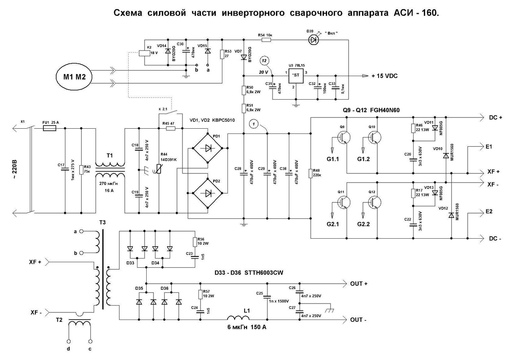
Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата.Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе.

Рис. 1. Структура электросварочного аппарата инверторного типа.
1 – входной выпрямитель с емкостным накопителем энергии;
2 – инверторный модуль;
3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные.

Рис. 2. Схемы инверторных модулей сварочных аппаратов
а) Двухтактная схема – «полный мост»
б) Двухтактная схема – «полумостовая схема»
в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания.


 В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка.
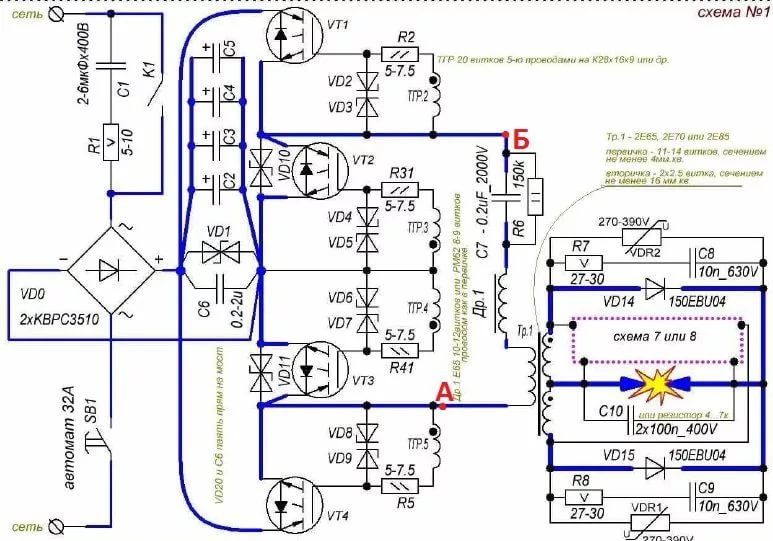
В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка.  Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В.
Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В. 
Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].
а – напряжение на первичной обмотке трансформатора инвертора
б –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью.
 Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно.
Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно.  Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами.
Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами. К основным их функциям следует отнести:
• формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов;
• обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования;
• возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки;
• защита аппарата от перегрева, перегрузки по току, «залипания» электрода;
• исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата.
С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис.
 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов.
5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов.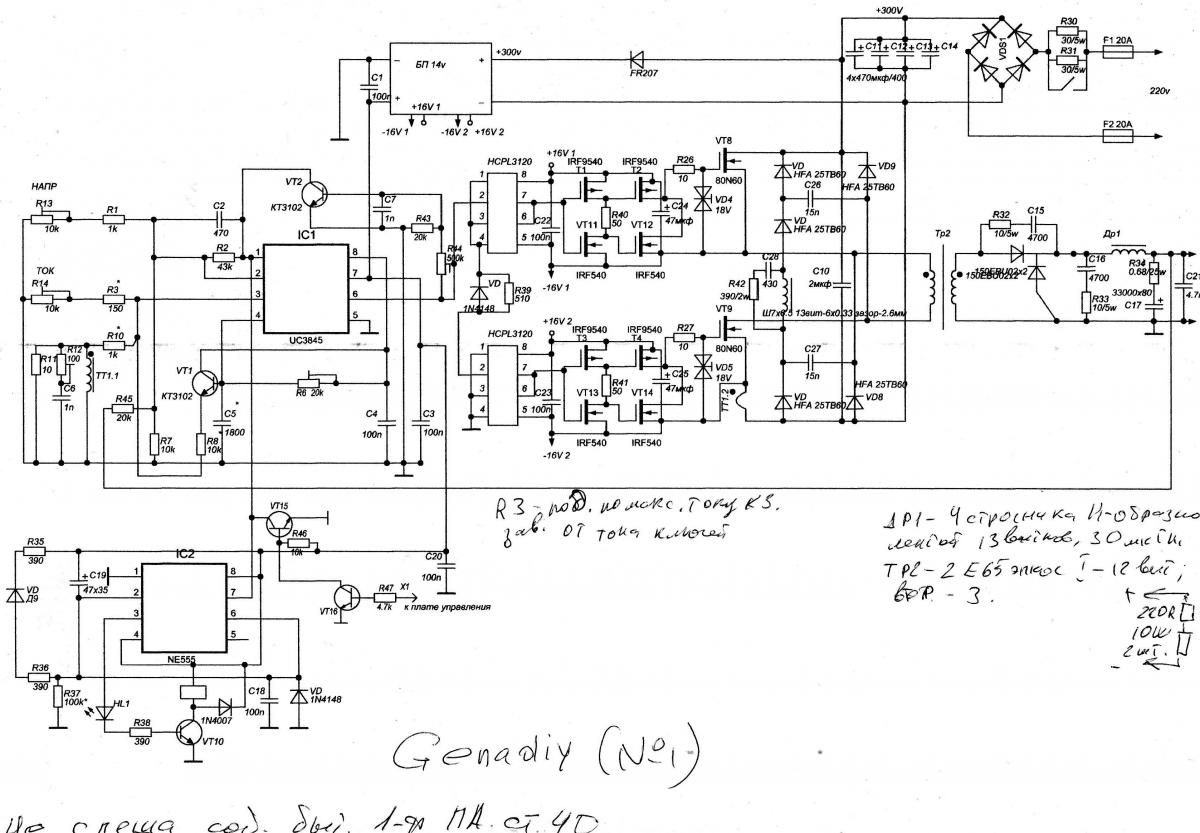 Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7). Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Автор: Борисов Д.А., ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Н. П. Огарева», г. Саранск
Кроме статьи «Электрическая схема сварочного инвертора» смотрите также:
Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.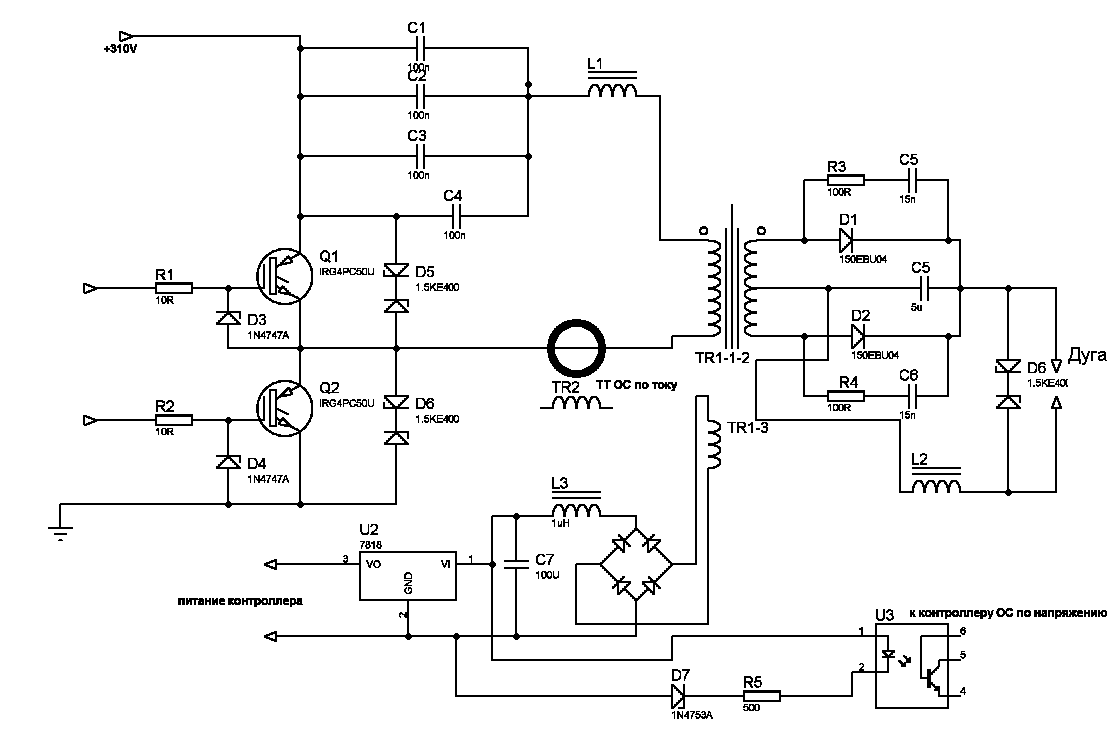
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль.
 Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
 Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
3 Сварка инверторным аппаратом – как все происходит?
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
 Он преобразовывается в постоянный.
Он преобразовывается в постоянный.Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.

Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
Принципиальная электрическая схема сварочного инвертора
Бытовые сварочные устройства все больше представлены на прилавках магазинов. Поскольку схема сварочного инвертора основана на использовании токов
Поскольку схема сварочного инвертора основана на использовании токов
Структурная схема сварочного инвертора упрощенно показана на Рис. 1
Схема состоит из 3 блоков.
- На входе стоит выпрямитель (входной) с емкостью подключенной параллельно. Конденсатор является накопителем, позволяющим поднять напряжение постоянного тока до 300в. Входной выпрямитель работает без трансформатора.
- Модуль инвертора производит преобразование постоянного тока в высокочастотный, переменный. Частота преобразованного тока измеряется в десятках килогерц. Понижение напряжения происходит в высокочастотном импульсном трансформаторе в составе инверторного блока. Модуль инвертора выполняется с использованием в схеме активных элементов. Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.
- Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки.
 Частота преобразованного тока измеряется в десятках килогерц. Понижение напряжения происходит в высокочастотном импульсном трансформаторе в составе инверторного блока. Модуль инвертора выполняется с использованием в схеме активных элементов. Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.
Частота преобразованного тока измеряется в десятках килогерц. Понижение напряжения происходит в высокочастотном импульсном трансформаторе в составе инверторного блока. Модуль инвертора выполняется с использованием в схеме активных элементов. Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.
Схема двухтактного инверторного модуля (сварочный инвертор мостовая схема). Рис. 2-1
В мостовом типе двухполярные импульсы образуются за счет парной работы ключевых транзисторов (VT1-VT3; VT2-VT4)/ Через них проходит только половина тока от моста, естественно, что напряжение на каждом будет составлять половину от емкости «С».
Схема двухтактного инверторного модуля (полумостовая схема). Рис. 2-2.
У полумостового модуля благодаря емкостному делителю напряжение на транзисторах (на каждом из них) и в первичной обмотке (у трансформатора) будет составлять половину от входного значения. Таким образом, при питании от входного выпрямителя напряжение составит 150в. В этой схеме при больших сварочных токах должны быть использованы мощные транзисторы (возможно использование групп). Потребление тока сети повышено в сравнении с полным мостом.
Схема однотактного инверторного модуля (косой полумост). Рис. 2-3.
У однотактовой схемы «косого моста» ключевые транзисторы VT1-VT2 работают одновременно на отпирание и запирание. Напряжение в транзисторах (в запертом случае) не достигает половины входного. Энергия при закрытии транзисторов поглощается входным конденсатором «С» через диоды (VD1-VD2 на схеме). Недостатком «косого полумоста» является подмагничивание стержня трансформатора за счет составляющей константы выходного тока.
Напряжение в транзисторах (в запертом случае) не достигает половины входного. Энергия при закрытии транзисторов поглощается входным конденсатором «С» через диоды (VD1-VD2 на схеме). Недостатком «косого полумоста» является подмагничивание стержня трансформатора за счет составляющей константы выходного тока.
Схема импульсного сварочного инвертора может содержать все три рассмотренных варианта модуля.
Сварочный аппарат инвертор — схема которого изображена на Рис. 1 представляет собой настолько компактную конструкцию, что вес готового инвертора в корпусе составит 5-12 кг вместе с приборами контроля, в зависимости от его мощности.
Схема сварочного инвертора и дополнительная информация
На чтение 4 мин. Опубликовано
Схема сварочного инвертора имеет ряд важных отличий от таковой у устаревшего образца — трансформаторного аппарата. Ранее в основе прибора лежало понижающее устройство, делающее его габаритным и тяжелым. Инверторные агрегаты обладают компактными размерами, расширенным набором функций.
Инверторные агрегаты обладают компактными размерами, расширенным набором функций.
Разбирающийся в электросхемах сварщик может собрать аппарат самостоятельно.
Принципиальная схема сварочного аппарата
Электрическая цепь включает трансформатор на феррите. Для первичной обмотки используют 100 витков кабеля ПЭВ сечением 0,3 мм, вторичная состоит из провода толщиной 1 мм. Он наматывается 15 раз.
Верхний слой формируют из ПЭВ-кабеля сечением 0,35 мм. Обмотку создают по всей ширине каркаса, что помогает получить стабильное напряжение.
Другой важный элемент схемы — дроссель L2 — делается на сердечнике Ш20х28. Для обмотки используют феррит толщиной 2000 Нм. Зазор между витками составляет 0,5 мм. Силовой мост устанавливают на 2 радиатора, взятых из старого компьютера. В принципиальную схему инвертора включают 12-14 конденсаторов по 0,15 мкФ. Части моста соединяют короткими проводниками. Как должна выглядеть электрическая цепь, можно увидеть на фото.
Конструкция сварочного инвертора
Строение самодельного сварочного инвертора, определяющее функциональность и технические данные, включает следующие компоненты:
- Блок питания, подающий ток к силовой части прибора. Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
- Силовая установка. Собирается на основе конвертера. В эту часть цепи также внедряют силовой трансформатор, выпрямитель, дроссель.
- Блок, питающий компоненты слаботочной системы инвертора.
- ШИМ-контроллер. В состав этого узла входит датчик нагрузочного тока.
- Блок, необходимый для защиты от перегрева. Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
- Индикационные и управляющие элементы.
Процессы в электрической схеме
Сварочный аппарат должен вырабатывать ток высокой силы, помогающий удерживать дугу. Последняя расплавляет края соединяемых деталей и присадочную проволоку, формируя шов.
Принцип действия электрической схемы сварочного инвертора:
- Переменный электроток попадает в преобразователь. Здесь он превращается в постоянный и подвергается обработке, помогающей сгладить перепады напряжения. Для этого используется выходной выпрямитель.
- Постоянный электроток попадает в инвертор, где преобразуется в переменный. На этом же этапе наблюдается повышение частоты.
- На последнем этапе задействуется трансформатор, снижающий напряжение, сохраняя при этом силу и частоту тока. Это способствует усилению мощности электрической дуги.
Защитные элементы в системе
Для предотвращения выхода из строя основных компонентов оборудования используют такие средства:
- Радиаторы. Устанавливаются рядом с выпрямителем для снижения риска перегрева этой детали.
- Термореле. Размещается на диодном мосту. Предохранитель прекращает подачу электрической энергии при нагреве узла до +80…+90 °С.
- Электромагнитный фильтр. Используется для отсеивания высокочастотных помех, возникающих при работе сварочного агрегата. В состав фильтра входят несколько конденсаторов и дроссель. Узел препятствует проникновению помех в электрическую сеть.
 В состав фильтра входят несколько конденсаторов и дроссель. Узел препятствует проникновению помех в электрическую сеть.
В состав фильтра входят несколько конденсаторов и дроссель. Узел препятствует проникновению помех в электрическую сеть.Достоинства и недостатки оборудования
Устройства на основе электрической схемы инверторного сварочного аппарата имеют следующие положительные характеристики:
- Компактные размеры готового аппарата. Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.
- Высокий коэффициент полезного действия, что объясняется сниженным потреблением энергии, необходимой для нагрева механизмов. Устройства старого образца быстро выходят из строя по причине постоянного повышения температуры трансформатора.
- Наличие дополнительных функций, исключающих возникновение ошибок при сварке. К ним относят защиту от залипания, автоматический розжиг дуги.
- Наличие возможности программирования некоторых инверторов. Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов.
- Универсальность. Регулировка тока в широком диапазоне позволяет использовать инверторы для сварки элементов из различных металлов по любой технологии.

Инверторные приборы имеют и недостатки:
- Высокая стоимость агрегатов. Самостоятельное изготовление помогает удешевить устройство.
- Выход из строя транзисторов при сборке сварочного инвертора своими руками. Особенно часто такое наблюдается при использовании доступных деталей китайского производства.
- Затраты на обслуживание и ремонт оборудования.
- Особенности электрических схем, не позволяющие применять аппарат в сложных условиях, например в морозную или ветреную погоду. Для работы на улице требуется организация закрытого отапливаемого рабочего места.
Принципы сборки инвертора
Процесс создания сварочного аппарата своими руками включает следующие этапы:
- Сборка корпуса. Можно выбрать готовый элемент, взяв его от нерабочей бытовой техники, либо изготовить его из металлического листа. Толщина стенок должна составлять не менее 4 мм.
- Подготовка основания. Для установки трансформатора и других компонентов электрической цепи применяют лист гетинакса толщиной более 5 мм. Блоки удерживаются на основании за счет скоб. Крепежные элементы изготавливают из медной проволоки сечением 3 мм.
- Создание печатной платы. Деталь изготавливают из фольгированного текстолита толщиной 1 мм. При установке магнитопроводов необходимо оставлять достаточное расстояние — это обеспечивает циркуляцию воздуха, препятствующую перегреву.
- Установка контроллера. Этот элемент используется для управления инвертором, поддержания тока стабильной силы. От контроллера зависит напряжение подаваемого электричества.
 Можно выбрать готовый элемент, взяв его от нерабочей бытовой техники, либо изготовить его из металлического листа. Толщина стенок должна составлять не менее 4 мм.
Можно выбрать готовый элемент, взяв его от нерабочей бытовой техники, либо изготовить его из металлического листа. Толщина стенок должна составлять не менее 4 мм.Для удобства пользования аппарат снабжают управляющим блоком.
Он может иметь вид кнопки включения, ручки регулировки параметров, сигнального диода или зажима для кабеля.
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные инверторы, за счёт высокой частоты преобразования тока и системы электронной стабилизации, обеспечивают очень стабильную сварочную дугу. Современная элементарная база позволяет создавать сварочные инверторы очень компактными и оснащенными всеми необходимыми функциями. Имеющиеся на данный момент в продаже сварочные аппараты отличаются ограниченной потребляемой мощностью; режимом антиприлипания электрода; плавную регулировку тока сварки, часто с помощью микропроцессорного управления и защиту от перегрузок и перегрева схемы. Напряжение питания всех схем стандартное, сетевое 220 В при токе до 30 А. Выходной сварочный ток регулируется в пределах 5 — 200 А.
При сварке металлов с помощью инвертора, электрическая дуга возникает между электродом, диаметром 1-5 мм, который часто изготовлен из того же материала, что и соединяемый материал и свариваемым материалом. Из-за горения этой дуги, происходит плавление электродов и материала. После расплава происходит смешение соединяемого материала с материалом электрода и возникает прочное соединение.
Из-за горения этой дуги, происходит плавление электродов и материала. После расплава происходит смешение соединяемого материала с материалом электрода и возникает прочное соединение.
Хочу представить вашему вниманию сборник принципиальных схем промышленных аппаратов сварочных инверторов, собранных «с миру по нитке». Кому-то эти схемы понадобятся для ремонта, а кто и сам захочет повторить одну из схем. Ведь цена на готовое заводское устройство обычно лежит в пределах 300 — 500уе, и самостоятельная сборка сварочного инвертора вполне оправдана.
На нашем сайте имеются в наличии для скачивания такие файлы:
- — Электрическая схема сварочного инвертора САИ;
- — Электрическая схема сварочного инвертора MOS;
- — Электрическая схема сварочного инвертора TELWIN;
- — Электрическая схема сварочного инвертора NEON;
- — Электрическая схема сварочного инвертора Inverter TOP DC;
- — Электрическая схема сварочного инвертора Prestige;
- — Электрическая схема сварочного инвертора ВДУЧ;
- — Электрическая схема сварочного инвертора ThermalArc;
- — Электрическая схема сварочного инвертора MARC;
- — Электрическая схема сварочного инвертора Maxstar;
- — Электрическая схема сварочного инвертора РУСЬ;
- — Электрическая схема сварочного инвертора DC250;
- — Электрическая схема сварочного инвертора Форсаж;
- — Электрическая схема сварочного инвертора Invertec V.

Все принципиальные схемы выложены в разделе КНИГИ и доступны для скачивания всем пользователям, по прямой ссылке с сервера сайта, без всяких депозитов и летитбитов.
Если у вас имеется ещё какая-либо схема сварочного инвертора — можете поделиться ей с посетителями нашего сайта прислав схему на почту.
ФОРУМ по сварочным инверторам.
Как применяют сварочный инвертор: электрическая принципиальная схема
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.
При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Читайте также: Заточка цепи для бензопилы своими руками.
Виды инверторных источников сварочного тока
Вернуться к оглавлению
Дуговая, автоматическая и полуавтоматическая сварка
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Вернуться к оглавлению
Инверторы для плазменно-дуговой резки
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ – это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
В целом ИИСТ – это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Вернуться к оглавлению
Особенности принципиальной электрической схемы сварочного аппарата
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Вернуться к оглавлению
Описание принципа работы схемы сварочных инверторов
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Вернуться к оглавлению
Принцип функционирования выходного диода
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины – 0,3, ширины – 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Вернуться к оглавлению
Универсальность принципиальной схемы сварочного инвертора
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Вернуться к оглавлению
Возможности изготовления инверторов на основе принципиальной схемы
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
K3878 блок питания сварочный аппарат схема — novaso
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.

Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
 В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
одящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
О чем будем
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
- Электродуговой сварки переменным током промышленной частоты 50/60 Гц и постоянным током до 200 А. Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
- Микродуговой сварки скруток проводов – очень просто, и полезно при прокладке или ремонте электропроводки.
- Точечной импульсной контактной сварки – может хорошо пригодиться при сборке изделий из тонкого стального листа.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм.
 Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя.
 В таком случае проблема решается подключением инвертора к генератору.
В таком случае проблема решается подключением инвертора к генератору.Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
tehnika.expert
О чем не будем
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
Особенности
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.
- Отследить состояние прибора поможет световая индикация на передней стороне. Автомат защиты и сетевой выключатель находятся на задней панели.
- Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.
- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.
- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.
- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.
- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.
- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.
- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.
- Защита глаз и лица, обеспечивается маской сварщика.
Схема сварочного инвертора РЕСАНТА САИ 220
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
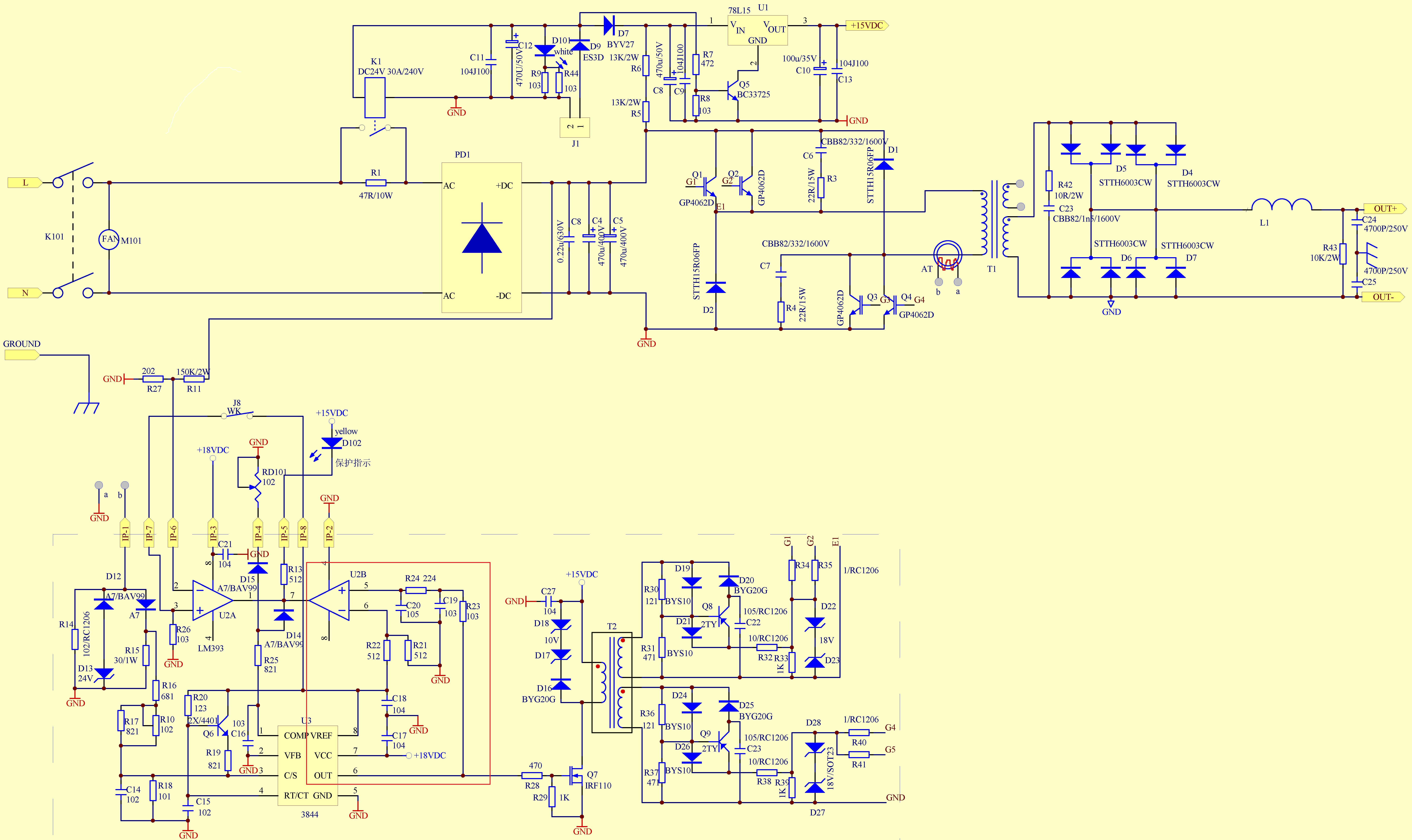
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Неисправности
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
- Выход из строя блока питания. перегрев. Нужно сразу обратиться в сервисный центр, особенно если аппарат ещё на гарантии.
- Отсутствие индикации сеть. Проверьте подключение оборудования к сети и положение переключателя «Сеть».
- Оборудование не показывает полную мощность. Проверить поверхность электрода на влажность, если он мокрый, то его нужно заменить. Маленькое напряжение в сети, также может быть причиной выхода из строя.
- Горит индикатор «Перегрев». Раскрутить корпус инвертора РЕСАНТА, проверить на наличие пыли в системе охлаждения. Если не помогло, то нужно обращаться в сервисный центр.
- Отключение вентилятора в системе охлаждения и отсутствие сигнала перегрева.
- При первом включении, индикаторы долго мигают. а при работе с аргоном наблюдается нестабильная дуга.
- Громкий щелчок и инвертор перестаёт работать. Нужно проверить регулируемые накладки и все реле, согласно схеме. Подгоревший конец в проводке, может быть причиной неисправности.
- Пробивает массу при включении. Проверьте провода на повреждения.
- Мигают два светодиода на лицевой стороне, а вентилятор дёргается им в такт. Это свидетельствует о поломке микросхемы отвечающей за работу системы охлаждения. Если при отключении кулера, переключается реле, то его нужно заменить.
- Мигают оба индикатора. срабатывает реле, включается вентилятор, но через 1 секунду инвертор выключается и повторяется процесс. Нужно проверить на схеме сопротивление R43 (12 В, 51 Ом), выходные транзисторы Q31-1, Q32-1, Q31-2, Q32-2 и диод D14.
- Ручка настрой силы тока. со временем разбалтывается и крутится слишком легко.
- Материал, из которого сделан вентилятор слишком слабый и от попадания маленькой веточки лопается на маленькие детали.
- Провод не предназначен для работы при минусовой температуре, трескается оплётка.
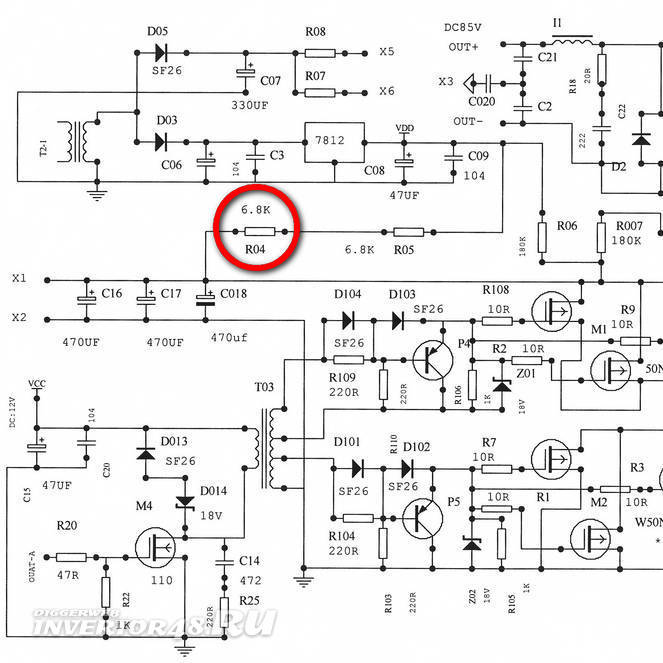 Маленькое напряжение в сети, также может быть причиной выхода из строя.
Маленькое напряжение в сети, также может быть причиной выхода из строя.
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
- Автор: Виталий Данилович Орлов
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу.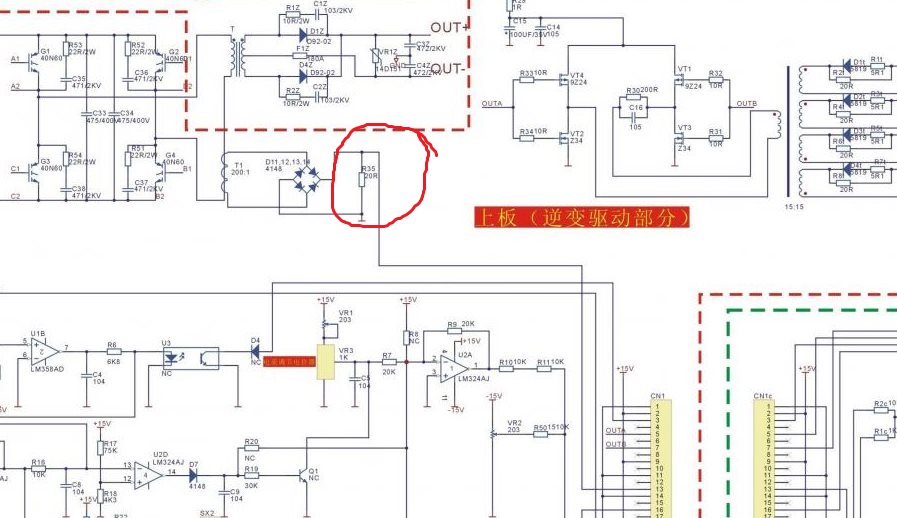 Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью.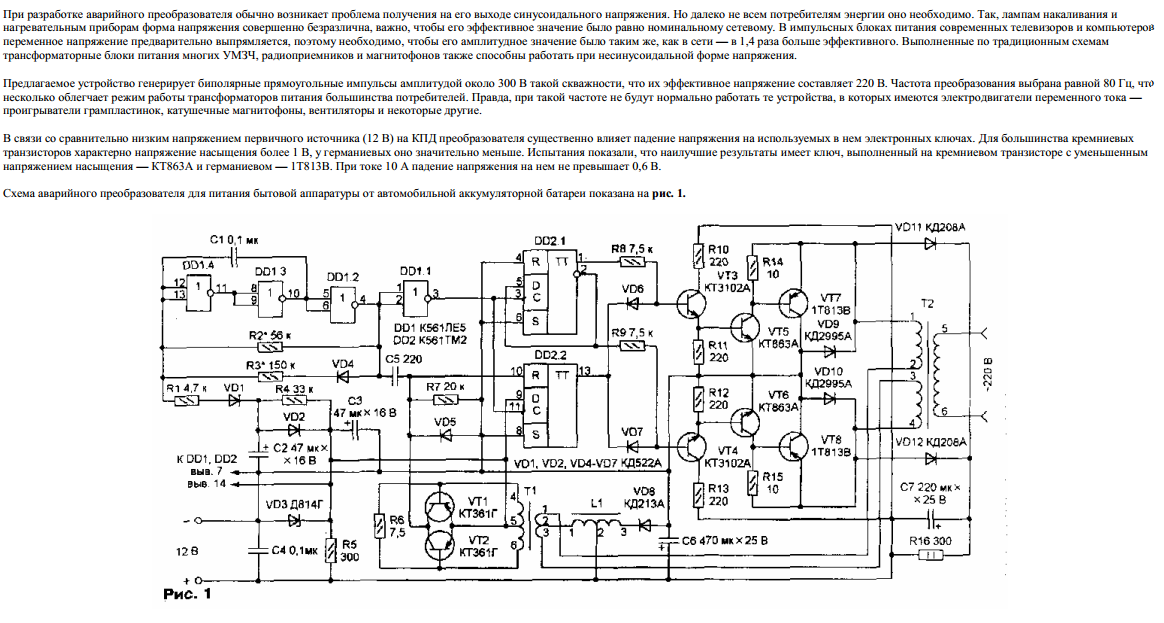 Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165. то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
- Аппарат не включается;
- Охлаждающий кулер не работает;
- Нет индикации на панели управления.

После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты ) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка — 470 ), и два на 2,4 Ом (2R4 ) — включенных параллельно — в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C ) управляется микросхемой UC3842BN. Эта микросхема — сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом. 2Вт ).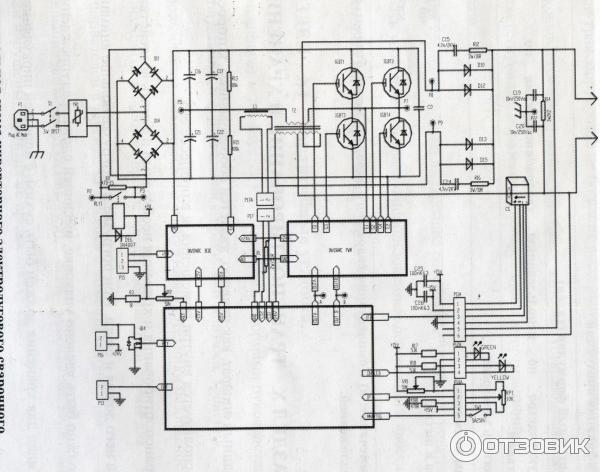 На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки9quot;, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора — полная принципиальная схема «Ресанта САИ-250ПН».
Пришёл инверторный сварочный аппарат Ресанта САИ 220. Сгорели силовые т-ры (HGTG30N60A4D) Стоит их там четыре. Замена транзисторов и последующее включение в сеть привело к повторному их уходу в КЗ. Ставил такие т-ры MGW20N60D. Проблема оказалась до абсурда смешной))) Плата двухслойная, оказалось что либо во время работы, либо ещё каким макаром-не знаю, Была нарушена металлизация отврестий, в которые вкручиваются саморезы крепящие радиатор транзисторов. Корочее говоря защитный диод обратки одного из транзисторов висел просто в «воздухе». Из-за этого с основного трансформатора выскакивала обратка (индуктивность транса) прямо на транзюки, которые не были защищены диодом. Такая вот история)))
Новичок Сообщения: 11
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
Фанат форума Сообщения: 3817
С чего начинать?
Как с чего.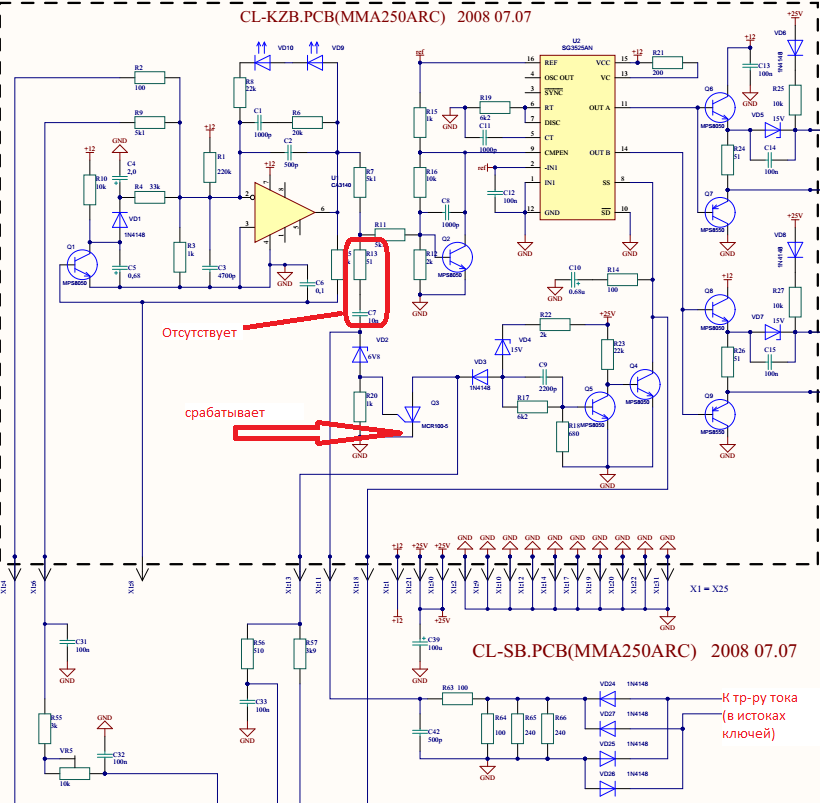 С азов .
С азов .
Участник Сообщения: 162
Резюк софтстарта посмотри
Новичок Сообщения: 13
Ребят помогите найти схему аппарата РЕСАНТА САИ 220. Только не GP где 6 быстродействующих диодов а 4. И на цепи защиты от перегрузок 2 оптрона
Модератор
Сообщения: 4569
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
вариант номер один-отнести мастеру вариант номер два(в случае если сам мастер)- обоняние и осязание не помощники в создании темы или поста на форуме где занимаются профессональным ремонтом. Где или что проверялось, какие питания есть(если они вообще есть )?
Фанат форума Сообщения: 4937
sofrina
. дату не видел?
Модератор
Сообщения: 4569
sofrina
. дату не видел?
ого, с годовой разницей, аппарат наверно уже сделал кто-то другой, снова сгорел, снова после ремонта и теперь уже на помойке- год,от силы два они живут,
Вы не можете
начинать темы Вы
не можете
отвечать на сообщения Вы
не можете
редактировать свои сообщения Вы
не можете
удалять свои сообщения Вы
не можете
голосовать в опросах Вы
не можете
добавлять файлы Вы
можете
скачивать файлы
решил сваять осциллятор к инвертору, увидел ролик https://www. youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
Доброго времени суток всем! Попал ко мне в руки инверторчик с 12в — 220в (300вт макс) модели DCI-305C.
Дак вот,решил через пару месяцев взяться за него. Хозяин хотел его выкинуть. Но отдал его мне. Сказал что он не включается и все. Ну я его и забросил на два месяца. А сегодня наткнулся на него случайно. Взял его,думаю,дай гляну что с ним. Подключил его к компьютерному БП,но БП и сам не включился.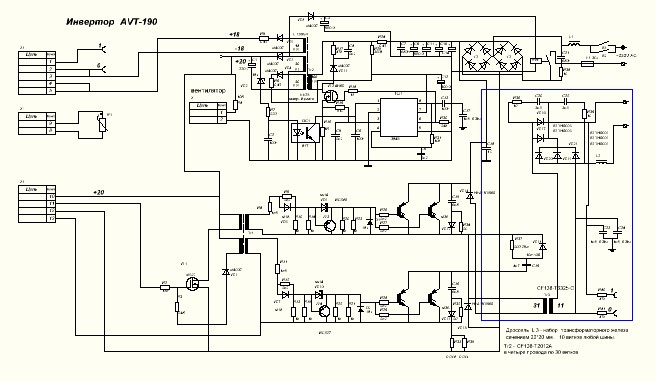 Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Правильно ли я понимаю — при выходе из строя поливиков входное напряжение и ток дальше этих транзюков не пойдет? Просто почему я так думаю. Есть у меня автомобильный усь и там на плате тоже установлены силовые транзюки irfz 34 n(были. Заменил на irfz 44 n). Он так же не включался,после замены транзюков все заработало. Вот и думаю заменить полевеки на инверторе. Собственно зачем сюда обратился? Хотелось бы узнать причину(ы) выхода из строя полевиков вообще в целом. И возможно ли в схеме установить диод от переполюсовки? Сам аппарат собственно.
Добрый день! Прошу помочь разобраться что произошло с моим Patriot DC-200C. При включении питания произошел хлопок и работать перестала. Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Здравствуйте. Решил попробовать сделать инвертор 12-220. К этому моменту уже сделал 2 инвертора, но это было повторение готовых схем (одна из блока питания, вторая на готовом металлическом магнитопроводе). И вот решил попробовать намотать свой первый импульсный трансформатор. Порывшись дома в барахле нашел старую плату от кинескопного монитора неизвестно откуда взятую. Там был такой трансформатор.
Начал варить его в воде, благо он легко разобрался. Смотал все обмотки. Остались две половинки и катушка. И теперь возник вопрос. Хочу это все дело посчитать в программе ExcellentIT, но не могу определиться с несколькими вопросами: 1) Какой тип сердечника ER или ETD?
2) Ближайший аналог по размерам, как я понимаю, ETD 49/25/16 (ER 49/27/17). Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Как быть? Добавлять в базу программы мой сердечник. И если да то 3) Откуда брать эффективную проницаемость? 4) У моего сердечника по середине есть зазор. Можно ли использовать такой сердечник для намотки трансформатора для инвертора?
5) в программе там где выбирается сердечник указывается только одна половинка сердечника или нужно выбирать с учетом размеров обоих половин? И возможно у кого-то есть даташит по этому трансформатору? В сети к сожалению ничего не нашел. Заранее благодарю.
Добрый день форумчане! Для тестирования солнечных инверторов после ремонта необходим эмулятор стринга солнечных панелей Выходное напряжение эмулятора 450V ток 3-4 А Есть в наличии стабилизированный серверный блок питания HP 12V 2250Wt напрашивается вариант повышающего импульсного препразователя DC/DC Прошу о помощи тк не радиолюбитель
@Borodach Ещё следует подчеркнуть форму сигнала на котором производятся измерения (синусе или импульсе) и его частота.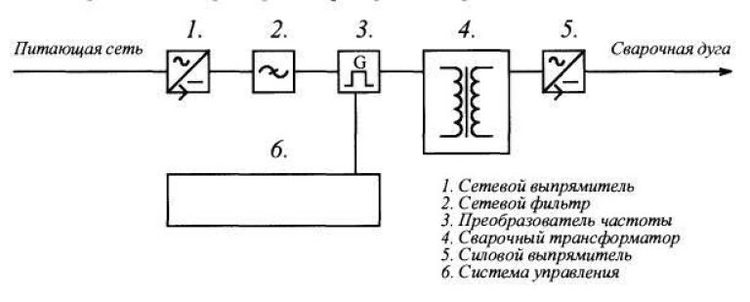 Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Да. 494 по сложнее. У меня осталось 9шт. IR2153. Такой блок на ламповый усь даже не знаю. Фонит сильно. Генерация идёт на полную мощность,от этого и фон. Как её ослабить я н6е знаю. Может резисторы на затворах поменять? Сейчас стоят на 27 Ом. Увеличить сопротивление,что это даст? Так-то по хорошему нужна обратная связь.но как её сделать?
@Mayder Ну в принципе можно будет поставить n канальный после резистора 0,05 Ом. переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
Ресанта — 220 ремонт инвертора.
Ресанта — 220 .
Поступил в сервис к нам, сварочный инвертор Ресанта — 220. Аппарат не включался. Раскрываем корпус аппарата просматриваем его. Проверяем входные транзисторы, по высокой цепи управления, так же проверяем диоды, сопротивления, кондёры, связанные с этой цепью. В нашем случае, у аппарата, в силовой цепи, оказалось всё в порядке. Идем дальше, переходим в цепь управления платы, так же проверяем, все детали. По порядку и так я дохожу до диода D03 который был в обрыве, и конденсатор C06 показывал утечку ёмкости. После замены указанных выше деталий. Подключили к разъёмам аппарат, включаем в сеть проверяем, аппарат заработал.
studvesna73.ru
Опишу свой первый опыт ремонта инверторов. Как-то осенью достались по дешёвке ($10 за каждый) два горелых аппарата белорусской торговой марки WATT MMA-201. И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
Речь будем вести про аппараты, примерно аналогичные Телвин Техника 164, Штурм-Энергомаш и наверное ещё каким-нибудь.
Для начала прозвонил простым стрелочным прибором некоторые элементы сварочников. На одном из них никаких пробоев, кз и прочих бед обнаружено не было, на другом накоротко звонилось следующее:
[
]()
Однако это я делал ещё вслепую, т. е. без схем и прочего. Когда же информация была на руках стало ясно, что конденсаторы и диоды могут звониться накоротко из-за выхода из строя транзисторов. Что впоследствии и подтвердилось. После выпаивания пробитых транзисторов и подачи нужного напряжения на реле, аппарат ожил. Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Описываю так подробно, вдруг кому-то из таких-же новичков, как я, пригодится. Попутно хотел бы спросить, можно ли оставить на плате МЛТ-2 вместо штатных, будет ли долгим их век?? Кроме того интересует, от чего могли сдохнуть три транзистора (марка FGh50N60UFD) при исправных управляющих ключах, чем их можно безболезненно заменить, нормально ли, что другие транзисторы прни этом остались целы?? Может у кого-то имеются наработки по улучшению таких аппаратов? Буду благодарен за любую информацию, так как вкус к предмету появился неслабый.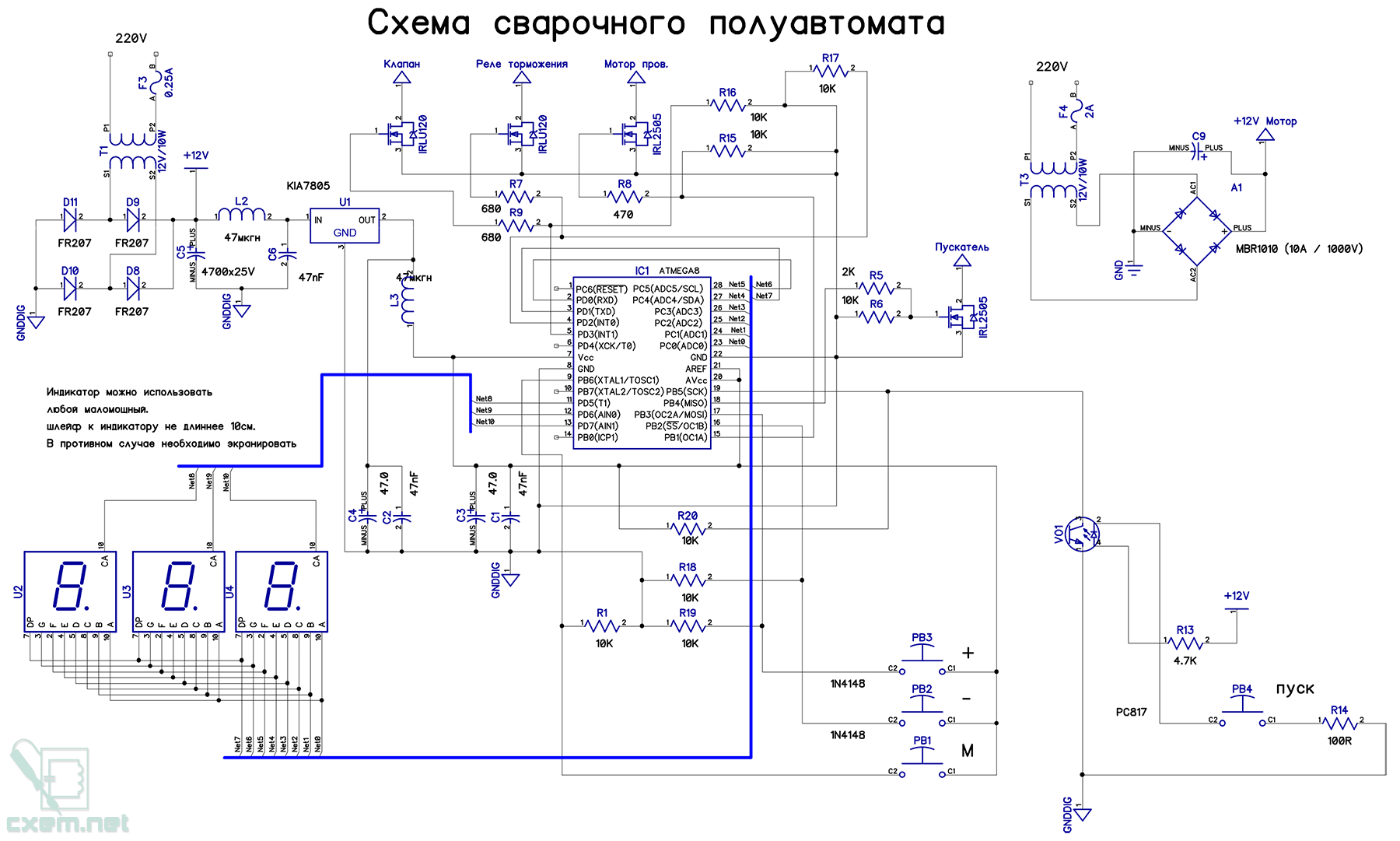
www.mastergrad.com
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
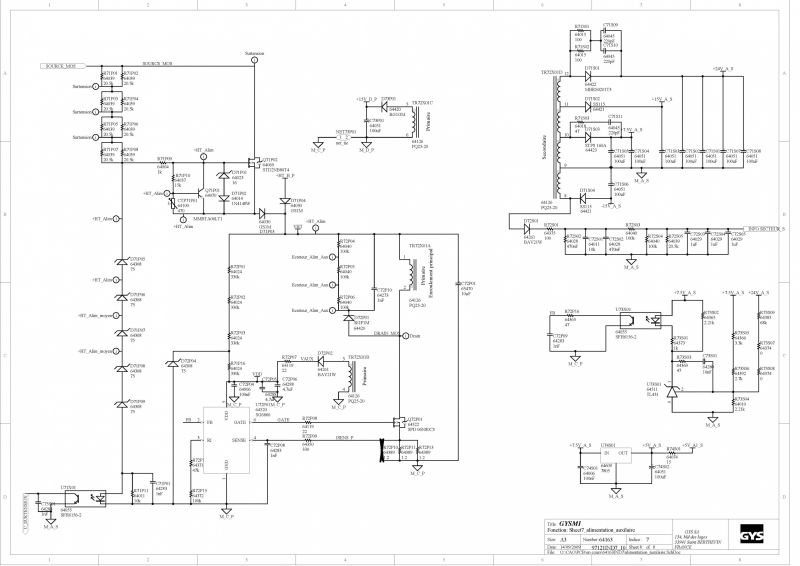
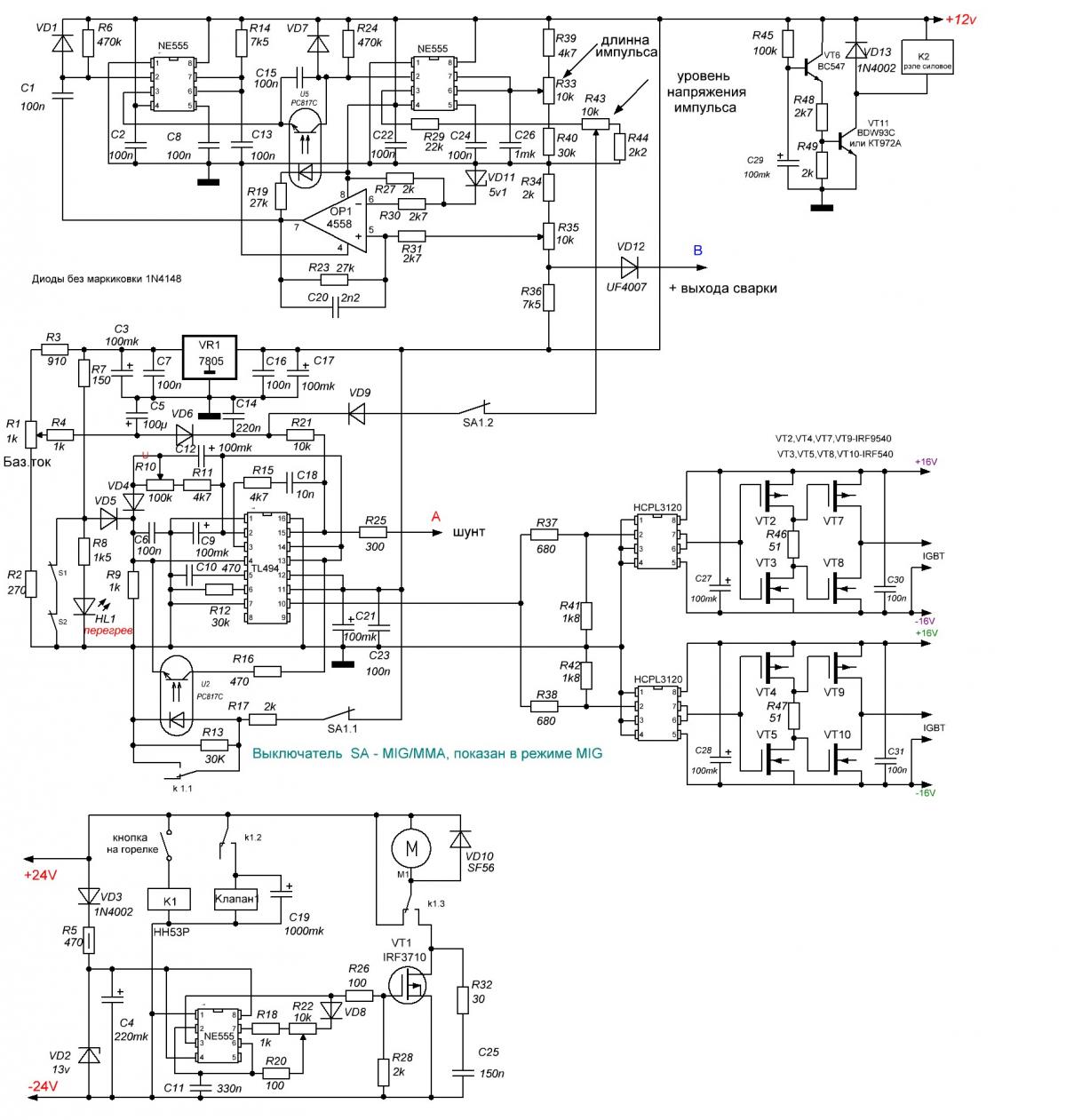
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Поэтому создание точечного сварочного аппарата можно считать оконченным.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.
Сварочные инверторы
, электрическая схема сварочного аппарата Поставщики и производители на Alibaba.com
Если вы ищете высокопроизводительный, надежный и современный. Принципиальная схема сварочного аппарата , не смотрите дальше, чем у Alibaba.com. Огромная коллекция умелых и технологичных. Принципиальная схема сварочного аппарата в наличии на сайте для покупки по самым доступным ценам.Настоящие качественные и оперативные. Принципиальная схема сварочного аппарата Сварочный аппарат сам по себе изготовлен из прочных качественных материалов, чтобы обеспечивать стабильную производительность и непревзойденную надежность.Эти. Принципиальная схема сварочного аппарата оснащены современными технологиями, такими как инвертор MMA постоянного тока, сварочный аппарат переменного тока, и имеют различные допустимые напряжения. Компетентный. Принципиальная схема сварочного аппарата на сайте также легкие, а также переносное инверторное сварочное оборудование на IGBT, которое отличается длительным сроком службы и минимальными затратами на техническое обслуживание.
Alibaba.com имеет огромную коллекцию. Принципиальная схема сварочного аппарата в различных формах, размерах, цветах, характеристиках, мощностях и может соответствовать любым требованиям.Эти продуктивные. Принципиальная схема сварочного аппарата используется в мастерских по ремонту оборудования, в быту, на производственных предприятиях, в автомастерских и т. Д. И во многих других благодаря своей превосходной надежности. Эти. Принципиальная схема сварочного аппарата также доступна в индивидуальном исполнении и обеспечивает отличное формирование сварного шва.
Посетите Alibaba.com и изучите разнообразие. Принципиальная схема сварочного аппарата , подходящая под ваш бюджет и требования.Эти продукты имеют сертификаты ISO, CE, ROHS, EMC и доступны по заказу OEM. Для некоторых моделей также доступна установка на месте и послепродажное обслуживание.
 Эти. Принципиальная схема сварочного аппарата идеально подходит для всех типов тяжелых сварочных работ, независимо от того, являются ли они промышленными, коммерческими или даже жилыми. Эти машины сертифицированы и испытаны ответственными органами и отмечены как безопасные и эффективные в использовании.
Эти. Принципиальная схема сварочного аппарата идеально подходит для всех типов тяжелых сварочных работ, независимо от того, являются ли они промышленными, коммерческими или даже жилыми. Эти машины сертифицированы и испытаны ответственными органами и отмечены как безопасные и эффективные в использовании. 
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК.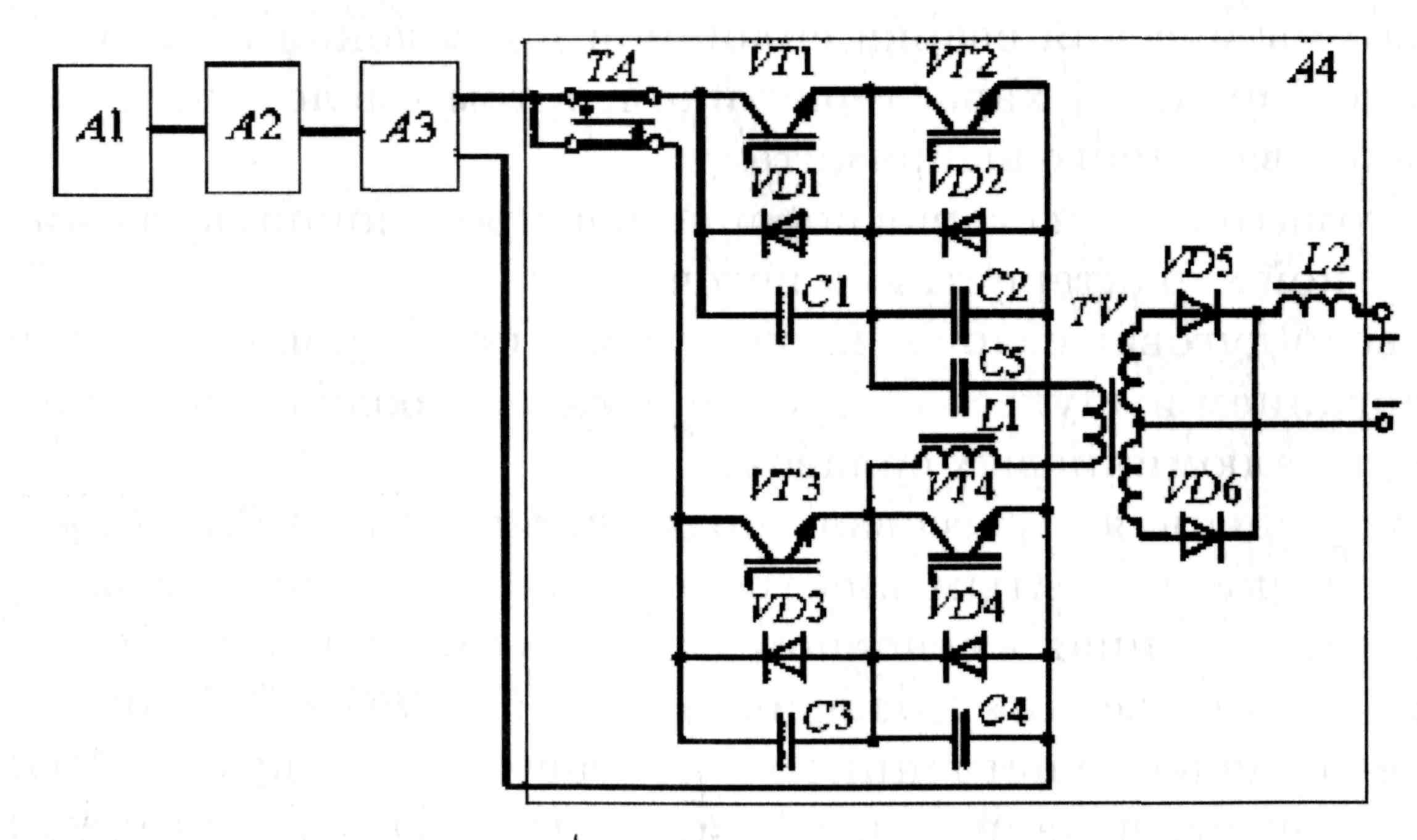 I, ЧАСТЬ B 1.8.5.2
Трансформатор в сварочном аппарате
работает примерно так же, как большая электростанция
трансформатор. Первичное напряжение, поступающее в машину, слишком велико для
безопасная сварка.Следовательно, оно понижается до пригодного для использования напряжения. Это лучше всего проиллюстрировано
с объяснением
о том, как работает единственный трансформатор. 1.8.5.3
В предыдущих параграфах мы имеем
обнаружено, что электрический ток может быть индуцирован
в проводник, когда этот проводник перемещается через магнитное поле к
производят переменный ток. Если
этот переменный ток проходит через проводник,
пульсирующее магнитное поле будет окружать
внешность этого проводника, то есть магнитное поле
будет наращивать интенсивность через первые 90 электрических градусов или первые
цикл.С этого момента
магнитное поле будет спадать в течение следующей четверти цикла до тех пор, пока напряжение
или текущие достигают
ноль при 180 электрических градусах. Сразу же текущее направление меняется на противоположное.
I, ЧАСТЬ B 1.8.5.2
Трансформатор в сварочном аппарате
работает примерно так же, как большая электростанция
трансформатор. Первичное напряжение, поступающее в машину, слишком велико для
безопасная сварка.Следовательно, оно понижается до пригодного для использования напряжения. Это лучше всего проиллюстрировано
с объяснением
о том, как работает единственный трансформатор. 1.8.5.3
В предыдущих параграфах мы имеем
обнаружено, что электрический ток может быть индуцирован
в проводник, когда этот проводник перемещается через магнитное поле к
производят переменный ток. Если
этот переменный ток проходит через проводник,
пульсирующее магнитное поле будет окружать
внешность этого проводника, то есть магнитное поле
будет наращивать интенсивность через первые 90 электрических градусов или первые
цикл.С этого момента
магнитное поле будет спадать в течение следующей четверти цикла до тех пор, пока напряжение
или текущие достигают
ноль при 180 электрических градусах. Сразу же текущее направление меняется на противоположное.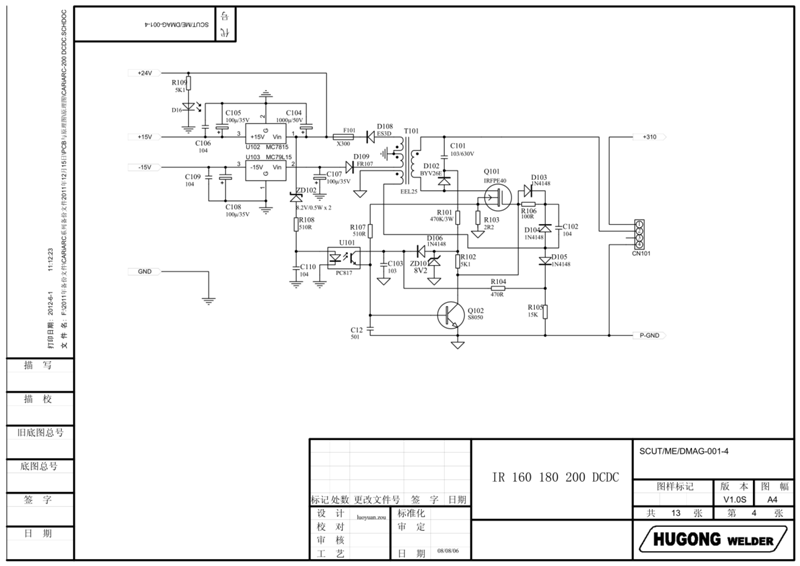 и магнитный
поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов
в цикле. С этого момента
ток и магнитное поле снова начинают затухать, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова.1.8.5.4
Если этот провод намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность воспринимать большое количество магнитных силовых линий)
например, сталь, магнитное поле проникает
это ядро. См. Рисунок
14. Этот проводник называется первичной обмоткой, а если
на один из его выводов подается напряжение
и цепь замкнута,
ток будет течь. Когда наматывается вторая катушка
тот же стальной сердечник, энергия, которая хранится в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная обмотка.1.8.5.5
Это нарастание и крах
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.
Это вызывает электрический ток той же частоты, что и первичная обмотка.
и магнитный
поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов
в цикле. С этого момента
ток и магнитное поле снова начинают затухать, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова.1.8.5.4
Если этот провод намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность воспринимать большое количество магнитных силовых линий)
например, сталь, магнитное поле проникает
это ядро. См. Рисунок
14. Этот проводник называется первичной обмоткой, а если
на один из его выводов подается напряжение
и цепь замкнута,
ток будет течь. Когда наматывается вторая катушка
тот же стальной сердечник, энергия, которая хранится в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная обмотка.1.8.5.5
Это нарастание и крах
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.
Это вызывает электрический ток той же частоты, что и первичная обмотка. течь, когда
вторичный контур замыкается зажиганием сварочной дуги. Помни это
все трансформаторы работают только на переменном
Текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15.Этот
сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт.
витки проволоки
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или
сварочная схема,
Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника. Перед
дуга зажжена,
напряжение между электродом и заготовкой составляет 80 вольт. Помните
что нет тока
(сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
V 80
460 ОБОРОТОВ
V 460
ПОВОРОТЫ БАЗОВЫЙ
ТРАНСФОРМАТОР Принципиальная схема дешевого сварочного инвертора
течь, когда
вторичный контур замыкается зажиганием сварочной дуги. Помни это
все трансформаторы работают только на переменном
Текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15.Этот
сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт.
витки проволоки
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или
сварочная схема,
Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника. Перед
дуга зажжена,
напряжение между электродом и заготовкой составляет 80 вольт. Помните
что нет тока
(сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
V 80
460 ОБОРОТОВ
V 460
ПОВОРОТЫ БАЗОВЫЙ
ТРАНСФОРМАТОР Принципиальная схема дешевого сварочного инвертора, найдите предложения по электросхеме сварочного инвертора на сайте Alibaba.
 com Схема цепи дешевого сварочного инвертора, найдите схему схемы сварочного инвертора на сайте Alibaba.com
com Схема цепи дешевого сварочного инвертора, найдите схему схемы сварочного инвертора на сайте Alibaba.comШанхай, Куньшань, Сучжоу, Уси, Чанчжоу поставляют инвертор постоянного тока точечная сварка сопротивлением стыковая сварка
US $ 28 502,57 / Пакет
2014 Высококачественный инвертор сварочное оборудование MMA сварочный аппарат ZX7-250 сварочный аппарат IGBT инверторный сварочный аппарат
US $ 236.65 — 256.82 / шт
Бесплатная доставка Супер качество от Andeli Factory IGBT Пластиковый передний инверторный сварочный аппарат инверторный сварочный аппарат ZX7 ARC MMA 200a
175 долларов США.75 / шт.
Бесплатная доставка с завода Andeli IGBT DC инверторный сварочный аппарат инверторный сварочный аппарат с полным комплектом аксессуаров ZX7 ARC MMA 200a
147,25 долларов США / кусок
Бесплатная доставка Горячий IGBT DC инверторный сварочный аппарат дешевый небольшой портативный сварочный аппарат ZX7-200 с полным комплектом аксессуаров
US $ 158. 00 / piece
00 / piece
Бесплатная доставка супер качество от сварочных инструментов сварочного аппарата инвертора постоянного тока IGBT фабрики Andeli с держателем зажима земли
166 долларов США.25 / шт.
NBC500 инверторный газовый сварочный / сварочный аппарат оптом
1300 долларов США / кусок
NBC серия NBC500 инверторный газовый сварочный / сварочный аппарат оптом
1150 долларов США / кусок
ZX7-630I серия инверторный сварочный аппарат на постоянном токе оптовая
US $ 835.00 / piece
Частично свободная перевозка груза Saipwell Оптовая / розничная продажа сварочного аппарата Mig-250Y инвертора IGBT IGBT (пластиковая передняя панель) DHL быстро
1066 $.0
Сварочный аппарат Huayuan WSM-315 400IGBT, инверторная импульсная сварка TIG, ручная сварочная машина двойного назначения, прямая
US $ 1786.00 / шт
ИНВЕРТОРНАЯ ПЛАЗМЕННАЯ СВАРОЧНАЯ МАШИНА (CUT50)
US $ 330.00 / piece
Сыт по горло поиск поставщиков? Попробуйте запрос предложений! | Запрос коммерческого предложения
Настройка обработки апелляции
|
Бесплатная доставка Супер качество однофазный 220 / 230V IGBT инверторно-дуговой сварочный аппарат ZX7-200C MMA-200 сварочное оборудование
148 долларов США. 00 / шт
00 / шт
Частично бесплатная доставка Сварочный аппарат Saipwell / инвертор TIG / MMA на постоянном токе двойной TIG-400 / многофункциональный сварочный аппарат
1085,0 $
Популярное в Китае IGBT DC Инверторное сварочное оборудование Сварочный аппарат MMA ZX7-200C с полным комплектом аксессуаров Бесплатная доставка
US $ 148.00 / шт
Лучшая цена с завода DongSen Портативный мини-сварщик IGBT DC Инверторные сварочные аппараты ZX7-200C
US $ 94.05 / Шт.
Бесплатная доставка IGBT DC Inverter Китайский дешевый TIG Welder TIG сварочный аппарат TIG MMA 2 in1 2шт 5% скидка
305 долларов США.00 / шт
Портативный инверторный сварочный аппарат TIG MMA Плазменный резак Многофункциональный сварочный аппарат
516,76 долл. США / шт.
Комплект для инверторной сварки постоянного тока IGBT переносной 140-амперный сварочный аппарат для дуговой сварки MMA сварочный аппарат только переносной 3,6 кг
311,04 долл. США / шт.
США / шт.
Бесплатная доставка Beauty Design DC Inverter Argon Welder 250amp Tig Welder TIG / MMA 2 in 1 Russian Brazil больше подходит
305,00 долларов США / кусок
Популярный в Китае IGBT DC Inverter сварочное оборудование Сварочное оборудование MMA ZX7-200 с электрододержателем и заземлением зажим
94 доллара США.05 / шт
IGBT ARC-200 инверторные сварочные аппараты лучший сварочный инвертор mma
144,00 долларов США / кусок Инструмент
201,69
Бесплатная доставка Качество IGBT DC Инверторный сварочный аппарат MMA Сварочное оборудование ZX7-250 Инверторный сварочный аппарат Цифровой дисплей 220V / 380V
274 доллара США.55 / штука
3 в 1 STAHLWERK MIG-200 Инверторный сварочный аппарат MIG / MIG / MMA Сварочный аппарат
$ 699,95
Ручной инверторный электросварочный аппарат AC110 / 220V 20-180A Регулируемый IGBT-инвертор
250.97
JUBA Сварочное оборудование сварочное оборудование JUBA Инверторный сварочный аппарат MMA ARC ZX7-200 с комплектными деталями
156,75 долларов США / кусок
Shanghai Olympians двойной сварочный аппарат WS-400 инверторный сварочный аппарат постоянного тока TIG / MMA двойного назначения
617 долларов США. 50 / шт.
50 / шт.
Горячие продажи JUBA IGBT Portable Mini Inverter MMA ARC ZX7-200 сварочный аппарат с кабельным электрододержателем 10M и зажимом заземления
204,25 долларов США / шт. , новости, мнения, видео или информация, размещенные на этой веб-странице (за исключением всей интеллектуальной собственности, принадлежащей Alibaba Group на этой веб-странице), загружаются зарегистрированными участниками Alibaba. Если вы подозреваете какое-либо несанкционированное использование ваших прав интеллектуальной собственности на этой веб-странице, сообщите нам об этом по следующему адресу: ali-guide @ service.alibaba.com. Принципиальная схема сварочного инвертора
-Aprilia Rsv Mille Электросхема
представляет собой визуальное представление компонентов и кабелей, связанных с электрическим подключением. Эта графическая диаграмма показывает нам физическое соединение, которое намного легче понять в электрической цепи или системе. На электрической схеме могут быть обозначены все соединения с указанием их взаимного расположения.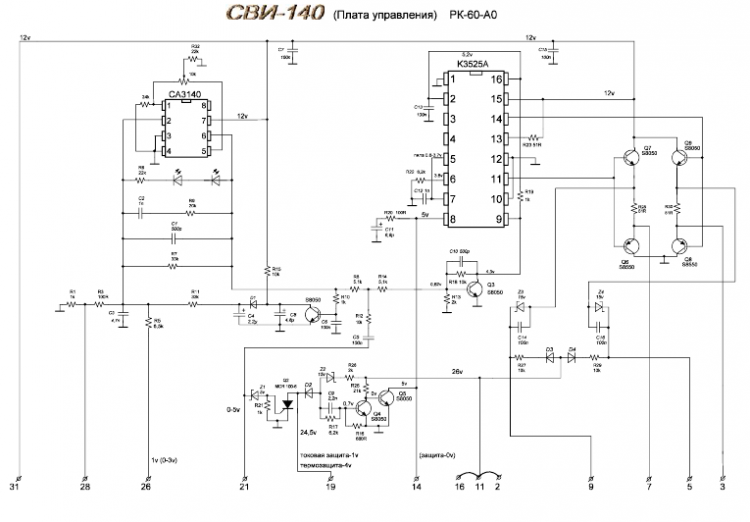 Использование этого массива может быть положительно признано в производственном проекте или при решении электрических проблем.Это может предотвратить большой ущерб, который даже подорвет электрические схемы. широко используются в производстве схем или других проектах электронных устройств.
Использование этого массива может быть положительно признано в производственном проекте или при решении электрических проблем.Это может предотвратить большой ущерб, который даже подорвет электрические схемы. широко используются в производстве схем или других проектах электронных устройств.
Компоновка облегчает общение между инженерами-электриками, проектирующими электрические схемы и реализующими их. Фотографии также пригодятся при ремонте. Он показывает, была ли установка спроектирована и реализована надлежащим образом, подтверждая регуляторы безопасности. А обычно дает информацию об относительном положении и расположении устройств и клемм на устройствах, чтобы помочь в создании или обслуживании устройства.Это не похоже на схематическую диаграмму, где расположение соединений компонентов на схеме обычно не соответствует физическому расположению компонентов в готовом устройстве. На картинке будет отображаться больше деталей внешнего вида, тогда как в схеме соединений используются более символические обозначения, чтобы подчеркнуть взаимосвязи, а не внешний вид.
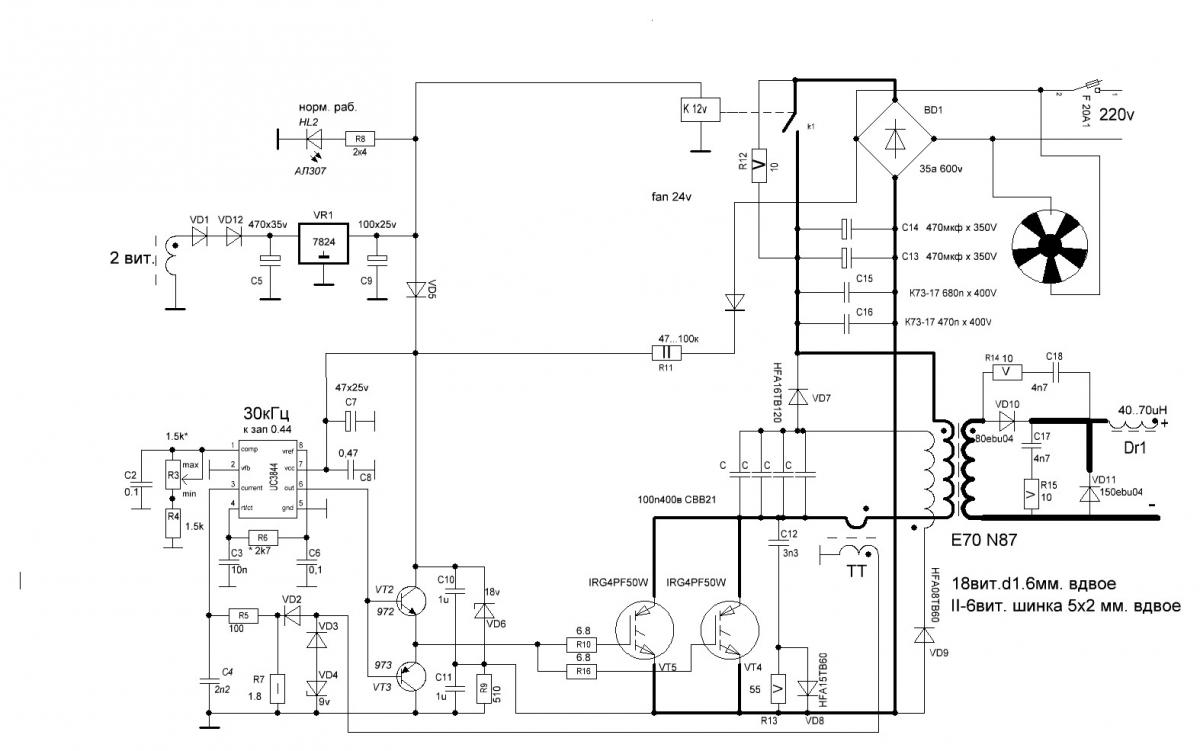 Картинка даже не пытается быть четкой или эффектной. Человек, хорошо разбирающийся в схемах электропроводки, может понять только изображения.Электрическая схема
Картинка даже не пытается быть четкой или эффектной. Человек, хорошо разбирающийся в схемах электропроводки, может понять только изображения.Электрическая схемаСварочный инвертор — для Gmc Yukon 2003 г. Схема соединений
представляет собой визуальное представление компонентов и кабелей, связанных с электрическим подключением. Эта графическая диаграмма показывает нам физическое соединение, которое намного легче понять в электрической цепи или системе. На электрической схеме могут быть обозначены все соединения с указанием их взаимного расположения. Использование этого массива может быть положительно признано в производственном проекте или при решении электрических проблем.Это может предотвратить большой ущерб, который даже подорвет электрические схемы. широко используются в производстве схем или других проектах электронных устройств.
Компоновка облегчает общение между инженерами-электриками, проектирующими электрические схемы и реализующими их. Фотографии также пригодятся при ремонте.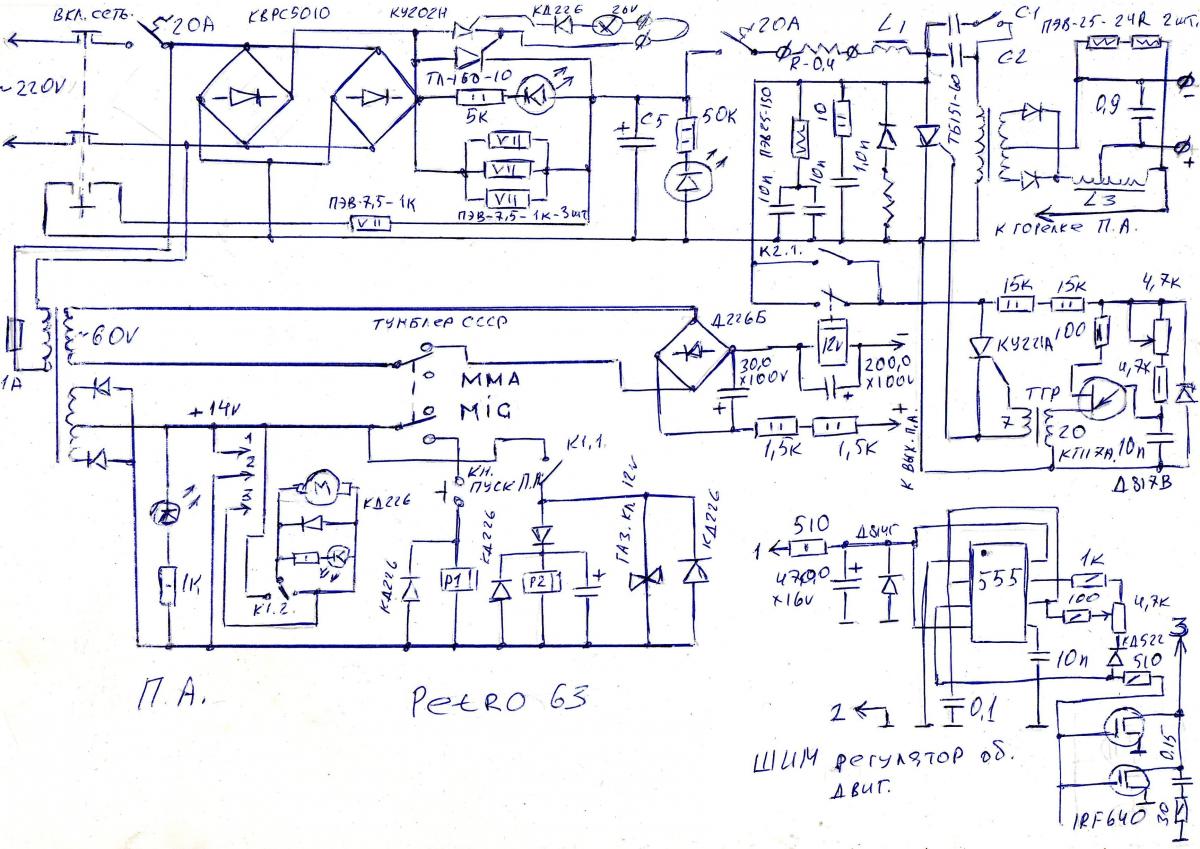 Он показывает, была ли установка спроектирована и реализована надлежащим образом, подтверждая регуляторы безопасности. А обычно дает информацию об относительном положении и расположении устройств и клемм на устройствах, чтобы помочь в создании или обслуживании устройства.Это не похоже на схематическую диаграмму, где расположение соединений компонентов на схеме обычно не соответствует физическому расположению компонентов в готовом устройстве. На картинке будет отображаться больше деталей внешнего вида, тогда как в схеме соединений используются более символические обозначения, чтобы подчеркнуть взаимосвязи, а не внешний вид.
Он показывает, была ли установка спроектирована и реализована надлежащим образом, подтверждая регуляторы безопасности. А обычно дает информацию об относительном положении и расположении устройств и клемм на устройствах, чтобы помочь в создании или обслуживании устройства.Это не похоже на схематическую диаграмму, где расположение соединений компонентов на схеме обычно не соответствует физическому расположению компонентов в готовом устройстве. На картинке будет отображаться больше деталей внешнего вида, тогда как в схеме соединений используются более символические обозначения, чтобы подчеркнуть взаимосвязи, а не внешний вид.