электрода
- Простой сварочный прибор
- Схема и комплектующие
- Блок питания и силовая часть
- Инверторный блок и охлаждение
- Пайка, настройка и проверка работоспособности
- Простейшее инверторное устройство для сварки

Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.

Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.

После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
 Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
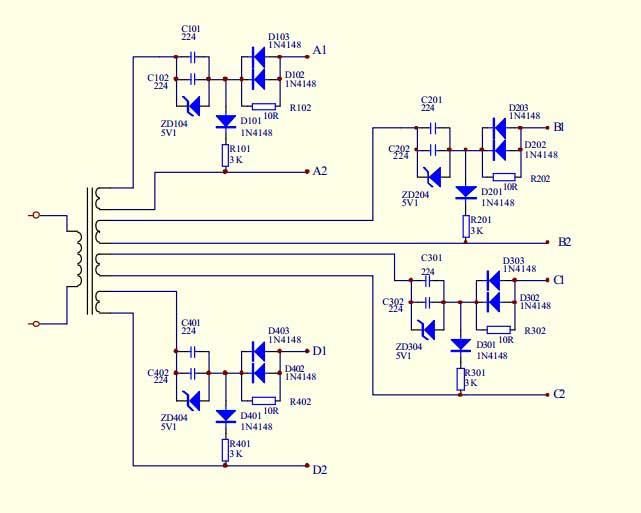
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Что лучше? (За и против)
Сварка электродом и сварка МИГ являются двумя наиболее часто используемыми процессами, и новички могут освоить их оба.
Основное различие между сваркой MIG и дуговой сваркой заключается в электроде, который они используют для создания дуги, и в защитном газе. MIG использует расходуемую сплошную проволоку, которая подается машиной, и отдельный защитный газ, в то время как при сварке стержнем используется электрод с покрытием, который горит, образуя собственный защитный газ.
Это простое объяснение, но есть и более сложные различия, которые мы рассмотрим ниже.
Но прежде чем мы это сделаем, вот краткий обзор суммированных различий…
Краткий обзор MIG и Stick
| МИГ | Палка | |
|---|---|---|
| Запуск дуги, простота использования | ✅ Нажать на курок и приварить | ⛔ Запуск с нуля, электрод может прилипнуть |
| Кривая настройки/обучения | ⛔ Умеренный | ✅ Низкий |
| Стоимость | ⛔ $$ | ✅ | $
| Подготовка поверхности | ⛔ Ярко-белый металл лучше всего | ✅ Справляется с краской, ржавчиной и грязью |
| Ветер | ⛔ Менее 5 миль в час | ✅ До 35 миль в час |
| После очистки | ✅ Очень мало | ⛔ Очистка от шлака и брызг |
| Тонкий материал | ✅ До 24 калибра. | ⛔ 1/8 или толще |
| Толстый материал | ⛔ Приемлемо при достаточной мощности | ✅ Хорошее проникновение, более 3/8 дюйма. толстая палочка — лучший выбор |
| Чугун | ⛔ Возможно, но более слабый шов | ✅ Лучшее проникновение, прочнее, чем MIG |
| Алюминий | ✅ Чистее, чем палочка | ⛔ Возможно, но сложнее |
| Рекомендуемые машины | Посмотреть сварочные аппараты MIG | Сварочные аппараты View Stick |
Если вы не знакомы с другими распространенными процессами (MIG, Flux-core и TIG), стоит потратить время на обзор этих широко используемых процессов сварки.
Основы сварки электродом
Официальное название электродуговой сварки электродом в среде защитного газа (SMAW). Он также известен как ручная дуговая сварка металлическим электродом, дуговая сварка с защитой от флюса или, неофициально, как сварка электродом. Это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом.
Сварочный стержень обычно имеет длину около 14 дюймов и удерживается в электрододержателе. Затем к изделию подключается заземляющий кабель для замыкания электрической цепи.
Когда электрод ударяется о заготовку, образуется дуга, и при сварке электродом расходуется электрод. Флюсовое покрытие обеспечивает защитный газовый экран расплавленной ванны, предотвращая загрязнение сварочного шва химически активными газами в воздухе.
Простота использования и небольшой срок обучения позволяют новичкам быстро освоить электродуговую сварку. Его часто считают самым простым и простым видом сварки.
Профи
- Простота установки и обучения
- Работает в ветреную погоду
- Лучшее проникновение хорошо справляется с толстым материалом
- Доступный
- Стойкость к краске, ржавчине и грязи
- Колодец сварной чугунный
- Портативный
Минусы
- Образует шлак и брызги, требующие очистки
- Запуск с нуля, электроды могут прилипнуть
- Алюминиевые сварные швы возможны, но больше разбрызгивается, а стержни трудно хранить
- Не работает на заготовке менее 1/8 дюйма.

Основы сварки MIG
Сварка в среде инертного газа («MIG») относится к семейству дуговой сварки в среде защитного газа («GMAW»). Когда используется активный защитный газ, это называется сваркой металлическим активным газом («MAG»). Но MAG это для другого обсуждения.
Сплошной проволочный электрод подается с катушки с проволокой на специализированный «пистолет». Защитный газ, подаваемый из баллона с газом, также подается к орудию. Дуга, образующаяся между электродной проволокой и основным металлом, позволяет выполнять сварку MIG, а проволока расходуется по мере ее подачи в сварочную ванну.
Настройка немного сложнее по сравнению со сваркой электродами, но сварка МИГ проста в освоении и использовании, хотя она и не так проста, как сварка электродами.
Pros
- Простой в использовании, нажмите на курок и сварите
- Без шлака, меньше брызг, чище, чем палочка
- Ручки из тонкого металла
- Меньше времени на установку катушек с проволокой по сравнению со стержневыми электродами
- Производит гораздо больше бусинок в час
- Может производить чистые, профессиональные сварные швы алюминия
- Имеет больше настроек, управление дугой
Минусы
- Немного сложнее настроить для сварки
- Дороже палки
- Требуется чистая, ярко-белая подготовка
- Ветер сдувает защитный газ, даже легкий ветерок может быть проблемой
- Не лучший выбор для чугуна
- Бензобак менее портативный, чем палка
Сходство сварки МИГ и сварки электродом
Сварка электродом и МИГ — это процессы дуговой сварки. Для защиты расплавленной сварочной ванны в каждую из них подается защитный газ, который покрывает и защищает сварочную ванну от атмосферных газов. Кроме того, оба способны производить качественные сварные швы.
Для защиты расплавленной сварочной ванны в каждую из них подается защитный газ, который покрывает и защищает сварочную ванну от атмосферных газов. Кроме того, оба способны производить качественные сварные швы.
Но сходство продолжается. В каждом из двух сварочных процессов используется расходуемый сварочный электрод, который необходимо постоянно пополнять. Кроме того, оба процесса сваривают мягкую и нержавеющую сталь, а также чугун и алюминий.
Итак, на базовом уровне они более похожи, чем некоторые могут подумать. Но по мере того, как вы углубляетесь в детали, начинают проявляться различия.
Отличия MIG и Stick
Экранирование
Различия экранирования между MIG и StickВо время сварки химически активные газы в воздухе реагируют с расплавленным металлом, например кислород и углекислый газ. Это приводит к дефектам сварки, и, конечно же, вы хотите избежать подобных проблем.
Сварочные аппараты MIG решают эту проблему, перекачивая инертный газ, например аргон, из баллона через провод до горелки MIG. Газ вытекает из вашей горелки и оседает на горячий металл. Одеяло из инертного газа задерживается достаточно долго, чтобы предотвратить дефекты, вызванные химически активными газами.
Газ вытекает из вашей горелки и оседает на горячий металл. Одеяло из инертного газа задерживается достаточно долго, чтобы предотвратить дефекты, вызванные химически активными газами.
При подаче газа из баллона сварочные аппараты MIG позволяют пользователям заменить защитный газ, и обычно используется смесь аргона и двуокиси углерода. Да, углекислый газ реактивен, но в безопасных небольших количествах смесь делает вашу дугу более стабильной и уменьшает разбрызгивание.
С другой стороны, электродуговые сварщики создают газ, используя специальный внешний слой флюса, нанесенный на электрод. Когда вы расходуете электрод, тепло также активирует флюс, который генерирует защитный газ, необходимый для защиты сварного шва.
Этот газ также частично содержится в шлаке, который также образуется из флюса. Таким образом, механизм защитного газа в аппарате для сварки электродом сильно отличается от «перекачиваемого» газа в аппарате MIG.
Внутреннее и наружное использование
На открытом воздухе в ветреный день горелка MIG не сможет удерживать защитный газ в сварочной ванне. Газ просто выдувается из горелки и не покрывает сварной шов.
Газ просто выдувается из горелки и не покрывает сварной шов.
Но при использовании электродуховой сварки экран дегазируется из-за флюса, реагирующего со сварочной ванной. Кроме того, флюс образует шлак, своего рода оболочку, которая помогает удерживать инертные газы на месте. Генерация газа таким образом лучше покрывает сварной шов в ветреную погоду со скоростью до 35 миль в час.
По этой причине сварка электродами имеет преимущество перед сваркой MIG в ветреную погоду. Даже небольшой ветерок создает проблемы для аппаратов MIG.
Но ваш сварочный аппарат MIG все еще можно использовать на открытом воздухе. Сварщики MIG могут использовать специальную порошковую проволоку. Центр металлической проволоки полый, и эта полость заполнена флюсом.
Таким образом, с некоторыми изменениями в настройках аппарата для сварки MIG, вы можете использовать аппарат для сварки MIG без газа и пользоваться преимуществами флюса, который позволяет выполнять сварку на одном дыхании. Но технически это не сварка MIG; это сварка с флюсовой проволокой и за пределами этого обсуждения.
Но технически это не сварка MIG; это сварка с флюсовой проволокой и за пределами этого обсуждения.
Дождь представляет опасность для сварщиков как при сварке MIG, так и при сварке электродом. Кроме того, это может повредить ваше оборудование, поэтому ни один из методов сварки не рекомендуется в дождливую или влажную погоду.
Портативность
Поскольку сварочным аппаратам MIG требуется баллон с защитным газом, они менее портативны. (Сварка порошковой проволокой с помощью вашего сварочного аппарата MIG сделает его более портативным. Но порошковая проволока по-прежнему подается с катушки в горелку, что немного сложнее, чем палка, и менее портативно.)
См. : MIG по сравнению со сваркой с флюсовым сердечником
Сварочные аппараты для сварки электродами, как правило, являются простыми и более компактными. Если вы часто таскаете сварочный аппарат с места на место, вы обнаружите, что сварочный аппарат более портативный. После нескольких ходов разница может быть заметна. Для таких пользователей, как фермеры, работающие в поле, это может иметь большое значение.
Для таких пользователей, как фермеры, работающие в поле, это может иметь большое значение.
Качество сварки
Поскольку качество сварки зависит от знаний и техники (т. е. от пользователя), справедливо будет сказать, что и то, и другое может производить качественные сварные швы. Тем не менее, сварочные аппараты производят шлак и брызги, которые требуют очистки.
Таким образом, в целом считается, что сварочные аппараты MIG производят более чистые сварные швы, которые требуют меньше очистки после сварки. Но это компенсируется объемом предварительной подготовки/очистки, необходимой при сварке MIG.
Но у аппаратов для сварки электродом лучше провар, и в некоторых ситуациях это может сделать сварные швы более прочными. Но об этом чуть позже.
Подготовка поверхности и швов
Сварочные аппараты для сварки электродом превосходят аппараты для сварки MIG, когда речь идет о грязном или ржавом металле. Они довольно щадящие, и вы можете получить прочные сварные швы с грязными деталями.
Сварщики MIG суетливы и нуждаются в чистой, ярко-белой поверхности; Грязь или другие загрязняющие вещества вызывают ослабление сварного шва при сварке MIG.
Простота использования
Оба процесса просты в использовании. Но поскольку проволока подается с катушки на горелку, необходимо настроить больше параметров, и требуется баллон с защитным газом; сварочный аппарат MIG немного сложнее в настройке. Кроме того, провод MIG может зацепиться и запутаться.
При использовании сварочного аппарата меньше переменных и расходных материалов, с которыми нужно возиться. Существует меньше настроек, о которых нужно беспокоиться, поэтому настройка проще.
Но если вам нужна высокая производительность, лучше выбрать сварочный аппарат MIG, так как катушку с проволокой нужно менять гораздо реже, чем при использовании стержневых электродов. Вы получаете больше бусин в час с меньшим количеством замен.
На самом деле, если сварочный аппарат MIG правильно настроен и сила тока выбрана, процесс нажатия на курок и сварки становится довольно простым. По этой причине вы обнаружите, что некоторые говорят, что сварку MIG легче освоить новичкам, если у них есть руководство или эксперт, который поможет им с настройкой.
По этой причине вы обнаружите, что некоторые говорят, что сварку MIG легче освоить новичкам, если у них есть руководство или эксперт, который поможет им с настройкой.
Таким образом, можно сказать, что сварщикам MIG немного сложнее освоить из-за более сложной настройки, но их немного легче использовать/обучиться после завершения настройки и начала сварки.
Чугун
Одним из важных отличий сварки MIG от дуговой сварки является сварка алюминия и чугуна. Это немного сбивает с толку, потому что оба сварщика могут сваривать каждый из этих металлов. Итак, позвольте мне объяснить.
Когда дело доходит до сварки чугуна, в первую очередь следует использовать электродуговую сварку. Да, вам нужно будет предварительно нагреть утюг и принять другие меры предосторожности, но есть широкий выбор стержневых электродов, которые вы можете выбрать, и вы можете получить прочный сварной шов.
Возможна сварка чугуна MIG. Но полученный сварной шов будет слабее по сравнению с стержневым процессом.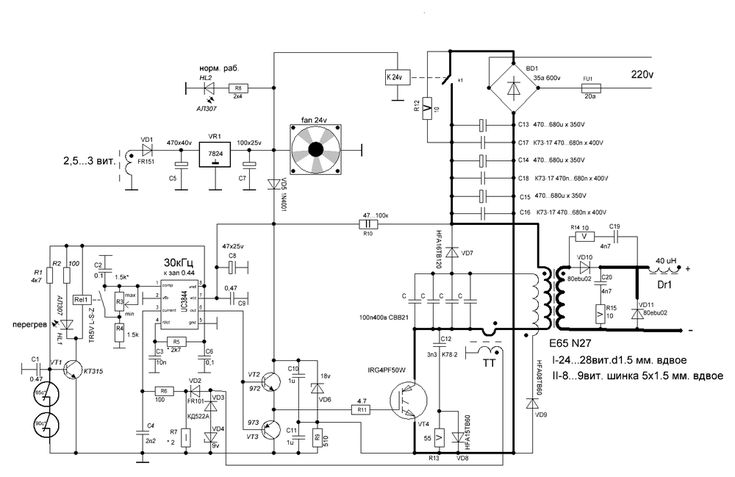
Алюминий
Для алюминия все наоборот. Сварка MIG должна быть вашим первым выбором.
Стержневые электроды для алюминия трудно хранить, так как влага в воздухе быстро делает флюс влажным и липким. Кроме того, при сварке алюминия палкой нужно двигаться быстро. Для новичков это может даже показаться слишком быстрым.
Для сварки MIG используется алюминиевая проволока без флюса. Таким образом, алюминий намного легче хранить.
Подача более мягкой проволоки может быть затруднена, и вашему аппарату MIG может потребоваться специальный шпульный пистолет. Но после настройки сварка алюминия станет проще. Кроме того, он оставляет более чистый сварной шов без шлака и меньшего количества брызг, что желательно для большинства алюминиевых проектов.
Заготовка для тонкого металла
Сварочные аппараты MIG изначально были разработаны для более тонкого металла, поэтому у вас больше возможностей для управления настройками сварки. Это позволяет многим сварщикам работать с трубами толщиной до 24 калибра, а некоторые даже тоньше.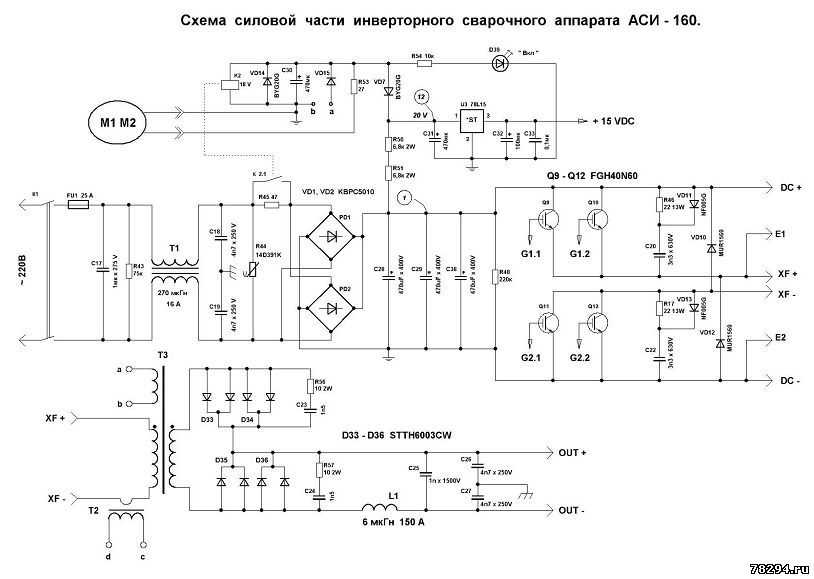
Если вы выполняете кузовные или другие работы с тонкими заготовками, MIG будет вашим выбором, а не аппаратом для сварки электродом.
Ручные сварочные аппараты обычно считаются хорошими для диаметров до 1/8 дюйма. Но сварка SMAW — это не тонкий материал, и это подводит нас к следующей теме — толстому материалу.
Заготовка для толстого металла
Для толстого металла аппараты для сварки электродом обычно обеспечивают лучшее проплавление и являются лучшим выбором. Если толщина металла превышает 3/8 дюйма, лучшим выбором станут сварочные аппараты.
Сварочные аппараты MIG, как только что упоминалось, предназначены для более тонкой заготовки, поэтому неудивительно, что они борются с более толстой заготовкой.
Вопросы безопасности
Обе формы сварки представляют опасность поражения электрическим током, и необходимо принять соответствующие меры, чтобы защитить себя. Поражение электрическим током может травмировать или убить пользователей.
Но сварщики MIG также используют баллон со сжатым газом. С ними необходимо обращаться в соответствии с правилами предотвращения травм, так как они могут быть опасны. От падений (они довольно тяжелые!) до разрыва газовых линий, существуют очень реальные опасности. Кроме того, утечка газа может привести к удушью.
Сварочный аппарат требует хорошей вентиляции. Испарения опасны.
Кроме того, при большем количестве брызг повсюду летят искры. Вам нужно будет принять дополнительные меры предосторожности для защиты кожи и глаз.
Затраты
Сварочные аппараты для стержневой сварки часто считаются дешевыми по сравнению с другими видами сварки. Сварочные аппараты MIG включают обработку газа и подачу проволоки и являются более сложными. Более сложный означает более дорогой при покупке сварочный аппарат.
Но многие рассчитывают стоимость сварки в долларах за фунт присадочного материала. Некоторые говорят, что MIG лучше конкурирует с этим типом анализа, который оценивает сварщика при его использовании. Но я также видел некоторые анализы в долларах за фунт, которые показывают, что палочка стоит примерно половину стоимости.
Но я также видел некоторые анализы в долларах за фунт, которые показывают, что палочка стоит примерно половину стоимости.
Итак, я бы сказал, что это зависит от вашей работы, но, на мой взгляд, палка немного дешевле.
MIG или электродная сварка – что лучше?
Как вы могли понять из этой сравнительной статьи, этот вопрос довольно сложен. Мне нравится говорить, что ни один из них не лучше, но в определенных ситуациях есть лучший выбор.
Итак, какой сварочный аппарат подойдет вам лучше всего, зависит от вашей работы. Если вы в основном работаете с тонкими заготовками, лучшим выбором будет сварочный аппарат MIG. Если вы много работаете на улице, вам лучше подойдет сварочный аппарат.
Если вы работаете с алюминием на регуляторной основе, используйте сварочный аппарат MIG с шпульным пистолетом. Напротив, если чугун является основной частью вашей рабочей нагрузки, вам лучше купить сварочный аппарат.
Определение работы, которую вы планируете выполнять, помогает определить, какой из этих двух вариантов сварочного аппарата лучше всего соответствует вашим потребностям.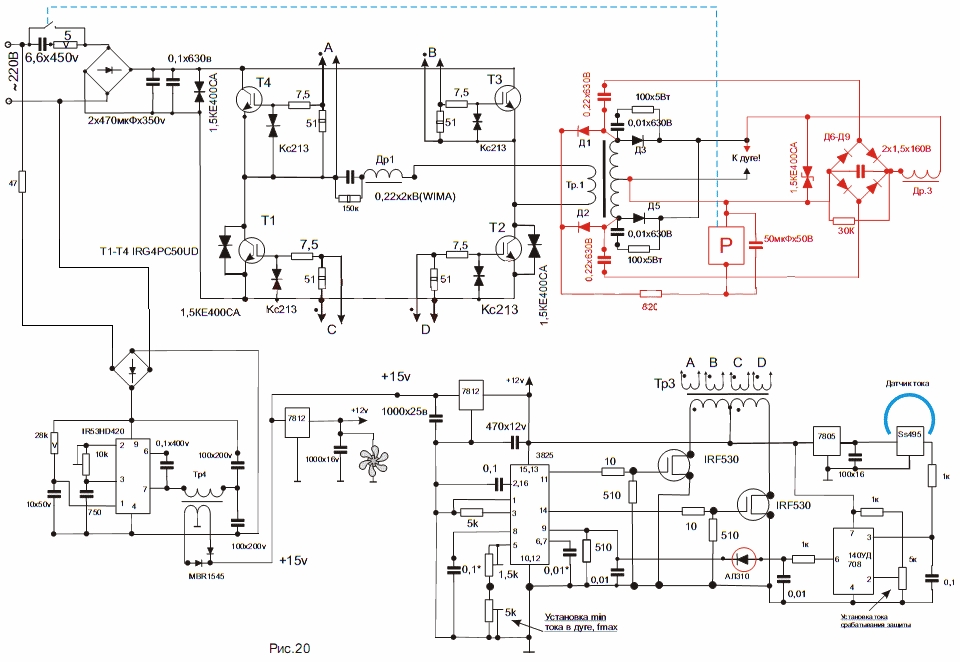 А если у вас есть аппарат для сварки MIG и электродуговой сварки, знание сильных сторон каждого из них поможет вам решить, какую машину использовать для каждой предстоящей работы.
А если у вас есть аппарат для сварки MIG и электродуговой сварки, знание сильных сторон каждого из них поможет вам решить, какую машину использовать для каждой предстоящей работы.
Подробнее : Где обычно используется сварка MIG?
Часто задаваемые вопросы
Сварка MIG проще, чем сварка электродом?
Сварку электродом легче настроить, так как требуется меньше переменных параметров и расходных материалов. Однако, как только аппарат для сварки MIG настроен правильно и сила тока набрана, процесс нажатия на курок и сварки становится простым, и его легче сваривать, чем приклеивать.
Сварка электродом прочнее сварки MIG?
Как сварка электродами, так и сварка MIG имеют хорошую прочность при правильной сварке. Сварка стержнем может обеспечить лучшее проплавление, и в некоторых ситуациях это может сделать сварные швы более прочными, особенно при сварке грязных металлов.
Должен ли я изучать MIG или придерживаться?
Вам следует научиться сварке MIG, если вы планируете сваривать в помещении тонкие и средние по толщине металлы, которые можно очистить. Сварку стержнем лучше изучить, если вы планируете сварку снаружи, так как защитный газ не требуется. Сварка стержнем также идеальна, если вам нужно сваривать грязные или твердые металлы.
Сварку стержнем лучше изучить, если вы планируете сварку снаружи, так как защитный газ не требуется. Сварка стержнем также идеальна, если вам нужно сваривать грязные или твердые металлы.
Завершение
MIG и палка имеют свои сильные стороны. Из-за этого оба процесса будут по-прежнему популярны для определенных типов работ.
Знать, что и когда использовать, не так уж и сложно. Определите работу, которую вам необходимо выполнить, и сопоставьте ее со способностями сварщика. Вся необходимая информация собрана для вас в этом простом в использовании руководстве; просто вернитесь к нему, если это необходимо.
Другим процессом, который следует рассмотреть, является сварка TIG. В этой статье мы рассмотрим различия между сваркой MIG и TIG.
Сварочное оборудование для начинающих — сделайте его из металла
Если вы только начинаете заниматься сваркой, у каждого решения должна быть одна единственная цель: покупать самое дешевое и не хламовое оборудование.
Начав работу, вы узнаете, как ухаживать за своим оборудованием и какие сварочные работы вы будете выполнять. Тогда у вас будет отличная возможность купить более качественное снаряжение, которое будет делать именно то, что вам нужно. А пока просто начинайте, чтобы попрактиковаться и научиться делать это.
Выбор сварочного аппарата
Не существует универсального сварочного аппарата. Если вы не имеете в виду конкретное приложение, вам нужно найти что-то общее, что покроет вас в течение 9 лет.0265 самое из того, что вы будете вероятно делать.
FCAW
Если вы действительно не представляете, во что ввязываетесь, я бы рекомендовал начать с системы дуговой сварки порошковой проволокой (FCAW). Его обычно (и неправильно) называют безгазовой сваркой MIG. Возможно, это самый простой в освоении и самый дешевый для начала. Своего рода точка и стрелять.
Вот краткий обзор того, что вы можете с ним делать и почему это, вероятно, то, что вам нужно:
- Системы очень дешевые. Это одна из тех вещей, где даже если вы используете ее три раза, она, вероятно, того стоит.
- Они очень легкие, их легко хранить даже в тесном гараже.
- Они отлично справляются со сваркой стали, что является наиболее распространенным явлением, с которым вы сталкиваетесь в реальном мире. Кроме того, его также проще всего сваривать.
- Вам не нужно возиться с газовыми баллонами, особыми требованиями к питанию или чем-то подобным. Подключите его и приступайте к сварке.
 Это одна из тех вещей, где даже если вы используете ее три раза, она, вероятно, того стоит.
Это одна из тех вещей, где даже если вы используете ее три раза, она, вероятно, того стоит.Тем не менее, ничто не делает все. Вот некоторые недостатки:
- Вполне годится только для стали. Если вы хотите сваривать алюминий или нержавеющую сталь, вы ищете другой тип машины, который более дорогой и требует большего мастерства.
- По сравнению со сваркой MIG (при которой используется инертный защитный газ) сварной шов может иметь некоторые проблемы с пористостью. Обычно это не имеет большого значения, но может ограничить вас. Например, если вы выполняете структурную сварку автомобиля, вам может быть трудно заставить его пройти проверку безопасности. Инспектор может разрешить или запретить этот тип сварки, в зависимости от вашего региона.
 Инспектор может разрешить или запретить этот тип сварки, в зависимости от вашего региона.
Инспектор может разрешить или запретить этот тип сварки, в зависимости от вашего региона.Как правило, это то, с чего начнет начинающий с нуля любитель.
Аппарат, который у меня есть и которым я регулярно пользуюсь, — это сварочный аппарат Goplus MIG 130. Не позволяйте названию одурачить вас, на самом деле это не система MIG. Я думаю, они назвали его так, чтобы привлечь новичков, которые на самом деле не слишком много знают о сварке. Если бы они поставили FCAW (система дуговой сварки с флюсовой проволокой), это, вероятно, просто запутало бы всех.
Вот ссылка, чтобы проверить это на Amazon (просто щелкните изображение):
Может показаться, что я повторяю одну деталь, поскольку MIG и FCAW очень похожи, но между ними есть различия.
В любом случае, вот почему он мне нравится:
- Очень дешево, и он на самом деле работает хорошо (для хобби; я не сравниваю его с агрегатами за 1200 долларов).
- У меня нет проблем со сваркой стали толщиной 1/4″. Я был приятно удивлен этим. Сварные швы хорошие, прочные. Я могу забить их на 90 градусов, и сварные швы не лопнут.
- Он подключается к напряжению 110 В, поэтому вы можете использовать обычные розетки. Установка линий 220 В — это абсолютная боль и дорого, особенно если вы используете их только изредка.
- Это забавная маленькая игрушка, которая на самом деле удивительно полезна. Я использую свой все время.
 Я был приятно удивлен этим. Сварные швы хорошие, прочные. Я могу забить их на 90 градусов, и сварные швы не лопнут.
Я был приятно удивлен этим. Сварные швы хорошие, прочные. Я могу забить их на 90 градусов, и сварные швы не лопнут.Вот где могло бы быть лучше:
- Подкладка не самого лучшего качества. За эту цену вы не можете ожидать, что все будет потрясающе. Все это означает, что вы можете немного бороться с этим, когда будете вставлять новую катушку с проволокой.
- Регуляторы нагрева довольно ограничены. У вас есть только высокие и низкие настройки. Это не критично, но приятно иметь возможность тонкой настройки, чтобы получить красивый сварной шов.
Так что это не будет идти в ногу с промышленными машинами, но это действительно хороший вариант для любителя или новичка. Если есть одна машина, с которой я бы порекомендовал начать, это она.
Если есть одна машина, с которой я бы порекомендовал начать, это она.
Другие сварочные аппараты
В зависимости от того, что вы хотите сделать, этот маленький модуль FCAW может не соответствовать всем требованиям. Вот некоторые другие варианты, которые могут подойти вам:
TIG
Если вы хотите сваривать алюминий или нержавеющую сталь, я бы порекомендовал аппарат TIG. Они сложнее в освоении и дороже, но они также чрезвычайно универсальны. Вы также можете без проблем сваривать обычную сталь.
Стоит отметить одну вещь: для сварки алюминия вам понадобится сварочный аппарат TIG с выходом переменного тока. Эти машины стоят дороже, обычно в диапазоне от 700 долларов за то, что стоит использовать. Их приятно иметь, но, как правило, они стоят непомерно дорого для парней, которые просто хотят с чего-то начать.
Вот пример машины, которая будет хорошо работать с алюминием (щелкните изображение, чтобы увидеть его на Amazon):
Так как меньше людей будут оправдывать эту машину, я не собираюсь тратить много времени на ее объяснение. . У него есть функции, которые позволят вам делать хорошую работу, например, высокая частота и ножная педаль. Если вы хотите начать с алюминия, это машина для вас.
Многоцелевые станки
В большинстве случаев многоцелевой станок, который выполняет плазменную резку, а также сварку стали и нержавеющей стали, является тем, где вы получите максимальную отдачу от затраченных средств.
Вот машина, которую я бы порекомендовал, если вы только начинаете и не хотите переплачивать (щелчок по изображению приведет вас на Amazon):
На самом деле это машина 3-в-1, так как вы можете выполнять как TIG, плазменную резку, так и обычную дуговую сварку. За эти деньги это лучшая и самая универсальная машина для начинающих.
Что мне нравится в этом устройстве:
- Вы не найдете большей универсальности в этом ценовом диапазоне. Тот факт, что он также может резать плазмой, чрезвычайно полезен в одном устройстве.
- Возможность сварки как нержавеющей, так и углеродистой стали великолепна. По сути, у вас есть возможность обрабатывать больше материалов.
- Вы можете перевернуть проводку, чтобы запустить ее на 110 В или 220 В, в зависимости от того, что у вас уже есть. Он работает лучше на 220 В, если вам удастся его получить.
- Один год гарантии на саму машину. У меня когда-то был тупо дешевый маленький сварочный аппарат (не этот), который сгорел в первые несколько дней. Эта машина намного лучше, но все же приятно иметь некоторый душевный покой.
Что может быть лучше:
- Это довольно простой аппарат для сварки TIG и плазменной резки, никаких наворотов. Например, на плазменной горелке нет вспомогательной дуги.
- Для сварочного аппарата TIG нет педали. Один можно купить отдельно, но он (на мой взгляд) довольно дорогой. У них должен быть более дешевый вариант. Приятно иметь, но не обязательно для хобби.
- Не имеет выхода переменного тока. Это означает, что вы не можете правильно сваривать алюминий методом TIG. Для этого вам понадобится более дорогая машина, о которой я упоминал ранее.
Имейте в виду, что в то время как для дуговой сварки требуются только электроды, для плазменной сварки и сварки TIG требуется газ. Это не генерируется машиной.
Плазменная резка может выполняться сжатым воздухом. Как правило, вам понадобится что-то, что может выдержать около 4 кубических футов в минуту при 90 фунтов на квадратный дюйм, если вам это нужно для интенсивного и постоянного использования. Если это для более прерывистой работы, вам подойдет компрессор меньшего размера. Вы должны быть в состоянии найти конкретные требования к плазменной резке, которую вы покупаете.
Для сварки TIG требуется аргон. Лучше всего зайти в местный магазин сварочных материалов и узнать об аренде или покупке баллона.
Сварочное снаряжение
Хотя некоторые сварочные аппараты поставляются с очень простым снаряжением, их, как правило, даже не стоит пробовать. Стоит приобрести недорогое сварочное оборудование, которое вам действительно будет удобно использовать.
Маска сварщика с автоматическим затемнением сделает вашу работу проще и удобнее. Есть безумно дорогие за сотни долларов. Хотя они действительно хороши, их также трудно оправдать.
Экономичный, подобный этому, сделает все, что вам нужно, и вам не придется вносить платежи, поэтому вы можете себе это позволить (щелкнув изображение, вы увидите его на Amazon):
Даже не беспокойтесь с теми ручными, которые поставляются бесплатно с машиной. Поместите его прямо в мусоропровод. За несколько долларов просто получите то, что стоит использовать.
Еще одна необходимая вещь — приличные сварочные перчатки. Для сварки TIG вам, как правило, нужны тонкие и легкие сварочные аппараты, которые позволят вам хорошо чувствовать их во время работы. Это также облегчает работу с наполнителем. Эти отлично работают.
Для всего остального возьмите что-нибудь потяжелее для большей защиты. Мне нравятся эти, потому что они немного более термостойкие.
Помимо этого, есть еще несколько практических вещей.