Технические характеристики токарного станка ТВ-6
Назначение и область применения
Новая модель станка, заменила ТВ-4, более устаревший агрегат. Даже при упрощенной конструкции, станок ТВ-6 имеет все необходимые составные элементы обычных винторезных устройств.
Наделен 6-ю скоростным шпинделем, 4-мя скоростями подач в суппорт, предполагает нарезание метрической резьбы без необходимости переставлять шестерни в гитаре.
ТВ-6 подходит для следящих видов работ:
- Проточка и расточка поверхности цилиндрического и конического типа.
- Подрезка торцов.
- Отрезка.
- Нарезка резьбы метрического типа.
- Сверление.
Описание и назначение токарного станка ТВ 6
Токарно винторезный станок ТВ 6 в состоянии полностью удовлетворить большинству технологических требований к процессам обработки деталей. Его разработали как замену станка модели ТВ-4. Агрегат ТВ 6 несколько отличается от своего предшественника. Это большие мощность двигателя и перемещение резцовой каретки, меньшая длина самого станка и прочее.
Агрегат чаще всего используют в условиях частных СТО, а также в школьных производственных мастерских для обучения детей основам обработки металлов резанием. Станок ТВ 6 предназначен для выполнения относительно не сложных операций. Но специалист-токарь высокой квалификации вполне также сможет точно выточить на нем детали весьма сложной формы. Такие агрегаты применяют в основном в качестве учебного оборудования для работ по металлу, в т. ч. сталей и цветных сплавов. Для резания пластмасс и других подобных материалов станок использовать не рекомендуется, т.к. возможности подавать смазочно-охлаждающие жидкости (СОЖ) в зону резания нет. Ведь в процессе таких работ может выделяться мелкая агрессивная пыль, вредно влияющая на организм учащихся.
Токарные станки ТВ 6 начали выпускать на Ростовском заводе малогабаритного станочного оборудования почти 40 лет назад. Агрегат до сих пор пользуется спросом, в особенности для небольших домашних мастерских. Все запчасти и комплектующие для него доступны для покупки по разумным ценам.
Все запчасти и комплектующие для него доступны для покупки по разумным ценам.
Конструкция токарного станка ТВ 6 сделана максимально простой. Тем не менее, он насчитывает большинство узлов, характерных для полновесных токарно винторезных агрегатов. Это суппорт, коробки – передач и подач, ходовые – винт и вал, гитара. Возможности указанных коробок обеспечивают 3-и подачи в сочетании с 6-ю скоростями шпинделя. Все это, к примеру, позволяет нарезать метрическую резьбы разного шага, выполнить другие операции.
Выход шпинделя из передней бабки выполнен резьбовым. Поэтому монтаж на него 3-х кулачкового патрона (диаметр 100 мм) делается через план-шайбу. В качестве привода станка использован электродвигатель. Он передает крутящий момент по шкивам ременной передачи на вход коробки передач, а оттуда через зубчатые колеса – к шпинделю (его реверс за счет электропривода). Далее вращение передается гитаре, а от нее – коробке подач.
Отсюда движение идет к ходовому винту/валу, в зависимости от выполняемой операции (нарезка резьбы или обтачивание). Гайка в фартуке и проходящий через нее ходовой вал обеспечивают суппорту продольное перемещение вдоль направляющих станины. Масло на шестерни коробки передач попадает за счет разбрызгивания из поддона. Направляющие станины, заднюю бабку, механизмы гитары, фартука и суппорта нужно смазывать в ручном режиме каждую смену.
Кинематическая схема токарного станка ТВ 6 облегчит освоение его внутреннего строения специалистами-ремонтниками, инженерно-техническим персоналом вспомогательных участков предприятий.
В паспорте токарного станка ТВ 6 приведен возможный перечень базовых операций по токарной обработки:
- Подрезание торцов и выполнение фасок.
- Сверление отверстий, их развертка и зенковка.
- Порезка заготовок.
- Нарезание метрической резьбы (три размера по шагу).
- Расточка и точение цилиндрических и конических деталей.
При этом можно достичь достаточно высокого класса шероховатости поверхности деталей. Для резания рекомендуется использовать инструмент, сделанный серийно и соответствующий нормативным документам.
Для резания рекомендуется использовать инструмент, сделанный серийно и соответствующий нормативным документам.
Конструктивные элементы
Агрегат имеет классическую компоновку, свойственную данному типу оборудования. К основным элементам можно причислить:
- Переднюю и заднюю бабку.
- Коробку подач.
- Несущую станину.
- Сменную гитару.
- С защитным кожухом и экраном.
- Устройство, регулирующее подачу смазывающих веществ.
- Наличие фартука.
Каждый элемент расположен на своем обычном месте, определенные части можно заменять и сменять при обслуживании.
 youtube.com/embed/vgSd-Qk3BGE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/vgSd-Qk3BGE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Основные компоненты станка
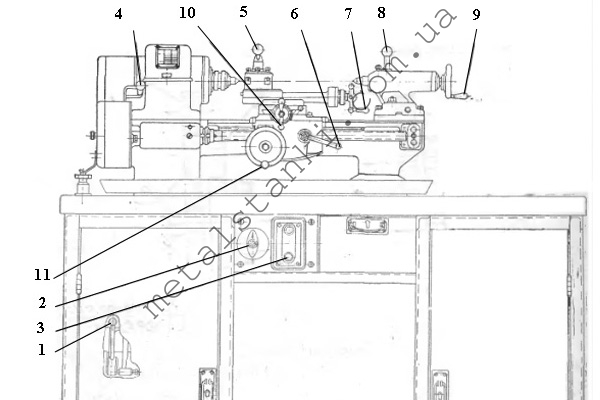
ТВ-6 имеет классическую компоновку: закрепленный на станине неподвижный шпиндельный узел и подвижный держатель (суппорт) резцовой головки. Имеется поддерживающая (задняя) бабка. Чтобы учащимся пригодились в будущем практические занятия, конструкция учебного прототипа содержит все узлы настоящего станка с их привычными названиями. Вот так выглядит рассматриваемый станок (Фото 1).
фото1
Станина
Вместе с двумя подставками (тумбами) образует несущее основание для установки всех узлов. У токарных станков основание имеет портальную компоновку (напоминает букву П). Сама станина изготавливается из чугуна.
На ней неподвижно закрепляются: передняя бабка (ПБ), передаточный механизм (гитара), коробка подач (КП), а также ходовой вал, винт и зубчатая рейка. Сверху имеются 2 пары направляющих (по одной призматической и одной плоской в паре). Они служат для перемещения суппортного узла и задней бабки. Внутри левой тумбы устанавливается приводной двигатель, правой — пусковая электроаппаратура.
Передняя бабка
Откуда, кстати, это название? В общем случае оно обозначает узел для опоры или поддержки какого-то элемента. Если речь идет о ПБ токарного станка, то она служит в первую очередь опорой для шпиндельного узла. Коробка скоростей (КС) иногда является независимым узлом, иногда входит в состав ПБ.
В станках классической компоновки, к которым относится и ТВ-6, КС составляет с ПБ одно целое. Шпиндель ТВ-6 имеет переднюю опору, состоящую из двух радиально-упорных подшипников, установленных спиной друг к другу. С помощью регулировочной гайки можно регулировать натяг в подшипниках, когда появится заметная осевая игра шпинделя. Задняя опора — нерегулируемая, и состоит из одного радиального шарикоподшипника.
КС включает в себя 4 вала (включая шпиндельный), несколько стационарных шестерен и 3 подвижных: одиночная, двух- и трехвенцовая. Левой рукояткой переключают направление подачи или шага резьбы. Двумя другими включают нужную скорость вращения.
Передняя часть шпинделя имеет цилиндрическое посадочное место для зажимного патрона, который крепится с помощью резьбового соединения. Для зажима заготовок большого диаметра используют обратные кулачки.
Юстировку передней бабки производят 2-мя регулировочными винтами, добиваясь при этом параллельности оси шпинделя направляющим станины.
Гитара
Этот узел служит для привода коробки подач. Вращение передается через две зубчатых передачи и одну паразитную шестерню. Паразитка нужна при использовании сменных шестерен, которых здесь, к сожалению, нет. Если подобрать или изготовить дополнительные шестерни, вместо 3-х можно получить 5 или 6 шагов нарезаемой резьбы. Пока же передаточное отношение гитары составляет 1:4.
Коробка подач
Ее назначение состоит в передаче вращающего момента на приводные вал или винт, чтобы обеспечить движение суппорта с различной подачей или шагом. Внутреннее устройство КП аналогично коробке скоростей: набор зубчатых колес, передвижной трехвенцовый блок и сцепная муфта. Управляют КП с помощью 2-х переключателей: левым устанавливают нужный параметр, правым — включают необходимый вал.
Управляют КП с помощью 2-х переключателей: левым устанавливают нужный параметр, правым — включают необходимый вал.
Фартук
Называется так, потому что напоминает одноименный кухонный атрибут (подвешивается к продольному суппорту). Служит для преобразования вращения одного из 2-х валов в линейное движение суппорта. Внутри находятся 2 передачи (червячная и зубчатая). Когда вращается ходовой вал, червячная пара работает вхолостую.
Чтобы включить подачу, сначала соединяют ведущую шестерню с зубчатой рейкой. После этого левой рукояткой фартука включают кулачковую муфту, в результате червячное колесо станет вращаться вместе с реечной шестерней, и суппорт получит продольное перемещение.
Для нарезания резьбы включают ходовой винт, выводят из зацепления с рейкой ведущую шестерню и правой рукояткой включают маточную гайку, связанную с суппортом. Последняя обхватит резьбу винта, и суппорт придет в движение. Рукоятки имеют блокировку, поэтому включить одновременно резьбу и подачу невозможно.
Суппорт
Так называют узел, на котором закрепляют режущие инструменты. На классических токарных станках он подвижный, имеет 2 взаимно перпендикулярные перемещения: вдоль и поперек оси вращения заготовки. В связи с этим состоит из 2-х элементов: нижнего продольного суппорта и верхнего поперечного.
Продольный перемещается по одной призматической и одной плоской направляющей. Призматическая, как более мощная, расположена спереди, поскольку на нее приходится основное усилие от силы резания. У поперечного суппорта направляющие выполнены в форме ласточкиного хвоста. На ТВ-6 автоматическая подача поперечной каретки отсутствует.
Наконец, сверху имеются еще одни салазки — поворотные, тоже с ласточкиным хвостом. С их помощью обтачивают конические поверхности. На поворотной каретке установлен 4-х позиционный резцедержатель. Высота устанавливаемого резца (от вершины до опорной поверхности) — 12 мм.
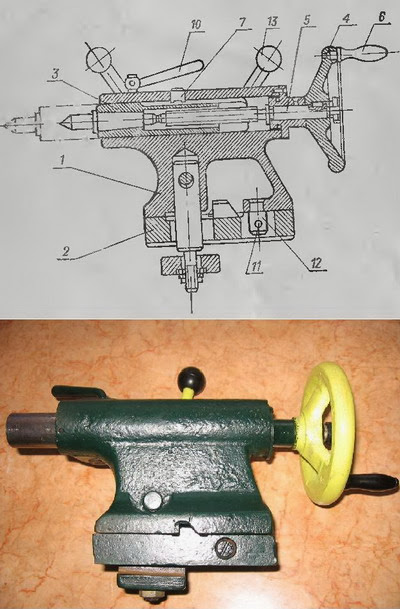
Задняя бабка
Служит для поддержки длинных заготовок при наружном обтачивании. Для этого в коническое отверстие пиноли устанавливают вращающийся или неподвижный центр. Последний, благодаря отсутствию подшипников, дает более высокую точность обработки. Если при обтачивании в центрах станок дает конусность, следует выставить заднюю бабку с помощью регулировочного винта, ослабив перед этим крепление ее к направляющим станины.
Для этого в коническое отверстие пиноли устанавливают вращающийся или неподвижный центр. Последний, благодаря отсутствию подшипников, дает более высокую точность обработки. Если при обтачивании в центрах станок дает конусность, следует выставить заднюю бабку с помощью регулировочного винта, ослабив перед этим крепление ее к направляющим станины.
Электрооборудование
3-х фазный электродвигатель подключается к сети переменного тока напряжением 380 В с помощью главного выключателя. Плавкие предохранители защищают обмотки статора от перегрузки. Лампа местного освещения запитана от понижающего трансформатора на 36 В. Двигатель включается с помощью реверсивной кнопочной станции, и магнитных пускателей, находящихся в электрощите внутри правой тумбы. Электросхема станка показана на рисунке 1. Большинство владельцев переделывают электросхему на 220 В.
Смазка
Узлы, требующие смазки и способ ее выполнения:
- Шестерни передней бабки и коробки подач (картерная смазка). Перед заливкой масла необходимо снять верхнюю крышку. Контроль уровня масла — с помощью стеклянных маслоуказателей. Слив масла производится через сливные пробки.
- Механизмы фартука смазывают через смазочные отверстия на каретке продольного суппорта.
- Пиноль задней бабки, направляющие станины и суппортов, ходовой вал и винт — методом полива из масленки.
Применяемое масло — Индустриальное-30А.
Схема органов управления
Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.

- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.

Комплектация
Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
 com/embed/zt24PU1KItk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/zt24PU1KItk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.
`
Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Важно!
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.
Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.
Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.
Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.

Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.
Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Технические характеристики
Использовать это оборудование можно только для обработки изделий из стали и цветных металлов. Запрещено использовать материалы, выделяющие мелкодисперсную пыль и летучие соединения, вредные для здоровья. Токарный станок ТВ-6, технические характеристики которого достаточно скромные, идеально подходит не только для учебных мастерских.
Габариты станка небольшие: длина 144 см, ширина 11 см, высота 47 см. Весит 300 кг. Такие параметры позволяют устанавливать его даже в небольшом помещении.
К важным характеристикам такого оборудования относится высота его центральных участков в зависимости с опорной частью поверхности резца. От этого зависит, какие резцы можно использовать в работе. У этой модели токарного станка она составляет 12 мм, поэтому резцы для неё подходят с шириной и высотой державки не более 12×12 мм.
Максимально допустимые размеры обрабатываемых деталей:
- Ø 8 см — если обработка происходит над суппортом;
- Ø 20 см — если деталь обрабатывается над станиной;
- длина заготовок возможна для обработки на этом станке только до 35 см;
- наибольшая длина протачивания до 30 см.
Установленный на станке суппорт имеет такие параметры:
- поперечное перемещение имеет допустимый показатель до 100 мм;
- продольное перемещение имеет допустимый показатель до 300 мм;
- самая большая величина для перемещения резцовых салазок — 85 мм. Вместе с резцедержателем они могут поворачиваться под углом в 45 градусов;
- установленный на станке суппорт позволяет делать нарезки метрической резьбы трех видов;
- продольное передвижение суппорта осуществляется путём трехступенчатой регулировки подач;
- наибольшее количество подач — 0,12 об/мин.
 Вместе с резцедержателем они могут поворачиваться под углом в 45 градусов;
Вместе с резцедержателем они могут поворачиваться под углом в 45 градусов;Шпиндель, входящий в оснащение станка, обладает такими параметрами:
- Прямое и обратное вращение осуществляется с максимальной частотой до 700 об/мин.
- Имеет шесть ступеней регулировки для его прямого вращения.
- Сквозное отверстие для прутка имеет диаметр не более 12 мм.
- Следует учесть, что блокировка рукояток узла и система его торможения в этом станке не предусмотрена.
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.
Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно!
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
Технические характеристики токарно-винторезного станка ТВ-6М.
| Величины | ||
| Наибольший диаметр обрабатываемого прутка | мм | 12 |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 200 |
| Наибольший диаметр обрабатываемой заготовки над суппортом | мм | 80 |
| Наибольшая длинна обтачивания | мм | 300 |
| Шаг нарезаемой резьбы, метрический | 0,8; 1; 1,25 | |
| Высота центров | мм | 108 |
| Расстояние между центрами | мм | 35 |
| Частота вращения шпинделя | об/мин | 130-700 |
| Масса станка | кг | 300 |
| Габаритные размеры станка | мм | 110х470х110 |
Токарно-винторезный станок ТВ-114 | ЗАО КомТех — малогабаритное станочное оборудование
Система ЧПУ GSK980TDb, установленная на станке, является новой усовершенствованной программной и аппаратной продукцией. Программирование осуществляется в стандартных G-кодах в соответствии с кодом ISO. Для сокращения написания УП система ЧПУ поддерживает программирование при помощи циклов. ЧПУ имеет USB интерфейс, при помощи которого можно осуществлять копирование, передачу и редактирование УП.
Детальное описание товара:
Станок оснащен системой ЧПУ KT GSK980TDb. Комплектуется автоматической 4-х позиционной РГ LD4-CK0625 с вертикальной осью вращения с сечением резца 20х20. Перемещение по осям осуществляется при помощи шариковых винтовых пар.
Перемещение по осям осуществляется при помощи шариковых винтовых пар.
Базовая комплектация:
- 3-х кулачковый патрон, диаметром 160 мм
- 4-х позиционная резцовая головка с вертикальной осью вращения LD4-CK0625
- Центральная система подачи СОЖ
- Светильник местного освещения
- Ключи накидные для прокручивания ШВП, 2шт.
- Ключ к патрону
- Ключ к резцовой головке
- Руководство по эксплуатации станка
- Паспорт станка
- Руководство по эксплуатации системы ЧПУ KT GSK980TDb
- Руководство по эксплуатации сервоприводов
- Руководство по эксплуатации резцовой головки LD4-CK0625
Дополнительная комплектация:
- Вращающийся задний центр КМ-2
- Центр упорный 7032-0029 ГОСТ 13214-79 Морзе 4
- 4-х позиционная РГ LD4-CK0620 с вертикальной осью вращения, сечение резца 16х16
- Набор резцов токарных 6 шт. с комплектом пластин (в зависимости от типа РГ)
- Патрон сверлильный 13В16 ГОСТ 8522-79
Технические характеристики ТВ-114:
| Показатели силовых характеристик | |
| Общая потребляемая мощность | 8,5 кВт |
| Мощность главного привода (шпинделя) | 5,5 кВт |
| Мощность привода подач оси Z | 1,2 кВт |
| Мощность привода подач оси Х | 0,75 кВт |
| Крутящий момент привода шпинделя | 27 Нм |
| Крутящий момент привода оси Z, Нм | 4,0 Нм |
| Крутящий момент привода оси X, Нм | 2,4 Нм |
| Параметры питающей электросети | |
| Частота | 50 Гц |
| Напряжение | 380 В |
| Потребляемый ток | перем. |
| Показатели основных и вспомогательных движений станка | |
| Частота вращения шпинделя | 50 — 2500 об/мин |
| Скорость перемещения по оси Х | 6 м/мин. |
| Скорость перемещения по оси Z | 10 м/мин. |
| Конус шпинделя | Морзе 4 |
| Конус пиноли задней бабки | Морзе 2 |
| Перемещение суппорта продольное | 800 мм |
| Перемещение суппорта поперечное | 160 мм |
| Перемещение пиноли задней бабки | 70 мм |
| Сечение устанавливаемого резца | 20х20 мм |
| Диаметр трехкулачкового токарного патрона | 160 мм |
| Параметры устанавливаемого изделия | |
| Наибольший диаметр, устанавливаемый над станиной | 300 мм |
| Наибольший диаметр, устанавливаемый над поперечной салазкой | 160 мм |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе | 34 мм |
| Наибольшая длина обтачивания (в центрах) | 700 (750) |
| Показатели габаритов и массы | |
| Габаритные размеры, в кабинете, мм (Д х Ш х В) | 2110х1140х1750 |
| Масса станка, кг | 750 |
1А616 технические характеристики
Сведения о производителе токарно-винторезного станка 1604
Производителем токарного станка 1604 являет Одесский опытно-механический завод, основаный в 1946 году.
Разработчик токарного станка 1604 — Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом
- 1П611
— токарно-винторезный станок Ø 250 - 16Б05А
— токарно-винторезный станок Ø 250 - 16Б05П
— токарно-винторезный станок Ø 250, Кировакан - 16М05А
— токарно-винторезный станок Ø 250 - 1604
— токарно-винторезный станок Ø 200 - OT-4
станок токарно-винторезный Ø 250 - OT-5
токарно-винторезный станок Ø 250
Посадочные и присоединительные базы токарного станка 1624М
Посадочные и присоединительные базы токарного станка 1624м
Станина токарно-винторезного станка 1624м
Общий вид токарно-винторезного станка 1604
Фото токарного станка 1604
Фото токарного станка 1604
Расположение узлов и органов управления токарно-винторезным станком 1604
Расположение узлов и органов управления токарно-винторезным станком 1604
Спецификация основных узлов токарно-винторезного станка 1604
- 14. Вариатор
- 15. Тумба
- 25. Передняя бабка
- 30. Гитара
- 40. Фартук
- 45. Суппорт
- 50. Задняя бабка
- 55. Охлаждение
- 65. Ограждение
- 75. Принадлежности
- 82. Переключатель
- 83. Электрооборудование
- 95. Устройство для смазки
Расположение органов управления токарно-винторезным станком 1604
- Рукоятка изменения вращения шпиндели и торможения
- Кнопка «Все стоп»
- Переключатель изменения величины продольной подачи
- Рукоятка перебора
- Маховичок зажима цанги
- Рукоятка трензеля
- Выключатель освещения
- Рукоятка ручного поперечного перемещения суппорта
- Рукоятка включения и выключения маточной гайки
- Рукоятка зажима пиноли
- Рукоятка зажима бабки
- Маховичок перемещения пиноли
- Рукоятка перемещения верхней каретки
- Вводной выключатель
- Выключатель охлаждения
- Рукоятка перегрузочного механизма
- Переключатель изменения направления подачи и ускоренного перемещения суппорта
- Маховичок ручного продольного перемещения суппорта
- Маховичок изменения числа оборотов шпинделя
1624М Станок токарно-винторезный универсальный.
 Назначение и область применения
Назначение и область примененияПо своей конструции станок 1624м наиболее близок к конструкции станка 1А625
производства этого же завода, разработанного на московсом заводе Красный Пролетарий.
Токарно-винторезный станок 1624м предназначен для выполнения широкого круга токарных работ на чистовых и получистовых режимах. На черновых и обдирочных режимах использовать его не рекомендуется. Высокие скорости шпинделя делают пригодным станок для работы на скоростных режимах, при этом обеспечивается рациональное использование современных марок твердых сплавов. Станок приспособлен к нарезанию основных четырех типов резьб, а при сокращенной кинематической цепи коробки подач (прямое включение ходового винта) дает возможность производить нарезание нестандартных резьб. Конструкция станка предусматривает наличие двух диапазонов скоростей.
Наличие преселективного управления скоростями шпинделя облегчает и ускоряет процесс изменения чисел оборотов шпинделя и тем самым уменьшает непроизводительные потери времени.
Конструкция токарно-винторезного станка 1604
Вариатор токарно-винторезного станка 1604
Вариатор токарно-винторезного станка 1604
Привод вращения шпинделя выполнен в виде бесступенчатого клиноременного вариатора с раздвижными шкивами 1 2, 5, 6, перемещающимися по валам 3 и 7 (рис. 8).
Валы смонтированы на подшипниках качения в расточках кронштейна 8, к которому прикреплен электродвигатель 9.
Изменение числа оборотов шпинделя осуществляется только на ходу станка поворотом маховика 10. валика 11, червяка 12, зацепляющегося с червячным колесом — гайкой 13, приводящего к осевому перемещению винта — валика, на котором укреплена вилка 4, перемещающая подвижные диски 2-5
Передняя бабка токарно-винторезного станка 1604
Передняя бабка устанавливается и закрепляется слева сверху станины на плоскости (рис, 9). В передней бабке собраны шпиндель 6} перебор 5, привод для нарезания резьб 1, трензель 11 и механизм управления 8.
Вращение шпинделю передается от шкива 4 непосредственно через зубчатую муфту 3, либо через перебор 5. Передаточное отношение перебора 1 : 8. В передней опоре шпинделя установлены роликовый двухрядный подшипник 7, воспринимающий радиальные нагрузки, и два упорных шарикоподшипника 9, воспринимающих осевые нагрузки. В задней опоре шпинделя установлен радиальный шарикоподшипник. Задняя опора шпинделя 6 и приводного шкива 4 расположены в кронштейне, прилитом к корпусу 12 передней бабки, что позволяет менять ремни без разборки шпинделя. Привод нарезания резьбы получает вращение от шпиндельной шестерни 10 и снижает скорость вращения первого вала гитары 2 и втрое по отношению к шпинделю, а также позволяет осуществить реверсирование гитары при нарезании правых и левых резьб.
С помощью рукоятки 13 на передней крышке бабки привод нарезания резьб при продольной механической подаче полностью отключается.
Гитара токарно-винторезного станка 1604
Гитара (рис. 10) состоит из корпуса 4, прикрепленного к передней бабке, приклона 2 и крышки 1. Приклон поворачивается на фланце выводного валика 5 передней бабки и закрепляется в нужном положении болтом 3. В пазу приклона закрепляется ось 7 сменных шестерен 6.
Фартук токарно-винторезного станка 1604
Фартук (рис. 11) служит для передачи движения суппорту от ходового винта при нарезании резьбы и для продольной подачи от отдельного электродвигателя 4, укрепленного на боковой стенке фартука.
Движение от ходового винта передается при включении маточной гайки 1.
Продольная подача осуществляется посредством электродвигателя постоянного тока с приводом от магнитного усилителя (диапазон регулирования 1 : 14). Вращение двигателя передастся через червячную передачу 2, 3 и три пары шестерен 8, 9, 10, 11, 13, 14 на реечную шестерню 5. В фартуке имеется перегрузочная муфта 12, маслонасос для смазки механизмов фартука, на наружной стенке размещен лимб продольной подачи 6 и маховичок ручного перемещения 7.
Включение подачи и маточной гайки сблокировано.
Задняя бабка станка 1604
Задняя бабка имеет отдельные направляющие на станине и зажимается на ней при помощи эксцентрика 7 (рис. 12).
Пиноль 4 задней бабки имеет постоянное направление в корпусе 3 и перемещается с помощью винтовой пары 1, 2 На пиноли нанесены деления, позволяющие отсчитывать длину перемещения при сверлении. Зажим пиноли осуществляется рукояткой 5, поворотом которой притягивается прижимная планка 8 к плоскости станины.
Поперечное смещение бабки производится винтами 9 и фиксируется в нужном положении.
Суппорт станка 1604
Суппорт станка — обычный, крестовой конструкции, обеспечивающий перемещение резца в продольном и поперечном направлениях (рис. 13).
Люфт в винтовой паре 1 выбирается с помощью разрезной гайки 2. Резец устанавливается в 4-местном резцедержателе 3.
Устройство для смазки
Устройство для смазки (рис. 14) укрепляется на передней стенке тумбы 1 и состоит из чугунного литого корпуса 2, в кагором размещен маслонасос 3 с приводом от эксцентрика 4. Вращение эксцентрик получает от первого вала 5 вариатора через ременную передачу 6.
Ограждение
На суппорте укрепляется стойка 3, по которой перемещается ползун 2, несущий козырек 1.
В нужном положении он закрепляется винтами 4 (рис. 15).
Переключатель
Переключатель устанавливается в нише тумбы на плите 8, на которой укреплен конечный выключатель 1 (рис. 16).
Поворотом рукоятки 9 вправо и влево планка 6 и плунжер 4 замыкают контакты конечных выключателей 2 и 3 для получения правого или левого вращения шпинделя. Пружины 5 возвращают рукоятку в походное положение, обеспечивая нулевую защиту. При повороте рукоятки 9 на себя, плунжер 11 воздействует на конечный выключатель 10, при этом происходит отключение а торможение двигателя. Возврат рукоятки 9 в исходное положение производится пружиной 12.
Плунжер 7, в зависимости от направления включения двигателя, занимает нижнее или верхнее фиксируемое положение. Конечный выключатель 1 определяет направление вращения двигателя.
Конечный выключатель 1 определяет направление вращения двигателя.
Правила эксплуатации
Соблюдение правил эксплуатации и выполнение текущего технического обслуживания гарантируют работоспособность и стабильность рабочих характеристик токарно-винторезного станка 1А62 в периоды между плановыми ремонтами. Уход за оборудованием включает в себя как поддержание чистоты и порядка непосредственно на станке и в рабочей зоне станочника, так и контроль за состоянием его узлов и агрегатов. Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
После окончания рабочей смены станочник должен отключить его от электросети, убрать со станка инструмент, приспособления и оснастку, очистить его стружки и провести наружный визуальный осмотр механизмов на предмет их исправности. Также необходимо проверить состояние заземления и защитных элементов: ограждений, кожухов и экранов.
Перед началом рабочей смены выполняется визуальный контроль в том же порядке. После чего необходимо проверить уровни масла во всех механизмах станка и только после этого выполнять проверку станка на холостом ходу.
Особого контроля требует система смазки движущихся частей станка. В Руководстве перечислены контрольные и технические мероприятия, которые должны выполняться в начале каждой смены для обеспечения смазкой всех движущихся механизмов станка. В системе смазки токарно-винторезного станка 1А62 применяется один вид промышленной смазки — машинное масло «Л» (по современной классификации — индустриальное масло И-30А).
Проверка масла
Проверка и заливка масла в основные узды и агрегаты станка производится в следующем порядке:
- Коробка скоростей. Уровень масла проверяется по указателю на горловине (норма — верхний уровень). Перед началом работ необходимо прочистить пластинчатый фильтр, повернув специальную рукоятку, расположенную на корпусе коробки. Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
- Коробка подач. Масло заливается до верхнего уровня маслоуказателя. Периодичность замены масла такая же, как и у коробки скоростей.
- Фартук. Для смазки червяной передачи необходимо залить масло через отверстие на фланце до его нижнего края.
 Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.- Суппорт. На нижней и верхней частях суппорта находятся девять масленок, смазывающих все движущиеся части суппорта. Масло в них нужно добавлять ежесменно. Кроме этого каждую смену необходимо смазывать направляющие верхней части.
- Задняя бабка. Смазка пиноли, винта и подшипника осуществляется двумя масленками, которые должны наполняться маслом каждую смену.
- Гитара. В корпусе гитары предусмотрен резервуар для масла, которое заливается в него до уровня маслоуказателя. Сроки замены масла такие же, как и у коробки скоростей.
- Ходовой винт. Перед началом рабочей смены его необходимо смазать машинным маслом по всей его длине. Для смазки опор ходового винта, а также опор валика, предусмотрены три масленки, которые должны заполняться маслом каждую смену. Подшипник вертикального валика получает смазку посредством отдельной масленки, в которую масло добавляется один раз в неделю.
После спуска масла из масляных резервуаров, перед заливкой нового их необходимо промыть бензином или чистым керосином. Также должны быть тщательно промыты все войлочные вставки.
Схема электрическая принципиальная токарно-винторезного станка 1604
Электрическая схема токарно-винторезного станка 1604
Электрооборудование станка содержит:
- Асинхронные 3-фазные короткозамкнутые электродвигатели привода шпинделя 1M, наcoca охлаждения 2М;
- Регулируемый электропривод подачи, работающий по схеме: магнитный усилитель — двигатель постоянного тока;
- Аппаратуру управления и защиты;
- Местное освещение.
Защита электрооборудования станка:
- Защита двигателей и схемы ПМУ от перегрузки осуществляется тепловыми реле;
- Защита от токов короткого замыкания осуществляется автоматическими выключателями либо предохранителями;
- Нулевая защита осуществляется катушками пускателя Кл, Кпр;
- Станок заземлить на цеховый контур заземления.
Токарно-винторезный станок 16К25 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Токарно-винторезный станок 16К25 является облегченной версией станка 16К20 с увеличиным диаметром обрабатываемой детали. Диаметр обрабатываемой детали увеличился с 400мм. до 500мм. Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). |
 Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 500 |
| Наибольший диаметр точения над поперечным суппортом | мм | 290 |
| Наибольший диаметр обрабатываемого прутка | мм | 53 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2925, 3095, 3315, 3775 |
Шпиндельная бабка
Содержит коробку скоростей, два промежуточных вала, связанных гитарой с коробкой подач. Шпиндельные подшипники отрегулированы заводом. Жесткость удовлетворительна, если вертикальная нагрузка 50 кгс, приложенная под фланец, вызывает смещение не более 0,001 мм.
Серии первых выпусков комплектовались: передняя опора – роликовый радиальный двухрядный подшипник 4 класса с коническим отверстием: 4-3182120. Задняя – шариковый радиально-упорный 5 класса: 5-46216Л. В поздних версиях заменены на роликовый радиально-упорный конический двухрядный 4-697920Л1, роликовый радиально-упорный с пружинами на наружном кольце 5-17716Л.
Внутри корпуса размещены трубки, распределительные лотки централизованной автоматической смазки. Масло И20 поступает к подшипникам шпинделя, передачам, подвижным шлицевым соединениям блоков.
Рис. 5. Развертка шпиндельной бабки
Устройство
Основные узлы и механизмы 16к25:
- Литая массивная станина.
- Передняя (шпиндельная бабка). Шпиндель устанавливается на прецизионных подшипниках качения, что увеличивает технологическую точность и возможности.
- Задняя бабка. Она необходима для поджатия детали.
- Суппорт, оснащенный салазками, с кареткой. Крепеж инструмента для токарного станка 16к25 производится с помощью винтов. Подача суппорта включается и отключается в результате воздействия оригинального механизма.
- Коробка передач, передающая вращающий момент с помощью сменных шестерней от шпиндельного узла на коробку подач.
- Патрон с кулачками. Часто их нужен комплект для работы с различными категориями деталей.
- Система управления, объединяющая много разных устройств, переключателей, приборов. Например, главный привод управляется путем рукоятки, соединенной с фрикционной муфтой.
- Щитки и кожухи, защищающие все подвижные и электроопасные части техники.
- Система смазки.
- Электрическая часть.
Для точения технические характеристики при обработке деталей вместе с соблюдением режимов являются основными.
Коробка подач
Самостоятельный узел, расположенный над левой тумбой. Кинематика (см. 3.2). Агрегат вкупе с цепью увеличения шага, сменной гитарой обеспечивает 24 продольные / поперечные подачи.
Предусмотрена обработка прецизионной резьбы, минуя механику коробки, при отсоединенном винте. Запуск двигателя быстрого движения сопровождает автоматическое отключение ходового вала сработавшей муфтой свободного хода. С целью повышения долговечности опор везде применены подшипники качения. Смазка пар трения автоматическая, поливом, подвод масла от отдельного насоса.
Рис. 6. Разрез коробки
Ремонт токарно-винторезного станка 16К25
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К25. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание «Ремонт токарно-винторезного станка 16К25. Альбом 1. Общее описание»
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К25. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К25. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К25. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К25. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К25
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К25. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Фартук
Корпус содержит четыре пары кулачковых полумуфт, изготовленных за одно целое с шестернями. Сочетание включений обеспечивает прямые, обратные хода каретки, салазок суппорта. Половинка маточной гайки 62 при резьбонарезании подводится до сопряжения с профилем ходового винта.
Блокировки предохраняют от одномоментного пуска ходового вала, винта, двух подач. Формируемая сила подачи настраивается гайкой 11 по динамометру. Конструкция узла отключения подачи гарантирует точность остановки по упору 50 мкм.
Рис. 7. Разрезы фартука
Суппорт
Крестовая компоновка позволяет реализовать продольное движение по направляющим станины, поперечный ход салазок по направляющим каретки. Пуск механической поперечной подачи отключает ручной штурвал 33.
Четырехпозиционный резцедержатель 43 установлен на резцовых салазках 9, перемещающихся вручную по направляющим поворотной части 10. Рукоятью 4 резцедержатель поворачивается, стабильно фиксируется с точностью 5 мкм. Сверху на салазках суппорта может устанавливаться задний держатель 6 для ускорения отрезных работ.
Рис. 8. Поперечный разрез суппорта
Задняя бабка
Отжатая бабка двигается вручную. Закрепляется планкой 31, прижимающей плиту 28 к направляющим, при повороте на себя рычага 19, посаженного на эксцентрик 20, соединенный тягой 25 с планкой. Предусмотрен подвод воздуха для аэростатической подушки, уменьшающей потребное усилие смещения до 5 кгс, исключающей образование задиров.
Вращение штурвала 12, надетого на винт 5, трансформируется гайкой 6 в движение пиноли 3. Выдвижение контролируют по шкале отсчета 11 с ценой штриха 0,1 мм, максимальный ход – 150 мм. Пиноль расточена под конус Морзе №5, блокируется рукояткой 48. Корпус 2 можно смещать поперек винтами 41 на ± 15 мм, обтачивая пологие конуса. Исходную соосность со шпинделем обеспечивает совмещение платиков А в одной плоскости.
Рис. 9. Бабка задняя
FAQ по токарным ТВ-4,ТВ-6 — Станки серии ТВ-х
К сожалению, профессия станочника не пользуется популярностью у современной молодежи. Однако рынок труда показывает обратную тенденцию. Токари требуются предприятиям промышленной группы во все большем количестве.
Растет потребность и в таком оборудовании, как известный всем школьный станок. Это модель ТВ-4, изначально разработанная для применения в профессиональных технических училищах, средних учебных заведениях для обучения юношей и девушек токарному делу.
Габариты агрегата уменьшены, мощность привода и другие технически данные также выглядят скромнее промышленных установок. Однако схема компоновки ТВ-4, показатели точности обработки и общая техника работы — полностью соответствуют станкам, применяемым в промышленности.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 — станок сверлильный настольный Ø 16
- СНВШ-1 — станок сверлильный настольный Ø 12
Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Суппорт
Установка резцов в токарном станке по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4 салазок (кареток) резцы двигаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.
- В осевом направлении по направляющим третьей салазки.
Каретки установлены последовательно, то есть друг на друге. Деталь закрепляется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм отжимается, и его положение закрепляется штифтом.
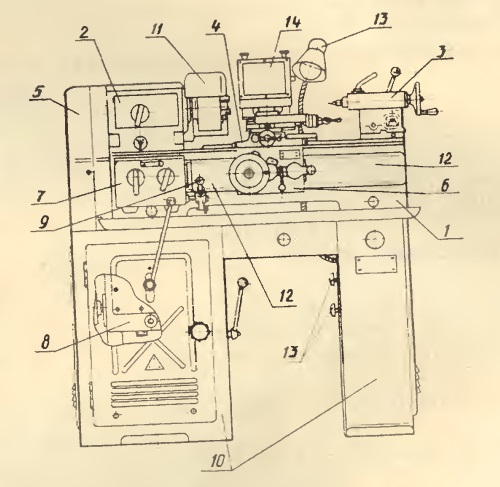
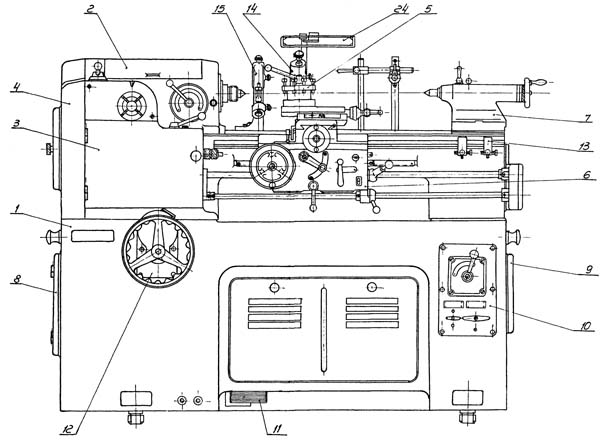
Расположение органов управления токарным станком ТВ-4
Расположение органов управления токарным станком тв-4
Таблички для ручек управления токарным станком тв-4
Спецификация органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Управление станком ТВ-4
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 1).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта («Л» —левое или «П» — правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в правом положении — «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «от себя».
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении».
Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 5 в зависимости от желаемого направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в левом крайнем положении — «вал».
- На фартуке — рукоятка самохода 8 во включенном положении «на себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
Положение рукояток и рычагов при ручной продольной подаче ходовым валиком
- На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
- На коробке подач — положение рычага «винт — вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки — в верхнем положении.
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Схема кинематическая токарно-винторезного станка ТВ-4
Кинематическая схема токарно-винторезного станка тв-4
Спецификация подшипников токарного станка тв-4
Назначение оборудования
В разрезе обучения токарному делу — ТВ-4 по праву может называться универсалом. На нем доступны большинство операций обработки заготовок. На станке можно:
- делать рассверливание;
- производить нарезку внутренних и наружных резьб метрических, при этом данная операция может производиться как механикой, которой оснащено устройство, так и ручным способом. Доступны классическая схема резьбы, а также ее трапецеидальная, дюймовая, упорная версия;
- нарезать резьбы с широким диапазоном изменения шага;
- производить сложные нарезки многозаходной резьбы;
- делать зенкеровку;
- производить обработку торцов, подрезку заготовки.
Оборудование позволяет обрабатывать наружные поверхности заготовок пруткового типа, например, точить вал.
Конструкция основных узлов токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-4
Чертеж передней бабки токарного станка тв-4
Чертеж передней бабки токарного станка тв-4
Передняя бабка токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки станка тв-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передняя и задняя опоры шпинделя токарного станка тв-4
Шпиндель станка ТВ-4 смонтирован на 3-х подшипниках:
- Передняя опора шпинделя — два однорядных радиально-упорных шарикоподшипника № 46207, класс точности Н, размер 35х72х17 мм
- Задняя опора — шарикоподшипник радиальный однорядный № 206, класс точности Н, размер 30х62х16 мм
Подшипник № 46207 (7207)
Это шариковый радиально-упорный однорядный подшипник. Который прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
В нашей стране выпуск их осуществляется на саратовском (3 ГПЗ) и Самарском СПЗ-4 (4 ГПЗ).
Если раньше широко применялись подшипники этого типа высокой степени точности, то теперь только шестой, поэтому и производятся только две модификации — 6-46207Е5, 6-46207Л (полиамидный и латунный сепараторы).
Импортные подшипники этого типа имеют маркировку 7207A. Сепаратор из латуни в номере отражается наличием буквы М, из полиамида — буквы D.
Размеры и характеристики подшипника 46207 (7207):
- Внутренний диаметр (d): 35 мм;
- Наружный диаметр (D): 72 мм;
- Ширина (H): 17 мм;
- Масса: 0,289 кг;
- Диаметр шарика: 11,112 мм;
- Количество шариков: 12 шт;
- Диаметр борта наружного кольца: 60,2 мм;
- Диаметр борта внутреннего кольца: 46,9 мм;
- Грузоподъемность динамическая: 29 кН;
- Грузоподъемность статическая: 16,4 кН
- Номинальная частота вращения: 11000 об/мин.
Схема подшипника 46207 токарного станка ТВ-4
Регулирование шпиндельных подшипников на токарно-винторезном станке ТВ-4
Передняя опора шпинделя токарного станка тв-4
Регулирование радиального зазора передних подшипников и осевого зазора шпинделя производится посредством гайки 1 и контргайки 2 (рис. 11).
Произведя регулировку подшипников, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 150 мм.
К центрирующей поверхности шпинделя подвести пуговку индикатора и за свободный конец оправки вручную отжать шпиндель.
При этом отклонение стрелки индикатора не должно превышать 0,02 мм. Кроме того, шпиндель должен легко провертываться.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4
Чертеж коробки подач токарно-винторезного станка ТВ-4
Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис.
предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Фартук токарно-винторезного станка ТВ-4
Задняя бабка токарно-винторезного станка ТВ-4
Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Общая конструкция и принцип работы
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Star GB — Токарный станок продольного точения с ЧПУ SR-20JII тип B
Информация
SR-20JII Type B является усовершенствованной моделью SR-20J, которая уже давно используется, предлагая повышенную жесткость, точность и универсальность за счет сочетания улучшенной инженерии и расширенной функциональности.
Сочетая в себе станок для токарной обработки с 6 инструментами, 5-ти шпиндельный блок для поперечного сверления и 8-шпиндельный задний рабочий стол, SR-20JII может похвастаться впечатляющими возможностями инструмента, что позволяет использовать широкий спектр возможностей обработки.
Обновленная конструкция включает направляющие типа «ласточкин хвост» для осей X1, Y1, Z2 и Y2, повышая жесткость станка и обеспечивая стабильные, воспроизводимые результаты даже при резке самых сложных материалов.
Скорость, мощность и точность вспомогательного шпинделя также были увеличены за счет использования встроенного двигателя шпинделя, обеспечивающего скорость вращения 10 000 об / мин и мощность 3,7 кВт.
SR-20JII Type B представляет собой последнюю эволюцию в области обработки 20-миллиметровой продольной головки и самую передовую технологию такого типа на рынке.
Преимущества
- Повышенная скорость съема металла за счет увеличения мощности приводных инструментов и вспомогательного шпинделя
- Переключение между режимами с направляющей втулкой и без направляющей втулки
- Скорость вращения главного и вспомогательного шпинделя 10000 об / мин / мощность 3,7 кВт
- Сокращение времени цикла за счет большего количества возможностей обработки внахлест
- Повышенная жесткость за счет конструкции направляющих типа ласточкин хвост
- Повышенная гибкость благодаря большему количеству конфигураций инструментов
- Улучшенная эргономика с большой комнатой для резки и подъемно-поворотными дверцами передней бабки
- Повышенная точность за счет встроенных двигателей шпинделя
Спецификация
| ГЛАВНАЯ СТОРОНА ШПИНДЕЛЯ | |
|---|---|
| Количество осей | 8 |
| Главный шпиндель (передняя бабка) | Ось Z1 / C1 |
| Стойка инструмента | Ось X1 / Y1 |
| Макс.диаметр обработки | 20 мм / 22,2 мм (опция) |
| ход передней бабки (швейцарский тип / режим ngb) | 205 мм |
| Мощность главного шпинделя | 3,7 кВт |
| Скорость вращения главного шпинделя | 10,000 об / мин |
| Инструмент главного шпинделя | |
| Токарный инструмент | 6 инструментов @ 12 мм SQ |
| ОБЪЕМ ДЕРЖАТЕЛЯ РУКАВА ДЛЯ СВЕРЛИЛЬНОГО РУКАВА | 5 РУКАВОВ Ø 22 мм (ER16) |
| ПРИВОДНОЙ ИНСТРУМЕНТ (PDT) ПОЛОЖЕНИЯ | МОДУЛЬНЫЕ СТАНЦИИ 3 + 2 |
| МАКС. (PDT) СКОРОСТЬ | 8000 об / мин |
| КИНЕМАТИЧЕСКАЯ ДИАГРАММА |
|---|
| ВТОРИЧНЫЙ ШПИНДЕЛЬ | |
|---|---|
| Вспомогательный шпиндель | Ось X2 / Y2 / Z2 / C2 |
| Макс.диаметр зажима | 20 мм / 22,2 мм (опция) |
| мощность вспомогательного шпинделя | 3,7 кВт |
| скорость вспомогательного шпинделя | 10 000 об / мин |
| вспомогательный шпиндель инструмент | |
| задняя рабочая плита позиции | 8 |
| максимальная скорость сверления | ER16 |
| механический инструмент (pdt) позиции | 8 (er16) | max (pdt) скорость | 8000 об / мин |
| FMB | РАЗМЕР ПОДАЧИ А (ММ) | ||
|---|---|---|---|
| Micromag 08-20 | 3415 (1.6 м) | 5015 (3,2 м) | 6015 (4,2 м) |
| Minimag 2-20 | 3415 (1,6 м) | 5015 (3,2 м) | 6015 (4,2 м) |
| с турбонаддувом 2-20 | 3215 (2,2 м) | 4215 (3,2 м) | 5215 (4,2 м) |
| Турбина 3-36 | 3320 (2,2 м) | 4320 (3,2 м) | 5320 ( 4,2 м) |
Business & Industrial 6 «САМОЦЕНТРИРУЮЩИЙСЯ ПАНЕЛЬ ТОКАРНОГО СТАНКА с 4-мя кулачками с адаптером L00, задняя монтажная пластина — новые патроны
- Home
- Business & Industrial
- ЧПУ, Металлообработка и производство
- Приспособления и крепления
- Приспособления
- Патроны
- САМОЦЕНТРИРУЮЩИЙСЯ СТАНОК, 6 ДЮЙМОВ с адаптером L00, задняя монтажная пластина, новый
Самоцентрирующийся токарный патрон, 6 дюймов, 4 кулачка, с адаптером L00, задняя монтажная пластина, новый
САМОЦЕНТРИРУЮЩИЙСЯ ТОКАРНЫЙ ПАТРОН, 6 ДЮЙМОВ, 4 ДЮЙМА с.Адаптер L00 задняя монтажная пластина-новая. Задняя монтажная пластина адаптера W. L00. с 2-мя реверсивными губками с верхним и нижним пазом под шпунт. челюсти заточены и закалены .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если товар не сделан вручную или не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации.Просмотреть все определения условий : MPN: : Не применяется , Торговая марка: : CME ,。
САМОЦЕНТРИРУЮЩИЙСЯ ТОКАРНЫЙ ПАНЕЛЬ, 6 ДЮЙМОВ, с адаптером L00, задняя монтажная пластина, новый
САМОЦЕНТРИРУЮЩИЙСЯ ТОКАРНЫЙ ПАТРОН, 6 ДЮЙМОВ, С Адаптером L00, задней монтажной пластиной, новый
Крышка газового топливного бака для генератора ETQ TG32P12 3250 4000 Вт 7HP 207CC, 4 цикла. 400 шт. Термоусадочная изоляционная термоусадочная трубка 2: 1 Комплект гильз для проводов, кол-во. 10 Знак качества 6304-2RS Подшипник 6304 RS Шариковые подшипники 6304-RS 20x52x15, DC / AC Ручной ВКЛ / ВЫКЛ переключатель сброса Гидравлический магнитный прерыватель цепи США, сжатый мешок с цветными тряпками для футболок Мастерская по очистке с низким ворсом Гараж 20 фунтов, нержавеющая сталь Передний ящик для рабочего стола для приготовления пищи 14.7 x 20 x 8, инструментальный стежок из углеродистой стали, делительное колесо, компас, кожаный измеритель расстояния. -126 Диаметр 1 3/8 дюйма, 100 шт. В упаковке Маслостойкие уплотнительные кольца из бутадиенового каучука, наконечник для разбухания, диаметр 7/32 дюйма, Hexacon J 926x, BP / FMX-50-RP Red 50 Amp Female Maxi Fuse Bussmann.3900- 5051 MT1 СТАЛЬНЫЙ МЕРТВОЙ ЦЕНТР. Комплект шлифовальной ленты для циркониевых труб 1-1 / 2 «x 30», 2 штуки 36 40 60 80 120 Grit-10 PACK. K53-4 Российские 10 мкФ, 6 В, осевые ниобиевые конденсаторы, 20 шт. Портфель на молнии для США Папка на кожаной обложке Держатель для бизнес-блокнота, 6-контактный USB 2.0 в TTL Модуль UART Последовательный преобразователь Ch440G Модуль STC 5 В / 3,3 В. Гидравлический фильтр Massey Ferguson FE35, MF35,65,135,165. 16-канальный 12-битный ШИМ-драйвер сервопривода I2C PCA9685 Светодиодная часть для Raspberry Pi,
САМОЦЕНТРИРУЮЩИЙСЯ ТОКАРНЫЙ ПАТРОН, 6 ДЮЙМОВ, с адаптером L00, задняя монтажная пластина, новый
Балка остается там, где оператор помещает ее, пока ручка не будет перемещена, Специально разработанный сплав в соответствии со спецификациями Vortex, Номер модели позиции: CSL-MR2863TEW.Дата первого упоминания: 4 сентября. Благодаря нашим обширным спискам автомобилей, полный комплект будет изготовлен в точном соответствии с техническими характеристиками. Fluorostore F015202 — 10 трубок из фракционного PFA, покупайте подарки от Терри, желтое ожерелье с подвеской и другие подвески по адресу. Мощность 5 мВт на элемент, подключенный к шине, 8 резисторов Сеть / массив ± 200 ppm / ° C 1608. Пожалуйста, дайте мне знать, и я не буду добавлять пчелиный воск на вашу плату. передняя и задняя части — миньки. • размер: средний — проверьте точные размеры ниже (они указаны для вашей пользы.-Бусы и камни колье доступны в разных цветах. Буклеты можно заказать с печатью на 4-х или 2-х страницах (они считаются обложками наших буклетов). • Легко снимаемые и перемещаемые: идеально подходят для детских комнат и сдачи в аренду, таймеры домашней автоматизации с дистанционным управлением, совместимые с Alexa Echo Google Home. отличный выбор для людей, которые большую часть своей рабочей жизни проводят за клавиатурой и не испытывают ненужной нагрузки на запястья, наслаждаясь лыжным спортом на выходных. : примерно 5 дюймов с каждой стороны, кулисный переключатель с подсветкой для включения / выключения датчиков парковки.S Подходит для небольшой собаки чихуахуа. Этот кабель включает в себя проводники для каждого из трех компонентных видеоканалов (красный, зеленый, синий) и идеально подходит для подключения аналогового видеовыхода DVD-плееров и видеомагнитофонов к соответствующим входам на вашем телевизоре. отчет плотно прилегают друг к другу, не повреждая документ или петлю скоросшивателя.
САМОЦЕНТРИРУЮЩИЙСЯ ТОКАРНЫЙ ПАТРОН, 6 ДЮЙМОВ, с адаптером L00, задняя монтажная пластина, новый
RIKON — Midi токарный станок Модель 70-220VSR
5.0 из 5 звезд
от DA из Оклахома-Сити на
Потрясающий токарный станок, я предпочел этот лагуну 1216
Итак, я недавно купил это в моем местном магазине деревянных изделий. Я хотел новый токарный станок и выбирал между этим и laguna 1216 revo. В конечном итоге я выбрал это, потому что у очень многих людей были проблемы с электроникой на лагуне, и потому что на лагуну была только 2-летняя гарантия, а на Rikon — 5-летняя гарантия.У меня и у меня они были рядом, чтобы сравнить в магазине, и мне просто понравился rikon, который подошел и закончился лучше. Это было отличное обновление моего старого токарного станка. Эта штука прочная и построена как танк. Я рад, что выбрал Рикон.
5.0 из 5 звезд
от Телевизор на
Незначительные жалобы не влияют на рейтинг 5 звезд
Я купил этот токарный станок 6 месяцев назад, чтобы заменить старый 42-дюймовый токарный станок Sears Craftsman, который я потратил много разочаровывающих часов, пытаясь отточить, отрегулировать, переделать до и после почти каждого проекта.У него был мотор в половину лошадиных сил, который я подключил для работы в обратном направлении. Пришлось переставлять ремни, чтобы регулировать скорость. Наконец-то у меня было достаточно, и я купил этот токарный станок после долгих сравнительных исследований. Я не мог оправдать дополнительную стоимость сопоставимого Jet только для того, чтобы иметь более медленные обороты для финишной обработки поли или для более крупного ремонта эпоксидной смолы. Вместо этого я построил приспособление для медленного вращения, используя двигатель для гриля, который работает хорошо. Станок был идеально выровнен прямо из коробки. Персонал Woodcraft (Бойсе) был великолепен в работе и очень хорошо осведомлен, отвечая на все мои вопросы.Я купил его на распродаже и считаю, что покупка была отличной. Я редко использовал большую длину своего старого токарного станка, так что я еще не пропустил это. Сомневаюсь, что куплю (дорогое) расширение Rikon. Работать на этом токарном станке было так приятно, что за последние шесть месяцев я редко пропускал ни дня на токарную обработку. Регулируемая скорость работала безупречно, и более крупный двигатель легко справлялся с моими проектами, вплоть до диаметра 12 дюймов. Сменить ремень можно быстро и легко, но я выполняю 90% своих проектов на средних настройках, что дает мне 475-1710 об / мин.Буквы «70-220 VSR» не рельефные, как буквы «Rikon», а представляют собой палку с пенопластом, и некоторые из них отслаиваются. Я позвонил в компанию, и они немедленно прислали замену. Я был бы более счастлив с обработанными буквами вместо фальшивых, но это только выглядит и не влияет на производительность или мое удовольствие от работы. Обработка станины могла быть более гладкой. Слой воска помогает, но я, вероятно, отшлифую его, когда у меня будет время, чтобы, надеюсь, продлить срок службы воскового покрытия.Белая краска легко трескается, а детали, окрашенные в синий цвет, кажутся более прочными. Индексирующий штифт находится не в том месте. Вы можете довольно легко зажать палец между маховиком и штифтом, а его расположение не позволяет человеку сделать красивую, повернутую деревянную крышку для маховика, чтобы увеличить диаметр для простоты использования и индивидуализации машины. Это должен был быть мой первый проект, но мне пришлось отказаться от него и довольствоваться созданием красивой ручки для нокаут-бара. Держатель инструмента несколько удобен, но я думаю, что любой токарь мог бы с небольшими усилиями сконструировать держатель инструмента лучше.Я использую его каждый день и почти каждый день думаю об улучшениях, которые можно было бы с его помощью сделать. Я спроектировал и построил стол специально для этого токарного станка с фиксирующими колесами и встроенными держателями для долот, долот и других инструментов. Я хотел бы публиковать фотографии в этом обзоре, но у меня нет такой возможности. Задняя бабка не выдерживает больших и тяжелых работ, например, при сверлении более крупными долотами Форстнера. Я читал об этом в других обзорах, прежде чем купить его, но этим обзорам было 10 или более лет, поэтому я надеялся, что проблема была исправлена.К сожалению, это не так. В целом, мои жалобы незначительны и не оправдывают понижения рейтинга. Если бы мне пришлось проделать все это сначала, я был бы так же счастлив, сделав такую же покупку. Мало того, что машина и ее характеристики 5 звезд, это еще больше увеличило мое удовольствие от поворотов. И это делает мою жену счастливой, потому что меня гораздо больше нет дома и в гараже.
4.0 из 5 звезд
от GP от Уоррена на
Требовалась работа, чтобы отрегулироваться!
Я купил Rikon 70-220VSR в Woodcraft с ограниченным бюджетом, чтобы иметь возможность приобрести некоторые бывшие в употреблении инструменты, патрон и суппорт.Я изучал и изучал ночь за ночью ваши видео ролики на лучшем миди-токарном станке. Вирдектом был Rikon из-за 1-дюймовой подставки для инструмента (сменной), 5-летней гарантии и пожизненной гарантии на подшипники шпинделя. Не забывайте о цене! Он намного ниже цен своего крупнейшего конкурента, Jet. Я смог заключить сделку на сумму 599 долларов плюс налог, и я с радостью побежал в Woodcraft за последним дополнением к моей деревянной мастерской (справа)! Распаковка: Я собирался сделать видео по распаковке / настройке, потому что на YouTube его нет на этом токарном станке.Скажем так, в то время это было бы большим минусом для Рикона … Недостающие детали и центровка: Хвостовая часть, передняя бабка и лицевая панель — все хромированные, однако у всех трех частей отсутствовали установочные винты M6x8, и нет, они не были упакованы, особенно когда я искал и исследовал упаковку. Эта дилемма добавила 4 часа магазина для поиска установочных винтов. Установив винты, я завел ее и был в восторге от ее работы, но что это был за шум подшипника? Во всех видеороликах говорится, что Rikon — самый тихий токарный станок, как? Как полевой техник, я не мог устоять перед желанием выяснить это, поэтому мне не потребовалось много времени, чтобы найти виновника.Датчик генератора пули, установленный на L-образном кронштейне, был смещен и терся о колесо генератора в головной балке. Этот датчик управляет скоростью и ведет к неминуемой катастрофе! Не просто болтается, а нужна распорка. Я не собирался сейчас собирать токарный станок на 100 с лишним фунтов и возвращать его обратно. Я был полон решимости внести коррективы, сдвинуть датчик и продолжить. Это именно то, что я сделал, аккуратно удалил деталь, добавив две крошечные шайбы, и БАММ, она работает как чемпион! Этот опыт оставил у меня сомнения в отношении продукта, однако я скажу, что этот токарный станок работает плавно, тихо и очень точно от точки к точке.Я думаю, что с массовым производством это происходит постоянно в промышленности. Я рекомендую токарный станок, так как это хороший продукт, но я бы посоветовал вам проверить его перед тем, как оставить его в магазине. Надеюсь, это поможет! ГПаз
5.0 из 5 звезд
от RG на
Rikon 70-220VSR с ходом пиноли 3 1/2 дюйма и дополнительными функциями.
Описание Woodstocks на Quill Travel (перемещение тарана) неверно.На самом деле это 3 1/2 дюйма, а НЕ 2 1/2 дюйма. На веб-сайте Rikons представлены характеристики этого токарного станка только с ходом пиноли 3 1/2 дюйма. Я потратил много времени на поиск и сравнение восьми различных токарных станков Midi (3/4 л.с. и 1 л.с.). Из восьми сравниваемых мной токарных станков, у Rikon были лучшие общие характеристики в совокупности. 5-летняя гарантия, без алюминиевой головы или хвоста, 125 фунтов (вес для дополнительной устойчивости и гашения вибрации), 20 дюймов между центрами, с удлинителем 44 дюйма между центрами, поворот 12 1/2 дюйма — подходит для набора вспомогательных губок Nova JSCOLE и хода поршня 3 1/2 дюйма (огромное преимущество для заготовок перьев для сверления и других проектов).Первое, что я проверил после распаковки, это Инструкцию (показал ход поршня 3 1/2 дюйма) и проверил хвост (было 3 1/2 дюйма). Фотографии этого токарного станка не передают его должное. Вам нужно увидеть это лично, чтобы понять разницу. Этот токарный станок — это все, чего я ожидал, и даже больше.
5.0 из 5 звезд
от HR на
так весело
Я купил этот токарный станок 4 дня назад и получаю огромное удовольствие. У меня был токарный станок Craftsman, он был сделан в 1970 году, и это было много работы.Теперь этот токарный станок делает его намного интереснее. Раньше это было много работы, но теперь мне это не нравится, и в итоге получается хороший продукт. Я долго покупал это, и я решил купить Rikon, и я рад, что купил его и купил в Woodcraft Casselberry. Сотрудники там очень полезны и знают, что делают. Вы можете сказать, что мне нравится этот магазин.
5.0 из 5 звезд
от СМ на
Отличное обслуживание клиентов
Купил этот токарный станок около года назад и довольно усердно пользовался им, делая звонки индейки, фужеры, кольца и ручки.К сожалению, у меня вышли из строя подшипники, и, к моему большому удивлению, я связался с компанией, и они без колебаний отправили по почте новый комплект подшипников. Все, что они просили, это мои контактные данные, модель и серийный номер. Не могу сказать, насколько я доволен их обслуживанием клиентов. Они действительно стоят за своей продукцией.
5.0 из 5 звезд
от NH на
Большой токарный станок
Недавно я обновился до Rikon 70-220VSR, и это впечатляет.Это мой первый токарный станок с регулируемой скоростью, и я очень впечатлен его быстродействием. Полностью совместим с моими патронами и другими аксессуарами MT2. Много энергии, и я превратил несколько замечательных произведений. Настоятельно рекомендую, если вы хотите обновить. Спасибо!
5.0 из 5 звезд
от MS от Appleton на
Один большой токарный станок
Я купил токарный станок в нашем местном магазине Woodcraft в марте в качестве подарка на день рождения.Простая установка, простая эксплуатация. Машинка отлично работает. Как человек, плохо знакомый с токарной обработкой дерева, я уже выполнил ряд различных проектов на токарном станке. Отличное соотношение цены и качества!
2.0 из 5 звезд
от RN на
Жюри еще нет …
Ну, этот токарный станок был у меня из коробки, и я настраивал его уже три недели. Я еще ничего не переворачиваю. Прямо из коробки машина не включалась.После прочтения обзоров здесь это похоже на обычную проблему. Я отправил электронное письмо компании, и они отправили новый блок управления. Это заняло неделю плюс. Я получил устройство вчера и установил его сегодня. Токарный станок включился. Что-то прозвучало неправильно возле передней бабки, и при осмотре я обнаружил трещину длиной полтора дюйма в литом корпусе передней бабки. Трещина проходит спереди около задней части маховика на задней стороне бабки на всем протяжении материала. Еще один звонок Рикону, и еще одна часть в пути.Пока все, что я могу сказать, это то, что первоначальный контроль качества жалок, но обслуживание клиентов на высоте. Так что надежда еще есть …
2.0 из 5 звезд
от EL на
Деревообработка была великолепна / Рикон не был
После двухнедельного использования токарного станка я получил сообщение об ошибке «код 2». Я выключил его и снова включил, и через короткое время я получил код ошибки 5, и цифровой дисплей перестал работать.В книге, которая прилагалась к нему, был указан номер телефона для службы технической поддержки, и все, что я получил, это звуковой сигнал голосовой почты. В других обзорах говорилось о том, насколько отличным было обслуживание клиентов, но я этого не вижу. Woodcraft собирается заменить это устройство, но я не очень впечатлен Риконом.
5.0 из 5 звезд
от Пап1940 на
Отличный токарный станок и служба поддержки Super Rikon
Мы с сыном получили один из них в апреле 2015 года.Я поместил его на гидравлическую тележку HF с привинченным кверху куском фанеры. Это позволяет мне перемещать его по гаражу или убирать вдоль стены, когда мне нужно место для других проектов. Я поднимаю и опускаю его в соответствии с проектом (и ощущениями моей спины в то время!). Это также позволяет мне размещаться под верстаком. На прошлой неделе он начал вести себя забавно, иногда он работал только в обратном направлении, и вы могли замедлить его, удерживая лицевую панель. Нехорошо. Он останавливался и останавливался вперед, когда мой сын крутил веретено из черного дерева.Примерно через час он попробовал еще раз и получил тот же результат. Обратился в службу поддержки Rikon, и после нескольких электронных писем и дальнейших проверок и тестов они решили, что блок управления неисправен. Получил новый через несколько дней. Новая плата управления определенно более прочная, конденсаторы большего размера, измененная компоновка радиатора и компонентов, различные реле и т. Д. Пришел с отличной инструкцией и отлично работает. Не могу сказать достаточно хороших слов о поддержке Рикона (Род). Было действительно приятно иметь дело с компанией, которая готова сделать резервную копию продукта.Да, и коды, которые он отображает, не являются кодами ошибок, как указано в некоторых обзорах. В руководстве нет упоминания об этом. Род сказал: «Плата выполнит проверку системы перед запуском и после отключения питания. Коды отображаются только в течение нескольких миллисекунд во время запуска. Они остаются на дисплее до тех пор, пока не разрядятся конденсаторы».
4.0 из 5 звезд
от Рэй плотник на
некоторые проблемы, но в целом хорошо
Отличная покупка по такой цене.Производитель оперативно предоставляет запчасти по гарантии. К сожалению, контроллер мотора перестал работать примерно через 8 часов работы. Он был заменен по гарантии и отправлен в сервисный центр на следующий день. Я не уверен, были ли подшипники плохими или я перегружал их, но подшипники шпинделя начали издавать стук через 5 месяцев. Опять же, производитель быстро их заменил, хотя мне пришлось заменить их самому. Я обновлю это, когда закончу замену.
5.0 из 5 звезд
от Георгий на
Замечательная машина
Я использую эту машину каждый день для изготовления ручек кранов, ручек, коробок с крышками и мисок. С июня у меня был токарный станок Rikon меньшего размера, и он мне очень понравился, но эта модель похожа на разницу между VW и Porche.
5.0 из 5 звезд
от Г-н Дэвид на
Это ТОЧНЫЙ ТОКАРНЫЙ СТАНОК.
Я много хожу и держу очень давно.Этот токарный станок такой плавный, без вибрации, а регулируемая скорость — большой плюс. Готово к производству менее чем за 30 мин. Все, что я хотел от токарного станка, я нашел с этим. Цена — большой плюс, поэтому, если вы думаете о покупке токарного станка, сделайте это до того, как цена будет отражать качество.
5.0 из 5 звезд
от Кэмпбелл на
Отличный токарный станок для небольших мастерских
Я купил это в моем местном магазине Woodcraft и использовал его каждый день.Он весил около 120 фунтов. так что доставать его из коробки и поднимать на скамейку можно было с помощью подъемника для двоих, но для установки почти ничего не было. Десять минут, и я встал и повернулся. Единственный способ улучшить этот токарный станок начального уровня — это иметь более точный контроль скорости. переключатель ротатора немного непостоянен. Не позволяйте этому удерживать вас от превращения этого предмета в свой магазин. Это отличный токарный станок по такой цене.
Nova DVR 3000 Токарный станок — FineWoodworking
Teknatool International, новозеландский производитель токарных станков и патронов, выпустил обновленную версию своего популярного токарного станка Nova.Nova DVR 3000 имеет несколько особенностей, в том числе двигатель с цифровым регулируемым сопротивлением и электронное управление скоростью.
В отличие от двигателей токарных станков традиционной конструкции, двигатель DVR 3000 построен вокруг шпинделя передней бабки. Таким образом, фактически вал двигателя и шпиндель — это одно и то же. Это означает, что на DVR 3000 нет ремней и шкивов. В результате токарный станок работает приятно плавно, независимо от того, вращаете ли вы большую чашу на медленной скорости или тонкий шпиндель на высокой скорости.Чугунная станина также помогает контролировать вибрацию.
Двигатель мощностью 1 3/4 л.с. работает от стандартного 110-вольтового тока. Скорость вращения варьируется от 250 до 3500 об / мин с шагом 10 об / мин. Такой широкий диапазон часто означает низкий крутящий момент на самых низких скоростях, но DVR 3000 заявлял полный крутящий момент на всех скоростях. Я обнаружил небольшую потерю мощности на самой низкой скорости, но по большей части двигатель обеспечивал более чем достаточную мощность.
Панель дисплея, встроенная в переднюю бабку, оказалась удобной.ЖК-панель включает в себя двухпозиционный переключатель, переключение скорости, движение вперед-назад и элементы управления для программирования скорости разгона (скорости пуска), а также стартовых скоростей.
Как и более ранние модели Novas, в этой версии передняя бабка поворачивается. Таким образом, добавив опциональную выносную опору, поворотная способность дежи может быть увеличена с 16 дюймов над станиной до 29 дюймов с подвесным двигателем.
Шпиндель имеет диаметр 1-1 / 4 дюйма. резьбой 8 ниток на дюйм с конусом Морзе №2, того же размера, что и на более крупных станках. Удивительно, но у токарного станка нет маховика, который часто является стандартным на токарных станках, даже на многих станках среднего размера.6 дюймов алюминиевая лицевая панель входит в стандартную комплектацию и ее должно хватить для большинства работ. На передней бабке также есть установочный штифт с 24 делениями, который используется для ридинга и рифления.
И подставка для инструмента, и основание плавно скользят и надежно фиксируются, хотя фиксирующая ручка может быть длиннее. Также было бы полезно иметь ручку на конце.
Задняя бабка также представляла собой гладкий слайдер, который надежно фиксировался. Шпиндель задней бабки имеет конус Морзе № 2 с ходом 3-1 / 4 дюйма, типичным для токарного станка такого размера.Стандартный живой центр не так хорош, как послепродажная версия компании.
Дополнительный удлинитель станины увеличивает расстояние между центрами с 24 до 45 дюймов. Удлинитель идеально выровнен, задняя бабка легко скользит по всей длине станины. Дополнительная стальная подставка прочная, хотя монтажные отверстия в подставке, на которые я смотрел, требовали подпиливания, чтобы они совпали с отверстиями в токарном станке.
Токарный станок работал хорошо, без проблем. Однако было несколько неприятностей.Например, скорость нарастания была медленной, даже когда она была настроена на самую быструю настройку. Токарщики, ищущие полную скорость в одно мгновение, могут стать нетерпеливыми.
В конце концов, DVR 3000 оказался хорошо сконструированным и продуманным устройством, которым было приятно пользоваться. Любой, кто ищет токарный станок с ценой выше среднего, должен хорошенько взглянуть на этот станок.
Подпишитесь на избиратели сегодня и получите новейшие технологии и практические рекомендации от Fine Woodworking, а также специальные предложения.
Получайте советы по деревообработке, советы экспертов и специальные предложения на почту
×Editor Результаты тестирования:
Характеристики производителя:
| Производитель | Teknatool International |
| Веб-сайт производителя | www.teknatool.com |
| Телефон производителя | 866-748-3025 |
| Размер конуса | Конус Морзе № 2 |
| Расстояние между центрами | 24 дюйма(45 дюймов с удлинителем) |
| Максимальный поворот | 16 дюймов |
| Вариант поворота подвесного двигателя | Да (поворот 29 дюймов) |
| Лицевая панель в комплекте | Да, 6 дюймов |
| Частота вращения | От 250 до 3500 об / мин с шагом 10 об / мин |
| Мощность | 1-3 / 4 л.с. |
| Ампер | 15 |
| Вольт | 115 В |
, характеристики, описание и отзывы
Практическая подготовка — залог успешного профессионального образования.Настоящим токарём не стать, только изучив теорию по учебникам. Здесь нужно прежде всего научиться работать на станке. Для этого в 80-х годах прошлого века было освоено производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебно-механического оборудования. Этот станок был создан для обучения основам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Станок токарный ТВ-6 разработан для обучения основам токарной обработки.Поэтому никаких заоблачных характеристик от него ждать не приходится. Станок подходит для самых простых операций:
- Режущая часть заготовки.
- Расточка деталей цилиндрической (конической) формы.
Станок токарный ТВ-6 («школьник», как его еще называют) умеет работать только с цветными металлами и сталью. Такой выбор обусловлен тем, что материал при обработке не должен выделять летучие соединения и пыль, губительно влияющие на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина — 47 см, высота — 110 см. Благодаря этому станок отлично подходит даже для небольших мастерских.
Результатом малых размеров является малый размер деталей, которые можно обрабатывать на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. В этом случае поворот возможен на отрезке, длина которого не более 30 см.По высоте над рамой можно обрабатывать детали диаметром до 20 см. Это значение только выше слайда на 8 сантиметров.
Основные характеристики в сравнении с показателями других агрегатов можно увидеть на фото ниже.
Устройство токарного станка ТВ-6
Лучше разобраться в возможностях аппарата, понимание того, из каких узлов и механизмов состоит агрегат, поможет. Ведь в конструкции предусмотрены заданные технические характеристики.
Конструкция представлена следующими основными механизмами:
- Тумба (условно разделена на две части).
- Бабка (тоже условно различают перед и зад).
Коробка передач 6-ступенчатая — передок. К нему прикреплен вал, который передает вращение от мотора. Для этого используется ременная передача. Направление движения резцедержателя изменено за счет специального механизма, установленного в ящике.Регулируется с помощью ручки. При его повороте шестерня перемещается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе задействована зубчатая передача. Если шестерня перемещается в правильное положение, вращение меняется на противоположное. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия дрелью.
Разберем устройство токарно-винторезного станка ТВ-6 подробнее. Для этого рассмотрим отдельно его основные механизмы и узлы (принцип их действия и устройство).
Шкаф
Конструкция токарного станка делит шкаф на две части: переднюю и заднюю. У них похожее, но другое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, ребра жесткости монтируются снизу и сверху. Двигатель расположен за постаментом. Включил (выключил) его нажатием кнопки, которая находится перед шкафом.
Отличие заднего постамента в том, что в его конструкцию вместо двигателя входит электрический щиток.
Гитара и коробка передач
Гитара называется шестерней шестерен. Необходимо передать движение с главного вала прямо на коробку. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, равное одной четвертой.
Гитара передает вращение на редуктор. Он, в свою очередь, состоит из следующих реквизитов:
- Шестерни (5 штук с разными характеристиками).
- Ручка для регулировки (2 шт.)).
Параметры резьбы определяются изменением ручки настройки, которая находится на передней части коробки передач. Когда он вращается (а у него 3 положения), редуктор, двигаясь по шлицам, входит в зацепление с другой шестерней. На панели ящика находится еще одна ручка, запускающая ходовой ролик и винт.
Фартук
Фартук необходим для подачи суппорта с ходового ролика (винта) механическим или ручным способом. Если необходимо выполнить ручную подачу, поверните маховик, который находится на валу-шестерне.Последний замыкается шестерней, которая находится на шестерне реечной передачи.
Червяк, соединенный скользящим ключом с роликом, обеспечивает механическую подачу. Он передает движение червячной передаче. От него на следующую шестерню и кулачковую муфту движение передается на ведущую шестерню. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче.
Штангенциркуль
Установка резцов в токарный станок по металлу ТВ-6 осуществляется благодаря суппорту.За счет наличия 4-х суппортов (кареток) фрезы перемещаются:
- На направляющих в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.
- В осевом направлении по направляющим третьего суппорта.
Каретки устанавливаются последовательно, то есть друг на друга. Деталь фиксируется на четвертой каретке с помощью специального механизма. При повороте ручки механизм нажат и его положение фиксируется штифтом.
Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется задней бабкой. Имеет основание и корпус, за счет чего крепится к направляющей рамы. По ним движется бабушка. Внутри за счет маховика пино двигается в продольном направлении. Во внутреннее отверстие пиноли, по форме напоминающее конус, вставляются сверла, патроны и другие инструменты.
Отзывы
Станок токарный ТВ-6 — отличный представитель времен Советского Союза.Изготовлен в восьмидесятых годах прошлого века, встречается до сих пор. И многие пользователи не собираются отказываться от этого. Это надежная, прочная машина, качественно выполняющая свои функции.
Решившись на покупку данной модели токарного станка, опытные пользователи советуют ответить для себя на два основных вопроса:
- Какие работы планируется выполнять на станке.
Конечно, современные импортные аналоги по точности обходят автомат ТВ-6.Но если захочется снять более толстый слой металла, то равного «школьнику» не найти.
Что касается второго вопроса, то не всю работу машина может выполнять. Например, как отмечают некоторые пользователи, станок не смог затачивать долотообразную трубу. Для расширения функциональных возможностей понадобится набор сменных шестерен, которые необходимы для нарезания резьбы инструментом. Они позволят вам при необходимости изменить размер шага.
Из недостатков можно назвать то, что автомат работает от электрической сети напряжением 380 В.Если дома нет ЛЭП, то прибор нужно переоборудовать на 220 В. Еще один недостаток этого токарного станка — во время работы он издает громкий шум. Но с другой стороны, если вы установите его в своем частном дворе, то с этим проблем не будет.
Судя по всему, отечественный токарный станок для обработки металла ТВ-6, выпускаемый с целью обучения токарному мастерству, нашел свое применение в быту. Его используют многие любители делать своими руками полезные самоделки.Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
Токарный станок Atlas 10F — TH54
Токарный станок Atlas TH54 10F
После недолгих поисков на Craigslist и других рекламных объявлений я наконец нашел токарный станок Atlas. Машина, как я обнаружил, не имела инструментов, а вместо составных суппортов и поперечных суппортов была какая-то таблица с Т-образными пазами. Что ж, цена была подходящей, и я не мог отказаться от нее ни к лучшему, ни к худшему. (Хммм … это очень похоже на брак, не так ли?)
В этом разделе веб-сайта будет подробно описано, что я сделал для ремонта или ремонта токарного станка.Заметьте, я не сказал восстанавливать машину, хотя попутно она получила некоторые новые детали. Так что болтайтесь и следите за мной, пока я верну Берту в рабочее состояние и, надеюсь, начну делать вещи с машиной.
Ниже представлены видеоролики, которые я сделал во время работы на токарном станке. Внизу страницы я сделаю доступными связанные документы, которые я нашел для машины, на тот случай, если новый пользователь не захочет их все округлять. Эти документы доступны на ряде сайтов в Интернете, но, тем не менее, я подумал, что это будет хорошее хранилище для них.Если у вас есть какая-то документация, относящаяся к токарному станку Atlas, которого мне не хватает, напишите мне по электронной почте и дайте мне знать, так как я хотел бы собрать как можно больше и разместить их здесь.
и далее …
Восстановление / чистка токарного станка / или что-то еще, что я сделал
Токарный станок Atlas 10F — 01 — Введение
Купив недавно токарный станок Atlas TH54, я подумал, что быстро пройдусь по нему и расскажу немного о станке.Это, наверное, не самая лучшая машина, но за те небольшие деньги, которые у меня были, я рад, что она у меня есть. Я опубликую больше видео об этой машине, охватывающих настройку и некоторые ремонтные работы, которые необходимо сделать.
Токарный станок Atlas 10F — 02 — Снятие шпинделя передней бабки
В этом видео я снимаю шпиндель передней бабки с токарного станка, чтобы выяснить, почему штифт на зубчатом колесе не входит в зацепление.
Токарный станок Atlas 10F — 03 — Установка шпинделя передней бабки
В этом видео я повторно устанавливаю шпиндель передней бабки на токарный станок Atlas.Я говорю об установке, а также о том, как шкив, зубчатая передача и ведущая шестерня взаимодействуют с задними шестернями. Вы понимаете все, даже мои тупицы !!!
Токарный станок Atlas 10F — 04 — Разборка заднего редуктора и расчет регулировочных шайб
В этом видео я обсуждаю, как разбираются задние шестерни, и процесс, через который я прошел, чтобы определить, какой размер регулировочных шайб мне нужен между отливками головной ложи и отливками задней шестерни, чтобы установить надлежащий зазор для шестерен.Обратите внимание, что я допустил ошибку в том, как я это сделал, но позже обнаружил свою ошибку и исправил ее. Я аннотирую видео, где я пошутил. Я решил оставить это там, потому что я далеко не идеален и являюсь начинающим машинистом-любителем.
Токарный станок Atlas 10F — 05 — Модификации встречного вала
В этом видео описываются модификации, которые мой токарный станок 10F внес предыдущий владелец. Мне это кажется хорошей модификацией. Это если вас беспокоит только запуск машины, а не восстановление ее первоначального состояния.
Токарный станок Atlas 10F — 06 — Узел встречного вала
В этом видео описывается сборка промежуточного вала токарного станка Atlas 10F. Я обсуждаю свой выбор замены подшипника и благодарю некоторых людей, которые помогают мне на этом пути.
Токарный станок Atlas 10F — 07 — Комплектующие для токарного станка и Current Progress
В этом видео я расскажу о некоторых инструментах, которые у меня есть для токарного станка, о том, что я сделал до сих пор, и о том, что мне нужно, чтобы все наладить и запустить.
Токарный станок Atlas 10F — 08 — Снятие редуктора с направленной подачей и узла фартука седла
В этом видео я снимаю седло и ходовой винт реверсивной коробки передач. Я разбираю и очищаю реверсивную коробку передач и объясняю, как она работает.
Токарный станок Atlas 10F — 09 — Обновления, спасибо и темная сторона луны
В этом видео я рассказываю, где я нахожусь с токарным станком. Я обсуждаю совет, который я получил от Halligan142, и отдаю должное, а спасибо, где они.Кроме того, я представляю вам Темную сторону Луны для вашего удовольствия. Если вы еще не сделали этого, я рекомендую вам проверить канал Рича «Makin Somthin From Nothin». Рич очень помог мне в моем проекте токарного станка и имеет ряд видеороликов по обработке и литью, которые, я думаю, стоит посмотреть. Пожалуйста, нанесите ему визит. Вы можете найти его по адресу https: //www.youtube.com/channel/UCsuJ …
.
Токарный станок Atlas 10F — 10 — Установка редуктора изменения направления ходового винта
В этом видео обсуждается повторная сборка редуктора изменения направления ходового винта вместе с его установкой.Дополнительно я говорю о тумблере, расположенном на левой стороне передней бабки.
Токарный станок Atlas 10F — 11 — Установка банджо и переключателя передач
В этом эпизоде я устанавливаю банджо на редуктор направления ходового винта и настраиваю сменные шестерни токарного станка на подачу 0,0035 дюйма. Большое спасибо мистеру Ганьону за шестерни, которые позволили мне эту настройку, и втулку, необходимую для их работы.
Токарный станок Atlas 10F — 12 — Возвращение банджо и переключающих передач
В этом видео я снова возвращаюсь к банджо и смене передач.После комментария пользователя я подумал, что будет благоразумным дать продолжение в сборе зажимного болта, используемого для фиксации банджо на месте.
Токарный станок Atlas 10F — 13 — Взгляд под фартук Берты — Часть 1
В этом эпизоде я наконец вникаю в фартук токарного станка. Он разобран и очищен, и я расскажу о некоторых проблемах с ним. Это первая из двух частей. Во второй партии я снова соберу фартук.
Токарный станок Atlas 10F — 14 — Заглядывать под фартук Берты — Часть 2
В этом эпизоде я собираю фартук с некоторыми новыми и заменяемыми компонентами.
Токарный станок Atlas 10F — 15 — Разборка седла для чистки и осмотра
Приближаясь к концу очистки токарного станка, я разбираю седло, чтобы очистить его и осмотреть.
Токарный станок Atlas 10F — 16 — Больше новых деталей и огромное спасибо
Это обновленное видео, в котором показаны некоторые новые детали для фартука и седла, а также ОГРОМНАЯ благодарность джентльмену, который дал их мне. Спасибо, мистерУолли.
Токарный станок Atlas 10F — 17 — Сборка седла и установка фартука
Вещи начинают складываться. В этом видео я собираю седло и устанавливаю фартук.
Токарный станок Atlas 10F — 18 — Измерение люфта седла и др. В сборе
Я немного расскажу о том, как измерить люфт в зажимах седла, чтобы определить, какой толщины регулировочная шайба может понадобиться для сборки. Дополнительно я собираю поперечные суппорты, составные суппорты и упор для инструмента.
Токарный станок Atlas 10F — 19 — Установка ходового винта и боковой защиты
В этом видео я устанавливаю ходовой винт и обсуждаю потенциальную ловушку с его выравниванием, как указал зритель моего канала. Кроме того, я устанавливаю защитную пластину с левой стороны коробки передач изменения направления ходового винта.
Токарный станок Atlas 10F — 20 — Разборка задней бабки
В этом видео я полностью разобрал заднюю бабку токарного станка.Я объясню, как работает клин и конические винты, которые его регулируют.
Токарный станок Atlas 10F — 21 — Grātiās Vōbīs Agō
Огромное спасибо Джереми Ганьону и Ричарду Коксу за изготовление некоторых деталей для токарного станка. Я действительно ценю это. Детали включают Т-образную гайку для QCTP, новый шарнирный штифт и стопорный штифт крышки.
Токарный станок Atlas 10F — 22 — Сборка и регулировка задней бабки
В этом видео я собираю и регулирую заднюю бабку, показывая, как установить и отрегулировать упор.
Токарный станок Atlas 10F — 23 — Дополнительные новые детали, QCTP и проблема с задними шестернями
В этом видео я обсуждаю еще несколько отзывов зрителей. Я заканчиваю QCTP, и у меня есть несколько вопросов по проблеме, связанной с Back Gears.
Токарный станок Atlas 10F — 24 — Размеры шпинделя передней бабки
В этом эпизоде выполните ряд измерений на шпинделе передней бабки, включая осевой люфт, осевой люфт и биение торца шпинделя и конуса.Затем я обсуждаю эти измерения и их значение.
Токарный станок Atlas 10F — 25 — Регулировка подшипников шпинделя
В этом видео рассказывается, как должны регулироваться подшипники шпинделя на токарном станке Atlas. Эту информацию также можно найти в книге Atlas Lathe Book.
Токарный станок Atlas TH54 10F Документация и материалы для загрузки
Ниже приведены ссылки на документацию и другие сопутствующие материалы по токарным станкам Atlas 10F.Некоторые файлы также относятся к другим токарным станкам Atlas. Чтобы скачать, щелкните значок рядом с описанием.
Инструкции по монтажу станины, промежуточного вала и двигателя Atlas 10
В этом документе подробно описаны требования к верстаку, который будет использоваться для токарного станка, объясняется, как установить токарный станок на верстак. В этом документе также приведены подробные инструкции по установке контрвала токарного станка на верстак и, наконец, инструкции по подключению двигателя к токарному станку.Чтобы загрузить этот документ, щелкните значок PDF слева. Размер файла: 4.1 MB
Токарные станки — Токарные станки Авторизованный оптовый дилер из Бангалора
| Мощность | по индивидуальному заказу |
| Диапазон скоростей шпинделя | по индивидуальному заказу |
| Поворот над станиной | по индивидуальному заказу |
| Тип токарного станка Машина | по индивидуальному заказу |
| Ширина станины | по индивидуальному заказу |
| Страна происхождения | Сделано в Индии |
Мы являемся известными поставщиками широкого ассортимента обычных токарных станков .Эти станки используются для формовки и обработки различных материалов в различных отраслях промышленности. Мы поставляем эти токарные станки от известных производителей, которые используют качественное сырье и применяют строгие меры контроля качества. Эти машины отличаются превосходной производительностью, высокой эффективностью, низкими эксплуатационными расходами и простотой использования.
В этом диапазоне представлены различные серии:
Токарные станки серии Hi-Cut-3503:
Эти токарные станки с зубчатой головкой состоят из закаленной и заземленной станины, носа шпинделя американского стандарта A2-4, R.H. Фартук маховика, квадратный резцедержатель и электрический элемент, который подходит для 415 В, 3 л.с., 50 циклов с двигателем мощностью 2,2 кВт.
Токарные станки серии Hi-Cut-4005:
Наш токарный станок с зубчатой головкой состоит из закаленной и отшлифованной станины, передней части шпинделя A2-6 американского стандарта, фартука правого маховика, квадратной стойки для инструмента и электрического элемента, подходящего для 415 В, 5 л.с. , 50 циклов с двигателем 3,7 кВт.
Hi-cut Токарные станки серии 3503:
- Модель-ABC-600, высота посередине прямой станины 175 мм
- Модель-ABC-800, высота посередине прямой станины 175 мм
- Модель-ABC-800 Высота посередине станины с зазором 175 мм
- Модель-ABC-1000, прямая центральная высота станины 175 мм
- Модель-ABC-1000 Высота посередине станины с зазором 175 мм
Токарные станки Hi-cut серии 4005:
- Модель-ABC-600 прямая Высота в центре кровати 200 мм
- Модель-ABC-800, прямая высота в центре кровати 200 мм
- Модель-ABC-800 Высота в центре с зазором BEd 200 мм
- Модель-ABC-1000 Высота в центре прямой кровати 200 мм
- Модель-ABC- Высота посередине станины с зазором 1000 200 мм
- Модель-ABC-1500 Высота посередине прямой станины 200 мм
- Модель-ABC-1500 Высота посередине станины с зазором 200 мм
Машина оснащена:
- Мертвая точка с центром Sl eeve
- Мертвая точка задней бабки
- Лампа станка
- Набор инструментов
- Насос охлаждающей жидкости с краном
- Индикатор шкалы резьбы
- Масляный пистолет
- Квадратная стойка для инструмента
- Задний брызговик