Прямая и обратная полярность при сварке инвертором
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
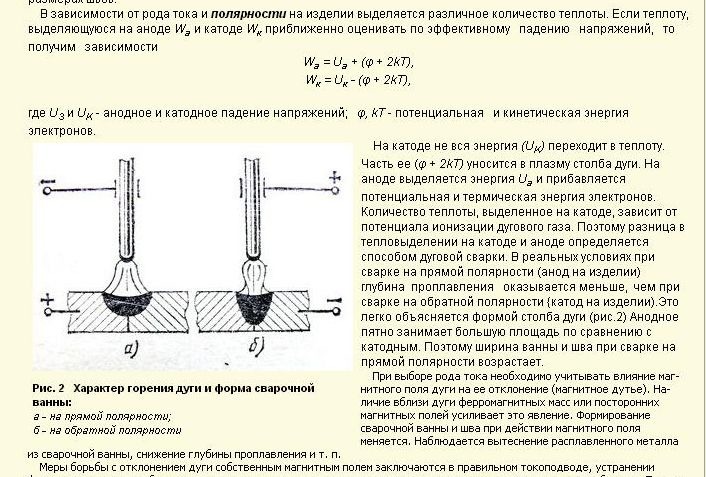
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке.
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода.
 Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
 Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Обратная и прямая полярность при сварке инвертором
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Прямая и обратная полярность при сварке инвертором: особенности
Разнообразие сталей по химическому составу, толщине изделий является предпосылкой для возникновения многочисленных сварочных технологий. Наиболее широким спектром возможностей характеризуется сварка постоянным и переменным током, для которой разработаны инверторные агрегаты бытового и промышленного назначения. Использование постоянного тока позволяет задействовать больше режимов, таких как прямая и обратная полярность при сварке инвертором. Используя их и подбирая электроды различного состава, можно соединить следующие группы:
- тонколистовое изделие;
- кромки более 5 мм;
- низко-, среднеуглеродистые сплавы;
- низко-, средне-, сильнолегированные стали;
- чугун;
- разнородные металлы, где используется принцип наплавления.
Применение инвертора позволяет изменять полярность тока сварки вручную. Выбор режимов основывается на 3 факторах:
- Состав металла — чем выше углеродный эквивалент (выше легирование углеродом, марганцем, кремнием), тем меньше должен быть нагрев поверхностей.
- Тип электрода, использование флюса: окисление элементов (самая большая степень у углеродных материалов), шлаковый пояс, необходимая мощность для проникновения через шлаковый слой.
- Толщина свариваемых кромок: ориентировочно — до 3 мм и более.
Особенности применения полярности при сварке металла
Важность полярности при сварочных работах
Важно! При режиме работы инвертора на прямой полярности запрещено использовать электроды, назначение которых — сварка переменным током
Разница в мощности и распределении электрической дуги определяет большую вариативность в качестве и форме шва. Если проводить аналогию по мощности: прямая полярность при сварке инвертором используется для резки, в то время как с помощью обратной свариваются тонкостенные листы (до 3 мм) или наплавляются новые слои. Обратная полярность — это щадящий режим. Его действие распространяется на бо́льшую площадь, но задействует только верхние слои поверхности. Соответственно, за счет этого быстрее происходит отток тепла: формируется мелкозернистая структура, не успевают образовываться карбиды — что позволяет сохранять оптимальное соотношение пластичности и прочности в легированных сплавах.
Особенности сваривания при прямой полярности
Прямая полярность при сварке обеспечивает устойчивую дугу, что удобно для резки металла с учетом рациональности: небольших элементов деталей, тонколистового железа.
Режим характеризуется усиленным вводом тепла: поток электронов более мощный, поэтому шов получается глубоким и узким. Для сплавов с отличной свариваемостью (углеродный коэффициент до 0,025) отмечают преимущество в структуре околошовной зоны. За счет интенсивного проплавления она куда меньше в размерах, что незначительно сказывается на прочностных свойствах изделия.
Сварка прямой полярностью применяется для большинства металлических деталей (с толщиной кромки не менее 3 мм), в том числе толстостенных.
Технология сварочного процесса при обратной полярности
Этот режим характеризуется сниженным вводом тепла в сварную ванну: более широким и неглубоким швом.
Используемая полярность при сварке основывается на химическом составе металла, обратная — предназначена для сплавов, у которых температура фазового перехода находится в нижних пределах. Менее интенсивный ввод тепла исключает перегрев расплава и околошовной зоны, переупрочнение сварного соединения, которое разрушается при небольших нагрузках.
Обратная полярность при сварке также используется для разнородных металлов, соединение которых проводится по принципу наплавления. Но применение режима для сваривания толстостенных элементов неуместно из-за малой проплавляемости.
Схема подключения инвертора при прямой и обратной полярности
Какое оборудование использовать
Важно! Менять полярность можно только при работе с постоянным током, для переменного такая рокировка не имеет значения
Полярность при сварке инвертором выбирается и настраивается вручную. Для подключения используются гнезда, выставление полярности проводится следующим образом:
- Прямая — к гнезду со знаком «+» подключаем массу, к знаку «–» — электрод.
- Обратная — в обратном порядке.
Имея лишь общие представления о том, как работает инверторная сварка, ее уже можно применить к большинству существующих изделий. Наличие осциллятора (ГВЧ) в аппаратах позволяет разжигать дугу, не прикасаясь к поверхности металла, что обеспечивает более красивый однородный шов. Единственным ограничением считают применение одного типа дуги, который объединяет в электрическую цепь изделие и электрод.
Заключение
Особенности современных инверторов заключаются в использовании ТВЧ. Основные элементы конструкции — это диодный мост и транзисторы высокой частоты. Все бытовые аппараты функционируют от однофазной сети, не перегружая линию.
Чтобы понять, какие возможности открываются при использовании устройства, желательно изучить принцип работы инверторной сварки. Это позволит вникнуть в саму суть происходящих процессов, расширить спектр выполняемых задач и повысить статус сварщика. На начальном этапе необходимо заручиться информационной поддержкой справочников и инструкцией по эксплуатации, в которой расписано, как выбрать ток для сварки инвертором для наиболее частых случаев. Не лишним будет изучить особенности структуры металлов и сплавов.
Видео: Полярность при сварке
Полярность при сварке инвертором | Главный механик
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств сварки инвероторным аппаратом можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Разновидность металлического изделия (существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки;
- Для сварки на углеродистой и низколегированной стали;
- Для сварки изделий из меди и ее сплавов;
- Для сварки изделий из чугуна и его сплавов;
- Для сварки изделий из алюминия и его сплавов;
- Для выполнения работ с трудноподдающихся сварке металлами;
- Для сварка изделий из высоколегированной стали;
- Для сварки изделий с теплоустойчивыми с характеристиками.
Чистота обрабатываемой поверхности металла (например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей; а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).
Толщина металла (Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм;
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм;
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм;
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм;
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока (Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А;
- электроду в 2,5 мм необходим ток от 60 до 90 А;
- для электрода в 3 мм необходим ток в пределах 80 – 140 А;
- для электрода в 4 мм необходим ток от 130-160 А;
- для электродов в 5 мм необходим ток в 200 А;
- электроду в 6 мм необходим ток от 220 до 240 А.
Рекомендации по выбору оптимального вида электрода помогут добиться наилучших результатов в сварке металлических изделий инвертором даже «новичкам» небольшим опытом и знания.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Электросварка электродами для начинающих: как правильно варить
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
- В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
- Процесс сварки начинается с розжига дуги.
- Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать.
И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется.
О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур.
Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади.
Так как используется электрическая ду
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.
Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Какую полярность электродов мне использовать при ручной дуговой сварке?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды MMA можно использовать с любой полярностью. Информация и спецификации производителя электродов, такие как BS EN ISO 2560: 2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различными покрытиями. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного шва.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Необходимо определить термины, чтобы указать полярность процесса сварки. Положительная часть сварочной цепи (притягивающая электроны в дугу) — это анод. Отрицательная часть сварочной цепи (генерирующая электроны в дуге) — это катод. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется в режиме постоянного тока, электрод (электрод MMA, MIG / MAG / флюсовая или порошковая проволока или вольфрамовый электрод) может быть положительным или отрицательным.В результате получается либо положительный электрод постоянного тока (DCEP), либо отрицательный электрод постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также была известна как прямая полярность постоянного тока (DCSP) или просто «прямая».
При сварке TIG разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла генерируется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией.Отрицательный катод не испытывает этого эффекта и даже может охлаждаться термоэлектронной эмиссией в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он испытывает охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда очищающее действие процесса DCEP не требуется. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется как только часть цикла при сварке на переменном токе.
Однако процесс MMA с его расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к значительному уравновешиванию тепла между двумя точками.
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке MMA.В общем, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва с подложкой. Это важно для электродов, которые можно использовать как при полярности постоянного (так и переменного) тока. Режим DCEN часто используется на открытых корневых проходах, чтобы снизить риск прожога, тогда как DCEP используется для снижения риска отсутствия дефектов сварки. DCEN также может использоваться для наплавки с целью минимизации проплавления и сварки тонких листов.Переменный ток также используется как метод уменьшения возможности возникновения дуги. Однако решающим фактором остается флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты здесь приводится информация о сварке MIG / MAG и сварке под флюсом, а также о влиянии полярности.
Для сварки MIG / MAG DCEN и AC обычно не используются, потому что трудно добиться стабильных условий распыления, в основном работающих с глобулярным переносом, что не обязательно приводит к приемлемому сварному шву.Однако производители оборудования все чаще ищут источники питания, которые могут использовать эти условия. Условие DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через проход расплавленных капель, помогая уравновесить анод и катод.
Дуговая сварка под флюсом аналогична MIG / MAG, причем наиболее часто используемой полярностью является DCEP, но DCEN встречается чаще в этом процессе, особенно при наплавке, где предпочтительны меньшее проплавление и разбавление субстратом.Переменный ток используется при выполнении многопроволочной сварки, обычно с ведущим проводом постоянного тока и переменным током для всех ведомых проводов, чтобы уменьшить проблемы с дугой.
Список литературы
Справочник по сварке AWS — Американское общество сварки
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварки
Принципы сварки — Роберт В. Месслер, младший
Руководство по дуговой сварке — Lincoln Electric
Сварка металлургии, 2-е издание — Sindo Kou
ANSI / AWS A5.1-2012 Технические условия на электроды из углеродистой стали для дуговой сварки в среде защитного металла
BS EN ISO 2560: 2009 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Для получения дополнительной информации свяжитесь с нами.
Сварка алюминия с использованием инверторных источников питания
Постоянный ток
Все сварочные источники питания преобразуют входящую мощность относительно высокого напряжения в низковольтную и сильноточную сварку, используя трансформатор.Раньше трансформатор работал напрямую от входящего переменного тока с частотой 50 или 60 Гц. На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не чаще, чем 120 в секунду.
Инверторы были внедрены в источники питания для сварки сначала для генерации постоянного тока (DC), а затем для генерации переменного тока. В этих источниках питания поступающая мощность переменного тока 50 или 60 Гц сначала выпрямляется в постоянный ток и фильтруется, а затем подается в инверторную секцию источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20000. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
Этот импульсный, высоковольтный, высокочастотный переменный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный переменный ток частотой 20 000 Гц, пригодный для сварки. Наконец, он пропускается через схему фильтрации и выпрямления для получения сварочного тока постоянного тока. Выход управляется твердотельными элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Поскольку силовой трансформатор работает на частоте 20 килогерц, он намного эффективнее, чем трансформатор, работающий на частоте 60 Гц. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким.Источники питания для инверторной сварки вольфрамовым электродом на постоянном токе (GTAW) обычно весят от 30 до 50 фунтов. С некоторыми из этих источников питания потребляемый ток при 205 А составляет 29 А при однофазном питании 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто преувеличивается, годовая экономия источника питания обычно составляет 10 процентов от закупочной цены источника питания.
Инверторные источники питания также очень точно «измельчают» входящий переменный ток, в результате чего получается стабильный постоянный ток без типичных пульсаций 60 Гц и стабильная сварочная дуга.
Переменный ток
В течение многих лет инверторные источники питания могли подавать только постоянный ток. Инверторов, выводящих переменный ток, просто не существовало. Это ограничивало использование инверторов для сварки алюминия, который обычно сваривают GTA с использованием переменного тока. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус. Запуск их с разной полярностью и попеременное включение и выключение генерировал выход псевдо-переменного тока. Некоторые инверторы все еще генерируют переменный ток таким образом.
Способность генерировать переменный ток делает инверторные источники питания подходящими для сварки алюминия с использованием GTAW.Поскольку напряжение дуги никогда не проходит через ноль, дуга переменного тока становится более стабильной. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности, что снижает количество радиочастотных помех (RFI), создаваемых источником питания.
Поскольку управляющие сигналы могут отправляться с любой частотой, в два раза превышающей частоту инвертора (40 кГц), частоту выходного сигнала для сварки переменным током можно изменять. Некоторые машины могут выдавать переменный ток с частотой от 20 до 150 Гц.По мере увеличения частоты конус дуги и сварной шов становятся более узкими, что приводит к более глубокому проплавлению сварного шва.
При GTAW проплавление сварного шва происходит в отрицательной части цикла переменного тока. Во время положительной электродной части цикла проплавление сварного шва уменьшается, и в вольфрамовый электрод поступает больше тепла, но дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Таким образом, в то время как большинство других материалов сваривают GTA с использованием постоянного тока, алюминий обычно сваривают на переменном токе.
Сварка с инверторами
Источники питания с ранней GTAW обеспечивали простой синусоидальный выход переменного тока с равным количеством генерируемых положительных и отрицательных электродов. Однако для адекватной очистки такой большой положительный электрод не нужен. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному, обычно примерно 65 процентов отрицательного электрода и 35 процентов положительного электрода.
Инверторные источники питания обеспечивают адекватную очистку дуги с 15% положительного электрода.Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего в вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Электроды из чистого или циркониевого вольфрама с тупым концом обычно рекомендуются для сварки на переменном токе с использованием обычных источников питания. Ситуация меняется при использовании инверторов. Большинство инверторов оптимизированы для зажигания дуги и наилучшей сварки с использованием заостренных электродов из 2-процентного торированного вольфрама.Многие пользователи также сообщают о хороших результатах при использовании заостренных вольфрамовых электродов с церированным или лантаном.
Повышение производительности за счет дуговой сварки под флюсом
Рисунок 1: Пила с одной дугой (двухпроводная)
В простейшей форме процесса дуговой сварки под флюсом (SAW) используется одна проволока и источник постоянного тока. В то время как провода многих размеров могут работать при силе тока от 300 до 1500 ампер, наиболее распространенные размеры — от 3/32 дюйма до 5/32 дюйма в диаметре и работают при полярности постоянного тока от 400 до 1000 ампер (+).
SAW не производит дыма, брызг или дуговых лучей. Хотя это возможно, но не практично, автоматизировать газовую дуговую сварку металла большого диаметра (от 1/16 дюйма до 7/64 дюйма) (GMAW) или порошковую сварку (FCAW) при силе тока в 500 до 700, SAW почти всегда больше подходит из-за этих преимуществ. Кроме того, процесс SAW очень стабилен при этих и более высоких токах.
Диаметр проволоки
Выбор правильного диаметра проволоки для работы зависит от нескольких факторов. Во-первых, размер доступного источника сварочного тока ограничивает размер проволоки.Хотя большинство источников питания на ПАВ рассчитаны на 1000 ампер постоянного или переменного / постоянного тока, иногда используется источник питания на 600 ампер. Диаметр 3/32 дюйма проволоку обычно рекомендуется для сварки при токе от 300 до 600 ампер, 1/8 дюйма. провод работает в диапазоне от 300 до 800 ампер, а 5/32 дюйма диаметром провод работает от 400 до 900 ампер.
Вы также должны учитывать требования к проникновению и заполнению. Чем меньше диаметр проволоки, тем больше плотность тока при данной силе тока и тем выше скорость осаждения при этой силе тока. Например, 3/32 дюйма.-диа. сварка проволокой при 600 ампер может дать 17 фунтов / час; 5/32 дюйма проволока при том же текущем вкладе 15 фунтов / час. Проволока меньшего диаметра также обеспечивает большее проникновение, чем провода большего диаметра при том же токе.
Доступно несколько опций для увеличения производительности по сравнению с однопроводной сваркой на резке на постоянном токе. Каждый вариант имеет определенные преимущества и недостатки по сравнению с однопроволочной SAW.
Двойной провод для более глубокого осаждения
Двухпроводная SAW (, рис. 1, ) признана Американским сварочным обществом (AWS) как параллельный провод, в котором используются две проволоки относительно небольшого диаметра, но только один источник питания и, как правило, один контактный наконечник.Он может увеличить производительность наплавки на 20–30 процентов по сравнению с однопроводной сваркой на ПАВ постоянного тока без значительного увеличения тепловложения. Увеличение происходит от большего тока Плотность достигается за счет проталкивания аналогичного тока по проводам с меньшим поперечным сечением.
Двухпроволочная сварка обеспечивает отличный провар, поскольку плотность тока направлена в осевом направлении вдоль каждой проволоки. Провода можно выровнять в направлении движения для высоких скоростей движения или перпендикулярно направлению движения для получения более широкого профиля бортика.
При двухпроводной сварке необходимо использовать контактный узел для тяжелых условий эксплуатации. Хороший контактный узел состоит из мощных контактных наконечников или одного контактного наконечника с прорезями для обоих проводов.
Остерегайтесь контактных узлов, в которых используются наконечники, предназначенные для ручной ручной сварки. Эти наконечники не выдержат интенсивного нагрева двух проводов, сливающихся в одну лужу при высоких нагрузках.
Пила с металлическим сердечником
Пила с металлическим сердечником имеет те же преимущества, что и двухпроволочная Пила. Высокая плотность тока достигается за счет токоведущей оболочки.Порошкообразный металлический сердечник увеличивает скорость осаждения. Однако проникновение шире и меньше по сравнению с двойной проволокой. Это может быть преимуществом при сварке стыков с зазорами. Зазоры в деталях являются обычным явлением в стыковых и угловых швах.
Рисунок 2: Тандемная сварка
Последние версии проволоки SAW с металлическим сердечником могут достигать ударных свойств до 20 фут-фунтов. при -40 градусов F.
Порошковая проволокалегче интегрировать, чем двухпроволочная сварка SAW, потому что при использовании только одной проволоки требования к оборудованию не отличаются от требований для стандартной однопроволочной сварки.
Пила с металлическим сердечником обеспечивает хорошее смачивание при высоких скоростях хода и лучше сопротивляется прожогу на деталях с зазорами, чем сварка сплошной проволокой.
DC (-) Отрицательная полярность
Использование постоянного тока отрицательной полярности для SAW обеспечивает увеличение скорости наплавки на 20–30% по сравнению со стандартным постоянным током положительной полярности. Однако малая глубина проникновения при отрицательной полярности может препятствовать плавлению или проникновению.
Пила переменного тока
Сварка переменным током обеспечивает золотую середину между постоянным током (+) и постоянным током (-).Он обеспечивает повышенную скорость наплавки по сравнению со сваркой с положительной полярностью, но при этом большее проплавление по сравнению со сваркой с отрицательной полярностью. Кроме того, ключевым преимуществом сварки на переменном токе является устранение дугового разряда, который может возникнуть во многих различных конфигурациях сварки стали. Выдувание дуги является обычным явлением в установках постоянного тока с высокой силой тока рядом с приборами, заземляющие зажимы и уголки.
Достижения в области сварки на переменном токе включают прямоугольную форму волны переменного тока и переменную форму волны. Прямоугольный выход переменного тока обеспечивает более стабильную дугу, чем обычная синусоидальная сварка на переменном токе, поскольку ток переключается гораздо быстрее с пикового положительного тока на пиковое отрицательное, практически без времени, близкого к нулю.Дальнейшие достижения привели к появлению прямоугольной волны, которой можно манипулировать, чтобы сделать мощность более похожей на дуга постоянного тока с малым проникновением (-) или дуга постоянного тока с более глубоким проникновением (+).
Тандемная пила
Следующим шагом к повышению производительности является тандемная сварка. Для тандемной сварки используются два отдельных источника питания, два механизма подачи проволоки и две проволоки большого диаметра (обычно 5/32 дюйма). Обе проволоки попадают в одну и ту же лужу расплава, но каждая имеет отдельный контактный наконечник, отдельный источник питания и отдельный контроль.Скорость наплавки как минимум вдвое выше, чем при использовании однопроволочной SAW.
На Рис. 2 показана типичная конфигурация тандемной сварки. Ведущая дуга чаще всего бывает постоянного тока (+), а следящая дуга — переменного тока. Подводящий провод постоянного тока (+) обеспечивает глубокое проплавление даже при высоких скоростях движения, в то время как ведомый провод переменного тока заполняет сварное соединение при более высокой скорости наплавки.
Самым важным аспектом следовой дуги переменного тока является то, что она не создает значительных помех для ведущей дуги. (Было бы непрактично запускать две дуги постоянного тока в непосредственной близости друг от друга.Они отклонят друг друга и вызовут очень нестабильный процесс.)
Тандемный двойной = провод
Еще более высокие скорости наплавки могут быть получены, если тандемная сварка сочетается с двойной проволокой, порошковой проволокой или модифицированной волной переменного тока. Тандемная сдвоенная сварочная головка показана на рис. 3 .
Рисунок 3: Тандемная двойная дуговая сварка под флюсом
Тандемно-сдвоенный процесс — это просто комбинация тандемной и двухпроводной сварки.Он может использовать комбинацию постоянного (+) / переменного тока или переменного / переменного тока для большей скорости наплавки.
Тандем переменного тока с измененной формой сигнала
Тандемная сварка с измененной формой волны — это процесс, в котором используется инверторный источник питания для изменения обратной прямоугольной волны переменного тока, так что ее синхронизация и амплитуда не сбалансированы. Дисбаланс смещен в сторону отрицательной полярности. Этот процесс обеспечивает скорость наплавки, приближающуюся к постоянному току (-), но ограничивается меньшим проваром при сварке с отрицательной полярностью.
Тандемная сварка холодной проволокой
В относительно большую тандемную сварочную ванну можно подавать дополнительную электрически «холодную» проволоку.Эта холодная проволока увеличивает скорость наплавки без добавления тепла. Холодная проволока на самом деле помогает уменьшить поступление тепла, потребляя энергию, поскольку она тает в лужу.
Выбор наилучшего процесса
При выборе наилучшего варианта процесса для вашего приложения необходимо учитывать множество вопросов. Один из способов оценить вариации — сравнить типичные сварочные процедуры для каждой вариации при одинаковой погонной энергии.
На рисунке 4 показано сравнение каждого варианта процесса, обсуждаемого в этой статье.Время сварки было рассчитано для каждого процесса с использованием одинаковой геометрии соединения, длины сварного шва и погонной энергии. Используемый шарнир представлял собой V-образную канавку под 60 градусов глубиной ¾ дюйма; длина сварного шва представляла собой длину окружности 48 дюймов диаметром. цилиндр, а тепловложение 65 кДж / дюйм. Сварочные токи и напряжения были выбраны соответствующие процессу и, где это возможно, были равны.
С учетом этих параметров тандемная сварка сдвоенной проволокой с добавлением холодной проволоки является наиболее производительным процессом.Кроме того, как и ожидалось, все тандемные процессы предлагают значительно более короткое время цикла в этом испытании. Это связано с тем, что при расчете тандемных процессов используется комбинированный сварочный ток 1400 ампер и достигается скорость наплавки от 40 до 60 фунтов / час. спектр. Сравните это с процесс с одним источником питания с использованием токов 700 ампер для каждого из 5/32 дюйма. проволочные процессы и 900 ампер и 500 ампер для 3/32 дюйма. сдвоенные и одинарные провода. Различия в производительности между тандемными вариантами не были такими значительными, как для однопроводных процессов.
Варианты стандартного процесса дуговой сварки под флюсом могут повысить производительность за счет использования более высоких сварочных токов и / или плотностей тока. Однако, прежде чем выбрать вариант, необходимо учесть другие факторы, такие как толщина материала, уровень производства, размер партии, требования к пропускной способности, подготовка стыков и качество кода.
Тино Орсини ранее занимал должность менеджера по развитию бизнеса в области продукции для сварки под флюсом, ESAB Welding & Cutting Products.Дэн Гербек (Dan Gerbec) — менеджер по продукции, расходные материалы для дуговой сварки под флюсом, ESAB Welding & Cutting Products, 801 Wilson Ave., Hanover, PA 17331, 717-630-3371, [email protected], www.esabna.com.
Процесс сварки стержневыми стержнями MMA
Что такое сварка стержневыми электродами?
Аббревиатура MMA (или MMAW) означает ручную дуговую сварку металла.«Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов). «Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока к работе. Сварка стержневым электродом обычно известна как сварка стержневым электродом или дуговая сварка.
Процесс MMA включает прикосновение к электроду во время работы для зажигания дуги. Электрод удерживается в держателе электрода и должен постоянно заменяться по мере его использования.Электрод состоит из металлического сердечника, который представляет собой присадочный металл, покрытый флюсом, который защищает сварной шов и предотвращает его окисление. Во время сварки флюс образует шлаковую оболочку сварного шва, которая отслаивается после образования шва.
Каковы преимущества сварки стержнем MMA?
СваркаMMA имеет ряд преимуществ перед альтернативными сварочными процессами. Прежде всего, он имеет большую производительность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока.По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут сваривать электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщин материалов без осложнений, связанных с подачей защитного газа или проволоки.
Благодаря инверторной технологии, сварка стержневыми электродами также очень портативна и часто используется для строительных работ и полевых работ.
Кроме того, сварка MMA обычно более щадящая, чем MIG или TIG, при сварке ржавых или грязных материалов, что делает ее идеальной для технического обслуживания.
Каковы недостатки сварки стержнем MMA?
Сварка тонких материалов, избегая «прорыва», может быть сложной задачей при использовании процесса MMA. Это проще сделать с инверторными сварочными аппаратами, такими как серия Weldforce от Weldclass, потому что дуга очень стабильна, а мощность можно очень точно регулировать.
СваркаMMA / Stick выполняется медленнее, чем сварка MIG, из-за необходимости замены электродов и стружки. По этой причине MIG — более популярный выбор для производственных работ.
Какая полярность является правильной при сварке стержневыми / стержневыми электродами?
Полярность относится к направлению тока при сварке.
Некоторые типы и марки электродов могут лучше всего работать при полярности постоянного тока +, другие лучше работают на постоянном токе, и многие электроды работают в любом направлении с очень небольшой разницей. Полярность обычно менее важна при сварке штучной сваркой.
DC + (также известный как; DCEP, или положительный электрод постоянного тока)
Рабочий провод, подключенный к положительной (+) клемме
Заземляющий провод, подключенный к отрицательной (-) клемме
Это обычно приводит к более глубокому проплавлению сварного шва с большей «тепло» направлено на работу.
DC- (также известный как DCEN или отрицательный электрод постоянного тока)
Рабочий провод, подключенный к отрицательной (-) клемме
Заземляющий провод, подключенный к положительной (+) клемме
Это обычно приводит к более высокой скорости осаждения (плавление -выкл), с большим «теплом», направленным на электрод.
Рекомендуется ознакомиться с инструкциями производителя или поэкспериментировать с металлоломом, чтобы найти идеальную полярность для каждого типа электрода и применения.
Другие статьи о сварке стержневыми / стержневыми электродами
Что такое горячий пуск, сила дуги и защита от прилипания?
Что такое напряжение холостого хода (OCV)?
Использование генераторов для питания инверторных сварочных аппаратов
Сушильные шкафы для сварочных электродов
Преимущества электродов с двойным покрытием
Почему нельзя получить хороший сварной шов из-за плохого зажима заземления
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение правильного и безопасного функционирования выбранного продукта в предполагаемом применении. E. & O.E.
Веллингтон Сварка
Серия «Как сделать», предложенная Абикором Бинзелем
Здесь мы собрали несколько руководств по различным типам сварки для людей, которые только начали сварку.
Перейти к:
Преимущества сварки MIG:
- Самая простая форма сварки для изучения
- Лучший контроль тонких металлов
- Подходит для сварки в нестандартном положении (например, вертикальной или потолочной)
- Глубокий провар для сварки толстых профилей
- Одинаковый источник питания для сплошной и порошковой (безгазовой) проволоки
Метод сварки MIG:
К началу
Преимущества сварки TIG:
- Сваривайте больше металлов и сплавов, чем любой другой процесс: Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хрома, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота.TIG — полезный процесс сварки для сварки вагонов, рам велосипедов, газонокосилок, дверных ручек, крыльев и т. Д.
- Создавайте высококачественные чистые сварные швы: Благодаря превосходному контролю дуги и сварочной ванны, TIG позволяет создавать чистые сварные швы, когда внешний вид важен. Поскольку подвод тепла часто регулируется нажатием ножной педали, как при вождении автомобиля, сварка TIG позволяет нагревать или охлаждать сварочную ванну, обеспечивая точное управление сварным швом.Это делает сварку TIG идеальной для косметических сварных швов, таких как скульптуры и автомобильные швы.
- Отсутствие искр или брызг: Поскольку в сварочную ванну добавляется только необходимое количество присадочного металла, брызги или искры не возникают (если свариваемый металл чистый).
- Без флюса или шлака: Поскольку газ аргон защищает сварочную ванну от загрязнения, флюс не требуется и не используется при сварке TIG, и нет шлака, который закрывает вам обзор сварочной ванны.Кроме того, готовый сварной шов не будет содержать шлака, который нужно удалять между проходами.
- Без дыма или дыма: При сварке TIG не образуется дыма или дыма, если основной свариваемый металл не содержит загрязняющих веществ или элементов, таких как масло, смазка, краска, свинец или цинк. Перед сваркой основной металл необходимо очистить.
- Используйте один защитный газ (аргон) для всех применений: Поскольку аргон можно использовать для сварки TIG всех металлов любой толщины, вам понадобится только один тип газа в вашем цехе для выполнения всех ваших сварочных проектов.
- Сварка во всех положениях: Сварка TIG может выполняться во всех положениях — плоском, горизонтальном, вертикальном или потолочном. Идеально подходит для каркасов безопасности и в закрытых помещениях.
Настройка TIG
1. Подключите фонарик При использовании резака с воздушным охлаждением используйте адаптер из комплекта принадлежностей и подключите резак к передней части машины. Также подключите газовый шланг и регулятор.2. Подключите пульт дистанционного управления Подключите ножную педаль или кончик пальца к машине.
3. Подключите рабочий зажим Подключите рабочий зажим (иногда называемый зажимом заземления) к машине. Другой конец закрепите на заготовке или рабочем столе.
4. Выберите полярность Для сварки алюминия переключите настройку силы тока на передней панели на переменный ток. Для сварки стали и стальных сплавов переключите настройку силы тока на DCEN. (Для ручной сварки переключите настройку силы тока на DCEP.)
5. Подготовьте вольфрам Измельчите вольфрам до точки.При сварке алюминия вольфрам начинает формировать шар. Если шарик вырастет до того же диаметра, что и ваш вольфрам, перенаправьте вольфрам. Отшлифуйте в длинном направлении и сделайте острие примерно в 2-1 / 2 раза длиннее диаметра. Используйте шлифовальный круг зернистостью 200 или мельче. Не используйте колесо для других работ, иначе вольфрам может загрязниться, что приведет к ухудшению качества сварки.
6. Соберите горелку Ослабьте заднюю крышку и извлеките из резака вольфрам диаметром 3/32 дюйма (на нем есть оранжевая полоса).Снимите сопло и медные цанги с резака. Вставьте цангу и корпус цанги обратно в резак и затяните. Установите сопло обратно на горелку.
7. Установите вольфрам Поместите вольфрам в цангу. Оставьте примерно от 1/8 до 1/4 дюйма выступа из цанги (не больше диаметра чашки). Затяните заднюю крышку.
8. Проверьте и подключите питание. Убедитесь, что блок питания, к которому вы подключаетесь, соответствует номинальным характеристикам вашей машины (см. Паспортную табличку на устройстве).Если ваш аппарат снабжен вилкой, подключите ее к соответствующей розетке, когда будете готовы начать сварку. Возможно, вам потребуется приобрести вилку, подходящую к вашей розетке. Если ваша машина не поставляется с вилкой, подключите ее в соответствии с процедурой, описанной в Руководстве пользователя.
Как выполнять сварку TIG
1. БезопасностьУбедитесь, что у вас есть все необходимое защитное снаряжение и соответствующая одежда. Например,
- Сухие изоляционные перчатки без отверстий и средства защиты тела
- Одобренный сварочный шлем с фильтрующими линзами соответствующего оттенка для защиты лица и глаз во время сварки или просмотра
- Одобренные защитные очки с боковыми щитками под шлемом
- Защитная одежда из прочного негорючего материала (кожа, плотный хлопок или шерсть) и защита для ног.
Держите резак TIG в руке под углом 70 ° или 80 °. Поднимите резак так, чтобы вольфрам выходил за пределы заготовки не более чем на 1/8–1 / 4 дюйма. Не позволяйте вольфраму касаться заготовки, иначе он загрязнит ваш материал, и вам придется переточить вольфрам.
3. Педаль управления
Потренируйтесь регулировать нагрев с помощью ножной педали, чтобы увидеть, как сварочная лужа увеличивается и уменьшается. В идеале ширина сварочной ванны должна составлять около 1/4 дюйма.Следите за тем, чтобы размер лужи был постоянным, чтобы он не увеличивался, не сжимался, не растекался или не сужался во время сварки.
4. Присадочный металл
Другой рукой возьмите присадочный металл так, чтобы он лежал горизонтально под углом 15 ° к заготовке, а не вниз. Нагрейте основной металл и аккуратно нанесите наполнитель в лужу. Наносите достаточно быстро, чтобы не оставить больших отложений.
Как установить горелку TIG для различных типов сварных швов?
Разница между полярностью DCEN и полярностью DCEP при дуговой сварке
Дуговая сварка — это один из типов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла, необходимого для плавления стыковых поверхностей основных металлов, а также присадочного металла.В каждом процессе дуговой сварки проводящие опорные пластины соединяются с одним выводом источника питания, а электрод — с другим выводом. Между электродом и основным металлом всегда сохраняется небольшой зазор (1-3 мм). Когда между ними приложена достаточная разность потенциалов, электроны перетекают от отрицательного вывода к положительному выводу во внешней цепи. Поток лавины электронов в конечном итоге составляет электрическую дугу, которая является основным источником тепла.Полярность в процессе дуговой сварки определяет направление потока электронов между опорными пластинами и электродами. Электроны всегда текут от отрицательного электрода к положительному во внешней цепи. При дуговой сварке, если сварочный электрод подключен к отрицательной клемме, электроны будут перетекать от электрода к основным металлам или наоборот. Источники питания для дуговой сварки обеспечивают питание переменного или постоянного тока; однако, в зависимости от выполненного подключения, питание постоянного тока может обеспечивать две полярности — прямую полярность и обратную полярность, как описано ниже.Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) : Это происходит, когда электрод соединен с отрицательной клеммой источника питания, а основные металлы соединены с положительной клеммой. Таким образом, с полярностью DCSP, лавины электронов высвобождаются из электрода и текут к базовым пластинам. Из-за наличия достаточной разности потенциалов электроны между электродом и основным металлом ускоряются и, наконец, ударяются о поверхность основного металла с очень высокой скоростью.При нанесении ударов, кинетическая энергия электронов преобразуется в тепловую энергию и, таким образом огромное тепло генерируется в непосредственной близости от поверхности опорной плиты. Как правило, считается, что около 66% общего тепла дуги генерируется на поверхности основного металла, в то время как остальная часть тепла генерируется на поверхности электрода. Это способствует быстрому расплавлению опорных пластин и, таким образом, легко обеспечивает более глубокое проникновение. Однако скорость осаждения присадочного металла снижается из-за меньшего нагрева вблизи электрода, особенно при сварке на основе плавящегося электрода.
Обратная полярность постоянного тока (DCRP) или Положительный электрод постоянного тока (DCEP): Здесь основные металлы соединяются с отрицательной клеммой источника питания, а электрод подключается к положительной клемме. Таким образом, электроны испускаются из базовых пластин и текут к электроду. Соответственно, большая часть тепла дуги генерируется на поверхности электрода, в то время как меньше тепла выделяется на поверхности основных металлов. Это приводит к более высокой скорости осаждения наполнителя (с расходуемым электродом).Недостаточное плавление основного металла может быть замечено из-за отсутствия тепла. Однако, когда лавина электронов высвобождается из базовой пластины, грязь и оксидные слои на основных металлах разрываются. Это явление также называют дуговой очисткой. Это полезно, так как по своей сути удаляет загрязненные частицы с прилегающих поверхностей и, таким образом, помогает в получении бездефектного сварного шва.
И прямая полярность постоянного тока, и обратная полярность постоянного тока имеют свои плюсы и минусы. В источнике питания переменного тока полярность меняется несколько раз в секунду определенное количество раз (в зависимости от частоты источника питания).Таким образом, полярность переменного тока обеспечивает умеренные эффекты. Различные сходства и различия между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) приведены в таблице ниже.
- И DCSP, и DCRP могут применяться для соединения двух или более компонентов вместе; однако результат может существенно отличаться.
- Обе полярности образуют электрическую дугу (основной источник тепла при дуговой сварке).
- Оба события повторяются один за другим в каждом цикле в случае питания переменного тока.