Какими электродами варить нержавейку | Статьи о сварке от МЭЗ
Нержавеющая сталь – сплавы особого рода. Они содержат повышенное количество легирующих элементов (хрома, молибдена, никеля и других – в зависимости от марки), что придает материалу специальные свойства. Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред. Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Особенности нержавеющих сталей
Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
- Низкая (в сравнении с углеродистыми сталями меньше в 2 раза) теплопроводность. Из-за этого проплавление металла происходит гораздо быстрее, поэтому силу тока следует уменьшать на 15–20%.
- Коэффициент расширения выше, чем у других сталей. В процессе сварки происходит растягивание металла, при остывании – стягивание. Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения.
- Появление межкристаллитной коррозии – в случае, если нержавейка нагревается до температуры 500°С и выше. Это резко снижает антикоррозионные качества металла.
Все перечисленные факторы обуславливают то, что ММА сварка по нержавейке выполняется только специальными электродами с обмазкой основного типа при точно подобранном сварочном режиме. Обычные стержни с обмазкой используются только в крайних случаях и исключительно в быту – для изделий, рассчитанных на минимальные нагрузки.
Каким током варить при ММА?
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
- На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки. Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
- На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
- ЦЛ-11 – универсальная, повсеместно используемая марка. Хорошо подходит для сталей 12Х18Н9Т, 08Х18Н12Т, 12Х18Н10Т, 08Х18Н12Б и других. Позволяет получить очень стойкий к межкристаллитной коррозии шов.
- НЖ-13 – хорошо варит по сталям с высоким содержанием не только хрома или никеля, но и молибдена. Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.
Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Сварка нержавейки переменным током
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
- ОЗЛ-14;
- ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- ЛЭЗ-8;
- АНВ-36.
Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61.30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
- 1,5 мм – d 2 мм – 40–60 А;
- 3 мм – d 3 мм – 75–85 А;
- 4 мм – d 3 мм – 90–100 А;
- 6 мм – d 4 мм – 140–150 А.
Далее порядок действий таков:
- поверхность соединения на детали обязательно зачищается металлической щеткой.
- для лучшего проплавления (при толщине от 4 мм) напильником или болгаркой разделываются кромки.
- при соединении тонкостенных изделий (до 2 мм) предварительно выполняются прихватки.
- при большой (от 7 мм) толщине зона соединения предварительно прогревается до 150 ⁰C.
- путем легкого дотрагивания до металла активируется электрод и поджигается дуга.
- металл сваривается на короткой дуге.
- по завершении сварки делается «замок» во избежание появления свищей и трещин.
- изделие должно остыть (не менее 5 минут).
Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Какими электродами варить нержавейку с черным металлом
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
- ОЗЛ-25Б – для соединения черных металлов и жаропрочных сталей;
- НИАТ-5 – для аустенитных сталей;
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает наш Магнитогорский электродный завод. По доступным ценам вы можете купить на сайте материалы для ММА-сварки по нержавеющим сталям. Стоимость определяется маркой изделий и материалом покрытия. В ассортименте – сварочные материалы для коррозионностойких (в том числе жаропрочных и жаростойких) сталей и сплавов, высокое качество которых подтверждено сертификатами.
Электроды для нержавейки
Электроды для сварки
Сварочные электроды
какими варить, можно ли варить вообще
Среди множества сталей, по некоторым данным их общее количество насчитывает около 600 наименований, особняком стоят нержавеющие (коррозионностойкие). Состав этих сталей позволяет их использовать в различных условиях эксплуатации, например, на морском воздухе или в химически агрессивных средах.
Из нержавейки производят трубопроводную арматуру, емкости, в том числе, работающие под давлением и многие другие детали и агрегаты. Для соединения между собой частей трубопровода устанавливают разъемное или неразъемное соединение. Для первого типа востребованы фланцы, муфты и пр. Для создания неразъемных соединений (стыков) используют сварку.
Надо понимать, что наличие в составе нержавеющих сталей различных элементов, предъявляет особые требования к способу соединения и материалов для этого используемых.
 Электроды по нержавейке
Электроды по нержавейкеПочему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств. К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класса обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой. Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями. Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.

Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.

ОЗЛ-8
На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.

ОЗЛ-14А
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Маркировка электродов по нержавейке
Все сварочные материалы для нержавейки должны быть отмаркированы. То есть, на упаковку должны быть нанесены идентификационные сведения, в которые должны быть включены следующие данные:
- марка, размеры и предназначение изделий;
- размер обмазки;
- полярность;
- напряжения.
Кроме перечисленных данных на упаковку может быть нанесена информация о компании производителя. Дата изготовления и срок годности.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Электроды для сварки нержавеющей стали 12Х18н10т
Сталь 12Х18Н10Т относят к материалам аустенитного типа. Эту сталь широко применяют для изготовления оборудования пищевой и фармацевтической промышленности.

Сварка электродами
Для соединения заготовок из этой стали применяют следующие типы изделий:
- ЦЛ-9, сварку с его применением можно выполнять во всех пространственных положениях.
- ОК 61.30, обеспечивают качество шва, самоотслаивание шлака.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.

Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
ESAB
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.

ESAB OK 61.30
На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
ЦЛ 11
Электроды этой марки применяют для работы с такими сплавами как — 09Х18Н12Т, 12Х18Н10Т, Х14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
МОНОЛИТ
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.

Электроды «Монолит»
УОНИ
Электроды, выпускаемые под этой маркой, применяют как для работы с углеродистой, так и с нержавеющей сталью.
доступные способы сваривать, чем лучше, как дома, чем тонкую
 Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.

Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей “расширяются”, при охлаждении – “сужаются”.

- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.

Способы
Сваривание конструкций из нержавеющих сталей может проводиться несколькими методами. О том, чем сваривать нержавейку мы расскажем далее.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручное дуговое сваривание с помощью покрытых электродов. Востребованность такой сварки обусловлена тем, что в результате исполнитель получит качественный сварной шов. Когда к соединению не предъявляется каких-либо особых требований, то данный метод будет лучшим решением, нет причин искать альтернативу.

Подбор электрода выполняется в соответствии с маркой основного металла. Расходник должен иметь оптимальный состав обмазки. На рынке присутствует большое разнообразие сварочных материалов, применяющихся для работы с коррозионностойкими сталями. Полный перечень представлен здесь. Сваривание, чаще всего производится на постоянном токе обратной полярности.
Видео
В ролике без подробных разъяснений показано крупным планом, как происходит сварочный процесс.
https://youtu.be/Zngv3j_zh5g
Вольфрамовыми электродами
 Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Данный метод применяется для работы с тонким металлом, когда к соединению предъявляются повышенные требования по надежности. Также шов должен соответствовать особым условиям.
Вольфрамовые стержни помимо этого отлично подойдут для сваривания нержавеющих труб, применяющихся для транспортировки жидкостей. В таком случае процесс осуществляется в среде аргона, с применением постоянного тока прямой полярности.
Видео
В ролике наглядно показан процесс TIG-сварки трубы.
https://youtu.be/Gq3v2ld5SKU
Более подробная информация о сварке коррозионностойких сталей различными видами прутков представлена в статье “Сварка нержавейки электродами”.
О том, чем сварить нержавейку, за исключением электродов, будет рассказано далее.[ads-pc-3][ads-mob-3]
Полуавтоматическая сварка в аргоне
Полуавтоматическая сварка в аргоне применяется, чтобы получить качественное соединение и добиться высокой производительности. Для этого следует использовать сварочные полуавтоматы. Нержавеющая проволока для данного метода сваривания производится в соответствии с нормами ГОСта.

Выделяют несколько видов проволоки: универсальная, легированная, омедненная, с флюсом, порошковая, стальная или алюминиевая.
Сварочный процесс начинается с предварительной подготовки. Исполнителю нужно настроить режим работы сварочного полуавтомата: сила тока, напряжение и скорость подачи проволоки. Для металла толщиной менее 3 мм., оптимальная сила тока составляет от 120 до 145 А. Скорость движения проволоки – 900 м/ч. При этом используется постоянный ток обратной полярности.
Рабочую поверхность следует очистить, например щеткой для металла.
Затем начинается основный этап работ. Исполнитель включает переключатель, подающий проволоку. После зажигается дуга. Если используется плавящаяся проволока, то для возбуждения дуги нужно прикоснуться к металлу. Осуществлять движения сопла горелки необходимо исключительно в одном направлении, не нужно допускать поперечных движений. Оптимальным вариантом является сваривание изделий на высокой скорости однослойным швом.
Видео
В ролике варит не вполне уверенный сварщик, но представление о процессе получить вполне можно.
Если у исполнителя возникает вопрос: чем варить нержавейку 2мм, то данный метод будет отличным вариантом.
Лазерная
 Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Коррозионностойкие стали свариваются лазером только встык, так как соединение внахлест создает термические напряжения, которые отрицательно сказываются на общей прочности изделия.
Преимущества данного метода: отсутствие снижения прочности в зоне отпуска; исключение появления термических трещин; быстрота и точность воздействия лазерного луча не допускает возникновения оксидной пленки. Главной особенностью метода является более быстрое остывание сварного шва.
Плазменная
Выделяют ручную и автоматическую плазменную сварку. Ручное сваривание осуществляется с помощью дуги, формирующейся между электродом и основным металлом. Другое название ручного метода – микро-плазма или мини-плазма. Сварочный процесс выполняется на переменном токе от 0,1 до 15 А. Данный метод предназначен для исполнителей, которым нужно варить тонкую нержавейку. Также существует техника “беспучкового сопла” с напряжением 15-100 А.
Лучевой поток при автоматической сварке производится с помощью плазмотрона. Воздействие переменного тока выше 100 А и потока газа создает мощный пучок плазмы.

Достоинства: стабильность и “жесткость” дуги позволяют контролировать энергозатраты; узкая околошовная зона; достаточно ускоренный темп сваривания; возможность изменять расстояние между соплом и рабочей поверхностью без отрицательного влияния на качество шва. Подробнее о плазменной сварке здесь.
Видео
Посмотрите, как можно варить небольшим плазменным аппаратом.
В домашних условиях
Для того, чтобы ответить на вопрос: чем сварить нержавейку дома – следует ознакомиться со следующей информацией.
 Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Кроме аппарата исполнителю будет необходимы электроды: специальные для нержавейки или обычные. Сваривание осуществляется по тщательно зачищенной поверхности. Соединение выполняется постоянным током, величина зависит от толщины металла и варьируется от 40-150 А.
Видео
В ролике популярно объясняется, как это делать.
Все вышеперечисленные методы помогут понять, чем можно варить нержавейку в каждой конкретной ситуации. В зависимости от марки коррозионностойкой стали исполнитель выбирает оптимальный режим сварки. Правильные параметры гарантируют безопасность сварочного процесса для исполнителя и обеспечивают необходимое качество сварного шва.
Чем лучше варить нержавейку, каждый сварщик решит самостоятельно, ознакомившись с перечисленными данными.
методы, их отличия и описание, как сварить электродом
Сварка изделий из нержавейки является довольно сложной в технологическом плане операцией, которую невозможно качественно выполнить без учёта физических свойств и химического состава материала. Подобный подход к выполнению работы является единственно правильным и позволит создать максимально надежное и качественное соединение.
Особенности сварки деталей из нержавейки
Основные трудности, возникающие при сварке нержавейки, связаны с тем, что этот материал относится к группе высоколегированных сплавов, а потому содержит в своем составе множество разных элементов, определяющих его основные свойства. Так, в ее составе присутствует такое соединение, как хром. Его доля в сплаве может достигать 12−30%. Хром, как и другие элементы, содержащиеся в составе нержавейки — молибден, марганец, титан и никель, обеспечивает этого металлу антикоррозионные свойства. Но при этом от него нержавейка получает и ряд особенностей, которые влияют на ее свариваемость.
Поэтому при сварке нержавейки необходимо учитывать ряд характеристик этого материала.
- Высокий коэффициент линейного расширения. Из-за этой особенности во время сваривания деталей из нержавейки они неизбежно подвергаются значительной деформации. Иногда вызванное этим свойством деформация может вызвать появление крупных трещин, если подготовленные для соединения детали имеют большую толщину и между ними отсутствует зазор.
- Низкая теплопроводность. В отличие от низкоуглеродистых сплавов нержавейка имеет в полтора — два раза ниже показатель теплопроводности. Из-за этой особенности при сварке детали проплавляются даже при токах меньшей величины, чем при соединении деталей из низкоуглеродистой стали.
- Межкристаллитная коррозия. В условиях, когда нержавейка во время сварки подвергается сильному нагреву (до температуры +500 градусов Цельсия и выше), приходится наблюдать такое явление, как межкристаллитная коррозия. Она возникает из-за того, что по краям зерен структуры металла образуются прослойки, состоящие из карбида хрома и железа.
Но предотвратить это явление можно, если с особой тщательностью подходить к выбору режима сварки, а также в принудительном порядке остужать соединяемые элементы, с чем легко может справиться обычная вода. Но важно помнить, что такой метод охлаждения можно применять только в отношении изделий из хромоникелевых сталей, обладающих аустенитной внутренней структурой.
- Перегрев электродов с хромоникелевыми стержнями. Учитывая, что свариваемые материалы имеют низкие показатели теплопроводности и повышенное электрическое сопротивление, во время их соединения электроды, стержни которых состоят из хромоникелевого соединения, часто нагреваются до критических температур. Предотвратить подобное явление можно только при условии применения для сварки электродов, имеющих длину не более 35 см.
Популярные методы сварки
В случае необходимости соединения изделий из нержавеющей стали с повышенным содержанием хрома их сваривание может быть выполнено несколькими способами. К настоящему моменту наибольшее распространение получили следующие виды сварки:
- Аргонодуговая. При этом виде сварки применяют вольфрамовые электроды и режимы AC/DC TIG.
- Сварка, проводимая покрытыми электродами в режиме MMA.
- Полуавтоматическая электродуговая сварка. Проводится в аргоновой среде с использованием режима MIG, а также проволоки из нержавейки.
- Холодная сварка, которую выполняют под высоким давлением.
- Шовный метод сваривания и контактная точечная сварка.
Перед началом работ по свариванию нержавейки необходимо в обязательном порядке обезжирить их поверхности, для чего может применяться авиационный бензин или ацетон. Это делают с целью уменьшения пористости создаваемого шва, а также для обеспечения повышенной устойчивости сварочной дуги. Только когда эта операция будет выполнена, можно приступать непосредственно к свариванию заготовок выбранным способом.
Для сваривания элементов из нержавейки можно использовать несколько способов, среди которых имеются как получившие наибольшее распространение, так и применяемые в редких случаях. Конечный выбор наиболее подходящего метода должен осуществляться с учетом конкретных условий и требований, которым должно отвечать выполняемое соединение.
Покрытыми электродами
Чаще всего сварку заготовок из нержавеющей стали выполняют методом ММА, предусматривающим использование покрытых электродов. Главными его достоинствами является простота и универсальность, что позволяет использовать его даже в бытовых условиях, хотя он и не в состоянии обеспечить шов высокого качества.
Несмотря на то что этот тип сварки нержавейки электродами ММА подходит для использования в домашних условиях, чтобы им воспользоваться, придется приобрести специальный сварочный аппарат — инвертор.
Для надежного соединения изделий из нержавейки с помощью инвертора важно правильно выбрать электроды. На сегодняшний день всё разнообразие электродов, используемых для соединения нержавейки, можно представить в виде двух групп:
- С рутиловым покрытием на основе двуокиси титана. При использовании таких электродов минимизируется количество образующихся во время работы брызг металла, а также обеспечивается стабильность дуги, но их применение возможно только при постоянном токе и обратной полярности.
- С покрытием на основе карбоната магния и кальция. При работе этими электродами сварка выполняется при постоянном токе и обратной полярности.
Ручная и полуавтоматическая в среде аргона
При сварке изделий из нержавеющей стали ручным способом в аргоновой среде обычно используют электроды из вольфрама. Подобный способ соединения деталей подходит для использования и в домашних условиях, обеспечивая качественное и надежное соединение изделий, имеющих небольшую толщину. Чаще всего этот тип электродов применяют при выполнении работ по прокладке коммуникаций из труб, предназначенных для доставки в условиях высокого давления газов или различных жидкостей.
Эта технология имеет ряд особенностей, о которых также не помешает узнать перед использованием:
- Во время сварочных работ важно, чтобы вольфрам, из которого выполнены электроды, не попал в расплавленный металл в зоне сварки. Решается эта задача путем поджигания дуги бесконтактным способом. В том случае, если это невозможно сделать на детали, дугу можно зажечь на отдельной угольной плите, а затем осторожно ее переместить на соединяемые заготовки.
- Этот метод сваривания изделий из нержавейки может использоваться как при постоянном, так и переменном токе.
- При выборе оптимального режима сварки в расчет берется толщина соединяемых деталей. Говоря о режимах, речь идет о количестве расходуемого защитного газа, показателях тока, выбранной для сваривания присадке, диаметре проволоки, сечении вольфрамового электрода.
- Используемая для сваривания присадочная проволока должна иметь более высокий уровень легирования, нежели соединяемые заготовки.
- Во время сварочных работ электроды для нержавеющих сталей должны сохранять устойчивое положение. При несоблюдении этого требования возможно нарушение сварочной зоны и окисление металла в ее области.
Одним из плюсов использования этого метода сварки является то, что он позволяет значительно экономить вольфрамовые электроды. Для этого после завершения сварочных работ нужно примерно на 15 секунд не отключать подачу аргона. Такой прием позволяет защитить раскаленный вольфрамовый электрод от активного окисления.
Электродами полуавтоматическим способом
Этот метод сваривания изделий из нержавейки в аргоновой среде практически не отличается от классического ручного. Разница между ними состоит лишь в том, что проволока в сварочную зону поступает посредством специального оборудования. Механизация этого процесса позволяет повысить его точность и скорость.
если есть полуавтоматическое оборудование, специалист может воспользоваться следующими способами сваривания изделий из нержавейки:
- Метод струйного переноса. Главным его достоинством является то, что с его помощью можно создавать надежные соединения при работе с деталями значительной толщины.
- Сварка короткой дугой. Предназначена преимущественно для соединения заготовок небольшой толщины.
- Импульсная сварка. Универсальный метод соединения деталей, который гарантирует получение качественных и надежных соединений и максимальную экономию на расходных материалах.
Какими электродами варить нержавейку
Чтобы разобраться, какой тип электродов лучше всего подойдёт для сваривания нержавейки, необходимо обратиться к ГОСТу 10052−75, из которого можно узнать об особенностях существующих типов расходных материалов и рекомендациях по их выбору для работы с металлом определенного химического состава. Определиться с наиболее подходящим типом электродов для сваривания нержавейки, соответствующим требованиям данного ГОСТа, можно, если знать марку металла, элементы из которого необходимо соединить.
Другие способы сварки нержавеющей стали
В ряде ситуаций специалистам приходится рассматривать альтернативные методы сварки изделий из нержавейки, которые позволяют создавать надежные соединения только в особых условиях. К ним можно отнести следующие методы, предусматривающие использование специального сварочного оборудования.
Лазерным лучом
Из достоинств, которыми обладает этот метод соединения деталей из нержавейки, следует отметить сохранение изначальных показателей прочности металла в сварочной зоне по причине повышенного температурного воздействия, минимальное время, необходимое для остывания, отсутствие трещин после сварки, а также формирование минимального размера зерен в его структуре. Сам рассматриваемый метод, как и оборудование, которое позволяет его реализовать, активно используется в самых разных отраслях промышленности, в том числе при прокладке коммуникаций, в автомобилестроении и др.
Холодная под большим давлением
При этом способе соединения деталей из нержавейки материал не подвергают плавлению. Соединение заготовок обеспечивается за счет особого взаимодействия их кристаллических решеток. В зависимости от того, какое соединение необходимо получить и с деталями какой формы предстоит работать, давление может оказываться на одну или сразу на обе детали.
Контактная сварка изделий из нержавейки
При этом способе соединения изделий из нержавейки может применяться точечная или роликовая технология. Он позволяет соединять тонкие листы из нержавеющей стали, имеющие толщину до 2 мм. Примечательно, что при сваривании деталей этим способом применяют то же оборудование, что и при сваривании других металлов.
Нержавеющая сталь является одним из наиболее популярных материалов, из которого изготавливается множество разнообразных металлоизделий и конструкций. Однако процесс сваривания деталей имеет свои особенности, которые обязательно нужно учитывать каждому специалисту. Особенно это касается домашних мастеров, многие из которых не знают, как сварить нержавейку инвертором в домашних условиях.
От низкоуглеродистых сталей этот материал отличается содержанием определенного набора элементов, которые создают определенные трудности при соединении деталей из нержавейки. Это является одним из главных моментов, о котором необходимо знать перед началом сварочных работ. Дело в том, что каждый входящий в состав нержавейки элемент обладает особыми свойствами, что напрямую влияет на характеристики, которые демонстрирует нержавейка во время сварки. Особые физические свойства и химический состав нержавейки требуют использования определенных методов сваривания изделий, выполненных из этого металла.
Выбор наиболее подходящего способа должен осуществляться с учётом характеристик соединяемых деталей, а также используемых электродов. Это также может в значительной степени повлиять на качество и надежность создаваемого соединения.
Какими электродами варить нержавейку
Сваривание нержавейки становится популярным, ведь этот металл обладает многими прекрасными качествами, позволяющими Вам как можно быстрее и качественней сделать то или иное изделие. К примеру, многие люди делают у себя дома водяной бак, чтобы всегда был небольшой запас воды. Как известно, пластмасс, который уже нашел широкое применение по всему миру, наносит вред здоровью. Несмотря на то, что многие люди выбирают пластиковые баки, некоторые люди все-таки решаются на сваривание бака с нержавеющей стали.
Пример с баком показывает, что нержавейка становится очень популярной, ведь все люди хотят иметь крепкое здоровье и долговечные вещи. Как известно, нержавейка практически не поддается коррозии, поэтому, чтобы ее уничтожила ржавчина, нужна не одна сотня лет. Такая особенность этого сплава стали с хромом облегчает участь сварщика, которому не нужно очищать металл от следов коррозии. Однако его все равно желательно зачищать от других загрязнений перед свариванием
Для произведения сварочных работ с нержавеющим металлом используются известные в России электроды ОЗЛ-6 и ОЗЛ-8. Они очень доступны, поэтому Вы можете без проблем их купить в любом специализированном магазине, продающим электроды и сварочное оборудование. Также Вы можете использовать для сваривания нержавейки электроды МР-3 или ОК 46.00 и другие. Сразу же хотелось бы отметить, что сваривание электродами ОК 46.00 и МР-3 получается наиболее качественным и комфортным. Высокое качество шва, который получается при сваривании этими электродами, показывает, что их использование — это ключ к успешной работе с нержавейкой.
Эти электроды являются и удобными, и опасными. После сваривания, когда сварочный шов уже остывает, происходит отскакивание шлаков, которые имеют очень большую температуру. Это удобно, потому что Вам не нужно очищать металл от шлаков. Для очистки металла, Вам нужно просто отойти. Однако при этом Вам нужно соблюдать осторожность, ведь отскакивание горячих шлаков опасно для здоровья.
Если Вы не будете внимать мерам предосторожности при работе с нержавейкой, то можете повредить или потерять зрение или получить сильные ожоги. Сваривание этими видами электродов происходит при токе обратной полярности в предпочтительно нижнем положении шва.
Предпочтение нижнему положению шва отдается потому что при остывании шов становится опасен для здоровья. Однако если у Вас безвыходное положение, то есть нужно обязательно производить сваривание над головой, то обезопасьте свое здоровье, используя несколько методов защиты.
У Вас обязательно должна быть маска для сваривания, качественный держатель электродов, который способен обезопасить руки, а также специальная сварочная одежда их прочной ткани большой толщины. Имея такое снаряжение сварщика Вы сможете без проблем производить сваривание во всех пространственных положениях.
Однако даже если Вы имеете все необходимое снаряжение, то Вам все равно нужно обязательно отходить от места сваривания, потому никакое снаряжение не может гарантировать Вам безупречную защиту.
Сварка нержавейки электродом: как правильно варить инвертором
Для бытовых и промышленных нужд нержавейка имеет популярность и достаточно широкое применение. Но как происходит сварка нержавейки электродом, как проводить шов, каким пользоваться сварочным аппаратом?
Обладая антикоррозийными характеристиками металл используется под тару для химической продукции, посуды для бытовых нужд, фильтров очистки воды и других изделий. Для увеличения времени эксплуатации некоторые хозяева делают из нержавеющего металла отопительные системы, незаменима она при производстве полотенцесушителей.
Характеристики и особенности, свойства металла
Производство по свариванию данного металла в большой степени отличны от работы с простым железом. Основная часть деталей из нержавейки предназначаются для эксплуатации с жидкостями, находящимися под разной степенью давления. Основной проблемой сварщика являются протечки, возникшие после охлаждения сварочных швов. Как варить нержавейку электродом несложно определится изучив характеристики данного материала.
Эта сталь имеет достаточно большую степень расширения, во время нагревания молекулы отходят друг от друга на большее расстояние, чем у иных типов железа. Во время охлаждения сваренная деталь стягивается до изначальных габаритов.
Инородное железо, находящееся в самом шве с меньшим коэффициентом расширения, при остывании способствует порывам, оставляющим микротрещины, которые протекают после сварки. Чтобы избежать таких последствий следует выбирать качественные электроды, дающие возможность качественного совмещения свариваемого и наплавляемого металла.
Следующей проблемой сварки электродами нержавеющей стали является ее невысокий температурный режим плавления. Высокая температура от сварочной дуги приводит к перегреву места сварки и способствует испарению легирующих включений, отвечающих за антикоррозийные характеристики.
Из-за этого проведя сварку нержавейки электродом в домашних условиях, через некоторое время обнаруживается коррозия в местонахождении сварочного шва. Поэтому следует правильно подбирать режим работы аппарата и шов производить слева направо и сверху вниз поочередно, для предотвращения перегрева в зоне нахождения шва.
Также проблемой является реакция углерода на появление в сварочном месте кислорода, что способствует образованию газа в зоне застывающего шовного соединения и появлению значительных пор. Подобная проблема ведет к тому что электросварка нержавейки электродом становится невозможной.
Для предотвращения подобного явления место сварки должно быть максимально защищено от внешней среды с помощью защитного газа или специальной обмазки электродов, которая создает вокруг свариваемого места облако газа.
Типы используемых электродов
Чтобы узнать, как правильно варить нержавейку электродами, изначально нужно знать, что ее технически возможно сваривать и простыми электродами. Ели нет необходимых деталей тогда для сварки тонкой нержавейки электродом умелые мастера применяют подручные материалы.
Но следует учесть при использовании обычных электродов, качество шовного соединения становится намного меньше и применять такую технологию в промышленном производстве нельзя. Нужно использовать для сварки труб из нержавейки электродом, изделия с особым покрытием, предназначенным для работы нержавеющим материалом.
Марки наиболее часто применяемых электродов
- Тип «ЦЛ-11» относится к достаточно дорогим изделиям покрытым особой обмазкой. Отлично изолируют место сварки от наружных воздействий, сталь стержня электрода прекрасно вплавляется металл нержавейки и сохраняет надежное соединение.
- Марка «НЖ-13, применяя эти изделия вы создаете надежное соединение, обладающее ударной вязкостью не менее 125 Дж/см, не дает образовываться межкристаллитной коррозии. К достоинствам относится: образование небольшой толщины шлака, отпадающего самостоятельно после остывания шовного соединения. Это позволяет значительно уменьшить время обработки при больших объемах работ.
Технологический процесс
Процесс работ по свариванию нержавеющего материала имеет свою технологию, как сваривать нержавейку электродом указано ниже.
Процесс производится следующим образом: В первую очередь производится зачистка свариваемых поверхностей от грязи, маслянистых отложений, красочного покрытия и т. д. Присутствие таких веществ излишне вспенивает место наложения шва.
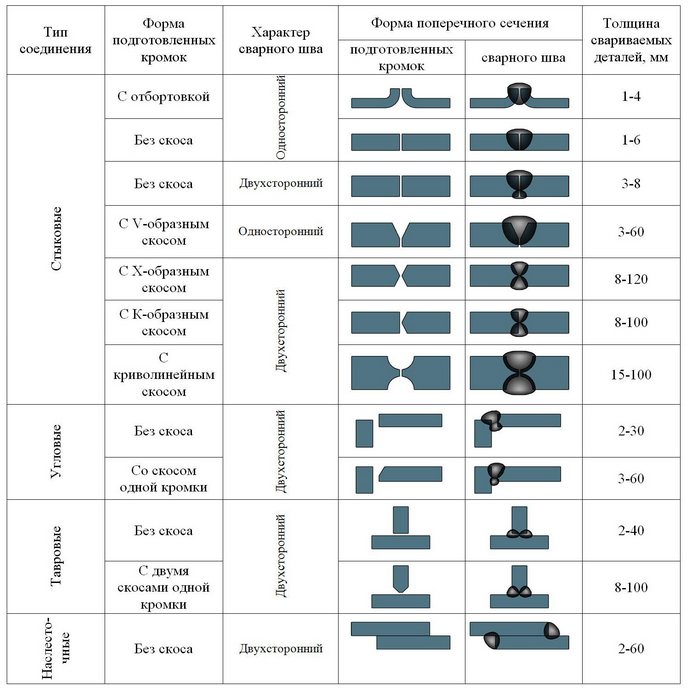
При соединении металлических пластин толщиной более 5 мм производится разделка кромок. Методом изготовления скосов в 45 градусов и зазором в 1 мм, при сварке изделий меньшей толщины подобная подготовка не производится.
Благодаря плотности совмещения деталей шов получается привлекательны и исключаются подтеки с обратной стороны. По окончании сварки металл не рекомендуется поливать водой остывать он должен постепенно и самостоятельно.
Сварочные аппараты, режимы работ
Сваривание деталей из нержавеющей стали ведется на разных устройствах, но к лучшим относятся — работающие на постоянном токе. При использовании такого аппарата материал для присадки идеально вплавляется в сварочный шов, и он выглядит красиво и гладко.
Если нет аппарата, работающего на «постоянке», рекомендуется воспользоваться для сварки нержавейки электродом инвертором. Такой аппарат питается от высокочастотного переменного напряжения. Используя требуемые по инструкции электроды и оперативно проводя дугу по поверхности, получите ровный шов с красиво наваренным металлом.
Если на объекте не имеется постоянного тока, вполне возможна работа на инверторе, питающимся от переменного напряжения с большой частотой. Используя требуемые высококачественные электроды и быстро проводя дугу, вы получите гладкую поверхность с аккуратно наваренным металлом. Сварочный процесс на трансформаторном токе также возможен, но отличается наплывами, поэтому применять его не рекомендуется в ответственных местах.
Для особо ответственных случаев лучше воспользоваться аргонно-дуговой сваркой с применением специальной проволоки, что обеспечит качественный результат.
Для получения качественного шва вы теперь знаете, как варить электродом по нержавейке с соблюдением технологии сварки, какой аппарат более подходит и какие приобретать электроды.
Интересное видео
Сварка нержавейки инвертором в домашних условиях
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.

На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи:
[lt_alert]Сварил своими руками печку в баньку аппаратом Ресанта САИ 190. Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.[/lt_alert]
Сергей, любитель:
[lt_alert]Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.[/lt_alert]
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
Melissa & Doug из нержавеющей стали, 8 предметов What Cooking Pots and Pans Restaurant and Kitchen Play Set — Walmart.com
«,» tooltipToggleOffText «:» Переведите переключатель, чтобы получитьБЕСПЛАТНАЯ доставка на следующий день!
«,» tooltipDuration «:» 5 «,» tempUnavailableMessage «:» Скоро вернусь! «,» TempUnavailableTooltipText «:»Мы прилагаем все усилия, чтобы снова начать работу.
- Временно приостановлено в связи с высоким спросом.
- Продолжайте проверять наличие.