Как правильно варить инверторной сваркой: пособие новичку
Работа, требующая сварки металла, есть практически в каждом частном доме, гараже, на даче и стройке. Если красота шва не требуется, то даже начинающий сварщик может научиться правильно варить электродами самостоятельно, не обращаясь за услугами мастера. Эта статья поможет разобраться во всех тонкостях сварочных работ, чтобы избежать досадных ошибок в начале обучения.
Подготовка к процессу
В отличие от трансформаторных агрегатов, инвертор позволяет работать от бытовой сети и не перегружает ее. Он обеспечивает мягкий розжиг, плавность линий, бесперебойность процесса. Учиться сваривать с нуля стоит на толстых кусках железа — на них легче тренироваться, и нет опасности пережога.
Дуга происходит при контакте детали и металла электрода. Расплав металла и стержня формируют ванну, а электродная обмазка переходит в газ и защищает место сварки от кислорода. Это необходимо для предотвращения появления окалины на деталях.
Просто научиться варить сваркой и создавать ванну для эффективного результата недостаточно. При дуговом нагревании отдельных частей деталей шов «тянет» металл в сторону. Результат получается с сильными отличиями от задуманного на чертеже. Деталь перекашивает.
Для облегчения работы металл закрепляют тисками, струбцинами, хомутами или иными приспособлениями. Для фиксации первоначальной формы делают прихватки через 20—30 см. При работе со стыками прихватывают с обеих сторон, компенсируя взаимные напряжения на сторонах деталей. По окончании подготовки можно начинать сварочные работы.
Первые шаги в освоении инверторной сварки
Прежде чем приступать к освоению технологии сварки металла, потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты.
Инструкция по использованию инвертора.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Функциональные возможности сварочного инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.
Чтобы сделать валики, придерживайтесь такой последовательности действий:
- Возьмите сварочный электрод и вставьте его в держатель инвертора.
- Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
- После того как появится электрическая дуга, направьте электрод на металл.
 Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.
Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.
 Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.
Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Если тока будет недостаточно, вы не сможете поддерживать стабильную дугу. При слишком мощном потоке тока металл проплавится. Оптимальное значение определяется только опытным путем.
Уделите этому достаточное время и найдите подходящее значение.
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
- Сварочный инверторный аппарат.
- Электроды для сварки железа, алюминия или нержавейки, в зависимости от задачи.
- Маска сварщика. Для начинающих подойдет маска типа «хамелеон», меняющая затемнение стекла в зависимости от яркости дуги.
- Плотная (брезентовая) одежда сварщика.
- Краги сварщика или длинные перчатки из кожи, толстого брезента.
- Молоточек. Он пригодится для отбивки шлака от сварочного шва.
- Щетка по металлу. Нужна для зачистки металла от ржавчины, окалины. Наличие посторонних загрязнений на металле сильно затрудняет сварку. Электрод постоянно прилипает.
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как правильно варить
Процесс сварки — это процесс расплавления металла с образованием жидкой ванны из расплава. На поверхности образуется сварочная ванна. Она заполняется расплавленным электродом, и образуется сварочный шов.
На поверхности образуется сварочная ванна. Она заполняется расплавленным электродом, и образуется сварочный шов.
Главное в электросварке — зажечь дугу, расплавить края скрепляемого металла, залить образовавшуюся ванну. Однако для этого нужен опыт. Трудно постоянно удерживать сварочную дугу и отличать шлак от металла. В процессе сварки рекомендуется сохранять равномерную скорость и водить поперек металла. В результате этого образуется шов, прочный на разрыв.
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах. Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию.
Особенности сварки тонкого металла
Неправильная настройка инверторного сварочника способна изуродовать тонкую деталь до неузнаваемости. Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Важно знать о полярности подключения деталей. Тонкий металл обязательно подключается к минусу сварочного агрегата. Полезные советы сварки тонкого металла:
- Начиная варить, выставляйте минимальный ток (средние значения можно узнать из справочников и таблиц сварщика).
- Шов формируется углом вперед.
- Используйте обратную полярность.
- Тщательно закрепляйте деталь. Это уменьшит деформацию во время работы.
Частые ошибки новичков
Взяв впервые держак в руки, чайникам процесс кажется сложным и непознаваемым. Однако это лишь технологический процесс со своими законами. Наиболее частые ошибки, мешающие сваривать металл электродами для новичков:
- Плохая подготовка металла. Поверхностная ржавчина, окалина, загрязнения ухудшают процесс сварки. Даже опытному рабочему варить такой металл сложно. Поверхностные загрязнения удаляются металлической щеткой или зачистным диском в месте шва и контакта электрода. Очистка ускоряет розжиг дуги.
- Неправильная настройка сварочного аппарата. Ток инвертора определяется специальными таблицами, в зависимости от толщины металла и диаметра электрода. Изменяя напряжение, опытные сварщики выставляют чуть меньший ток, чтобы не повредить металл. Малый сварочный ток ведет к прилипанию электрода.
- Неправильное зажигание дуги. Существует 2 способа. В первом быстрое касание электродом поверхности меняется его отведением на расстояние 2—3 мм и удержанием образовавшейся дуги. Второй способ заключается чирканьем электродом по детали и отведением его на пару сантиметров, пока дуга не загорится.
- Неравномерное расстояние от электрода до заготовки. В идеале необходимо расстояние 5 мм. Такое расстояние формирует правильный шов.
- Неравномерность скорости перемещения. Она зависит от диаметра электрода. Опыт приходит со временем. Чрезмерно быстрая скорость не позволяет надежно соединить детали, медленная образует наплывы на сварочном шве. При правильной скорости расплав полностью заполняет сварочную ванну.
- Неправильный угол и движение электрода. При движении он образует наклон 70 градусов. Движение электрода бывает продольным, поперечным и колебательным.
- Сырые электроды. При хранении в пачке электроды защищены от сырости. При длительном хранении в поврежденной упаковке они отсыревают и не зажигаются. Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.
- Неправильный подбор толщины и типа электрода. Диаметр подбирается в зависимости от толщины свариваемого металла. Тип зависит от металла — железа, алюминия или нержавеющего материала.

 Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.
Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.Новички часто пренебрегают техникой безопасности электросварки, выбирают неправильные сварочные аппараты, работают «начисто», без пробных швов.
Принципы работы инвертором
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Техника безопасности
Место сварки при необходимости отделяется несгораемой ширмой. Она защищает зрение других людей и предотвращает случайные возгорания. Пренебрежение правилами безопасности недопустимо. Любовь к этому виду работ пропадет, если вы получите удар током, подожжете обстановку, испортите лакокрасочное покрытие стоящего рядом автомобиля.
Пренебрежение правилами безопасности недопустимо. Любовь к этому виду работ пропадет, если вы получите удар током, подожжете обстановку, испортите лакокрасочное покрытие стоящего рядом автомобиля.
Место сварки должно вентилироваться. В идеале сварочный пост оборудуется стационарной вытяжной вентиляцией. В результате работы выделяются вредные вещества, образующиеся при сгорании металла и электродов.
Неприятно, если «поймаете зайчика» в результате неправильно подобранной маски или получите ожог от раскаленного металла.
Сварочные маски бывают разного типа — от простейших ручных щитков с затемненным стеклом до дорогих шлемов с закрытой головой и динамически затемняемыми стеклами. Они хороши тем, что в нерабочем состоянии стекло прозрачно, а значит поле сварки четко видно — работаешь по месту. При вспышке идет затенение и глаза не страдают. Дешевые китайские маски-хамелеоны с запаздывающей реакцией небезопасны для зрения.
Кратковременный опыт умения варить инверторной сваркой для начинающих не дает гарантии качественного соединения швов водяных труб, баков, тяжелых заборов. Плохо соединенные конструкции могут развалиться, придавить или ударить новичка. Лучше обучаться работе на специальных курсах и пройти практику под присмотром преподавателя. Это поможет избежать неприятностей, связанных с некачественной работой и оказанием негодных услуг.
Плохо соединенные конструкции могут развалиться, придавить или ударить новичка. Лучше обучаться работе на специальных курсах и пройти практику под присмотром преподавателя. Это поможет избежать неприятностей, связанных с некачественной работой и оказанием негодных услуг.
Обязательно обращайте внимание на полярность сварки. Прямая необходима для работы с толстыми деталями. Обратная — для тонкого металла. Правильная работа позволит решить бытовые задачи на даче, в гараже, дома.
Как сварить тонкий металл – уроки для начинающих
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры.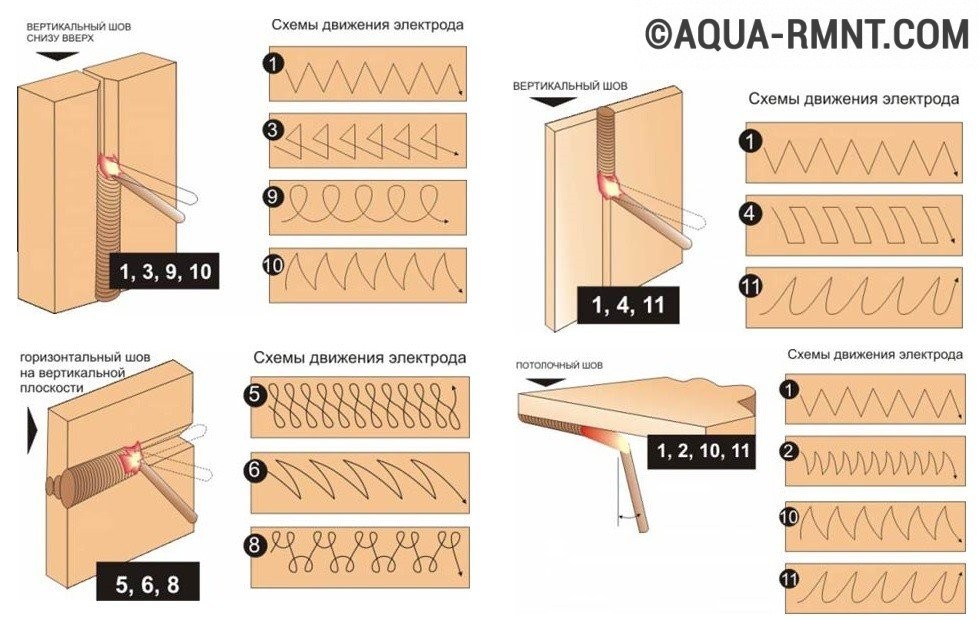 В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Особенности сваривания тонкого металла при помощи инвертора
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла.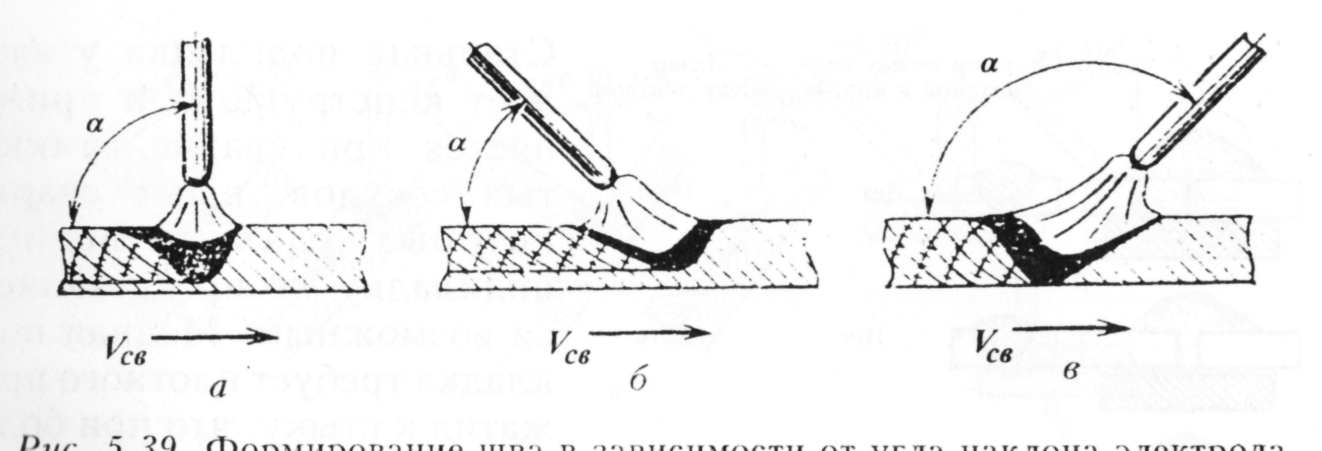 Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк.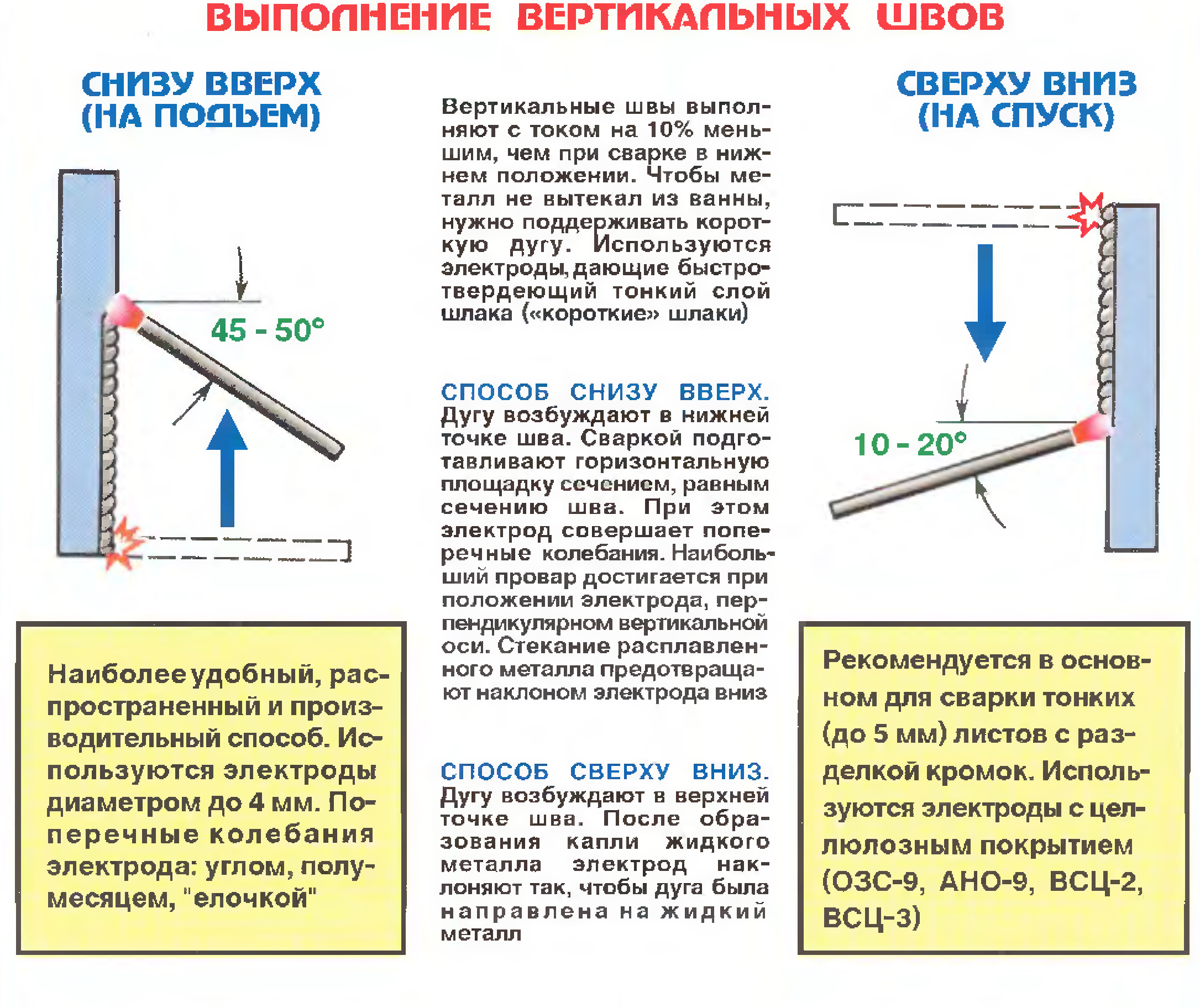 Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем.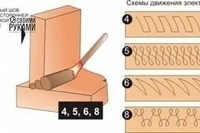 Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Как правильно варить толстый металл
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
И если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.

Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.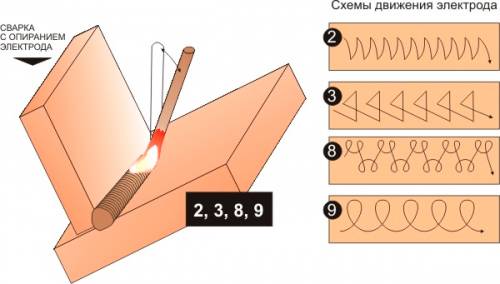
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.

Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.

Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
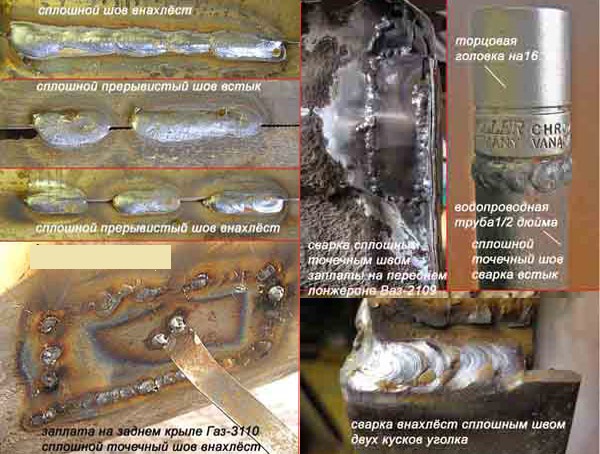
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
 Необходимо также проверить, не превышен ли зазор между кромками заготовок.
Необходимо также проверить, не превышен ли зазор между кромками заготовок.Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра.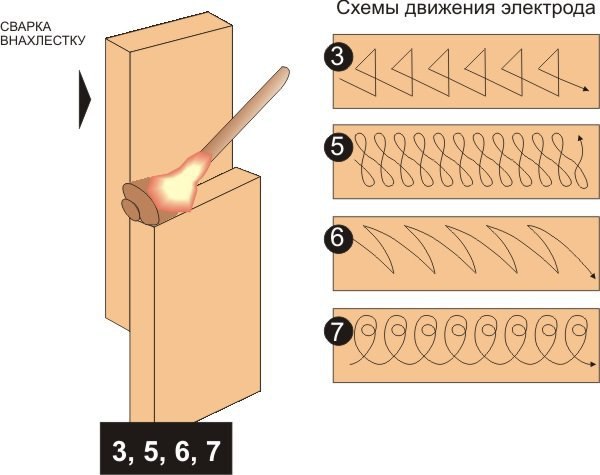 При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Как варить сварочным инвертором металл правильно
Содержание:
Прежде чем ответить на вопрос о том, как варить инверторной сваркой, необходимо узнать, что же такое сварочный инвертор. Сварочный инвертором состоит из:
- системы управления,
- преобразователя частоты,
- трансформатора с высокой частотой,
- силового выпрямителя,
- сетевого фильтра,
- сетевого выпрямителя.

Как правило размеры аппарата позволяют носить его на плече и работать в течение длительного времени. Качественный шов, гарантирующий прочное соединение металла, получается благодаря постоянству и высокой частоте тока. Частота тока в последних поколениях инверторов достигает 60-85 кГц. Еще одним неоспоримым достоинством сварочного инвертора является экономия энергии. Это обусловлено стремлением соответствовать международным европейским стандартам, которые устанавливают жесткие рамки потребления энергии.
Дополнительное оборудование, без которого нельзя работать – это держатели, маска (лучше брать ту, которая крепиться на голове, оставляя тем самым свободные руки) и электроды, которые бывают трех видов (выбор зависит от вида стали, с которой придется работать):
- углеродистые,
- легированные,
- высоколегированные.
Выбор сварочного аппарата
Если человек имеет определенные навыки в сварочном деле, то для него не будет сложным научиться правильно и качественно варить металл. При нулевых знаниях сварочного дела, лучше всего обратиться в специальное учебное заведение, пройти курсы, преподаватели который обязательно научат вас варить сварочным инвертором.
При нулевых знаниях сварочного дела, лучше всего обратиться в специальное учебное заведение, пройти курсы, преподаватели который обязательно научат вас варить сварочным инвертором.
Прежде всего, для того, чтобы варить, используя инверторную сварку, нужно выбрать аппарат. Современный рынок предлагает большой выбор моделей различных ценовых категорий. Чтобы подобрать подходящую именно вам модель, нужно знать некоторые особенности. Прежде всего, обратите внимание на диапазон регулировки сварочного тока. При сварке металла на даче и дома значение этого показателя варьируется в пределах 160-200 А.
видео по выбору сварочного инвертора
Еще одной важной характеристикой является продолжительность включения – это время работы инвертора, которое обычно указывается в процентах. Если эта характеристика равна 40%, то время работы будет составлять 40%, а отдыха 60%. На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
Еще два показателя, на которые необходимо обратить внимание – это потребляемая мощность и напряжение холостого хода. Потребляемая мощность должна составлять 16-25 А, а напряжение холостого хода 50-90 А.
Кроме этих основных показателей следует обратить внимание на влаго- и пылезащитные свойства инструмента, на его срок службы и условия эксплуатации. Лучше заранее выяснить, как производится гарантийный ремонт, пост гарантийное обслуживание. Это поможет избежать неприятных моментов в дальнейшем.
Выбираем электроды для инвертора
Выбор электродов для инвертора имеет огромное значение, так как во многом от этого зависит качество работы аппарата.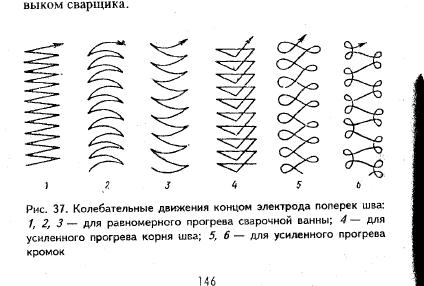 При работе с низко- и среднеуглеродистыми сталями, а также некоторыми видами низколегированных сталей необходимо выбрать углеродистые электроды. При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей – высоколегированные.
При работе с низко- и среднеуглеродистыми сталями, а также некоторыми видами низколегированных сталей необходимо выбрать углеродистые электроды. При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей – высоколегированные.
На выбор также влияет вид работ. Если сварка будет проводиться без критических нагрузок (что-то приварить на даче, дома), то можно применять электроды вида МР-3, АНО. При сложных работах лучше использовать такой вид как ОУНИ. Также на выбор этого элемента сварочных работ влияет его диаметр и марка. В этом случае правильный выбор – залог успешной работы.
Учимся варить сваркой
Прежде чем приступить к сварке металла, нужно попробовать ее на чем-то ненужном. Перед началом процесса необходимо заправить электрод в специальный держатель, а зажимы прикрепить к детали. Затем нужно установить ток подходящей частоты и приступить к сварке. Установите электрод под углом в 65о к детали. При сварке металла зазор между электродом и деталью должен составлять 3-5 мм. После того, как шов остынет, постучите по нему молотком, чтобы осыпался шлак. Шов готов!
После того, как шов остынет, постучите по нему молотком, чтобы осыпался шлак. Шов готов!
После освоения базовой техники нужно изучить 3 вида швов:
- горизонтальный,
- вертикальный,
- потолочный.
видео пособие для начинающих обучение сварке
Если необходимые навыки сварки металла у вас присутствуют, но вы хотите углубить свои знания, научиться производить работы с использованием сварочного инвертора, вам следуют просто найти обучающее видео по теме, которое ответит на все интересующие вас вопросы.
Дополнительные материалы
Вам необходимо произвести соединение металлических деталей? Для этого нужно воспользоваться сваркой? Купите сварочный аппарат, выберете необходимый вид электродов, и набивайте руку. Это все, что необходимо для проведения сварочных работ.
Прежде, чем начинать сваривание, стоит заранее озаботиться приобретением необходимого количества электродов. Но для этого вам необходимо точно знать, сколько именно электродов вам понадобится для работы. Проведя все расчеты можно избежать большого количества излишков или необходимости докупать сварочные материалы.
Сварка металла — Построй свой дом
И так мы выбрали сварочный инвертор. Но наличие сварочного аппарата еще не залог успеха. Необходимо научиться обращаться с этим устройством. Вот о том, как происходит сварка металла инвертором, мы и поговорим в этой статье.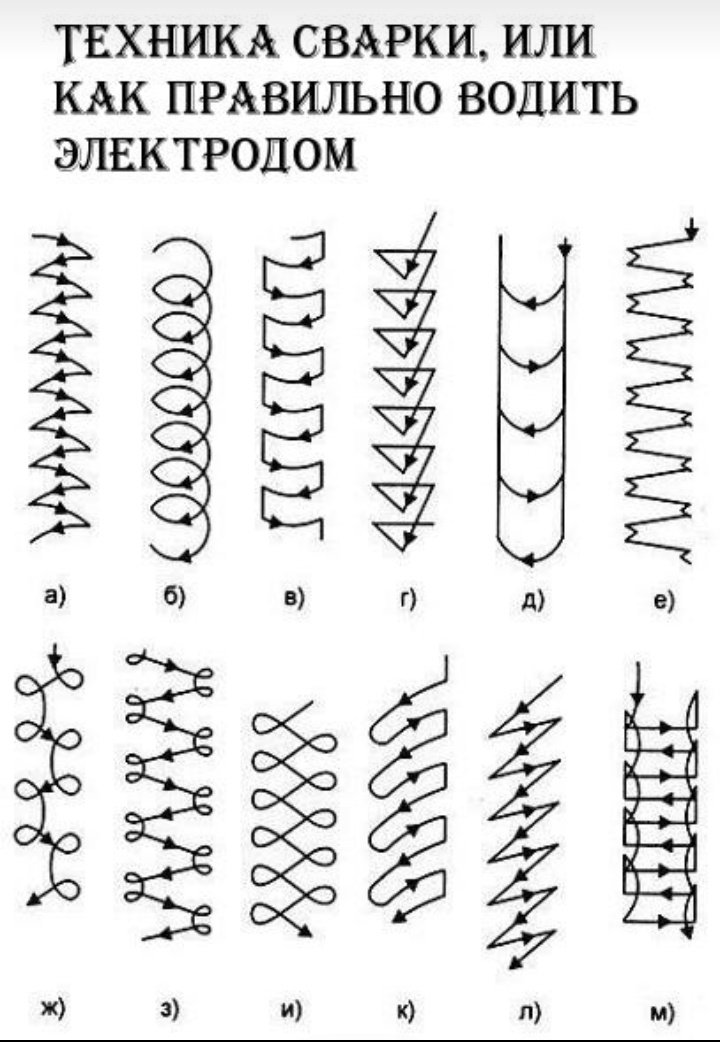
Сварка металла инвертором
Сварка металла при помощи инверторного сварочного аппарата — несложный процесс, освоить который могут даже новички. При помощи инвертора можно быстро создать надёжные соединения металлических деталей. Особенно часто приходится работать инвертором владельцам автомобилей, самостоятельно производящим их ремонт.
Работа с инвертором
Прежде всего, необходимо подготовить место где будет проходить сварка металла: освободить в радиусе 1 метра пространство от посторонних предметов и мусора, так как они могут легко воспламениться. Сварочный аппарат устанавливается на пол или землю и подключается к электросети. Также необходимо позаботиться о своей защите, для этого используется защитная спецодежда, а на лицо надевается маска со светофильтром. Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Стоит помнить, что чем большим будет диаметр электрода, тем больше электрической энергии будет использовать инвертор.
Время работы инвертора
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для вашего сварочного аппарата составляет 60%, это значит, что 60% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся 40% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки.
Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 6 минут на полной нагрузке, после чего он потребует 4-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Инструкция по сварке
Алгоритм безопасного производства работ сварочным инвертором, достаточно прост:
- Зажим заземления «-» крепится на одну из свариваемых поверхностей. В держатель инвертора вставляют сварочный электрод диаметром 3-5 мм. Далее выставляется ток. Если ток будет слишком низким, то сварочная дуга не возбудится, если наоборот, показания тока окажутся слишком высокими, то произойдёт оплавление металла. Сила выставляемого тока зависит от размера и типа электродов и определяется только эмпирическим путём. Для примера скажу, что при работе с электродом диаметром 3 мм вполне хватит тока 80 А.
- Розжиг дуги, осуществляется кратковременным соприкосновением электрода со свариваемым металлом. Электрод подносят к свариваемой металлической поверхности, слегка задевая её по касательной. При высоком токе может произойти залипание электрода, при этом электрод как бы приклеивается к металлу. Для отсоединения электрод необходимо быстро отклонить в противоположную сторону. Залипание также исчезает при выключении аппарата. Касание повторяется, пока не появляется устойчивая дуга.
- Для поддержания сварной дуги нужно зафиксировать конец электрода в 2-6 мм от свариваемой поверхности. Если его приблизить слишком близко к металлу, произойдёт замыкание и залипание. Если расстояние будет слишком большим, то электрод израсходуется очень быстро. Лучший вариант — опускать руку с клеммой очень медленно, следя за сварной дугой.
- При наличии постоянной дуги происходит образование сварной ванны — лужицы из металла. Для создания прочного соединения необходимо медленно двигать электрод на протяжении всего места сварки, при этом сварная ванна движется за дугой. Конец стержня при движении совершает поступательные движения между свариваемыми деталями, обеспечивая максимально прочное соединение.
 В держатель инвертора вставляют сварочный электрод диаметром 3-5 мм. Далее выставляется ток. Если ток будет слишком низким, то сварочная дуга не возбудится, если наоборот, показания тока окажутся слишком высокими, то произойдёт оплавление металла. Сила выставляемого тока зависит от размера и типа электродов и определяется только эмпирическим путём. Для примера скажу, что при работе с электродом диаметром 3 мм вполне хватит тока 80 А.
В держатель инвертора вставляют сварочный электрод диаметром 3-5 мм. Далее выставляется ток. Если ток будет слишком низким, то сварочная дуга не возбудится, если наоборот, показания тока окажутся слишком высокими, то произойдёт оплавление металла. Сила выставляемого тока зависит от размера и типа электродов и определяется только эмпирическим путём. Для примера скажу, что при работе с электродом диаметром 3 мм вполне хватит тока 80 А. Если его приблизить слишком близко к металлу, произойдёт замыкание и залипание. Если расстояние будет слишком большим, то электрод израсходуется очень быстро. Лучший вариант — опускать руку с клеммой очень медленно, следя за сварной дугой.
Если его приблизить слишком близко к металлу, произойдёт замыкание и залипание. Если расстояние будет слишком большим, то электрод израсходуется очень быстро. Лучший вариант — опускать руку с клеммой очень медленно, следя за сварной дугой.
Сварка металла
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка. Если научиться контролировать длину дуги, появится возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который попадает в ванну.
В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который попадает в ванну.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание металла. Если дуга будет быстро и глубоко проникать в металл, то она сможет толкать ванну назад, в результате чего начнет образовываться шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения.
Если электрод слегка наклонить, вся сила тока будет направлена назад, в результате чего шов приподнимется (всплывет). Если электрод слишком сильно наклонится во время сварки, сила тока будет прикладываться по направлению шва, а это не даст полноценно управлять ванной. Самым оптимальным углом сварки считается угол наклона электрода от 45° до 90°. Эти углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Как варить толстый металл инвертором
Проблема, с которой часто сталкиваются обладатели сварочных аппаратов: как сваривать металл инвертором, если его толщина не превышает 3 мм? В этом случае электрод будет прожигать свариваемую поверхность. Чтобы этого не случилась необходимо взять самый малый электрод размером 1 мм, даже если придётся варить шов несколько раз. Если под рукой не оказалось электрода 1 мм, то можно взять обычный, но при этом изменить полярность на обратную. Электроды для сварки тонких листов металла нужно подключать “плюсом” к дуге устройства, а “минусом” – к листу металла.
Как заварить глушитель инвертором
Многие автовладельцы задаются вопросом: как качественно залатать глушитель с помощью инвертора? При наличии сварочного аппарата и подходящего фрагмента металла, который будет использоваться в качестве заплатки, сделать это можно самостоятельно, не тратя деньги на дорогостоящий ремонт. Для начала необходимо зачистить место, куда будет привариваться заплатка.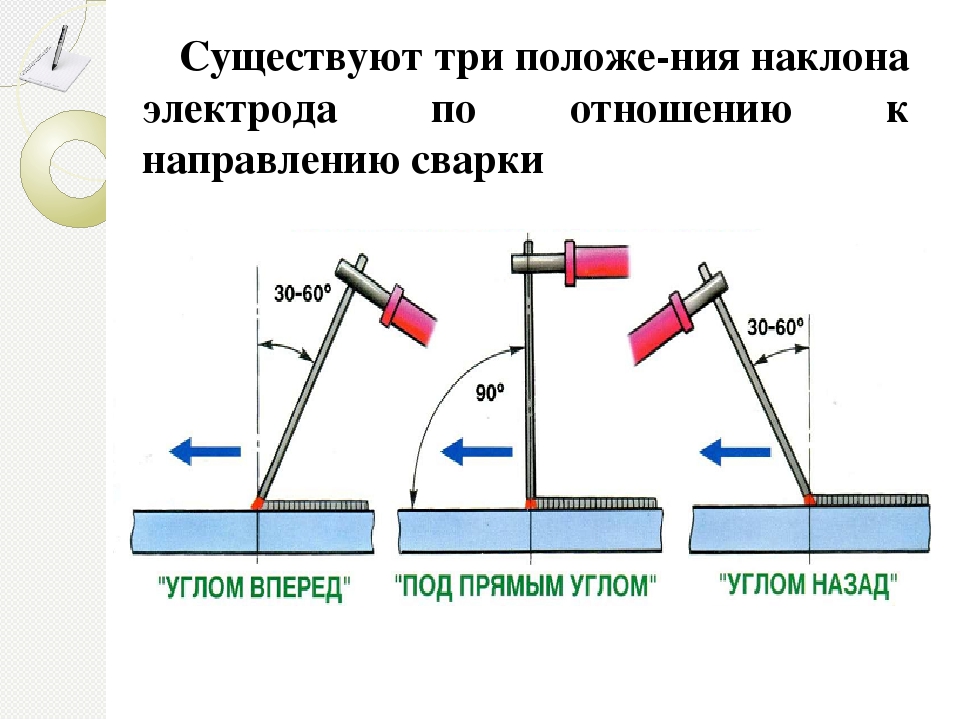 Сварку нужно осуществлять непрерывным швом, чтобы обеспечить надёжное соединение. Все работы производить только на снятом глушителе.
Сварку нужно осуществлять непрерывным швом, чтобы обеспечить надёжное соединение. Все работы производить только на снятом глушителе.
Прямая и обратная полярность при сваривании металла инвертором
В зависимости от того, какой шов требуется получить применяют прямую или обратную полярность подключения электрода. При прямой полярности электрод подключается к минусу источника питания, а при обратной к плюсу.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается.
И так мы рассмотрели тему как происходит сварка металла инвертором. Надеюсь, что она поможет вам научиться обращаться с инвертором. В следующей статье я расскажу о неисправностях сварочных аппаратов.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Как научиться варить сварочным инвертором
Чтобы понять, как научиться варить сварочным инвертором, нужно обязательно пройти этап подготовки, купить необходимое оборудование и потренироваться.
Что нужно для качественной работы?
Для получения высокого качества получившегося шва, необходимо выбрать правильные электроды. Самые распространенные электроды, которые используются в быту, имеют размеры от 2 до 6 миллиметров.
Также обязательно необходимо приобрести средства защиты, такие как перчатки, куртку и, конечно же, затемненную маску, защищающую глаза от искр сварки и вредного света, возникающего при работе.
Узнать, как научиться варить сварочным инвертором можно, прочитав основные важные моменты, описанные в этой статье.
Уровень тока
Второй важный параметр, влияющий на качество сварки, это правильно выставленный на приборе уровень тока. Приборы, которые продаются для домашнего применения, имеют инструкцию. Чаще всего таблица токов расположена прямо на стенке прибора, что существенно облегчает задачу начинающему сварщику. Там указывается диаметр электрода и ток, который нужно подать, чтобы максимально использовать электрод.
Приборы, которые продаются для домашнего применения, имеют инструкцию. Чаще всего таблица токов расположена прямо на стенке прибора, что существенно облегчает задачу начинающему сварщику. Там указывается диаметр электрода и ток, который нужно подать, чтобы максимально использовать электрод.
Когда все предварительные закупки закончены, и вы готовы приступить к сварке, обязательно позаботьтесь о расчистке поверхности, на которой вы будете работать. Делали, которые необходимо сварить, должны быть чистыми.
Выставив на аппарате необходимое напряжение, зажав электрод, надев маску и перчатки, можно приступать к работе. Если вы — новичок в сварке, то прежде чем приступить к основным сварочным работам, стоит потренироваться на деталях, которые не жалко выбросить.
С первого раза получить ровный шов практически невозможно, поэтому запаситесь терпением и тренируйтесь.
Процесс сварки
Самая первая трудность, с которой сталкиваются начинающие сварщики, которые хотят узнать, как научиться варить сварочным инвертором, — это первый поджиг дуги.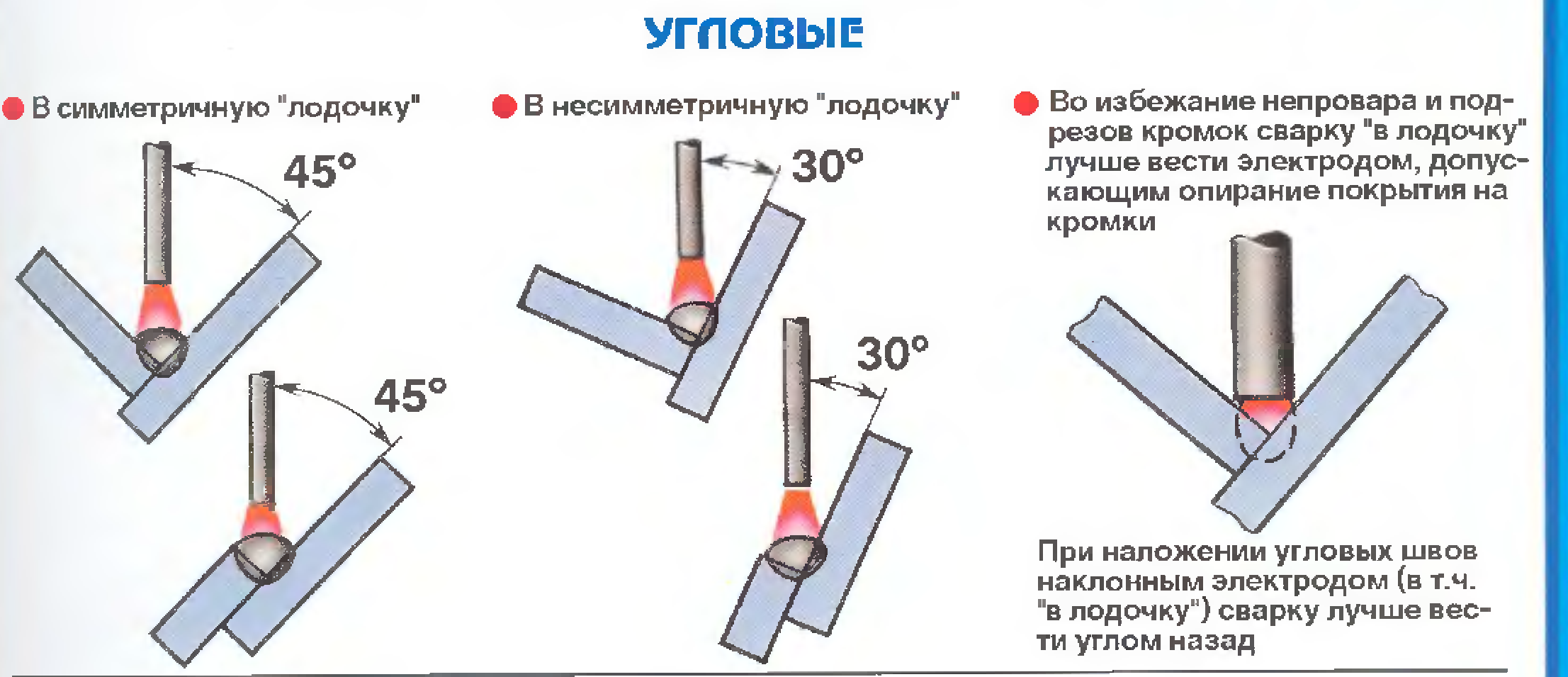 К счастью, бытовые инверторные сварочные аппараты снабжены функциями, которые предотвращают перегревание и выход из строя прибора из-за неопытности сварщика. Например, функция «горячий пуск», которая, повышая автоматически показатели тока, дает возможность подключить дугу достаточно быстро.
К счастью, бытовые инверторные сварочные аппараты снабжены функциями, которые предотвращают перегревание и выход из строя прибора из-за неопытности сварщика. Например, функция «горячий пуск», которая, повышая автоматически показатели тока, дает возможность подключить дугу достаточно быстро.
Если слишком надолго прижать электрод к металлу, то он может намертво к нему прилипнуть и прожечь дыру, в этой беде поможет функция антипригорания. Опять-таки, это происходит автоматически, при случайном залипании, прибор сам понижает уровень подаваемого тока, а когда сварщику удалось оторвать электрод, ток автоматически поднимается. Если же электрод залип окончательно и безвозвратно, специальные предохранители отключат подачу тока, что помогает избежать перегрева прибора.
При поджиге дуги необходимо поднести электрод немного под углом к свариваемой поверхности. При появлении дуги нужно оторвать электрод от детали и удерживать его в нескольких миллиметрах от поверхности. Обычно это расстояние равно диаметру вашего электрода.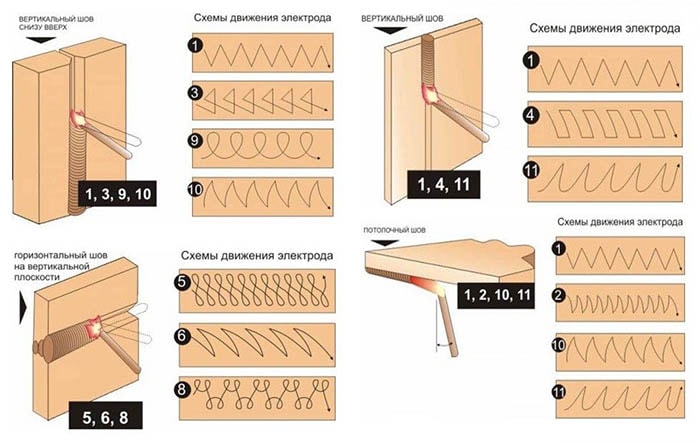
Существуют два способа поджига. Первый метод, это когда вы не сильно, но резко ударяете электродом о поверхность и ловите дугу. Есть еще способ, когда можно легко чиркнуть о поверхность электродом под углом, как будто вы поджигаете спичку. Профессионалы не очень хорошо относятся ко второму варианту, так как в процессе можно повредить электрод.
В процессе работы дуги металл вокруг плавится. Задача сварщика — как бы «залить» расстояние между свариваемыми деталями этим расплавленным металлом.
Если свариваются тонкие части, то шов делается движениями возвратно-поступательными, вдоль будущего шва. Если же детали, которые необходимо сварить, тяжелые или толстые, то движения должны быть зигзагообразными, захватывающими часть поверхности свариваемых деталей.
Тогда шов получается намного толще и прочнее. Наклон электрода необходимо выдерживать примерно в 45 градусов.
Если вести электрод углом назад, то уровень проплавления будет глубже, если углом веред, то проплавление будет не такое глубокое, а сам шов шире.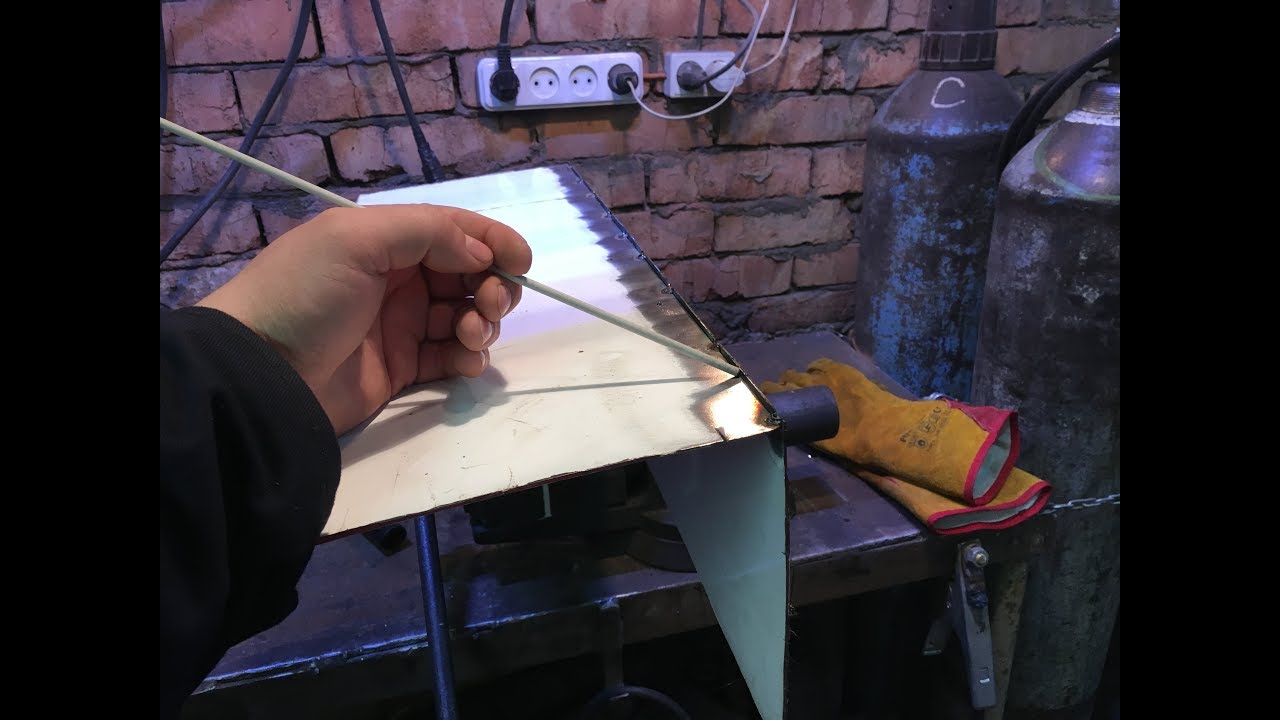
Получается сварной шов, на котором образуется окалина, убрать ее можно, аккуратно постучав молотком или пройдясь железной щеткой. Делать это нужно уже после того, как сварной шов остыл. При откалывании окалины не снимайте маску или воспользуйтесь очками, чтобы крошки металла не попали в глаза.
Если шов — недостаточно прочный, то при снятии окалины он может попросту развалиться, и детали распадутся. На вопрос: «Как научится варить сварочным инвертором?» все профессионалы в один голос ответят, что успех в этом деле — это результат опыта. Так что если не получилось сразу — не расстраивайтесь и снова беритесь за дело.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как правильно варить тонкий металл инвертором: советы опытных сварщиков
Поскольку работать с тонкими металлическими листами металла сложно, высокие риски получить ожог, в данном обзоре мы рассмотрим ключевые правила варки. Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Варить тонкий металл сложно из-за особенных правил, которые вовсе не работают при варке прочных металлических конструкций. Подобрать электроды, силу тока, установить правильный режим работы сварочного аппарата – основные задачи, которые стоят перед сварщиком. Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры. Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Следующие сложностью будет необходимость работы на небольшом токе. В работе с тонким металлом нельзя устанавливать большие показатели силы тока. Следовательно, дуга будет короткой. Если оторваться от нее, сварочная дуга погаснет. У новичков, которые работают впервые с тонким металлом, часто возникают трудности с розжигом дуги. Во избежание этой проблемы рекомендовано использовать сварочное оборудование с достойными вольтр-амперными характеристиками. Ориентировочно холостой ход должен иметь напряжение не менее 70 В.
Если листы тонкого металла варят на слишком высоких температурах, не исключено образование волн. Структура листа деформируется, а впоследствии исправить геометрию волн невозможно. Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
При варке инвертором листов встык, предварительно обязательно зачистите кромки металлических пластин. Из-за ржавчины процесс варки будет еще проблематичнее. Металлические пластины перед варкой инвертором должны быть зачищенными и ровными. Для варки встык расположите листы рядом друг с другом. Зазора быть не должно. Для фиксации их положения используйте струбцины или другие приспособления. Фиксация позволит избежать смешения и изгибов тонких листов.
Как лучше и правильно работать с тонким металлом?
Существует ряд рекомендаций, которые помогут вам освоить технологию сварки металлических пластин.
- Контролируйте температурный режим нагрева инвертора.
Поскольку тонкий металл нельзя перегревать, нужно придерживаться оптимального режима термической обработки. Существуют риски прогорания. Оно происходит в том случае, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
- Сведите к минимуму разбрызгивание при варке инвертором.
Поскольку тонкодисперсные металлы гарантируют использование меньших тепловыделений, создание сварного шва может привести к образованию большего количества брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
- Правильно выбирайте хорошее положение сварочного аппарата.
Размещение горелки существенно влияет на количество передачи энергии. При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
Метод пульсации при сварке тонких металлов
Газовая металлическая дуговая сварка или сварка инертным газом является наиболее распространенной для сварки металлических листов. В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
Пульсирующий метод заключается в нагреве небольшой части металлического листа на месте будущего соединения. Затем сварочная ванна должна остыть. На первом этапе не нужно пытаться заполнить место соединения сразу, поскольку это может привести к образованию дыры.
Интенсивное воздействие на металл в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы уменьшить риск прожога металлического листа, можно прикрепить заготовку к холодным стержням. При нагревании их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварочного соединения.
Советы: как варить электродами тонкие металлические листы
Возьмите на заметку несколько ценных советов для варки тонкого металла электродом:
- Не используйте присадочную проволоку существенно большего диаметра, чем толщина основного материала.
- Для сварки используйте газ с высоким процентным содержанием аргона. Он передает меньше тепла, что позволит избежать прожига.
- Электрод постоянного тока положительной полярности обеспечивает правильное распределение тепла. Он в большей мере направлен на металлическую проволоку, меньше – металлическую пластину.
- Если вы выбрали отрицательные электроды для сварки, основной материал будет нагреваться быстрее, что приведет к перегреву заготовки.
- Лучше варить электродами небольшого диаметра, поскольку ими проще работать при низких температурах. Для стабильности дуги подойдет заостренный электрод.

Технологии сварки электродом и выбор правильного шва
Существует две популярные технологии сварки – TIG и MIG. При использовании TIG удается производить более качественные швы. Они получаются долговечными и аккуратными. Однако точно обозначить, какой тип сварки подходит именно вам сложно, поскольку технология определяется в зависимости от требуемого шва. Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
TIG и MIG подходят для сварки тонких листов металла. Они универсальны и подходят практически для всех видов материалов. По мнению опытных сварщиков, для очень тонкого листа из нержавеющей стали и алюминия рекомендовано использовать метод TIG. С ним легче контролировать подачу тепла, что позволит избежать дефектов на металлических листах.
С MIG значительно работать удобнее. Однако он не подходит для использования на хрупких листах. Технологию чаще применяют для сварки толстых металлов, таких как конструкционная сталь. Благодаря высокой производительности, MIG обеспечивает лучшее проникновение и качество соединения. С MIG можно варить листы даже толщиной меньше 0,8 мм. Эксперты советуют применять технологию для пластин толщиной не менее 0,6 мм. TIG позволяет работать и с более тонким листом металла.
Как варить тонкий металл электродом?
Изначально нужно сопоставить две металлические пластины встык без зазора.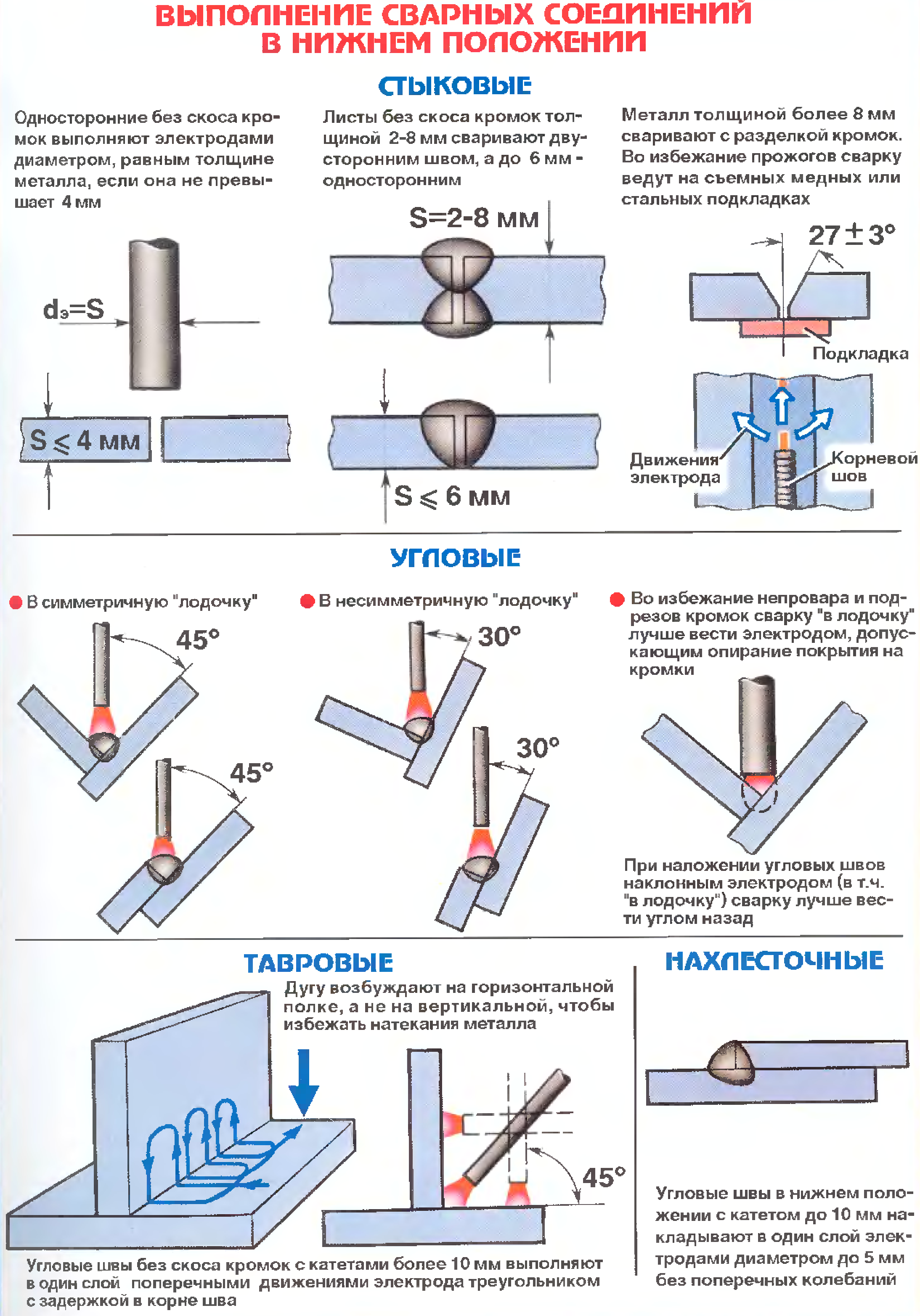 Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
При сварке встык старайтесь максимально плотно сопоставить детали и установите прихватки. Затем воспользуйтесь следующим алгоритмом:
- установите небольшое значение силы тока и быстро двигайте электрод по разметке будущего шва. От линии соединения не отклоняйтесь;
- дугу делайте прерывистой, чтобы у металла была возможность остыть;
- варите на специальной подложке во избежание проваливания;
- воспользуйтесь технологией шахматного порядка накладывания шва.
При правильном выборе инвертора, диаметра электрода, контролируемой подачи энергии вы сможете делать идеальные сварочные швы на пластинах разной толщины.
Дуговая сварка тонкого (0,02 дюйма) листового металла
«Was micht umbringt, macht mich stärker. »
»
(т.е. «То, что нас не убивает, делает нас сильнее»)
Фридрих Ницше
В этой статье предполагается, что вы знакомы с дуговой сваркой; вы выполняете все описанные здесь задачи на свой страх и риск.
Я написал эту статью, потому что большая часть того, что вы найдете по этой теме в сети, будет негативным. Большинство людей захотят побудить вас вложить дополнительные деньги в покупку сварочного аппарата MIG или попросить вас купить странные вещи, такие как Stitchwelder Иствуда.Как оказалось, большинство из тех, кто дает такие рекомендации, на самом деле никогда не сваривали тонкий листовой металл дуговой сваркой и даже не пытались это сделать, что вызывает следующий вопрос.
Зачем вам дуговая сварка тонкого листового металла
На самом деле вы не хотите этого делать, если у вас есть другие возможности. К сожалению, не каждый готов позволить себе хорошего сварочного аппарата MIG и все дорогие аксессуары, такие как баллоны с защитным газом, регуляторы и запасные части для механизма подачи проволоки, который слишком часто ломается. Кроме того, сварщик MIG довольно крупный. Если вы, как я, не имеете собственного магазина и предпочитаете работать в поле, вам нужно что-то маленькое и универсальное, чтобы носить с собой. В моем случае лучше всего работал дешевый инвертор. Помимо того, что он небольшой, он на самом деле работает с обычными розетками 115 В-15 А.
Кроме того, сварщик MIG довольно крупный. Если вы, как я, не имеете собственного магазина и предпочитаете работать в поле, вам нужно что-то маленькое и универсальное, чтобы носить с собой. В моем случае лучше всего работал дешевый инвертор. Помимо того, что он небольшой, он на самом деле работает с обычными розетками 115 В-15 А.
Другой хороший способ сварки тонколистового металла — это пайка. Однако, как и при сварке MIG, вам нужно беспокоиться о газовых баллонах, и если ваше оборудование выходит из строя или неправильно обслуживается, вы рискуете не только отремонтировать свое жилище, но, возможно, и жилище ваших соседей.
Я не пытаюсь создать здесь корпус для дуговой сварки тонкого листового металла, но это возможно, если решающими факторами являются мобильность, размер и стоимость.
Какие недостатки
Прежде всего, это очень сложно и потребует значительной практики. Кроме того, дуговая сварка выделяет много тепла и почти во всех случаях вызывает тепловую деформацию.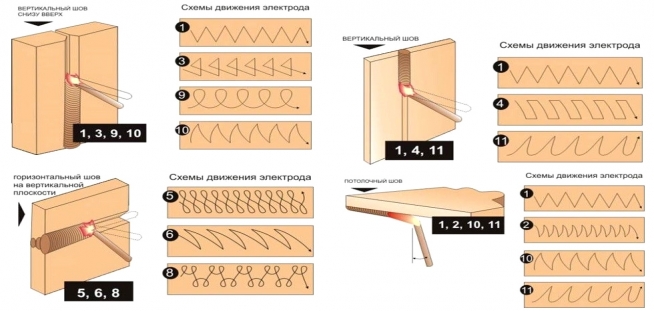 Например, сварка (видимых) автомобильных панелей будет довольно сложной задачей. Для тонколистового металла сварка TIG, MIG и газовая сварка будет проще, чем дуговая сварка.Если вы все же решите использовать дуговой сварочный аппарат, продолжайте …
Например, сварка (видимых) автомобильных панелей будет довольно сложной задачей. Для тонколистового металла сварка TIG, MIG и газовая сварка будет проще, чем дуговая сварка.Если вы все же решите использовать дуговой сварочный аппарат, продолжайте …
Что вам нужно
- Сварочный аппарат постоянного тока с дуговой сваркой, который может работать до 20-25 ампер (если у вас нет, вы можете рассмотреть возможность получения тока ограничивающий диод, или приобретите Stitchwelder, у которого он есть)
- Сварочные прутки E6018 (также известные как фермерские стержни) или лучше E7018 1/16 «сварочные стержни (которые необходимо прокалить перед использованием)
- Я использовал тонкий лист толщиной 0,021 дюйма.
- Много-много практики (описано ниже)
Первое, к чему следует привыкнуть, — это зажигать дугу на очень низком токе и избегать прожигания дырок в листе.Лучше всего это можно сделать с помощью заполнения.
 Заполнение означает добавление большего количества материала на лист основного металла. Вы в основном сжигаете стержни на поверхности металла прямыми линиями.
Заполнение означает добавление большего количества материала на лист основного металла. Вы в основном сжигаете стержни на поверхности металла прямыми линиями. - Настройте свой аппарат дуговой сварки на прямую полярность (DCEN), чтобы тепло сохранялось на стержне, а не на основном металле,
- Наберите до 20-30 ампер,
- Установите лист, желательно на два кирпича, так, чтобы нижняя часть листа висела в воздухе.
Прокладка
Первое, что нужно сделать, это зажег дугу. При таком низком токе запуск с касания невозможен, как только стержень коснется листа, он прилипнет. Единственный способ, которым это сработало, — это техника спички. Вы ударяете по листу, и как только начинается дуга, вы стягиваете его, чтобы дуга оставалась непрерывной. Перейдите в рабочую зону и проведите несколько прямых линий. И поверьте мне, это легче сказать, чем сделать.Для начала у вас либо проблемы с застреванием стержней, либо вы с радостью превращаете лист в швейцарский сыр. После очистки каждого сварного шва от шлака очистите поверхность щеткой и осмотрите сварной шов. После того, как вы очистите шлак, вы, вероятно, увидите большой беспорядок. Посмотрите мои первые испытания с обратной полярностью; Я только что превратила лист в швейцарский сыр.
Перейдите в рабочую зону и проведите несколько прямых линий. И поверьте мне, это легче сказать, чем сделать.Для начала у вас либо проблемы с застреванием стержней, либо вы с радостью превращаете лист в швейцарский сыр. После очистки каждого сварного шва от шлака очистите поверхность щеткой и осмотрите сварной шов. После того, как вы очистите шлак, вы, вероятно, увидите большой беспорядок. Посмотрите мои первые испытания с обратной полярностью; Я только что превратила лист в швейцарский сыр.
неправильная полярность (DCEN) -> швейцарский сыр
прямая полярность (DCEP) выглядит немного лучше
стыковые соединенияЭто, вероятно, то, что вы ожидаете сделать на своем грузовике или автомобиле в далеком будущем, чтобы установить патч-панели для ремонта ржавчины.Стыковое соединение — это соединение двух листов листового металла бок о бок, а затем их сварка. Особенно при сварке тонкого металла это требует значительных навыков, потому что вы легко обжигаете края стыков и фактически разрываете свое соединение, чем при его создании.
 Как вы видите на картинке, только одно соединение действительно выглядит достаточно исправным (закрывая оба глаза на тепловые искажения). Уловка здесь в том, чтобы работать в направлении сустава. Ни в коем случае не следует начинать заливку шва напрямую. Как только стержень коснется одного из углов, вы прожигете большее отверстие.Вместо этого начните с боков основного металла и сделайте пару стежков (около 1/2 дюйма) вокруг стыка. Дайте остыть, очистите и сделайте еще несколько стежков, пока вокруг стыка не будет сплошного кольца. Это укрепит тонкий листовой металл и предотвратит его выгорание, когда вы приблизитесь к стыку.
Как вы видите на картинке, только одно соединение действительно выглядит достаточно исправным (закрывая оба глаза на тепловые искажения). Уловка здесь в том, чтобы работать в направлении сустава. Ни в коем случае не следует начинать заливку шва напрямую. Как только стержень коснется одного из углов, вы прожигете большее отверстие.Вместо этого начните с боков основного металла и сделайте пару стежков (около 1/2 дюйма) вокруг стыка. Дайте остыть, очистите и сделайте еще несколько стежков, пока вокруг стыка не будет сплошного кольца. Это укрепит тонкий листовой металл и предотвратит его выгорание, когда вы приблизитесь к стыку.Грядущий рисунок.
Теперь заполните промежуток несколькими стежками. Заполнить здесь сложно, потому что вы все равно прожигаете дыры. Чтобы уменьшить жар, используйте взбивающие движения, толкая и втягивая стержень в лужу в суставе, двигайтесь быстро и после каждых 1/2 дюймов подождите, дайте ему остыть и очистите его.Поскольку вы можете прожечь дыры, вам нужно повторять процесс, пока листы не слипнутся.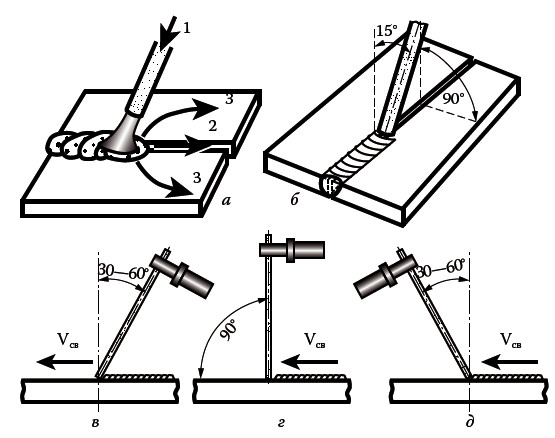 Искажение тепла и деформация будут проблемой. Поверьте мне; это было бы намного проще со сварочным аппаратом MIG. Ниже неудачные и удачные попытки.
Искажение тепла и деформация будут проблемой. Поверьте мне; это было бы намного проще со сварочным аппаратом MIG. Ниже неудачные и удачные попытки.
Хорошие: левые; плохие и некрасивые: правые
тройники
впереди.
Перед работой с автомобилем или чем-то важным
Поскольку под автомобилем или любой другой драгоценный предмет, который вы хотите починить, вероятно, стоит дорого, вы можете попрактиковаться немного больше.Попробуйте расположить прокладки, стыковые и тройники в вертикальном положении вверх, вниз и над головой. После того, как вы освоите это, вы можете считать себя способным к дуговой сварке тонких листов. Когда вы работаете с автомобилем, обязательно принимайте меры предосторожности, начиная с отсоединения аккумулятора, вынимая все, что может загореться, и заканчивая подготовкой огнетушителя. Особенно вероятно возгорание масла, распыляемого за панелями и внутри рамы для предотвращения ржавчины. При сварке рам необходимо зашлифовать сварной шов для проверки качества. Плохие сварные швы фактически ослабят вашу раму.
Плохие сварные швы фактически ослабят вашу раму.
Заключение
Да, дуговая сварка листового металла — это сложно, утомительно и, возможно, немного безумно, но выполнимо. Я бы сравнил это с пластической операцией мясными ножами. Каждый хирург может управлять скальпелем, но лишь немногие умеют работать с любым инструментом. Теперь вы знаете секрет дуговой сварки тонких металлических листов.
Ссылки
6 советов и рекомендаций по сварке — как правильно сваривать
1 Прежде чем ты начнешь
Во-первых, потренируйтесь обращаться с пистолетом без сварки. Положите его ствол в одну руку и поддержите эту руку на столе. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они выглядели естественно.
Положите его ствол в одну руку и поддержите эту руку на столе. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они выглядели естественно.
Присоедините рабочий кабель к заготовке и держите пистолет так, чтобы проволока касалась поверхности сварного шва под углом примерно 30 градусов. Слегка коснитесь проволокой поверхности, нажмите спусковой крючок и осторожно потяните пистолет на себя, чтобы сделать первый пробный сварной шов.Проволока должна плавиться в сварочную ванну с равномерной скоростью и издавать устойчивый треск во время движения. При необходимости отрегулируйте настройки сварочного аппарата.
2 Подготовьте металл
Отметьте линию твердосплавным резцом или столярным шилом и разрежьте отрезной пилой по металлу или ножовкой. Для получения прочного шва очистите металл обезжиривателем.
3 Подготовьте металл (продолжение)
Затем отшлифуйте или подпилите небольшой скос вдоль свариваемых кромок. Это обеспечит максимально глубокое проникновение сварного шва и зенковку, чтобы вы могли шлифовать заподлицо. Не переусердствуйте, иначе вы прожигете металл при сварке.
Это обеспечит максимально глубокое проникновение сварного шва и зенковку, чтобы вы могли шлифовать заподлицо. Не переусердствуйте, иначе вы прожигете металл при сварке.
4 Разместите кусочки
При создании такого проекта, как наша таблица C, вам необходимо сформировать точные углы в 90 градусов. Скрепите скошенные поверхности вместе, оставив достаточно места для прихваточного шва. Детали должны лежать ровно и аккуратно, не мешая металлическим заусенцам.
Проверьте положение сборки квадратом. Используйте столярный алюминиевый треугольный квадрат с внутренней стороны стыка или стальной столярный квадрат с внешней стороны.
5 Прихваточный шов
Скрепите детали вместе в нескольких местах вдоль каждого стыка. Еще раз проверьте наличие квадратных углов; если что-то смещается и сборка выходит из-под квадрата, отшлифуйте прихваточный шов, переставьте детали и повторите попытку.
6 Завершить сварку
После того, как вы все закрепили на месте, уложите последние сварные швы. Создавать красивые, гладкие сварные швы так же приятно, как и не поддаваться искушению переборщить. Чем больше металла вы отложите, тем больше потребуется его стачивания.
Создавать красивые, гладкие сварные швы так же приятно, как и не поддаваться искушению переборщить. Чем больше металла вы отложите, тем больше потребуется его стачивания.
7 Очистка после сварки
Отколите шлак сварочным молотком, а затем используйте шлифовальный круг с зернистостью 36, чтобы сбить валики с окружающим металлом. Чтобы обеспечить ровную ровную поверхность, перемещайте шлифовальный станок вдоль сварного шва, а не поперек него. Удалите все отметки с помощью откидного диска из диоксида циркония с зерном 60.
Наконечник для чистовой обработки
Загрунтуйте и покрасьте сталь, отполируйте ее прозрачным воском или распылите на покрытие из прозрачного акрила. Но сделайте это раньше, чем позже. Вы же не хотите, чтобы образовался слой ржавчины.
8 Сделайте этот металлический стол C
Наш стол C — это элегантное преобразование мебели в промышленный вид. Две квадратные рамы размером 16 дюймов соединены двумя стойками длиной 15 дюймов. Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Это идеальный проект для начинающего сварщика. Все 10 кусков стали вырезаны из стальной трубы квадратного сечения 1 дюйм с толщиной стенки 1/16 дюйма. Детали для верхней и нижней рам соединены углами под углом 45 градусов. Две стойки входят в рамы стыковыми соединениями. И сварка не может быть проще: дуговая сварка порошковой проволокой с низким значением силы тока и медленной скоростью подачи проволоки — это настолько простой и щадящий процесс, насколько вы можете научиться.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты.Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Как правильно сваривать! Основное руководство: 3 шага
Теперь, когда вы готовы к сварке, возьмитесь за заднюю часть машины и переведите выключатель питания в положение включения. Индикатор питания на передней панели машины должен загореться, и вентилятор должен запуститься.
Индикатор питания на передней панели машины должен загореться, и вентилятор должен запуститься.
Какой электрод мне использовать?
На рынке представлено много различных электродов для стержневой сварки, но наиболее распространенными из них являются E-6011, E-6013 и E-7018.Чтобы определить, какой электрод использовать, взгляните на свою работу. Если она тонкая, используйте 6013. Если она действительно чистая или критически важная деталь, используйте 7018. Если деталь грязная, ржавая или окрашенная, используйте 6011. Обычно перед сваркой стараются получить как можно более чистую работу, но Если этого просто не может произойти, используйте 6011. Поскольку кусок металла, который я использую, грязный, я использую 6011. Конечно, это также отличное удилище для начинающих. Установите сварочный аппарат между 50 и 65 ампер. Я обнаружил, что здесь этот сварщик будет работать на 3/32 в скважине 6011.Вставьте нужный стержень в электрододержатель или жало, и вы готовы зажечь дугу! Чтобы поджечь дугу, поцарапайте изделие или постучите по нему. Будут летать искры, и раздастся громкое «КРКССССШШШ», и первые несколько раз вы можете оторваться, но зажигание дуги становится вашей второй натурой, и вы можете поддерживать ее. Начните перемещать стержень вниз по детали / соединению. Лучшее движение для 6011 — это взбивание и пауза. Здесь вы немного выходите из лужи с дугой примерно на секунду, чтобы лужа остыла, а затем снова входите в нее.Каждая маленькая «кнут» образует «копейку» в сварочной луже. Если вы хотите узнать больше, погуглите «6011 Whip and Pause». Когда вы закончите работу с бусиной, отведите электрод от работы и поместите жало на незаземленную изолированную поверхность. Вы заметите покрытие поверх бусинки. Это называется шлак. Возьмите отбойный молоток (молоток, разработанный специально для удаления шлака с сварных швов) и несколько раз постучите им по валику. Затем возьмите проволочную щетку из нержавеющей стали и щетку для дальнейшей очистки.Поздравляю! Вы только что сделали свой первый сварной шов! Для получения дополнительной информации возьмите книгу Ричарда Финча «Справочник сварщика».
Будут летать искры, и раздастся громкое «КРКССССШШШ», и первые несколько раз вы можете оторваться, но зажигание дуги становится вашей второй натурой, и вы можете поддерживать ее. Начните перемещать стержень вниз по детали / соединению. Лучшее движение для 6011 — это взбивание и пауза. Здесь вы немного выходите из лужи с дугой примерно на секунду, чтобы лужа остыла, а затем снова входите в нее.Каждая маленькая «кнут» образует «копейку» в сварочной луже. Если вы хотите узнать больше, погуглите «6011 Whip and Pause». Когда вы закончите работу с бусиной, отведите электрод от работы и поместите жало на незаземленную изолированную поверхность. Вы заметите покрытие поверх бусинки. Это называется шлак. Возьмите отбойный молоток (молоток, разработанный специально для удаления шлака с сварных швов) и несколько раз постучите им по валику. Затем возьмите проволочную щетку из нержавеющей стали и щетку для дальнейшей очистки.Поздравляю! Вы только что сделали свой первый сварной шов! Для получения дополнительной информации возьмите книгу Ричарда Финча «Справочник сварщика». Я использовал эту книгу, когда впервые начал сваривать, и до сих пор активно ею пользуюсь! (Я так много использовал, страницы начинают выпадать: P)
Я использовал эту книгу, когда впервые начал сваривать, и до сих пор активно ею пользуюсь! (Я так много использовал, страницы начинают выпадать: P)
Я надеюсь, что это руководство было информативным и помогло вам начните свои сварочные приключения! Пожалуйста, оцените, прокомментируйте, поставьте лайк и подпишитесь, и, как всегда, подписывайтесь на SubDude350.
Как выполнять сварку TIG с помощью инверторного сварочного аппарата — Welding Mastermind
Там Есть много преимуществ использования сварки TIG для определенных сварочных работ.Потому что этот тип сварного шва позволяет значительно глубже проплавить присадку, делает его подходящим типом сварного шва для сосудов высокого давления и других металлических швов / соединений которые нужно просвечивать, чтобы кодировать. Многие сварщики не знают, что вы во многих случаях может выполнять сварку TIG инверторным сварочным аппаратом.
Итак, как можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с помощью инверторного сварочного аппарата заостренный вольфрамовый стержень используется для запуска дуги TIG, а присадочный стержень находится в прямом защитном газе аргоне, который используется со скоростью примерно 8–10 литров в минуту для предотвращения загрязнения.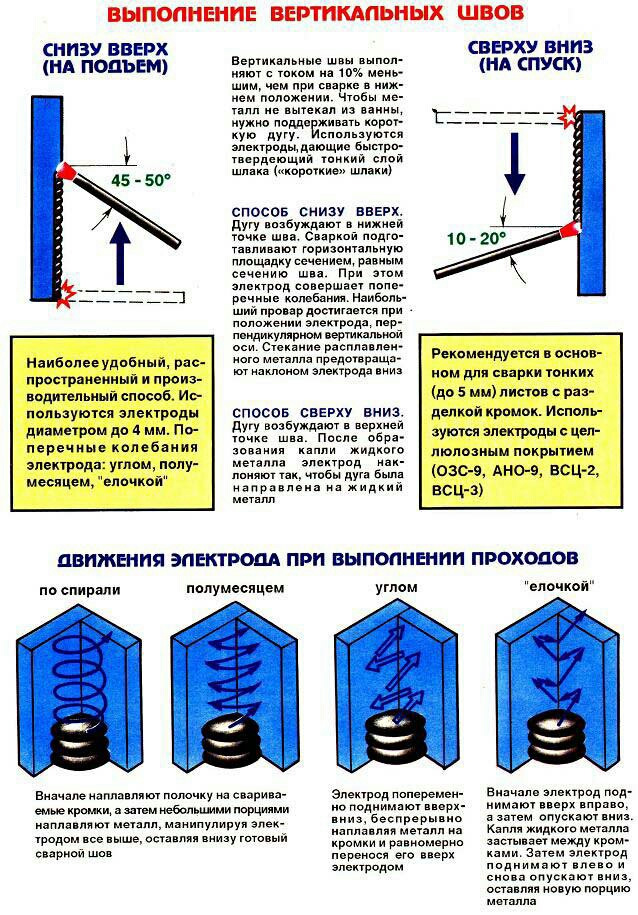
TIG на инверторном сварочном аппарате может показаться сложной, но после нескольких подготовительных этапов это не так. Любой, кто выполнил базовую кислородно-топливную сварку, может разобраться в сварке TIG. Прочтите, чтобы узнать больше о том, как использовать инверторный сварочный аппарат для его снятия.
Что такое Сварка TIG?
Для тех которые не знакомы с этим термином, сварка TIG — это сокращение от вольфрама сварка в инертном газе, метод сварки, при котором возникает электрическая дуга. неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления и загрязнение.Этот защитный газ обычно представляет собой чистый аргон, но иногда используется смесь гелия и аргона.
TIG Сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ) сварка, но обеспечивает более точное соединение.
Его также можно использовать при более низких силах тока, чем сварка MIG, что означает, что его можно использовать на экзотических металлах, которые не могут выдерживать более высокие значения силы тока, и на более тонких металлах без прожигания и нарушения структурной целостности материалов.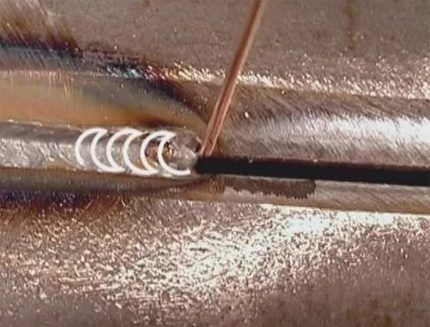
получают питание от переменного тока (который проходит через большинство жилых домов) в полезный постоянный ток.Мощность постоянного тока влияет на качество сварного шва двумя способами:
- Положительно Постоянный ток: Повышенное проникновение в стальную основу шва
- Отрицательно Постоянный ток: Более высокий уровень присадки для сварки тонколистового металла
Что Проекты Следует ли использовать сварку TIG? Кому следует выполнять сварку TIG?
СваркаTIG с помощью инверторного сварочного аппарата — отличный выбор для более тонких материалов, так как сварка TIG требует, чтобы соединяемые части металла были достаточно горячими, чтобы образовались атомные связи в местах их пересечения.Напротив, сварка MIG использует присадочную проволоку для соединения двух частей металла швом.
Использование сварки TIG на более толстом материале может по-прежнему выполнять работу, но может привести к растрескиванию под действием теплового напряжения и другим косметическим или структурным проблемам.
TIG известна тем, что немного сложнее и труднее в освоении, чем сварка MIG, и сварка MIG обычно рекомендуется для начинающих сварщиков, которые не имеют опыта, поскольку она не так прощает ошибки новичков, как другие методы сварки.
TIG сварка требует очень четкого понимания следующих переменных в середине шва:
- Время
- Давление
- Электрический текущий
Нет надлежащий мониторинг или управление любой из этих переменных оператора во время сварка может привести к выходу сварного шва из строя (в лучшем случае) или сварщику травмирован (худший сценарий).
Для по этой причине сварку TIG с помощью инверторного сварочного аппарата следует выполнять только кто-то комфортный и хорошо разбирающийся в электрических и металлургических концепциях занимается сваркой.
Сварка TIG — хороший вариант для изделий из стали или нержавеющей стали, но ее не следует использовать с алюминием, для которого требуется переменный ток. У некоторых аппаратов TIG есть опция для переменного тока, но поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный ток, многие из них не имеют этой опции.
У некоторых аппаратов TIG есть опция для переменного тока, но поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный ток, многие из них не имеют этой опции.
Принадлежности Требуется для сварки TIG с помощью инверторного сварочного аппарата
Сделать Сварка TIG с помощью инверторного сварочного аппарата, несколько основных сварочных материалов нужный.
Это лучше собрать все эти материалы перед началом сварки, так как сварка это точный аппарат, и вам не захочется возиться в середине шва, пытаясь чтобы найти что-то, что вы забыли найти рядом со своим рабочим столом.
Здесь Вот некоторые из расходных материалов, которые вам понадобятся для сварки TIG с помощью инверторного сварочного аппарата:
- Вольфрамовый электрод
- Инверторный сварочный аппарат с высокочастотным устройством
- Горелка (электрододержатель)
- Защитный газ (аргон или гелий)
- Запорный стержень
- Сварочный шлем
- Сварочные перчатки
- Защитная сварочная куртка или фартук
Некоторые
защитного снаряжения, необходимого для сварки TIG, может показаться ненужным,
специально для опытных сварщиков. Тем не менее, сварка требует работы с расплавленным
металл и дуги такие яркие, что могут обжечь глаза. В хобби или профессии вроде
сварка, защитное оборудование имеет решающее значение.
Тем не менее, сварка требует работы с расплавленным
металл и дуги такие яркие, что могут обжечь глаза. В хобби или профессии вроде
сварка, защитное оборудование имеет решающее значение.
Марка убедитесь, что вы одеты в защитное снаряжение перед началом сваривайте и держите все инструменты под рукой, чтобы не вставать. Как указано ранее сварка TIG требует точного контроля задействованных элементов, поэтому вы не хочу отвлекаться.
Как выполнять сварку TIG с помощью инверторного сварочного аппарата
Нравится другие виды сварки палкой, сварка TIG инверторным сварочным аппаратом имеет серию шагов, которые необходимо выполнить, чтобы сварка прошла гладко.Во-первых вам нужно сделать, это высунуть палку.
Что Что такое «вырыв» и как с ним работать
В
Сварка TIG, электрический вылет определяется как расстояние между
контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние
также называется количеством провода в сопротивлении. Электрический торможение
влияет на множество факторов в сварном шве, включая следующие:
Электрический торможение
влияет на множество факторов в сварном шве, включая следующие:
- Скорость плавления: Скорость плавления — это вес или длина электрода / проволоки / стержня / порошка, расплавленных за заданную единицу времени
- Пенетрация: Пенетрация — это глубина, на которую проходит линия плавления. в сварном шве проникает в основной металл; чем глубже проплавление сварного шва, тем прочнее сварное соединение
- Форма сварного шва: Форма сварного шва важна для хорошего сплавления в сварном шве, и, следовательно, от этого зависит структура полученного сварного соединения
Для Сварка TIG, вылет должен составлять примерно половину диаметра внутреннего диаметра защитной чашки в стандартной установке .Конкретная длина будет варьироваться от сварочной установки до настройки, но это практическое правило служит хорошим стандартом для большинства из них.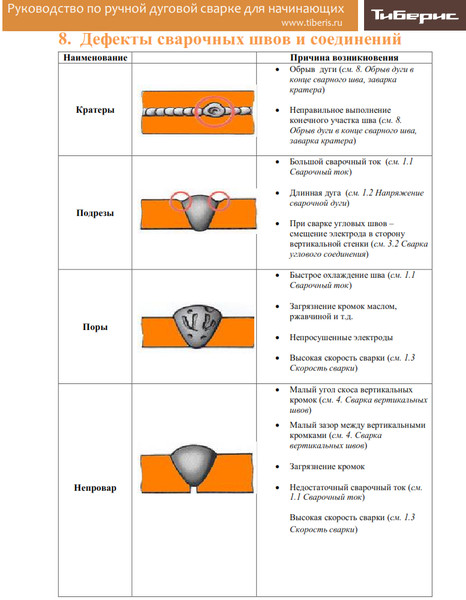 Эксперименты со сварочной установкой дополнительно проинформируют сварщика об оптимальном вылете для поддержания хорошего сварного шва.
Эксперименты со сварочной установкой дополнительно проинформируют сварщика об оптимальном вылете для поддержания хорошего сварного шва.
Одним из способов увеличения длины вылета, который можно использовать без ущерба для качества сварки, является установка линзы из стекла TIG.
Эти линзы помогают удерживать вольфрам неподвижно и обеспечивают надлежащую электрическую передачу, одновременно улучшая экранирование и доступность свариваемого соединения.
Использование Заточенный вольфрам при сварке TIG на инверторном сварочном аппарате
СваркуTIG можно выполнять с помощью инверторного сварочного аппарата с присадочной проволокой или без нее, но при использовании заостренной вольфрамовой проволоки следует соблюдать осторожность, чтобы вольфрам не прилипал. Если это так, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Случайно Загрязнение вольфрамового электрода при сварке TIG может происходить в нескольких различных способы:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG — одна из наиболее распространенных ошибок, которые вы можете совершить. К счастью, все, что вам нужно сделать, это заново заточить вольфрам на шлифовальном станке, и вы снова окажетесь в седле. Для заточки или повторной заточки вольфрама для сварки TIG выполните следующие действия:
К счастью, все, что вам нужно сделать, это заново заточить вольфрам на шлифовальном станке, и вы снова окажетесь в седле. Для заточки или повторной заточки вольфрама для сварки TIG выполните следующие действия:
- Измельчите вольфрам в настольной шлифовальной машине, предназначенной для шлифования вольфрама (не используйте настольную шлифовальную машину, используемую для шлифования стали, иначе вы внесете загрязнения в ваш вольфрам). вольфрам примерно в два раза больше диаметра электрода.
- Обрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не испортил следующий сварной шов.
В вольфрам, необходимый для сварки TIG на постоянном токе, — это не просто вольфрам, либо.
Вам понадобится торированный вольфрам, который может быть довольно токсичным и с ним следует обращаться осторожно. Торированный вольфрам обрабатывают торием, который является радиоактивным соединением. Эта радиоактивность инертна и защищена во время регулярной сварки, но может выделяться и вдыхаться во время измельчения вольфрама.
Царапина или коснитесь Запуск дуги
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка становится под напряжением, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам нужно либо нажать «Старт», либо начать дугу с нуля.
Нажмите Зажигание дуги для сварки TIG с помощью инверторного сварочного аппарата
Один Способ зажигания дуги при сварке TIG заключается в запуске дуги легким нажатием. Это делается резкое постукивание стержнем по металлу, над которым вы работаете, удалит любой дополнительный поток с конца вольфрамового стержня, а также создаст электрические контакт необходим, чтобы начать дугу.
Это
движение должно выполняться решительно и резко, касаясь только
момент перед вытягиванием стержня назад. Это действие также необходимо выполнить в
светлый путь. Если вы нажимаете слишком медленно или слишком сильно нажимаете, это может
вызвать прилипание вольфрама.
Если Ваши вольфрамовые палочки, поздравляем, вы испортили сварной шов TIG. Вернитесь назад к предыдущему разделу этого практического руководства, повторно заточите вольфрам и попробуйте опять таки. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень прилипает, инверторный сварочный аппарат должен автоматически понижать напряжение.
Если вы достаточно новичок в сварке TIG, может быть разумным попрактиковаться в начале сварки на металлоломе, пока у вас не появится уверенность в этом, прежде чем приступить к серьезной сварке.
Царапина Зажигание дуги для сварки TIG с помощью инверторного сварочного аппарата
Другой способ зажигания дуги для сварного шва TIG, отличный от запуска метчиком, — это начать сварку с нуля. Здесь вы перемещаете стержень по металлу, чтобы удалить лишний магнитный поток и установить электрический контакт.При появлении царапины на дуге стержень следует поднимать с металла, как только он начнет искру.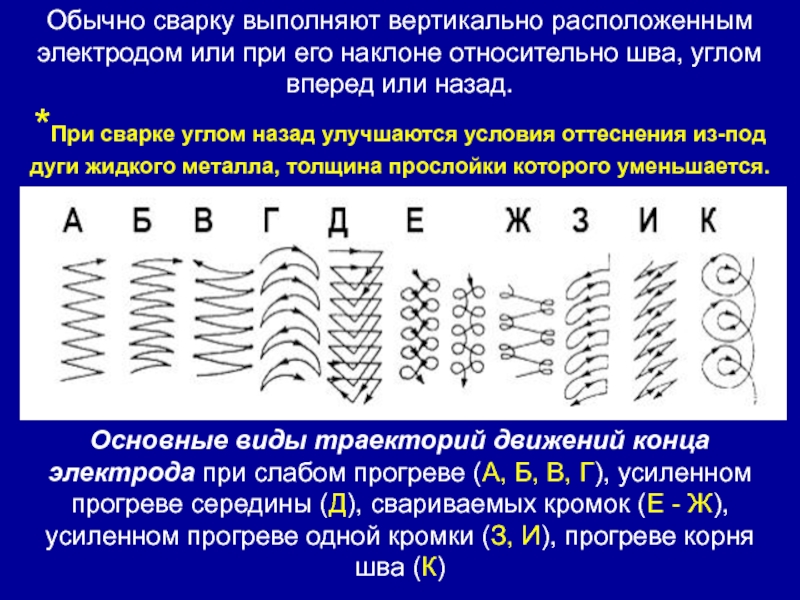
При возникновении дуги с нуля перемещайте стержень вперед и назад небольшими царапающими движениями, чтобы удалить покрытие из флюса. Старайтесь не царапать продолжительными движениями, так как это может привести к возникновению сварочной дуги дальше от желаемой точки начала, чем необходимо.
Во избежание прилипания стержня его следует вытаскивать при появлении искры, а затем возвращать к нормальной длине сварочной дуги.Избегайте чрезмерного давления, так как это способствует прилипанию.
Царапина, запускающая дугу, аналогична запуску дуги легким прикосновением, но может прилипать, если сварщик недостаточно быстр или не имеет опыта зажигания дуги таким способом. Однако старт с нуля может быть хорошим выбором для удилищ, которые сложнее заводить.
Газ Экранирование сварных швов TIG с использованием инверторных сварочных аппаратов
Другой
Основная проблема, с которой сталкиваются люди при сварке TIG с помощью инверторного сварочного аппарата, — это
недостаточная защита инертным газом, что приводит к загрязнению материалов. За
Для сварки TIG следует использовать чистый аргон или аргон-гелиевый
смешивание.
За
Для сварки TIG следует использовать чистый аргон или аргон-гелиевый
смешивание.
Если вы выполняете сварку TIG с использованием аргона с углекислым газом, вы сразу же загрязняете и разрушаете сварной шов. По этой причине очень важно иметь соответствующую газовую защиту во время сварки TIG. Чтобы обеспечить надлежащую газовую защиту для сварки TIG, соблюдайте следующую процедуру:
- Установите скорость потока газа. Правильный расход газа для сварки TIG с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту.Не менее важно не устанавливать слишком высокую скорость потока, а также достаточно высокую скорость потока — высокие скорости потока защитного газа могут вызвать турбулентность, которая приведет к попаданию загрязняющих веществ в атмосферу.
- Проверить фитинги и шланги на предмет утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что экран должен быть подходящим, проверьте установку на предмет утечек. Чтобы проверить герметичность, промойте шланги и фитинги мыльной водой. Если есть протечка, вы должны увидеть пузыри на протекающем шве.
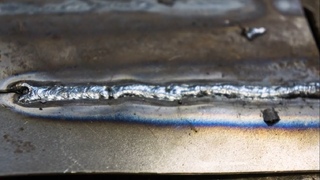 Чтобы проверить герметичность, промойте шланги и фитинги мыльной водой. Если есть протечка, вы должны увидеть пузыри на протекающем шве.
Чтобы проверить герметичность, промойте шланги и фитинги мыльной водой. Если есть протечка, вы должны увидеть пузыри на протекающем шве.Другое Распространенные проблемы при сварке TIG с помощью инверторного сварочного аппарата
Пока Сварку TIG может легко освоить любой, имеющий некоторый базовый опыт в методы и концепции сварки, сварщики TIG решают несколько проблем. Это может поразить любого сварщика, как новичка, так и эксперта.
Здесь Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с инверторный сварочный аппарат:
- Сварка алюминия методом TIG на постоянном токе: Постоянный ток не идеален для сварки алюминия, и вместо этого следует использовать переменный ток.Сварка алюминия TIG постоянным током приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения выгорели, а место сварки идеально блестящее, прежде чем вводить присадочную проволоку для предотвращения загрязнения. Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
 Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.В TIG Сварка на инверторном сварочном аппарате — главное в игре Arc Control
При сварке TIG на инверторном сварочном аппарате одним из самых важных навыков, которым вы можете научиться, чтобы стать лучше сварщиком TIG, является управление дугой — это означает, что с момента, когда вы постучите по дуге или поцарапаете дугу, до момента отключения переключателя.
Наряду с обучением правильной газовой защите, это очень важно для успешной, прочной и эстетичной сварки TIG.
Кому правильно контролировать дугу при сварке TIG, вам нужно, чтобы дуга была минимальной возможный. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет чтобы лучше видеть контакт и сварочную лужу, лучше повернуть голову или перемещайте свое тело, а не факел.
Любые
регулировка длины дуги в середине сварного шва ухудшит однородный вид
сварного шва, а также может вызвать структурные проблемы в более серьезных случаях. При первом обучении сварке TIG может быть полезно попрактиковаться в сварке многих
различные положения на металлоломе перед серьезной сваркой
проект.
При первом обучении сварке TIG может быть полезно попрактиковаться в сварке многих
различные положения на металлоломе перед серьезной сваркой
проект.
TIG Сварка для каждого сварщика
Любой, кто знаком со сваркой MIG, может подключиться к сварочному аппарату TIG, и для этого не нужно приобретать промышленный источник питания для сварки TIG. Это может сделать каждый, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
с инверторный сварочный аппарат и подходящие инструменты, легко выполнить высокое качество, прочная и точная сварка TIG тонких и экзотических металлов, не выходя из мастерская.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных машинах)? Проще говоря, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
используют ряд электронных компонентов для преобразования мощности — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц. Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). Управляя источником питания таким образом, прежде чем он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Продукцияна базе инвертора имеет много преимуществ по сравнению с обычными устройствами на базе трансформатора:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата перед обычными машинами. Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сопоставимую с 50-килограммовой машиной на базе трансформатора.
- КПД : Качественные инверторные аппараты, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь коэффициент полезного действия около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД — около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Высокая эффективность означает, что использование энергии генератора намного более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках — что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора. Хотя более мелкие компоненты в инверторной машине быстро нагреваются, их можно охладить намного проще и быстрее. Однако в обычных сварочных аппаратах с «трансформатором» компоненты намного крупнее и поэтому имеют тенденцию накапливать тепло и требуют больше времени для охлаждения.
- Выход постоянного тока : Многие обычные сварочные аппараты MMA с «трансформатором» имеют выход только переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов.Это особенно заметно при сварке стержневыми электродами (стержневой сваркой), когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force. Ярким примером этого является сварка тонких материалов: с использованием обычного сварочного аппарата для стержневой сварки это, как известно, сложно, если не невозможно, но с инверторными машинами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или трубное сечение с относительной легкостью и контролем.
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (например, режима TIG) и повышения управляемости существующих функций.
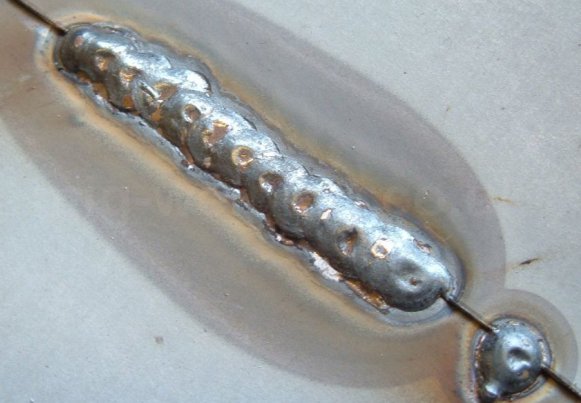 Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сопоставимую с 50-килограммовой машиной на базе трансформатора.
Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сопоставимую с 50-килограммовой машиной на базе трансформатора.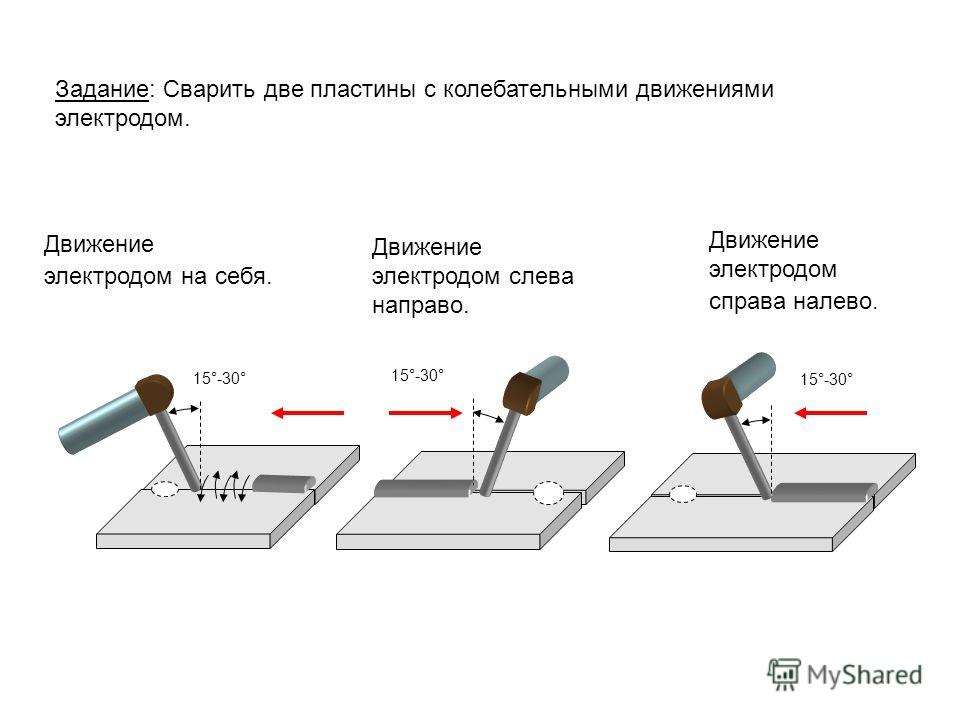 Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.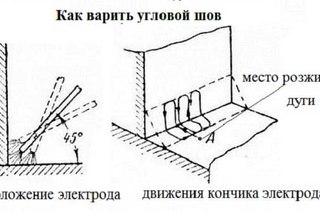 Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока. низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или трубное сечение с относительной легкостью и контролем.
низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или трубное сечение с относительной легкостью и контролем.Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «Биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые облегчают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества перед MOSFET — возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
IGBT
Другие статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за какие-либо неточности, ошибки или упущения в этой информации или ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение правильной и безопасной работы выбранного продукта в предполагаемом применении. E. & O.E.
Как сварить листовой металл с помощью аппарата для ручной сварки
Настоящий трюк при сварке листового металла — это использование подачи проволоки. Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Устройство для подачи проволоки или сварочного аппарата TIG идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал, что меньше 3/16 дюйма будет тонким. Итак, с этого момента мы говорим о материале размером менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть хороший новый материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ.Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать стержни 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его. Не только это, но если вы просто делаете быстрый ремонт чего-то, просто сварите это. Скорее всего, если материал такой плохой, сварной шов все равно прослужит остальной материал.
Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Устройство для подачи проволоки или сварочного аппарата TIG идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал, что меньше 3/16 дюйма будет тонким. Итак, с этого момента мы говорим о материале размером менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть хороший новый материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ.Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать стержни 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его. Не только это, но если вы просто делаете быстрый ремонт чего-то, просто сварите это. Скорее всего, если материал такой плохой, сварной шов все равно прослужит остальной материал. Возвращаясь к своей точке зрения, 6011 — это удочка, которую я выберу в любое время.Это позволяет вам двигаться намного быстрее, чем 7018.
Возвращаясь к своей точке зрения, 6011 — это удочка, которую я выберу в любое время.Это позволяет вам двигаться намного быстрее, чем 7018.
Что касается самой сварки, мне нравится использовать взбивающее движение, при котором сварочный стержень следует в том же направлении, что и я. В основном просто движение вперед-назад. Причина этого в том, чтобы не перегреваться в одном месте. Если вы будете тянуть стержень медленно, у вас будет довольно хороший шанс прожечь. Если вы выполняете сварку вертикально, не бойтесь спускать 6011 под гору. Если материал действительно тонкий, я также буду использовать взбивающие движения на спуске.Я знаю, что это противоречит некоторым принципам закапывания шлака, но когда материал тонкий, это не имеет большого значения. Почти все, что сделано из тонкого материала, подвергается сварке. Скажем, например, вы ремонтируете резервуар воздушного компрессора, в котором есть ржавое отверстие. Вы будете сваривать заплату на 100%, потому что она должна быть герметичной, а не для прочности. Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Я полагаю, что мораль этой истории в том, что с помощью сварочного аппарата в крайнем случае можно сделать что угодно.Чтобы это произошло, нужно лишь немного практики. Просто возьмите кусок листового металла, чтобы правильно настроить тепло, и отправляйтесь в город. Хорошая термоустойчивость для стержней 1/8 ″ 6011 на тонком материале составляет около 80-90 ампер. Для 3/32 ″ 7018 это примерно то же самое. Все люди разные, но эти настройки помогут вам сваривать листовой металл.
Часто задаваемые вопросы по технике безопасности при сварке — поражение электрическим током
Опасности поражения электрическим током
В: При каких обстоятельствах вы можете получить удар электрическим током?
A: Вы получите поражение электрическим током при прикосновении к двум металлическим предметам, между которыми есть напряжение.
В: При каком напряжении можно пораниться электрическим током?
A: 120 вольт — это обычное напряжение, которое есть в каждом доме в Соединенных Штатах. 50 вольт или меньше может быть достаточно для ранения или смерти в зависимости от условий.
50 вольт или меньше может быть достаточно для ранения или смерти в зависимости от условий.
В: Что более опасно: переменный (переменный ток) или постоянный (постоянный) ток?
A: Как правило, переменный ток (AC) более опасен, чем постоянный ток (DC).
В: Какие напряжения используются в процессе дуговой сварки?
A: Дуговая сварка включает в себя напряжение холостого хода (когда не сварка), которое обычно составляет от 20 вольт до 100 вольт.
В: Какие напряжения обычно находятся внутри корпуса аппарата для дуговой сварки?
A: Напряжение внутри сварочного оборудования обычно намного выше: от 120 до 575 вольт и более.
Первичный удар электрическим током
В: Почему поражение первичным напряжением более опасно, чем вторичное?
A: Удар первичного напряжения — от 115 до 600 вольт — очень опасен, потому что это напряжение намного больше вторичного (или сварочного) напряжения сварщика.
В: Когда вы можете получить удар током первичного напряжения?
A: Вы можете получить удар от первичного (входного) напряжения, если вы: дотронетесь до провода или другого электрически «горячего» компонента внутри сварочного аппарата, когда вы держите свое тело или руку на корпусе сварочного аппарата или другом заземленном металле с возможностью сварщик «на».
В: Что нужно сделать, чтобы выключить электроэнергию внутри корпуса сварочного аппарата?
A: Чтобы выключить питание внутри сварочного аппарата, необходимо отключить шнур питания или выключить выключатель питания.
Q: Для чего заземлить корпус сварочного аппарата?
A: Корпус должен быть заземлен, чтобы при возникновении проблемы внутри сварочного аппарата перегорел предохранитель, отключив питание и сообщив о необходимости ремонта.
В: Как определить провод заземления во входном силовом кабеле?
A: Провод заземления входного питания имеет зеленую изоляцию или может не иметь изоляции вообще.
В: В чем разница между рабочим кабелем и заземляющим проводом?
A: Зеленый заземляющий провод, используемый для подключения сварочного аппарата к заземлению, отличается от рабочего кабеля (иногда называемого «сварочным заземляющим кабелем»), который является частью цепи дуговой сварки и передает только сварочный ток.Рабочий кабель не заземляет корпус сварщика.
Вторичный электрический шок
В: Что должно произойти, чтобы вы получили электрический шок вторичного напряжения?
A: Удар током вторичного напряжения происходит, когда вы касаетесь части сварочной или электродной цепи — возможно, оголенного участка на кабеле электрода, в то время как другая часть вашего тела касается металла, на котором вы свариваете (работа ). Чтобы получить электрический ток, ваше тело должно касаться обеих сторон сварочного контура, электрода и заготовки (или сварочного заземления) одновременно при включенной сварочной мощности.
В: Когда напряжение на электроде самое высокое?
A: напряжение на электроде самое высокое, когда вы не ведете сварку (напряжение холостого хода).
Методы безопасного труда
Q: Когда стержневой электрод «электрически горячий»?
A: Штекерный электрод всегда «электрически горячий», когда сварочный аппарат включен.
В: Как защитить себя от поражения электрическим током при сварке?
A: Изолируйте свое тело от свариваемого металла. Не опирайтесь телом, руками или ногами на заготовку (свариваемый металл), особенно если ваша одежда мокрая или обнажена голая кожа (а этого не должно быть, если вы правильно одеты).Используйте фанеру, резиновые маты или другой сухой утеплитель, чтобы стоять или лежать на нем. При сварке надевайте сухие перчатки в хорошем состоянии. Не прикасайтесь к электроду или металлическим частям электрододержателя кожей или влажной одеждой.
Не опирайтесь телом, руками или ногами на заготовку (свариваемый металл), особенно если ваша одежда мокрая или обнажена голая кожа (а этого не должно быть, если вы правильно одеты).Используйте фанеру, резиновые маты или другой сухой утеплитель, чтобы стоять или лежать на нем. При сварке надевайте сухие перчатки в хорошем состоянии. Не прикасайтесь к электроду или металлическим частям электрододержателя кожей или влажной одеждой.
Электрически опасные зоны
В: При каких условиях дуговая сварка является электрически опасной?
A: Ситуация может быть электрически опасной, если сварка должна выполняться в электрически опасных условиях (во влажных местах или в мокрой одежде, на металлических конструкциях, таких как полы, решетки или строительные леса, в стесненных положениях, например сидя, на коленях или лежа. , или если существует высокий риск неизбежного или случайного контакта с заготовкой или землей).
В: Какой тип сварочного оборудования лучше всего подходит для дуговой сварки в электрически опасных условиях?
A: Полуавтоматический сварочный аппарат постоянного тока с постоянным напряжением, ручной сварочный аппарат с постоянным током или сварочный аппарат переменного тока с пониженным контролем напряжения
В: Что делать, если вы получили удар электрическим током?
A: Если при каких-либо обстоятельствах вы столкнулись с поражением электрическим током, воспринимайте это как предупреждение.