советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами.
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия.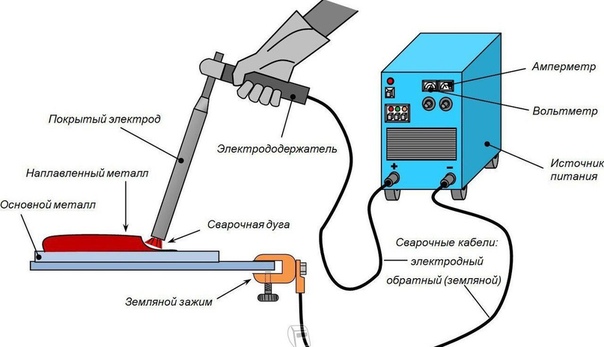 Подключается аппарат через разъем, который находится на задней панели устройства.
Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.

- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом).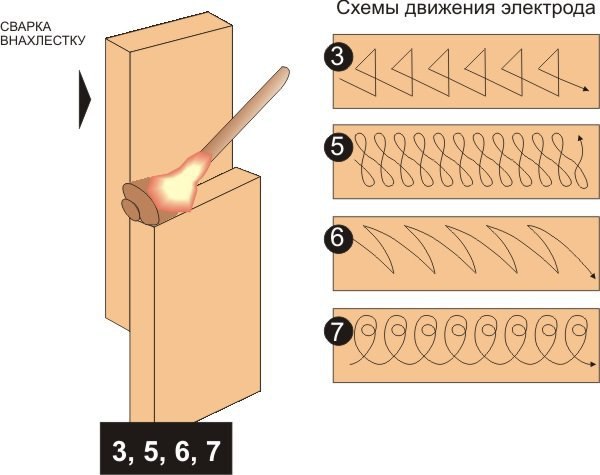
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.

Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
 Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их.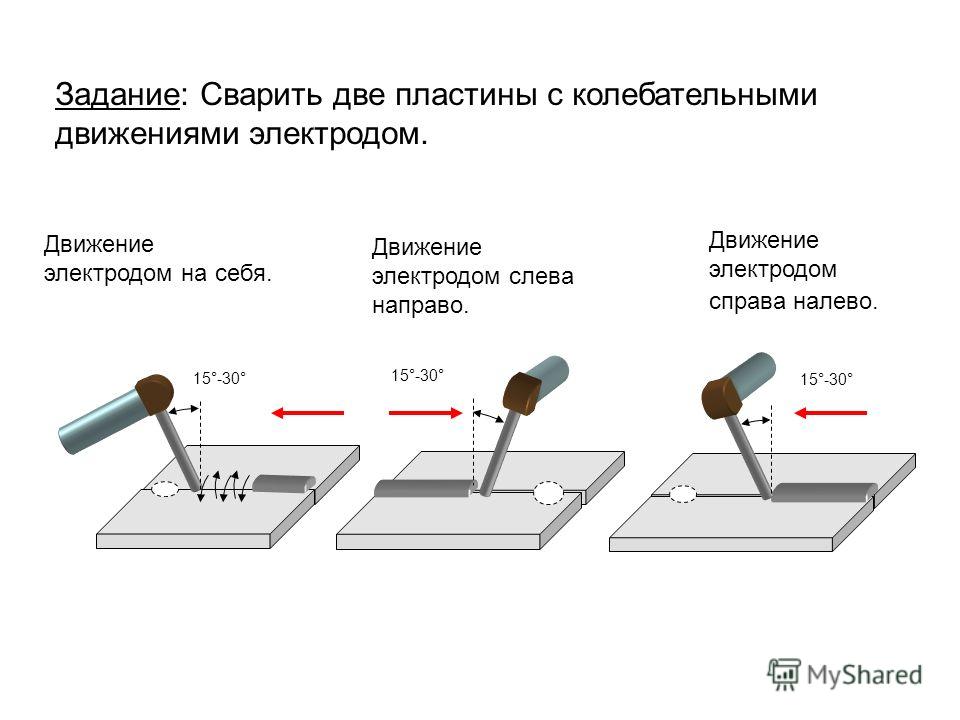 Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
Сварка металла — Построй свой дом
И так мы выбрали сварочный инвертор. Но наличие сварочного аппарата еще не залог успеха. Необходимо научиться обращаться с этим устройством. Вот о том, как происходит сварка металла инвертором, мы и поговорим в этой статье.
Сварка металла инвертором
Сварка металла при помощи инверторного сварочного аппарата — несложный процесс, освоить который могут даже новички. При помощи инвертора можно быстро создать надёжные соединения металлических деталей. Особенно часто приходится работать инвертором владельцам автомобилей, самостоятельно производящим их ремонт.
Работа с инвертором
Прежде всего, необходимо подготовить место где будет проходить сварка металла: освободить в радиусе 1 метра пространство от посторонних предметов и мусора, так как они могут легко воспламениться. Сварочный аппарат устанавливается на пол или землю и подключается к электросети. Также необходимо позаботиться о своей защите, для этого используется защитная спецодежда, а на лицо надевается маска со светофильтром. Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Стоит помнить, что чем большим будет диаметр электрода, тем больше электрической энергии будет использовать инвертор.
Время работы инвертора
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для вашего сварочного аппарата составляет 60%, это значит, что 60% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся 40% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки.
Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 6 минут на полной нагрузке, после чего он потребует 4-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Инструкция по сварке
Алгоритм безопасного производства работ сварочным инвертором, достаточно прост:
- Зажим заземления «-» крепится на одну из свариваемых поверхностей. В держатель инвертора вставляют сварочный электрод диаметром 3-5 мм. Далее выставляется ток. Если ток будет слишком низким, то сварочная дуга не возбудится, если наоборот, показания тока окажутся слишком высокими, то произойдёт оплавление металла. Сила выставляемого тока зависит от размера и типа электродов и определяется только эмпирическим путём. Для примера скажу, что при работе с электродом диаметром 3 мм вполне хватит тока 80 А.
- Розжиг дуги, осуществляется кратковременным соприкосновением электрода со свариваемым металлом. Электрод подносят к свариваемой металлической поверхности, слегка задевая её по касательной. При высоком токе может произойти залипание электрода, при этом электрод как бы приклеивается к металлу. Для отсоединения электрод необходимо быстро отклонить в противоположную сторону. Залипание также исчезает при выключении аппарата. Касание повторяется, пока не появляется устойчивая дуга.
- Для поддержания сварной дуги нужно зафиксировать конец электрода в 2-6 мм от свариваемой поверхности. Если его приблизить слишком близко к металлу, произойдёт замыкание и залипание. Если расстояние будет слишком большим, то электрод израсходуется очень быстро. Лучший вариант — опускать руку с клеммой очень медленно, следя за сварной дугой.
- При наличии постоянной дуги происходит образование сварной ванны — лужицы из металла. Для создания прочного соединения необходимо медленно двигать электрод на протяжении всего места сварки, при этом сварная ванна движется за дугой. Конец стержня при движении совершает поступательные движения между свариваемыми деталями, обеспечивая максимально прочное соединение.
Сварка металла
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка. Если научиться контролировать длину дуги, появится возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который попадает в ванну.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание металла. Если дуга будет быстро и глубоко проникать в металл, то она сможет толкать ванну назад, в результате чего начнет образовываться шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения.
Если электрод слегка наклонить, вся сила тока будет направлена назад, в результате чего шов приподнимется (всплывет). Если электрод слишком сильно наклонится во время сварки, сила тока будет прикладываться по направлению шва, а это не даст полноценно управлять ванной. Самым оптимальным углом сварки считается угол наклона электрода от 45° до 90°. Эти углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Как варить толстый металл инвертором
Проблема, с которой часто сталкиваются обладатели сварочных аппаратов: как сваривать металл инвертором, если его толщина не превышает 3 мм? В этом случае электрод будет прожигать свариваемую поверхность. Чтобы этого не случилась необходимо взять самый малый электрод размером 1 мм, даже если придётся варить шов несколько раз. Если под рукой не оказалось электрода 1 мм, то можно взять обычный, но при этом изменить полярность на обратную. Электроды для сварки тонких листов металла нужно подключать “плюсом” к дуге устройства, а “минусом” – к листу металла.
Как заварить глушитель инвертором
Многие автовладельцы задаются вопросом: как качественно залатать глушитель с помощью инвертора? При наличии сварочного аппарата и подходящего фрагмента металла, который будет использоваться в качестве заплатки, сделать это можно самостоятельно, не тратя деньги на дорогостоящий ремонт. Для начала необходимо зачистить место, куда будет привариваться заплатка. Сварку нужно осуществлять непрерывным швом, чтобы обеспечить надёжное соединение. Все работы производить только на снятом глушителе.
Прямая и обратная полярность при сваривании металла инвертором
В зависимости от того, какой шов требуется получить применяют прямую или обратную полярность подключения электрода. При прямой полярности электрод подключается к минусу источника питания, а при обратной к плюсу.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается.
И так мы рассмотрели тему как происходит сварка металла инвертором. Надеюсь, что она поможет вам научиться обращаться с инвертором. В следующей статье я расскажу о неисправностях сварочных аппаратов.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
инстуркции и советы для новичков
Автор perminoviv На чтение 6 мин. Опубликовано
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
Сварка алюминия инвертором в домашних условиях
Алюминий не самый прочный материал, поэтому не удивительно, что предметы из него нередко ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Однако для создания надежных соединений нужно учитывать неординарные свойства этого капризного материала.
Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.
- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Толщина металла, мм | Величина тока, А | Диаметр электрода, мм |
2 | 50 — 60 | 2,5 |
3 — 4 | 80 — 90 | 3,2 |
| 5 — 6 | 90 — 140 | 4 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
Как правильно научиться сваривать металл инвертором?
Сварочный инвертор – устройство, позволяющее выполнить соединение металла свариванием. В сравнении с выпрямителем или трансформатором, сварка инвертором легче, проще и доступнее. Как научиться сваривать металл инвертором?
Схема элементов инверторного сварочного аппарата.
Сварка инвертором: последовательность операций
Технология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат – сплошное прочное соединение двух металлических поверхностей. Как правильно варить металл инвертором, на что обратить внимание при обучении сварке?
Читайте также:
Схема диодного моста из 4 диодов.
Чем варить нержавеющую сталь.
Как сделать флюс для пайки – читайте тут.
Вернуться к оглавлению
Подготовка к сварке
Схема источника питания инверторного сварочного аппарата.
- Подготовка места для сварки. Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблером) – появляется небольшой гул. Выставляем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм необходим сварочный ток величиной 100 А. Опускаем на лицо маску (рис. 1).
Вернуться к оглавлению
Розжиг дуги в начале сварки
Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступаем к сварке. В начале надо разжечь дугу. С опытом это будет получаться легко. Для начинающего сварщика розжиг дуги – первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
- Чиркаем до тех пор, пока не образуется электрическая дуга. Она очень яркая, смотреть на нее можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода в 3-5 мм от металла. В начале обучения будет сложно выдерживать необходимое расстояние. Если слишком приблизить электрод, произойдет короткое замыкание, и он прилипнет к детали. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
Вернуться к оглавлению
Сварная ванна и сварной шов
Рисунок 2. Зависимость диаметра от толщины деталей.
- При розжиге дуги образуется жидкая лужица расплавленного металла. Это сварная ванна. Для соединения металлических деталей по всей поверхности контакта электрод медленно перемещается вдоль границы раздела. Следом за ним перемещается сварная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (туда-сюда, вправо-влево) относительно шва между двумя деталями. Так обеспечивается качество соединения.
- Если дуга была потеряна (электрод оказался слишком удален от сварки), повторный розжиг происходит легче. Для возгорания дуги достаточно приблизить конец стержня на расстояние нескольких миллиметров.
- В сварной щиток хорошо видна яркая электрическая дуга и менее яркая сварная ванна. Хуже различимы контактирующие свариваемые поверхности в зоне сварки. Однако снимать щиток и подглядывать на сварку без защитного светофильтра нельзя. В лучшем случае будут неприятно чесаться веки (ощущение песка в глазах). В худшем – можно лишиться зрения без возможности его восстановить.
- Когда стержень укорачивается до 5-6 см, сварку прекращают, инвертор выключают и меняют электрод в клемме.
- В конце сварки застывший шов металла обстукивают молотком для удаления слоя шлака. Очищенный от шлака шов имеет блестящую поверхность.
Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток.
Вернуться к оглавлению
Какими электродами варить металл?
Электрод – металлический стержень, покрытый снаружи обмазкой. Вещество обмазки является шлаковой смесью, которая при сварке также расплавляется, поднимается на поверхность сварной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис 2). В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.
Классификация электродов.
Состав внутреннего стержня определяется видом свариваемых металлов (малоуглеродистые и низколегированные стали, латунь и бронза, магниевые сплавы, титановые сплавы). Чтобы сваривать металл обыкновенной углеродистой стали, применяются электроды марки УОНИИ. Их также используют для коррозионностойких сталей. Сварка УОНИИ выполняется только прямым током.
Более универсальными считаются стержни маркировки АНО. Они подходят как для прямого, так и для обратного тока любой полярности.
Электроды отличаются не только составом обмазки и стержня, но и диаметром. Размеры стержня в обмазке варьируются от 1,6 мм до 5 мм в диаметре. Чем толще свариваемые детали, тем больший диаметр электрода необходим для их сплавления. Существуют математические формулы расчета диаметра для заданной толщины металлических деталей. Начинающему сварщику проще пользоваться таблицами.
Второстепенными факторами, влияющими на выбор электрода, является вид соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения незначительно отличается от диаметра для стыковой сварки деталей.
Положения электрода при сварке.
При этом для сварки нависающих поверхностей не используются сварочные стержни большого диаметра. Для потолка их размеры ограничены диаметром 4 мм.
Варьирование диаметра стержня при сохранении всех других параметров может усилить или ослабить удельный ток сварки (ток, приходящийся на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод более тонкий, сила тока концентрируется и проплавляет глубже, сварной шов получается узкий. Если электрод более толстый, удельное значение силы тока уменьшается, и глубина проплавления становится меньшей, а ширина шва – большей.
Вернуться к оглавлению
Как выбрать значение сварочного тока и его полярность?
Сила тока определяет глубину проплавления металла. Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проплавления горизонтальных поверхностей. Для того чтобы сварить вертикальные швы, сила тока меньше на 15%, для нависающих (потолочных) соединений – меньше на 20%.
Бытовой инвертор имеет шкалу силы тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А.
Рисунок 3. Движение электрода при сварке.
Полярность – направление движения тока. Инвертор дает возможность изменять направление тока. Как это делается и для чего необходима смена полярности?
Поток электронов (ток движется от минуса к плюсу) в сварке инвертором двигается от клеммы «-» к клемме «+». Та клемма, на которую приходят электроны («+»), прогревается сильнее. Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Если сплавляется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают клемму «-». Получаемая полярность называется обратной. При таком движении тока максимальный разогрев происходит в электроде, а основной металл разогревается меньше.
Обратная полярность характеризуется большей стабильностью дуги, ее легче разжечь и поддержать ее горение.
Вернуться к оглавлению
Как передвигать электрод во время сварки?
Электрод передвигается вдоль сварочного шва не прямолинейно, а по возвратной траектории (зигзагом вправо-влево, спиралью, елочкой). Это обеспечивает наиболее качественное проплавление, отсутствие непроваров и несплошностей в шве. Схема наиболее традиционных видов движения конца стержня при сварке инвертором приведена на рис. 3.
Управление сварочным инвертором.
Скорость сварки или скорость передвижения электрода формируют поверхность шва и его параметры: выпуклость, ширина и глубина. Чем быстрее передвигается сварная ванна, тем меньше глубина шва и его выпуклость после застывания. Сварное соединение получается узким и ровным. Медленное передвижение электрода увеличивает глубину шва и придает его поверхности более выпуклый вид, сварное соединение получается широким, со значительной выпуклостью и наплывами.
В конце сварки клемма со стержнем задерживается на несколько секунд в зоне окончания шва. Это позволяет накопиться расплавленному металлу и предупредить образование углубления (кратера).
На параметры сварного шва влияет положение электрода при сварке. Угол наклона электрода определяет положение сварной ванны. Угол расположение электрода к поверхности металла должен быть близок к 90º и может отличаться от него на 15-20º.
Рассмотренные нами показатели (величина тока, полярность, диаметр и вид электрода) называются характеристиками сварки. Их правильный выбор обеспечивает качественное сплавление деталей. Для домашней сварки инвертором на приусадебном участке (каркас теплицы, лестница, беседка для винограда) или в индивидуальном строительстве (каркас фундамента) наиболее востребованы электроды диаметром 3 и 4 мм, с использованием сварочного тока силой около 100 А, при прямой полярности.
Сварка инвертором представляет доступный обучению процесс.
Инверторы – устройства нового поколения. Они значительно облегчают обучение свариванию и имеют ряд дополнительных функций, помогающих начинающему сварщику стать профессионалом.
A Руководство по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: При сварке алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить оксид алюминия и углеводородные загрязнения из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в заготовке. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой детали может помочь избежать растрескивания сварных швов. Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, выполнение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщикам следует также предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему действию, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
Скорость перемещения: Сварку алюминия необходимо выполнять «горячо и быстро». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки.Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия. Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала.Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерные трещины вызывают большинство отказов.Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при охлаждении сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении. Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговой распылением или импульсный.Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга забирает крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Импульсный перенос обычно осуществляется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки.Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем сварка с переносом распылением. Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, упрощая сварку в нестандартном положении и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, в котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды.Двигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью. Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубы долотовидного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки.Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов для обеспечения равномерной скорости подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварочного пистолета для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца лайнера, чтобы устранить зазоры между лайнером и диффузором газа на пистолете. Часто меняйте футеровки, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Как правило, если сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Руководство по сварке для начинающих
- Локации
- Внутренняя Империя
- Лос-Анджелес
- Orange County
- Сан Диего
- Феникс
- Tucson
- Обслуживание клиентов
- Связаться со службой поддержки клиентов
- Подать заявку на кредит
- Политика возврата
- Насчет нас
- История
- События
- Партнеры
- Магазин Тур
- Новости и пресса
- Условия и положения
- Предложение 65 Калифорнии
- Экспорт металла
- Качество и соответствие
- Ресурсы
- Калькуляторы металла
- Калькулятор веса металла
- Калькуляторы конверсии
- Блог
- Глоссарий
- FAQs
- Металлические вопросы
- Вопросы по IMS
- Инфографика
- Направляющая из нержавеющей стали
- Суточная доза металла
- Строительство Трофейного Грузовика
- Джесси Комбс: Настоящая сделка
- Свойства и наиболее распространенное использование алюминия
- Алюминий 6061 vs.Алюминий 6063
- Литература по продукту
- Калькуляторы металла
- Сервисы
- Запрос цены на услуги
- Вырезать по размеру
- Плазменная резка Hi-Def
- Планшетная лазерная резка
- Трубка лазера
- Гидравлическая резка
- Услуги по резке и распиловке металла
- Экспорт металла
- Пользовательские экструзии
- Запрос цены на индивидуальные экструзии
- Карьера
Как сваривать титан — Советы и хитрости
Заявление об отказе от ответственности: Welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Титан считается экзотическим металлом благодаря малому весу, хорошей прочности и коррозионной стойкости. Однако раньше считалось, что правильную сварку титана можно проводить только в герметичных камерах. Это химически активный металл, который может загрязняться атмосферными газами. Но сварка титана на самом деле не так сложна, как думают многие сварщики.Вам просто нужно обеспечить надлежащую газовую защиту во время сварки, остальное очень похоже на сварку других типов металлов.
Сварка титановых наконечников
Подготовка к сварке
Одним из наиболее важных факторов при определении качества титанового сварного шва является надлежащая подготовка шва.
- Очистите поверхность титана от любых загрязнений и удалите масло, жир или грязь. Лучше всего использовать химические вещества, специально предназначенные для титана.Помните, что чем чище будет титан, тем прочнее будет сварной шов.
- Для удаления загрязнений можно использовать пароочиститель или разбавленный раствор гидроксида натрия.
- Используйте небольшую воздуходувку, чтобы на поверхности не осталось влаги. Однако убедитесь, что вы не используете его с легковоспламеняющимися растворителями.
- Убедитесь, что все сварочные детали также чистые и сухие.
- Никогда не используйте для очистки титана чистящие средства на основе хлора.
- Даже ваши руки могут быть источником заражения. Но имейте в виду, что резиновые перчатки могут содержать хлор, поэтому выбирайте пластиковые или хлопковые перчатки.
- Перед зажиганием дуги убедитесь, что растворители, которые вы использовали для очистки поверхности, полностью испарились, так как обычно они имеют низкую температуру вспышки.
Сварка
После того, как вы очистили поверхность и сварочные материалы, следующее, что нужно учитывать, — это атмосфера. Как мы уже упоминали выше, титан подвержен загрязнению атмосферными газами.Поэтому очень важно использовать защитный газ для сварки. Предпочтительный выбор газа — чистый аргон.
При выборе аргона убедитесь, что он чист на 99,999%. Если он будет даже немного менее чистым, это может привести к желтому обесцвечиванию. Загрязненный газ также может привести к образованию пятен и синевы.
Перед использованием высокочастотного запуска дайте газу аргон течь в течение нескольких секунд. Если вы увидите однородный цвет, это означает, что экрана достаточно для равномерного покрытия.
Одним из существенных отличий сварки титана от других металлов является необходимость экранирования также и с обратной стороны сварного шва.Поэтому всю область сварного шва, подвергшуюся термическому воздействию, необходимо продуть аргоном.
Для сварки более мелких деталей можно использовать специальные гибкие кожухи, перчаточные боксы, заполненные аргоном. Если ваши детали не помещаются в эти гибкие корпуса, вы также можете использовать специальные камеры для продувочного газа из полиэтилена. С помощью монитора продувки вы можете проверить, достаточно ли в камере аргона.
Завершение матча
Не менее важно, как вы закончите сварку. Дайте защитному аргону течь, пока титан не остынет до температуры ниже 500 градусов по Фаренгейту.Любое обесцвечивание является хорошим признаком недостаточной защиты.
Большинству сварщиков требуется многолетний опыт сварки, прежде чем они почувствуют себя достаточно квалифицированными, чтобы попробовать процесс сварки TIG титана. Однако если вы зададитесь целью изучить навыки, необходимые для сварки титана, вы увидите, что это не так сложно, как все думают. Основными моментами для создания прочного и чистого титанового сварного шва каждый раз является использование газа аргона высокой чистоты, идеальная очистка рабочей зоны, использование бокса для перчаток с продувкой с обеих сторон сварного шва для равномерного распределения аргона и, наконец, поддержание защиты. пока металл не остынет.
Как контролировать деформацию деталей из тонкого листового металла
«Металлургический бизнес»
Выбрать категорию меню Формовка металлов и изготовление Системы аддитивного производства Автоматизация / Робототехника Программное обеспечение CAD / CAM Оборудование для обработки рулонов Линии резки по длине Станки для снятия заусенцев Термическая обработка Металлургические станки Системы лазерной резки Системы кислородной резки Системы плазменной резки Листогибочные прессы, панелегибы Пробивные прессы Системы резки Ножницы Штамповочные прессы Изготовление труб и труб Револьверные прессы Гидроабразивная сварка Автоматизация сварки / Робототехника Сварочные аппараты с приводом от двигателя Наполнители Металлы / электроды Инверторные сварочные аппараты Сварочные аппараты MIG Плазменные резаки Источники энергии Сварочные аппараты Сварочные аппараты TIG Сварочные перчатки Сварочные пистолеты / Горелки Сварочные шлемы Механизмы подачи проволоки Зуборезные станки Шлифовальные станки Хонинговальные станки Горизонтальные обрабатывающие центры Токарные станки для лазерной резки Органы управления Фрезерные станки Многозадачные станки Ram EDM Machines Программное обеспечение Токарные центры Вертикальные обрабатывающие центры Электроэрозионные станки Инструмент и зажимные патроны Цанговые патроны Режущие инструменты Буровые инструменты Системы крепления Абразивы, ремни, щетки, шлифовальные круги Позиционеры Пуансоны и плашки Пильные полотна Инструменты для нарезания резьбы Тиски и тиски Губки Калибровочные калибры Системы измерения и контроля Калибровочные калибры Координатно-измерительные машины Циферблатные индикаторы Измерительные приборы Лазерные сканеры Неразрушающий контроль Другие датчики и контрольно-измерительное оборудование Программное обеспечение Шероховатость поверхности / отделка Техническое обслуживание Сжатый воздух Компьютеризированные системы управления техническим обслуживанием Фильтры Ручные инструменты Качество воздуха в помещении Промышленная очистка / удаление отходов Смазочные материалы, охлаждающие жидкости, машины для обработки жидкостей для металлообработки Ремонт и восстановление инструмента Программное обеспечение крышных систем Ремонт и восстановление шпинделя Регулируемые защитные ограждения Защита тела Защита глаз и лица Фиксированная Охранники Защита ног и ног Защита рук и рук Защита головы Защита органов слуха Заблокированные ограждения Подвижные барьеры и ворота Устройства обнаружения присутствия Отводы / ограничения Соответствие нормативным требованиям Защитные коврики Устройства безопасности срабатывания Саморегулирующиеся ограждения Двуручное управление Конвейеры для транспортировки материалов Общие подъемники Ручные подъемники Другое погрузочно-разгрузочное оборудование Стеллажи и складское оборудование
Вопрос с ответом и пояснением — Часть 21 — Общие технические знания
1) Если для проекта ручной дуговой сварки металлическим электродом указан «водородный контроль», то электрод обычно имеет вид:
a.Целлюлоза
б. Оксид железа
гр. Кислота
г. Базовый (ответ)
MMA имеют 3 типа электродного покрытия:
+ целлюлоза (содержание водорода 80-90 мл / 100 г металла шва)
+ рутил (содержание водорода 25-30 мл / 100 г металла шва)
+ basic (имеют самый низкий уровень водорода (менее 5 мл / 100 г металла шва). Необходимость Тщательный контроль прокаливания и / или выдачи электродов необходим для поддержания низкого водородного статуса и предотвращения риска растрескивания.
2) Вы наверняка узнаете электрод, покрытый водородным флюсом, по его:
a. Цвет
б. Длина
c. Торговое наименование
г. Кодовая буква BS639 / AWS (ответ)
+ Пример типов флюса электрода AWS:
- Целлюлозный : концы флюса 0 — 1
Примеры: E601 0 , E601 1 , E701 0 , E801 1
- Рутил : концы флюса в 2 — 3 — 4
Примеры: E501 2 , E601 2 , E601 3 , E601 4
- Basic : концы флюса в 5 — 6 — 7 — 8
Примеры: E601 6 , E701 7 , E801 8 , E901 8
+ BS639:
3) Когда ручная дуговая сварка металла выполняется на открытой строительной площадке, какой группе сварщиков, скорее всего, потребуется постоянный контроль?
а.Бригады сварщиков бетонной опалубки
б. Трубосварочные бригады (ответ)
c. Сварочные аппараты
г. Сварщики ремонтные
Примечания: Сварщики, которые работают в условиях высокого давления, таких как сосуды высокого давления, котлы, трубопроводы и трубопроводы.
4) Вы заметили, что электроды ручной дуги, очищенные от флюса, используются в качестве присадочной проволоки для сварки TIG. Вы возражаете, потому что:
a. Слишком дорого
б. Проволока будет слишком толстой
c.Состав металла может быть неправильным (ответ)
d. Слишком короткий провод
Примечание: Функция покрытия электрода:
- — Для облегчения зажигания дуги и обеспечения стабильности дуги
- — Для производства газа для защиты дуги и расплавленного металла от загрязнения воздуха
- — Для раскисления примесей металла шва и флюса в шлак
- — Для образования защитного слоя шлака над затвердевающим и остывающим металлом шва
- — Предоставление легирующих элементов, обеспечивающих требуемые свойства металла шва
- — Для облегчения позиционной сварки (конструкция шлака должна иметь подходящую температуру замерзания для поддержки расплавленного металла шва)
- — Для контроля содержания водорода в сварном шве (базовый тип)
5) При открытых площадках вы обращаете внимание на серьезную пористость металлических сварных швов.Что бы вы исследовали?
а. Тип электрода
б. Электростанция типа
c. Электрод-накопитель (ответ)
d. Дневная температура
Примечание: Вызывает пористость:
- Чрезмерная влажность флюса или препарата
- Загрязненный препарат
- Низкий сварочный ток
- Слишком длинная дуга
- Поврежденный электродный флюс
- Снятие газовой защиты
6) Состав стали в структурном контракте изменен с 0.15% углерода 0,6% марганца, до 0,2% углерода 1,2% марганца. Это может повлиять на заболеваемость:
a. Пористость
б. Трещина в зоне сварного шва (ответ)
c. Подрезка угловых швов
d. Отсутствие дефектов сварки
Примечания:
Свариваемость стали в основном зависит от содержания углерода и других легирующих элементов.
С указанным выше изменением: с 0,15% C и 0,6% Mn до 0,2% C и 1,2% Mn: это означает переход с углеродистой стали на углеродистую марганцевую сталь
Углеродисто-марганцевые стали:
- Марганец до ~ 1.6%
- Углеродистые стали с повышенной ударной вязкостью за счет добавок марганца
Углерод (C): Основной легирующий элемент в сталях, упрочняющий элемент, оказывающий большое влияние на твердость HAZ. Снижает свариваемость . обычно <~ 0,25%
Марганец ( Mn ): Вторичный только углерод для прочности, ударной вязкости и пластичности, вторичный для раскислителя , а также вступает в реакцию с серой с образованием сульфидов марганца.обычно <~ 0,8% остаётся от деокисления стали, до ~ 1,6% (в C-Mn сталях) улучшает прочность и ударную вязкость.
Свариваемость материала также зависит от количества присутствующих легирующих элементов.
7) Один из следующих сплавов немагнитен — какой?
а. 4,0% хрома и молибдена
b. 12,0% хрома
c. Аустенитная нержавеющая сталь (ответ)
d. 9,0% никелевая сталь
В группе нержавеющих сталей немагнитной является только аустенитная нержавеющая сталь.
8) При аргонодуговой сварке труб из аустенитной нержавеющей стали требуется подача газа аргоном. Это к:
a. Предотвратить окисление (ответ)
б. Предотвращение растрескивания под бортом
c. Предотвратить пористость
d. Контроль формы валика проплавления
Примечания: обратная продувка выполняется для предотвращения образования оксидов внутри трубы, вызванного присутствием кислорода.
9) Предварительный нагрев углеродистой стали при ручной дуговой сварке металла выполняется для минимизации риска:
a.Рассеянная пористость
б. Пористость червоточины
c. Растрескивание основного металла (ответ)
d. Непробиваемость
Примечание: используются для повышения свариваемости за счет уменьшения резкого снижения температуры и контроля сил расширения и сжатия во время сварки.
Преимущества предварительного нагрева:
- Замедляет скорость охлаждения, что снижает риск затвердевания
- Обеспечивает лучшую диффузию поглощенного водорода, тем самым снижая риск растрескивания.
- Удаляет влагу из свариваемого материала
- Улучшает общие характеристики сварки
- Снижает напряжения между металлом шва и основным материалом, обеспечивая более равномерное расширение и сжатие
10) В британской практике BS499 указывает, что размер на чертеже для углового шва составляет:
a.Длина ноги (ответ)
б. Толщина горловины
c. Ширина шва
д. Фактическая толщина горловины
Великобритания традиционно использовала BS 499, часть 2. Этот стандарт теперь был заменен на BS EN 22553, однако во многих сварочных и производственных организациях будут использоваться старые чертежи, которые ссылаются на устаревшие стандарты, такие как BS 499 Pt. 2.
https://www.twi-global.com/technical-knowledge/job-knowledge/a-review-of-the-application-of-weld-symbols-on-drawings-part-1-064/
https: // www.twi-global.com/technical-knowledge/job-knowledge/a-review-of-the-application-of-weld-symbols-on-drawings-part-2-065/
11) Для ручной сварки металла на открытых площадках доступно следующее оборудование. Что бы вы выбрали для безопасной работы сайта?
а. Трансформатор с одним приводом
b. Многооператорные трансформаторы
c. Композитный блок питания AC / DC
d. Мотор-генератор с приводом от дизельного двигателя (ответ)
Существует четыре основных типа источников питания:
- Трансформатор переменного тока
- Выпрямитель постоянного тока
- Трансформатор-выпрямитель переменного / постоянного тока
- Генератор постоянного тока
Электроды переменного тока часто работают с простым однофазным трансформатором с регулировкой тока с помощью ответвлений или управления скользящим сердечником.
Выпрямители постоянного токаи трансформаторы-выпрямители переменного / постоянного тока управляются электронным способом, например тиристорами. Современные источники питания, называемые инверторами, используют транзисторы для преобразования переменного тока сети (50 Гц) в переменный ток высокой частоты (обычно 50 кГц) перед преобразованием вниз до напряжения, подходящего для сварки, а затем выпрямления в постоянный ток. Поскольку высокочастотные трансформаторы могут быть относительно небольшими, основными преимуществами инверторных источников питания, несомненно, являются их размер и вес, когда источник должен быть портативным.
12) Если для выполнения стыковых швов используется сварка под флюсом, к чему вы будете наиболее критично?
а. Допуск корневого зазора (ответ)
б. Угол препарирования
гр. Ширина поверхности корня
d. Отделка газовой резкой
Root Gap очень важен для доступности соединения.
13) Во время сварки в среде CO2 на длину дуги, скорее всего, повлияют:
a. Диаметр проволоки
б. Текущие обратные соединения (ответ)
c.Расход газа
дн. Горелка рабочий угол
Реакции магнитного поля вокруг наконечника проволоки MIG и протекания тока в пластине на кабель возврата тока может быть достаточно для отклонения дуговой плазмы и сварного валика. Уменьшение отклонения магнитного поля тока дуги можно уменьшить, разместив кабель обратного тока так, чтобы сварка всегда проводилась к заземляющему зажиму или от него.
http://www.weldreality.com/arcblowarticle.htm
14) Предварительный нагрев для дуговой сварки относится к:
a. Монтажная сварка только
б. Монтажно-прихваточная сварка (ответ)
c. Стыки толщиной более 25 мм всего
d. Только крестообразные сварные швы
Предварительный нагрев используется для повышения свариваемости за счет уменьшения внезапного снижения температуры и контроля сил расширения и сжатия во время сварки.
15) Какое из следующих утверждений верно?
а. Предварительный нагрев увеличивает твердость
b.Предварительный нагрев увеличивает охлаждение
c. Предварительный нагрев увеличивает разбавление (ответ)
d. Предварительный нагрев увеличивает напряжение усадки
Конец!
Ссылка на документ:
+ TWI
Нравится:
Нравится Загрузка …
Связанные
Как выполнять сварку: основы идентификации металла — DIY
Практически каждый может научиться сварке, утверждает Эндрю Пирс в своем простом и удобном руководстве по работе с металлом своими руками « Farm and Workshop Welding » (Fox Chapel Publishing , 2012).В этом отрывке из введения к книге Пирс начинает с объяснения составов различных сплавов и свойств различных металлов.
Это процесс соединения материалов с использованием тепла. При сварке плавлением компоненты соединения нагреваются до тех пор, пока они не расплавятся или не будут полностью сплавлены под давлением. Кузнецы используют тепло и удары молотком, но здесь нас больше заботит только тепло для выполнения работы.
Это тепло исходит от электрической дуги, газового пламени или, в случае пластмасс, от пистолета горячего воздуха.Наполнитель обычно добавляют в шов с электрода или отдельного стержня. В методах сварки без плавления, таких как пайка твердым припоем (или бронзой), также используется тепло, но его недостаточно для плавления металлов, образующих соединение.
Хотя точная идентификация стали — сложная задача, основные классы могут быть отсортированы с помощью напильника, шлифовального станка и некоторых основных правил. Кованое железо уже не очень распространено, но в прошлом его широко использовали для изготовления цепей и крючков. В нем очень мало углерода и он податлив.Низкоуглеродистая сталь — обычное удобство в использовании. Обычно он не затвердевает при нагревании и охлаждении, его легко гнуть и сваривать. Обычно вы покупаете черную низкоуглеродистую сталь: в виде полосы она имеет закругленные края и сохраняет покрытие прокатной окалины от горячей прокатки. Яркая низкоуглеродистая сталь в плоской форме имеет квадратные края, блестящая и более точная по размеру, чем низкоуглеродистая сталь. Его получают путем очистки и холодной прокатки черной низкоуглеродистой стали, в результате чего металл становится прочнее, но менее пластичным.
Серебристая сталь выглядит как блестящая сталь, но намного тверже.Он содержит хром, но, как ни странно, не содержит серебра и обычно продается короткими отрезками. Черные и блестящие мягкие стали легко подпиливаются и выделяют длинные светло-желтые искры под угловой шлифовальной машиной. Оба легко свариваются. Серебристой стали нет.
Добавление большего количества углерода в сталь усложняет производство углеродистой стали, и, по логике вещей, достаточно. С повышением уровня углерода повышаются твердость, хрупкость и сложность сварки конечного продукта.
После формовки углеродистые стали часто подвергаются термообработке (отпуску) для повышения их упругости.Нагрев при сварке может нарушить эффект отпуска, в результате чего зона соединения станет твердой и хрупкой до тех пор, пока она не будет подвергнута повторной обработке. Пружины — классический пример.
Чем больше углерода в стали, тем труднее ее опиливать, а сами напильники имеют очень высокое содержание углерода. Итак, вот небольшой тест. Если неизвестный материал нельзя опилить, вероятно, он не поддается сварке.
Исключением может быть чугун; увидеть ниже. Форма искры при шлифовании также меняется в зависимости от уровня углерода. По мере увеличения искры становятся короче, выходят ближе к шлифовальному кругу и могут иметь более темный желтый цвет.В случае сомнений сравните искры от неизвестного металла с искрами от куска мягкой стали.
Хотя термообработка улучшит упругость углеродистой стали, действительно впечатляющие преимущества дает добавление небольших количеств экзотических элементов для производства легированных сталей. Все виды металлов — никель, вольфрам, марганец, молибден, кобальт, ванадий — могут оживить смесь, и конечный результат обычно подвергается термообработке, чтобы максимально улучшить его свойства. Легированные стали используются везде, где требуется прочность, упругость и коррозионная стойкость.Типичное применение — пружины, шестерни и полуоси трансмиссии. Нержавеющая сталь — это вариант, в котором для борьбы с коррозией используется хром, что для слесаря является как хорошей, так и плохой новостью. Хотя нержавеющая сталь медленно тускнеет, это сопротивление окислению означает, что ее нельзя разрезать газом. Хотя многие нержавеющие стали немагнитны и поддаются сварке, если магнит прилипнет к сверлу, которое вы хотите использовать, не пытайтесь его сваривать — очень вероятно образование трещин.
Сортировка сплава из углеродистой стали в значительной степени зависит от области применения, хотя нержавеющая сталь легко выделяется благодаря своей блестящей глянцевой поверхности.Подумайте также о стоимости: дешевый ручной инструмент с большей вероятностью получит твердость из закаленной углеродистой стали, чем из дорогого сплава. Отливки можно распознать по их сложной форме, обычно шероховатой поверхности и любым рельефным шрифтам на поверхности. Но сверла в ваших руках чугунные или стальные? Ответ обычно дают применение и тест на шлифование.
Серый чугун очень легко ломается при сгибании или сотрясении, оставляя зернистую поверхность. Тем не менее, он очень хорошо выдерживает сжимающие нагрузки, поэтому обнаруживается в станинах машин, корпусах подшипников, корпусах электродвигателей, ременных шкивах, блоках двигателей, коллекторах и т. Д.При термической обработке серого чугуна получается более прочный ковкий чугун, который по прочности и пластичности близок к низкоуглеродистой стали. Податливый литье применяется при высоких ударных нагрузках; в корпусах тисков, зажимах и коромыслах карданного вала. Белый чугун очень твердый и хрупкий, свойства, которые используются, когда литая деталь должна сопротивляться износу. Таким образом, для некоторых деталей, контактирующих с почвой, расплавленный чугун все еще может быть охлажден в определенных областях, пока находится в форме, образуя внешний слой твердого белого литья.
Литые стали выдерживают гораздо большие нагрузки, поскольку они жестче, чем чугун, и их можно подвергать термообработке для повышения их устойчивости.Литые стали появляются там, где требуется прочная сложная форма.
Отличить их друг от друга довольно просто. Самый быстрый способ — измельчить их: чугуны испускают безошибочные тусклые красные / оранжевые искры, которые не сверкают и исчезают очень близко к колесу, в то время как литая сталь искрится ярко-желтым, как мягкая сталь, хотя искры находятся ближе к колесу и более густо.
Молотковое испытание — другое решающее значение. Постучите по литой стали, и она зазвонит, а чугун только издает глухой стук.Другие отличия? Чугун растрескивается, оставляя очень характерную крупнозернистую серую поверхность — немного сломайте, чтобы увидеть — и если вы просверлите или напилите ее, стружка станет порошкообразной. Литая сталь дает серебристые опилки.
Когда вы начинаете напиливать или обрабатывать чугун, это может показаться очень жестким. Это связано с твердой коркой белого чугуна, образовавшейся на поверхности, где расплавленное железо контактировало с холодным песком в форме. Очень легко прорвать эту кожу и серый оттенок под напильниками, сверлами и станками.У литых сталей такой твердой оболочки нет.
Что следует сваривать?
Все зависит от материала и его применения. Выполнение 100-процентных надежных соединений в чем-либо, кроме мягкой стали, требует правильного электрода и техники, а также может потребовать определенных процедур до и после сварки для сохранения свойств металла.
Есть только одно правило. Не выполняйте сварку каких-либо компонентов, связанных с безопасностью, если вы полностью не уверены в его составе и какой термической обработке он мог быть.Если деталь необходимо отремонтировать, а не заменить, отнесите ее к специалисту.
Какие есть варианты, когда безопасность не стоит на кону или 100-процентная надежность не важна? Здесь ответом может быть электрод из «разнородных сталей». Хотя металлурги справедливо подчеркивают важность соответствия стержня и материала, эти универсальные стержни часто имеют несоответствие материалов. Если вы столкнулись с проблемой соединения углеродистой или легированной стали:
• Выберите стержень, соответствующий самому неудобному металлу, который нужно соединить.
• Предварительный нагрев. Газовое пламя нагревает детали средних размеров. Перемещайте его, чтобы тепло оставалось равномерным.
• Используйте минимальный ток, необходимый для сварки, и сохраняйте низкий номер цикла.
После сварки дайте изделию очень медленно остыть. Положите его на теплый огнеупорный кирпич или на сухой песок и накройте, чтобы не было сквозняков. Не кладите только что сварные работы на холодные поверхности и никогда не охлаждайте их закалкой. Даже низкоуглеродистая сталь может немного затвердеть, если содержание углерода в ней приближается к верхнему пределу, поэтому там, где прочность действительно имеет значение, не закаливайте ремонт мягкой стали в воде.
В среднеуглеродистых сталях можно снять напряжение после сварки путем нагрева области соединения до очень тускло-красного цвета с последующим медленным охлаждением.
Предварительный нагрев серых отливок очень помогает, поэтому всегда необходимо низкое тепловложение при сварке с последующим медленным охлаждением после сварки. Даже в этом случае успех чугуна никогда не бывает полностью определенным из-за склонности материала к растрескиванию при охлаждении. Важно знать, с каким чугуном вы имеете дело: ковкий чугун остынет до хрупкости при дуговой сварке, поэтому сварка бронзы при более низких температурах лучше.Серый оттенок превратится в хрупкую белую форму, если охладить слишком быстро.
Готовы начать? Узнайте больше о сварке из книги «Как паять: отличные советы по пайке для начинающих», еще одной выдержки из книги Farm and Workshop Welding .
Этот отрывок был перепечатан с разрешения Farm and Workshop Welding Эндрю Пирс, опубликованного Fox Chapel Publishing, 2012.