Как научиться правильно варить металл сварочным инвертором с нуля самому
05ДекСодержание статьи
- Что это за аппарат и как он работает
- Как правильно варить инверторной сваркой – выбор техники
- Как идет процесс приварки, если сваривать инверторной сваркой
- Начинаем с азов электросварки
- Учимся варить инверторной сваркой – пошаговая инструкция
- Грамотное создание сварного шва и разновидности дефектов
- Какие бывают типы полярности
- Обработка тонких материалов
- Пошаговая инструкция по сварке инвертором
- Процедура сварной резки металлических изделий
- Частые ошибки новичков
- Подведем итоги
Как заявляют опытные сварщики, использование инвертора позволяет легче удерживать дугу, что позволяет добиться идеального шва. Если вы только начинаете, не нужно бояться трудностей. Представленное устройство достаточно просто в обращении, овладеть им в сжатые сроки сможет каждый.
Что это за аппарат и как он работает
Главная особенность описанного продукта в том, что он способен преобразовывать ток 220В в колебания высокой частоты, а после в постоянный. Таким образом удается добиться высокого КПД и не переживать из-за огромных расходов электроэнергии.
Практически все инверторы функционируют от обычной бытовой сети, причем действовать они могут и при пониженном напряжении, что очень удобно. Прибор идеален для новичков, так как научиться им пользоваться можно довольно быстро. Как именно это сделать, поговорим далее.
Как правильно варить инверторной сваркой – выбор техники
Прежде чем ответить на этот вопрос, нужно выяснить, действительно ли вам нужен такой агрегат для соединения металлических деталей. Бывают бытовые, полупрофессиональные и профессиональные. Инвертор – машина для использования электродов. Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Поскольку подобная практика является целой наукой, которой учат в колледжах, не стоит сразу делать крупный проект, такой как верстак или беседка. Лучше опробовать себя на обрезках. А потом попробовать соорудить несложную вещь, к примеру — книжную полку.
Как идет процесс приварки, если сваривать инверторной сваркой
При прямом контакте проводника и металлической поверхности образуется разряд. Он имеет высокую температуру, поэтому сам элемент и предмет обработки начинают плавиться.
По завершении манипуляций и охлаждения обмазка стержня становится шлаком, покрывающим получившийся шов. Сбить эти остатки можно молотком.
Во время работы, электрод плавится. Необходимо выдерживать расстояние между элементом. Это еще называют длиной дуги.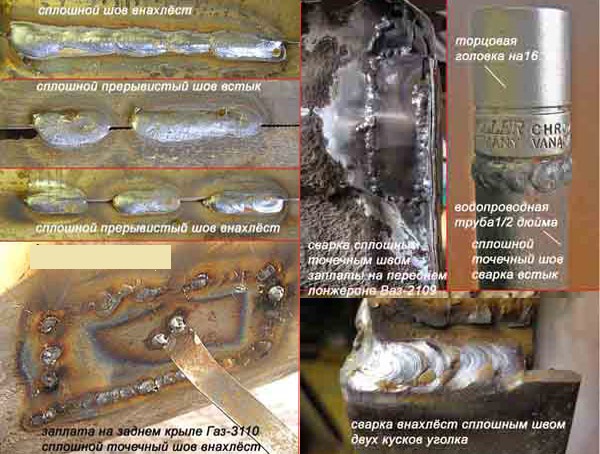 Добиться желаемого можно путем подачи проводника в зону сварочной ванны с постоянной скоростью.
Добиться желаемого можно путем подачи проводника в зону сварочной ванны с постоянной скоростью.
Начинаем с азов электросварки
Для начала нужно разобраться в том, чем нам вообще придется пользоваться. Сам аппарат выглядит как небольшой ящик, весом до 7 кг. На панели есть тумблер включения, а также основные индикаторы.
Имеются и два выхода – первый плюс, второй минус. К ним мастер подключает кабели. Один из которых заканчивается специальным зажимом, крепящимся к детали. Второй отводится под электрод и снабжен держателем. Такая вот простая конструкция. После остается только разобраться в том, как научиться варить металл инверторной сваркой с нуля. Ничего сложного тут нет.
Если вы только выбираете устройство, проследите чтобы кабели были достаточной длины. Важна и их гибкость, это упростит работу.
Используемое оборудование, экипировка и правила техники безопасности
Подобные работы всегда тесно связаны с электрическим напряжением, поэтому так важно позаботиться о собственной безопасности. Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Учитывайте вес и устойчивость металлической конструкции. Нередки случаи, когда сооружения рушились и придавливали своим весом рабочих. Если мы только учимся сваривать металл инвертором, обязательно помните о технике безопасности.
Процесс сварки тесно связан не только с электричеством, но и высокой температурой. Поэтому позаботьтесь об экипировке:
- специальные холщовые или брезентовые рукавицы;
- маска для защиты глаз и лица;
- рабочий костюм;
- в условиях замкнутого пространства нужен респиратор;
- обувь на резиновой подошве.
Сами электроды стоит подбирать в соответствии с типом сплава, который будет подвергаться обработке.
Внешний вид оборудования
Вот перечень всех датчиков и индикаторов, которые выведены на панель:
- тумблер для включения и выключения устройства;
- ручки для определения требуемой величины напряжения;
- индикаторы, позволяющие понять, когда устройство перегрелось, а также дающие информацию о подаче питания;
- два выхода — плюс и минус.


Подключить технику можно через специальный разъем, расположенный в задней части устройства.
Учимся варить инверторной сваркой – пошаговая инструкция
Подготовительный этап начинается с приобретения защитной экипировки. Одного только сварочного аппарата мало. Чтобы позаботиться о своей безопасности, нужно подготовить место для работы:
- уберите все лишнее, что может помешать;
- установите качественное освещение;
- работы должны осуществляться на настиле из древесины, это защитит вас от поражения электричеством.
Далее можно приступать. Электроды подбираем в диаметре от 2 до 5 мм. На корпусе указывается, какой должна быть сила тока в соответствии с выбранными материалами. Данный этап можно пропустить, если используются только что купленные элементы, качество которых еще не проверено. Понять, как научиться правильно сваривать металл инвертором может каждый, достаточно углубиться в тему и почитать нужные статьи.
Подсоединяем зажим массы к фрагменту, который будет подвергаться сварке. При этом сам материал нужно должным образом обработать:
- тщательно убрать всю ржавчину при помощи напильника или угловой шлифовальной машинки;
- кромки очистить бензином, чтобы полностью устранить загрязнения.
Основы мы разобрали, теперь детально поговорим о том, как именно варить, соблюдая все необходимые меры.
Придерживаемся правильного дугового промежутка
Длина дуги представляет собой зазор, который формируется во время касания электродом металлической поверхности. Выделяют несколько вариантов данного состояния.
При коротком разряде, не превышающем 1 мм, шов образуется выпуклый, так как слой прогревается на малую зону. Когда же формируется наоборот длинный, добиться стабильности очень сложно. Шов образуется недостаточно глубокий.
Идеальный вариант — постоянный зазор в 2-3 мм, приводит к тому, что достигается отличный провар, шов образуется нормальный по своей структуре. Разбираясь в том, как правильно работать сварочным аппаратом инверторной сварки, нужно углубляться в любые нюансы данного процесса.
Разбираясь в том, как правильно работать сварочным аппаратом инверторной сварки, нужно углубляться в любые нюансы данного процесса.
Грамотное создание сварного шва и разновидности дефектов
Если передвигать электрод быстро, будет формироваться дефектный шов. А он должен быть на уровне металла. Все зависит от умений сварщика, он же выбирает тип движений, которые позволяют добиться требуемой глубины.
Если соблюдать европейские стандарты, то в случае с работой со сталью до 4 мм толщиной, лучше не использовать поперечные движения.
Какие бывают типы полярности
Металл плавится в процессе под активным воздействием тепла, исходящего от дуги. Сварочный процесс может проводиться в двух вариантах, различающихся по типу подключения.
Прямая полярность означает, что электрод подводится к минусу, поверхность для обработки к плюсу. Это позволяет добиться снижения уровня теплоотдачи. Есть и обратная полярность, тут соответственно подключение полностью меняется. Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов инверторной сваркой.
Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов инверторной сваркой.
Как влияет скорость подачи проводника
Для протекания сварочных работ в нормальном режиме, важно поступление нужного количества плавленого металла в сварочную ванну. Если его будет слишком мало, происходит подрез.
Если передвигать электрод по линии шва очень быстро, дуга не сможет выдать достаточно мощности, чтобы прогреть сплав. Это приводит к тому, что шов образуется неглубокий. Если же наоборот, двигать стержень очень медленно, будет перегрев, возрастает риск прожигания поверхности.
Как влияет сила тока
Темп передвижения и установленная сила тока воздействуют на сварной шов одновременно. Чем выше напряжение, тем больше глубина проплавления. Соответственно в таком случае можно повысить скорость движения электродного элемента по материалу. Если совместить оптимальную скорость проводки и силу тока, получается ровный шов требуемой глубины провара.
Мы поможем каждому понять, как правильно пользоваться инверторной сваркой. От вас требуется только внимательно изучить полученную информацию и закрепить все на практике.
Обработка тонких материалов
При работе в домашних условиях предпочтение отдается небольшим и часто довольно тонким деталям. В таком случае нельзя допускать даже незначительные ошибки, так как они моментально приведут к прожогу поверхности. Чтобы добиться идеально ровного шва на тонких основаниях, сначала нужно потренироваться на более толстом металле.
- Сварочные действия следует проводить с установленной величиной силы тока близкой к минимальной.
- Шов создавайте углом вперед.
- Одной из главных проблем при соединении тонких деталей является деформация металла. Следите, чтобы полотно не перегревалось.
Пошаговая инструкция по сварке инвертором
Рабочий процесс начинается с розжига дуги. Сделать это можно двумя способами:
- Чирканье – чем-то данный метод напоминает поджигание спички. Создавая касательные движения, провоцируется запуск. Принцип в том, чтобы прикоснуться стержнем к сплаву, плавно провести по поверхности и поднять на небольшое расстояние.
- Постукивание – тут принцип схож, но разница в том, что элемент не ведется по плоскости, а только касается материала и отводится на исходную позицию.
 Создавая касательные движения, провоцируется запуск. Принцип в том, чтобы прикоснуться стержнем к сплаву, плавно провести по поверхности и поднять на небольшое расстояние.
Создавая касательные движения, провоцируется запуск. Принцип в том, чтобы прикоснуться стержнем к сплаву, плавно провести по поверхности и поднять на небольшое расстояние.Видео для начинающих
Процедура сварной резки металлических изделий
Чтобы сформировать отверстие, выставьте ток в 140А, в случае, если используется электрод в 2.5 мм. После того как начался процесс возгорания, как бы вдавите проводник в металл. Следует дождаться, пока сталь проплавится и далее остается двигать стержень по нужному контуру.
При резке пластина должна быть установлена в вертикальном положении, иначе сплав будет течь вниз.
Частые ошибки новичков
Всегда следите за тем, чтобы расходники были полностью просушены, а если возможно, то и прокалены. Дело в том, что неопытному человеку будет крайне сложно разжечь дугу с использованием непрокаленных электродов. Для начала подробно почитайте о том, как правильно пользоваться сварочным инвертором. Сначала теория, потом практика.
Еще одна частая ошибка – это выбор аппарата, с которым не так просто обращаться. Существуют такие устройства, система управления которых требует углубленных знаний. Начинающий мастер, используя такую технику, будет либо быстро прожигать металл, или наоборот не проваривать его до нужной степени. Начинать всегда стоит с самых простых моделей.
Новичку следует пользоваться только масками, в которых светофильтр регулируется в автоматическом режиме. Проблема в том, что изделия без данной функции необходимо каждый раз настраивать заново, а без должного опыта можно допустить ошибки и получить ожог глаз.
Подведем итоги
Инвертор представляет собой довольно простой по своему устройству аппарат для сварки, использоваться может и дома. Это оптимальный вариант. Разобраться в том, как правильно сваривать металл инвертором, даже для новичков не составит проблем.
Добиться желаемого результата можно в сжатые сроки. Не забудьте подготовить рабочую зону, почитать о технике безопасность и немного попрактиковаться, следуя описанным в статье методикам.
Видео урок сварки электродом — Морской флот
Что такое «инвертор»?Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует.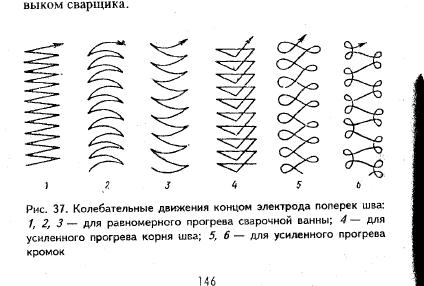 Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инвертором
С чего начать сварку металла инвертором?Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- |
60
120
d=3MM)
140-160 (при
d=4MM)
160
d=4MM)
225-300 (при
d=5MM)
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад.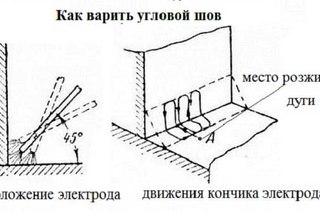 Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Чтобы заделать отверстие в стальной трубе, изготовить основу забора или козырек для крыльца из металла, необходимо владеть навыками сварки. Эта видеостатья поможет разобраться, как правильно варить электросваркой. Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Выбор электрода, правила ТБ и СИЗ, подключение сварочных кабелей, выбор значения силы тока в зависимости от диаметра электрода, подготовка металла, способы поджига дуги – обо всем этом в следующем видеоматериале:
Не знаете, как проводить стыковое соединение или проварить детали с 2-х сторон? Посмотрите видеоматериал ниже. Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
youtube.com/embed/cWZvqqtrdUM»/>
В следующем ролике показано, как сделать качественный шов, как делать вертикальные и горизонтальные швы, рассказано о токовых режимах сварки и других особенностях технологии:
Следующее видео о технологии сварки профильной трубы в разных положениях:
Если в предыдущем видеоролике рассказано, как варить трубы квадратного и прямоугольного сечения, то здесь о сварке круглых труб встык:
В трубах иногда появляются нежелательные отверстия, узнайте, как их заварить:
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.
Существует несколько аппаратов для сварки:
- Трансформатор. При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель. Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор. Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:
- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.

После такой тренировки можно будет переходить к свариванию 2 частей металла.
Правильное выполнение вертикального сварочного шва (видео)
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.
Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.
Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.
 При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.Первый шов, полученный методом «елочка», не имеет никаких дефектов. Второй шов с пробегом вперед выглядит более аккуратно, хотя и имеет небольшие поры в начале. Угловые швы, хотя и выполнены двумя разными способами, выглядят аккуратно и практически одинаково.
Угловые швы, хотя и выполнены двумя разными способами, выглядят аккуратно и практически одинаково.
На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.
Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Сварка инвертором для начинающих: как пользоваться
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.
Пачка электродов
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.

Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной. Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика.
Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Это обязательное условие, без которого хороший шов не получить.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.

То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).

Сварочный шов для начинающих рекомендуется способ «углом назад».
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода.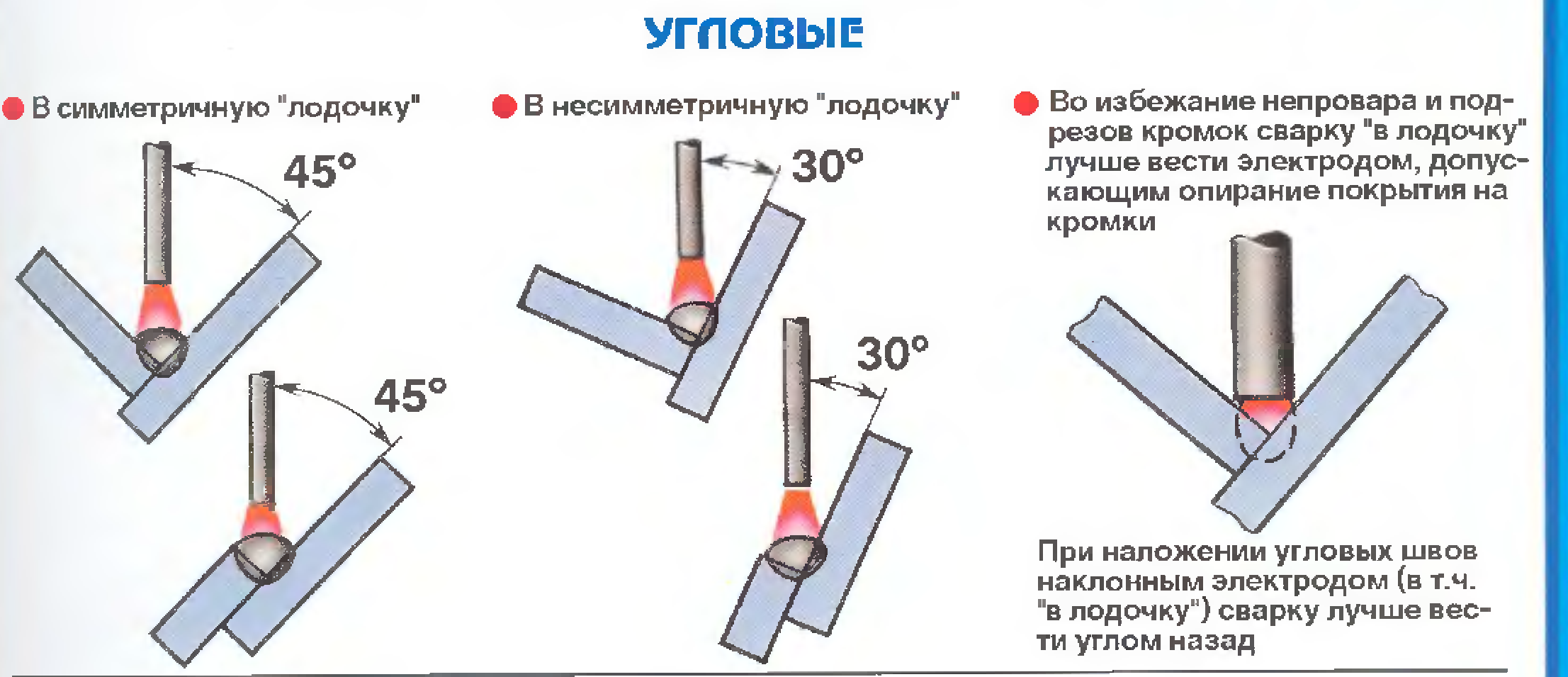 Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
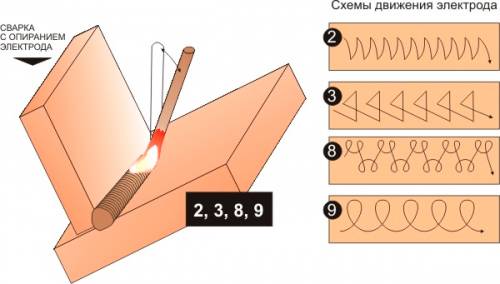
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Чем быстрей движется электрод, тем меньше получается провар. Если вести его медленно, то может произойти перегрев металла и его прожиг.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга. Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Рекомендуем! Сварка швов в различных пространственных положениях
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Сварочный инвертор для начинающих: какой выбрать?
Благодаря процессу сваривания металлических деталей можно даже в домашних условиях сделать забор, возвести каркас небольшой постройки или починить трубопровод. Для этого можно обращаться за помощью к специалистам, но это достаточно дорого. Куда проще и надежнее разобраться с процессом сварки самостоятельно.
Возникает вопрос, какой сварочный аппарат лучше купить для новичка. В продаже есть оборудование от различных производителей, которое характеризуется самыми разными эксплуатационными свойствами.
Как работает аппарат?
Сварочные трансформаторы уже отходят на второй план. С появлением инверторов варить металлические конструкции стало намного проще. Их конструкция простая и легкая. Само оборудование можно легко поместить в небольшую сумку или автомобиль для перевозки, например, на дачу. При этому обучиться процессу сварки на инверторе намного проще, чем с использованием трансформатора. Этот прибор не требует таких усилий и специального обучения.
Перед тем, как начинать работу, рекомендуется разобраться с основными принципами работы данного оборудования. Принцип работы заключается в нескольких этапах преобразования электрического тока инверторного типа. Основной процесс выглядит следующим образом:
- Электрический переменной ток из основной сети во время прохождения через спираль преобразуется в постоянный, что позволяет стабилизировать дугу.
- Постоянный ток вновь преобразовывается в переменный. При этом его частота повышается в несколько раз.
- После этого понижается уровень напряжения электрического тока до наиболее оптимального значения. В результате этого позволяется достичь максимального значения силы тока.
- После этого выпрямляется уровень напряжения в сети.

Такой принцип работы позволяет существенно уменьшить преобразовательные блоки, чем у трансформаторов, что удобно для начинающего сварщика. За счет такой конструкции габариты всего оборудования достаточно небольшие, что позволяет легко купить такое устройство для дачи и использовать в домашних условиях.
Для того, чтобы начать сварочные работы, необходимо подключить электрододержатель к электроду, а зажим массы к свариваемой конструкции. После чего коснуться электродом детали, что приведет к электрическому замыканию и образованию дуги для сваривания. При плавлении электрода, обмазка с его поверхности сгорает, и защищает сварочную ванну от доступа кислорода. Этот разряд вырабатывает достаточно тепла, чтобы расплавить любые металлы, а толщина будет зависеть от силы сварочного тока.
Этот разряд вырабатывает достаточно тепла, чтобы расплавить любые металлы, а толщина будет зависеть от силы сварочного тока.
Электрод необходимо удерживать на расстоянии нескольких миллиметров от обрабатываемой поверхности. В результате высоких температур, свариваемая деталь и пруток начинают плавится в месте прохождения электрической дуги и соединяются в монолитную конструкцию. Место соединения легко узнать по сварочному шву, с которого после работы нужно будет отбить шлак. Если хочется получить эстетически красивую деталь, сам шов следует обработать болгаркой.
Если следовать всем правилам сварки, шов не должен существенно отличаться от изначальной структуры металла. В некоторых случаях получается достичь более эффективного результата. Рассмотрим, какой сварочный аппарат лучше выбрать. Для этого рекомендуется изучить плюсы и минусы устройства.
Основные достоинства и недостатки устройства
Следует обратить внимание на такие плюсы прибора:
- небольшие габариты, что позволяет легко его перемещать на большие расстояния без лишних усилий;
- отсутствие сложностей в настройке и сборке;
- хорошо подходит для начинающих сварщиков, так как не требует особых навыков для создания качественного шва;
- можно работать с различными типами металлов;
- высокая производительность при относительно небольшом потребление электрической энергии;
- даже при перепадах напряжения обеспечена оптимальная стабилизация рабочего процесса;
- обеспечение безопасности на высоком уровне;

Среди главных недостатков подобного оборудования следует выделить:
- инверторные аппараты боятся металлической пыли, при попадании которой происходит замыкание и выход платы из строя;
- работа при отрицательных температурах может привести к конденсату и выходу из строя
- некоторые модели не выдерживают перепадов напряжения;
- отремонтировать такое изделие порой очень сложно и дорого.
Разновидности аппаратов
Существует несколько типов аппаратов, которые можно разделить на такие категории:
- Бытовые. Достаточно недорогие устройства, которые оправдывают свое использование в домашних условиях. Предназначены для выполнения небольших периодических сварочных работ. Они не выдерживают длительной нагрузки, а также не подходят для сварки толстых металлических листов. Сила тока обычно не превышает 160 А.
- Полупрофессиональные. Подходят для тех, кто занимается сварочными работами достаточно часто. В особенности необходимо для тех, кто подрабатывает сварочными работами. Используется сварочный инвертор для активной сварки в течение нескольких часов. Характеризуется более высокой мощностью и производительностью по сравнению с предыдущим вариантом.
- Профессиональные. Необходимы для тех, кто занимается сваркой на протяжении всего дня. Такие устройства не нуждаются в перерывах, характеризуются высокой производительностью, могут варить даже толстые металлические пласты. Зачастую это аппараты для сварки в среде защитного газа и полуавтоматы для автосервисов.
 Они не выдерживают длительной нагрузки, а также не подходят для сварки толстых металлических листов. Сила тока обычно не превышает 160 А.
Они не выдерживают длительной нагрузки, а также не подходят для сварки толстых металлических листов. Сила тока обычно не превышает 160 А.Перед тем, купить сварочный инвертор для дома, рекомендуется рассмотреть классификацию в зависимости от типа работы устройства:
- Ручной. Они компактные и достаточно просты в использовании. С таким устройством справится даже новичок. Обеспечивает хороший шов. Подходит для небольшого домашнего производства, обеспечивая хорошую производительность.
- Полуавтоматической. Для работ с таким аппаратом понадобится газовый баллон, катушка с проволокой и горелка через которую будет проходить газ и проволока из аппарата. Существуют как небольшие аппараты для дома, так и целые комплексы для автомастерских.
- Аргоновой. Используется в условия промышленного производства. Может варить как на постоянном так и на переменном токе. В нем так же используется защитный газ, но свариваемые прутки необходимо подносить в зону сварки вручную.
 Они компактные и достаточно просты в использовании. С таким устройством справится даже новичок. Обеспечивает хороший шов. Подходит для небольшого домашнего производства, обеспечивая хорошую производительность.
Они компактные и достаточно просты в использовании. С таким устройством справится даже новичок. Обеспечивает хороший шов. Подходит для небольшого домашнего производства, обеспечивая хорошую производительность.Отвечая на вопрос, какой лучше аппарат купить, рекомендуется выбрать тот тип, который подходит для ваших потребностей. При этом следует рассчитывать, какие работы вы собираете выполнять с его применением. Например сварить стальной верстак можно любым типом сварочного аппарата, а для ремонта алюминиевого радиатора или нержавеющего бака уже потребуются более профессиональные аппараты
Максимальный и минимальный ток для сварки
Чем большее значение сварочного тока, тем легче будет обрабатывать даже толстые листы металла.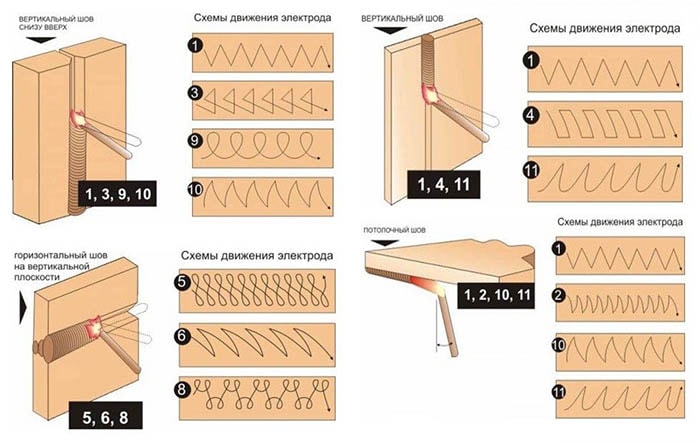
Большая часть современных однофазных устройств рассчитана на ток в 200-250 А. Возникает вопрос, с каким сварочным аппаратом легче работать. Здесь все зависит от того, что вы собираетесь обрабатывать. Для дачи редко когда необходим ток свыше 180А
Важно смотреть не только на максимально значение, но и на минимальное, так как прибор будет использоваться и для варки тонких металлических пластов. Для различного вида деятельности потребуется устройство с широким диапазоном рабочего тока.
Сила тока может регулироваться такими способами:
- плавно – позволяет отрегулировать параметры до малейшего значения, что предоставит возможность сделать шов высокого качества;
- ступенчато – обычно задается с определенным шагом, поэтому качество сварки значительно ниже, чем в предыдущем варианте.

Уровень напряжения
Устройство может подключаться к таким сетям:
- 220 В – обычно используется чисто для бытовых целей;
- 380 В – подходит для тех, у кого трехфазная система подачи тока – в квартирах или домах такое встречается крайне редко;
- смешанного типа – работает в сети 220 или 380 В, что зависит от условий использования.
Также важно учитывать стабильность уровня напряжения. Если есть частые перепады электрического тока, даже самое мощное оборудование будет постоянно отключаться. Если вы знаете, что у вас нестабильная сеть, рекомендуется покупать менее мощные устройства.
Сварочный цикл
Обычно производители отображают эти данные в виде процентного соотношения ПВ%. Например, если указано значение шестьдесят процентов, это означает, что аппарат будет работать шесть минут, а четыре отдыхать. В зависимости от нужд выбирается устройство различного сварочного цикла. Если использовать устройства с более низким рабочим током, тогда значительно увеличиваются сроки непрерывной работы оборудования.
Если использовать устройства с более низким рабочим током, тогда значительно увеличиваются сроки непрерывной работы оборудования.
Защищенность от влаги и пыли
Немаловажный показатель при выборе лучшего сварочного инвертора. Эти устройства очень чувствительны к неблагоприятным внешним факторам. Если вы планируете работать в чистом и аккуратном помещении, не стоит переплачивать лишние деньги за защиту. Если вы не знаете рабочих условий, рекомендуется лишний раз перестраховаться.
Мощность
Если вам необходимо сварить небольшую конструкцию, тогда рекомендуется брать не самые мощные устройства – домашняя проводка должна их выдержать. Агрегаты более высокой мощности питаются от трехфазной сети, что используется в профессиональных условиях.
Диаметр электродов
Зависит от того, насколько толстые металлические конструкции вы планируете обрабатывать. С тонкими электродами вы будете очень долго обрабатывать шов, что займет много времени и сил. Чем толще этот электрод, тем сложнее будет обрабатывать тонкие металлические конструкции. Решая, какой лучше инвертор приобрести, рекомендуется выбирать в зависимости от планируемой обработки материала.
Чем толще этот электрод, тем сложнее будет обрабатывать тонкие металлические конструкции. Решая, какой лучше инвертор приобрести, рекомендуется выбирать в зависимости от планируемой обработки материала.
Уровень напряжения холостого хода
Пока не появилась дуга после включения считается, что аппарат функционирует на холостом ходу. Он требуется для того, чтобы обеспечить разогрев электродов. Чем выше это значение, тем быстрее прогреется оборудование. То есть вы сможете быстрее приступить к процессу сварки.
Также этот показатель увеличивает расход электрического тока. Поэтому для новичков рекомендуется покупать оборудование до 90 В. Это позволит обеспечить оптимальное значение для поддержания дуги в стабильном состоянии. Для опытных сварщиков можно покупать аппараты до 60 В, что позволит сэкономить электричество.
Провода и оборудование
Инверторы намного легче трансформаторов. С таким оборудованием можно выполнять многие работы на весу. Стандартная масса конструкции не превышает пяти килограмм. Если ожидаются частые перемещения не рекомендуется покупать приборы, которые весят больше, чем пять килограмм. Также обращайте внимание на длину кабеля. Его должно хватать для того, чтобы обеспечить оптимальное натяжение.
Стандартная масса конструкции не превышает пяти килограмм. Если ожидаются частые перемещения не рекомендуется покупать приборы, которые весят больше, чем пять килограмм. Также обращайте внимание на длину кабеля. Его должно хватать для того, чтобы обеспечить оптимальное натяжение.
Подключение аргоновой горелки
В некоторых случаях можно подключить аргоновую горелку. Для этого подключаются и устанавливаются специальные держатели, а также монтируются кнопки управления.
При этом используются вольфрамовые электроды, которые позволяют увеличить стабильность электрической дуги. Такое подключение подходит для деликатной сварки цветных металлов. Эта установка подходит для полупрофессиональных сварщиков.
Дополнительный функционал
Для удобства использования лучшие сварочные аппараты оснащаются дополнительными опциями. Это повышает стоимость изделия, поэтому вам стоит заранее определиться с необходимостью подобных модификаций:
- Функция горячего старта, которая повышает сварочный ток для облегчения розжига дуги.
- Чтобы уберечь устройство от прилипания электродов, есть функция антизалипания, которая сразу же размыкает цепь при обнаружении проблемы.
- Во время сварочных работ, от электрода отделяются капли расплавленного металла, которые уменьшают длину дуги, в следствии чего электрод может залипнуть на детали. Для минимизации таких залипаний, существует опция форсажа дуги, которая кратковременно повышает ток, не давая дуге потухнуть.

При выборе сварочного инвертора следует внимательно изучить характеристики оборудования. Не стоит сразу же покупать оборудование от известного дорого производителя. Покупайте то, что соответствует вашим нуждам, чтобы лишний раз не переплачивать.
как выбрать сварочный электрод и инверторный аппарат? Как научиться варить с нуля новичкам?
Сегодня без навыков работы электросварки обойтись практически невозможно. Даже начальные знания могут пригодиться при возведении небольших металлических конструкций и сооружений. Обучиться сварочному мастерству можно, окончив строительный колледж или специальные курсы. Но если есть желание, получится освоить профессию сварщика самостоятельно. Достаточно приобрести соответствующую литературу, где представлена подробная информация касательно сварочных работ, начиная от стандартных пояснений и заканчивая мастер-классами.
Даже начальные знания могут пригодиться при возведении небольших металлических конструкций и сооружений. Обучиться сварочному мастерству можно, окончив строительный колледж или специальные курсы. Но если есть желание, получится освоить профессию сварщика самостоятельно. Достаточно приобрести соответствующую литературу, где представлена подробная информация касательно сварочных работ, начиная от стандартных пояснений и заканчивая мастер-классами.
Как выбрать сварочный инвертор?
Инвертор – это оборудование, предназначенное для соединения металлических конструкций разных размеров. Принцип работы инвертора аналогичен другим видам сварочных машин. В процессе эксплуатации устройство вырабатывает ток, возникает электрическая дуга, поддержка которой осуществляется за счет сильного напряжения.
В конструкциях аппаратов инверторного типа дуга образуется между рабочей поверхностью и электродом.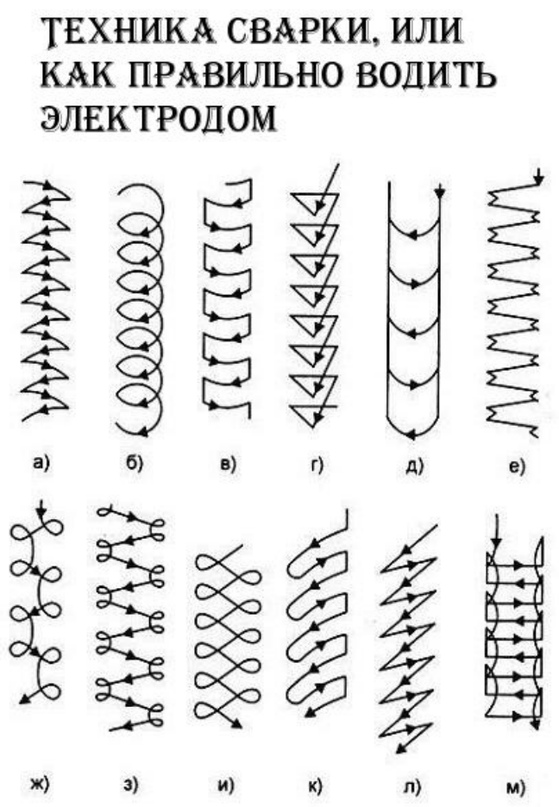 Для создания мощного напряжения входной ток 220 вольт проходит через выпрямитель и становится постоянным. Затем постоянный ток превращается в переменный. На последнем этапе запуска возникает выпрямление потоков.
Для создания мощного напряжения входной ток 220 вольт проходит через выпрямитель и становится постоянным. Затем постоянный ток превращается в переменный. На последнем этапе запуска возникает выпрямление потоков.
Прежде чем приобретать сварочный аппарат инверторного типа, необходимо познакомиться с его устройством, выяснить сильные и слабые стороны аппарата. В инверторных устройствах заключены 4 важных элемента.
- Трансформатор. Данная деталь конструкции обладает небольшими размерами, сравнимыми с пачкой сигарет.
- Выпрямитель высокочастотный. Данное устройство выравнивает переменный ток.
- Фильтр. Его конструкция оснащена конденсатором и дросселем, позволяющим сглаживать выпрямленный ток.
- Выпрямитель. В этот диод попадает начальный ток, поступающий от общей сети.
Представленные элементы располагаются в корпусе, выполненном из металла или пластика. Поверх него расположена система управления.
Поверх него расположена система управления.
Далее предлагается познакомиться с небольшим перечнем преимуществ инверторных аппаратов, которые важно знать новичкам и профессионалам.
- Высокий КПД. Составляет 90%. Практически вся затрачиваемая энергия отправляется на создание и поддержку дуги.
- Мощность потребления гораздо ниже, нежели у моделей, оснащенных крупным трансформатором.
- Небольшой размер и масса. Благодаря этим особенностям сварочный инвертор можно переносить с места на место, использовать его для работы в труднодоступных местах.
- Минимальный показатель разбрызгивания. Говоря простыми словами, в процессе сварки брызги жидкого металла практически не распространяются по рабочей поверхности.
- Небольшая нагрузка. В данном случае речь идет о воздействии на общую электросистему.
- Использование разных электродов. Инверторные аппараты позволяют подбирать разные электроды согласно предстоящему типу работ.

Разобравшись с преимуществами инверторных сварок, можно приступать к знакомству с их недостатками.
- Чувствительность аппарата к внешней среде. Во время работы на улице очень важно защищать конструкцию от попадания частиц пыли, грязи и влаги.
- Высокая стоимость. Цена данного аппарата может значительно ударить по карману. Однако если предстоит огромная работа, то это вложение окупится за несколько приемов.
На протяжении 20 века рынок инверторных сварочных устройств был представлен ограниченным модельным рядом. Сегодня же картинка целиком и полностью изменилась. Профессионал и начинающий специалист может подобрать надежный аппарат с требуемым коэффициентом мощности, подходящий для работы с любым видом металла. Главное при выборе устройства – обратить внимание на некоторые характеристики.
- Техническая сторона прибора. Показатели, указанные в документе, должны полностью соответствовать реальным параметрам. Если в паспорте указаны завышенные показатели, в процессе эксплуатации техника будет получать перегруз, что может привести к поломке устройства.
- Ценовой показатель. Если инверторный аппарат продается по низкой стоимости и имеет гарантийный срок максимально 2 года, значит, устройство не отличается высоким качеством.
- Сервисное обслуживание. Довольно редко производители указывают данные сервисных центров, куда можно обратиться в случае поломки аппарата. Модели, не имеющие данных сведений, при выходе из строя приходится чинить в частной мастерской за приличную сумму.
Кроме всего прочего, выбор подходящего инвертора зависит от типа металла, с которым необходимо работать, габаритов конструкции, интенсивности предстоящих работ и условий эксплуатации. Можно рассматривать модели импортного и отечественного производства. Особых отличительных характеристик системы они не имеют.
Можно рассматривать модели импортного и отечественного производства. Особых отличительных характеристик системы они не имеют.
Однако начинающим мастерам лучше рассматривать более простые модели, предназначенные для бытовой эксплуатации.
Необходимые средства защиты
Инвертор несет большую опасность. При неправильной эксплуатации он может ударить током. Имеется вероятность получить ожог кожи и глаз. Помимо всего прочего, возможно попадание в легкие вредных веществ, выделяемых при сварке.
По этим причинам любому начинающему сварщику требуется выучить правила ТБ и приобрести специальные средства защиты.
Защитная амуниция сварщика состоит из маски, искростойких перчаток, костюма и обуви. В качестве дополнительной безопасности стоит приобрести респиратор и защитные очки.
В качестве дополнительной безопасности стоит приобрести респиратор и защитные очки.
Распространенные виды сварки
Инверторные аппараты классифицируются по типу сварки, от чего зависят размеры и масса устройств. Миниатюрные модели инверторов соответствуют ручным видам сварки. Их применяют в бытовых условиях и в небольших домашних мастерских. Полуавтоматические инверторные приборы чуть больше по размеру и весу. Их мощность также имеет более высокий показатель. Такие модели можно использовать как в домашних условиях, так и на небольших производствах.
По типу назначения инверторные аппараты разделяются на бытовые, профессиональные и узкоспециализированные модели. Изготовлением бытовых конструкций в основном занимаются китайские производители. Но не всегда эти устройства отличаются высоким качеством и отличными характеристиками. Именно поэтому предпочтительнее выбирать брендовые аппараты. Что касается профессиональных и узкопрофильных устройств, их производством занимаются страны Европы, Россия и США.
Что касается профессиональных и узкопрофильных устройств, их производством занимаются страны Европы, Россия и США.
В конструкциях профессионального типа инверторов применяются электроды разных видов, мощности и спектра возможностей, из-за чего их выбирают многие строительные компании. Высококвалифицированные сварщики, работающие самостоятельно либо на компанию, приобретают узкоспециализированные инверторы, благодаря которым получается работать с комфортом в самых сложных условиях.
Особое внимание начинающим мастерам следует уделить разновидностям швов, которые может сделать инверторный аппарат. В зависимости от расположения сварочные швы разделяются на горизонтальные, вертикальные, потолочные и наклонные. В процессе выполнения горизонтальных швов основная трудность заключается в том, что жидкий металл стекает вниз. Для создания вертикального шва специалисты делают соединения одним проходом. Потолочные швы являются наиболее трудными, так как сварочная ванна располагается кверху дном над человеком. Наклонный сварной шов также является сложным в исполнении, из-за чего специалисты рекомендуют делать соединения в один электродный прием.
Потолочные швы являются наиболее трудными, так как сварочная ванна располагается кверху дном над человеком. Наклонный сварной шов также является сложным в исполнении, из-за чего специалисты рекомендуют делать соединения в один электродный прием.
Подготовка
При первичной активации и перемещении инвертора необходимо осуществить проверку сопротивления изоляционного элемента, располагаемого между корпусом и токопроводящими частями. После данной проверки можно произвести заземление.
Если инверторный аппарат длительный срок находился в режиме эксплуатации, необходимо произвести ревизию устройства на предмет выявления пыльных отложений внутри пространства конструкции. При высоком уровне запыления требуется прочистить силовые элементы, блоки управления. Для этого требуется воспользоваться сжатым воздухом.
Чтобы не возникло каких-либо препятствий в работе системы агрегата, требуется создать для него благоприятные условия, а именно расчистить место установки не менее чем на 50 см.
Ни в коем случае нельзя работать инвертором рядом со шлифовальными устройствами. Эти приборы выдают металлическую пыль, которая может нанести вред электронике. Если рабочий процесс протекает на улице, требуется произвести защиту инвертора от влаги и лучей солнца.
При установке инвертора важно придерживаться инструкции. Прибор должен располагаться по горизонтали или под углом, разрешенным техническими характеристиками.
Внешний осмотр прибора необходимо производить самому сварщику. Прежде чем приступать к работе, следует проверить оболочку кабелей. При необходимости заменить их. Затем осматриваются держак электродов и гнезда питания. Далее необходимо произвести осмотр рабочей панели управления. Проверить переключатели, работоспособность индикаторов. Также необходимо осмотреть прибор на предмет общего запыления устройства и, если требуется, произвести прочистку.
Затем осматриваются держак электродов и гнезда питания. Далее необходимо произвести осмотр рабочей панели управления. Проверить переключатели, работоспособность индикаторов. Также необходимо осмотреть прибор на предмет общего запыления устройства и, если требуется, произвести прочистку.
Пошаговая инструкция
Любому молодому сварщику необходимо познакомиться с азами, научиться работать с нуля. Прежде всего это, конечно, литература. После прочтения ряда книг и статей можно посмотреть несколько простых мастер-классов, где опытные специалисты рассказывают начинающим мастерам тонкости работы. Они же рекомендуют начинать со штучных электродов из металла толщиной 2–3 мм.
Первостепенно необходимо произвести настройку тока. Точно выставленный показатель гарантирует высокое качество сварных швов. Чтобы выбрать показатель, соответствующий толщине металлической основы и диаметру электрода, начинающему мастеру необходимо воспользоваться специальной таблицей, присутствующей в паспорте инверторного аппарата. Далее включается тумблер питания, поворачивается регулятор, устанавливается требуемое значение мощности тока. Некоторые инверторные конструкции оснащены шкалой, где значение показателя силы тока располагается на дуге поворотного регулятора. Однако выставленная величина будет только приблизительной. В процессе работы силу тока придется еще подстраивать.
Точно выставленный показатель гарантирует высокое качество сварных швов. Чтобы выбрать показатель, соответствующий толщине металлической основы и диаметру электрода, начинающему мастеру необходимо воспользоваться специальной таблицей, присутствующей в паспорте инверторного аппарата. Далее включается тумблер питания, поворачивается регулятор, устанавливается требуемое значение мощности тока. Некоторые инверторные конструкции оснащены шкалой, где значение показателя силы тока располагается на дуге поворотного регулятора. Однако выставленная величина будет только приблизительной. В процессе работы силу тока придется еще подстраивать.
Теперь необходимо познакомиться с процессом подключения электрода. На одном из концов каждого из них примерно 2–3 см внутренней части стержня являются свободными. Как раз эта часть и фиксируются в держаке. В современных моделях инверторных аппаратов держаки представлены в виде прищепок. Ими очень удобно пользоваться, они дают возможность легко и быстро сменить расходный материал.
Ими очень удобно пользоваться, они дают возможность легко и быстро сменить расходный материал.
Как известно, розжиг сварочной дуги происходит несколькими способами. Первый метод предполагает вертикальное удержание электрода с легким касанием обрабатываемого материала, после чего электрод отводится на несколько миллиметров назад. Второй метод аналогичен первому. Однако перемещение головки производится по типу чиркающей спички.
В процессе эксплуатации инвертора розжиг электрода происходит гораздо проще благодаря наличию опции «горячий старт». Говоря простыми словами, при соприкосновении с металлом создается мощный импульс тока. И как только возникает дуга, ток становится номинальным.
В процессе работы инвертора передвижение электрода происходит так же, как и в технологиях ручной сварки.

На сегодняшний день практикуется 3 вида наклона относительно движения сварочного аппарата. Многие сварочные швы выполняются по направлению вперед под небольшим углом. Этот вариант идеально подходит для начинающих специалистов. При работе в труднодоступных местах применяется перпендикулярный наклон электрода. Этот метод используется высококвалифицированными специалистами.
Что касается сварки углового и стыкового соединений, в идеале подойдут сварочные работы под задним углом.
Начинающему сварщику очень важно научиться контролировать промежутки дуги. Она возникает в зазоре между электродом и обрабатываемой плоскостью. Благодаря правильному выбору и поддержке требуемой величины получится сделать равномерный, качественный, а самое главное, прочный шов. Согласно техническим требованиям, размер дуги не должен превышать диаметра электрода. К сожалению, начинающим специалистам очень сложно выдерживать одинаковое расстояние длительное время. Поэтому приемлемым показателем является размер диаметра электрода с увеличением его на несколько миллиметров.
Она возникает в зазоре между электродом и обрабатываемой плоскостью. Благодаря правильному выбору и поддержке требуемой величины получится сделать равномерный, качественный, а самое главное, прочный шов. Согласно техническим требованиям, размер дуги не должен превышать диаметра электрода. К сожалению, начинающим специалистам очень сложно выдерживать одинаковое расстояние длительное время. Поэтому приемлемым показателем является размер диаметра электрода с увеличением его на несколько миллиметров.
Разобравшись с первичными настройками инвертора, можно приступать к пробной сварке. Для примера предлагается воспользоваться небольшим куском тонкого металла, толщина которого составляет примерно 2 мм.
- Для начала необходимо надеть защитную экипировку, а именно: перчатки, сварочную маску, очки, респиратор, обувь и сам костюм. Вспомнить правила техники безопасности.
- Необходимо подготовить рабочую поверхность. На столе должно быть достаточно свободного пространства. Освещение должно быть максимально ярким, само помещение должно иметь вентиляцию либо открытую форточку.
- Необходимо произвести настройку инвертора и установить электрод.
- Требуется сделать подготовку металлической поверхности: удалить с нее ржавчину, обезжирить.
- Необходимо поджечь дугу.
- После полной активации инвертора можно начинать варить.
Во время работы крайне важно придерживаться советов специалистов касательно принципов работы и создания швов.

Полезные советы
Любой новичок, пытаясь проявить свои профессиональные качества, может допустить немало ошибок. Поэтому, прежде чем приступать к соединению каких-либо конструкций, начинающему мастеру следует потренироваться на старых образцах металла. Таким образом, получится изучить несколько видов швов и техник их выполнения.
Далее предлагается познакомиться с несколькими советами, благодаря которым начинающие мастера смогут быстро освоить навыки работы..jpg)
- Важно помнить и соблюдать правила техники безопасности.
- Необходимо правильно выбирать сварочный аппарат. Для домашней эксплуатации вполне достаточно бытового инвертора с невысокой мощностью.
- Для работы очень важно использовать электроды высокого качества. Их следует приобретать в специализированных точках продаж. Никакого рынка и никаких покупок с рук.
- Прежде чем приступать к серьезной работе, даже профессионалы делают пробные швы на аналогичных металлических изделиях. И только когда набивается рука, приступают к работе с оригинальным изделием.
После осваивания навыков работы с инвертором каждый человек сможет проводить сварочные работы в частном доме, на даче, в гараже и в любых других местах, где требуется соединить металлические конструкции.
Таким образом, получится значительно сэкономить семейный бюджет во время строительства либо сделать уникальное изделие.

О том, как выбрать силу тока при сварке инвертором, смотрите в следующем видео.
Сварка полуавтоматом для начинающих видео
В первую очередь для начинающих сварщиков нужно определиться с теми инструментами, которые должны быть под рукой. Для работы нужна болгарка и зачистным кругом, пару зажимов и дырокол, если вы будете заниматься ремонтом дверей или кузова. Ну и, конечно же, сам сварочный аппарат, желательно полуавтомат. Нужно помнить, что ручной, непромышленной сваркой можно варить металл, толщиной до 6 миллиметров.
Приступим к процессу самой сварки. Для начала обязательно нужно очистить метал на месте сварки, после чего разделать кромки болгаркой. Состыковываем одну заготовку с другой в месте будущего шва и фиксируем зажимами. Присоединяем провод массы (минуса) к одной из деталей заготовок.
Переключаем сварочный аппарат в не менее чем третье положение и ставим оптимальную подачу. Начинаем процесс сварки стык встык, делаем небольшие прихватки, а затем завариваем все заподлицо с плоскостью обеих деталей. Сам наконечник сварки нужно держать под углом к плоскости сваривания двадцать градусов. Также есть способы сваривания внахлест и под определенным углом, сваривать которыми еще легче.
При сварке полуавтоматом очень большое значение имеют качество сварочного аппарата и сами электроды, которые нужно подбирать под свариваемый металл. Самые распространенные это ОЗС-12 и МП-3, которые подходят практически для любой толщены металла, но у них есть один существенный недостаток – большое количество шлака.
Теперь самое главное. Ни в коем случае нельзя забывать о технике безопасности:
- У сварщика должна быть специальная защитная маска;
- Хорошо прорезиненные перчатки;
- Огненепроницаемая одежда;
- Надежная обувь с резиновой подошвой или резиновый коврик под ногами.
Соблюдая все правила, получиться все непременно главное старания и упорство.
Сварка полуавтоматом для начинающих видео уроки
http://www.youtube.com/watch?v=aDFeNxxTtYg
Как варить сварочным инвертором. Как научиться варить электродной сваркой: технология процесса и подробная инструкция. Видео.
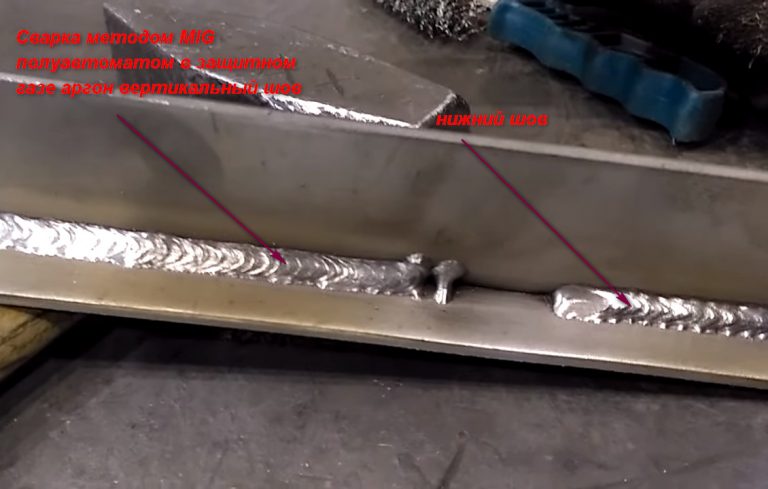 Чем обоснована надежность сварки: основы сварочных работ
Чем обоснована надежность сварки: основы сварочных работСварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Необходимость в создании надежного соединения разного рода металлических изделий периодически возникает практически в любом хозяйстве. В большинстве таких ситуаций лучшим решением является сварка. Новичкам, как показывает практика, проще всего . Такой аппарат позволяет получать гораздо более надежные соединения, если сравнивать с результатами ближайших предшественников, в особенности при отсутствии должного опыта и навыков. Варить различный металл инвертором несложно, нужно лишь полностью изучить инструкцию и во всем следовать полученным рекомендациям.
Подготовка к работе с инвертором: основы качественной сварки
В большинстве случаев хозяева предпочитают именно сваривать металл, т. к. сварка позволяет получать самые прочные сварные швы при необходимости обеспечения неразъемного соединения деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовок соединяются, в результате чего создается сверхпрочная межмолекулярная связь.
к. сварка позволяет получать самые прочные сварные швы при необходимости обеспечения неразъемного соединения деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовок соединяются, в результате чего создается сверхпрочная межмолекулярная связь.
Разработано множество современных и высокофункциональных технологий. К примеру, металл можно варить с использованием электронного и лазерного излучения, изделия соединяют газовым пламенем и варят ультразвуком. Наиболее широко использующимся источником энергии является электрическая дуга.
Ее создают сварочные аппараты либо инверторы. Именно с такого агрегата лучше всего начинать познавать мастерство создания надежных и долговечных сварных соединений.
Сварщика без опыта нельзя считать мастером своего дела. Все навыки человек осваивает при выполнении различных практических задач. Поэтому новичку нужно в первую очередь запастись терпением и выделить достаточно времени на тренировочные работы.
Помните о том, что работа с инвертором является потенциально опасной. При неосторожности можно обжечься брызгами расплавленного металла. Помимо этого выделяются различные токсические вещества, да и риск поражения электротоком никто не отменял. Излучение может привести к ожогу роговицы глаз. Именно поэтому перед работой с инвертором нужно уделить должное внимание технике безопасности, подготовке защитной экипировки, рабочего места и оборудования.
Преимуществами сварочного инвертора является его легкий вес, компактный размер, возможность плавной регулировки тока, быстродействие и высокая производительность. Опытные сварщики рекомендуют новичкам начинать осваивать мастерство именно с этого аппарата. На рынке представлено множество недорогих моделей, которые не ударят по вашему бюджету и не займут много места в домашней мастерской.
Какие электроды лучше всего использовать
Традиционно для сварки металла применяются плавящиеся электроды. Через них ко шву подводится ток. Одной из главных составляющих такой работы является порошковая проволока. Она постепенно подается в зону плавления. Во множестве обучающих курсов можно встретить рекомендации по началу работы с применением электродов, которые выпускаются в формате твердых стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстрее научиться варить металл инвертором и создавать ровные четкие линии.
Одной из главных составляющих такой работы является порошковая проволока. Она постепенно подается в зону плавления. Во множестве обучающих курсов можно встретить рекомендации по началу работы с применением электродов, которые выпускаются в формате твердых стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстрее научиться варить металл инвертором и создавать ровные четкие линии.
Новичкам лучше всего начинать учиться варить металл с использованием электродов-стержней на 3 мм в диаметре. Более толстые электроды требуют сварочного оборудования более высокой мощности. Сварка тонколистового металла осуществляется с применением электродов на 2 мм. Крайне не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Лучше закупать их непосредственно перед началом сварочных работ. Залежавшиеся электроды с большой долей вероятности окажутся отсыревшими, так что никакого толку от них не будет.
Техника безопасности при работе с инвертором
Среди преимуществ современных инверторов нужно дополнительно отметить их безопасность. Все провода спрятаны в герметичном пластмассовом коробе. Такое решение существенно сокращает риск поражения электротоком, так что даже новичок сможет начать учиться варить металл безо всяких проблем и затруднений. Однако сварочный инвертор, как и любые другие электроприборы, является потенциально небезопасным механизмом. При работе с ним нужно выполнять ряд правил. Главные из них:
- Категорически запрещается варить под дождем и при отрицательных температурах воздуха.
- При работе должны быть созданы все условия для защиты сварочного агрегата от намокания.
В комплекте с любым инвертором должна идти инструкция по использованию. Обязательно убедитесь в ее наличии. В таком руководстве вы найдете советы по поведению в разнообразных ситуациях. В конце руководства обычно приводятся полезные рекомендации сварщику, дается краткое описание первой помощи при различных повреждениях и травмах, обязательно даются выдержки из техники безопасности. Все советы пишутся предельно понятным языком, чтобы даже у новичка не возникло никаких сложностей.
Обычно в комплекте с инвертором идет защитная маска и перчатки. Общий вес стандартного сварочного инвертора в полной комплектации составляет примерно 6-7 кг. Это позволяет брать аппарат с собой практически всюду.
Металл можно варить исключительно при наличии защитного щитка и маски сварщика. Эти приспособления защищают роговицы глаз от ожогов.
Непосредственно ожоги можно получить от яркого излучения. Раскаленные металлические брызги способны обжечь незакрытые участки кожи, поэтому их быть тоже не должно.
Для защиты кожи рук используются замшевые или брезентовые перчатки. Изделия из хлопчатобумажной ткани и трикотажа не подходят. Халат и штаны или комбинезон должны быть изготовлены из плотной ткани. Лучший вариант — толстый плотный брезент.
Рядом с рабочим местом поставьте ведро с водой. Подготовьте старое плотное одеяло. Все это поможет вам потушить случайное возгорание в случае его возникновения. Практиковаться лучше всего на улице, но можно и в помещении. Нужно лишь убрать от рабочего места все воспламеняемые предметы.
Первые шаги в освоении инверторной сварки
Прежде чем приступать к освоению , потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.
Чтобы сделать валики, придерживайтесь такой последовательности действий:
- Возьмите сварочный электрод и вставьте его в держатель инвертора.
- Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
- После того как появится электрическая дуга, направьте электрод на металл. Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.
Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Если тока будет недостаточно, вы не сможете поддерживать стабильную дугу. При слишком мощном потоке тока металл проплавится. Оптимальное значение определяется только опытным путем.
Уделите этому достаточное время и найдите подходящее значение.
Пошаговая инструкция по сварке поверхностей
Когда вы научитесь делать валики, устанавливать ток и поддерживать дугу, можете переходить к следующему этапу обучения варки металла. Обычно все выполняется в проверенной множеством сварщиков последовательности. Придерживайтесь следующего рабочего порядка:
Процесс сварки требует изоляции всех токоподводящих проводов от сварочной дуги.
- Возьмите электрод, подготовьте его к работе и установите в держатель первого провода.
- Закрепите зажим другого провода на металл в том месте, где в будущем будет выполняться сварка.
- Зажгите дугу. Эта операция уже описывалась. Легонько постучите электродом или чиркните им по металлу.
- Электрод необходимо вести вдоль стыка. Спешка ни к чему. Главное, чтобы все было сделано максимально аккуратно. В отличие от рассмотренной ранее технологии создания валиков, при которой электрод направлялся по прямой, при сварке отдельных изделий вам нужно будет делать движения возвратно-поступательного характера.
- Обработайте небольшой участок и оцените выполненную работу. При необходимости удалите шлак с помощью металлической щетки или молотка.
- Если качество вас устраивает, завершите работу.
В результате вы получите сварочный шов. Вряд ли он сразу будет идеальным. Чтобы получать швы высокого качества, нужен опыт и тренировки. Со временем вы освоите данную работу и сможете делать все на лучшем уровне.
Таким образом, вы можете как пользоваться услугами сторонних специалистов, платя им довольно большие деньги, так и научиться все делать своими руками. Потратив некоторое время и силы на обучение, вы будете меньше зависеть от других людей. Со временем вы освоите данную профессию и сможете создавать угловые швы, потолочные соединения и другие сложные вещи. Придерживайтесь инструкции, и у вас все получится. Удачного обучения и работы!
Комментариев:
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.
Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.
Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?
Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Сварка металлов — наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Также следует побеспокоиться о пожаробезопасности — убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 — 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, — это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны — капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное — успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
9. Вот, что приблизительно у нас должно получиться.
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает).
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки — движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.
Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла — деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
Рекомендуем также
Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим сварщикам. Он был изготовлен при большой помощи и под руководством профессиональных сварщиков. время которых финансировалось участниками форума и сторонниками. Пройдите руководство медленно и практикуйтесь в работе, описанной на каждой странице, прежде чем переходя к следующему.
Дуговая сварка (сокращенно от ручной дуговой сварки металлов (MMA), также известной как Stick и SMAW) — это очень сложная тема, и мы освещаем ее только для того, чтобы вы разгоняться, набирать скорость.Есть много книг по этой теме и более подробная информация можно найти в другом месте в Интернете. Также у нас есть очень дружелюбный форум, который может помочь.
Как и при любом другом процессе электросварки, кожа и глаза должны быть должным образом защищен от УФ-излучения. Поражение электрическим током, пары, ожоги и пожар — другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается при кратковременном прикосновении электрода к перед подъемом электрода завершите электрическую цепь установить дугу.
«Запуск метчиком» и «запуск с нуля» — два распространенных метода запуск дуги. Какой из них использовать — это личное предпочтение, и можно зависит от типа прутка и сварщика. Оба метода проиллюстрированы с видео на этой странице.
Основы дуговой сварки описаны на этой странице с практической укладкой. бусины в плоском положении.
Угол стержня, длина дуги, скорость перемещения и сварочное движение показаны. с фотографиями и видео, а видео показывает эффект изменения длина дуги.
Изучая новый процесс, вы, скорее всего, начнете что-то делать неправильно. Сравниваются профили и участки сварных швов с различными дефектами. с хорошими сварными швами на этой странице.
К числу неисправностей относятся неправильная скорость движения, неправильная длина дуги, и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии. объединений легко избежать.Это позволяет работать с более толстым материалом с использованием нескольких проходов сварного шва.
На этой странице описана подготовка суставов и методы, используемые в нескольких проход дуговой сварки.
Потратив время на получение корневого шва прямо на предыдущей странице вы найдете угловую сварку легким ветерком.
Многопроходные соединения также обычно используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока — лучший тип дуговой сварки. для. У них много преимуществ перед старыми типами, но они могут упасть по затратам на ремонт и долговечности.
На странице описано, что нужно искать в инверторных сварочных аппаратах и других типах. дуговой сварки.
Дуговая сварка существует уже давно, и есть большие различия между технологиями, используемыми в старых подержанных сварочных аппаратах, и новыми.
На этой странице обсуждаются плюсы и минусы различных типов дуговой сварки.
Как сварить что угодно, от атомной электростанции до велосипеда Рамка!
В этом разделе кратко описаны процедуры сварки и расходные материалы, которые может использоваться для сварки наиболее широко используемых типов стали, включая Мягкая сталь, Corten, Weldox, Hardox, нержавеющая сталь Сталь, хромомолибден, EN19, EN24 / EN24T, EN8, литой Стали чугунные, литые и марганцевые, кованые Железо и наплавка.Есть также страница, объясняющая водородное охрупчивание.
Скоро:
Вертикально вверх — это следующий позиционный сварной шов, который мы рассмотрим, и страница, посвященная выбору стержней. и сварка различных марок стали уже в пути. А пока есть еще много информации о дуговой сварке на форуме библиотека.
Кредиты
Большое спасибо всем, кто помог финансировать и подготовить этот учебник. Особенно, Snowcat за выполнение большинства сварных швов и отличный совет по нескольким сеансы сварки и письма, TechnicAl для страницы о выборе стержней для различных типов стали, Мэтт из Lorch, который одолжил мне h280, когда моя микроволновая печь собрал вещи, и Weldequip, который пожертвовал много снаряжения и расходных материалов для поддержки учебник.
Как начать сварку
1. Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем работы, наличие у вас сварка в помещении или на открытом воздухе, как должны выглядеть сварные швы и ваш бюджет.
На сегодняшний день наиболее широко используемой формой сварки является электродуговая сварка, при которой электрическая дуга расплавляет электрод (например, сварочную проволоку) и частично расплавляет основной металл.Когда расплавленный металл остывает, детали соединяются. Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок. Сварочный пистолет одновременно с проволокой подает защитный газ, который защищает металл от загрязнений в воздухе.MIG дает более чистые и лучше выглядящие сварные швы, чем сварка вставкой.
Дуговая сварка порошковой проволокой (FCAW)
Аналогично MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение.Сварочный аппарат с подачей проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке. Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока курок нажат, пистолет продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой вставкой.Стоит он 999 долларов.
Миллерматик 141 (ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска будут мешать контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала. Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины.Все это на удивление интуитивно понятно.
Газ
Покупка подходящего защитного газа важна, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов. Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и желаемой глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может обычно обходятся 100-процентным защитным газом CO2.Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты, работающие с подачей проволоки, могут весить до 75 фунтов, поэтому соберите или приобретите сварочную тележку, чтобы повысить портативность.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Зажим под углом или магнитный квадрат : для фиксации стыков.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не наденете шлем. В течение многих лет традиционные сварочные маски имели постоянно затемненную шторку, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку.Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя их прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечных батареях, показанный выше, предлагает множество опций, от 45 до 109 долларов в зависимости от размера линзы.
3. Подготовка шва
Подготовка металлов
Используйте проволочную щетку и ацетон для удаления масел и грязи.Если вам нужно разрезать металл, наметьте линию шилом или твердосплавной палочкой и обрежьте ее отрезной пилой по металлу, ножовкой или шлифовальной машиной с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете соединить, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов. Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва.Особенно хорошо это сделать для стыковых швов.
Думайте о сварке как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Разместите металлы
С помощью углового зажима или магнитного угольника закрепите соединения, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественная хлопковая рабочая рубашка с длинным рукавом может заменить сварочную куртку. Не забудьте рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4. Наслоение сварного шва
Положение тела и рук
Думайте о сварочном движении, как о качелях для гольфа: вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе удар в бильярд). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед запуском проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Держа сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддерживая постоянную длину дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
5. Шлифование сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: это совсем несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Сварные швы, шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль сварочного шва, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При измельчении должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно нажимаете. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Благодаря Майклу Дэниелу из Майклу Дэниелу из , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
How to Weld — Сварка MIG: 11 шагов (с изображениями)
Сварщик MIG состоит из нескольких частей. Если вы откроете один из них, вы сможете увидеть что-то похожее на то, что изображено ниже.
Сварщик
Внутри сварочного аппарата вы найдете катушку с проволокой и серию роликов, которые проталкивают проволоку к сварочному пистолету. Внутри этой части сварочного аппарата мало что происходит, поэтому стоит уделить минуту и ознакомиться с различными частями.Если по какой-либо причине происходит заедание механизма подачи проволоки (время от времени это случается), вам следует проверить эту часть устройства.
Большую катушку с проволокой следует удерживать натяжной гайкой. Гайка должна быть достаточно тугой, чтобы катушка не распустилась, но не настолько, чтобы ролики не могли вытащить проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока.Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
Газовый бак
Предположим, что вы используете защитный газ со своим сварочным аппаратом MIG, за MIG будет резервуар с газом. Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми. Откройте главный вентиль бака и убедитесь, что в баке есть немного газа.Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить, и типа сварочной горелки, которую вы используете.
** Это хорошее практическое правило: открывать все клапаны всех бензобаков в магазине всего на пол-оборота или около того. Полное открывание клапана не улучшает ваш поток, кроме как просто открыть клапан, так как резервуар находится под очень большим давлением. Логика этого заключается в том, что если кому-то нужно быстро отключить подачу газа в аварийной ситуации, ему не нужно тратить время на то, чтобы повернуть полностью открытый клапан.Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с горючими газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации. **
Как только провод проходит через Ролики спускаются вниз по комплекту шлангов, которые ведут к сварочному пистолету. Шланги несут заряженный электрод и газообразный аргон.
Сварочный пистолет
Сварочный пистолет — это конечная цель бизнеса. На него будет направлено основное внимание во время процесса сварки.Пистолет состоит из спускового крючка, который регулирует подачу проволоки и подачу электричества. Проволока направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы соответствовать диаметру проволоки, с которой вы свариваете. Скорее всего, эта часть сварщика уже будет настроена для вас. Снаружи наконечник пистолета покрыт керамической или металлической чашей, которая защищает электрод и направляет поток газа из наконечника пистолета. На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
Зажим заземления
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом. Его следует либо прикрепить непосредственно к свариваемой детали, либо к металлическому сварочному столу, как показано на рисунке ниже (у нас есть два сварщика, следовательно, два зажима, вам понадобится только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Зажим должен хорошо контактировать с свариваемой деталью, чтобы он работал, поэтому обязательно удалите ржавчину или краску, которые могут помешать его соединению с вашей работой.
Блог сварщика
Вы решили купить сварочный аппарат Mig Welder, но обнаружили, что есть непонятный выбор. Итак, как вы подойдете к выбору сварочного аппарата Mig?
Поскольку не все люди читают, я также подготовил видео на эту тему:
Первые дела Первое
Это может показаться несколько очевидным, но первое, что вы должны учитывать при выборе сварочного аппарата Mig, — это то, что вы хотите с ним делать!
Нет смысла покупать сварочный аппарат Mig на 150 А, потому что он работает от свечи 13 А, если вы хотите сваривать листовую сталь толщиной 10 мм — он просто недостаточно мощный.
И наоборот, нет смысла тратить большие деньги на машину на 300 А, если вы хотите только отремонтировать вещи дома и / или отремонтировать классический автомобиль.
Таким образом, важными факторами являются выходная мощность и собственный источник питания.
Вообще говоря, вы можете запустить трансформатор до 130 или 150 ампер (в зависимости от машины) от вилки на 13 ампер.
Инверторные машинымогут работать при напряжении около 160 ампер от источника питания 13 ампер. Это связано с тем, что инвертор более электрически эффективен, чем традиционный трансформатор.
С учетом всего вышесказанного, если вы хотите сваривать материал толщиной панели кузова автомобиля, мощность на верхнем конце гораздо менее важна, чем на нижнем.
Для сварки панелей кузова вам понадобится сварочный аппарат Mig с минимальной мощностью не более 30 ампер. Более высокая минимальная производительность приведет к выдуванию большого количества отверстий в тонком листе!
Так что рассмотрите ОБЕ стороны диапазона мощности, а не только верхнюю!
Основы сварочного аппарата MIG
Сварочный аппарат Mig можно разделить на две основные части: источник питания и систему подачи проволоки (включая горелку).
Источником питания может быть трансформатор или инвертор (подробнее об этом позже).
На мой взгляд, более важным фактором является система подачи проволоки, включая горелку.
Я говорю это, потому что после 30 лет работы в сварке проблемы с приводом проволоки составляют около 80% всех проблем, которые я видел с сварочными аппаратами Mig. От единиц DIY до крупных промышленных единиц.
Рабочий цикл
Еще одно соображение относительно выходной мощности Mig Welder — это рабочий цикл.По сути, это то, как долго машина проработает, прежде чем она перегреется. Если вы хотите выполнять длинные сварные швы на большой мощности, малый DIY Mig вряд ли станет для вас правильным выбором. Но если это в основном небольшие работы, у вас не должно возникнуть проблем.
Я написал отдельную статью в блоге о рабочем цикле, если вы хотите узнать больше. Ive также снял видео, если вы предпочитаете смотреть, чем читать:
На что обращать внимание на проволочную приводную систему Mig Welders
Для меня при выборе сварочного аппарата Mig очень важен двигатель с проволочным приводом приличного размера.Многие устройства, особенно на рынке DIY, имеют небольшие двигатели размером с ватную катушку, которые достаточно мощны, если все остальное идеально.
Ага, как будто все всегда идеально, особенно после нескольких лет использования !!!
Далее следует надежность системы роликов подачи проволоки. Это сложно определить, но большинство практиков отличят хорошую роликовую систему от дешевой дрянной, если взглянут на нее.
Горелка для сварщика Mig
Наконец, сам факел.На мой взгляд, стальной вкладыш для горелки ОЧЕНЬ важен. Многие недорогие машины имеют пластиковую футеровку для снижения стоимости. Но это длится недолго, когда вы пропускаете через него стальную проволоку и смена лайнера обычно занимает много времени и требует кропотливой работы.
Пластиковая подкладка также может стать причиной №1 проблем с кормлением, и в ближайшее время !!! Так что на фонарик со стальной гильзой определенно стоит обратить внимание!
Стальной вкладыш резака похож на трос велосипедного тормоза, спираль из стали, покрытой пластиком.
Действительно хорошая вещь, на которую стоит обратить внимание, — это факел Euro. Эта система горелки имеет розетку на передней части сварочного аппарата Mig и вилку на горелке.
Резак просто прикручивается к патрону с помощью гайки.
ГорелкиEuro лучше по качеству, но почти всегда дешевле, чем постоянно установленные (если вам когда-нибудь понадобится заменить фонарик). Это связано с тем, что факелы Euro входят в стандартную комплектацию промышленных машин, поэтому их производят миллионы.
Горелки с постоянной посадкой обычно изготавливаются на заказ, поэтому их необходимо покупать у производителя оборудования.Это может означать БОЛЬШИЕ деньги !!
Я ожидал, что все факелы Euro будут оснащены стальным вкладышем, а наши, конечно, таковыми!
Типы сварочных аппаратов MIG
Существует два основных типа сварочных аппаратов Mig, которые в основном связаны с типом блока питания внутри аппарата. При выборе сварочного аппарата Mig это очень важный выбор!
Сварочные аппараты MIG для трансформаторов
Трансформаторы — традиционный блок питания для сварочного аппарата Mig. Преимущества блока на базе трансформатора заключаются в том, что они обычно дешевле и менее сложны, поэтому теоретически более надежны в долгосрочной перспективе.
Недостатки трансформаторов в том, что они тяжелые, быстрее перегреваются, а выходная мощность обычно устанавливается в диапазоне ступеней. Трансформаторные машины Mig обычно имеют от 2 до 30 ступеней. Невозможно установить выходную мощность между этими шагами.
Инверторные сварочные аппараты MIG
Современные инверторы также намного надежнее, чем устройства, созданные всего несколько лет назад. Еще одним преимуществом является то, что выходная мощность регулируется бесступенчато, другими словами, мощность можно регулировать так же, как и громкость радио, просто вращая ручку.
Инверторы— это современный электронный блок для сварочного аппарата Mig. Преимущество инверторного блока заключается в том, что он легче, поэтому его легче перемещать, и он проработает намного дольше до перегрева.
Единственным реальным, возможным недостатком инверторов является сложность электронной платы, которую в случае выхода из строя вне гарантийного срока необходимо будет заменить. Замена инверторных плат стоит недешево, поскольку они обычно составляют более половины внутренних деталей Mig Welders.
Заключение
Выбор типа сварочного аппарата Mig Welder — это личное решение, потому что, как мы уже говорили, все зависит от того, чего вы хотите достичь.
Хотите узнать больше?
Если вам нужна помощь или совет при выборе сварочного аппарата Mig, не стесняйтесь обращаться к нам. Спросите меня на странице «Контакты» на нашем веб-сайте или в неформальной беседе по телефону!
Надеюсь, эта статья была вам полезна.
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий.
Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
С уважением
Грэм
Склад сварщиков
Как приготовить инверторную сварку: советы новичкам |
В частном доме и на даче постоянно нужно что-то приготовить. Чтобы не обращаться к профи (и не платить им), можно купить недорогой сварочный аппарат и научиться самому.Для приобретения этих навыков рекомендуется приобрести сварочные аппараты постоянного тока, в частности сварочные инверторы. Они имеют небольшие размеры, мало весят, с их помощью можно получить качественный шов даже не имея большого опыта. Что не менее важно, в этой категории есть неплохие устройства по невысокой цене (5-10 тысяч рублей). Ведь сварочный инвертор для новичков — лучшее, что может предложить рынок сегодня.
Что такое сварочный инвертор и как он работает?
Это устройство было названо инвертором, потому что оно преобразует переменный ток сети 220 В с частотой 50 Гц в высокочастотные колебания, а затем в постоянный ток.При этом КПД у прибора высокий: порядка 85-90%, и даже при достаточно высоких нагрузках счетчик немного «раскручивается». В любом случае вам не придется оплачивать бешеные счета. Расход будет немного выше, чем без сварки, но ненамного.
Эта небольшая коробка представляет собой инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытового 220 В (есть аппараты и от 380 В). И это одно из их преимуществ. Более того, они практически не влияют на него, т. Е.е. не «напрягайте» напряжение. Что касается соседей, то будьте спокойны: они не узнают, что вы занимаетесь сваркой. Второе важное преимущество — они могут более или менее нормально работать при пониженном напряжении. Характеристики, конечно, надо смотреть, но при 170 В большинство из них все же позволяют работать электродом 3 мм. Это очень важно, особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что хорошо для новичков, так это то, что дуга является инверторной сваркой, и ее легче получить и удерживать.И вообще по мнению многих варки от «мягче» и дуги «легче». Итак, вы хотите научиться готовить — попробуйте сначала инверторную сварку.
О выборе сварочных инверторов для дома и дачи читайте здесь.
Основы сварочного инвертора
Во-первых, давайте разберемся с конструкцией сварочного инвертора. «Заливку» рассматривать не будем, посмотрим, что сверху, а что нужно будет использовать.
Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер рисунка, щелкните по нему правой кнопкой мыши)
Это устройство представляет собой небольшую металлическую коробку, которая в зависимости от мощности весит от 3 кг до 6-7 кг.Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (по большей части — трансформатора). Для переноски есть ремень, иногда есть еще ручка: ремень надевается на плечо, если работа требует движения.
На одной из панелей есть кнопка включения или тумблер. Спереди есть индикаторы питания и перегрева. Также есть ручки для настройки напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-», к которым подключаются рабочие кабели.Один кабель заканчивается зажимом-штифтом, который цепляется за деталь, второй — электрододержателем. Разъем кабеля питания обычно находится сзади. Собственно все.
При покупке инвертора учтите, что кабели достаточно длинные и гибкие: работать удобнее. Именно на недостаточно длинные и надежные кабели больше всего нареканий со стороны пользователей популярной марки сварочных инверторов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказываются в этом видео.
Инверторная сварка для начинающих
Как и при любой электросварке, плавление металла происходит за счет тепла электрической дуги. Он возникает между сварочным электродом и металлом шва. Для создания дуги их подключают к противоположным полюсам: на один подается «+», на другой — «-».
При подключении электрода к «минусу» и частям к «плюсу» соединение называется «прямым». Если на электрод подается «плюс» — подключение обратное. Оба варианта используются для сварки, но только для металлов разной толщины: обратный — для сварки тонких металлов; Прямая — для сварки толстых металлов (более 3 мм).Но это не абсолютное правило, иногда поступают наоборот.
Прямая и обратная полярность подключения на сварочном инверторе
В чем причина такого разделения на практике? Физика процесса. При возникновении дуги электроды перемещаются от минуса к плюсу. И в то же время положительно заряженной поверхности также передается энергия, повышающая ее температуру. Потому что тот элемент, который подключен к положительному выводу, нагревается сильнее.При сварке металлов достаточной толщины их нужно хорошо прогреть, чтобы они сплавились и шов был качественным. Потому что они служат «+». Тонкий металл, наоборот, от перегрева может выгореть и к нему цепляется «минус», сильнее нагревая электрод, от которого в шов поступает больше расплавленного металла.
Правильно сварить металл инвертором можно только в том случае, если электрод хорошо контролируется вами. Для этого нужно правильно взять держатель. Как это сделать, смотрите на видео.
Как сварить сформированный шов
Чтобы сделать индукционную сварку более понятной, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и покрытия, специального покрытия, закрывающего зону сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте электрода и металлического сердечника (см. Ниже, как зажечь дугу).При этом покрытие начинает гореть. Он частично плавится, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварочную ванну. Они не позволяют «пробить» расплавленный металл кислородом воздуха. Та часть покрытия, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания превращается в шлак, который закрывает шов пробкой. И на этом этапе шлак защищает раскаленный металл от кислорода.
Как происходит сварка инвертор
Но шлак и защита отнюдь не единственные происходящие процессы, которые необходимо контролировать. При сварке следите за тем, чтобы стык двух металлических частей был равномерно и достаточно прогрет. Обе части должны расплавиться на одинаковом расстоянии от края. Чтобы прогрев был равномерным, нужно выдерживать одинаковое расстояние от кончика электрода до детали. Сделать это не очень просто: электрод при сварке плавится, и частицы его расплавленной металлической дуги переходят в шов.Поэтому электрододержатель постепенно прижимается к детали. Но даже на этом техника электродной сварки не заканчивается. Также необходимо кончиком выписать некоторые его фигуры — зигзаги, круги, елочки и т. Д. Они позволяют сделать шов шире и сплавить две детали между собой. Наиболее распространенные движения электродов показаны на фото ниже.
Движение электрода при сварке инвертором: новичкам сварщикам нужно отрабатывать несколько движений до автоматизма
То есть электрод нужно двигать из стороны в сторону на ширину шва по одной из этих траекторий , затем проследите за состоянием сварной ванны и продолжайте опускать электрод во время горения, сохраняя расстояние до детали постоянным.Это непростая задача для тех, кто хочет научиться варить металл. Сварочный инвертор проще — дуга постоянная и не скачет, но поначалу может не получиться.
На этом видео с очень большим замедлением показан процесс переноса металлических частиц от электрода в сварочную ванну и то, как он формируется.
Как научиться сваривать металлический инвертор
Начните обучение с зажигания дуги. Для этого вам потребуются помимо аппарата металлическая (толщиной 5-6 мм) и электродная еще маска и лосины (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — до беречь от искр и накипи.
Начать работу с подключения сварочных кабелей. Затем вставьте выбранный электрод в держатель (сначала возьмите МП 3 диаметром 3 мм — они легко воспламеняются и хорошо развариваются). После включения питания установите сварочный ток (см. Таблицу). Для электрода диаметром 3 мм устанавливают ток 90-120 А. Ток в процессе сварки можно регулировать. Если вы видите, что это не валик, а просто какие-то разрозненные полосы, увеличивайте его. Если же металл наоборот очень жидкий и сдвинуть сварочную ванну затруднительно, уменьшите.Настройки очень зависят от станка и выбранного электрода. Так что попробуйте, изменитесь. Выставив ток надев маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварочный инвертор для новичков начинается с обучения зажиганию дуги. Есть два метода: несколько раз постучать кончиком электрода по детали или ударить по нему, как спичкой.Оба метода работают. Как вам будет удобнее, так и пользуйтесь. Но на будущее учтите, что брить нужно по линии шва — чтобы на изделии не осталось следов. Чтобы дуга стабильно зажигалась, вам придется немного попрактиковаться и сжечь несколько электродов.
Когда дуга уже зажигается без проблем, можно двигаться дальше — освоение движений. Сделайте это путем нанесения на толстые металлические ролики. На металлической пластине нарисуйте мелом мел, который заменит шов.Затем вы зажигаете дугу. В том месте, где он упирался, расплавился металл и покрылся пленкой жидкого шлака. Это место называется сварочной ванной. Вот и вам предстоит двигаться по нарисованной линии. Сделайте это одним из движений, показанных на картинке выше.
Для перемещения ванны электрод следует слегка наклонить, примерно под углом 50-45 °. У кого-то угол больше, у кого-то меньше. Как правило, наклоняя электрод, вы изменяете размер (ширину) свариваемой ванны. Можно экспериментировать: в сварке много разных техник и важно только, чтобы шов был качественным, а то, как вы этого добьетесь, — ваше дело, тем более, что вы будете работать на себя и на себя.
Есть два основных рабочих положения электрода: угол вперед и угол назад. При сварке углом вперед мы получаем меньше тепла, шов будет шире. Эта техника используется при сварке тонких металлов . Толстый сварной шов, как правило, угол обратной стороны.
Расположение электродов при сварке и их использование
Но угол наклона — это еще не все параметры, которые вам придется выдерживать. Также есть длина дуги.Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм и даже совсем близко, длинная — 5 мм и более — до обрыва. Практика начинается с работы над средней длиной дуги. Выдерживает металл на 2-3 мм. Тогда шов получится ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, нагрев металла недостаточен, шов получается размазанным, соединение ненадежное.При короткой дуге возникает другая проблема: шов слишком выпуклый из-за того, что зона нагрева слишком мала. Это тоже нехорошо, так как на деталях есть поднутрения — бороздки по шву — снижающие прочность соединения.
Длина сварочной дуги и ее влияние на качество сварного шва
После некоторой тренировки по укладке роликов с разными движениями, как только ролики имеют одинаковую ширину, наплавочные чешуйки имеют примерно одинаковые размеры, вы можете попробовать сварить швы.О типах стыков и стыков, а также об их подготовке вы можете прочитать здесь, а можно посмотреть еще один урок «Сварка для чайников».
Основы сварочного инвертора для начинающих все. Вам нужно всего лишь потренироваться: для тренировки нужно накалить более одного электрода. Даже, может быть, ни одного килограмма. Когда рука сама будет делать все движения, вам все покажется довольно простым.
Чтобы закрепить эти знания, посмотрите также это видео. Здесь предлагается начать с небольшой тренировки руки без электрода, отработав движение, держа в руке карандаш.Тоже хороший вариант, может быть, вам он покажется более приемлемым. В этом видеоуроке по инверторной сварке для начинающих очень толково, просто и доступно все изложено. Если есть неясности, просмотрите. Разберитесь, как правильно переворачивать сварку. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях работы сварочных инверторов. Они очень боятся пыли, особенно металла. Поэтому желательно не использовать болгарию рядом с ними и проводить регулярную уборку пылесосом внутри (по истечении гарантийного срока).Им не рекомендуется работать под дождем или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть и есть защита от поражения электрическим током, но лучше подстраховаться.
При выборе электродов обращайте внимание на область их использования: они должны быть пригодны для работы на постоянном токе. При сварке на максимальном токе или напряжении режим работы прерывистый. Он указан для каждого устройства в паспорте.
Ручная сварка алюминия
Ручная сварка алюминияКоличество дезинформации в Интернете, касающейся сварки алюминия штангой, поражает.Я уверен, что каждый, у кого есть аппарат для ручной / дуговой / SMAW-сварки или TIG-сварка на постоянном токе, когда-то хотел сваривать алюминий. На многих веб-страницах и в сообщениях на форумах говорится, что для сварки алюминия требуется сварочный аппарат TIG на переменном токе или сварочный аппарат MIG с катушкой и защитным газом аргоном, что неточно. Следует отметить, что TIG на переменном токе со смесью аргона или гелия является самым медленным, чистым и контролируемым способом сварки алюминия, что делает его особенно подходящим для сварки тонкого алюминия. TIG на постоянном токе с гелием может сваривать алюминий, но горячая дуга и глубокое проплавление могут быть лучшими для более толстых сварных швов.TIG на постоянном токе с аргоном и флюсом можно сваривать алюминий, но видимость, подготовка и очистка невелики. MIG, который является постоянным током, намного быстрее, чем TIG, но он не так управляем, потому что вы не можете расплавить основной металл без добавления присадочного металла. Пистолет для катушки или двухтактный пистолет не требуется, если кабель MIG прямой, а натяжение приводных валков и параметры сварки правильные. Ни TIG, ни MIG не могут сваривать алюминий на ветру. Тем не менее, сварка алюминия при помощи сварочного аппарата на постоянном токе возможна и работает лучше, чем я ожидал.
E4043 алюминиевые электроды DCEP — успех
Я попытался сварить алюминий методом DCEP с помощью алюминиевого электрода 1/8 дюйма с флюсовым покрытием. Я использовал электроды для сварки алюминия 1/8 дюйма Harris 26, которые я купил на Cyberweld.com. Хобарт также производит алюминиевые электроды. Я видел их в Northern Tool, но еще не пробовал. У Lincoln Electric также есть стержни Aluminweld 43, но я их тоже не пробовал. В техническом описании Aluminweld 43 есть полезные инструкции. В электродах используется другой флюс, чем в более распространенных стальных электродах, но процесс в основном тот же.Источником тепла является дуга между плавящимся электродом и основным металлом. Все алюминиевые электроды, которые я видел, имеют размер 4043, поэтому они могут сваривать все те же алюминиевые сплавы, что и присадочный пруток или проволока 4043. Они рекомендуют DCEP / DCRP, что имеет смысл. AC TIG может удалять оксидный слой на основном металле во время положительной части электрода переменного тока. Как и при сварке алюминия методом MIG, DCEP постоянно удаляет оксидный слой с основного металла, в то время как электродный флюс предотвращает образование оксидов на металле электрода и ванне расплава.Флюс защищает сварной шов при охлаждении и образует защитный барьер, который отлично работает даже в ветреную погоду. Ключевой момент заключается в том, чтобы двигаться быстрее, чем со стальным электродом, и при этом не требуется большого переплетения, поскольку алюминий течет лучше, чем сталь. Я сварил алюминиевую коробчатую секцию 3 «x6» x60 «из угла 3» x0,125 «для удлинения ливневой решетки и использовал менее 1 фунта электродов. Это дает 60» x 4 шва = 240 «, что Я использовал довольно много наполнителей для сварки TIG и значительное количество аргона из моей 40-кубовой бутылки.Некоторые люди предположили, что DCEN будет работать и даст гораздо лучшее проникновение на более толстый основной металл, но у меня еще не было возможности попробовать это. Эти покрытые флюсом электроды постоянного тока не будут работать напрямую со сварочным аппаратом переменного тока на выходе, поскольку дуга гаснет во время нулевого напряжения синусоидальной волны. На следующих фотографиях показаны мои новички в сварке с этими 1/8 дюймовыми электродами на токе 120 А. Эта сварка была сделана с помощью инвертора на 160 А на нижней стороне надставки решетки в начале моей кривой обучения.Моя сварка и мои сварные швы становились лучше по мере того, как я прогрессировал, как показано на фотографиях.
Итак, я пришел к выводу, что сварка алюминия палкой отлично подходит, когда требуется много структурной (читай, не совсем косметической) сварки. Должно быть возможно наложить красивые на вид сварные швы и сварить более тонкий металл таким образом, но моих навыков еще нет. Я смог сваривать со скоростью, близкой к скорости MIG, без сварочного аппарата MIG при эквивалентной стоимости расходных материалов или ниже. Стоимость доставки 1 фунта электродов составила около 25 долларов. Один фунт алюминиевой сварочной проволоки в настоящее время стоит около 20 долларов, а наполнение моего баллона с аргоном стоит около 15 долларов.Основными недостатками являются время обучения, внешний вид, качество и усилия по очистке шлака. Я знаю, что многие профессиональные сварщики с хорошими настройками TIG на переменном токе смеются над этим методом, но многие проекты не являются рамами для горных велосипедов для платежеспособных клиентов, и иногда людям нужно делать все возможное, используя уже имеющиеся инструменты.
Соответствующие темы
Вот несколько важных тем о сварке алюминия палкой на сайте Welding Webhttp://weldingweb.com/showthread.php?t=58760&highlight=stick+aluminium
http: // Weldingweb.com / showthread.php? t = 58440 & highlight = stick + aluminium
http://weldingweb.com/showthread.php?t=11505&highlight=stick+aluminium
http://weldingweb.com/showthread.php?t=32628&highlight= палка + алюминий
http://weldingweb.com/showthread.php?t=32124&highlight=stick+aluminium
http://weldingweb.com/showthread.php?t=31070&highlight=stick+aluminium
http: // Weldingweb. com / showthread.php? t = 11881 & highlight = stick + aluminium
http://weldingweb.com/showthread.php?t=28989&highlight=stick+aluminium
http: // Weldingweb.com / showthread.php? t = 28098 & highlight = stick + aluminium
Хорошие видео
Вот лучшее видео, которое я нашел о сварке стержнем алюминиевыми электродами. Я думаю, что он дает полезную информацию, и я думаю, что он честен в отношении недостатков. Это было бы действительно полезно, когда я изначально создавал эту страницу. Вот еще одно отличное видео о сварке алюминия палкой. Большинство видеороликов Джоди «Советы и приемы по сварке» великолепны.
Вот еще одно хорошее видео о сварке алюминия палкой, которое было бы полезно много лет назад.
Вот интересное видео по импульсной сварке алюминия.
На этой странице, Краткая история сварки алюминия, содержится отличный обзор различных процессов сварки алюминия. В нем хорошо объясняются некоторые трудности и потенциальные проблемы с флюсом при сварке алюминия методом OFW и SMAW.
Испытание стыкового соединения 1/8 «со скосом
Через несколько лет после работы над удлинением ливневой решетки, описанной выше, я провел испытание стыкового соединения и изгиба, чтобы сравнить с результатами, полученными при сварке алюминия TIG на постоянном токе с аргоном и флюсом.Я вырезал две пластины 4x2x1 / 8 «, скошил их под углом 60 градусов и почистил щеткой с электроприводом. Я установил для своего Lincoln Invertec V275-S около 110-120 А с минимальной силой дуги и без горячего старта. алюминиевые электроды без проблем. После очистки я заметил некоторую пористость на корне ближе к началу сварного шва. Вероятно, это произошло из-за слишком большой длины дуги. Я разрезал сварной шов на два испытательных образца, зажал их в тисках по краю сварного шва и согнул разводным ключом. Лицевой изгиб треснул по краю сварного шва, чуть больше половины пути изгиба, рядом с тем местом, где на корне была видна пористость.Корневой изгиб прошел без видимых трещин. Он был очень сильным даже при испытании на изгиб с трещинами, но практика, безусловно, улучшит ситуацию. Это также меньший радиус изгиба, чем рекомендованный для испытаний 6061/4043. Я не фанат огромного шлака или алюминиевых ВВ, но этот процесс действительно работает. Как я уже говорил на другой странице, я предпочитаю очень легкий шлак, отсутствие брызг, лучшую видимость и лучший контроль TIG на постоянном токе с флюсом для этого процесса. Я, вероятно, приберегу алюминий для сварки палкой для быстрых и грязных работ или для тяжелых налетов.Лучшие сварочные аппараты (Обзор и руководство по покупке) в 2020
Если вам нужен сварщик, то для начала лучше всего подойдет аппарат для ручной сварки. Ручная сварка, или дуговая сварка в среде защитного металла (SMAW), является одним из наиболее широко используемых методов сварки. Благодаря электроду и электрическому току, который может соединять все виды металлов, это простой и очень универсальный сварочный аппарат. Аппарат для ручной сварки использует электроды с флюсовым покрытием для формирования прочных и надежных металлов, а электрическая дуга регулирует ток, чтобы расплавить металл.
Вам не потребуется много специального оборудования, чтобы начать сварку штучной сваркой, поскольку сварщик штанги является наиболее важной частью процесса. Существует множество различных аппаратов для ручной сварки, что усложняет выбор идеального инструмента. Обратите внимание на следующие основные варианты аппаратов для ручной сварки.
Отзывы и рекомендации лучшего сварщика стержней 2020
Преимущества аппарата для ручной сварки
- Доступность: Аппараты для ручной сварки — это недорогой вариант.Они не требуют значительного обслуживания и относительно недорогое оборудование, чем другие сварочные аппараты, такие как сварочные аппараты TIG или MIG.
- Универсальность: Струйные сварочные аппараты чрезвычайно универсальны. Всякий раз, когда вам нужно сварить различные типы материалов с помощью сварочного аппарата, все, что вам нужно сделать, это изменить тип используемого электрода. Сварочные аппараты могут использоваться как новичками, так и профессионалами для сварки алюминия, мягкой и нержавеющей стали, железа, меди и т. Д.
- Отсутствие защитного газа: Еще одно преимущество по сравнению со сварочными аппаратами других типов состоит в том, что сварщики палкой не требуют использования баллонов для защиты газа.Сварочные аппараты вырабатывают собственный защитный газ, обычно двуокись углерода, когда дуга сжигает покрытие.
Типы аппаратов для сварки штангой
AC
Сварочные аппараты на переменном токе или аппараты для сварки штучной сваркой на переменном токе встречаются реже и обычно используются только как резервный вариант для сварочных аппаратов постоянного тока. Выход переменного тока может быть особенно полезен, если доступный источник питания имеет только выход переменного тока. Выход переменного тока также может быть полезен, если у вашего сварщика проблемы с дугой.
DC
Сварочные аппараты на постоянном токе или аппараты для ручной сварки на постоянном токе являются наиболее распространенным типом сварочных аппаратов.Сварочные аппараты постоянного тока более гибкие, чем аппараты для сварки на переменном токе, и их можно использовать в различных проектах, включая проекты DIY и профессиональные сварочные работы. Сварочные аппараты постоянного тока — более безопасный выбор, они лучше подходят для сварки стали, уменьшают разбрызгивание и известны более стабильной дугой.
AC / DC
Сварочные аппараты AC / DC могут переключаться между выходом переменного и постоянного тока в зависимости от проекта, над которым вы работаете. Чаще всего будет использоваться выход постоянного тока, но если вы работаете в месте, где доступен только выход переменного тока, то сварочный аппарат можно легко переключить на выход переменного тока.
Ведущие бренды
DEKO
Deko со штаб-квартирой в Китае является авторитетным брендом инструментов и бытовой техники с клиентами по всему миру. Он известен тем, что производит высококачественные инструменты как для обычных потребителей, так и для профессионалов. Помимо сварочных аппаратов, Deko известна своими электроинструментами, ручными инструментами, такими как гайковерты, газонными и садовыми инструментами и многим другим.
ZENY
Компания Zeny, основанная в 2014 году как производитель уличного оборудования, палаток и гамаков, превратилась в уважаемую компанию, предлагающую широкий ассортимент высококачественной продукции.Помимо сварочных аппаратов, Zeny производит столы, кухонное оборудование, музыкальные инструменты, тренажеры, навесы для улицы и многое другое.
FORNEY
Основанная в 1932 году и представленная публике в 1940-х годах, компания Forney превратилась в одного из самых известных производителей во всем мире. Компания имеет разветвленную сеть клиентов, насчитывающую около 20 000 розничных торговцев по всему миру. Помимо аппаратов для ручной сварки, Forney производит аппараты для сварки TIG, отрезные круги, аксессуары для аппаратов высокого давления, сварочные маски и многое другое.
Цена на сварочный аппарат для стержневой сварки
- Менее $ 125: Устройства для ручной сварки в этом ценовом диапазоне обеспечивают отличное соотношение цены и качества. Хотя эти сварочные аппараты являются экономичными, обязательно приобретайте их у известного производителя, чтобы гарантировать высокое качество сварочного аппарата.
- 125–175 долларов США: Это наиболее распространенный диапазон цен для сварщиков стержневой сваркой. Сварочные аппараты этого ценового диапазона, как правило, отличаются высоким качеством, но обязательно прочтите обзоры и проведите исследование, прежде чем совершать покупку.
- 175 $ и выше: Аппараты для ручной сварки в этом ценовом диапазоне доступны по более высокой цене. Эти сварочные аппараты, как правило, отличаются высочайшим качеством и имеют несколько важных функций безопасности.
Основные характеристики
Сила тока / напряжение
Сила тока и напряжение являются важными факторами при выборе аппарата для ручной сварки. Сила тока вашего сварочного аппарата будет определять, что вы можете, а что нет. Рекомендуется выбрать сварочный аппарат с силой тока на 20–50 ампер больше, чем рекомендовано для вашей работы.Что касается напряжения, большинство аппаратов для ручной сварки совместимы с входом 110/120 В или 220/240 В. Чем выше мощность на входе, тем мощнее будет работать ваш сварочный аппарат.
Рабочий цикл
Еще одна важная характеристика, которую следует учитывать, — это рабочий цикл. Рабочий цикл сварщика представляет собой количество времени, в течение которого вы можете непрерывно сваривать, прежде чем вам нужно дать машине остыть. Полный рабочий цикл обычно составляет 10 минут. Чем дольше рабочий цикл, тем эффективнее сварочный аппарат может выполнять вашу работу.Если вы профессиональный сварщик или используете свое устройство в промышленности, потребуется более высокий рабочий цикл.
Безопасность
Функции безопасности — еще один важнейший фактор, который следует учитывать при покупке сварочного аппарата. Очень важно, чтобы ваш аппарат для ручной сварки не перегревался во время работы. Многие сварочные аппараты оснащены функциями безопасности, которые предотвращают перегрузку, перенапряжение, пониженное напряжение, перегрузку по току, перегрев, защиту от прилипания и защиту от тепловой перегрузки.Помимо основных функций, таких как сварочные перчатки и сварочный шлем, в вашем безопасном ящике для инструментов должен быть сварщик.
Прочие соображения
- Материал: Тип материала, который вы будете сваривать, и материал, из которого изготовлен ваш сварочный аппарат, являются важными факторами. Хотя некоторые сварочные аппараты продаются по более высокой цене, важно выбрать аппарат, который выдержит испытание временем. Сварочные аппараты могут быть изготовлены из различных тяжелых металлов, включая сталь, углеродистую сталь и стальные сплавы.
- Портативность: Мобильность: Общий вес и портативность вашего сварочного аппарата могут быть важными факторами, особенно если вы будете путешествовать со своим сварочным аппаратом или носить его по месту работы. Большинство аппаратов для ручной сварки относительно портативны, и их может легко перенести один человек. Несмотря на свой легкий и компактный размер, аппараты для ручной сварки по-прежнему отличаются высоким качеством и могут использоваться для выполнения самых сложных работ.
- Гарантия: Продолжительность и тип гарантии являются важными факторами при выборе аппарата для ручной сварки.Большинство аппаратов для ручной сварки произведены известными производителями, которые следят за качеством своих аппаратов. Ищите ограниченную гарантию, прилагаемую к вашему сварочному аппарату. Ограниченная гарантия распространяется на любые производственные дефекты или проблемы с вашей машиной в течение как минимум многих лет.
Отзывы и рекомендации лучшего сварщика стержней 2020
Советы
- Сварка палкой лучше всего подходит для стали с минимальным содержанием серы и кремния. Попробуйте использовать сталь с указанным ниже содержанием серы.035 процентов и содержание кремния менее 0,1 процента, чтобы предотвратить растрескивание при сварке.
- Обязательно тщательно очистите каждое соединение перед сваркой. Перед сваркой соединения удалите с металлических поверхностей ржавчину, масло, краску и жир. Если вы не можете удалить эти загрязнения, вам необходимо использовать электрод.
- Убедитесь, что вы используете электрод подходящего размера для того типа сварки, который вы будете выполнять. Для получения наилучших результатов старайтесь использовать электрод самого большого размера, сохраняя при этом качество сварного шва.
- Если дуги не совпадают, возможно, у вас влажный электрод. Убедитесь, что вы всегда используете сухие электроды, чтобы избежать проблем со сварочной дугой.
- Если вы беспокоитесь об очистке, возможно, вы захотите снизить ток. Уменьшение силы тока поможет уменьшить брызги от сварного шва.
Лучший сварщик стержневой сваркой Часто задаваемые вопросы:
В: Является ли сварка электродом сильнее, чем MIG?
При сварке палкой скорость проплавления металла намного выше, чем при сварке MIG.Поддержание дуги на аппарате для ручной сварки потребует дополнительной подводимой силы тока для сварочного аппарата.
Q: Какой сварочный аппарат на 110 в лучше всего подходит?
На рынке имеется ряд отличных сварочных аппаратов 110В. Некоторые сварщики даже включают несколько напряжений. Прочтите наши обзоры и проведите надлежащее исследование, чтобы выбрать сварочный аппарат, который лучше всего подходит для ваших нужд.
В: Какая сварка самая прочная?
В целом, сварка TIG является самой прочной и качественной по сравнению с другими видами сварки.В зависимости от сварочной работы может потребоваться сварка штучной сваркой или сварка MIG.
Наш лучший выбор
Наш лучший аппарат для сварки штангой — это аппарат для дуговой сварки DEKO Pro MMA 160A, в котором используется инверторная технология IGBT, что обеспечивает мощный аппарат для сварки штангой, способный сваривать сталь, нержавеющую сталь и даже чугун. Доступно несколько других отличных сварочных аппаратов, поэтому обязательно прочтите все наши обзоры, чтобы определить, является ли другой вариант лучшим выбором для ваших сварочных нужд.
Заключительные мысли
Если вы хотите получить высококачественный сварочный аппарат, обратите внимание на аппарат для дуговой сварки DEKO Pro MMA 160A с несколькими уникальными режимами управления или аппарат для дуговой сварки Zeny с технологией Easy Start, которая позволяет легко подавать дугу.
.