всё, что вам нужно знать
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.
- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Где найти маркировку
Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.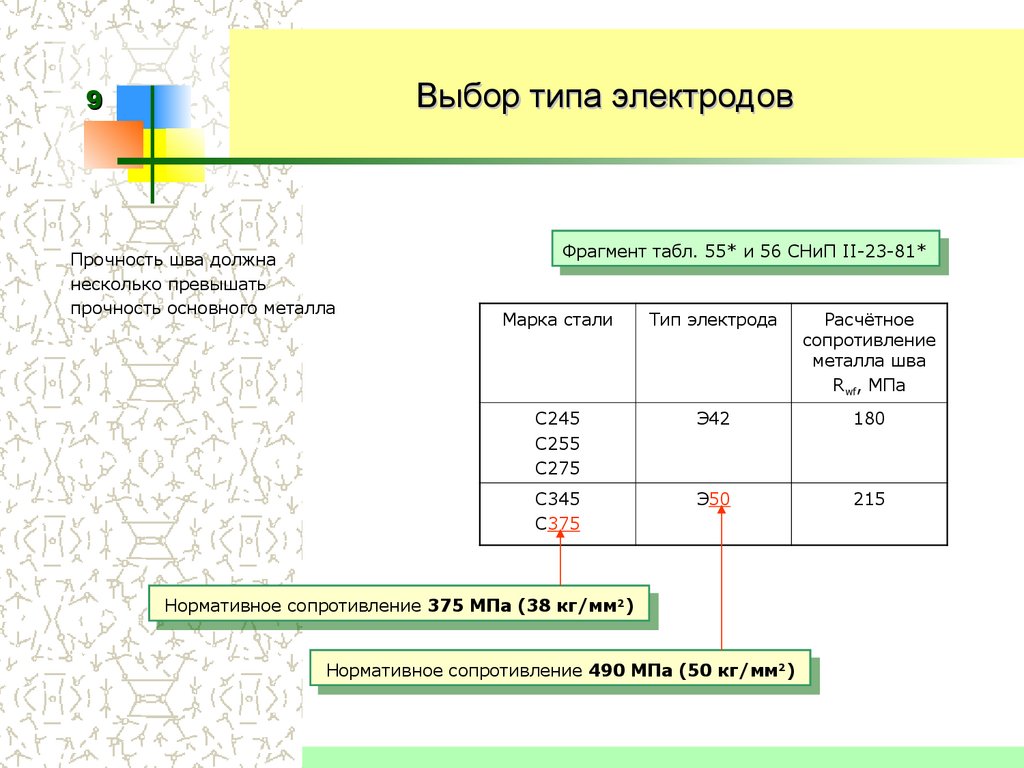
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.

- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.

Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой «А» в типе.
Марки электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.

Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45-
————————————
Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа.
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
Е432(5)-Б 1 0
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
 Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
- универсальные для всех положений (как в нашем примере).
- для всех положений, кроме вертикального сверху-вниз.
- оптимально варят по горизонтали на вертикальной поверхности. Не предназначены для потолочной сварки.
- для нижних угловых, тавровых и обычных соединений.
Характеристики сварочного тока
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Этот параметр не всегда указывается отдельно, поскольку определяется по типу обмазки. Но некоторые производители его выводят в отдельный индекс маркировки. Цифра 0 означает, что электроды подходят для сварки постоянным током обратной полярности. Дополнительно есть еще 9 вариантов с указанием напряжения от 50 до 90 В и типом полярности:
- 50 V, полярность любая.
- 50 V, прямая.
- 50 V, обратная.
- 70 V, любая.
- 70 V, прямая.
- 70 V, обратная.
- 90 V, любая.
- 90 V, прямая.
- 90 V, обратная.
Отклонения в напряжении допускаются в пределах -/+ 10 V.
Ответы на вопросы: маркировка электродов
Какими электродами лучше варить чернуху?
СкрытьПодробнее
Малоуглеродистую и углеродистую сталь хорошо варят электроды типа Э42, Э46. Если это ответственная конструкция (рама грузового автомобиля, крановая установка и пр.), используйте электроды Э46А, Э50А.
Какими электродами лучше варить нержавейку?
СкрытьПодробнее
Для работы с нержавейкой выбирайте электроды, в маркировке которых есть следующие индексы — Э-12Х13, Э-06Х13Н, Э-10Х17Т. Это типы для работы с высоколегированной сталью.
Электроды сильно брызгаются и трещат при сварке, что делать?
СкрытьПодробнее
Повышенное разбрызгивание и треск указывают на то, что обмазка отсырела. Прокалите электроды в специальной сушилке на производстве или в электродуховке дома при температуре 170? С в течение часа.
Какое покрытие электродов лучше?
СкрытьПодробнее
Здесь нет однозначного ответа и все зависит от производственных задач. С целлюлозным будет легко варить потолок постоянным током, а рутиловое снижает разбрызгивание металла, подходит для переменного тока.
Посоветуйте, какие марки электродов для сварки переменным током лучше?
СкрытьПодробнее
Существует много вариантов для сварки аппаратами, вырабатывающими переменный сварочный ток. Используйте, например, МР-3, АНО-4, ОЗС-12, АНО-21.
Что значит электроды для подводной сварки?
СкрытьПодробнее
Это электроды определенных марок, обеспечивающие горение электрической дуги под водой. При сварке обычными электродами практически не возможно добиться горения дуги и формирования жидкой сварочной ванны, поскольку вода затекает и охлаждает разогретый металл. Электроды для сварки под водой выделяют много газов, отталкивая воду. Это позволяет удерживать стабильную дугу, расплавить кромки и выполнить сварочное соединение.
Такие электроды пригодятся при сварке труб и резервуаров, если нельзя полностью удалить жидкость, но требуется заварить трещину, свищ, приварить латку. При этом под воду можно погружать только кончик электрода, а не держатель.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрЭлектроды ESAB ОЗЛ-8 ⌀ 2,5 мм, пачка 2,5 кг 2 250 руб / кг
Купить
Быстрый просмотрЭлектроды МР-3С ⌀ 3,0 мм, пачка 5,0 кг (СпецЭлектрод) 274 руб / кг
Купить
Быстрый просмотрЭлектроды BOHLER УОНИ 13/55 ⌀ 4,0 мм, пачка 5 кг 219 руб / кг
Купить
Быстрый просмотрЭлектроды ESAB АНО-4С ⌀ 3,0 мм, пачка 5 кг (СВЭЛ) 446 руб / кг
Купить
Быстрый просмотрЭлектроды ESAB ОЗС-12 ⌀ 3,0 мм, пачка 5,0 кг (СВЭЛ) 423 руб / кг
Купить
Быстрый просмотрЭлектроды ТМУ-21У ⌀ 4,0 мм 265 руб / кг
Купить
2. ВЕС:
пачка 5 кг
- пачка 5 кг
ПРОИЗВОДИТЕЛЬ:
БАРС
- БАРС
- Риметалк
- СЗСМ (Ротекс)
- ЛЭЗ
- Симэл
- Ярославль
- ВЭЗ (Волгодонск)
Электроды Т-590 ⌀ 4,0 мм 302 руб / кг
Купить
2. ВЕС:
пачка 4 кг
- пачка 4 кг
- пачка 5 кг
- пачка 5,5 кг
ПРОИЗВОДИТЕЛЬ:
ЯЭМП
- БАРС
- Риметалк
- СЗСМ (Ротекс)
- ЛЭЗ
- ЯЭМП
- Звезда (НТЦ Сварка)
- Тольятти
- Ярославль
- Высокие Технологие (Ярославль)
хит продаж
Быстрый просмотрЭлектроды ESAB OK 46. 00 ⌀ 3,0 мм, пачка 5,3 кг
433 руб / кг
Купить
Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и стала технологией, позволившей изготавливать объекты огромных размеров — от океанских кораблей до небоскребов. Сварные соединения и сегодня остаются наиболее распространенным видом создания неразъемных соединений.
Однако сварочные работы требуют специальных инструментов — прежде всего электродов, которые должны обеспечить надежное скрепление металлов «намертво». Поскольку в промышленности используется большое количество сортов стали и сплавов цветных металлов, для проведения сварочных работ требуется большое количество разных сортов электродов, приспособленных для разных материалов и видов сварки.
Сварочные работы делятся на несколько основных видов:
— электроды для сварки конструкционных сталей;
— электроды для сварки легированной стали;
— электроды для сварки высоколегированных видов стали с особенными свойствами;
— электроды для сварки чугуна;
— электроды для наплавки металла;
— электроды для сварки цветных металлов;
В общем, вариантов сварки много, и подборка необходимых для сварочных работ электродов – это ответственное дело, к которому нужно относиться внимательно. Итак…
Что требуется от электрода?
При сварке от всякого электрода прежде всего требуется:
-устойчивое горение вольтовой дуги,
-равномерное плавление металла и стабильный перенос его в сварочную ванну;
-защита свариваемых металлов от воздействия воздуха;
-получение прочного шва с нужным химическим составом и механическими свойствами;
-минимальные потери металла при сварке на угар и брызги; -чтобы шлак легко удалялся с поверхности шва;
-минимальную токсичность газов, выделяющихся при сварке.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода.
Конструкция электродов
Самыми распространенными являются плавящиеся электроды для дуговой сварки. Такой электрод — это стержень из сварочной проволоки с нанесенным на его поверхность специальным покрытием. Его работа проста — проволока под воздействием высокой температуры плавится в вольтовой дуге и образует «тело» сварочного шва… а зачем нужно покрытие электрода?
Прежде всего для того, чтобы обеспечить газовую защиту зоны сварки от окружающего воздуха. При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
Кроме того, при сварке покрытие электрода выделяет химические вещества, которые вступают в химические реакции с расплавленным металлом шва, придавая ему особые качества или образуют на поверхности шва шлаковую корку.
Из чего состоит покрытие электрода?
Поэтому, по назначению в покрытии электрода можно выделить:
Газообразующие компоненты, которые при нагревании они разлагаются на газы вытесняющие воздух. К ним относятся некоторые минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
-Шлакообразующие компоненты, которые обеспечивают защиту кристаллизующегося металла от воздейцствия кислорода из воздуха. При высокой температуре они формируют шлак, всплывающий на поверхности шва. К ним относятся окислы кремния, титана, алюминия, кальция, марганца и др. Они содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
-Раскисляющие компоненты, которые могут восстановить до полноценного металла часть окислов. К раскислителям относят железосодержащие соединения – ферромарганцы, ферротитаны и ферросилиции.
-Стабилизирующие компоненты, которые облегчают горение вольтовой дуги. Они содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе.
-Легирующие компоненты, которые придают шву дополнительную прочность и устойчивость к коррозии. В покрытии электрода присутствуют в виде сплавов – феррохрома, ферротитана, феррованадия.
Все эти элементы измельчаются в порошок и связываются в однородную массу при помощи натриевого или калиевого жидкого стекла.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Поэтому виды электродов для сварки различают по толщине покрытия:
| Отношение диаметра с покрытием (D) к диаметру электрода без покрытия (d) | Буквенное обозначение по ГОСТ 9466-75 | Международное обозначение |
Тонкое покрытие | менее 1,2 | А | А |
Среднее покрытие | от 1,2 до 1,45 | С | В |
Толстое покрытие | от 1,45 до 1,8 | Д | R |
Особо толстое покрытие | более 1,8 | Г | С |
Маркировка покрытия сварочных электродов
В одних покрытиях электродов могут преобладать газообразующие элементы, в других – шлакообразующие. При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений — фосфора и серы.
В зависимости от этого покрытия электродов делятся на
Основные
Создаются на основе фтористых соединений (плавиковый шпат), и карбонатов кальция и магния (мрамор, магнезит и доломит). Газовая защита осуществляется за счет углекислого газа, который выделяется при их разложении. С помощью кальция металл шва очищается от серы и фосфора.
Электроды с подобным видом покрытия используются для сварки легированных сталей и работы на ответственных конструкциях, подверженных большим нагрузкам и отрицательным температурам до -70°C.
Кислые
Создаются на основе естественных руд. В качестве шлакообразующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния.
Подобное покрытие обладает определенными токсичными характеристиками.
Область применения электродов с кислым покрытием – сварка неответственных конструкций из низкоуглеродистых сталей.
Целлюлозные
В состав таких покрытий входят ферросплавы, органическая смола, целлюлоза, и др. вещества, обеспечивающих газовую защиту. На сварном шве образуют тонкий слой шлака.
Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
Электроды для сварки этого вида отличаются удобством в использовании, однако шов характеризуется невысокой пластичностью.
Рутиловые
Они создается на базе рутилового концентрата, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты, а шлаковую — алюмосиликаты. В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ»). С помощью кальция, присутствующего в карбонате, из шовного металла удаляются сера и фосфор.
Используются при сварке и смешанные покрытия: кислорутиловое (обозначается буквами «АР»), рутилово-основное («РБ»), рутилово-целлюлозное («РЦ»), рутиловое с желдезным порошком («РЖ») и прочие («П»).
Маркировка стержней электродов
Тем не менее покрытие электрода — это именно покрытие. Оно может защитить или укрепить поверхность сварного шва, но главные его свойства будут определяться все-таки тем самым металлом, из которого этот шов сделан — то есть из стержня электрода.
Для конструкционных сталей главные свойства швов — это прежде всего их механические механические свойства (то есть сопротивление разрыву, ударная вязкость, относительное удлинение и т.д.).
Эти качества регламентируются в маркировках, определенных в ГОСТ 9467-75 и ГОСТ 10052-75. В них обозначение типа электрода содержит букву «Э», после которой ставится показатель временного сопротивления шва на разрыв.
Например, маркировка «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/кв.мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
В то же время, для легированных сталей важен и химический состав металла. Содержание этих элементов в стержне электрода будет по ГОСТу обозначаться так:
«Э 09 Х2 М» — значит в шовном металле будет 0,09% углерода, 2% хрома, 1% молибдена
или
«Э 10 Х25 Н13 Г2 Б» — это значит, что в металле шва будет содержится примерно 0,1% углерода, 25% хрома, 13% никеля, 2% марганца, 1% ниобия.
Также стержни электродов маркируются в зависимости от того, для сварки какого материала они должны использоваться, обозначаются буквами:
У — сварка углеродистой и низколегированной стали
Т — сварка легированных теплоустойчивых сталей
Л— сварка легированных конструкционных сталей
В— сварка высоколегированной стали
Н — наплавка поверхностных слоев
Типы и марки электродов — как в них разобраться?
Общих правил для маркировки электродов в целом не существует. Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
Эти индексы будут определять не только марку и тип электрода, но и целый ряд других показателей, включая толщину центрального стержня, сварочный ток и ориентацию электрода при сварке.
Последняя может определяться цифрами от 1 до 4, которые означают:
1– допустимы все возможные положения;
2– допустимы все положения, кроме вертикального сверху вниз;
3– допустимо нижнее, горизонтальное и вертикальное сверху вниз;
4– только нижнее положение;
В итоге, полная маркировка электрода марки УОНИ 13/45 будет выглядеть так:
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей.
Видео по теме:
Лучший сварочный электрод общего назначения
Удобство очень важно. Каждый рабочий мечтает о многоцелевом инструменте, и то же самое относится и к сварочным электродам.
Если у вас есть удочка, которую можно использовать практически для чего угодно, то вы всегда будете готовы к любым задачам.
Конечно, разные типы стержневых электродов были созданы не просто так, и каждый из них имеет свою особенность.
Например, сварочная проволока 7018 чаще всего используется для сварки тяжелых конструкций, поскольку она обеспечивает более однородный сварной шов с высокой ударопрочностью при экстремально низких температурах.
6010 и 6011 чаще всего используются для сварки грязного, ржавого или окрашенного металла. Причина в их глубоком проникновении и агрессивной дуге, прожигающей все на своем пути.
Знакомство с цифрами
Если вас смущают цифры, вот краткое объяснение…
Первые две цифры представляют собой предел прочности сварного шва на растяжение.
Например, «70» в номере 7018 означает, что для разрыва сварного шва потребуется тяговое усилие 70 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
Третья цифра обозначает положения, в которых можно использовать сварочный электрод.
Например, 1 означает, что вы можете использовать этот сварочный пруток для сварки в любом положении. Если третья цифра 2, то этот электрод можно использовать только для плоской или горизонтальной угловой сварки.
Последняя цифра обозначает флюс, который используется в качестве покрытия для сварочного электрода, и тип используемого им тока (AC, DCEP и DCEN).
Цифра 0 означает, что покрытие состоит из натрия с высоким содержанием целлюлозы и работает на токе DCEP.
Число 1 означает, что удилище имеет калиевое покрытие с высоким содержанием целлюлозы и работает при любом токе.
Номер 8 означает, что покрытие представляет собой порошок калия и железа с низким содержанием водорода, а электрод работает на переменном токе, DCEP и DCEN.
Толщина электрода
Сварочные электроды бывают нескольких размеров: 1/16”, 3/32”, 1/8” и 5/32”.
Логично предположить, что с увеличением толщины металла должна увеличиваться и толщина сварочного электрода.
Вот краткая таблица того, как следует использовать стержни разных размеров:
- Прутки диаметром 1/16 дюйма следует использовать для сварки металла диаметром до 3/16 дюйма.
- Стержни 3/32” следует использовать для сварки металла до 1/4”.
- Стержни диаметром 1/8 дюйма следует использовать для сварки металла толщиной более 1/8 дюйма.
- Прутки диаметром 5/32 дюйма следует использовать для сварки металла толщиной более 1/4 дюйма.
Прежде чем мы перейдем к моим любимым стержням общего назначения, я расскажу об особенностях каждого из этих трех электродов, о том, из чего они сделаны, для чего используются и т. д.
6010 Электрод
Первые две цифры говорят нам, что этот сварочный пруток может выдерживать тяговое усилие 60 000 фунтов на квадратный дюйм.
«1» означает, что его можно использовать во всех положениях, а «0» означает, что покрытие электрода изготовлено из натрия с высоким содержанием целлюлозы и работает только на DCEP (постоянный ток, положительный электрод).
Как я уже упоминал ранее, сварочная проволока 6010 особенно хороша для ржавого, грязного или окрашенного металла. Причина в том, что 6010 представляет собой глубоко проникающий стержень с мощной дугой, которая прожигает примеси.
Другим фактором, который делает сварочную проволоку 6010 одной из наиболее часто используемых, является плавность хода.
С лужей очень легко обращаться, а шлак, который она оставляет, очень тонкий и легко удаляется. Благодаря быстрому замерзанию сварочной ванны электрод 6010 идеально подходит для вертикальной и потолочной сварки.
Судостроение, строительство, сварка труб и сварка в нерабочем положении — это лишь некоторые из работ, где 6010 является предпочтительным сварочным электродом.
Дуга легко зажигается, стабильна и мощна, поэтому у новичков не возникнет проблем с использованием этого штучного электрода для создания превосходного сварного шва.
Forney 31610 E6010 Сварочный стержень
Распродажа
Сварочный электрод Forney 31610 E6010
(295)
Поскольку компания Forney имеет репутацию надежного бренда, когда речь идет о сварочном оборудовании, вы без колебаний купите и опробуете один из их продуктов. Эти сварочные стержни ничем не отличаются.
Они поставляются в толстой пластиковой коробке, обернутой пластиковой пленкой для обеспечения безопасности во время транспортировки, а также для защиты во время использования. Эта ссылка предназначена для упаковки 1/8”, 10 фунтов, но обычно вы также можете найти разные размеры в коробках по 1 фунту и 5 фунтов.
Электроды Hy-Weld 6010
Электроды Hy-Weld 6010
(104)
Hy-Weld упаковывает электроды в металлическую банку, что очень важно для обеспечения их безопасности во время транспортировки.
Сварочные электроды 6010 от Hy-Weld обеспечивают отличный старт дуги и плавную работу на всем протяжении. Вы можете выбрать удилища размером 1/8”, 3/32” и 5/32” в коробках по 10 и 50 фунтов.
Lincoln Electric 6010 Электрод
Lincoln Electric 6010 Электрод
(27)
Lincoln Electric всегда была любимой маркой многих сварщиков, и на то есть веские причины. Вы всегда можете положиться на их продукцию, и если что не работает , вы можете связаться с производителем, и вы знаете, что они сделают все возможное, чтобы помочь.
Их электроды 6010 имеют быстрый старт дуги и будут работать плавно на протяжении всего процесса сварки. Вы также можете найти штыревой электрод 6010, 1/8 дюйма, 14 л, 5 фунтов и упаковку 3/32 дюйма, 5 фунтов.
Упаковка весом 10 фунтов поставляется в запечатанной жестяной банке, а упаковка весом 5 фунтов — в жесткой пластиковой коробке. Оба отлично справляются с обеспечением безопасности электродов.
6011 Электрод
Как и 6010, сварочная проволока 6011 имеет прочность на разрыв 60 000 фунтов на квадратный дюйм и может использоваться для сварки во всех положениях. Единственная разница заключается в последней цифре, которая относится к покрытию стержня и току, от которого он работает. Покрытие изготовлено из калия с высоким содержанием целлюлозы, а электрод может работать на переменном токе, DCEP и DCEN.
Дуга, создаваемая 6011, также горит очень сильно и способна проникать глубоко. На самом деле, 6011 горит немного горячее, чем 6010, что делает этот электрод немного лучшим вариантом для сварки в тяжелых условиях.
И снова, как и 6010, электрод 6011 обеспечивает очень плавную дугу и создает сварочную ванну, с которой легко работать. Быстрозамерзающая лужа образует тонкий шлак, который легко отделяется. Это очень полезно, когда вам нужно выполнять длинные сварные швы, потому что вам не нужно тратить много времени на соскребание шлака.
Что действительно выделяет 6011 как один из лучших универсальных сварочных электродов, так это то, что он работает как на переменном, так и на постоянном токе. Независимо от того, какой у вас аппарат для ручной сварки, модель 6011 отлично справится со своей задачей. Они чаще всего используются для строительства мостов, дорог, кораблей и других видов работ, требующих чрезвычайно прочных и долговечных сварных швов.
Forney 31205 E6011 Сварочный стержень
Сварочный стержень Forney 31205 E6011
(599)
Еще один отличный продукт от Forney. Их сварочные электроды 6011 отлично работают на переменном токе, постоянном токе и постоянном токе и дают хорошие результаты даже при низкой силе тока.
Запуск дуги никогда не прерывается и будет работать ровно до самого конца. По ссылке выше вы можете выбрать между коробками по 5 и 10 фунтов и размерами 1/8 дюйма, 3/32 дюйма и 5/32 дюйма. Если вы хотите 1-фунтовую коробку, вы можете заказать ее здесь. Коробки, в которых они поставляются, сделаны из толстого пластика, который обеспечит сохранность удилищ.
Электроды Hy-Weld 6011
Электроды Hy-Weld 6011
(32)
Стержни для ручной сварки Hy-Weld Стержни 6011 также прекрасно работают. Дуга запускается немедленно и будет работать плавно, если они правильно хранятся.
Эти стержни 6011 проникают глубоко в основной металл и обеспечивают прочный сварной шов. Вы можете выбрать между металлическими банками на 10 и 50 фунтов и стержнями размером 1/8”, 3/32” и 5/32”.
Lincoln Electric Fleetweld 180 (6011)
Lincoln Electric Fleetweld 180 (6011)
(6)
Это пятифунтовая коробка отличных удилищ Lincoln 6011. Они никогда не перестанут воспламеняться и будут давать ровную дугу, с которой легко обращаться.
Тот факт, что они поставляются в запечатанной жестяной банке, означает, что вы всегда можете рассчитывать на идеально защищенный набор сварочных электродов. Если вам нужна коробка весом 50 фунтов с 1/8-дюймовыми удилищами, вы можете заказать ее прямо здесь.
7018 Электрод
Как видно из названия, прочность электрода 7018 на разрыв составляет 70 000 фунтов на квадратный дюйм, поэтому он немного прочнее, чем 6010 и 6011.
Третья цифра означает, что этот электрод можно использовать для сварки во всех положениях. , но это не совсем так.
Тот факт, что сварочная ванна очень жидкая и не затвердевает быстро, делает 7018 непригодным для вертикальной сварки вниз и потолочной сварки.
«8» в номере 7018 означает, что этот сварочный пруток может работать на переменном токе, DCEP и DCEN, а покрытие изготовлено из порошка калия и железа с низким содержанием водорода. 7018 известен как стержень с низким содержанием водорода или «низкий привет».
Тот факт, что 7018 являются электродами с низким содержанием водорода, делает их очень чувствительными к влаге. Это означает, что вы должны быть особенно осторожны с хранением.
Некоторые сварщики используют специальные стержневые печи, в которых электроды поддерживаются при высокой температуре. Если электроды находились на открытом воздухе менее 4 часов, их необходимо повторно нагреть примерно до 700℉.
Стержень 7018 создает умеренную дугу, а проникновение не такое глубокое, как у 6010 и 6011.
Однако лужа очень жидкая и с ней легко работать. Можно просто волочить стержень по поверхности вместо того, чтобы хлестать или прошивать.
Универсальность – главная особенность сварочной проволоки 7018.
Хотя он чаще всего используется при сварке конструкционной стали для строительства мостов, небоскребов и других крупномасштабных строительных проектов, вы также можете использовать его в автомобильной промышленности и других повседневных проектах.
Штанги E7018 Forge США
Распродажа
Стержни US Forge E7018
(234)
US Forge — американская компания, которая производит высококачественную сварочную продукцию более 40 лет.
Их сварочные электроды 7018 отлично работают на переменном и постоянном токе. Они идеально подходят для сварки низкоуглеродистой, углеродистой и низколегированной стали. Эта ссылка позволит вам заказать коробку на 10 фунтов, но обычно вы можете найти коробку на 5 и 50 фунтов.
То, что они приходят просто в картонной коробке, это не очень хорошо, но жалоб на получение поврежденного товара вроде бы не много.
Forney 30681 E7018 Сварочный стержень
Распродажа
Сварочный стержень Forney 30681 E7018
(1560)
Как я уже говорил о других удилищах Forney из этого списка, вы можете рассчитывать на высококачественный продукт, который никогда вас не подведет. Эти электроды 7018 обеспечивают очень плавную дугу, и их можно без проблем просто перетаскивать по поверхности.
Они прекрасно работают от сети переменного тока, DCEP и DCEN даже при низкой силе тока. Вы всегда получите очень эстетичный шов с легко отделяющимся шлаком. Вы можете выбрать между всеми 3 удилищами разного размера и коробками по 1, 5 или 10 фунтов. Все они поставляются в толстой пластиковой коробке для защиты сварочных стержней.
Линкольн Электрик Экскалибур 7018 MR
Lincoln Electric Excalibur 7018 MR
(69)
Это один из бестселлеров Lincoln Electric, и не зря. MR в названии этих сварочных электродов означает «влагостойкий», поэтому, в отличие от остальных электродов 7018 в этом списке, они не требуют таких строгих мер при хранении.
Они имеют сертификат API 751 для химических составов и превосходят стандарт AWS по ударной вязкости.
Они лучше всего работают с AC и DCEP, но не идеально подходят для DCEN. Обычно вы можете найти банки по 50 фунтов всех размеров.
Лучший сварочный электрод общего назначения: Руководство для покупателя
Прежде чем выбрать лучший универсальный сварочный электрод, необходимо учесть следующие факторы.
Проплавление
Если вы покупаете сварочные электроды, которые не обеспечивают глубокого проплавления, вы не можете использовать их для более толстого металла.
Поэтому для универсальных стержней следует выбирать такие, которые хотя бы обеспечивают умеренное проникновение.
Стержни 7018 обеспечивают умеренное проникновение, а 6010 и 6011 обеспечивают глубокое проникновение.
Положения сварки
Перед выбором стержня очень важно определиться, в каких положениях вы будете выполнять сварку.
Как я уже упоминал выше, 7018 не подходит для сварки над головой или вертикально вниз, в то время как 6010 и 6011 подходят для любого положения.
Размер упаковки
В зависимости от того, сколько вы сварите, вы должны выбрать подходящую коробку. Вы можете найти коробки по 1 фунту, 5 фунтам, 10 фунтам и 50 фунтам.
Если вы не использовали определенный тип сварочного электрода, просто возьмите коробку меньшего размера, а если они вам нравятся, вы можете приобрести коробку на 10 или 50 фунтов.
Текущий
Вы можете оказаться в ситуации, когда вам придется использовать сварочный аппарат, отличный от вашего.
В таком случае вам нужно подготовить сварочные электроды, способные работать на любом токе. Для этой цели лучше подходят стержни 7018 и 6011.
Заключение
Давайте быстро рассмотрим некоторые детали, которые делают эти сварочные электроды лучшими для универсального применения.
Модель 6010 — отличная сварочная проволока для сварки грязных и ржавых металлов. Его можно использовать во всех позициях, но он работает только на DCEP. Все удилища 6010 будут работать безупречно, если они хранятся в соответствии с инструкциями.
Модель 6011 очень похожа на модель 6010 почти во всех аспектах. Они создают агрессивную дугу, которая глубоко проникает в основной металл, всегда создавая прочный и надежный сварной шов.
Что делает 6011 лучшим вариантом, так это то, что он работает на AC, DCEP и DCEN. Опять же, любой из трех предложенных брендов будет безопасной ставкой.
Сварочные электроды 7018 отлично справятся с любой задачей. У них умеренная дуга, с которой очень легко обращаться, и из-за этого они являются лучшими электродами для начинающих.
Образуемый ими шлак очень густой и прекрасно отслаивается. Единственная проблема с ними — хранение.
Если вы решите выбрать модель 7018, эта портативная стержневая печь станет отличным компаньоном.
Часто задаваемые вопросы
В чем разница между сварочными электродами 6011 и 6013?
Покрытие 6013 изготовлено из калия с высоким содержанием титана и работает на переменном токе и DCEP. Однако самая большая разница заключается в способности проникновения. 6013 имеет мелкое проплавление и используется для сварки тонкого металла. Он также создает гладкий плоский валик, который легко удалить.
Какой пруток легче всего сваривать?
Возможно, удилище 7018 является самым простым в использовании, потому что оно работает очень плавно и практически не образует брызг. Среднее проникновение также является полезной функцией, поскольку снижает вероятность пробития металла.
Какой сварочный пруток самый прочный?
Ну, если мы просто посмотрим на цифры, 7018 будет победителем. Это связано с тем, что его прочность на растяжение составляет 70 000 фунтов на квадратный дюйм, по сравнению с 60 000 фунтов на квадратный дюйм, предлагаемыми 6011, который считается вторым по прочности сварочным электродом на рынке.
Что делает сварку электродами хорошей?
Выбор правильного сварочного электрода, правильной толщины, угла, под которым вы выполняете сварку, — это лишь некоторые из факторов, определяющих качество сварного шва. В конце концов, все зависит от типа сварки, которую необходимо выполнить, поэтому для тавровых швов вы должны использовать другие методы, чем для стыковой сварки. Но все это станет вам ясно, когда вы наберетесь опыта и попробуете разные методы.
Как предотвратить прилипание сварочной проволоки?
Опять же, здесь есть несколько факторов. Очистка поверхности, которую необходимо сварить, должна быть первым шагом. Следующим шагом должна стать настройка параметров сварочного аппарата в соответствии с толщиной основного металла. Вы также должны следовать правильной технике зажигания дуги, потому что каждый стержень требует своего способа зажигания дуги. Эта статья может пригодиться, чтобы помочь немного прояснить ситуацию.
Руководство по сварке электродами на кораблях
Главный инженер Мохит Сангури Рекомендации
Руководство по сварке электродами на судах. Выбор электрода и установка тока
В машинном отделении корабля есть машины, конструктивные элементы, трубы и т. д., изготовленные из различных металлов и сплавов. Второй инженер должен быть в состоянии помочь судовому сварщику определить металл машины или конструктивного элемента, подлежащего ремонту, и предложить подходящий электрод для его сварки.
Электроды имеют идентификационные номера, такие как E6013, а иногда и цветовую кодировку, которые трудно понять. Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Эта статья призвана помочь морским инженерам распознать часто используемые электроды в машинном отделении для ручной дуговой сварки металлическим электродом.
Обычно используемые сварочные электроды в машинном отделении корабля
В каждом машинном отделении есть коллекция сварочных электродов в машинном отделении. Как правило, существуют электроды общего назначения оптом и несколько килограммов специальных электродов, таких как электроды с низким содержанием водорода, электроды из чугуна и т. д. Распознавание нескольких электродов и областей их применения может облегчить жизнь второму инженеру. В машинном отделении обычно используются следующие электроды:
E6011: Электрод для сварки во всех положениях, который можно использовать как на переменном, так и на постоянном токе. Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
Важные характеристики : сварка труб, вертикальная и потолочная, устойчивая к ржавчине и краске, глубокое проплавление.
E6013: Электрод общего назначения, который можно использовать как с переменным, так и с постоянным током, обеспечивает сварку со средним проплавлением и превосходным внешним видом сварочного валика. Подходит для сварки стали средней толщины и листового металла. Это также особенно полезно, когда есть плохая подгонка и большие зазоры в обрабатываемой детали.
Важно Характеристики : Общего назначения, плохое прилегание, среднее проникновение.
E7014: Это электрод общего назначения, который используется там, где требуется более высокая эффективность, чем E6013. Может использоваться как с переменным, так и с постоянным током. Имеет легкое и среднее проникновение. Он предназначен для предоставления высоких ставок по депозитам и подходит для более высоких скоростей.
Важный Характеристики : Высокое осаждение, высокая скорость, универсальное применение, легкое и среднее проникновение.
E7018: это электрод с низким содержанием водорода, который можно использовать как с переменным, так и с постоянным током. Флюсовое покрытие этого электрода имеет низкое содержание водорода, что снижает количество водорода, попадающего в сварной шов. Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки. Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Важно Характеристики : Высокая прочность, низкое содержание водорода, среднее проникновение.
Использование электродов с низким содержанием водорода
Электроды с низким содержанием водорода — это электроды с низкой концентрацией водорода во флюсовом покрытии. Это гарантирует, что
водород не попадет в шов металла во время сварки. Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Водород вызывает беспокойство, поскольку он приводит к растрескиванию зоны термического влияния. Водород в сочетании с высокими остаточными напряжениями и чувствительной к растрескиванию стали может привести к образованию трещин после сварки. Поскольку высокопрочные стали и защемленные детали более подвержены водородному растрескиванию, их необходимо сваривать электродами с низким содержанием водорода.
Выбор правильного размера электрода
На борту судов обычно используются электроды диаметром 2,5 мм и 3,2 мм, а иногда и 4 мм. Однако обычно доступны размеры электродов 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и 5,0 мм. Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д.
Обычно размер используемого электрода зависит от толщины свариваемой детали. Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
В таблице ниже показаны рекомендуемые размеры электродов для различной толщины обрабатываемой детали.
Настройка тока
Настройка тока также зависит от размера электрода и свариваемого металла/сплава. Обычно производители указывают текущий диапазон, который необходимо поддерживать. При сварке над головой уставка тока немного меньше, чем при плоской сварке.
При дуговой сварке очень важен правильный выбор тока. Если ток установлен слишком низким, возникают трудности с запуском дуги, и дуга не будет стабильной. Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.
Если установить слишком высокий ток, электрод может перегреться, появится чрезмерное разбрызгивание, а также может произойти подрез и подгорание материала.
Оптимальный ток находится между диапазонами тока, указанными для электрода производителем. Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
В таблице ниже приведены рекомендуемые электроды для E6013 в зависимости от размеров. Диапазон может отличаться от производителя к производителю и для разных спецификаций электрода и предназначен для общего ознакомления.
В следующей статье мы поговорим о классификации и номенклатуре сварочных электродов.
Артикул:
- Bohler Welding Guide: 2008
- https://www.mig-welding.co.uk/electrode-classification.htm
- https://www.mig-welding.co.uk/wiki/Electrode_Reference_Chart
- https://www.metalwebnews.com/howto/weldrod.html
- РУКОВОДСТВО UNITOR ДЛЯ МОРСКИХ СВАРЩИКОВ
- https://www.esabna.com/euweb/oxy_handbook/589oxy24_4.htm
- BOC: ОСНОВЫ РУЧНОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ
Старший инженер Мохит Сангури — старший инженер морской пехоты (класс I, неограниченная мощность).