Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
- Что понадобится для сборки инвертора
- Создание блока питания
- Сборка силового блока
- Инверторный блок
- Охлаждение
- Сборка конструкции
- Проверка инвертора на работоспособность
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.


Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
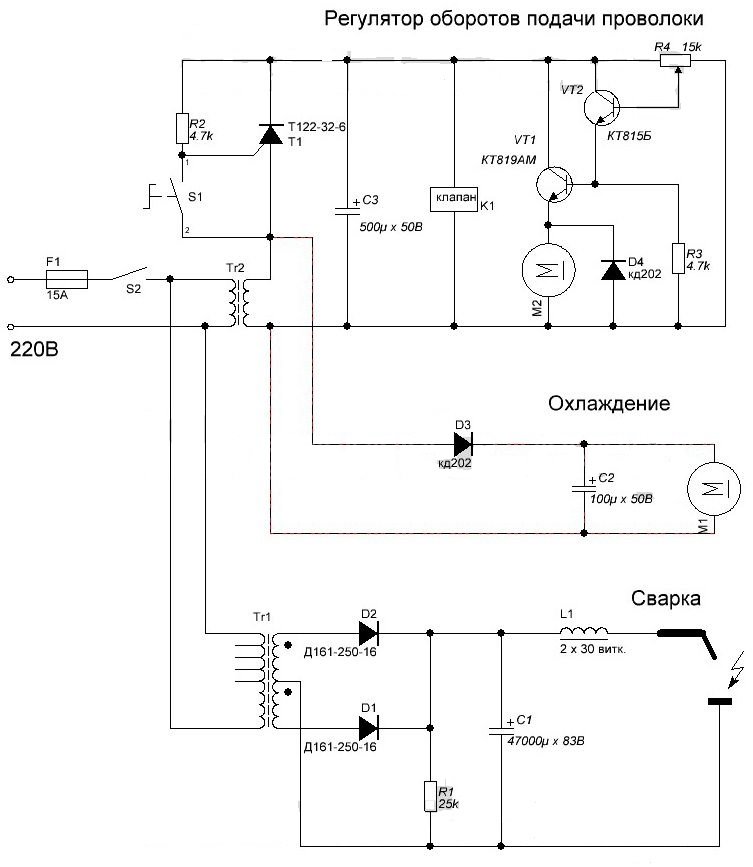
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу.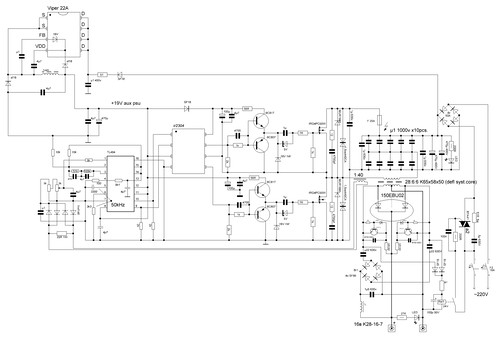 Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.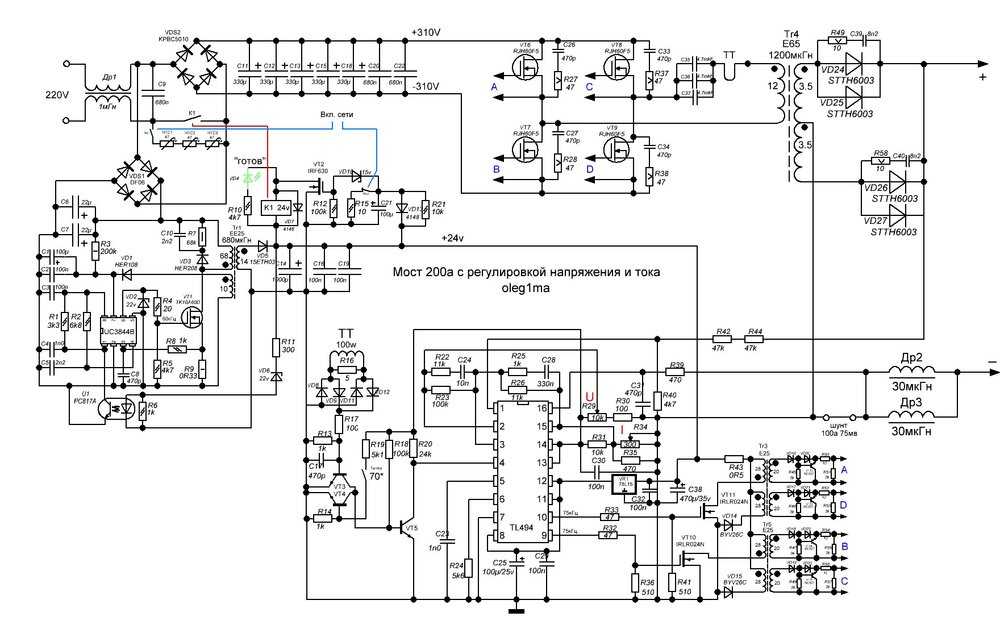
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Сварочный инвертор своими руками: схема, видео — Asutpp
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Самая важное при конструировании или ремонте покупного или самодельного инвертора – его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Принципиальная электрическая схема сварочного инвертораИзготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Кольца обмотокМежду первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Схема: разобранный сварочный инверторВес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Инвертор из компьютераКак настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке. Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
- Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
 Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
Видео: сварочный инвертор на ремонте.
 youtube.com/embed/3g9wILcRMl4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/3g9wILcRMl4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
Схема мини-сварочного аппаратадля небольших сварочных работ
электрическое устройство, способное генерировать очень большой ток при относительно низком постоянном напряжении. Этот высокий выходной ток можно использовать для создания нужных сварочных дуг и сварных соединений. Сварочный шов создается путем плавления сварочного стержня в зоне шва за счет сильноточного короткого замыкания, создаваемого сварочным аппаратом.
Небольшой сварочный аппарат можно собрать из нескольких обычных 5-амперных трансформаторов и нескольких сильноточных мостовых выпрямителей. Давайте научимся это делать.
Как показано на следующем рисунке, мы использовали 4 трансформатора 25-0-25 В 5 А, соединенных параллельно, для получения достаточно хорошего тока 20 А для целей сварки.
Рекомендуется только для небольших сварных швов.
Вторичная обмотка трансформаторов может быть видна параллельно соединенной с сильноточными мостовыми выпрямителями.
Мостовой выпрямитель преобразует переменный ток в постоянный и дополнительно повышает напряжение 25+25 = 50 В до более высокого пикового уровня 50 x 1,41 = 70 В. при 20 ампер, что соответствует 70 x 20 = 1400 Вт мощности, что достаточно для создания сильных сварочных дуг на небольших стыках.
Мостовые выпрямители должны быть рассчитаны на 10 А каждый.
Либо вы можете использовать 10-амперные диоды для сборки мостовых выпрямителей, либо вы можете использовать готовые 10-амперные модули мостовых выпрямителей для сборки.
Содержание
Использование емкостного метода
Предупреждение. Прикасаться к следующей емкостной сварочной цепи крайне опасно, так как вся цепь не изолирована от сети переменного тока, и поэтому она строго не рекомендуется для сварки.
Читайте только в образовательных целях и для получения знаний о схеме емкостного высоковольтного сильноточного генератора.
Небольшая схема самодельного сварочного аппарата — это то, что большинство новых любителей и инженеров-механиков искали бы для решения своих случайных сварочных работ на рабочем столе.
Мини-сварочный аппарат без сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей схеме: человека в течение нескольких секунд, поэтому при обращении с этим оборудованием, находящимся под напряжением, рекомендуется соблюдать крайнюю осторожность.
Идея, показанная выше, представляет собой обычную емкостную схему питания, включающую крайние по номиналу конденсаторы.
Работа схемы
На входе мы видим мощный конденсатор 500 мкФ/400 В, а на выходе конденсатор аналогичного номинала, предназначенный для усиления тока.
Наиболее важным параметром сварочной системы является большой ток, так что в месте короткого замыкания над рассматриваемым металлическим соединением может образоваться чрезвычайно высокая температура.
Генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо с помощью его версии SMPS, которую мы обсуждали в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, а схема импульсного источника питания слишком сложной для новичков, единственный альтернативный способ добиться сварки большим током с помощью относительно более простой конструкции — это, возможно, использование сильноточного емкостного источника питания, как показано выше.
Конденсатор 500 мкФ/400 В может генерировать всплески тока до 36 А при 220 В, а усиленный выходным фильтрующим конденсатором этот ток может вызывать серьезные сварочные действия.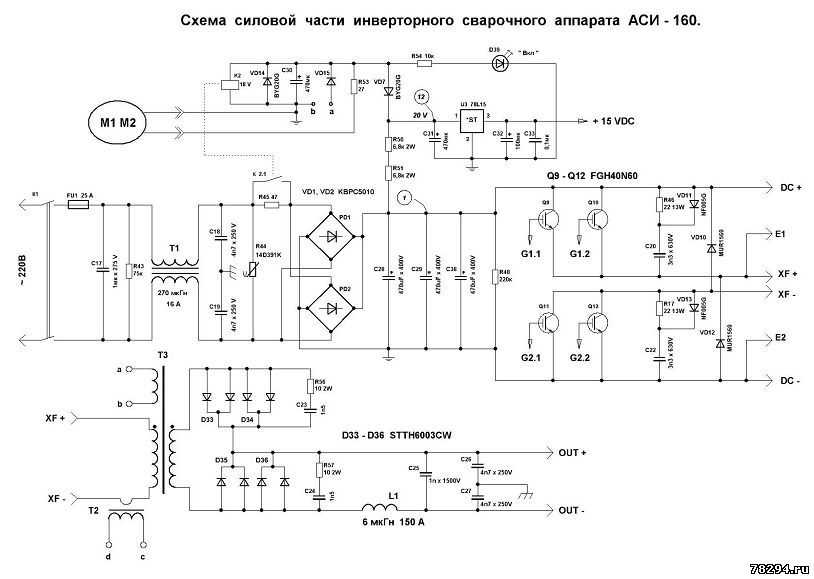
Вы можете проверить вышеупомянутые характеристики, используя следующие два калькулятора программного обеспечения:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочные работы с помощью коротких замыканий, а не с помощью непрерывной дуги. , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ/400 В выглядит массивным и может быть недоступен на рынке, поэтому его можно построить, используя 500 конденсаторов PPC 1 мкФ/400 В, соединенных параллельно, это может занять некоторое пространство, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Желательно, чтобы этот конденсатор был неполярным, однако, поскольку диод расположен последовательно, конденсатор с электролитом также может без проблем использоваться для этой цели.
Второй конденсатор на выходе наверняка может быть электролитического типа.
Для большего тока значения колпачков могут быть увеличены до более высоких пределов, это единственный параметр, на который нужно обратить внимание.
Преимущества и недостатки
Преимущество этой схемы в том, что она небольшая, дешевая, ее можно быстро построить и использовать. Минус в том, что это очень опасно, так как на выходе может быть переменное напряжение, поэтому обращаться со всей системой придется в резиновых перчатках.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем/печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете ответить через комментарии, я буду очень рад помочь!
Основы самостоятельной работы: основное руководство по сварке
Сварка — это производственный процесс, при котором металлы соединяются путем расплавления заготовок и наполнителя в сварочную ванну расплавленного материала, которая охлаждается, образуя очень прочное соединение. Три основных типа сварочных аппаратов, подходящих для проектов «сделай сам», — это дуговые, MIG-сварочные аппараты и инверторные сварочные аппараты.
Три основных типа сварочных аппаратов, подходящих для проектов «сделай сам», — это дуговые, MIG-сварочные аппараты и инверторные сварочные аппараты.
Выберите недорогую и простую в использовании сварочную установку из одной из трех категорий, доступных для самостоятельной сборки, и развивайте новый полезный навык, который позволит вам ремонтировать металлические сборки и строить объекты из стали без привлечения сторонних ресурсов.
Основы дуговой сварки
Соединение металлов требует интенсивного нагревания электрической дугой между соединяемым металлом и электродом.
Сварочный пруток используется в качестве электрода для сварки электродом, а проволока — для сварки металлов в среде инертного газа (MIG).
Электроэнергия для дуги обеспечивается источником питания, и электрод проводит ток, вплавляясь в сварочную ванну для создания сварного соединения.
Для предотвращения реакции горячего металла с воздухом и образования соединений, ослабляющих соединение, сварочные прутки имеют покрытие, которое обеспечивает защитный газ в месте контакта, а также шлак для покрытия свежего сварного шва.
При сварке MIG внешний газ защищает сварной шов. В безгазовых установках работа выполняется с помощью сварочной проволоки с флюсовым сердечником.
При сварке вольфрамовым электродом в среде инертного газа (TIG) используется защитный газ с вольфрамовым электродом для зажигания дуги и присадочным материалом, подаваемым отдельно
вручную в сварочную ванну.
Не все металлы подходят для сварки своими руками. Одним из хороших показателей работоспособности является то, будет ли магнит прикрепляться к металлу, но чугун является исключением, так как он притягивает магниты, но его очень проблематично сваривать.
Разбор жаргона
Узнайте, откуда взялся шлак, и узнайте, почему флюс так важен, из нашего удобного справочника по сварочному жаргону.
ПОРОКОВАЯ ПРОВОЛОКА используется с безгазовой сваркой MIG. Металлическая оболочка окружает флюсовую сердцевину, которая обеспечивает газовую защиту сварочной ванны во время сварки.
ШЛАК представляет собой корку, образующуюся при сварке электродами для защиты металла шва от атмосферных загрязнений по мере его затвердевания.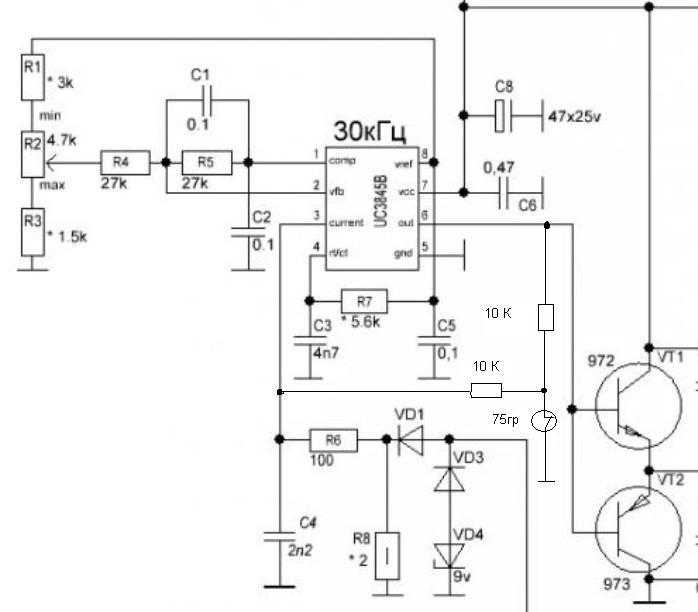 Откалывается молотком сварщика после остывания.
Откалывается молотком сварщика после остывания.
ПРИБИВОЧНАЯ СВАРКА включает в себя выполнение быстрого частичного сварного шва для удержания частей металлической сборки на одной линии до того, как будут выполнены более прочные чистовые сварные швы.
СВАРОЧНЫЕ ПРУТКИ или электроды используются со сварочным аппаратом для сварки мягкой и оцинкованной стали. Имеются также прутки для пайки меди, а также латуни, бронзы и других сплавов.
ВСПЫШКА СВАРЩИКА — это заболевание глаз, которое обычно носит временный характер, но вызывает сильный дискомфорт. Это тип ожога глаз, возникающий в результате кратковременного, но незащищенного воздействия яркого света сварочной дуги с очень высоким уровнем ультрафиолетового излучения.
Предметы первой необходимости для мастерской
Независимо от того, выберете ли вы традиционный аппарат для сварки электродом или безгазовую модель MIG, вам потребуются специальные средства защиты и другие аксессуары.
При сварке носить огнеупорную одежду с длинными рукавами, например комбинезон, а также прочную обувь и всегда работать в хорошо проветриваемом помещении.
Сварочные системы
Выберите аппарат для дуговой сварки старой школы, в котором используются металлические электродные стержни, удобную для начинающих модель MIG или новейшую универсальную технологию инверторной сварки, чтобы обеспечить прочное и надежное соединение между стальными заготовками.
Сварка электродомИспользование электрической дуги для плавления заготовок и электродного стержня. Этот тип сварки, как правило, требует больше времени для освоения из-за необходимой практики, но он лучше работает на грязных или ржавых поверхностях.
Сварка MIG Для этого требуется меньшее напряжение, чем для сварки электродом, что делает его более безопасным. Для подачи проволоки к сварному шву используется двигатель, что упрощает процесс. Установки MIG могут использовать защитный газ или иметь конструкцию, в которой используется полая проволока, заполненная флюсом.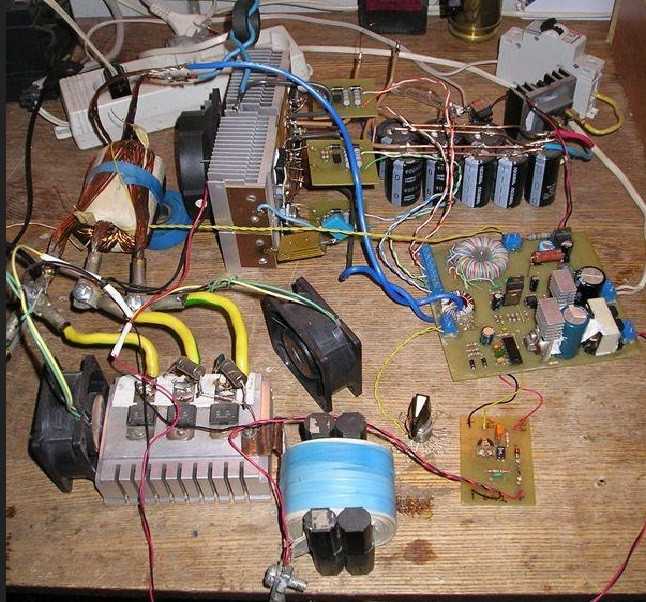
Сварочные аппараты инвертора меньше, чем их традиционные аналоги. Дугу легко зажечь, и они обычно имеют цифровое управление током. Некоторые многоцелевые инверторы можно использовать как для сварки электродом, так и для сварки TIG.
Безопасная сварка
Яркий свет сварочной дуги содержит ультрафиолетовые и инфракрасные лучи, которые могут вызвать необратимое повреждение незащищенных глаз.
Он также производит дым и пары, поэтому работайте в проветриваемом помещении и не наклоняйтесь над работающим устройством, чтобы не вдохнуть их.
Всегда надевайте сварочный шлем с темными стеклами и длинные кожаные перчатки. Держите легковоспламеняющиеся материалы вдали от рабочей зоны и имейте под рукой огнетушитель.
Как сваривать
Шаг 1. Изучите свое оборудование
Независимо от того, сварка ли это электродом или сварка MIG, прочтите инструкции к аппарату. Узнайте, как настроить параметры в соответствии с работой, а затем попрактикуйтесь. Чтобы чувствовать себя комфортно с инструментами, требуется от четырех до шести часов. Узнайте, как держать пистолет под правильным углом и как перемещать его, чтобы получить прочный сварной шов.
Чтобы чувствовать себя комфортно с инструментами, требуется от четырех до шести часов. Узнайте, как держать пистолет под правильным углом и как перемещать его, чтобы получить прочный сварной шов.
Шаг 2. Используйте магнит для проверки металла
Если он прилипает, то обычно металл можно сваривать. Еще один тест — надрезать металл напильником. Если его легко порезать, его также будет легко сварить. СОВЕТ Для сварки закаленной стали требуются специальные методы, поэтому не стоит пытаться делать это самостоятельно.
Шаг 3. Очистите зону сварки
С помощью проволочной щетки очистите металлическую поверхность от краски, грязи, масла и других загрязнений. Чем чище поверхность, тем легче будет процесс сварки. СОВЕТ Чтобы ускорить работу, попробуйте установить проволочную щетку на дрель, чтобы очистить металлическую поверхность.
Шаг 4. Прикрепите рабочий зажим
Закрепите рабочий зажим на металлической поверхности как можно ближе к зоне сварки, не мешая обзору или движению.