Какие электроды лучше для сварки инвертором?
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.

Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Содержание статьи
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.

Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.

Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.

Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.

Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.

Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие, если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
[Всего: 2 Средний: 2.5/5]Как выбрать электроды для сварки инвертором?
Если Вы решили попробовать себя в роли сварщика и уже купили сварочный инвертор, следующим этапом будет поиск электродов, с помощью которых и будет проходить сварка.
Но какие электроды лучше выбрать для сварки Вашим инвертором?
В данной статье мы расскажем, от чего зависит диаметр электрода и как подобрать сварочный ток, а также расскажем, что такое прямая и обратная полярность и какая полярность нужна для ваших электродов.
Сейчас на рынке можно встретить большое разнообразие электродов. Их можно разделять по видам покрытия, по назначению, по толщине покрытия или химическому составу. Маркетинговые службы производителей электродов разработали десятки таблиц по подбору и начинающие сварщики теряются в таком ассортименте.
Конечно, можно пойти самым простым путем и попробовать все подходящие. Это вариант, но вам придется потратить и время и деньги.
Как свести к минимуму эти затраты и правильно выбрать нужный сварочный электрод? Ведь именно от выбора электрода зависит формирование правильного и надежного шва, а также комфорт Вашей работы.
Рис. 1 — Электроды
ЧТО ТАКОЕ СВАРОЧНЫЙ ЭЛЕКТРОД
Сварочный электрод – расходный материал, без которого ручная дуговая сварка невозможна. Это металлический стержень (сердечник) с особым покрытием – обмазкой. В процессе сварки стержень плавится, а обмазка защищает шов от воздействия кислорода. Состав стержня должен быть похож на состав металла, который Вы собираетесь варить. Поэтому существуют электроды для сварки углеродистых, легированных, высоколегированных сталей, для нержавейки алюминия, чугуна.
Мы не будем рассматривать множество специальных сплавов, для каждого из которых можно порекомендовать специальный электрод. Скорее всего Вы будете иметь дело со сваркой конструкционной стали небольшой толщины и отличительным моментом здесь будет только содержание углерода в металле.
Выбор электродов для ручной сварки зависит не только от металла, с которым предстоит работать и его толщины, но и от того, в каком положении будет проходить сварка, какие требования будут предъявляться к прочности шва.
Например, для сварки несущих конструкций, которые эксплуатируются при особо низких температурах, не подойдут электроды с рутиловым покрытием, но они дают очень эластичную и устойчивую дугу, что позволяет легко работать с ними даже новичкам.
ВИДЫ ЭЛЕКТРОДОВ
Какие виды покрытия электродов для ручной дуговой сварки существуют?
Обычно выделяют 4 вида прикрытия:
Рис. 2 — Виды покрытия электродов
Каждое из них предназначено для решения вполне определенных задач.
Рутиловые электроды идеально подходят для работы на постоянном или переменном токе. Они легко поджигаются и не разбрызгивают металл. Шлак отделяется легко.
Рис. 3 – Рутиловые электроды
Рис. 4 – Рутиловое покрытие
Электроды с рутиловым покрытием отлично работают с аппаратами с низким значением напряжения холостого хода, например, с инверторами серии IR, оснащенными функцией VRD.
Основные и целлюлозные электроды походят только для сварки на постоянном токе. Их выбирают, если нужен максимально прочный шов, например при монтаже несущих конструкций. Целлюлозными электродами можно варить во всех пространственных положениях.
Электроды с кислым покрытием варят на постоянном и переменном токах и гарантируют легкое отделение шлака. Но испарения их вредны для сварщика, поэтому пользоваться можно только на открытом воздухе.
Рис.6 – Кислые электроды
Также на рынке есть смешанные электроды, которые объединяют в себе свойства разных видов. Например, в ассортименте FUBAG есть рутилово-целлюлозные электроды, которые отлично подходят для сварки конструкций и трубопроводов. Они идеальны для потолочного положения, поскольку обмазка основана на коротких шлаках и обеспечивает удержание сварочной ванны в потолке.
Рис.7 – Смешанные (рутилово-целлюлозные)электроды
Рис. 8 — Рутилово-целлюлозные электроды FUBAG
|
Вид покрытия |
Назначение |
Сварка в положениях |
+ |
— |
|
Рутиловое |
Для работы на постоянном и переменном токах. Работают при низком напряжении холостого хода. |
Все пространственные положениях кроме вертикальных швов сверху-вниз |
Легкий поджиг и повторный поджиг Малое разбрызгивание Легкое отделение шлака |
Не подходят для сварки несущих конструкций, которые эксплуатируются при особо низких температурах |
|
Основное |
Для работы на постоянном токе. |
Во всех пространственных положениях кроме вертикальных швов сверху-вниз |
Повышенная прочность шва сварка особо ответственных конструкций |
Зажигание дуги и повторный поджиг затруднены. Нужна достаточно высокая квалификация сварщика |
|
Целлюлозные |
Для работы на постоянном токе. |
Во всех пространственных положениях. Не допускают перегрева. |
Особая прочность шва сварка особо ответственных конструкций |
Потери при разбрызгивании Покрытие очень быстро впитывает влагу Требуются специальные условия хранения и упаковки |
|
Кислые |
Для работы на постоянном и переменном токах. |
Во всех пространственных положениях кроме вертикальных швов сверху-вниз |
Легкое отделение шлака |
Потери при разбрызгивании. Возможны трещины в швах. Вредны для здоровья сварщика |
|
Смешанные (рутилово-целлюлозные) |
Для работы на постоянном и переменном токах. |
Во всех пространственных положениях кроме вертикального сверха-вниз |
Прочность шва Низкий расход |
Не подходят для сварки несущих конструкций, которые эксплуатируются при особо низких температурах |
ДИАМЕТР ЭЛЕКТРОДА ДЛЯ РУЧНОЙ СВАРКИ
Следующий параметр, с которым Вы столкнетесь при выборе электрода – это его диаметр.
Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод.
Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла.
Рис. 9 – Подбор электрода
ПОЛЯРНОСТЬ ЭЛЕКТРОДОВ
По типу электродов их можно разделить электроды, которые работают только при прямой или обратной полярности, а также универсальные электроды, которые работают при обеих полярностях. Правильный выбор полярности подключения электродов упрощает процесс сварки и повышает качество шва. Полярность сварочных электродов указывается на упаковке.
Для выполнения подавляющего большинства бытовых задач Вы будете пользоваться универсальными электродами.
На сварочном инверторе имеется выбор полярности. Т. е. вы можете подключить электрододержатель как к плюсу, так и к минусу.
Возможны два варианта подключения массы и электрододержателя:
— прямая полярность – когда заготовка подключается к плюсу, а электрод к минусу.
— обратная полярность – электрод к плюсу, заготовка к минусу.
На пачке с электродами указывается полярность, на которой и рекомендовано ими работать.
ПАРАМЕТРЫ СВАРОЧНОГО ТОКА
Теперь, когда с электродами и полярностью определились, остается только выбрать нужную силу тока.
Сварочный ток выбирается в зависимости от диаметра электрода. А выбор электрода, как мы уже писали, зависит от толщины металла. На корпусах аппаратов FUBAG есть таблицы-подсказки, которые помогут мгновенно выбрать нужную силу тока. Когда вы приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
Рис.10 – Подбор сварочного тока в зависимости от диаметра электрода
Например: Вы планируете варить небольшие металлоконструкции – забор, каркас теплицы или бокс. Материалом для них служит мелкий фасонный прокат (уголок, профильные трубы) и листовой прокат из низкоуглеродистой стали с толщинами от 2- 3 мм.
Из таблицы видно, что электроды – тройка и аппарат с силой тока до 130 А (показываем IR 160) эту задачу полностью закрывают.
Также можно использовать упрощенную формулу:
на 1 мм электрода нужно 35-40 А сварочного тока.
Покупая сварочные электроды, необходимо быть уверенным в том, что они сохранили все свои качества. Электроды – очень специфический товар и сохранность их первоначальных свойств зависят от условий хранения и целостности упаковки. А от качества электрода напрямую будет зависеть и качество шва.
Перед сваркой проверьте поверхность электродов – они должны быть без вздутий, царапин и сколов, хорошо покрыты обмазкой и без ржавчины на торцах.
Если сварочные электроды хранились не правильно и отсырели, то при работе с ними пострадает качество шва, появляются трещины и поры.
Начинающие сварщики часто спрашивают: как и каким образом прокаливать электроды.
В домашних условиях, или условиях дачи, прокаливать электроды можно по-разному. К примеру, некоторые опытные сварщики делают это в духовке. Выставив температуру порядка 190-210°С выдержать электроды в духовке около 20-30 минут.
На самом деле, тут тоже зависит от покрытия.
Электроды с рутиловым покрытием обычно прокаливать не нужно, но если они все же сильно отсырели, то лучше их прокалить 1-2 часа при температуре 100-150°С. При более низких температурах прокаливания время прокаливания необходимо увеличить.
Электроды с целлюлозным покрытием, как правило, мало впитывают влагу. Поэтому их можно не прокаливать. В крайнем случае, их можно прогреть на температуре не больше 70°С , иначе они могут потрескаться.
Если электроды с основным покрытием хранятся в нормальных условиях (15°С / относительная влажность 40%) и в оригинальной упаковке, то их также можно не прокаливать. После распаковки их можно прогреть при температуре 50 градусов в течение 2-3-х часов.
Одни и те же электроды более 3-х раз прокаливать не рекомендуется. Хранить электроды нужно в сухом помещении при температуре не ниже 10-15 градусов.
Какие электроды для сварки инвертором лучше: как выбрать
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- основной;
- рутиловый;
- кислый;
- целлюлозный.

- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.

УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.

Процесс возможен на постоянном и переменном токах, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.

Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.

ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
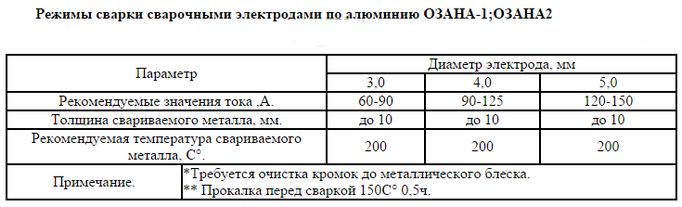
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
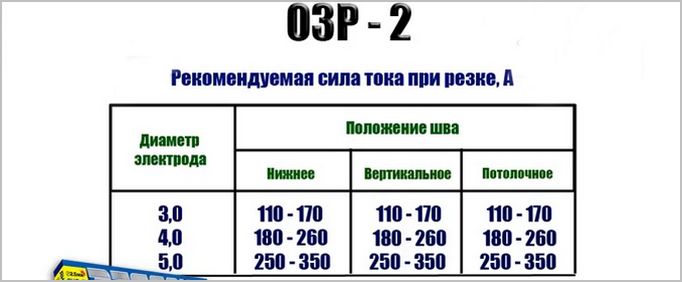
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
https://www.youtube.com/watch?v=YZ0rsWyiFQw
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Также, профессионалы советуют применять:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21, МР–3С для углеродистых сталей;
- ОЗЧ–2 хорошо сваривают сплавы чугуна.
Видео:
https://www.youtube.com/watch?v=BhoPMSSw0AE&feature=youtu.be
https://www.youtube.com/watch?v=5L9Jj9zuzAk
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
- прямая;
- обратная.
Прямая полярность: к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).

Обратная полярность: масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.

Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:

Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:

На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.
Электроды для сварки инвертором
Быстро и оперативно сварить любые, даже самые сложные конструкции из металла, можно при помощи инверторов. Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.

Сварочные электроды изготавливаются из разных стальных проволок, соответствующих ГОСТу 2246-70. Поэтому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Изготовленные из легированной проволоки. К примеру, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их список достаточно широкий.
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтобы предохранить сварочную ванну от воздействия на расплавляемый металл кислорода. Именно этот химический элемент негативно сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. Второе – это стабилизация дуги.
Защитное покрытие наносится на сварочный стержень методом прессования, поэтому связь двух материалов очень высокая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
Первый и последний тип используются только при сварке постоянным током. Остальные и при постоянном токе, и при переменном.
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются повсеместно для любых конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ очень капризна. Не каждый может варить этими электродами, здесь нужен опыт и квалификация. Поэтому сварку инвертором для начинающих мастеров лучше проводить обычными видами.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Поделись с друзьями
1
0
0
0
7 лучших сварочных электродов — Рейтинг 2020 года (Топ 7)
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен при использовании публикаций журналов «Сварка и диагностика», «Металлургический бюллетень» и других специализированных источников. В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе – рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным – можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Рейтинг лучших электродов для сварки
Правильный выбор электрода требует учитывать многие факторы. К примеру, при необходимости сварить сталь с высоким содержанием углерода многие сварщики посоветуют Вам электроды УОНИ – но не факт, что в неопытных руках из получится что-то хорошее. Вместе с тем более удобные в работе электроды наподобие ОЗС-12 позволят получить более качественный результат – но только до того момента, когда Вы не освоите сварку более сложными в работе типами электродов.
Нужно учитывать и условия хранения: держать в гараже большинство типов электродов с основным покрытием значит обречь себя на постоянный и длительный прожиг обмазки перед сваркой, которая сама может занимать буквально несколько минут, и рутиловые электроды в таком случае будут более предпочтительными, особенно типы с самой низкой температурой прокалки (ESAB OK 46.00, Omnia 46).
Сварочные электроды: какие лучше для инвертора?
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Какие электроды выбрать
Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
Популярные виды электродов
Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
- УОНИ–13/55.
- МР–3С; МР–3.
- АНО.
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности.
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Выбор электродов для разных материалов
Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Для справки
Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Выбор электродов для аппарата «Ресанта»
Независимо от того, какая марка аппарата будет использоваться для сварки, электроды выбираются по вышеописанной схеме. Если перед вами встал вопрос о том, какие электроды лучше для инвертора «Ресанта 190» выбрать, то вы должны руководствоваться настройками силы тока и диаметром стержней. Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Какие электроды лучше для инвертора «Ресанта», интересует многих. Отвечая на этот вопрос, можно утверждать, что диаметр электрода подбирается, как было упомянуто выше, по толщине стали. Если она составляет 2 мм, то диаметр стержня может изменяться в пределах от 2 до 2,5 мм. При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
Дополнительные рекомендации
Выбирая самые лучшие электроды для сварки, вы можете столкнуться с необходимостью приобретения стержня для 13-миллиметровой заготовки. В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
В заключение
Если вы уже решили для себя, какие электроды лучше для инвертора «Ресанта 220ПН», учитывая вышеприведенные рекомендации, то должны помнить, что одинаковых и точных настроек на сегодняшний день не существует. Мастер методом ошибок и проб выставляет параметры тока самостоятельно. При больших токах вы должны быть готовы к тому, что сварочная ванна получается менее управляемой и более жидкой.
Какие электроды лучше использовать для инверторной сварки?
Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Бытовое использование предполагает выбор подходящего электрода под марку стали и этот подбор должен быть точным!
Что такое сварочный инвертор?
На смену старым трансформаторным сварочным аппаратам пришли небольшие и мобильные сварочные инверторы. Сейчас совсем необязательно, что для сварки ответственных конструкций используются сварочные аппараты больших размеров. Тем более иногда применение громоздких аппаратов невозможно из-за сварки в недоступных или плохо доступных местах. Теперь качественно и оперативно можно сваривать и совсем маленьким сварочным аппаратом, например, IR 200 от бренда Fubag и этим в наши дни уже никого не удивишь.
Сварочные аппараты нужны как основной источник питания при ручной дуговой сварке методом плавления электрода. Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Какими электродами лучше варить инвертором?
Инверторная сварка подразумевает под собой применение для сварки плавящегося электрода по ГОСТ 9467-75. Все электроды можно поделить на:
-
• Электроды для сварки углеродистых и низколегированных сталей.
-
• Электроды для сварки серого, высокопрочного и ковкого чугуна.
-
• Электроды для наплавки.
-
• Электроды для сварки высоколегированных сталей.
-
• Электроды для сварки и наплавки цветных металлов и сплавов.
Каждый электрод из этих в своем составе имеет отдельный тип проволоки и покрытия по ГОСТ 9466-75. На поверхность проволоки наносится опрессовкой тонкий слой обмазки и после сложного производственного процесса на выходе получается готовый сварочный электрод.
Чтобы определить какие электроды лучше использовать для инверторной сварки именно в вашем случае нужно учесть ряд рекомендаций:
-
• Разделяют сварку ответственных конструкций и обычных. Опытные сварщики предлагают при сварке ответственных конструкций выбрать УОНИ, а при сварке обычных – АНО или МР-3.
-
• УОНИ – используют в работе опытные работники, так как совершать работы такими сварочными электродами сложнее, чем обычными. Необходим опыт в сварочных работах при выборе этой марки.
-
Остановимся на основных видах и разновидностях сварочных электродах, рассмотренных выше подробно:
-
• УОНИ-13/55 – применятся опытными специалистами, гарантируют более качественный шов даже при пониженных температурах зимой.
-
• МР-3С синие электроды применяют для получения качественного шва при постоянном и переменном токе обратной полярности.
-
• МР-3 – электроды с рутиловым покрытием используются для сварки даже при ржавой и загрязненной поверхности. Имеют ряд выгод от использования – стабильное горение дуги, лучшая производительность, отличное отделение шлака после сварки.
-
• АНО-36 – самые популярные сварочные электроды рутил-целлюлозным покрытием. Эти электроды можно не прокаливать перед сваркой*, их легко зажигать и производить сварку. Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
-
• ОЗС-12 — самая широко используемые сварочные электроды. Часто берут при домашнем использовании. Позволяет выполнить сварку на низких токах.
Для каких материалов какие электроды выбрать?
Каждый сварщик должен знать, что для каждого материала нужно подобрать свой электрод. Наши специалисты рекомендуют при сварке инвертором использовать:
-
• Высоколегированная и нержавеющая сталь (нержавейка) – ОЗЛ-8, ЦЛ-11, НЖ-13, ОЗЛ-6 по ГОСТ 9466-75 и ТУ. Эти марки самые востребованные и популярные.
-
• Используйте электроды для углеродистых и низкоуглеродистых сталей – ОЗС 12, АНО — 21, МР-3, МР-3С по ГОСТ 9466-75 и ТУ.
-
• Для низколегированных — УОНИ 13/45, УОНИ 13/55, УОНИ 13/65.
-
• Сварка чугуна электродом в домашних условиях инвертором можно выполнить электродом ЦЧ 4В (на основе сварочной проволоке СВ-08А), МНЧ-2 (на основе никелевой проволоки).
При выборе любого сварочного электрода производства ООО Ватра вы застрахованы от неудач. Наши сварочные электроды изготовлены на самом передовом оборудовании и отвечают всем требованиям предъявляемом к сварочному процессу и шву.
Проводить все сварочные работы мы рекомендуем только качественными сварочными аппаратами — это застрахует вас от ошибок и значительно упростит работу. Качественное сварочное оборудование прослужит дольше недорогих китайских аналогов.
Мы предлагаем на рынке сварочное оборудование FUBAG – немецкий бренд – зарекомендовавший себя как качественный продукт за разумные деньги. Оборудование Fubag будет радовать Вас долгие годы. Выбирайте профессиональные электроды и качественное сварочное оборудование Fubag у нас в компании!
типов сварочных электродов — The Welding Master
Вас интересуют различные сварочные электроды? Тогда эта статья обязательно для вас. В этой статье вы получите глубокие знания о сварочном электроде, типах сварочных электродов и многом другом. И так, чего же ты ждешь? Давайте начнем.
Что такое сварочный электрод?
Сварщику нужен электрод для выработки электрического тока для дуговой сварки. При сварке электрический ток проходит через электрод, который используется для соединения основных металлов.Когда вы держите наконечник электрода рядом с основным металлом, электрический ток переходит от наконечника электрода к основному металлу. Основное назначение электродов, используемых при сварке, — создание электрической дуги. Эти электроды могут быть положительно заряженным анодом или отрицательно заряженным катодом.
Факторы, которые необходимо учитывать при выборе сварочных электродов:
- Стержень электрода должен иметь большую прочность на разрыв, чем основной металл.
- Необходимо учитывать конструкцию соединения, форму, характеристики основного металла и положения сварки.
Типы сварочных электродов
В основном, в зависимости от процесса, существует два типа сварочных электродов:
- Расходные электроды
- Нерасходуемые электроды
1. Расходные электроды
Расходуемые электроды имеют низкую температуру плавления. Эти типы сварочных электродов предпочтительно использовать при сварке в среде инертного газа (MIG). Для изготовления расходуемых электродов используются такие материалы, как низкоуглеродистая и никелевая сталь.Единственная мера предосторожности, которую вы должны принять, — регулярно заменять расходные электроды. Единственным недостатком использования таких электродов является то, что они не имеют большого числа промышленных применений, но в то же время просты в использовании и обслуживании.
Расходные электроды относятся к категории:
- Электроды без покрытия
- Электроды с покрытием
(i) Электроды без покрытия
Электроды без покрытия — это электроды без какого-либо покрытия и в основном используются там, где нет необходимости в покрытых электродах.
(ii) Электроды с покрытием
Электроды с покрытием классифицируются по коэффициенту покрытия. Коэффициент покрытия — это отношение диаметра электрода к диаметру сердечника проволоки.
Итак, следующие подтипы покрытых электродов:
- Электроды с легким покрытием с коэффициентом покрытия 1,25. Легкое покрытие, нанесенное на электроды, помогает удалить примеси, такие как оксиды и фосфор. Легкое покрытие также помогает повысить стабильность дуги.
- Электроды со средним покрытием с коэффициентом покрытия 1,45.
- Экранированная дуга или электроды с сильным покрытием с коэффициентом покрытия от 1,6 до 2,2. Эти электроды имеют правильный и четко определенный состав. Электроды с сильным покрытием бывают трех типов — электроды с целлюлозным покрытием, электроды с минеральным покрытием и электроды с покрытием как из целлюлозы, так и с минеральным покрытием.
Также читают:
Типы сварочного процесса — каждый должен знать
Разница между сваркой MIG и TIG
Различные типы сварных соединений
2.Нерасходуемые электроды
Эти типы сварочных электродов также называются тугоплавкими электродами. Снова есть два подтипа неплавящихся электродов:
- Углеродистые или графитовые электроды: Состоит из углерода и графита и в основном используется при резке и дуговой сварке.
- Вольфрамовые электроды: В основном, он состоит из вольфрама, как следует из названия, и представляет собой электрод из незаполненного металла.
Как следует из названия, эти типы сварочных электродов не расходуются в течение всего процесса сварки или, более уместно, можно сказать, что они не плавятся во время сварки. Но практически из-за процессов парообразования и окисления, происходящих во время сварки, длина электрода немного уменьшается. Неплавящиеся электроды имеют высокую температуру плавления и не могут заполнить зазор в заготовке. Неплавящиеся электроды изготавливаются из таких материалов, как чистый вольфрам, графит или углерод, покрытый медью.Температура плавления углерода составляет 3350 градусов Цельсия, а вольфрама — 3422 градуса Цельсия. Неплавящиеся электроды используются при сварке вольфрамовым электродом в среде защитного газа (TIG) и дуговой сварке углем.
Важные характеристики неплавящихся электродов:
- При использовании нерасходуемых электродов необходимо использовать защитный газ. Защитные газы — это инертные газы, и их используют для защиты зоны сварки от кислорода и окружающей атмосферы.
- Неплавящиеся электроды обычно выполняются как катод, а детали — как анод.
Классификация сварочных электродов
Данная классификация основана на практическом подходе к использованию и выбору сварочных электродов.
.Сварочные электродыTIG — покупка в Интернете и руководство по эксплуатации
Вольфрамовые электроды для сварки TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это популярный тип сварки, при котором для соединения различных металлов используются вольфрамовые электроды. Вольфрамовый электрод является важнейшим компонентом процесса, поскольку он пропускает ток, необходимый для возникновения дуги. Вольфрамовые электроды могут быть легированы различными металлами . Электроды разных типов и размеров используются для разных типов сварных швов и материалов, и сварщики выбирают, исходя из стиля и проекта сварки.Определенные типы электродов лучше работают с переменного тока (AC) по сравнению с постоянного тока (DC) . Электроды поставляются без заземляющего наконечника. При шлифовании наконечника сделайте плотный, острый наконечник, чтобы получить мощную и точную дугу и обеспечить чистый сварной шов.
Мы также предлагаем электроды для вольфрамовой сварки с предварительной шлифовкой.
Ниже приведена таблица с описанием различий в электродах TIG типа , и вы можете найти полную линейку продуктов на midwesttungsten.com .
| Тип | AC / DC | Использование |
| 2% лантанат (синий) | переменного и постоянного тока | Электроды из синего лантана популярны из-за относительной легкости зажигания дуги и требуемой более низкой силы тока. Они исключительно хорошо работают как с переменным, так и с постоянным током и являются популярным электродом общего назначения. Синие электроды эффективны для сварки алюминиевых сплавов, сплавов магния, никелевых сплавов, медных сплавов, титановых сплавов, низколегированных сталей и некорродирующих сталей. Купить сейчас |
| Торированный (красный) | постоянного тока | Красный ториевый электрод неспроста является любимым электродом Америки. Эти электроды с очень длительным сроком службы и высокой износостойкостью являются незаменимыми при сварке постоянным током. Эти красные электроды лучше всего подходят для медных сплавов, никелевых сплавов, титановых сплавов и некорродирующих сталей. Купить сейчас |
| Микс редкоземельных элементов (фиолетовый) | переменного и постоянного тока | Инновационный электрод из смеси редкоземельных элементов является отличной заменой традиционно предпочитаемого электрода с красным торием и обладает такими же высокими характеристиками.Лучше всего использовать его при сварке алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов, низколегированных сталей и некоррозионных сталей. Купить сейчас |
| Ceriated (серый) | постоянного тока | Серые церированные электроды популярны из-за их исключительной легкости зажигания дуги с более низким током, а также их исключительных характеристик при сварке постоянным током. Они лучше всего работают с титановыми сплавами, медными сплавами, магниевыми сплавами, алюминиевыми сплавами, никелевыми сплавами, некорродирующими сталями и низколегированными сталями. Купить сейчас |
| 0,8% цирконий (белый) | AC | Белые циркониевые вольфрамовые электроды работают с более высокими уровнями силы тока и хорошо работают как с трансформаторными, так и с инверторными источниками питания, что делает их отличной альтернативой зеленым электродам из чистого вольфрама для магниевых и алюминиевых сплавов. Купить сейчас |
| Чистый вольфрам (зеленый) | AC | Оригинальный зеленый электрод из чистого вольфрама содержит не менее 99.5% вольфрама и обеспечивает все свойства, классически связанные с вольфрамом, — превосходную проводимость, долговечность и рабочие характеристики. Зеленые электроды идеально подходят для сварочных работ, содержащих магниевые или алюминиевые сплавы. Купить сейчас |
| 1,5% лантанат (золото) | постоянного тока | Вольфрамовые электроды с добавлением золота и лантана содержат меньше лантана, чем их синие аналоги, и лучше всего подходят для применения на постоянном токе. Они лучше всего подходят для сварки титановых сплавов, медных сплавов, никелевых сплавов и нержавеющей стали. Купить сейчас |
Обзоры и руководства по эксплуатации
Посмотрите наши обзоры на продукцию TIG Welding Tungsten Electrodes онлайн .
Статьи TIP:
Что мне использовать? — Сварка TIG с инверторами и трансформаторами
Уровень силы тока и таблица — Как выбрать уровень силы тока для сварки TIG?

— Купить постоянные сварочные электроды, сварочный электрод E6013, сварочный электрод E7018 Продукт на Alibaba.com
Сварочный аппарат с инвертором электродов
1. Спецификация
Входное напряжение: AC230V ± 15% В
Входная мощность: 5 кВт
Напряжение холостого хода: 72 В Диапазон тока
~ 140AРабочий цикл: 40%
Диаметр электрода: Φ1.6 ~ 4,0 мм
КПД: 85%
Степень защиты: 21S IP
Вес: 4,8 кг
Размеры: 280 × 115 × 180 мм
2. Характеристики
Advance (IGBT ) инверторная технология
Применяется для сварки всех видов черных металлов, таких как низкоуглеродистая сталь, среднеуглеродистая сталь, легированная сталь и т. д.
Однофазный, с вентиляторным охлаждением, компактный и легкий, высокая стабильность сварочного тока, несмотря на колебания сетевого напряжения, сила дуги, устройства горячего пуска и антипригарное устройство, термостатическое устройство, защита от перенапряжения, пониженного напряжения, перегрузки по току, мотор-генератор (+/- 15 %) защиты.
Включает держатель сварочного электрода и зажим заземления, лицевую маску и сварочную щетку, картонную коробку
3.Бесплатные аксессуары
4.продукция:
Если вы хотите узнать больше об этой продукции, отправьте нам запрос.
.Инверторный сварочный аппарат— Купить сварочные электроды, автоматический сварочный аппарат, ультразвуковой сварочный аппарат продукт на Alibaba.com
Сварочный аппарат с инвертором электродов
1. Спецификация
Входное напряжение: AC230V ± 15% V
Входная мощность: 4,1 кВт
Напряжение холостого хода: 72V
Диапазон тока: 20 ~ 120A
Рабочий цикл: 40%
Диаметр электрода: Φ1.6 ~ 3,2 мм
КПД: 85%
Степень защиты: 21S IP
Вес: 4,8 кг
Размеры: 280 × 115 × 180 мм
2. Характеристики
Инвертор Advance (IGBT) технология
Применяется для сварки всех видов черных металлов, таких как низкоуглеродистая, среднеуглеродистая и легированная сталь и т. д.
Однофазный, с вентиляторным охлаждением, компактный и легкий, высокая стабильность сварочного тока, несмотря на колебания сетевого напряжения, сила дуги, устройства горячего пуска и антипригарное устройство, термостатическое устройство, защита от перенапряжения, пониженного напряжения, перегрузки по току, мотор-генератор (+/- 15 %) защиты.
Включает держатель сварочного электрода и зажим заземления, лицевую маску и сварочную щетку, картонную коробку
3. Бесплатные аксессуары
.продукты:
.