Выбор тока для сварки электродами
Многим людям кажется, что подобрать качественные электроды, хороший сварочный инвертор и больше ничего не нужно для успешного сваривания. Однако эти люди в чем-то правы, а в чем-то и нет. Для успешного сваривания также необходимо подобрать нужный ток. От чего он зависит? Он зависит от толщины металла, диаметра электрода и материала, из которого изготовлен электрод. Как узнать такие параметры? – это не является тайной, и Вы можете без проблем это прочитать далее в статье.
Для начала Вам нужно определить, какой сварочный ток использовать: постоянный или переменный. При сварке постоянным током прямой полярности глубина приваривания снижается на 40 – 50%, а при сваривании переменным током, провар уменьшается на 15 – 20%.
После того как Вы определитесь с полярностью тока, Вам нужно подобрать ток для используемого диаметра электрода. Для каждого диаметра электродов есть и свой ток.
- 1,6 миллиметра – 35 – 60 Ампер;
- 2,0 миллиметра – 30 – 80 Ампер;
- 2,5 миллиметра – 50 – 110 Ампер;
- 3,0 миллиметра – 70 – 130 Ампер;
- 3,2 миллиметра – 80 – 140 Ампер;
- 4,0 миллиметра – 110 – 170 Ампер;
- 5,0 миллиметра – 150 – 220 Ампер;
Исключением являются случаи, когда необходимо нужно сваривать тонкий металл. При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер. Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
- 2 – 3 миллиметра толщина металла: 1,6; 2,0 – толщина электрода;
- 3 – 5 миллиметра толщина металла: 2,0; 2,5; 3,0; 3,2; 4,0 – толщина электрода;
- 5 – 8 миллиметров толщина металла: 3,0; 3,2; 4,0; 5,0 – толщина электрода;
Теперь, Вы, зная ток, толщину электрода и толщину металла можете приступать к свариванию. Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор.
Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор.
Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Эти качества должны побудить Вас сделать правильный выбор. Теперь у нас остался один вопрос: где все это недорого купить? Сделать удачную покупку Вы можете у наших заводов-изготовителей, которые держат качество продукции на высоте уже долгое время. Наши заводы занимаются продажей только качественных сварочных материалов, поэтому для того чтобы начинать сварочные работы Вам нужно всего лишь сделать заказ всего, что Вам нужно и начинать сварочные работы.
Несмотря на кризис или другие неполадки, наши заводы стараются держать цены как можно ниже, чтобы любой желающий человек мог купить качественный сварочный материал по доступной цене.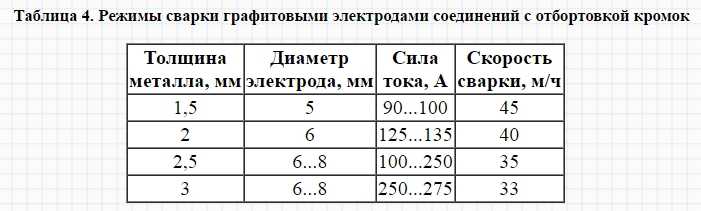 Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Характеристики сварочных электродов МР 3
Сварочные электроды цт-15
Цена электродов мр-3с
Для наплавки чыугуна озч-2
Сварка электродом и сила тока: ключевые моменты
Работа со сварочным аппаратом – это навык, освоение которого приходит с практикой. Выбор правильных электродов и силы сварочного тока считается не менее легким процессом из-за широкого диапазона электродов. Все зависит от типа металла, его механических свойств. Электроды работают с определенным типом источника сварочного тока. Перед включением сварочного и начала работ вам нужно определиться с факторами выбора электродов и расчета силы сварочного тока.
В этом обзоре мы рассмотрим основные принципы расчета силы токов при сварке электродом и рассмотрим теорию, рекомендации специалистов, которые помогут на практике избежать типичных ошибок. Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание. В современных моделях есть автоматический режим.
Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание. В современных моделях есть автоматический режим.
Сварочный ток: что нужно знать о нем
Сам процесс варки зависит от двух составляющих – диаметр электродов и сила тока при сварке электродом. Если вы правильно определяете их, проблем в работе не возникнет. При работе с металлом также обратите внимание на марку электродов, положение аппарата при сварке, полярность тока для сварки. Перед началом работы определить со швом, который вы хотите получить в результате, насколько для вас важна его аккуратность, точность. Тогда уже переходите к установке режима сварки и силы сварочного тока.
Для новичков важно запомнить базовое правило: сила сварочного тока определяется после ознакомления с диаметром электродов, который вы намерены использовать для сварки. Это базовый фактор для планирования работы.
Сварка металла электродом: как выбрать

Чтобы правильно подобрать электрод, оцените состав выбранного металла. Суть заключается в том, что состав электродов должен соответствовать типу металла. Только в этом случае удастся обеспечить прочный сварочный шов. Если определить состав металла проблематично, разберитесь в следующих моментах:
- Внешний вид металла. Если вы работаете со сломанной деталью, проверьте внутреннюю поверхность и определите, является ли подобранный металл литым.
- Магнитный или нет. Если металл магнитится, вероятнее всего, речь идет об углеродистой или легированной стали. Если основной металл не магнитится, материал может быть марганцевой сталью, нержавеющей сталью серии, цветным сплавом (алюминий, латунь, медь или титан).
- Образовавшиеся искры. Если во время прикосновения к дробилке металл образовывает большое количество иск, это свидетельствует о содержании углерода.

- Прочность. Сравните минимальную прочность электрода на разрыв с пределом прочности основного металла. Прочность на растяжение электродов на стержне можно определить по первым двум цифрам классификации на боковой поверхности электрода.
- Сварочный ток. Некоторые типы электродов могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие виды электродов работают с обоими. Чтобы определить правильный тип сварочного тока для конкретных электродов, обратитесь к четвертой цифре классификации, которая представляет тип покрытия и тип совместимого сварочного тока.

Какой ток соответствует диаметру электродов
Выбор силы тока: простое объяснение
Поскольку сварка – это дело практики, изначально вы можете протестировать разную силу токов при работе с металлическими изделиями. Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер.
Если у вас электрод диаметром 4 мм, тогда на аппарате устанавливаем значение от 120 до 200 Ампер. Сварка электродом 4 мм встречается часто и позволяет выполнять швы разного вида. Это наиболее популярный вариант для промышленной сварки. Если вы научитесь настраивать сварочный ток для 4 мм в этом диапазоне, это будет большим плюсом.
При работе с электродами 5-миллиметровым, переходим на более серьезную силу токов – от 160 до 200 Ампер. В этом случае специалисты советуют переходить на полупрофессиональные трансформаторы. Только в этом случае можно гарантировать стабильную работу аппарата и горение дуги.
Если говорить об электродах 8-ми миллиметров и большего диаметра, тогда стоит переходить на профессиональное оборудование. Это единственный вариант. Минимальное значение силы токов составит 250 Ампер, но чаще всего сварщики сталкиваются и с показателями до 350 Ампер.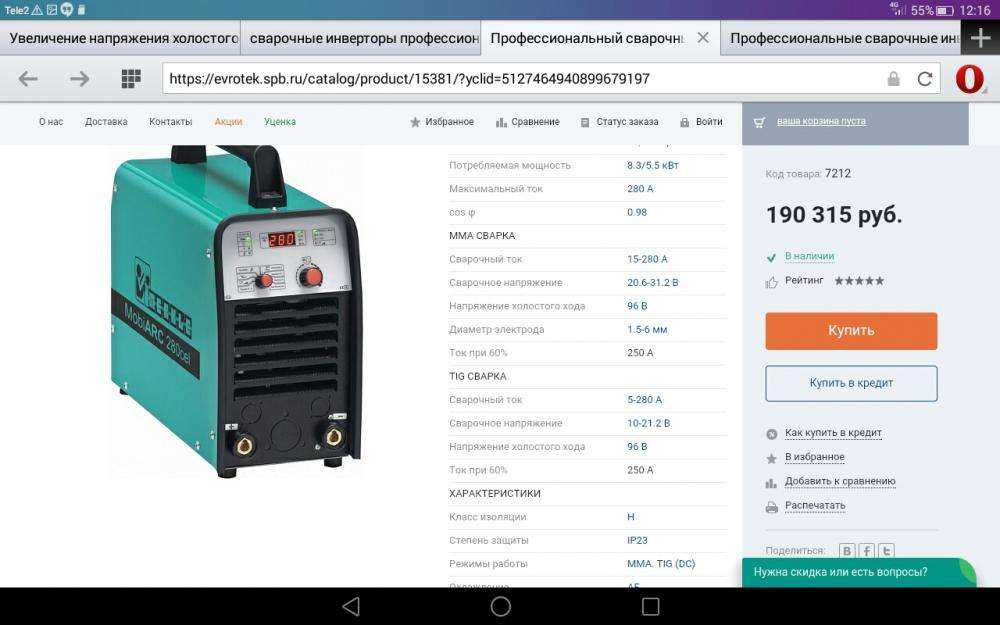
На современном рынке встречаются инверторные сварочные аппараты. Это компактное оборудование, отличающееся надежностью. Они удобны для домашнего использования, но чаще подходят для сварки проволоки малого диаметра. Следовательно, сила токов не превысит 50 Ампер. Такие сварочные аппараты способны плавно регулировать силу токов с минимальной погрешностью при выполнении сварочного шва.
Даже если вы новичок и ранее не сталкивались со сваркой, ориентируясь на утвержденные стандарты легко выбрать силу тока и не допустить типичных ошибок при сварке электродом. Старайтесь избегать неаргументированных советов экспертов. Если вы ошибетесь с силой тока, есть вероятность, что металл будет прожигаться или не сможет плавиться на необходимую глубину. Значения силы тока для создания качественных швов фиксируются в ГОСТах и нормативных международных документах. Пользуйтесь ими и только с этой информацией вы сможете добиться желаемого результата.
Еще одна более универсальная таблица поможет вам настроить сварочный аппарат под работу с конкретным электродом:
Сила сварочного тока: какие параметры стоит учитывать
Помимо диаметра электрода важно обратить внимание на следующие параметры:
- сварка и толщина металла. Это обязательный фактор, который поможет определиться с диметром электрода;
- положение сварки. Только в нижнем положении вы не сможете сварить детали, других ограничений нет;
- многослойная сварка. Если вам нужно проварить в несколько проходов, тогда придется экспериментировать с силой токов;
- марка электрода. Чаще всего обращают внимание на этот пункт профессиональные сварщики, работающие с несущими конструкциями, в которых нельзя допускать ошибок. В таком случае есть определенные требования и к марке электрода;
- типы токов. Род бывает переменный и постоянный. Поскольку определенные электроды могут работать только с конкретными тирами, это может быть важно;
- какая полярность.
 Это обязательный фактор, который поможет определиться с диметром электрода;
Это обязательный фактор, который поможет определиться с диметром электрода;Вывод: почему важно определиться с силой сварочного тока
Если вы работаете со сварочным аппаратом без автоматического режима, определяться с силой токов придется научиться. За счет его изменения реально делать шов более прочным, утолщенным в зависимости от поставленной цели. Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.
Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.
Как подобрать источник сварочного тока
Сварщики-любители должны рассмотреть возможность приобретения аппарата SMAW с функцией горячего пуска, которая обеспечивает более высокую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.
Сварка часто считается пугающим ремеслом. Но выбор правильного источника сварочного тока может быть в равной степени пугающим и ошеломляющим. Если вы новичок в сварке или хотите модернизировать свой аппарат, может быть трудно понять, что искать.
Для тех, кто плохо знаком со сваркой, имеет небольшой опыт или занимается только неполный рабочий день, важно понимать, как вы собираетесь использовать источник питания. Какова средняя толщина свариваемого материала? Будете ли вы работать в помещении, на открытом воздухе или и то, и другое одновременно? Вам нужен источник питания, предназначенный для одного процесса сварки, или вам нужна многофункциональная машина? Реальный взгляд на то, что вы собираетесь делать с машиной, поможет вам найти ту, которая соответствует вашим потребностям, и избежать перерасхода средств на возможности, которые вам не нужны.
Какова средняя толщина свариваемого материала? Будете ли вы работать в помещении, на открытом воздухе или и то, и другое одновременно? Вам нужен источник питания, предназначенный для одного процесса сварки, или вам нужна многофункциональная машина? Реальный взгляд на то, что вы собираетесь делать с машиной, поможет вам найти ту, которая соответствует вашим потребностям, и избежать перерасхода средств на возможности, которые вам не нужны.
Большинство сварщиков можно отнести к одной из трех категорий: самодельщики (DIY), фермеры/владельцы ранчо и генеральный подрядчик. Следующие рекомендации помогут вам принять решение и разобраться в технологиях и областях применения сварки.
Источники питания для самодельного сварочного аппарата
Сварщики, которые относятся к категории «сделай сам», обычно сваривают небольшие ремонтные работы в своем гараже, такие как газонокосилки, изделия из металла, тележки, небольшие тракторы и ремонт автомобилей. Сварка в условиях гаража обычно означает, что портативность машины не является важным фактором.
Большинство домашних мастеров в основном используют дуговую сварку в среде защитного газа, также известную как сварка электродами, или дуговую сварку с флюсовой проволокой (FCAW), поэтому им не приходится тратиться на защитный газ. Однако, если вы предприимчивы и хотите улучшить свои навыки или изучить другие процессы, подумайте о многопроцессорной машине, которая может выполнять FCAW, дуговую сварку металлическим электродом (GMAW), сварку электродом и дуговую сварку вольфрамовым электродом (GTAW).
Обычные сварщики-любители не будут сваривать материал толще ¼ дюйма, что означает, что мощность сварки составляет не менее 100 ампер, а для плазменной резки — 20 ампер. Обычно это можно найти в машинах на 110–120 В. Если вам требуется больше мощности для иногда более толстого материала, рассмотрите машину, которая способна работать как от 110 до 120 В, так и от 208 до 240 В. Тщательно выбирайте машину, которая будет максимально использовать вашу входную мощность.
Пятнадцать лет назад все источники питания, сделанные своими руками, были трансформаторными, потому что они были недорогими. Рынок изменился и движется к инверторным машинам, потому что они намного более энергоэффективны и обычно имеют немного более высокую производительность и рабочий цикл. Выбор инверторного станка FCAW даст вам больше возможностей; более плавная дуга; и позволяют бесконечно регулировать напряжение и подачу проволоки, что упрощает обучение и настройку.
Сварка стержнем — отличный процесс для сварки таких материалов, как сталь, нержавеющая сталь, чугун и наплавка. Дополнительным преимуществом является то, что для этого не требуется защитный газ, что может сократить ваши первоначальные инвестиции. Ищите аппарат SMAW с функцией горячего пуска, которая производит большую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.
Рассмотрите возможность приобретения как 3⁄32-, так и 1⁄8-дюймового диаметра. электроды для 120-вольтовой машины, которая позволит вам сваривать листовой металл толщиной до ¼ дюйма. Иногда можно найти 5⁄64-дюймовый. электрод, который идеально подходит для сварки тонколистового металла. Электрод большого диаметра, например, 5⁄32 дюйма, не рекомендуется использовать для машин на 120 В, потому что он будет плохо проваривать и вам, вероятно, не хватит выходной силы тока для зажигания дуги.
Помните, что некоторые стержни, такие как E6013 и E7014, рассчитаны на малую силу тока и просты в использовании и обучении. Некоторые марки электродов созданы для того, чтобы лучше работать на низковольтных сварочных аппаратах, поэтому попробуйте пару разных марок, чтобы увидеть, что лучше всего работает на вашем аппарате.
Распространенное заблуждение при выборе провода для GMAW заключается в том, что провода большего диаметра, например 0,035 дюйма, лучше, но это не относится к машинам на 120 В. Большинство аппаратов с подачей проволоки начального уровня рекомендуют использовать диаметр 0,030 дюйма. провод, который является лучшим выбором. Проволока малого диаметра будет иметь более равномерную дугу, более широкую зону наилучшего восприятия, лучшую плотность тока и лучшее проплавление, при этом она сможет сваривать материалы различной толщины, включая листовой металл до ¼ дюйма.
провод, который является лучшим выбором. Проволока малого диаметра будет иметь более равномерную дугу, более широкую зону наилучшего восприятия, лучшую плотность тока и лучшее проплавление, при этом она сможет сваривать материалы различной толщины, включая листовой металл до ¼ дюйма.
Если вам нужно сваривать вдали от гаража, подумайте о выборе генератора. Большинство машин на 120 В могут работать от высококачественного генератора непрерывного действия мощностью 4000 Вт, если он производит чистую мощность (менее 5% общих гармонических искажений). Убедитесь, что производитель источника питания говорит, что это сварочный аппарат, пригодный для работы с генератором, прежде чем пытаться его использовать.
Источники питания для сварщика на ферме/ранчо
Требования сварщиков на ферме и ранчо аналогичны требованиям домашних мастеров, но они сваривают чаще, на более крупном оборудовании и из более толстых материалов. Кроме того, важна портативность, так как часто ремонтную сварку проводят в полевых условиях.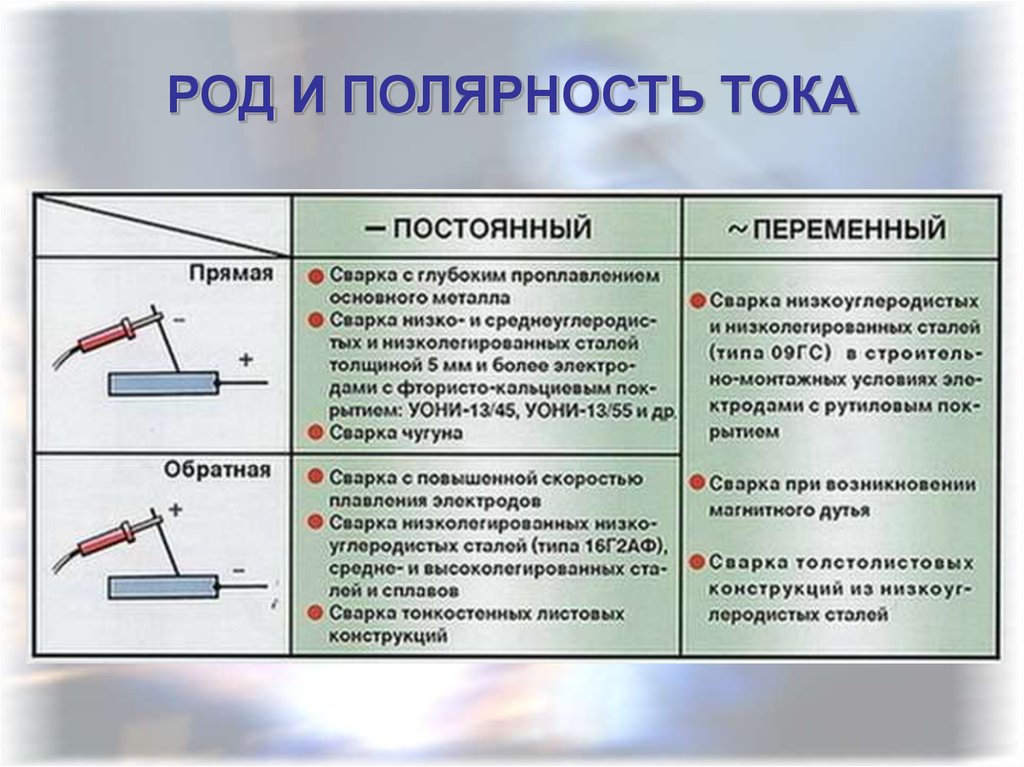
Примерно 15-20 лет назад большинство фермеров и владельцев ранчо нуждались в специальном аппарате для сварки электродами, который был бы надежным и простым в использовании на открытом воздухе. Однако выбор между палкой и GMAW больше не является проблемой, потому что производители машин теперь производят несколько хороших многопроцессорных машин по цене менее 1500 долларов. Эти машины могут выполнять FCAW, палки, GMAW и GTAW, что дает вам большую универсальность и лучшую общую ценность. На более новых машинах гораздо проще переключаться между процессами, чем на некоторых старых источниках питания. Если вы относитесь к категории фермеров/владельцев ранчо, постарайтесь найти машину, которая позволяет легко переключаться между палкой и GMAW (процесс TIG не так распространен в этой отрасли).
Толщина материала, наиболее часто используемого в этой категории, находится между листовым металлом и толщиной до ½ дюйма. Это означает, что для достижения хороших результатов вам потребуется мощность сварки 200 ампер и мощность плазменной резки 40 ампер. Аппараты с несколькими или двумя напряжениями питания могут значительно улучшить вашу гибкость при сварке в различных местах и занимают первое место в списке рекомендуемых функций.
Аппараты с несколькими или двумя напряжениями питания могут значительно улучшить вашу гибкость при сварке в различных местах и занимают первое место в списке рекомендуемых функций.
Машины-трансформеры чаще используются фермерами и владельцами ранчо из-за надежности, ремонтопригодности и привычности. Хотя вы, скорее всего, найдете трансформаторную машину на ферме, инверторные машины начинают занимать их место.
Инверторные машины весят намного меньше (точнее, на 65-75% меньше), чем трансформаторы, и их легче ремонтировать. Типичная трансформаторная машина на 250 ампер может весить до 220 фунтов, но инверторная машина с аналогичной мощностью может весить 50 фунтов.
Время гарантийного ремонта составляет в среднем от 25 до 35 минут для инверторной машины и от 45 до 60 минут для трансформаторной машины, при условии, что требуется замена всей печатной платы инвертора.
Наконец, у большинства фермеров и владельцев ранчо есть кислородно-ацетиленовая установка для нагрева и резки металлов или ремонта сломанных чугунных деталей. Если у вас нет кислородно-ацетиленовой установки, рассмотрите возможность добавления плазменной резки. Плазменные резаки безопасны и требуют только чистого и сухого сжатого воздуха для качественной резки. Эти машины обычно стоят около 1000 долларов и позволяют резать материал толщиной до ½ дюйма.
Если у вас нет кислородно-ацетиленовой установки, рассмотрите возможность добавления плазменной резки. Плазменные резаки безопасны и требуют только чистого и сухого сжатого воздуха для качественной резки. Эти машины обычно стоят около 1000 долларов и позволяют резать материал толщиной до ½ дюйма.
Источники питания для генерального подрядчика
Есть разница между подрядчиком по сварке, который занимается сваркой весь день, каждый день, и генеральным подрядчиком, который занимается сваркой от случая к случаю. Категория генерального подрядчика предназначена для тех, кто может выполнять сварку для обслуживания зданий, ОВКВ, изготовления кухонь из нержавеющей стали, металлических ограждений или лестниц или других металлических конструкций для ландшафтного дизайна. Универсальность и портативность являются наиболее важными факторами для сварщиков, относящихся к этой категории.
Большинство генеральных подрядчиков работают с тонкими металлами, толщина которых редко превышает ½ дюйма, что означает, что лучше всего использовать сварочный аппарат мощностью до 200 ампер для сварки и 40 ампер для плазменной резки. Ищите машину с двойным напряжением, чтобы вы могли сваривать в разных местах, и ищите инверторную машину, легкую и универсальную.
Ищите машину с двойным напряжением, чтобы вы могли сваривать в разных местах, и ищите инверторную машину, легкую и универсальную.
Если вы в основном свариваете сталь или нержавеющую сталь, рассмотрите возможность использования многопроцессорного аппарата с выходом постоянного тока, который позволяет использовать либо GMAW, либо электроды. Многопроцессорная машина добавляет универсальности и позволяет переключаться между FCAW, GMAW, палкой и GTAW. Газ тримикс часто рекомендуется для сварки нержавеющей стали с помощью GMAW, но это может быть немного дороже. Процесс сварки нержавеющей стали может быть дешевле. Обычные нержавеющие электроды: E308L, E309.Л и E316L. Для работы с нержавеющей сталью, например, в пищевой промышленности, где переходы носка сварного шва должны быть идеальными, попробуйте GTAW, используя специальную машину для сварки стержнем/GTAW с импульсным управлением.
Если вам нужно сваривать алюминий, убедитесь, что ваш многофункциональный аппарат поддерживает работу с катушечным пистолетом. Прецизионная алюминиевая GTAW на тонких конструкционных рамах (таких как мотоциклы и некоторые лодки), вероятно, потребует специальной машины GTAW с выходом переменного тока (AC). Для алюминиевого GTAW вам понадобится возможность регулировки баланса, частоты и пульса. Возможно, вы слышали термин «управление формой волны». Это хорошая функция для очень специфических приложений, но она также увеличивает сложность и затраты. Генеральному подрядчику необходима машина с двойным напряжением, работающая от 110 до 120 В или от 208 до 240 В.
Прецизионная алюминиевая GTAW на тонких конструкционных рамах (таких как мотоциклы и некоторые лодки), вероятно, потребует специальной машины GTAW с выходом переменного тока (AC). Для алюминиевого GTAW вам понадобится возможность регулировки баланса, частоты и пульса. Возможно, вы слышали термин «управление формой волны». Это хорошая функция для очень специфических приложений, но она также увеличивает сложность и затраты. Генеральному подрядчику необходима машина с двойным напряжением, работающая от 110 до 120 В или от 208 до 240 В.
Большинству подрядчиков необходимо регулярно резать металл. Эффективность имеет важное значение, поэтому рассмотрите плазменный резак, способный выполнять чистый рез толщиной до ½ дюйма. Если вы находитесь в затруднительном положении и работаете с ¾ дюйма, вы обычно можете отрезать 3⁄4 дюйма с помощью плазменного резака, рассчитанного на ½ дюйма. оценка различных машин. Проблема № 1 с плазменными станками — грязный или маслянистый воздух, поэтому обязательно фильтруйте и осушайте воздух и никогда не используйте компрессор с масляной ванной. Лучшим вариантом будет поиск сухого сверхтихого компрессора со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком бережно, так как внутри есть движущиеся части, которые легко заклинить или повредить. Замена поврежденной или неработающей головки плазменного резака является обычным явлением, и большинство производителей не дают гарантии на резак или головку.
Лучшим вариантом будет поиск сухого сверхтихого компрессора со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком бережно, так как внутри есть движущиеся части, которые легко заклинить или повредить. Замена поврежденной или неработающей головки плазменного резака является обычным явлением, и большинство производителей не дают гарантии на резак или головку.
Перед покупкой
Одним из наиболее важных элементов, которые следует учитывать при покупке новой машины, являются гарантия и сертификация. Скорее всего, вам понадобится хорошая гарантия и техническая поддержка в течение всего срока службы вашей машины. Обязательно приобретайте машину от известной компании и бренда.
Кроме того, приобретение сертифицированной машины (сертифицированной CSA и ETL) гарантирует соответствие машины стандартам безопасности UL, применимым в США и Канаде (примечание: сертификация CE не является). Остерегайтесь, что в США и Канаде продаются машины без этих сертификатов, а несертифицированные продукты не тестируются и не проверяются третьей стороной.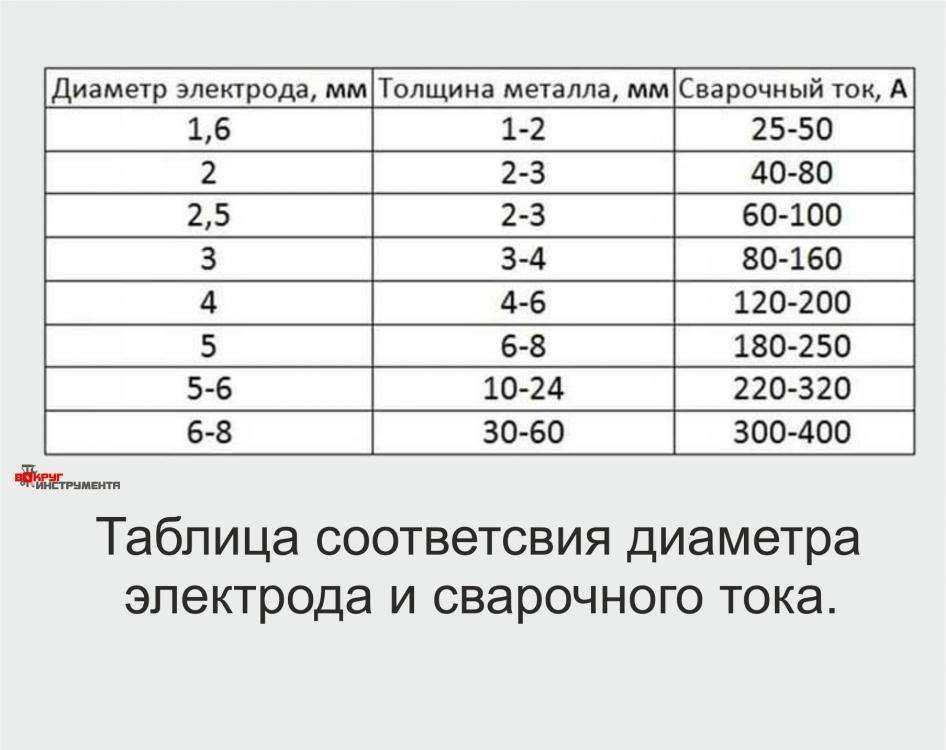
Джейсон Махью — директор инженерно-технической службы Forney Industries, 2057 Vermont Drive, Fort Collins, CO 80525, 800-521-6038, [email protected].
Выбор постоянного тока (cc) Сварщик постоянного тока для обучения
Источник питания для сварки, как видно из названия, представляет собой устройство, которое подает электроэнергию для целей сварки. Сварка, как известно, требует более 80 ампер высокого тока и более 12 000 ампер для точечной сварки . Низкий ток также используется, например, при сварке двух бритвенных лезвий при силе тока 5 ампер дуговой сваркой вольфрамовым электродом в среде защитного газа. Источник питания для сварки может варьироваться от автомобильного аккумулятора до современного аппарата, основанного на технологии кремниевого управляемого выпрямителя.
Сварочные аппараты бывают двух типов — постоянного тока (CC) и постоянного напряжения (CV) . Разница заключается в том, что машина постоянного тока изменяет свое выходное напряжение для поддержания постоянного тока, тогда как машина постоянного напряжения будет колебать свой выходной ток для поддержания заданного напряжения.
Следует отметить, что сварочные аппараты постоянного тока (CC) имеют ограниченный максимальный ток короткого замыкания. Они имеют отрицательную вольт-амперную характеристику, и напряжение будет меняться в зависимости от длины дуги, лишь незначительно изменяя силу тока, поэтому они называются постоянным током или переменным напряжением.
Обычно говорят, что правильное понимание сварочного аппарата постоянного тока постоянного тока (CC) определяет успех и неудачу студентов, которые делают карьеру в области сварки. Чтобы интерпретировать кривую вольт/ампер, вы должны понимать взаимосвязь между длиной дуги и напряжением. Основным фактом процесса дуговой сварки является то, что по мере увеличения длины дуги повышается напряжение; по мере уменьшения длины дуги напряжение падает.
Кандидатские испытания для получения права на сварку труб с использованием незнакомого оборудования не увенчаются успехом, какими бы искренними они ни были.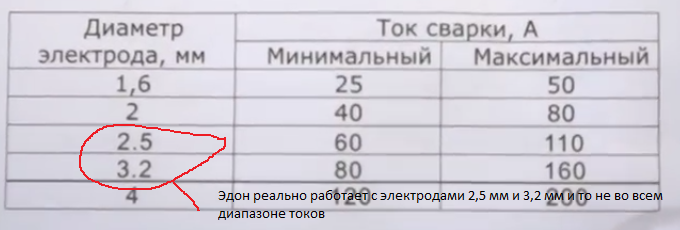 Дело в том, что, несмотря на наличие всех навыков, у студента была не та машина. Инструктор увидел затруднительное положение студента, посадил его на другой сварочный аппарат, и сварка стала безупречной.
Дело в том, что, несмотря на наличие всех навыков, у студента была не та машина. Инструктор увидел затруднительное положение студента, посадил его на другой сварочный аппарат, и сварка стала безупречной.
Характер машины CV важен для дуговой сварки металлическим газом и дуговой сварки с флюсовой проволокой, поскольку сварщик не сможет вручную контролировать длину дуги. Если сварщик попытается использовать машину CV для дуговой сварки защищенным металлом, небольшие колебания длины дуги также могут вызвать большие колебания мощности машины. С машиной CC сварщик может рассчитывать на фиксированное количество ампер, достигающих свариваемого материала, независимо от расстояния дуги. Но, опять же, слишком большое расстояние приведет к плохой сварке.
Инвертор постоянного тока CC/CV с выходной мощностью 350 ампер при рабочем цикле 60 % удовлетворяет большинство сварочных потребностей. Этот тип установки позволяет обучать студентов сварке электродом и сварке ВИГ на постоянном токе в широком спектре применений, а также обучать студентов процессам MIG и порошковой сердцевины.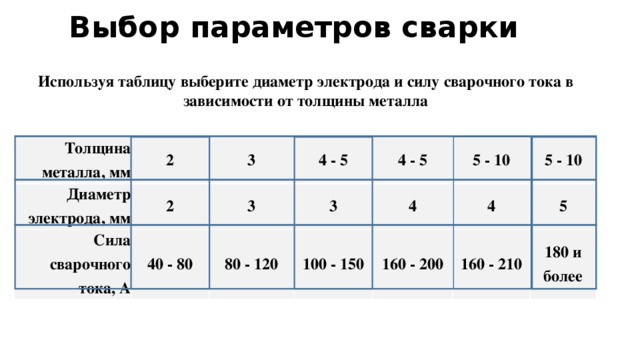
Учебные центры, в которых обучают сварке Stick, TIG и MIG , выбор правильного аппарата имеет первостепенное значение, поскольку он может улучшить или испортить учебную карьеру студента. Возможно, вы знаете, что промышленное развитие постоянно создает огромный спрос на квалифицированных сварщиков. Учебный центр несет ответственность за обеспечение стажеров инструментами, которые помогут им добиться успеха. Инверторы обычно рекомендуются для школы обучения сварщиков потому что:
- Принимая во внимание тип технологии сварки , которую внедряют в большинстве отраслей, целесообразно обучать студентов только тому оборудованию, которое они будут использовать профессионально. Инверторы
- относительно небольшие и компактные, поэтому занимают очень мало места. Инверторы
- намного более энергоэффективны и, таким образом, могут окупить себя только за счет экономии энергии.
- Некоторые инверторы позволяют подключаться к однофазной или трехфазной сети в широком диапазоне первичных напряжений.
