кто производитель, характеристики, плюсы и минусы, брать или нет
Всё чаще в витринах спецмагазинов встречаются электроды для сварки Стандарт. Начинающие мастера и те, кто планирует будничный ремонт, нередко останавливаются них.
Стоимость этих электродов небольшая, любой человек позволит себе их. Именно о продукции бренда Стандарт, их вариациях, качестве, характеристиках мы сейчас поговорим.
С помощью этой информации поможем Вам разобраться в том, нужно ли покупать такие электроды.
Содержание статьиПоказать
Общие сведения
Частное акционерное общество ПлазмаТек (PlasmaTec) производит электроды Стандарт (Standart). Это крупная украинская компания, которая занимает лидерское место в изготовлении сварочных механизмов, которые экспортируются в Россию, Латвию, Польшу, Чехию. Standart — не единственная торговая марка, что зарегистрирована в компании. Очень легко встретить такие названия марок, как Monolith, Arsenal.
Это крупная украинская компания, которая занимает лидерское место в изготовлении сварочных механизмов, которые экспортируются в Россию, Латвию, Польшу, Чехию. Standart — не единственная торговая марка, что зарегистрирована в компании. Очень легко встретить такие названия марок, как Monolith, Arsenal.
Standart представляет такие модели: РЦ, УОНИ 13/55, ТМУ-21У, которые есть самыми популярными в этой сфере. Именно такие сварочные стержни представлены в ассортименте большинства изготовителей.
Нельзя сказать, что свойства инструментов марки Standart особым образом отличаются от продукции оппонентов. Именно поэтому стоимость товара занимает важную позицию в выборе покупателя.
Приобретать или нет
Мы склоняемся к тому , что ответ на этот вопрос нужно искать отталкиваясь от цены. Standart — не самые дешевые электроды среди представленных на полках магазинов.
Их цена немного больше, чем у конкурирующих ESAB, СпецЭлектрод. Нужно ли платить больше в таком случае?
Это сложный вопрос, сказать однозначно очень непросто. Так как стоимость существенно не отличается от электродов иных изготовителей, можно сказать, что политика цен тождественная для всех брендов, что продвигают подобную продукцию (например:ЛЭЗ, СПЕЦЭЛЕКТРОД, ESAB).
Так как стоимость существенно не отличается от электродов иных изготовителей, можно сказать, что политика цен тождественная для всех брендов, что продвигают подобную продукцию (например:ЛЭЗ, СПЕЦЭЛЕКТРОД, ESAB).
Более того, разница в качестве тоже незначительна, поэтому свойства стержней разных представителей схожи между собою. Мы не видим смысла сравнивать сварочные электроды “Стандарт” с остальными.
Ведь тяжело найти отличия там, где их попросту практически не существует.
Можем лишь уточнить, что “Стандарт” популярны среди начинающих сварщиков. Также они часто применяются в домашних условиях.
Их преимуществами безусловно есть:
- лёгкость в хранении, дуга хорошо зажигается и неизменно горит
- также они не впитывают влагу, пропадает потребность в просушивании перед использованием, что очень хорошо для новичков.
Не стоит волноваться если всё-таки немного влаги попало, ведь с помощью обычного радиатора или жарового шкафа. Так что хлопот с такими электродами практически не возникает.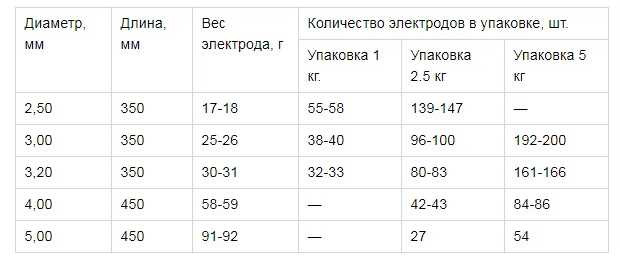
Безусловным плюсом есть то, что приобрести их можно практически в любой точке страны. Вам не нужно будет делать заказ на сайте, ждать, пока совершится доставка.
А еще лучше то, что проблем с их заменой, если найдется какой-нибудь небольшой брак, совершенно не будет.
Не волнуйтесь, что при перевозке товар испортится. Упакованы они на славу, плотная картонная коробка не даёт поводов для волнения. Она вполне пригодна для постоянного хранения.
Главное, чтобы поблизости не было источников влаги, которые могут негативно сказаться на картоне.
Подытожим
Случаются, конечно, и неприятности. Например, стали популярными подделки инструментов для сварки. Будьте внимательными при покупке, тщательно сверяйте продукт с упаковкой и инструкцией.
Например, стали популярными подделки инструментов для сварки. Будьте внимательными при покупке, тщательно сверяйте продукт с упаковкой и инструкцией.
Фиктивные инструменты не принесут Вам хорошего результата, могут быть взрывоопасными. Дуга поджигается плохо, нестабильно горит, возникает дымовой очаг.
Так что рекомендуем обращаться к продавцу за свидетельствами, что подтверждают качество электродов, получение их у надёжных поставщиков.
У продавца должны быть при себе сертификаты, которые подтверждают соответствие сварочных электродов стандартам и техническим нормам.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Для оптимизации рабочего процесса, связанного со сварочными процедурами, необходимо учитывать ряд параметров. Наряду с важнейшими показателями, влияющими непосредственно на физико-химические свойства результата работ – типа покрытия электрода, назначения в зависимости от разновидности рабочей поверхности и других параметров – следует брать во внимание такие показатели, как вес электрода.
Вес пачки электродов
Согласно п. 6.3. ГОСТ 9466-75 масса электродов в пачке не должна превышать:
3 кг — для электродов до ? 2,5 мм;
5 кг — для электродов ? 3,0 — 4,0 мм;
8 кг — для электродов свыше ? 4,0 мм.
ГОСТом 9466-75 также регламентируется допустимое отклонение массы электродов в коробке или пачке. Согласно документа, отклонение массы от указанной на упаковке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.
Продукция нашего производства упаковывается в соответствии с требованиями ГОСТа. Электроды с диаметром от 3 мм, 4 мм, 5 мм и 6 мм, укладываются в картонные коробки по 5 кг (более подробную информацию можно получить в статье «Упаковка электродов»)
Вес 1 электрода
Очень часто для определения потребности электродов ответственные лица прибегают к подсчету расхода электродов в штуках на 1 п/м шва. Этот метод позволяет осуществлять контроль за поштучным расходом электродов.
Этот метод позволяет осуществлять контроль за поштучным расходом электродов.
Как известно, на массу одного электрода влияют такие параметры, как диаметр, длина, тип покрытия и другие факторы. К примеру, рассмотрим особенности расчета массы электродов для сварки марки УОНИ. Масса пачки электродов УОНИ-13/55 тип Э50А составляет 5 килограммов, длинна сварочного электрода для диаметров 3мм, 4мм, 5мм и 6мм составляет 450 мм, покрытие – основное толстое. Для данной марки со своими характеристиками следующие расчетные показатели количества и массы:
Количество электродов в пачке
Для диаметра 3 мм – 156 шт
Для диаметра 4 мм – 88 шт
Для диаметра 5 мм – 54 шт
Вес одного электрода
Для диаметра 3 мм – 32 грамма
Для диаметра 4 мм – 56,8 граммов
Для диаметра 5 мм – 92,5 грамма
Стоит заметить, что параметры количества штук электродов в одной пачке и веса одного электрода для каждой марки электродов свои, так как в производстве этих марок используются разные материалы.
Количество штук в пачке и вес одного электрода LB-52U:
Диаметр КО 53.70 (мм) | Длина КО 53.70 (мм) | Вес коробки КО 53.70 (кг) | Вес одного электрода ОК 53.70 (г) | Количество электродов ОК 53.70 в пачке (шт) |
2,5 | 350 | 4,5 | 18,8 | 240 |
3,2 | 350 | 4,7 | 30,7 | 153 |
4 | 450 | 6 | 63,2 | 95 |
Количество штук в пачке и вес одного электрода КО 53. 70:
Длина LB-52U (мм) | Вес коробки LB-52U (кг) | Вес одного электрода LB-52U (г) | Количество электродов LB-52U в пачке (шт) | |
2,6 | 350 | 5 | 20 | 250 |
3,2 | 350 | 5 | 31 | 161 |
4 | 400 | 5 | 53 | 94 |
5 | 400 | 5 | 82 | 61 |
Хорошее знание особенностей используемой продукции позволяет эффективно планировать необходимое потребление сварочных электродов и стимулировать сварщиков к снижению расхода электродов.
Сколько электродов в пачке
Электроды являются главным расходным сырьем, от успешности которого зависит весь сварочный процесс. Тепловая энергия влияет на металлический стержень электрода и под воздействием электрического тока из него образуется сварочная ванна. В процессе остывания смешавшиеся вещества вместе на поверхности заготовки создают надежный соединительный шов. Для обеспечения места соединения дополнительными свойствами необходимо правильно выбирать разновидность электродов, поскольку именно его состав влияет на эти характеристики.
Выделяют несколько разновидностей электродов, отличающихся по длине, толщиной наплавленного на изделие металла, диаметром. Для удобства при комплектации любой пачки электродов на ней указывается информация о количестве штук, а также ее общий вес.
Указания процесса эксплуатации
Важно соблюдать все предписания и правила в процессе эксплуатации сварочных устройств, работать исключительно в предписанных режимах.
Следует проверить исправность каждого электрода заблаговременно, чтобы исключить возможность залипания. Оставшиеся огарки и остальные части неотработанных электродов необходимо убираться из рабочей области. Кроме того, нарушение элементарных правил эксплуатации электрооборудования могут привести к травмам, некачественной работе и другим нештатным ситуациям.
Соотношение штук и диаметра электродов в одной упаковке
Каждое изменение основных характеристики отдельного электрода может комплексно отразиться на параметрах укомплектованной пачки этих изделий. Многие организации закупают продукцию исходя из весового параметра, что предполагает обязательный предварительный анализ следующих характеристик электродов:
- Диаметр.

- Масса 1 штуки и ее длинна.
- Количество электродов, входящих в 1 упаковку.
- Общий вес.
Если сравнивать упаковку с электродами 4 диаметра, короткой 0,45 длины и весом 1 штуки в 60 г., то число электродов в пачке составит 82 штук. Но если изменить увеличить диаметр и удельный вес электродов, то в упаковке поместится всего 52 штуки, причем остальные характеристики останутся неизменными.
Вес пачки электродов
Оказывает влияние на наполненность упаковок даже марка производителя, чтобы соответствовать весовым ограничениям разные по качеству электроды упаковывают абсолютно разным количеством.
При изготовлении каждый производитель применяет различные технологии создания электродов, что влияет на конечный диаметр единичного изделия. При сравнении на уровне штук различия практически неразличимы, но сравнивая упаковки отличительная тенденция прослеживается достаточно ярко.
Индивидуальные параметры: вес электрода
При производстве электродов масса единичного изделия может колебаться в пределах 1-2 грамма, что не является существенным недостатком. При определении общего веса электродов в пачке конечный показатель всегда стараются сделать одинаковым. Не всегда количество штук будет совпадать, но весовые характеристики будут одни и те же.
При определении общего веса электродов в пачке конечный показатель всегда стараются сделать одинаковым. Не всегда количество штук будет совпадать, но весовые характеристики будут одни и те же.
Для определения веса одного электрода достаточно знать общий вес упаковки, после чего простым делением этого числа на количество штук вывести удельную массу электрода. Вес изделия также обладает прямо пропорциональной зависимостью от собственного диаметра.
Упаковка — Герон
Требования к транспортной упаковке
Каждая картонная коробка должна быть упакована в полиэтиленовую термоусадочную пленку, толщиной не менее 100 мкм.
Для обеспечения транспортных и складских операций производится укладка и закрепление коробок на деревянных паллетах специальной конструкции. Деревянные паллеты имеют размеры 630х960 мм. Опорные бруски обеспечивают просвет между полом и настилом 120 мм. Высота электродов на паллете не должна превышать 600 мм. По согласованию с заказчиком допускается укладка электродов на евро паллеты.
Коробки с электродами на паллетах имеют дополнительную защиту от пыли и от атмосферных осадков:
- сверху – полиэтиленовой пленкой, уложенной на коробки и (или) обмоткой стрейч-пленкой;
- с боков – обмоткой стрейч-пленкой;
- под стрейч-пленку укладывается упаковочный лист с указанием марки электродов, диаметра, номера партии и массы электродов на паллете.
Коробки с электродами на паллетах дополнительно закрепляются перетяжкой по периметру полипропиленовой лентой со стальными зажимами.
Условия транспортировки
Транспортировка электродов должна производиться крытым автомобильным или железнодорожным транспортом, а также в железнодорожных и морских контейнерах.
Паллеты с электродами при транспортировке должны устанавливаться плотно друг к другу, при наличии зазоров должно производиться раскрепление при помощи досок или ДВП.
| Марка электродов | Номинальный диаметр, мм | Вес пачки, кг |
|---|---|---|
| Универсал-46; МР-3С; ЦУ-5; ЦЛ-39 | 2,5 | 0,9 |
| 3,5 | ||
| Универсал-46; МР-3С; ОЗС-12; МР-3; АНО-4; АНО-21; ОЗС-4;,УОНИ13/55; УОНИ13/45;УОНИ13/65; УОНИ13/85; ТМУ-21У; ТМЛ-3У; ЦЧ-4;,ЦЛ-11; ЦТ-15; НИИ48Г; НЖ-13; ОЗЛ-6; ОЗЛ-8; ОЗЛ-14; НИАТ-1; НИАТ-5; ЭА-395/9 | 3,0 | 0,9 |
| 4,0 | ||
| ЦЛ-11; ЦТ-15; НИИ48Г; НЖ-13; ОЗЛ-6; ОЗЛ-8; ОЗЛ-14; НИАТ-1; НИАТ-5; ЭА-395/9 | 4,0 | 4,0 |
| Т-590; Т-620; Т-590Н; ЦЧ-4 | 4,0 | 5,5 |
| Универсал-46; МР-3С; ОЗС-12; МР-3; АНО-4; АНО-21; ОЗС-4;,УОНИ13/55; УОНИ13/45; УОНИ13/65; УОНИ13/85; ТМУ-21У; ТМЛ-3У;,НР-70; 13КН/ЛИВТ; ОЗН-300М; ОЗН-400М; | 4,0 | 6,0 |
| ЦЛ-11; ЦТ-15; НИИ48Г; НЖ-13; ОЗЛ-6; ОЗЛ-8; ОЗЛ-14; НИАТ-1; НИАТ-5; ЭА-395/9 | 5,0 | 4,0 |
| Т-590; Т-620; Т-590Н; | 5,0 | 5,5 |
| УОНИ13/55; УОНИ13/45; УОНИ13/65; УОНИ13/85; ТМУ-21У; ТМЛ-3У;,НР-70; 13КН/ЛИВТ; ОЗН-300М; ОЗН-400М | 5,0 | 6,0 |
| Универсал-46; МР-3С; ОЗС-12; МР-3; АНО-4; АНО-21; ОЗС-4; МР-3У; | 5,0 | 6,5 |
| Номинальный диаметр, мм | Длина* Ширина* Высота, мм | Коробок в одном слое, шт | Слоев на паллете, шт | Коробок на паллете, шт | Вес пачки, кг | Электродов на паллете, кг |
|---|---|---|---|---|---|---|
| 2,0 | 300*40*20 | 0,5 | ||||
| 2,5 и 3,0 | 354*40*20 | 14*4=56 | 12 | 672 | 0,9 | 604,8 |
| 3,0 | 354*73*46 | 16 | 12 | 192 | 3,5 | 672 |
| 4,0 | 768 | |||||
| 4,0 и 5,0 | 454*85*43 | 12 | 12 | 144 | 5,5 | 792 |
| 6,0 | 864 | |||||
| 6,5 | 936 | |||||
| 4,0 и 5,0 | 454*70*45 | 16 | 12 | 192 | 5,0 | 960 |
Сварочные электроды ЦЛ-11. | МеханикИнфо
 | МеханикИнфо
| МеханикИнфо
Сварочные электроды марки ЦЛ-11 предназначены для сварки различных металлов и металлоконструкций из нержавеющих сортов стали (1Х16Н13Б, 1Х21Н5Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б, 09Х18Н12Т, 12Х18Н10Т, Х14Г14Н3Т и других марок), находящиеся в условиях агрессивных сред. Основное достоинство данного вида сварочных электродов в том, что образуемый при сварке шов противостоит межкристаллитной коррозии. Поэтому к ним и предъявляются жесткие требования по качеству, составу и покрытию.
Технические характеристики:
Тип сварки: ручная, дуговая;
Покрытие: основное (карбонаты и фтористые соединения);
Ток: постоянный обратной полярности;
Коэффициент наплавки: 11 г/А·ч;
Положения при сварке: почти все пространственные положения, кроме сверху-вниз;
Расход электродов: на 1 кг металла тратиться порядка 1. 7~1.8 кг электродов.
7~1.8 кг электродов.
Таблица 1.
Технические характеристики сварочных электродов ЦЛ-11.
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в упаковке, шт. | ||
| Упаковка 1 кг. | Упаковка 2.5 кг | Упаковка 5 кг | |||
| 2,00 | 300 | 9-10 | 100-111 | 250-277 | — |
| 2,50 | 350 | 18-19 | 52-55 | 131-138 | — |
| 3,00 | 350 | 27-28 | 35-37 | 89-92 | 178-185 |
| 4,00 | 350 | 47-48 | — | 52-53 | 104-106 |
| 5,00 | 450 | 98 | — | 25 | 51 |
Данная марка электродов имеет устойчивое горение дуги, очень маленькое разбрызгивание металла до 4 ~5 % и отменное формирование сварочного шва. Образуемый шов не должен содержать поверхностных и внутренних трещин, а его валики должны быть хорошо сформированы. Все эти технологические свойства электродов выводят их на первое место среди конкурентов.
Образуемый шов не должен содержать поверхностных и внутренних трещин, а его валики должны быть хорошо сформированы. Все эти технологические свойства электродов выводят их на первое место среди конкурентов.
Читайте также:
Самые распространенные электроды в строительстве. Электроды тип э 42 46 50.;
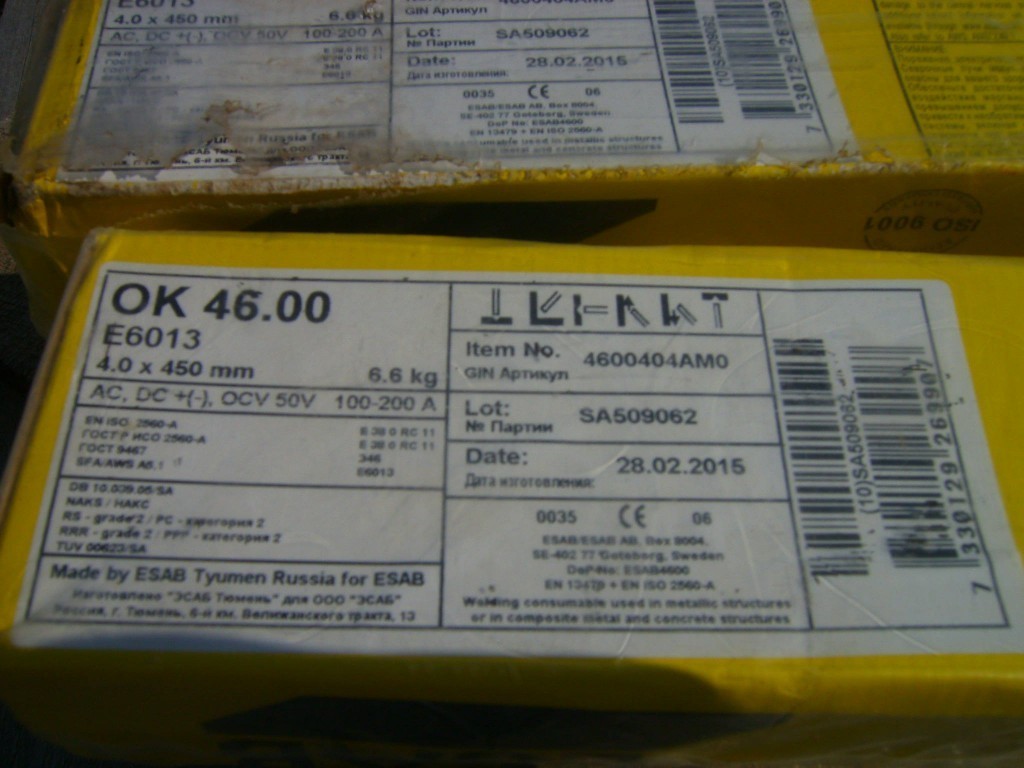
Электроды ОК 46.00 технические характеристики.;
Электроды УОНИ-13/55 технические характеристики.
Сварочные электроды АНО-4 технические характеристики.
Таблица 2.
Тип электродов ЦЛ-11. Силы тока при разных положениях шва.
| Диаметр, мм | Сила тока, А | ||
| нижнее | вертикальное | потолочное | |
| 2.0 | 40-60 | 30-50 | 30-50 |
2. 5 5 | 50-70 | 40-60 | 40-60 |
| 3.0 | 70-90 | 50-80 | 50-80 |
| 4.0 | 130-150 | 110-130- | 110-130 |
| 5.0 | 150-180 | 120-160 | — |
Сварочные электроды ЦЛ-11 технические характеристики.
Сварку производят на короткой дуге. Выпускаемые диаметры не имеют существенных отличий от сварочных электродов марок АНО-4 и УОНИ-13/55 и составляют: 2, 2.5, 3, 4, 5 мм. Наиболее популярные из них: 3, 4, 5 мм.
Сварочные электроды поставляются заказчику в герметичной упаковке. Это необходимо для того, чтобы не было потерь качества. Такие упаковки возможны для дальнейшего хранения и транспортировки, при соблюдении надлежащих условий.
Таблица 3.
Массовая доля химических элементов в сварочном шве.
| Углерод, C | Марганец, Mn | Кремний, Si | Никель, Ni | Хром, Cr | Ниобий, Nb | Сера, S | Фосфор, P |
| не более | |||||||
| 0,05-0,12 | 1,0-2,5 | 0,4-1,3 | 8,0-10,5 | 18,0-22,0 | 0,7-1,3 | 0,020 | 0,030 |
При выполненной работе сварочный шов содержит все химические элементы, указанные в таблице 3, в процентах.
Аналоги сварочных электродов ЦЛ-11: OK 61.85, FOX SAS 2-A, ОЗЛ-7, ЛЭЗ.
Срок годности электродов для сварки по ГОСТу и после прокалки
Электроды – это расходные материалы для электродуговой сварки. Поэтому важно знать требования, срок годности.
Закон не регламентирует ограничений, поэтому определить пригодность может потребитель перед использованием.
Чем регламентируется
Стержень для сварочного аппарата регламентируется рядом стандартов:
- ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы» раскрывает различные виды расходников, их характеристики.
- ГОСТ 9466-75 (СТ СЭВ 6568-89) «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия» разделяет стержни на основании подходящей стали, видов покрытия; перечисляет размеры, условные обозначения.
Маркировка
Содержит следующую полную информацию о «патроне». Например, Э42А-УОНИ-13/45-3,0-УД Е432(5)-Б 1 0 означает:
Например, Э42А-УОНИ-13/45-3,0-УД Е432(5)-Б 1 0 означает:
Бесплатная ГОРЯЧАЯ ЛИНИЯ:
Мск 8 (499) 938 6124
Спб 8 (812) 425 6761
Фед 8 (800) 350 8362
- Э42А – тип, прочность 42 Мпа;
- УОНИ-13/45 – марка;
- 3,0 – диаметр;
- У – назначение для углеродистых сталей;
- Д – толщина покрытия;
- Е432(5) – характеристики металла;
- Б – вид покрытия – основное;
- 1 – пространственное положение – любое;
- 0 – характеристики тока – постоянной, обратной полярности.
Кроме того, указывается ГОСТ, которому соответствует товар.
Тип | Марка стали | Применение | Срок годности |
| УОНИ-13 | Высоколегированная коррозионная | Конструкции из хромистых видов | Не ограничен при соблюдении определенных условий |
| МР-3С | Углеродистая и низколегированная | Высокие сварочно-технологические свойства | |
| МР-3Т | Сварка сырья с содержанием углерода до 0,25% | ||
| ОЗС-6 | Материал с временным сопротивлением разрыву до 490 МПа | ||
| ОЗС-12 | |||
| УОНИ 13/55 | Конструкции с требованиями к пластичности |
Сроки и виды
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
Также востребованы:
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.

ВАЖНО! Возможно сочетание нескольких типов.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Как правильно хранить электроды
СОВЕТ! Продлить годность можно с помощью специальных термопеналов. Они поддерживают нужную температуру и защищают от влаги.
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
ВАЖНО! Особенно губительна влага. Вода накапливается в обмотке, которая начинает осыпаться. При применении такого материала шов получится некачественным.
Сколько можно хранить после прокалки?
Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.

Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Как понять, что испортилось
Понять, что продукт испорчен, можно с помощью визуального осмотра. Выделяют три состояния:
- полностью готов к использованию;
- возможно использование после обработки (прокаливания), когда степень пропитки влагой невелика, обмазка не осыпалась, плотно прилегает к стержню;
- если покрытие не держится на стержне, осыпается, откалывается.
Использовать товар с характеристиками третьего варианта запрещено. Шов от такого материала будет некачественным, может разойтись в любой момент.
Можно ли использовать просроченные
Срок годности электродов условный, напрямую зависит от того, как содержались стержни. Если были соблюдены все требования, защита от влаги, товар хранится неограниченно долго.
Если были соблюдены все требования, защита от влаги, товар хранится неограниченно долго.
Когда визуальный осмотр свидетельствует о нарушении целостности обмазки, применять по назначению нельзя. Шов получится неплотным. Также это чревато плохим поджиганием, залипанием электрода, осыпанием слоя.
Бесплатная ГОРЯЧАЯ ЛИНИЯ, консультации:
Мск +7 (499) 938 6124
Спб +7 (812) 425 6761
Фед +8 (800) 350 8362
Или опишите ситуацию в форме, ниже:Введение в окислительно-восстановительные равновесия и электродные потенциалы
Различная химическая активность металлов
Когда металлы вступают в реакцию, они отдают электроны и образуют положительные ионы. Эта конкретная тема посвящена сравнению легкости, с которой металл делает это для образования гидратированных ионов в растворе — например, Mg 2+ (водный) или Cu 2+ (водный) .
Мы можем сравнить легкость, с которой происходят эти два изменения:
Каждый, кто занимался химией более нескольких месяцев, знает, что магний более реактивен, чем медь. Первая реакция происходит гораздо легче, чем вторая. В этой теме мы попытаемся выразить это с помощью некоторых цифр.
Первая реакция происходит гораздо легче, чем вторая. В этой теме мы попытаемся выразить это с помощью некоторых цифр.
Глядя на это с точки зрения равновесия
Предположим, у вас есть кусок магния в стакане с водой. Атомы магния будут терять электроны и переходить в раствор в виде ионов магния. Электроны останутся на магнии.
Через очень короткое время на магнии произойдет накопление электронов, и он будет окружен в растворе слоем положительных ионов.Они будут стремиться держаться близко, потому что их притягивает отрицательный заряд на куске металла.
Некоторые из них будут достаточно привлечены, чтобы вернуть свои электроны и снова прилипнуть к куску металла.
Динамическое равновесие устанавливается, когда скорость, с которой ионы покидают поверхность, в точности равна скорости, с которой они снова присоединяются к ней. В этот момент на магнии будет постоянный отрицательный заряд и постоянное количество ионов магния, присутствующих в растворе вокруг него.
Упростив диаграмму, чтобы избавиться от «кусочков» магния, вы получите такую ситуацию:
Не забывайте, что это просто снимок динамического равновесия. Ионы постоянно уходят и снова присоединяются к поверхности.
Как бы все изменилось, если бы вы использовали кусок меди вместо куска магния?
Медь менее реактивна и поэтому менее легко образует ионы. Любые оторвавшиеся ионы с большей вероятностью вернут свои электроны и снова прилипнут к металлу.Вы по-прежнему достигнете положения равновесия, но на металле будет меньше заряда и меньше ионов в растворе.
Если мы запишем две реакции как равновесия, то мы будем сравнивать два положения равновесия.
Положение магниевого равновесия. . .
. . . лежит левее точки равновесия меди.
Обратите внимание на способ написания двух состояний равновесия.По соглашению, все эти равновесия записываются с электронами в левой части уравнения. Если вы обязательно будете придерживаться этого соглашения, вы обнаружите, что остальная часть этой темы будет намного легче визуализировать.
Если вы обязательно будете придерживаться этого соглашения, вы обнаружите, что остальная часть этой темы будет намного легче визуализировать.
Все остальное, что касается электродных потенциалов, — это просто попытка присвоить несколько цифр этим различным положениям равновесия.
В принципе, это довольно просто. В случае с магнием существует большая разница между отрицательностью металла и положительностью раствора вокруг него.В медном корпусе разница намного меньше.
Эта разность потенциалов может быть записана как напряжение — чем больше разница между положительным и отрицательным полюсом, тем больше напряжение. К сожалению, это напряжение невозможно измерить!
Было бы легко подключить вольтметр к металлическому элементу, но как вы подключите его к раствору? Поместив зонд в раствор рядом с металлом? Нет, не сработает!
Любой зонд, который вы вводите, будет иметь подобное равновесие, происходящее вокруг него.Лучшее, что вы могли бы измерить, — это какая-то комбинация эффектов на датчике и куске металла, который вы тестируете.
Идеи, лежащие в основе электрода сравнения
Предположим, у вас есть оптическое устройство для измерения высоты на некотором расстоянии, и вы хотите использовать его, чтобы узнать, какого роста был конкретный человек. К сожалению, вы не видите их ног, потому что они стоят в высокой траве.
Хотя вы не можете измерить их абсолютную высоту, вы можете измерить их высоту относительно удобной стойки.Предположим, что в этом случае человек оказался выше столба на 15 см.
Вы можете повторить это для множества людей. . .
. . . и получите такой набор результатов:
Водородные и стеклянные электроды Вопросы и ответы
Водородные и стеклянные электроды Вопросы и ответы
1. Что из перечисленного не является характеристикой электрода сравнения?
a) Он должен иметь известный выходной потенциал
b) Он должен иметь постоянный выходной потенциал
c) Его выходной потенциал зависит от состава раствора
d) Он используется вместе с индикаторным или рабочим электродом
Ответ: c
Пояснение: Выходной потенциал электрода сравнения не должен зависеть от состава раствора.
2. Почему стандартный водородный электрод называется первичным электродом сравнения?
a) Он имеет известный выходной потенциал
b) Он имеет постоянный выходной потенциал
c) Его выходной потенциал не зависит от состава раствора
d) Его выходной потенциал равен нулю вольт
Ответ: d
Пояснение: Стандартный водородный электрод называется первичным электродом сравнения, так как его выходной потенциал равен нулю вольт.Применяется вместе с индикаторным или рабочим электродом.
3. Что из перечисленного является самым простым и удобным водородным электродом?
a) Водородный электрод Паскаля
b) Водородный электрод Борна
c) Водородный электрод Гильдербанта
d) Водородный электрод West
Ответ: c
Пояснение: Водородный электрод, предложенный Хильдербантом, является простым и наиболее удобным водородным электродом. Доступен ряд водородных электродов.
Доступен ряд водородных электродов.
4. Что из перечисленного не является недостатком водородного электрода?
a) Платина легко отравляется
b) Присутствие окислителей изменяет потенциал
c) Это дает солевую ошибку
d) Газ h3 при давлении 1 атмосферное трудно установить и транспортировать
Ответ: c
Пояснение: Водородный электрод не дает солевой ошибки. Доступен ряд водородных электродов.
5. В водородном электроде электрод помещают в раствор ____ M Hcl. Заполнить бланк.
а) 0,5
б) 1
в) 2
г) 3
Ответ: b
Пояснение: В водородном электроде электрод помещают в раствор 1M Hcl. H 2 Газ под давлением 1 атм проходит через боковой рычаг таким образом, что платина наполовину погружена в Hcl.
6. Что из следующего можно использовать водородный электрод, который является электродом сравнения?
a) Только анод
b) Только катод
c) Анод или катод
d) Солевой мостик
Ответ: c
Пояснение: Водородный электрод, который является электродом сравнения, можно использовать как анод или катод. Это зависит от полуячейки, с которой он связан.
Это зависит от полуячейки, с которой он связан.
7. Если водородный электрод действует как катод, водород восстанавливается.
а) Верно
б) Неверно
Ответ: a
Пояснение: Если водородный электрод действует как катод, водород восстанавливается. Если водородный электрод действует как анод, водород окисляется.
8. Ниже представлена схема водородного электрода. Определите неотмеченный компонент.
а) Водород при 1 атм
б) Водород при 10 атм
в) Гелий при 1 атм
г) Гелий при 10 атм
Ответ: a
Пояснение: Водород при давлении 1 атм проходит через боковую трубку.Электрод помещают в раствор 1M Hcl.
9. Что из перечисленного не может иметь состав стеклянной мембраны в стеклянном электроде?
a) Силикат натрия
b) Силикат кальция
c) Силикат лития
d) Силикат бария
Ответ: d
Пояснение: Стеклянный электрод состоит из силиката натрия или кальция или силиката лития, содержащего стеклянную мембрану. К мембране добавлены ионы лантана и бария.
К мембране добавлены ионы лантана и бария.
10. Что из следующего является целью добавленных мембран в стеклянную мембрану стеклянного электрода?
a) Они действуют как уплотнители
b) Они действуют как фильтры
c) Они действуют как кондиционеры
d) Они действуют как коллекторы
Ответ: a
Пояснение: Ионы в добавленных мембранах действуют как уплотнители. Они снижают подвижность иона натрия.
11. Что из перечисленного не может служить внутренним электродом сравнения в стеклянных электродах?
а) Серебряный электрод
б) Медный электрод
в) Каломелевый электрод
г) Хлорсеребряный электрод
Ответ: b
Пояснение: Медный электрод не может служить внутренним электродом сравнения в стеклянных электродах.Внутренний электрод сравнения погружен в буферный раствор.
12. Реакция pH стеклянного электрода полностью ограничена площадью специальной стеклянной мембранной колбы.
Реакция pH стеклянного электрода полностью ограничена площадью специальной стеклянной мембранной колбы.
а) Верно
б) Неверно
Ответ: a
Пояснение: pH-реакция стеклянного электрода полностью ограничена площадью специальной стеклянной мембранной колбы. Отклик электрода не зависит от глубины погружения.
13.Что из перечисленного не является преимуществом стеклянных электродов?
a) Он дает точные результаты как для высоких, так и для низких значений pH
b) Простое управление
c) Отсутствие солевой погрешности
d) Современные электроды могут выдерживать суровые условия
Ответ: a
Пояснение: Он дает точные результаты только для низких значений pH, т.е. от 0 до 9. При высоких значениях pH стекло становится чувствительным к натрию и другим катионам.
14.Что из перечисленного не является недостатком стеклянных электродов?
a) Плохие показания в забуференных или небуферизованных растворах
b) Электрод необходимо тщательно промыть дистиллированной водой для получения надлежащих результатов
c) Материалы, взвешенные на стекле, необходимо аккуратно стереть для получения надлежащих результатов по окислительно-восстановительным потенциалам в растворе
Ответ: d
Пояснение: На него влияют окислительно-восстановительные потенциалы в растворе. В этом преимущество стеклянного электрода.
В этом преимущество стеклянного электрода.
15. Ниже представлена схема стеклянного электрода. Определите неотмеченный компонент.
a) Платиновые выводы
b) Серебряная проволока, покрытая хлоридом серебра
c) Медная проволока
d) Платиновый электрод сравнения
Ответ: b
Пояснение: Немаркированный компонент представляет собой серебряную проволоку, покрытую хлоридом серебра. Он образует внутренний электрод сравнения.
Страница ошибки
Страница ошибки «,» tooltipToggleOffText «:» Переведите переключатель в положение «БЕСПЛАТНАЯ доставка на следующий день»!
«,» tooltipDuration «:» 5 «,» tempUnavailableMessage «:» Скоро вернусь! «,» TempUnavailableTooltipText «:»Мы прилагаем все усилия, чтобы снова приступить к работе.
- Временно приостановлено в связи с высоким спросом.
- Продолжайте проверять наличие.
walmart.com/account/api/location»,»hubStorePages»:»home,search,browse»,»enableHubStore»:»false»},»oneApp»:{«drop2″:»true»,»hfdrop2 «:» true «,» heartingCacheDuration «:» 60000 «,» hearting «:» false «},» feedback «: {» showFeedbackSuccessSnackbar «:» true «,» feedbackSnackbarDuration «:» 3000 «},» webWorker «: {» enableGetAll » : «false», «getAllTtl»: «0″}, «search»: {«searchUrl»: «/ search /», «enabled»: «false», «tooltipText»: « Скажите нам, что вам нужно
» , «tooltipDuration»: 5000, «nudgeTimePeriod»: 10000}}}, «uiConfig»: {«webappPrefix»: «», «artifactId»: «header-footer-app», «applicationVersion»: «20.0,40 «,» applicationSha «:» 41ed8468826085770503056bd2c9bc8be5b55386 «,» applicationName «:» верхний колонтитул «,» узел «:» e465d8fa-8c92-403f-bdd2-f8a24da58723 «,» облако «:» scus «prod oneOpsEnv «:» prod-a «,» profile «:» PROD «,» basePath «:» / globalnav «,» origin «:» https://www.walmart.com «,» apiPath «:» / header- нижний колонтитул / электрод / api «,» loggerUrl «:» / заголовок-нижний колонтитул / электрод / api / logger «,» storeFinderApi «: {» storeFinderUrl «:» / store / ajax / primary-flyout «},» searchTypeAheadApi «: { «searchTypeAheadUrl»: «/ search / autocomplete / v1 /», «enableUpdate»: false, «typeaheadApiUrl»: «/ typeahead / v2 / complete», «taSkipProxy»: false}, «emailSignupApi»: {«emailSignupUrl»: » / account / electro / account / api / subscribe «},» feedbackApi «: {» fixedFeedbackSubmitUrl «:» / customer-survey / submit «},» logging «: {» logInterval «: 1000,» isLoggingAPIEnabled «: true,» isQuimbyLoggingFetchEnabled «: true,» isLoggingFetchEnabled «: true,» isLoggingCacheStatsEnabled «: true},» env «:» production «},» envInfo «: {» APP_SHA «:» 41ed8468826085770503056ERSbe2c9b «,» APP38 «,» APP «:0. 40-41ed84 «},» expoCookies «: {}}
Прочтите введение
установить в первую очередь!
Это упражнение исследует , сколько подмножеств имеет набор.
Что такое подмножество?
Подмножество — это набор , содержащийся в другом наборе
Это как если бы вы могли выбрать мороженое со следующими вкусами:
{банан, шоколад, ваниль}
Вы можете выбрать любой вкус {банан} , {шоколад} или {ваниль} ,
Или любые два вкуса: {банан, шоколад} , {банан, ваниль} или {шоколад, ваниль} ,
Или все три вкуса (нет, не жадные),
Или , вы можете сказать «совсем нет, спасибо», что означает «пустой набор»: {}
Пример: набор {alex, billy, casey, dale}
Имеет подмножества:
Также есть подмножества:
- {Алекс, Билли}
- {alex, casey}
- {billy, dale}
- и др. ..
Также:
- {Алекс, Билли, Кейси}
- {alex, billy, dale}
- и т.д …
А также:
- весь набор: {alex, billy, casey, dale}
- пустой набор: {}
Теперь давайте начнем с Пустого набора и продолжим …
Пустой набор
Сколько подмножеств в пустом наборе?
Вы могли выбрать:
- весь комплект: {}
- пустой набор: {}
Но постойте, в данном случае это одно и то же!
Итак
пустой набор действительно имеет только 1 подмножество (которое
есть само, пустой набор).
Это все равно что спросить: «Нет ничего доступного, что вы выберете?» Ответьте «ничего». Это твой единственный выбор. Выполнено.
А
Набор с одним элементом
Набор может быть любым, но скажем так:
{яблоко}
Сколько подмножеств есть в наборе {яблоко}?
- весь набор: {apple}
- пустой набор: {}
И все. Вы можете выбрать один элемент или ничего.
Таким образом, любой набор с одним элементом будет иметь 2 подмножества.
А
Набор из двух элементов
Давайте добавим еще один элемент в наш набор примеров:
{яблоко, банан}
Сколько подмножеств в наборе {яблоко, банан}?
Это может быть {яблоко} или {банан} , и не забудьте:
- весь набор: {яблоко, банан}
- пустой набор: {}
Итак, набор с двумя элементами имеет 4 подмножества.
А
Набор из трех элементов
Как насчет:
{яблоко, банан, вишня}
Хорошо, давайте теперь будем более систематичными и перечислим подмножества по количеству элементов в них:
Подмножества с одним элементом: {яблоко} , {банан} , {вишня}
Подмножества с двумя элементами: {яблоко, банан} , {яблоко, вишня} , {банан, вишня}
А:
- весь набор: {яблоко, банан, вишня}
- пустой набор: {}
Фактически мы могли бы поместить это в таблицу:
Список Количество
комплектов нулевые элементы {} 1 один элемент {яблоко}, {банан}, {вишня} 3 два элемента {яблоко, банан}, {яблоко, вишня}, {банан, вишня} 3 трехэлементный {яблоко, банан, вишня} 1 Всего: 8
(Примечание: вы заметили закономерность в цифрах?)
Наборы
с четырьмя стихиями (ваша очередь!)
Теперь попробуйте сделать то же самое для этого набора:
{яблоко, банан, вишня, финик}
Вот вам стол:
Список Количество
комплектов нулевые элементы {} один элемент два элемента трехэлементный четыре элемента Всего:
(Примечание: если вы все сделали правильно, в числах будет узор. )
Наборы
с пятью элементами
А сейчас:
{яблоко, банан, вишня, финики, яйцо
Преимущества обработанных продуктов: (EUFIC)
Последнее обновление: 1 июня 2010 г. 1. Введение и определения
Все мы обрабатываем пищу каждый день, когда готовим еду для себя или своей семьи, и практически все продукты проходят определенную обработку, прежде чем они будут готовы к употреблению.Некоторые продукты даже опасны, если их есть без надлежащей обработки. Самое основное определение обработки пищевых продуктов — это «множество операций, с помощью которых сырые пищевые продукты становятся пригодными для потребления, приготовления или хранения». Пищевая промышленность включает в себя любые действия, которые изменяют или превращают сырые растительные или животные материалы в безопасные, съедобные и более приятные на вкус пищевые продукты. В крупномасштабном производстве пищевых продуктов обработка включает применение научных и технологических принципов для сохранения пищевых продуктов путем замедления или остановки естественных процессов разложения. Это также позволяет предсказуемым и контролируемым образом изменять пищевые качества продуктов. Пищевая промышленность также использует творческий потенциал переработчика для преобразования основного сырья в ряд вкусных привлекательных продуктов, которые обеспечивают интересное разнообразие в диетах потребителей. Без обработки пищевых продуктов было бы невозможно удовлетворить потребности современного городского населения, а выбор продуктов питания был бы ограничен сезонностью.
Термин «обработанные пищевые продукты» используется многими с определенным пренебрежением, предполагая, что обработанные пищевые продукты в некотором роде уступают своим необработанным аналогам.Однако важно помнить, что обработка пищевых продуктов использовалась на протяжении веков для того, чтобы сохранить продукты или просто сделать их съедобными. Фактически, переработка охватывает всю пищевую цепочку от сбора урожая на ферме до различных форм кулинарного приготовления в домашних условиях и значительно облегчает обеспечение безопасными продуктами питания населения по всему миру.
Обработка пищевых продуктов может привести к улучшению или ухудшению питательной ценности пищевых продуктов, иногда одновременно, и может помочь сохранить питательные вещества, которые в противном случае были бы потеряны при хранении.Например, шоковая заморозка овощей вскоре после сбора урожая замедляет потерю чувствительных питательных веществ. Сырые бобы несъедобны, и простой процесс нагревания (например, кипячения) делает их съедобными, уничтожая или инактивируя определенные антипитательные факторы, которые они содержат. Процесс варки овощей действительно приводит к потере витамина С, но он также может высвобождать некоторые полезные биоактивные соединения, такие как бета-каротин в моркови, которые в противном случае были бы менее доступны во время пищеварения, потому что нагревание разрушает стенки клеток растений.
На протяжении веков ингредиенты выполняли полезные функции в различных продуктах питания. Наши предки использовали соль для консервирования мяса и рыбы, добавляли травы и специи для улучшения вкуса продуктов, консервированные фрукты с сахаром и маринованные овощи в растворе уксуса. Сегодня потребители требуют и пользуются питательными, безопасными, удобными и разнообразными продуктами питания. Это возможно благодаря методам обработки пищевых продуктов (например, пищевым добавкам и достижениям в области технологий). Пищевые добавки добавляются с определенной целью, будь то обеспечение безопасности пищевых продуктов, повышение питательной ценности или улучшение качества пищевых продуктов.Они играют важную роль в сохранении свежести, безопасности, вкуса, внешнего вида и текстуры продуктов. Например, антиоксиданты предотвращают прогорклость жиров и масел, а эмульгаторы предотвращают разделение арахисового масла на твердую и жидкую фракции. Пищевые добавки дольше защищают хлеб от плесени и позволяют фруктовому джему «застыть», чтобы его можно было намазывать на хлеб.
2. История
Люди веками перерабатывали пищу (см. Таблицу 1). Самые старые традиционные методы включали в себя сушку на солнце, консервирование мяса и рыбы с солью или фруктов с сахаром (то, что мы теперь называем вареньем). Все они работают исходя из того, что уменьшение наличия воды в продукте увеличивает срок его хранения. Совсем недавно технологические инновации в переработке превратили наши продукты питания в богатый ассортимент, который сегодня доступен в супермаркетах. Кроме того, пищевая промышленность позволяет производителям производить продукты с улучшенным питанием («функциональные пищевые продукты») с добавлением ингредиентов, которые обеспечивают определенные преимущества для здоровья помимо основного питания.
2.1 История консервирования
Консервирование возникло в начале 19 -го века, когда войска Наполеона столкнулись с серьезной нехваткой продовольствия.В 1800 году Наполеон Бонапарт предложил награду в размере 12 000 франков каждому, кто сможет разработать практический метод консервирования продуктов для маршевых армий; широко распространено мнение, что он сказал: «Армия идет на живот». После многих лет экспериментов Николас Апперт представил свое изобретение запечатывания продуктов в стеклянных банках и их приготовления и выиграл приз в 1810 году. В следующем году Апперт опубликовал «Искусство сохранения животных» («Искусство сохранения животных»). and Vegetable Substances), которая была первой в своем роде поваренной книгой по современным методам консервирования продуктов питания.Также в 1810 году англичанин Питер Дюран применил процесс Апперта, используя различные сосуды из стекла, керамики, олова или других металлов, и получил от короля Георга III первый патент на консервирование. Это можно считать происхождением современной банки.
2.2 История замораживания
Современная индустрия замороженных продуктов была основана Кларенсом Бёрдси в Америке в 1925 году. Он был торговцем мехом в Лабрадоре и заметил, что филе рыбы, оставленное туземцами для быстрой заморозки в арктических зимах, лучше сохраняет вкус и текстуру свежей рыбы. рыба, замороженная при более умеренных температурах в другое время года.Ключом к открытию Бёрдси была важность скорости замораживания, и он первым изобрел промышленное оборудование для быстрой заморозки продуктов. Сегодня мы знаем, что в сочетании с соответствующей обработкой перед замораживанием это быстрое замораживание может обеспечить превосходное сохранение пищевой ценности широкого спектра пищевых продуктов.
Таблица 1. Хронологическое развитие технологий обработки пищевых продуктов
Традиционная обработка Более современные процессы
(примерно с 1900 г.) Самые современные методы
(после 1960 г.) Консервы
Варка с экструзией
Сублимационная сушка
Ферментация
Замораживание и охлаждение
Инфракрасная обработка
Замораживание
Пастеризация
Облучение
Сушильный шкаф
Стерилизация
Магнитные поля
Травление
Сверхвысокая температура (UHT)
СВЧ-обработка
Соление
Упаковка в модифицированной атмосфере
Курение
Омический нагрев
Сушка на солнце
Импульсные электрические поля
Распылительная сушка
Ультразвук
3. Основные преимущества обработанных пищевых продуктов
3.1 Вкусовые качества и сенсорные улучшения
Практически все пищевые продукты перед употреблением проходят определенную обработку. В простейшем случае это может быть очистка банана от кожуры или варка картофеля. Однако для некоторых продуктов, таких как пшеница, требуется довольно тщательная обработка, прежде чем они станут вкусными. Сначала уборка зерна, затем удаление шелухи, стеблей, грязи и мусора. Очищенное зерно обычно варят или измельчают в муку, а затем из него часто превращают другой продукт, такой как хлеб или макароны.
Органолептическое (сенсорное) качество некоторых пищевых продуктов напрямую зависит от технологии обработки. Например, запеченные бобы приобретают кремовую консистенцию в результате тепловой обработки во время консервирования. Экструдированные и воздушные продукты, такие как хлопья для завтрака или чипсы, было бы почти невозможно производить без крупномасштабного современного оборудования для пищевой промышленности.
3,2 Сохраненные и улучшенные питательные свойства
Обработка, такая как замораживание, сохраняет питательные вещества, которые естественным образом присутствуют в пищевых продуктах.Другие процессы, такие как приготовление пищи, иногда могут улучшить пищевую ценность, делая питательные вещества более доступными. Например, приготовление и консервирование помидоров для приготовления томатной пасты или соуса делает биоактивное соединение ликопин более доступным для организма. При аккуратной обработке при переработке какао и шоколада сохраняется уровень флавоноидов, таких как эпикатехин и катехины, но их содержание может быть снижено при плохих условиях обработки. Ликопин и флавоноиды обладают антиоксидантными свойствами, которые, согласно некоторым исследованиям, способствуют поддержанию здоровья сердца и могут снизить риск некоторых видов рака.
В настоящее время исследователи изучают возможность изменения усвояемости питательных веществ посредством обработки пищевых продуктов для создания продуктов с повышенной доступностью питательных веществ. Например, похоже, что гомогенизация молока может уменьшить размер капель жира, казеинов и некоторых сывороточных белков. Похоже, что это приводит к лучшей усвояемости, чем необработанное молоко. Ранние исследования показывают, что манипуляции со структурами триациглицерина (вилкообразного основного скелета жиров) также могут влиять на перевариваемость жиров, тем самым изменяя их влияние на риск сердечно-сосудистых заболеваний после приема внутрь.
3.3 Безопасность
Многие технологии обработки обеспечивают безопасность пищевых продуктов за счет уменьшения количества вредных бактерий, которые могут вызывать заболевания (например, пастеризация молока). Сушка, маринование и копчение снижают активность воды (т.е. воду, доступную для роста бактерий) и изменяют pH пищевых продуктов, тем самым ограничивая рост патогенных и вызывающих порчу микроорганизмов и замедляя ферментативные реакции. Другие методы, такие как консервирование, пастеризация и ультравысокая температура (УВТ), уничтожают бактерии посредством термической обработки.
Еще одно преимущество обработки — уничтожение антипитательных факторов. Например, приготовление пищи разрушает ингибиторы протеазы, такие как ингибиторы трипсина, содержащиеся в горохе, фасоли или картофеле. Ингибиторы трипсина — это небольшие глобулярные белки, которые подавляют действие пищеварительных ферментов человека трипсина и химотрипсина, необходимых для расщепления пищевых белков. Если они присутствуют в пищевых продуктах, они могут снизить пищевую ценность пищи, и в исследованиях на животных было показано, что в высоких дозах они токсичны, а некоторые исследования на людях показывают аналогичные результаты.Продолжительное кипячение также уничтожает вредные лектины, содержащиеся в бобовых, таких как красная фасоль. Лектины заставляют красные кровяные тельца слипаться и, если они не разлагаются до употребления, вызывают тяжелый гастроэнтерит, тошноту и рвоту.
3.4 Сохранение, удобство и выбор
Пищевая промышленность позволяет продлить срок хранения пищевых продуктов (например, скоропортящихся продуктов, таких как мясо, молоко и продукты из них). Применение упаковки в модифицированной атмосфере означает, что фрукты и овощи могут храниться дома дольше, что означает меньшую частоту покупок свежих продуктов и меньшую потерю порчи.Продуманное хранение и упаковка обеспечивают удобство для потребителя.
Пищевая промышленность позволяет нам наслаждаться разнообразным питанием, которое соответствует быстрым темпам и нагрузкам нашего современного общества. Люди все чаще ездят на отдых за границу, поэтому они могут познакомиться с более широким выбором вкусов и стилей продуктов. Люди также меняют то, как они проводят время, и многие предпочитают не готовить еду с нуля. Поэтому, чтобы оправдать ожидания потребителей, производители производят изысканные продукты ресторанного качества или из далеких стран, чтобы готовить и наслаждаться ими у себя дома.
В западном мире наши продукты питания преимущественно основаны на пяти основных культурах — рисе, пшенице, кукурузе, овсе и картофеле. Множество характеристик, к которым мы привыкли в наших продуктах, получено из этих пяти простых продуктов в сочетании с современными технологиями обработки пищевых продуктов. Таким образом, можно сказать, что сегодня мы привыкли к разнообразным продуктам питания, приготовленным из узкого ряда видов растений, которые обеспечивают наше питание. Такое преобразование основных продуктов питания в обработанные продукты было бы невозможно без современных пищевых технологий.
3.5 Уменьшение неравенства и проблем в отношении здоровья
Признано, что у людей с низким доходом менее разнообразный рацион питания, что отражается в более низком потреблении питательных веществ и более низком питательном статусе. Обработка, такая как обогащение некоторых продуктов, таких как мука, хлеб и хлопья для завтрака, сократила количество людей в Европе с низким уровнем питательных веществ. Кроме того, сохранение питательных веществ с помощью таких процессов, как замораживание, позволяет тем, у кого нет доступа к такому широкому спектру продуктов, получить лучшее питание из более узкого диапазона доступных им продуктов.
Хронические болезни, такие как болезни сердца, ожирение и диабет, можно частично лечить с помощью диетических стратегий. В ответ на это производители применили методы обработки пищевых продуктов, чтобы предложить потребителям выбор многих продуктов и блюд с низким или обезжиренным содержанием жира. Возможно, самым простым примером этого является производство полужирного молока (также известного как «обезжиренное» или «полужирное»), при котором жир удаляется из продукта во время обработки — сливки снимаются с верхней части молока. после стадии центрифугирования.Жиры в пище также можно уменьшить, добавив воду или другие ингредиенты, чтобы заменить часть жира и снизить энергетическую плотность. Маргарины с пониженным содержанием жира — хороший тому пример. Добавление воды действительно приводит к более скоропортящимся продуктам, и, следовательно, продукты с пониженным содержанием жира могут содержать дополнительные стабилизаторы и консерванты для восстановления их первоначального срока хранения и стабильности. Помимо продуктов с низким содержанием жира, пищевая промышленность теперь позволяет производить версии многих продуктов с низким содержанием соли, сахара и высоким содержанием клетчатки, что позволяет потребителям выбирать продукты, соответствующие их индивидуальным потребностям в отношении здоровья.
4. Различные методы обработки
4.1 Традиционный
4.1.1 Отопление
Температура пищи повышается до уровня, который подавляет рост бактерий, инактивирует ферменты или даже уничтожает жизнеспособные бактерии. Традиционные методы влажного приготовления включают бланширование, кипячение, приготовление на пару и приготовление под давлением. К сухим методам приготовления относятся запекание, жарка и запекание. В более новых технологиях тепло применяется с помощью электромагнитного излучения, например микроволн.
Техника сверхвысоких температур (УВТ) широко используется в пищевой промышленности.Это включает нагревание пищи до ≥135 ° C в течение не менее 1 секунды с последующим быстрым охлаждением для уничтожения всех микроорганизмов.
Пастеризация — это когда пища нагревается минимум до 72 ° C в течение не менее 15 секунд для уничтожения большинства патогенов пищевого происхождения, а затем быстро охлаждается до 5 ° C.
4.1.2 Охлаждение
Температура пищи снижается, чтобы замедлить ее порчу, либо из-за задержки роста бактерий, либо из-за инактивации ферментов с разрушительными эффектами.Традиционные методы охлаждения включают охлаждение при температуре около 5 ° C и замораживание, при котором температура снижается до ниже -18 ° C (даже до -196 ° C в коммерческих морозильных камерах). Чем ниже температура, тем дольше можно безопасно хранить продукты. Однако резкие перепады температуры в течение продолжительных периодов времени могут привести к потере питательных веществ и разрушению целостных структур пищевых продуктов, в результате чего природа и питательная ценность этих продуктов питания значительно уменьшаются.
4.1.3 Сушка
При сушке содержание воды в растительной пище снижается до уровня, при котором биологические реакции (например, активность ферментов и рост микробов) подавляются, и, таким образом, снижается вероятность порчи пищи. Сушка может быть в форме сублимационной сушки (например, трав и кофе), распылительной сушки (например, сухого молока), сушки на солнце (например, томатов, абрикосов) или туннельной сушки (например, кусочков овощей).
4.1.4 Соление
Добавление соли в пищу веками использовалось как метод сохранения пищи.Этот метод основан на предположении, что соль снижает активность воды в консервируемых продуктах, что предотвращает рост организмов, вызывающих порчу. В зависимости от типа пищи аналогичный эффект может быть достигнут с сахаром. Также возможно замедлить или остановить рост и убить определенные микроорганизмы, изменив pH пищи (например, добавив кислоты, такие как уксус, при мариновании).
Есть разные способы добавления соли в пищу, но обычно термин «соление» относится к консервированию пищи с помощью сухой соли.Соление в основном используется для консервирования мяса и рыбы. Соль можно добавлять как таковую или втирать в мясо. Соленая рыба (сушеная и соленая треска) и соленое мясо, такое как итальянский прошутто крудо, являются примерами соленых продуктов. Другие методы обработки пищевых продуктов, в которых играет роль соль, — это засолка и маринование.
При рассоле пищу помещают в рассол, насыщенный водой или почти насыщенный солью, метод, который был обычным способом консервирования мяса, рыбы и овощей. Сегодня засаливание продуктов — менее подходящий метод консервирования, но он по-прежнему используется для созревания таких сыров, как фета и халлуми.
Маринование часто подразумевает соление или засолку в сочетании с ферментацией или добавлением уксуса и в основном используется для консервирования овощей (например, квашеной капусты, огурцов, перца, лука и оливок) и рыбы (например, сельди).
Посолка — это обычное название методов обработки пищевых продуктов, в основном используемых для рыбы и мяса, в которых используются комбинации соли и сахара, а также иногда нитраты или нитриты (которые предотвращают рост вредных бактерий Clostridium botulinum и придают мясу привлекательный розовый цвет. ) добавляются в пищу.При посолке пищу иногда также коптят.
4.1.5 Ферментация
При брожении используются определенные дрожжи или бактерии, чтобы придать пище желаемый вкус и текстуру, но это также способ изменить биохимические характеристики продуктов и тем самым предотвратить рост микроорганизмов, вызывающих порчу.
Дрожжевое брожение используется в таких процессах, как выпечка хлеба и производство алкогольных напитков. Точно так же соевый соус является результатом дрожжевого брожения.
В аэробных условиях, то есть при наличии кислорода, дрожжи превращают сахара и другие углеводы в диоксид углерода и воду. Это то, что делает тесто заквашенным; дрожжи выделяют углекислый газ, который образует пузырьки газа в тесте и заставляет его расширяться. При выпекании губчатая структура закрепляется за счет тепла, и хлеб приобретает мягкую текстуру. Дрожжи погибают от тепла.
При производстве пива, вина и других алкогольных напитков роль дрожжей заключается в образовании алкоголя и частично в газировании напитка.В анаэробных (бескислородных) условиях дрожжи превращают сахар или другие углеводы в спирт (этанол) и диоксид углерода. Если углекислый газ не удалить, напиток станет шипучим. При производстве алкогольных напитков обычно добавляют определенные дрожжевые культуры, но в определенных производственных процессах напиток подвергается самопроизвольной ферментации, что означает, что ферментация осуществляется дрожжами и другими микроорганизмами, которые естественным образом встречаются на винограде или в производственной среде.При выпечке этанол образуется как побочный продукт. Во время закваски процесс брожения меняется с аэробного на анаэробный, так как дрожжи потребляют кислород. Однако во время выпечки спирт испаряется, поэтому хлеб не содержит спирта. Ферментация имеет большое значение для вкуса пива, вина и т. Д., Поскольку дрожжи, помимо этанола и углекислого газа, производят ряд других соединений, которые придают этим напиткам их специфические ароматические характеристики.
Другой тип ферментации, используемый в пищевых продуктах
Сколько существует типов загрязнения?
Oishimaya Sen Nag 1 октября 2020 года в Environment
Пластиковое загрязнение угрожает будущим поколениям всех видов на планете Земля.Изображение предоставлено: Gualtiero Boffi / Shutterstock.com- Загрязнение может быть разных типов в зависимости от того, какая часть окружающей среды загрязняется или от основного типа загрязнителя.
- Загрязнение воздуха, воды и почвы — три основных типа загрязнения. У нас также есть шумовые, визуальные, световые, термические и пластиковые загрязнения. Засорение и радиоактивное загрязнение также вызывают загрязнение.
- Загрязнение окружающей среды угрожает здоровью и будущему благополучию всех видов на Земле.
- Загрязнение, которое не контролируется, может привести к исчезновению многих видов.
Загрязнение относится к добавлению загрязняющих веществ в природную среду, что приводит к неблагоприятному воздействию на окружающую среду. Загрязнение вызвано деятельностью человека, и уровень загрязнения окружающей среды увеличился с ростом населения и развитием человеческой цивилизации.Загрязнение может быть разных типов в зависимости от того, какая часть окружающей среды становится загрязненной, или от типа загрязняющих веществ / загрязняющих веществ, вызывающих загрязнение. Загрязнение воздуха, воды и почвы — основные типы загрязнения. Однако, учитывая широкий спектр способов, которыми наш вид смог загрязнить окружающую среду, у нас также есть шумовое, световое, радиоактивное, термическое и пластиковое загрязнение. Более подробно различные типы загрязнения обсуждаются ниже.
Загрязнение воздуха —
Загрязнение воздуха из-за дыма, выходящего из двух заводских труб в промышленной зоне Киева, Украина.Изображение предоставлено: LALS STOCK / Shutterstock.com Загрязнение воздуха означает выброс в атмосферу токсичных газов, биологических молекул и твердых частиц. Загрязняющие вещества могут быть получены из нескольких источников, включая как естественные процессы, так и деятельность человека. Извержения вулканов, лимнические извержения, автомобильные и промышленные сточные воды и т. Д. Являются некоторыми примерами источников загрязнения воздуха. Окись углерода, двуокись углерода, хлорфторуглероды, аэрозольные баллончики и т. Д. Являются некоторыми примерами загрязнителей воздуха.Такое загрязнение может быть очень пагубным для здоровья и благополучия всех форм жизни на Земле.
Загрязнение воды —
Неочищенные промышленные стоки, попадающие в воду.Изображение предоставлено: Toa55 / Shutterstock.com Проще говоря, загрязнение водных объектов, таких как озера, реки, пруды, водоносные горизонты и т. Д., Загрязнителями, называется загрязнением воды. Как и загрязнение воздуха, загрязнение воды является одним из самых вредных видов загрязнения. Это может иметь чрезвычайно катастрофические последствия для всех живых существ, использующих загрязненную воду. Основной объем всех загрязняющих веществ, образующихся на суше, попадает в водоемы. Токсичные отходы, выбрасываемые промышленностью, патогены, выбрасываемые в сточные воды, вредные химические вещества, присутствующие в сельскохозяйственных стоках и т. Д., являются одними из основных загрязнителей воды. Загрязнение воды может привести к эпидемиям и даже пандемиям, которые могут уничтожить популяцию целого вида или даже нескольких видов. Таким образом, загрязнение воды оказывает крайне неблагоприятное воздействие на окружающую среду, общество и экономику местности.
Загрязнение почвы —
Почва загрязнена промышленными стоками.Изображение предоставлено: Lefryandi / Shutterstock.com Загрязнение почвы на территории приводит к загрязнению почвы или ее деградации. Почва необходима для роста всех растений, в том числе сельскохозяйственных культур. Таким образом, ухудшение качества почвы приводит к снижению урожайности и ухудшению здоровья культур, выращиваемых на такой почве. Промышленные и сельскохозяйственные химикаты — обычные загрязнители, загрязняющие почву.
Шумовое загрязнение —
Шумовое загрязнение, вызванное интенсивным движением транспорта, — обычная неприятность в нашей повседневной жизни.Изображение предоставлено: Diego Cervo / Shutterstock.com Когда окружающая среда наполнена ненужными или неприятными звуками, вредными для животных и растений, это называется шумовым загрязнением. Транспортные средства, машины, промышленность, громкая музыка, крики людей и т. Д. Являются одними из наиболее распространенных источников шумового загрязнения. Этот тип загрязнения в долгосрочной перспективе может вызвать хронические заболевания, такие как сердечно-сосудистые заболевания. Шум также может сказаться на психологическом здоровье людей.
Загрязнение пластиком —
.
 40-41ed84 «},» expoCookies «: {}}
40-41ed84 «},» expoCookies «: {}} ..
.. Вы можете выбрать один элемент или ничего.
Вы можете выбрать один элемент или ничего.комплектов
комплектов
 )
) Это также позволяет предсказуемым и контролируемым образом изменять пищевые качества продуктов. Пищевая промышленность также использует творческий потенциал переработчика для преобразования основного сырья в ряд вкусных привлекательных продуктов, которые обеспечивают интересное разнообразие в диетах потребителей. Без обработки пищевых продуктов было бы невозможно удовлетворить потребности современного городского населения, а выбор продуктов питания был бы ограничен сезонностью.
Это также позволяет предсказуемым и контролируемым образом изменять пищевые качества продуктов. Пищевая промышленность также использует творческий потенциал переработчика для преобразования основного сырья в ряд вкусных привлекательных продуктов, которые обеспечивают интересное разнообразие в диетах потребителей. Без обработки пищевых продуктов было бы невозможно удовлетворить потребности современного городского населения, а выбор продуктов питания был бы ограничен сезонностью.
 Сегодня потребители требуют и пользуются питательными, безопасными, удобными и разнообразными продуктами питания. Это возможно благодаря методам обработки пищевых продуктов (например, пищевым добавкам и достижениям в области технологий). Пищевые добавки добавляются с определенной целью, будь то обеспечение безопасности пищевых продуктов, повышение питательной ценности или улучшение качества пищевых продуктов.Они играют важную роль в сохранении свежести, безопасности, вкуса, внешнего вида и текстуры продуктов. Например, антиоксиданты предотвращают прогорклость жиров и масел, а эмульгаторы предотвращают разделение арахисового масла на твердую и жидкую фракции. Пищевые добавки дольше защищают хлеб от плесени и позволяют фруктовому джему «застыть», чтобы его можно было намазывать на хлеб.
Сегодня потребители требуют и пользуются питательными, безопасными, удобными и разнообразными продуктами питания. Это возможно благодаря методам обработки пищевых продуктов (например, пищевым добавкам и достижениям в области технологий). Пищевые добавки добавляются с определенной целью, будь то обеспечение безопасности пищевых продуктов, повышение питательной ценности или улучшение качества пищевых продуктов.Они играют важную роль в сохранении свежести, безопасности, вкуса, внешнего вида и текстуры продуктов. Например, антиоксиданты предотвращают прогорклость жиров и масел, а эмульгаторы предотвращают разделение арахисового масла на твердую и жидкую фракции. Пищевые добавки дольше защищают хлеб от плесени и позволяют фруктовому джему «застыть», чтобы его можно было намазывать на хлеб. Все они работают исходя из того, что уменьшение наличия воды в продукте увеличивает срок его хранения. Совсем недавно технологические инновации в переработке превратили наши продукты питания в богатый ассортимент, который сегодня доступен в супермаркетах. Кроме того, пищевая промышленность позволяет производителям производить продукты с улучшенным питанием («функциональные пищевые продукты») с добавлением ингредиентов, которые обеспечивают определенные преимущества для здоровья помимо основного питания.
Все они работают исходя из того, что уменьшение наличия воды в продукте увеличивает срок его хранения. Совсем недавно технологические инновации в переработке превратили наши продукты питания в богатый ассортимент, который сегодня доступен в супермаркетах. Кроме того, пищевая промышленность позволяет производителям производить продукты с улучшенным питанием («функциональные пищевые продукты») с добавлением ингредиентов, которые обеспечивают определенные преимущества для здоровья помимо основного питания. В следующем году Апперт опубликовал «Искусство сохранения животных» («Искусство сохранения животных»). and Vegetable Substances), которая была первой в своем роде поваренной книгой по современным методам консервирования продуктов питания.Также в 1810 году англичанин Питер Дюран применил процесс Апперта, используя различные сосуды из стекла, керамики, олова или других металлов, и получил от короля Георга III первый патент на консервирование. Это можно считать происхождением современной банки.
В следующем году Апперт опубликовал «Искусство сохранения животных» («Искусство сохранения животных»). and Vegetable Substances), которая была первой в своем роде поваренной книгой по современным методам консервирования продуктов питания.Также в 1810 году англичанин Питер Дюран применил процесс Апперта, используя различные сосуды из стекла, керамики, олова или других металлов, и получил от короля Георга III первый патент на консервирование. Это можно считать происхождением современной банки. Сегодня мы знаем, что в сочетании с соответствующей обработкой перед замораживанием это быстрое замораживание может обеспечить превосходное сохранение пищевой ценности широкого спектра пищевых продуктов.
Сегодня мы знаем, что в сочетании с соответствующей обработкой перед замораживанием это быстрое замораживание может обеспечить превосходное сохранение пищевой ценности широкого спектра пищевых продуктов.(примерно с 1900 г.)
(после 1960 г.)
Консервы
Варка с экструзией
Сублимационная сушка
Ферментация
Замораживание и охлаждение
Инфракрасная обработка
Замораживание
Пастеризация
Облучение
Сушильный шкаф
Стерилизация
Магнитные поля
Травление
Сверхвысокая температура (UHT)
СВЧ-обработка
Соление
Упаковка в модифицированной атмосфере
Курение
Омический нагрев
Сушка на солнце
Импульсные электрические поля
Распылительная сушка
Ультразвук
 Основные преимущества обработанных пищевых продуктов
Основные преимущества обработанных пищевых продуктов 