Подключение сварочного аппарата (схема подключения сварочного аппарата). Как выбрать сварочный аппарат и кабель к нему | Полезные статьи
Как правильно подключить кабели к сварочному инвертору
Сварочный аппарат – это оборудование, с помощью которого можно преобразовать ток и напряжение, которые необходимы для получения дуги между электродом и свариваемым металлом. В первую очередь, в процессе качественной работы сварочного аппарата, основным фактором является его мощность. Так, например, для сварки решеток или заборов, достаточно будет электрода до 4 мм, сварочный ток будет колебаться в пределах 180-220 ампер. Существенную роль играет и напряжение холостого хода (Ux.x.). Считается, чем выше напряжение, тем проще разжечь дугу. Зачастую напряжение холостого хода составляет 30-80 В. Так же сварочный аппарат, имеет рычаг регулировки тока, при помощи которого можно увеличить или уменьшить ток. В основном, сварочные аппараты рассчитаны на 220 или 380 В, и это необходимо учитывать при подключении сварочного аппарата.
Удлинить сварочный кабель на инверторе можно, учитывая потери напряжения и, соответственно, силу тока. Чем длинней кабель, тем больший ток нужно устанавливать на выходе. В техдокументации некоторых аппаратов указан категорический запрет на удлинение сварочного кабеля. При подключении кабелей к сварочному аппарату Ресанта нужно это иметь в виду. На практике же работы других аппаратов не заметно ухудшений при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и ресурсом, заложенными производителями в сварочный аппарат. В любом случае, соединения на сварочном кабеле не допускаются. Короткий кабель заменяется более длинным отрезком с соответствующими заделками.
Как выбрать сварочное оборудование
На сегодняшний день, производители предлагают большой выбор сварочного оборудования. И что бы выбрать оптимальный вариант, необходимо, как минимум иметь понятие, какие аппараты бывают, на какие характеристики следует обратить внимание, и что необходимо знать, для правильного подключения приобретенного аппарата.
Ассортимент сварочных аппаратов огромен, но основной выбор состоит из:
• сварочных трансформаторов;
• сварочных выпрямителей;
• инверторов.
Бытует совсем неверное утверждение, что чем тяжелей и больше аппарат, тем лучше — габариты и вес не определяют его функциональных возможностей. Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя — 20 кг, а инвертора — 10 кг. Естественно и цены на аппараты будут разные.
Одно из основных условий, на которое необходимо обратить внимание, это параметры при сварочном токе, ПВР (процент времени работы) или ПВ (продолжительность включения).
Часто возникает вопрос, можно ли подключать сварочный аппарат через счетчик? Нужно учесть, что новые бытовые счетчики рассчитаны на ток в 40-50 ампер, а это равняется ~8 кВт активной мощности. Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Кабель для сварочного аппарата (кабель для сварки).
Для продуктивной работы сварочного аппарата, необходимо выбирать сварочный кабель, что бы его площадь сечения, длина и падение напряжения сварочного контура не превышало 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
В заключение нужно отметить, чтобы ваше сварочное оборудование работало бесперебойно и оправдало свой эксплуатационный срок, необходимо выбирать сварочный кабель в соответствии с техническими характеристиками сварочного аппарата.
Исходя из технических данных сварочного аппарата, можно подобрать необходимое сечение кабеля для сварки, выбрав его из нижеприведенной таблицы:
Допустимая токовая нагрузка в зависимости от сечения сварочного кабеля
Как выполняется подключение сварочного аппарата? — moyakovka.ru
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат.
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой. Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током.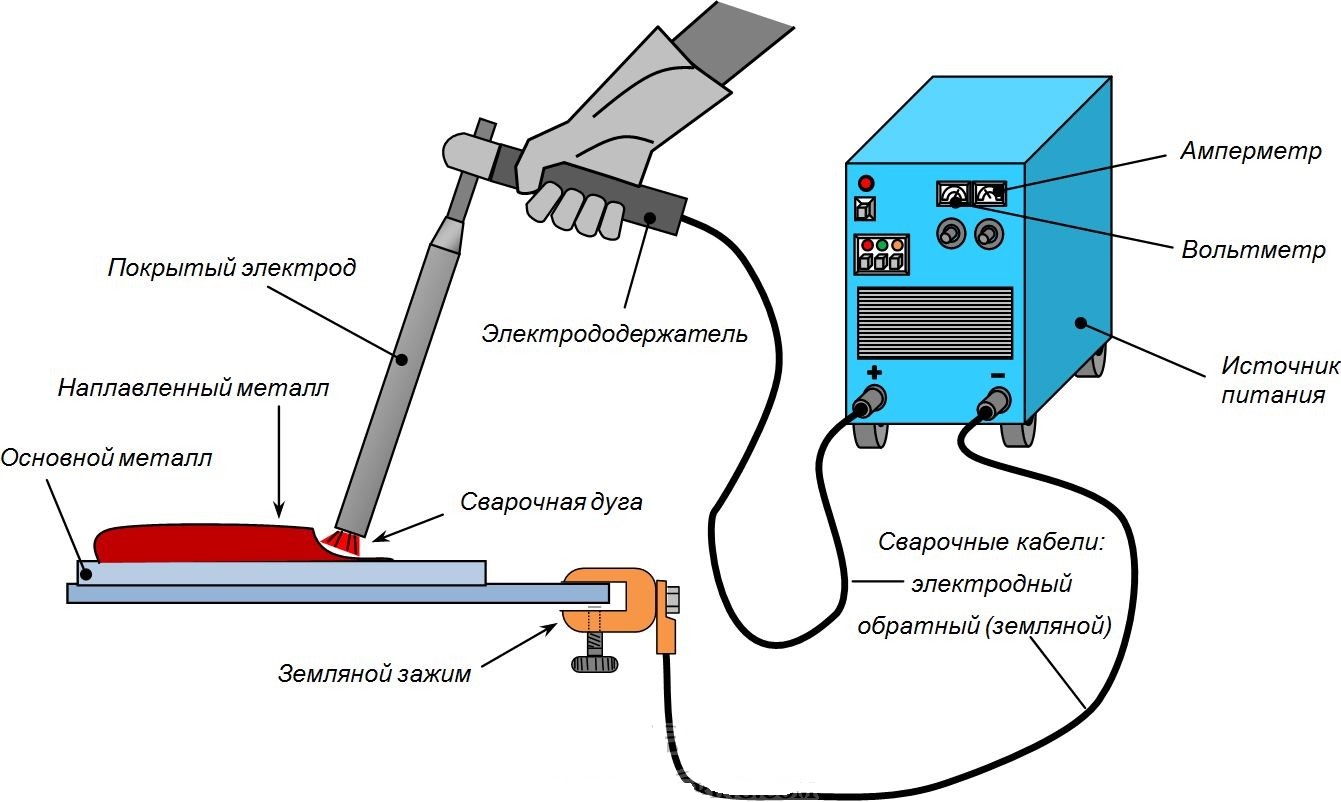
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.

- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т. д.
д.
Вернуться к оглавлению
Возможные проблемы после подключения
Рисунок 4. Схема подключения сварочного трансформатора.После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
Можно ли подключать инверторную сварку к генераторной установке Sкат?У вас возник вопрос! а можно ли подключить к генератору, инверторный сварочный аппарат? Теоретически – почему бы нет? Если разобраться подробнее при расчете нагрузки следует учесть несколько важных моментов. Инверторный сварочный аппарат в своей конструкции имеет много конденсаторов, катушек и электронных схем и для генераторной установки является реактивным потребителем с реальным коэффициентом мощности (COS φ) ~ 0,7. Полная мощность рассчитывается как активная мощность, заявленная производителем и указанная в ТХ, деленная на коэффициент мощности (COS φ). Для примера подберем генераторы к инверторным сварочным аппаратам Arco (ссылка на страницу со сварочными аппаратами) максимальным сварочным током 160А, 180А, 200А.
| 160 А – сила сварочного тока, которой достаточно только для работы электродом максимальным диаметром 4,0 мм. Максимальная активная потребляемая мощность такого аппарата 3,8 кВт. Соответственно, полная мощность генераторной установки с учетом коэффициента 0,7 составит 5,0-5,5 кВт. Учитывая рекомендованный запас ~ 20 %, мощность генераторной установки должна быть не ниже 6 кВт . 180 А – аппарат позволит Вам производить сварочные работы электродом диаметром до 5 мм. Максимальная активная потребляемая мощность составляет 4,8 кВт. При подсчете полной мощности получаем – 7,5 кВт. Мощность генераторной установки при подключении такого инвертора с учетом 20% запаса должна быть не меньше 8,0-8,5 кВт. 200 А – аппарат серьезный, питается от трехфазной сети и даст возможность варить электродом диаметром до 6 мм. Потребляемая мощность с учетом коэффициента составит 11,5 кВт трехфазного тока. Генераторная установка для подключения сварочного аппарата с такой силой тока должна быть трехфазная и мощностью не менее 15 кВт. А если приобрести сварочный инвертор мощностью 250А, но не использовать его на полную мощность? Можно ли в таком случае подсоединить его к генератору меньшей мощности? Совет: не рискуйте. Только специалист электромеханик сможет определить, на каком сварочном токе, сколько ватт потребляет аппарат. Следует учесть опции сварочных инверторных аппаратов. Такие функции как «антизалипание» и «горячий старт» кратковременно потребуют, хоть немного, но дополнительной мощности. На основании выше изложенного можно сделать вывод: Чтобы сохранить ресурс генератора SKAT® попросту не навредить ему, серьезней подойдите к выбору. Внимательно отнеситесь к подбору источника энергии для аппарата. Проверьте все технические параметры, обращая внимание на такие показатели, как максимальная потребляемая мощность и коэффициент мощности. Обязательно оставьте 20% запас по мощности для генератора. Без особых опасений можно подключить сварочный аппарат с силой тока 140-160 А к бензиновым генераторам SKAT® : УГБ-6000, УГБ-6000 Basic, УГБ-6000Е, УГБ-6000Т Basic, УГБ-6000EТ/ 6 кВт, УГБ-6000Е/AВТО, УГБ-7000, УГБ-7000 Basic, УГБ-7000Е, УГБ-7000Е/АВТО, УГБ-7500Е, УГБ-8500Е, УГБ-8500ЕТ, УГБ-11500Е, УГБ-10000ЕТ, к дизельным генераторам SKAT® УГД-6000E, УГД-6000ЕТ, УГД-6000ЕК, УГД-10000E, УГД-10000ЕТ |



Можно ли подключать сварочный инвертор через стабилизатор
Ни один продавец не сможет грамотно подобрать вам стабилизатор, если вы не будете знать двух основных вещей:
- напряжение в вашей сети
- суммарная мощность одновременно включенных потребителей.

Чтобы узнать, какое у вас напряжение в электросети, низкое или высокое, понадобится мультиметр. Правила измерения просты: мультиметр в режиме переменного тока, щупы вставляются в розетку – дисплей покажет текущее значение.
Какие бывают стабилизаторы
Релейные (или ступенчатые)
На сегодняшний день пользуются наибольшей популярностью. Они достаточно шумные, так как изменение входного напряжения сопровождается щелчками, поэтому рекомендуется держать такие приборы в отдельной комнате. Принцип работы релейных моделей сводится переключению обмоток на трансформаторе посредством силового реле, которое работает автоматически. На некоторых моделях есть индикатор нагрузки, что очень удобно, вы визуально можете видеть сколько «занимает» один или несколько подключенных потребителей.
Электромеханические
Работают по принципу перемещения угольных щеток по обмоткам автотрансформатора благодаря электрическому приводу. С их помощью осуществляется плавная регулировка напряжения с низкой погрешностью. Однако у таких «стабов» малое быстродействие, и они достаточно шумные в работе.
Однако у таких «стабов» малое быстродействие, и они достаточно шумные в работе.
Электронные
Имеют высокий КПД и моментальную реакцию на срабатывание при перепаде напряжения. Помимо этого, устройства бесшумно работают. Но стоимость у них выше, чем в предыдущих случаях.
Инверторные
Преобразовывают ток в последовательности AC-DC-AC c помощью микроконтроллера и кварцевого генератора. Двойная конвертация позволяет стабилизатору работать в достаточно больших диапазонах от 115 до 290В. Высокая скорость регулирования, отсутствие шума в процессе работы, компактные размеры.
Как подобрать стабилизатор к дачному дому
Возьмем несколько потребителей:
- телевизор – 300Вт
- холодильник -400Вт
- освещение – 4 лампочки по 100Вт
- электрочайник — 1-2кВт
- насосная станция — 800 Вт.
Итак, если в нашей сети напряжение 170В и нужно подключить холодильник и телевизор, для этого понадобится стабилизатор 1кВт. Остальные приборы подключить к «стабу» 1 кВ не выйдет.
Если взять все перечисленные приборы и сложить вместе, получится 5 кВт. Учитывая наши 170В в электросети можно посчитать, что нам потребуется с учетом запаса мощности 20% (5х1,29)х1,2 =7740, т.е. стабилизатор 8 кВт. Этого достаточно, чтобы все приборы работали одновременно и беспрерывно.
Важно понимать, что техника с электродвигателем в момент пуска обладает большей нагрузкой, нежели указано в ее номинальной мощности, т.е. в момент включения тот же насос будет потреблять не 800 Вт, а более. Поэтому нужно брать, к примеру 2 кВт – это если с запасом для насосной станции. Точные данные вы можете посмотреть в паспортных данных, прилагаемых к оборудованию или инструменту – какая максимальная нагрузка может быть у этого прибора в момент пуска.
Какой стабилизатор выбрать
После того как вы посчитаете, стабилизирующее устройство какой мощности необходимо в вашем хозяйстве, вы можете выбрать модель с соответствующими характеристиками в «магазине отзывов» нашего сайта.
Ниже приведены данные для самостоятельного расчета
Примерная мощность потребителей
| Потребитель | Номинальная мощность, Вт | Пусковая мощность, Вт |
| Телевизионный приемник | 100-500 | — |
| Холодильник | 600-700 | 1800 |
| Водонагреватель | 2000-4000 | — |
| Стиралка | 1000 | 3500 |
| Утюг | 1200 | — |
| Обогреватель | 2000 | — |
| Электропила | 1800 | 3500 |
| Перфоратор | 800-1100 | 2800 |
| Дрель | 500-800 | 1500 |
| Погружной насос | 800-1000 | 5000 |
Для точного расчета используйте данные по мощности, указанные на ваших электроприборах или в справочной документации к ним.
Напряжение в сети и соответствующий ему коэффициент напряжения стабилизатора
| Напряжение | Коэффициент |
| 130 | 1.69 |
| 150 | 1.47 |
| 170 | 1.29 |
| 200 | 1.1 |
| 220 | 1.0 |
Формула расчета мощности стабилизатора
Х – суммарная мощность всех потребителей;
Y – коэффициент напряжения
Z – необходимая минимальная мощность стабилизатора
Для корректной работы выбирайте стабилизатор с запасом мощности в 20%.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Время чтения: 5 минут
Напряжение сварки может падать или просто быть недостаточным из-за старой проводки или перебоев в электричестве. Эта проблема ощущается особенно остро, если вы варите на даче своими руками. Ведь в таких условиях никто не гарантирует вам предоставление бесперебойного электричества и несколько дополнительных кВт. А на некоторых участках напряжение настолько маленькое, что даже настольная лампа не способна нормально работать. В таких ситуациях спасает стабилизатор для сварочного инвертора.
Эта проблема ощущается особенно остро, если вы варите на даче своими руками. Ведь в таких условиях никто не гарантирует вам предоставление бесперебойного электричества и несколько дополнительных кВт. А на некоторых участках напряжение настолько маленькое, что даже настольная лампа не способна нормально работать. В таких ситуациях спасает стабилизатор для сварочного инвертора.
Не воспринимайте это устройство как лишнюю покупку. Ведь в некоторых случаях без стабилизатора просто не обойтись. Если вы используете для сварки бюджетный аппарат, то стабилизатор просто обязателен. Ведь маломощные недорогие сварочные аппараты зачастую не способны работать стабильно. А при скачках напряжения и вовсе могут не включиться. О том, что такое стабилизатор и как его выбрать мы расскажем в этой небольшой статье.
Общая информация
Наверняка, каждому домашнему сварщику приходилось сталкиваться с одной из самых неприятных проблем — неожиданным отключением сварочного инвертора из-за недостатка напряжения в бытовой электросети.
У этой проблемы есть два простых решения. Вы можете сменить диаметр электродов, выбрав стержни поменьше. Например, вместо 3 мм взять электроды диаметром 2 мм. Это спорное решение, но оно эффективно, если нужно как можно скорее закончить работу. Однако, вы не сможете воспользоваться этим решением, если варите толстые детали. Ведь при использовании электрода меньшего диаметра качество швов существенно ухудшится и усложнится сама сварка.
Но есть и второе решение — применение сторонних устройств. Предназначенных для стабилизации напряжения. Отдельный стабилизатор напряжения для сварочного инвертора поможет раз и навсегда решить проблемы с просадкой. Или недостатком мощности бытовой электросети. Но это не самый бюджетный вариант. Стоимость хорошего выпрямителя может быть схожа с ценой на сварочный аппарат. Но оно того стоит.
Говоря простыми словами, стабилизатор напряжения для сварочного аппарата (он же стабилизатор сварочной дуги) — это приспособление для стабилизации или увеличения напряжения. Также это устройство защищает сварочный аппарат от перепадов электричества и выхода из строя.
Также это устройство защищает сварочный аппарат от перепадов электричества и выхода из строя.
Суть работы стабилизатора похожа на обычный трансформатор. На первичные обмотки подается входной ток и затем выводится со вторичных обмоток. Если входное напряжение нестабильное или недостаточное, включается реактивная катушка. У нее регулируется индуктивное сопротивление. Либо просто добавляется несколько новых витков во вторичной катушке.
Таким образом, компенсируются потери тока и выходное напряжение повышается. А если выходное напряжение получается слишком большим, то стабилизатор работает по обратному принципу и занимает его. Поэтому напряжение на выходе сварочного аппарата можно так же стабилизировать, как и на входе.
Как видите, стабилизатор — это эффективное и некоторых случаях незаменимое устройство. С его помощью можно не беспокоиться о скачках напряжения. Начиная сварку, вы будете уверены, что закончите ее без проблем. Но, несмотря на то, что стабилизатор — это простое устройство, его тоже нужно правильно выбрать. О том, как выбирать стабилизатор, мы расскажем далее.
О том, как выбирать стабилизатор, мы расскажем далее.
Выбор стабилизатора
Выбирая стабилизатор напряжения для сварочного инвертора, обращайте на несколько характерных особенностей.
Если вы располагаете стандартными 220В для сварочного аппарата, но на выходе из розетки получаете намного меньшее напряжение, то не стоит покупать стабилизатор для инвертора. Он не решит эту проблему до конца. Лучше купить стабилизатор для всей электросети и включить его на входе. Тогда в этом будет толк. Вы сможете без перебоя использовать не только инвертор, но и другое оборудование. А полученной мощности сварочному аппарату хватит с головой.
При выборе стабилизатора не менее важна и реактивная мощность вашего инвертора. Вы можете даже не рассчитывать это показатель. Просто замерьте, сколько потребляет ваш инвертор на входе. При этом установите тот режим, в котором вы зачастую работаете.
Также обращайте внимание на скорость работы стабилизатора. Она должна быть быстрой, без существенных задержек. Производители выпускают устройства двух разновидностей: электронные и электромеханические с сервоприводом. Электронные стабилизаторы работают быстрее и стоят дороже. Это идеальный компаньон для сварочного инвертора. Электромеханические стабилизаторы не могут похвастаться такой же скорость, как электронные. Но они надежнее и долговечнее. При этом стоят дешевле.
Производители выпускают устройства двух разновидностей: электронные и электромеханические с сервоприводом. Электронные стабилизаторы работают быстрее и стоят дороже. Это идеальный компаньон для сварочного инвертора. Электромеханические стабилизаторы не могут похвастаться такой же скорость, как электронные. Но они надежнее и долговечнее. При этом стоят дешевле.
Если у вас совсем нет финансов на покупку полноценного стабилизатора, то можете намотать отдельный повышающий трансформатор. Это самый недорогой и вполне эффективный вариант. Даже, если у вас дома всегда низкое напряжение.
Вместо заключения
Теперь вы знаете, что стабилизировать напряжение на выходе сварочного инвертора просто необходимо Особенно, если вы используете бюджетный аппарат или в вашем доме старая электрика. Такое простое приспособление как стабилизатор способно в полной мере раскрыть потенциал сварочного аппарата. И ускорить сварочные работы.
В этой статье мы не затрагивали тему полуавтоматов. Но, поверьте, порой стабилизатор напряжения для сварочного полуавтомата необходим больше, чем для инвертора. Впрочем, о стабилизаторах для полуавтоматического оборудования мы расскажем в другой раз. В комментариях ниже вы можете поделиться своим опытом применения стабилизатора. Многим новичкам не помешает услышать совет от опытного сварщика. Желаем удачи в работе!
Но, поверьте, порой стабилизатор напряжения для сварочного полуавтомата необходим больше, чем для инвертора. Впрочем, о стабилизаторах для полуавтоматического оборудования мы расскажем в другой раз. В комментариях ниже вы можете поделиться своим опытом применения стабилизатора. Многим новичкам не помешает услышать совет от опытного сварщика. Желаем удачи в работе!
В категории современного электрооборудования сварочные аппараты являются одними из наиболее дорогостоящих устройств.
Поэтому иногда даже бывает целесообразнее арендовать такое оборудование, что позволит сэкономить немного денег и одновременно выполнить всю необходимую работу.О типах сварочных аппаратов
При покупке или аренде сварочного оборудования внимание следует обращать на ряд важных критериев. Важнейший из них — это тип аппарата.
- Он может быть:
- сварочным инвертором;
- трансформаторным устройством переменного тока;
- трансформаторным аппаратом постоянного тока;
- полуавтоматическим сварочным устройством.

Сварочные аппараты, использующие для своей работы переменный ток, являются наиболее востребованными. Они используются для сварки с применением плавящихся электродов. Для таких устройств характерны долговечность, высокая надежность и простота конструкции.
Аппараты на постоянном токе также используется для сварки с применением плавящихся электродов. Единственное, в чем они отличаются от предыдущего типа сварочных устройств — это наличие выходного выпрямителя диодного типа, обеспечивающего образование постоянного тока из переменного. Но при этом аппарат теряет значительную часть мощности и усложняется в плане конструкции. Сварочное устройство постоянного тока значительно удобнее в использовании благодаря наличию неизменной дуги.
Полуавтоматические сварочные аппараты характеризуются хорошей производительностью, удобством в использовании и сложностью конструкции. Подобного рода устройства применяются для сварки в среде газа. Если последний не используется, тогда применяется специальная флюсовая проволока.
Наиболее удобными и современными среди всех сварочных устройств являются инверторы, отличающиеся маленьким весом, компактностью и стойкостью к значительным скачкам напряжения. При помощи сварочных инверторов сварка выполняется максимально удобно, а качество получаемого результата не вызывает никаких сомнений. Все это возможно благодаря применению различных дополнительных функций, например, стабилизирующей системы, ускоренного поджига рабочей дуги и защиты от возможных перепадов напряжения.
О стабилизаторах напряжения для сварки
Применение стабилизаторов напряжения для оборудования различного типа позволяет обеспечить корректную работу в условиях перепадов сетевого напряжения и продлить срок его службы. Кстати, если Вы ищете стабилизатор напряжения для сварочного аппарата, то важно помнить, что его нельзя ставить после работающего трансформаторного сварочника, о чем многие указывают в инструкциях по работе приборов. Однако стабилизатор может защитить Ваши приборы при перепадах напряжения, возникших в результате работы сварочного аппарата у соседей. Также его можно ставить и после инверторного сварочного аппарата.
Также его можно ставить и после инверторного сварочного аппарата.
Выбирать стабилизатор напряжения следует исходя из максимальной мощности всех приборов, которые будут одновременно работать на линии, а также произведенных замеров входного напряжения. Эти замеры лучше всего производить мультиметром в различное время суток. Таким образом можно узнать амплитуду колебания сетевого напряжения и исходя из нее правильно подобрать однофазный стабилизатор напряжения.
Также отметим, что у многих современных сварочников есть функция плавного пуска, при котором отсутствует повышенный пусковой ток. В данном случае не требуется делать 3-4-х кратный запас по мощности, как Вам могут рекомендовать некоторые продавцы стабилизаторов напряжения. Запас по мощности необходим, если на линии будут работать устройства с мощными электродвигателями, например насосы для перекачивания воды. Также принимайте во внимание, что у большинства производителей номинальная мощность указывается для входного напряжения от 190 вольт. При более существенном падении напряжения уже нельзя включать на линии бытовые приборы и оборудования с суммарной мощностью, равной номинальной мощности стабилизатора. При входном напряжении 140-150 вольт у большинства марок стабилизаторов мощность снижается примерно в 2 раза. В виде исключения приведем марки Стабвольт и Скат, у которых в конструкции используются качественные трансформаторы с достаточным количеством витков, обеспечивающие хорошую перегрузочную способность и соответствие заявленной мощности во всем диапазоне входных напряжений.
При более существенном падении напряжения уже нельзя включать на линии бытовые приборы и оборудования с суммарной мощностью, равной номинальной мощности стабилизатора. При входном напряжении 140-150 вольт у большинства марок стабилизаторов мощность снижается примерно в 2 раза. В виде исключения приведем марки Стабвольт и Скат, у которых в конструкции используются качественные трансформаторы с достаточным количеством витков, обеспечивающие хорошую перегрузочную способность и соответствие заявленной мощности во всем диапазоне входных напряжений.
Также для комплексной защиты от перепадов напряжения целесообразна установка стабилизатора не на отдельный сварочный аппарат, а полностью на линию дома. В этом случае большинство людей останавливает свой выбор на стабилизаторах мощностью 10 киловатт. В отдельных случаях, например, при наличии мощных обогревательных устройств, мощность уже может составить 20-30 кВт.
И напоследок добавим, что если возникают какие-либо сомнения в выборе конкретной модели стабилизирующего устройства, не стесняйтесь обратиться к помощи специалиста, например сотрудника специализированного интернет-магазина или торговой точки. Это займет гораздо меньше времени, чем возможный обмен некорректно выбранного стабилизатора напряжения.
Это займет гораздо меньше времени, чем возможный обмен некорректно выбранного стабилизатора напряжения.
Удачи Вам и пусть скачки напряжения обходят Ваш дом стороной!
Можно ли подключать инверторную сварку к генератору Sкат?
Можно ли подключить к генераторной установке инверторный сварочный аппарат? Теоретически – почему бы нет? Если разобраться подробнее при расчете нагрузки следует учесть несколько важных моментов. Инверторный сварочный аппарат в своей конструкции имеет много конденсаторов, катушек и электронных схем и для генераторной установки является реактивным потребителем с реальным коэффициентом мощности (COS φ) ~ 0,7. Полная мощность рассчитывается как активная мощность, заявленная производителем и указанная в ТХ, деленная на коэффициент мощности (COS φ).
Для примера подберем генераторы к инверторным сварочным аппаратам Arco максимальным сварочным током 160А, 200А, 300А.
160 А – сила сварочного тока, которой достаточно только для работы электродом максимальным диаметром 4,0 мм. Максимальная активная потребляемая мощность такого аппарата 3,8 кВт. Соответственно, полная мощность генераторной установки с учетом коэффициента 0,7 составит 5,0-5,5 кВт. Учитывая рекомендованный запас ~ 20 %, мощность генераторной установки должна быть не ниже 6 кВт .
Максимальная активная потребляемая мощность такого аппарата 3,8 кВт. Соответственно, полная мощность генераторной установки с учетом коэффициента 0,7 составит 5,0-5,5 кВт. Учитывая рекомендованный запас ~ 20 %, мощность генераторной установки должна быть не ниже 6 кВт .
200 А – аппарат позволит Вам производить сварочные работы электродом диаметром до 5 мм. Максимальная активная потребляемая мощность составляет 4,8 кВт. При подсчете полной мощности получаем – 7,0 кВт. Мощность генераторной установки при подключении такого инвертора с учетом 20% запаса должна быть не меньше 8,0-8,5 кВт.
300 А – аппарат серьезный, питается от трехфазной сети и даст возможность варить электродом диаметром до 6 мм. Потребляемая мощность с учетом коэффициента составит 12,5 кВт трехфазного тока. Генераторная установка для подключения сварочного аппарата с такой силой тока должна быть трехфазная и мощностью не менее 15 кВт.
А если приобрести сварочный инвертор мощностью 250А, но не использовать его на полную мощность? Можно ли в таком случае подсоединить его к генератору меньшей мощности? Совет: не рискуйте. Только специалист электромеханик сможет определить, на каком сварочном токе, сколько ватт потребляет аппарат.
Следует учесть опции сварочных инверторных аппаратов. Такие функции как «антизалипание» и «горячий старт» кратковременно потребуют, хоть немного, но дополнительной мощности.
На основании выше изложенного можно сделать вывод:
Чтобы сохранить ресурс генератора SKAT® попросту не навредить ему, серьезней подойдите к выбору. Внимательно отнеситесь к подбору источника энергии для аппарата. Проверьте все технические параметры, обращая внимание на такие показатели, как максимальная потребляемая мощность и коэффициент мощности. Обязательно оставьте 20% запас по мощности для генератора.
Без особых опасений можно подключить сварочный аппарат с силой тока 140-160 А к бензиновым генераторам SKAT®: УГБ-6000, УГБ-6000 Basic, УГБ-6000Е, УГБ-6000Т Basic, УГБ-6000EТ/ 6 кВт, УГБ-6000Е/AВТО, УГБ-7000, УГБ-7000Е, УГБ-7000Е/АВТО, УГБ-7500, УГБ-7500Е, УГБ-7500 Basic, УГБ-7500Е/АВТО, УГБ-7500ЕТ/7,5кВт, УГБ-8000Е, УГБ-11500Е,
к дизельным генераторам SKAT® УГД-6000E, УГД-6000ЕТ, УГД-6000ЕК, УГД-10000E, УГД-10000ЕТ
или обратите ваше внимание на сварочные генераторы торговой марки SKAT УГСБ-2800/120И, УГСБ-4000/190, УГСБ-4000/200И, УГСБ-5000/230Е где специально учтены все параметры.
Подключение сварочных кабелей
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 104778
[~ID] => 104778
[NAME] => Подключение сварочных кабелей
[~NAME] => Подключение сварочных кабелей
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
На самом деле, кабелей у сварочного аппарата не два, как обычно принято считать, а три. Почему так? – Всё очень просто, ведь многие попросту забывают о самом главном кабеле – кабеле электропитания. Без него сварочный аппарат попросту не включится. И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
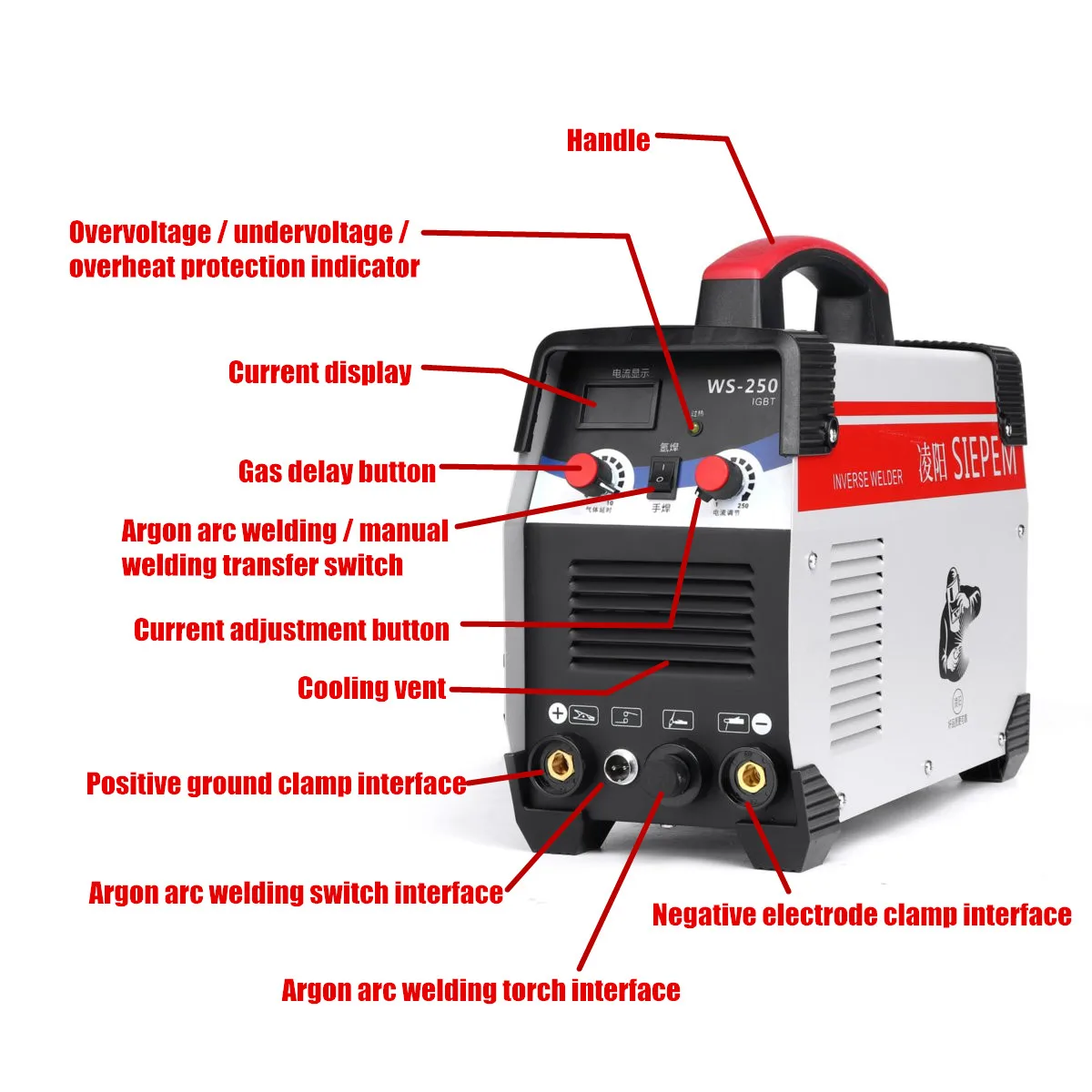
Несколько сложнее обстоят дела со сварочными кабелями для подключения электродов и зажима на массу. Для того чтобы их подключить, впереди корпуса сварочного инвертора располагается два разъема с маркировкой плюс «+» и минус «-». Будьте внимательны, так как кабели в таком случае следует правильно подключить.
Так, к разъему минус «-» необходимо подключить кабель для питания на массу, а к разъему плюс «+» соответственно подсоединить кабель с электрододержателем. Перед тем как подключить кабели, их необходимо визуально проверить на целостность, а проверить отсутствие короткого замыкания между кабелем электрододержателя и кабеля заземления.
После того как кабели будут присоединены, убедитесь, что аппарат и провода находятся на чистой и сухой поверхности. Подключите кабель питания на массу к сварочному столу или заготовке. Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Вот и всё, что следует знать о подключении сварочных проводов к сварочному аппарату. Еще раз – внимательно подключайте кабели к соответствующим разъемам, не перепутав плюс «+» и минус «-». В случае обратного подключения, когда к плюсу подключается масса, а к минусу электрододержатель, такой способ называется соединением с обратной полярностью.
Источник:
vse-o-svarke.org
[~DETAIL_TEXT] =>
Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
На самом деле, кабелей у сварочного аппарата не два, как обычно принято считать, а три. Почему так? – Всё очень просто, ведь многие попросту забывают о самом главном кабеле – кабеле электропитания. Без него сварочный аппарат попросту не включится. И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
Несколько сложнее обстоят дела со сварочными кабелями для подключения электродов и зажима на массу. Для того чтобы их подключить, впереди корпуса сварочного инвертора располагается два разъема с маркировкой плюс «+» и минус «-». Будьте внимательны, так как кабели в таком случае следует правильно подключить.
Так, к разъему минус «-» необходимо подключить кабель для питания на массу, а к разъему плюс «+» соответственно подсоединить кабель с электрододержателем. Перед тем как подключить кабели, их необходимо визуально проверить на целостность, а проверить отсутствие короткого замыкания между кабелем электрододержателя и кабеля заземления.
После того как кабели будут присоединены, убедитесь, что аппарат и провода находятся на чистой и сухой поверхности. Подключите кабель питания на массу к сварочному столу или заготовке. Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Вот и всё, что следует знать о подключении сварочных проводов к сварочному аппарату. Еще раз – внимательно подключайте кабели к соответствующим разъемам, не перепутав плюс «+» и минус «-». В случае обратного подключения, когда к плюсу подключается масса, а к минусу электрододержатель, такой способ называется соединением с обратной полярностью.
Источник:
vse-o-svarke.org
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[~PREVIEW_TEXT] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 31.10.2019 09:59:56
[~TIMESTAMP_X] => 31.10.2019 09:59:56
[ACTIVE_FROM] => 31.10.2019
[~ACTIVE_FROM] => 31.10.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/104778/
[~DETAIL_PAGE_URL] => /news/115/104778/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => podklyuchenie_svarochnykh_kabeley
[~CODE] => podklyuchenie_svarochnykh_kabeley
[EXTERNAL_ID] => 104778
[~EXTERNAL_ID] => 104778
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31. 10.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Подключение сварочных кабелей
[SECTION_META_KEYWORDS] => подключение сварочных кабелей
[SECTION_META_DESCRIPTION] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[SECTION_PAGE_TITLE] => Подключение сварочных кабелей
[ELEMENT_META_TITLE] => Подключение сварочных кабелей
[ELEMENT_META_KEYWORDS] => подключение сварочных кабелей
[ELEMENT_META_DESCRIPTION] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[ELEMENT_PAGE_TITLE] => Подключение сварочных кабелей
[SECTION_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[SECTION_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[SECTION_DETAIL_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Подключение сварочных кабелей

 И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
 Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
31. 10.2019
10.2019
Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
На самом деле, кабелей у сварочного аппарата не два, как обычно принято считать, а три. Почему так? – Всё очень просто, ведь многие попросту забывают о самом главном кабеле – кабеле электропитания. Без него сварочный аппарат попросту не включится. И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
Несколько сложнее обстоят дела со сварочными кабелями для подключения электродов и зажима на массу. Для того чтобы их подключить, впереди корпуса сварочного инвертора располагается два разъема с маркировкой плюс «+» и минус «-». Будьте внимательны, так как кабели в таком случае следует правильно подключить.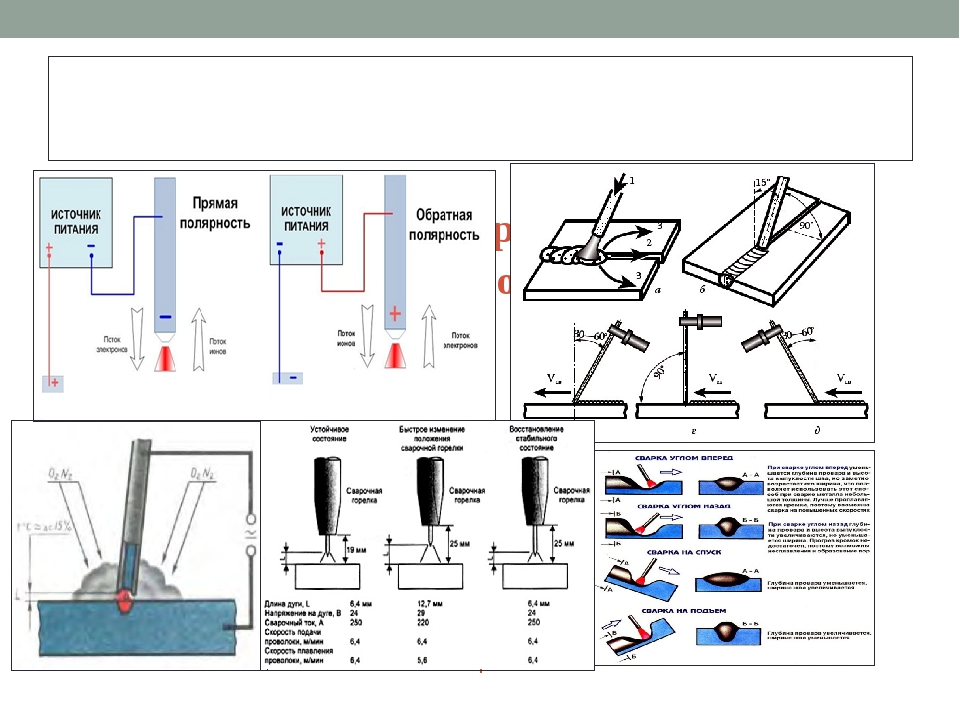
Так, к разъему минус «-» необходимо подключить кабель для питания на массу, а к разъему плюс «+» соответственно подсоединить кабель с электрододержателем. Перед тем как подключить кабели, их необходимо визуально проверить на целостность, а проверить отсутствие короткого замыкания между кабелем электрододержателя и кабеля заземления.
После того как кабели будут присоединены, убедитесь, что аппарат и провода находятся на чистой и сухой поверхности. Подключите кабель питания на массу к сварочному столу или заготовке. Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Вот и всё, что следует знать о подключении сварочных проводов к сварочному аппарату. Еще раз – внимательно подключайте кабели к соответствующим разъемам, не перепутав плюс «+» и минус «-». В случае обратного подключения, когда к плюсу подключается масса, а к минусу электрододержатель, такой способ называется соединением с обратной полярностью.
Источник: vse-o-svarke.org
Просмотров: 448
преобразователи тока и сварочные инверторы для дачи и дома
Инверторы являются очень важными элементами в системе энергоснабжения дачи. Такие же важные, как элементы водоснабжения, или же как насосное оборудование. Пользователи, которые имеют свои дачи, активно приобретают эти приборы для эксплуатации.Кроме того, для дачи можно приобрести такие важные устройства, как сварочные инверторы. Эти полезные приборы непременно смогут помочь их пользователям со сварочными работами дома или на даче.
В этой статье рассмотрим приборы и первого, и второго типа, их предназначение, преимущества использования такого оборудования и характеристики.
Инвертор — преобразователь
Инверторами, также их называют преобразователями, являются устройства, которые осуществляют преобразование постоянного тока в переменный, с одновременным изменением других его параметров — напряжения и частоты. Любой источник бесперебойного питания имеет в своём составе подобный преобразователь, но именно инверторами принято называть устройства, содержащие внешние АКБ, которые могут быть подключены к системе в параллельном режиме в любых количествах, что позволяет расширять рабочую ёмкость независимой энергосистемы.
Любой источник бесперебойного питания имеет в своём составе подобный преобразователь, но именно инверторами принято называть устройства, содержащие внешние АКБ, которые могут быть подключены к системе в параллельном режиме в любых количествах, что позволяет расширять рабочую ёмкость независимой энергосистемы.Инвертор для дома используется вместе с некоторым количеством аккумуляторных батарей, что впоследствии и определяет общую длительность работы. Устройства осуществляют снабжение электроэнергией приборы небольшой и средней мощности. Но пользователь всегда может найти и приобрести более мощный прибор, который сможет выполнять задачи сложнее.
Цена таких устройств для дома также напрямую зависит от их мощности. В принципе средние по мощности аппараты стоят относительно немного. А польза от таких устройств — огромная, особенно в условиях автономной энергосистемы или в регионах, где частые перебои центрального энергоснабжения являются привычным явлением.В процессе работе от сети такие приборы просто заряжают батареи. Но учитывая тот факт, что эти устройства могут работать в связке с генераторами и альтернативными источниками энергии, можно быть уверенным, что они способны принести намного больше пользы.
Но учитывая тот факт, что эти устройства могут работать в связке с генераторами и альтернативными источниками энергии, можно быть уверенным, что они способны принести намного больше пользы.
Можно ли подключать много оборудования к инвертору
Инвертор может запитывать несколько приборов, подключённых к нему, их количество зависит от мощности устройства и от числа выходов в нем. В принципе, всё имеющееся в доме оборудование можно подключить к одному инвертору через удлинитель, но не факт, что имеющийся прибор сможет справиться с таким количеством устройств одновременно. А потому при выборе инвертора очень важна его мощность, ее нужно рассчитывать, исходя из ваших потребностей.
Следует также помнить, что инвертор не должен работать на пределе своих возможностей. Каждое подобное устройство рассчитано на работу в режиме примерно 60–80 процентов от номинальной мощности. Постоянная эксплуатация 100% всего потенциала инвертора может привести к выходу его из строя. Поэтому лучше не нагружать инвертор огромным объёмом работы, чтобы он прослужил как можно дольше, а не испортился через короткий промежуток времени.
Поэтому лучше не нагружать инвертор огромным объёмом работы, чтобы он прослужил как можно дольше, а не испортился через короткий промежуток времени.
Сварочные инверторы для дома и дачи
Кроме вышеописанных инверторов, преобразующих постоянный ток в переменный, имеются также инверторы сварочные, которые тоже могут пригодиться обладателям дач и частных домов.
Зачем нужен сварочный инвертор
Каждый обладатель дачи или частного дома может подтвердить тот факт, что хорошее сварочное оборудование должно иметься у хозяина. Дело в том, что очень часто появляется необходимость в ремонтных работах, в процессе которых, в свою очередь, бывает нужно что-нибудь приварить, особенно во время сезонных работ. Может после зимнего сезона покоситься веранда, протечь труба, а также могут появиться другие проблемы по хозяйству, требующие наличия сварочного аппарата. И тогда на помощь придет хороший сварочный инвертор, который позволит очень быстро и без особых проблем справиться с такой работой.
И тогда на помощь придет хороший сварочный инвертор, который позволит очень быстро и без особых проблем справиться с такой работой.Конечно, можно прибегнуть к услугам вызванного мастера, но зачем тратить лишние средства на работу постороннего человека, если домашний мастер сам в состоянии выполнить все требующиеся сварочные процедуры при наличии хорошего инвертора для сварки.
Преимущества инверторов
Среди достоинств этих приборов стоит выделить следующие:
- Простота в управлении. Даже новичок, который не имеет опыта и практических навыков, при большом желании сможет освоить такую технику за довольно короткое время. Производители таких устройств постоянно их совершенствуют, добиваясь максимальной простоты, безопасности и надежности в процессе работы.
- Многофункциональность — ещё одна очень важная и полезная черта сварочных инверторов. Обычно на таких устройствах имеется 2–3 функциональных режима, что делает это оборудование востребованным для широкого спектра сварочных работ.

В работе с любыми сварочными аппаратами существует один очень существенный минус, называемый залипанием дуги. С этим сталкиваются не только новички, но даже и опытные специалисты, имеющие определённый опыт и специальные навыки в работе со сварочным оборудованием.
Залипание дуги предполагает возникновение короткого замыкания в случае даже лёгкого прикосновения электрода к металлической поверхности. Прилипший электрод уже не может быть использован впоследствии, поэтому появляется необходимость его замены. В условиях работы это может спровоцировать лишнюю потерю времени, что отрицательно скажется на конечном результате.
Производители бытовых моделей сварочных инверторов сумели избавить пользователей от проблем, связанных с залипанием дуги и прилипшими электродами.Опция «Antistick» обеспечивает остановку тока при малейшем контакте электрода с поверхностью, благодарю наличию микропроцессора. Это максимально снижает риски возникновения короткого замыкания.
Еще один широко известный недостаток сварочных аппаратов — это сложность в процессе разжигания дуги. В современных моделях сварочных инверторов появилась новая опция «Hot start», которая позволяет разжигать догу намного быстрее, а также обеспечивает более устойчивое горение дуги путём подачи повышенного тока в автоматическом режиме.
Если подвести определённые итоги, то можно выделить сразу несколько основных преимуществ использования сварочных инверторов:
- простота в управлении;
- возможность его эксплуатации начинающими и неопытными пользователями;
- экономия денег, сил и времени;
- компактность;
- функциональность.
Характеристики сварочных инверторов
После того как пользователь решил приобрести такой нужны и полезный аппарат себе домой или на дачу, появляется необходимость разобраться, что же лучше купить. А для этого стоит внимательно ознакомиться с наиболее важными характеристиками устройств, имеющихся на рынке. Для того чтобы выбрать оптимальную для ваших нужд модель инвертора сварочного, оцените такие параметры:
Для того чтобы выбрать оптимальную для ваших нужд модель инвертора сварочного, оцените такие параметры:
- Компактность и вес сварочных инверторов. Небольшие размеры и вес, сравнимый с обычной ручной кладью, являются значительными преимуществами этой техники. Мощные модели, предназначенные для профессиональной работы, могут быть громоздкими, они предназначены для длительной работы, но переносить их с места на место будет сложно. Лёгкие модели инверторов можно спокойно брать с собой на выезд или же использовать в работе на строительных лесах.
- Материалы, с которыми работает инвертор. Многие модели современных инверторов позволяют осуществлять сварочные работы с нержавейкой и чугуном, что является большим плюсом для многих дачников или мастеров, проживающих в частном доме.
- Диаметр электрода инвертора. Внимательно прочитайте о том, какой диаметр инвертора нужен для каких материалов и какой толщины поверхностей, с которыми вы будете работать, так как от этого зависит, сможете ли вы сварить трубы, козырек вашего крылечка или забор, а также поможет ли вам этот инвертор при проблемах с домашней утварью или в любых других задачах, связанных со сваркой.

Это основные характеристики приборов, на которые следует обратить внимание в первую очередь.
Продолжительность включения
Такой важный момент, как продолжительность включения сварочного инвертора, стоит выделить отдельным пунктом. Этот параметр определяет уровень производительности устройств.Иными словами, эта характеристика означает время, на протяжении которого прибор способен осуществлять непрерывную работу при разной мощности сварочного тока. Продолжительность включения измеряется в процентном отношении от десятиминутного рабочего цикла, что означает следующее: если, например, данный показатель равен 60%, то при определённой температуре, равной 60С и 120А, устройство проработает около шести минут.
После того как прибор отключился, следует дать ему некоторые время, для того, чтобы он остыл. Это может равнять примерно 4–5 минутам. В принципе, в любом случае перерывы потребуются мастеру для того, чтобы выполнить какие-то действия, сопровождающие сварочные работы. Потребуется заменить электрод, удалить разные шлаки, а также выполнить другие процедуры и технические переходы для более стабильной и корректной работе сварочного оборудования.
Потребуется заменить электрод, удалить разные шлаки, а также выполнить другие процедуры и технические переходы для более стабильной и корректной работе сварочного оборудования.
Кстати, следует помнить о том, что для каждого региона или страны характерен свой собственный привычный климат, поэтому следует выбирать инвертор с учетом того фактора, что при разных погодных и температурных режимах продолжительность включения может быть разной.
Условия питания
Очень важно осуществлять выбор сварочного инвертора, обратив внимание на условия его питания. При подключении устройства напрямую к 220 В следует проследить за показателями напряжения. Если они оказываются довольно низкими, то рекомендуется выбрать именно тот вариант, для которого указан определённый диапазон допустимого понижения этих значений. Такой подход нужен для того, чтобы устройство было способно осуществлять работу, в том числе, в условиях пониженного напряжения в сети.Напоследок, хочется дать один полезный совет. Если вам нужно приобрести инвертор для дома с током в 160 Ампер, то не стоит приобретать прибор с такими же показателями. Следует прибавить на всякий случай около 30–35% мощности. Делается это для того, чтобы не возникала потребность в приобретении другого, более мощного устройства, для работы с более сложными материалами в будущем.
Если вам нужно приобрести инвертор для дома с током в 160 Ампер, то не стоит приобретать прибор с такими же показателями. Следует прибавить на всякий случай около 30–35% мощности. Делается это для того, чтобы не возникала потребность в приобретении другого, более мощного устройства, для работы с более сложными материалами в будущем.
Комплект сварочной горелки TIG для дуговых инверторов
- Преобразуйте инверторный сварочный аппарат в TIG
- Просто добавьте аргон для сварки TIG
- Доступны 2 типа для большинства машин
£ 87,96 (с НДС)
Комплект для сварки TIG с малой заглушкой
£ 87.96 (с НДС)
Подходит для панельных розеток 10-25 мм типа Dinse с внутренним диаметром примерно 9 мм.
Комплект для сварки TIG с большой заглушкой
£ 87,96 (с НДС)
Подходит для панельных розеток типа Dinse 35-50 мм с внутренним диаметром примерно 12 мм
Этот набор позволяет преобразовать ваш инверторный сварочный аппарат постоянного тока в систему, начинающуюся с нуля. Аппарат TIG.
Аппарат TIG.
Просто подключите горелку TIG к отрицательному (-) разъему на передней панели. устройства и газового регулятора к подходящему источнику аргона, и вы будет запущен для базовой сварки TIG.
Горелка TIG имеет газовый клапан на ручке для ручного включения подачи газа. включения и выключения, а также газовый шланг длиной 1,2 метра для подключения к регулятору газа на вашем Баллон с аргоном. Вам понадобится запас чистого аргона. Регулятор газа поставляется в стандартной комплектации для всех размеров многоразового газового баллона, начиная с переносное в полноразмерное промышленное (кроме Air Products «Integra» цилиндров).
Горелка TIG типа WP17V 12,5 дюйма в сборе
Качественная, изготовленная в Великобритании горелка на 150 А постоянного тока, готовая к сварке с передней стороны.
части концевой горелки и вольфрамовый электрод.
Промышленный регулятор газа аргона с двумя датчиками
Высококачественный газовый регулятор британского производства с манометром содержимого баллона
и манометр выходного давления, откалиброванный в литрах в минуту (л / мин) для точной
управление потоком.
Эти
наборы преобразуют большинство электронных инверторно-дуговых машин постоянного тока для сварки TIG, а также для
Машины выпрямительного типа, но не подходят для преобразования стандартного трансформатора переменного тока.
типа Дуговые сварочные аппараты TIG.
Безопасность заземления и дуговой сварки
Какое отношение имеет заземление к безопасности дуговой сварки?
Заземление электрических цепей — это мера безопасности, которая задокументирована в различных нормах и стандартах. Типовая установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и соблюдение надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электропитания, содержат заземляющий провод. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод обратно через систему распределения электроэнергии, мы бы обнаружили, что он подключен к земле, и обычно через металлический стержень, вбитый в землю.
Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод обратно через систему распределения электроэнергии, мы бы обнаружили, что он подключен к земле, и обычно через металлический стержень, вбитый в землю.
Цель подключения корпуса оборудования к заземлению — обеспечить одинаковый потенциал металлического корпуса сварочного аппарата и заземления. Когда они имеют одинаковый потенциал, человек не испытает поражения электрическим током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае выхода из строя изоляции внутри оборудования.
Допустимая токовая нагрузка заземляющего проводника согласована с устройством максимального тока системы электроснабжения. Согласование допустимой токовой нагрузки позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрического повреждения сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего провода не требуется.В сварочном аппарате этого типа используется дополнительная изоляция для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «прямоугольник в прямоугольнике» на паспортной табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат подключается к розетке.Штырь заземления вилки замыкает розетку. Не рекомендуется использовать адаптеры, которые эффективно удаляют заземляющий контакт на вилке. Кроме того, не отрезайте и не вынимайте заземляющий штифт из вилки. Без подключения все преимущества безопасности заземляющего проводника теряются.
Тестеры цепей розеток легко проверит целостность заземляющего проводника.Тестеры розеточных цепей для цепей на 120 В можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления в розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или другие проблемы с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, который следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей более 120 вольт.
Заготовка Заземление
Сварочная цепь состоит из всего проводящего материала, через который должен проходить сварочный ток. Сварочный ток протекает через клеммы сварочного аппарата, сварочные кабели, соединение деталей, горелку, горелку, электрододержатель и деталь. Сварочная цепь не заземлена внутри сварочного аппарата, а изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и смежных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например, к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочной цепи.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата.Когда деталь заземлена, она имеет такой же потенциал, как и другие заземленные объекты в этой области. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что возможно получение незаземленной детали, но для этого требуется разрешение квалифицированного специалиста.
Соединение детали не является зажимом заземления
«Зажим заземления» и «провод заземления» — общие термины, используемые многими сварщиками.Заготовка присоединяется к сварочному кабелю обычно с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение заготовки «заземляющим зажимом», а кабель массы неправильно называют «заземляющим проводом». Сварочный кабель не обеспечивает заземления к изделию. Заземление осуществляется отдельно от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются цепи запуска и стабилизации, содержащие высокочастотное напряжение.Это обычное явление для аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, которые простираются до мегагерцовой области. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию выходить за пределы зоны сварки. Эти сигналы могут создавать помехи для находящегося поблизости радио и телевидения или другого электрического оборудования. Один из способов минимизировать излучение высокочастотных сигналов — заземлить сварочную цепь.В руководстве по эксплуатации сварочного аппарата будут конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей среде, чтобы минимизировать радиационное воздействие.
Заземление переносных и устанавливаемых на транспортных средствах сварочных генераторов
Переносные и устанавливаемые на транспортных средствах сварочные генераторы часто имеют возможность подачи вспомогательного питания напряжением 120 и 240 вольт. Эти генераторы используются в удаленных местах вдали от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлить корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного электрогенератора. Большинство приложений попадают в одну из двух категорий, кратко описанных ниже:
1. При соблюдении всех этих требований заземлять корпус генератора не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательная энергия берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий штырь
- Рама генератора прикреплена или электрически соединена с рамой грузовика или прицепа
2.Если выполняется одно из этих условий, корпус генератора необходимо заземлить:
- Генератор подключен к внутренней электропроводке. Например, для подачи электроэнергии в дом во время отключения электроэнергии.
- Вспомогательный источник питания жестко подключается к генератору без использования шнуров и вилок.
В приведенном выше резюме не входят детали, и читателю рекомендуется ознакомиться со своими местными электротехническими нормами и ANSI / NFPA 70, «Национальными электротехническими правилами», чтобы узнать подробности.
Заземление удлинительного шнура
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения внутри шнура, вилки и розетки исправны.
Опасности поражения электрическим током в сварочной цепи
Использование надлежащего заземления в сварочной среде является хорошей практикой, но это не устраняет всякую возможность поражения электрическим током.Сварочный контур запитывается сварочным напряжением. Человек получит электрошок, если он станет электрическим путем в сварочной цепи. Необходимо принять меры для изоляции сварщика от сварочной цепи. Используйте сухие изоляционные перчатки и другие изоляционные средства. Также сохраняйте изоляцию на сварочных кабелях, держателях электродов, горелках и горелках для обеспечения защиты.
Аналогичным образом можно предотвратить поражение электрическим током от системы электроснабжения. Правильный уход за электрооборудованием и удлинителями изолирует сварщика от источников электрического тока.
Источники информации
- Американское сварочное общество, ANSI Z49.1: 2005 «Безопасность при сварке, резке и смежных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление переносных и устанавливаемых на автомобиле сварочных генераторов», июль 2004 г.
- Американское сварочное общество, AWS A3.0-2001, «Стандартные термины и определения в области сварки».
Harbor Freight 80 A DC 120 Volt Инверторный сварочный аппарат Руководство по эксплуатации
Стр. 4 По техническим вопросам звоните по телефону 1-888-866-5797. Позиция 61749
Предупреждения по безопасности сварщика
1. Сохраняйте таблички и таблички
Welder.Они несут важную информацию.
Если она нечитаема или отсутствует, обратитесь за заменой в Harbour
Freight Tools.
2. Обеспечьте безопасную рабочую среду.Убедитесь, что вокруг
достаточно рабочего пространства.
Всегда следите за тем, чтобы в рабочей зоне не было препятствий,
смазки, масла, мусора и другого мусора.
3. Избегайте непреднамеренного пуска. Перед включением сварочного аппарата убедитесь, что
готовы начать работу.
4. Отключите от сети перед выполнением технического обслуживания. Отключите
сварочный аппарат от электрической розетки перед выполнением
любых процедур проверки, обслуживания или очистки.
5. Никогда не оставляйте сварочный аппарат без присмотра
, когда он находится под напряжением. Выключите питание, если
вам нужно оставить сварочную машину.
6. Предотвратить травмы глаз и ожоги.
Ношение и использование утвержденных ANSI
личной защитной одежды и устройств безопасности
снижает риск получения травм.
• Надевайте защитные глаза, одобренные ANSI.
защитные очки под защитными очками для сварочных глаз.
с линзами не ниже 10 с рейтингом оттенка
, например, прилагаемая.
• При использовании изделия
следует надевать кожаные леггинсы, огнестойкую обувь или ботинки
. Не носите брюки с манжетами, рубашки
с открытыми карманами или любую одежду, которая может улавливать и удерживать расплавленный металл или искры.
• Не допускайте попадания на одежду смазки, масла, растворителей,
или любых легковоспламеняющихся веществ. Надеть сухие изолирующие перчатки
и защитную одежду.
• Носите одобренный головной убор для защиты
головы и шеи.Используйте фартуки, накидку, рукава, плечевые накладки
и нагрудники, разработанные и одобренные
для процедур сварки и резки.
• При сварке / резке над головой или в закрытых пространствах
используйте огнестойкие беруши или наушники
, чтобы искры не попали в уши.
7. Предотвратить случайные пожары.
Уберите все горючие материалы
из рабочей зоны.
• По возможности переместите работу в колодец
подальше от горючих материалов.Если перемещение
невозможно, защитите горючие материалы с помощью покрытия
из огнестойкого материала.
• Удалите или обезопасьте все горючие материалы
в радиусе 35 футов (10 метров)
вокруг рабочей зоны. Используйте огнестойкий материал
, чтобы закрыть или заблокировать все открытые дверные проемы, окна
, трещины и другие проемы.
• Закройте рабочую зону переносными огнестойкими экранами
. Защитите стены, потолки, полы и т. Д. Из горючего материала
., от искр
и тепла с огнестойкими крышками.
• При работе с металлической стеной, потолком и т. Д.
предотвратите возгорание горючих материалов на другой стороне
, переместив горючие материалы в безопасное место
. Если перемещение горючих материалов невозможно
, назначьте кого-нибудь служить в качестве вахтенных
re, оборудованных огнетушителем,
во время процесса резки и в течение как минимум одного полчаса
после завершения резки.
• Запрещается сваривать и резать материалы, имеющие горючее покрытие
или внутреннюю горючую структуру
, например стены или потолки, без одобренного
метода устранения опасности.
• Не выбрасывать горячий шлак в контейнеры
, содержащие горючие материалы. Держите поблизости огнетушитель re
и знайте, как им пользоваться.
• После точечной сварки проведите тщательный осмотр
на наличие пожара.Имейте в виду, что хорошо видимый дым или пламя
может отсутствовать в течение некоторого времени
после начала огня. Запрещается сваривать или резать
в атмосфере, содержащей опасные
реактивные или легковоспламеняющиеся газы, пары, жидкости,
и пыль. Обеспечьте соответствующую вентиляцию рабочих зон
для предотвращения скопления горючих газов, паров и пыли
. Не нагревайте контейнер
, в котором находилось неизвестное вещество
или горючий материал, содержимое которого при нагревании
может образовывать легковоспламеняющиеся или взрывоопасные пары.Очистите и продуйте контейнеры перед нагревом. Удалите воздух из закрытых контейнеров, включая отливки
, перед предварительным нагревом, сваркой или резкой.
4 инверторных сварочных аппарата прошли испытания на предприятии
Сварочные аппаратымогут показаться немного устаревшими по сравнению с точно настроенными сварочными аппаратами MIG, но современная дуга за последние несколько лет добилась больших успехов.
Теперь вы можете купить тот, который обладает серьезной мощностью — около 200 ампер от чего-то не намного большего, чем школьный ланч-бокс — и почти все, что есть на рынке, будет работать со стержнями 4 мм или твердосплавными стержнями.
Такой продукции должно хватить для большинства сельскохозяйственных работ.
Их также легко переносить, они практически не подвержены воздействию ветра и удивительно устойчивы к загрязнениям, поэтому положите один из них в заднюю часть пикапа, и у вас будет все необходимое для аварийной сварки.
См. Также: Шесть самых продаваемых ударных драйверов на тесте
Чтобы отделить мужчин от мальчиков, мы обратились за помощью к производителю на ферме Мартину Бушнеллу из Yateley Plant Services в Хэмпшире.
Мы использовали каждого сварщика со стержнями 3,2 мм и 4 мм. Сварные швы не всегда были идеальными, потому что мы тестировали их прямо из коробки — если бы у нас было больше времени, мы могли бы сделать каждый из них более гладким — но вот как они сформировались…
SIP Weldmate T183
© Джонатан Стр.
Сварочная мощность 20-180 А
Рабочий цикл при 180 А 20%
Рабочий цикл 60% 104 А
100% рабочий цикл 80 А
Длина и качество кабеля Мощность — 214см.Положительный — 189см. Земля — 185см. Более толстые и гибкие кабели, чем у Clarke, но все же далеко от лидирующей позиции Kemppi.
Качество зажима Зажим заземления достаточно прочный, но кабель крепится на его конце, поэтому он не может попасть в ограниченное пространство. Электрододержатели идентичны держателям электродов Clarke и Sealey.
Сварочные ловушки
Слишком короткая дуга — вызывает образование неравномерных масс сварного шва и загрязнение шлака на неровной поверхности.
Слишком длинная дуга — вызывает плохое проплавление и слабый сварной шов. Контрольными признаками являются чрезмерное разбрызгивание вокруг заготовки и пористость. Вы, вероятно, также услышите шипение дуги во время сварки.
Электрод двигался слишком медленно — Образует широкий и тяжелый осадок, который перекрывается сбоку. Медленное перемещение палки также приведет к быстрому прохождению ваших стержней.
Электрод двигался слишком быстро. — Из-за плохого проплавления и получения тонкого, вязкого на вид сварного шва.Шлак также будет трудно отколоть.
Слишком низкий ток — вызывает плохое проплавление и частое прилипание электрода к заготовке. Опять же, шлак удалить сложно.
Слишком высокий ток — вызывает чрезмерное проникновение, большое количество брызг и образование глубоких трещин. Вы также можете прожечь отверстия в заготовке и быстро съесть электроды.
Качество сборки Шикарная вещь с металлическими боками и пластиковыми торцами.Намного меньше жалюзи, поэтому меньше вероятность сбора грязи, но это может снизить его охлаждающую способность в долгосрочной перспективе. Плечевой ремень в комплект не входит.
Размеры электродов 1,6-4 мм
Мощность для стержня 3,2 мм 130 А
Мощность для стержня 4,0 мм 160 А
Макс.толщина металла 8 мм
Использование с генератором Да
Органы управления Они размещены в защитной нише. Однако точность является проблемой — на циферблате усилителя всего пять отметок, а цифрового дисплея нет.
Дополнительные функции Устройство понижения напряжения (VRD) снижает напряжение холостого хода на клеммах до менее 20 В постоянного тока, когда машина не используется.
Он разработан для снижения риска искрения сварочного стержня на заземленной заготовке.
Это означает, что сварщику требуется больше ударов электрода, чем обычно, для зажигания дуги — первый должен разбудить его и выключить цепь VRD, подняв напряжение холостого хода до 72 В.
Сделано в Китай
Цена 199 £.98 (в настоящее время в продаже)
Лучшая цена онлайн £ 164,16 от Kendal Tools and Machinery
Наш вердикт Выглядит и ощущается качественно, но его производительность немного разочаровала.
Все испытатели столкнулись с трудностями, и дуга была наименее стабильной из четырех. В результате получилось больше брызг и менее аккуратный сварной шов.
Sip объясняет проблемы устройством понижения напряжения, но Kemppi использует аналогичную систему, и у нас не было таких проблем.
Сварочный аппарат Sealey Power Welder MW 180A
© Джонатан Стр.
Сварочная мощность 10-180 А
Рабочий цикл при 180 А 40%
Рабочий цикл 60% 160 А
100% рабочий цикл 130 А
Длина и качество кабеля Земля — 132см. Положительный — 185см. Мощность — 190см. Чуть толще и качественнее, чем у Clarke и SIP, но они неудобно короткие.
Качество зажима Практически такое же, как у Clarke.
Качество сборки Металлический основной корпус выглядит долговечным, чего нельзя сказать о плексигласовой крышке над элементами управления. Он выглядит грубее своего главного конкурента — SIP — с жабрами, открывающими печатные платы внутри, но у него есть пластиковая откидная ручка.
Размеры электродов 1,6-4 мм
Мощность для стержня 3,2 мм 105 А
Мощность на 4.Стержень 0мм 130А
Макс.толщина металла 8 мм
Использование с генератором Нет
Органы управления Маркировка циферблата плохая — на одном конце обозначено 10 ампер, на другом 180 ампер — но цифровое считывание это компенсирует.
Тумблер выбирает между режимом Stick или TIG, в то время как светодиоды показывают питание и перегрев.
Переключатель включения / выключения в виде автоматического выключателя — большой недостаток, и его практически невозможно щелкнуть в перчатках-перчатках.
Дополнительные функции Следует отметить, что с Sealey нельзя использовать сварочные кабели длиной более 10 м.
Сделано в Китай
Цена £ 229,95 (сейчас в продаже)
Лучшая цена онлайн £ 247,25 в Just Off Base
Наш вердикт Комфортно проехал штангу 4 мм и сразу приступил к работе.
Он также имеет хорошую статистику рабочего цикла. С точки зрения эксплуатации он не уступает Clarke, но предлагает лучший дисплей.
Следует отметить жалкие короткие выводы и непрактичный переключатель включения / выключения.
Kemppi Minarc Evo180
© Джонатан Стр.
Сварочная мощность 10-170 А (180 А TIG)
Рабочий цикл при 170 А 30%
Рабочий цикл 60% 140 А
100% рабочий цикл 115 А
Длина и качество кабеля Плюс и земля — 292см.Мощность — 3м. Резиновые кабели жесткие, но гибкие и достаточно длинные.
Качество зажима Лучшее по результатам испытаний. Высококачественные медные разъемы и тяжелая пружина надежно удерживают заземление.
Электрододержатель также смущает остальных троих и имеет защищенную челюсть.
Размеры электродов Все электроды
Мощность для стержня 3,2 мм 100А
Мощность для стержня 4,0 мм 130 А
Макс.толщина металла 8 мм
Использование с генератором Да
Сварка TIG Доступен дополнительный комплект
Качество сборки Отлично.У него прочный пластиковый корпус с вентиляционным отверстием на одной стороне и встроенной ручкой наверху.
Переключатель включения / выключения снабжен резиновым чехлом, а другие кнопки представляют собой пузыри, предотвращающие попадание пыли.
Органы управления Циферблаты и кнопки утоплены во избежание ударов. Светодиоды показывают питание, перегрев и включение VRD.
Дополнительные функции Использует основной контроль коэффициента мощности (PFC), чтобы уменьшить количество энергии, требуемой от источника электроэнергии.
Это означает, что сварочный аппарат может использоваться с удлинительным кабелем длиной до 100 м, который может быть удобен при сварке на неудобных площадках.
Minarc также имеет VRD, чтобы снизить вероятность возникновения проблем, когда сварщик остается на рабочем месте.
Сделано в Финляндия
Цена £ 750
Лучшая цена онлайн £ 469 от Rapid Welding Supplies
Наш вердикт Немного меньше брызг, чем у других, благодаря стабильному току и более плавной дуге.
Однако было на удивление трудно обнаружить какие-либо существенные различия в качестве сварных швов, несмотря на цену — только после того, как вы начнете работать над более сложными задачами, вы начнете ценить его преимущества.
Вентилятор тоже шумит.
Кларк AT161
© Джонатан Стр.
Сварочная мощность 10-160 А
Рабочий цикл при 160 А 25%
Рабочий цикл 60% 105 А
100% рабочий цикл 80 ампер
Длина и качество кабеля Земля — 134см.Положительный — 188см. Мощность — 2м. Неудобно короткие и некачественные кабели не изгибаются должным образом и в конечном итоге изнашиваются и раскалываются.
Качество зажима Зажим заземления был слабым, и медная оплетка начала довольно быстро изнашиваться. Он использует тот же положительный зажим, что и SIP и Sealey.
Качество сборки Нельзя отрицать, что он выглядит самым дешевым.
Простой, цельнометаллический корпус не обеспечивает достаточной защиты хрупких на вид внутренних компонентов, а все печатные платы и компоненты видны сквозь жестяную обшивку.
У него тоже нет ручки, но есть плечевой ремень.
Размеры электродов 1,6-4 мм
Мощность для стержня 3,2 мм 110 А
Мощность для стержня 4,0 мм 130 А
Максимальная толщина металла 3,5 мм (судя по книге, хотя у нас он комфортно работал на мягкой стали толщиной 5 мм)
Использование с генератором Да
Органы управления Регулировка тока производится с помощью дешевой шкалы, и на экране нет экрана, чтобы дать точные показания.Светодиоды указывают на питание и перегрев.
Дополнительные функции Поставляется с проволочной щеткой и молотком, которые вряд ли стоит хранить.
Также нет VRD, поэтому в разомкнутой цепи остается 78 В все время, когда она включена.
Сделано в Китай
Цена £ 199
Лучшая цена онлайн £ 156,03 в Tool Net
Наш вердикт Пакет-сюрприз. Создает более плавную и стабильную дугу, чем SIP.
Дизайн и качество сборкибыли его самыми большими недостатками — диск регулировки не имеет отметок и защищен металлическим корпусом.
Вентилятор работает без остановки, но он не такой громкий, как у Kemppi.
Как работают сварщики
Для ручной дуговой сварки металлическим электродом (MMA) требуется дуга, чтобы соединить зазор между стержнем электрода и кусками металла, которые вы склеиваете. Во время этого процесса температура может подняться намного выше 5000 ° C.
По мере образования дуги внешнее покрытие стержня начинает гореть.Это создает пузырь, защищающий расплавленную сварочную ванну, что помогает поддерживать гладкую и стабильную дугу.
Капли расплавленной проволоки с сердечником растираются по дуге за счет комбинации магнитной силы и поверхностного натяжения — процесс, который добавляет дополнительный металл в соединение.
Сверху готовый сварной шов будет иметь тонкий слой шлака.
Это вызвано примесями из металла, плавающими на поверхности жидкого сварного шва до того, как он затвердеет. Удалите это, и работа должна быть сделана.
Выбор электрода
Вообще говоря, вам необходимо поддерживать расстояние от заготовки, равное диаметру электрода, и поддерживать его на протяжении всего сварного шва. Электрод должен располагаться под углом 20-30 градусов.
В конце сварного шва верните кончик электрода назад, чтобы заполнить кратер, затем быстро выньте электрод из сварочной ванны, чтобы погасить дугу.
Выбор электрода обычно зависит от типа сварки и толщины работы.Убедитесь, что сердечник провода соответствует или совместим с металлами, которые нужно склеить.
Кроме того, узкий стержень будет производить меньшую дугу и меньше тепла — чем толще металл, тем больше стержень.
Приведенная ниже таблица дает приблизительное представление о том, какой электрод подходит для конкретной толщины металла.
Инверторные сварочные аппараты, подобные тем, которые мы тестировали, используют электронику, а не обмотки тяжелых трансформаторов.
Это делает их сверхлегкими, но схемы не любят слишком большого напряжения или случайных скачков напряжения, которые могут быть вызваны мобильными генераторами.
Выберите штангу для работы | ||
Размер электрода (мм) | Толщина материала (мм) | Сварочный ток (А) |
1,6 | 1,0–1,6 | 25-40 |
2,0 | 1.6-2,6 | 40-70 |
2,5 | 2,6-4,0 | 60–100 |
3,25 | 3,0-5,0 | 80-130 |
4,0 | 5,0-7,0 | 130-170 |
Вердикт
Нас впечатлил объем работ, которые можно выполнить с одним из этих небольших инверторов.