Страница не найдена | Строительный портал Greendom74.ru: пошаговые инструкции от фундамента до крыши, постройка загородного дома и дачи своими руками
Водоснабжение
Часто хозяйки сталкиваются с такой ситуацией, когда на кухне засоряется трубопровод. При таком явлении
Строительство
Если вы обладаете дачным участком или держите свой огород, то не раз сталкивались с
Строительные и ремонтные работы чаще всего проводятся вдали от линий электропередач.
Строительство
Нет ни одного современного жилого помещения, где бы не украшались окна. Фантазии самые разнообразные:
Автоматизация производства является обязательной в некоторых сферах, так как ручное управление механизмами и аппаратами
Плита кухни – один из ключевых источников загрязнений воздуха в доме. Причем газовая плита
Причем газовая плита
Расход электрода на метр шва: нормы, формула расчета
Показатели затрат электрода на каждый метр шва используются во время составления сметы на сварочные работы. Точность таких цифр сказывается на экономической составляющей целого проекта. Чтобы не ошибиться в подсчетах, ими должен заниматься квалифицированный сварщик, который знает особенности процесса сварки и современной продукции. Он высчитает расход электродов на 1 м шва с учетом всех тонкостей ситуации.
Влияющие факторы
Таблица расхода электрода в зависимости от положения шва
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Формулы, используемые для расчетов
Показатели расхода – это количество материала, которое требуется для проведения работ по сварке. При вычислении большое значение имеет толщина стали или сплава. Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
- Титан – 35–40%.

- Алюминий менее 8 мм – 30%.
- Алюминий более 8 мм
Коэффициент расхода электродов для разных марок электродов
Показатели нормирования складываются из расходов на сварку, правку методом «холостых валиков» и расхода на прихватки. Расчет расхода электродов должен учитывать эти факторы. В дальнейшем применяется формула: N=M*K. Она расшифровывается следующим образом:
- М – масса наплавленного металла на каждый метр.
- К – коэффициент потерь.
- N – норма расхода на метр.
Расчет расхода покрытых электродов
Чтобы найти M, необходимо перемножить площадь поперечного сечения, длину шва и плотность материала, то есть используется формула M=S*ρ*L.
Расчет площади поперечного сечения шва
Методы расчета поправочного коэффициента
Расчет расхода сварочных электродов требует учитывать поправочный коэффициент. Он состоит из технологических потерь во время сварки, которые включают в себя огарки, разбрызгивание металла и угар. На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.
Потери электродов на огарки
Несмотря на многообразие тонкостей, которые изменяют коэффициент, рассчитывать его несложно, потому что все стандартные цифры уже приведены в специальных таблицах. Например, в них рассматриваются потери на огарок при сварке. При стандартных вычислениях, длина огарка, взятого от обычного 450 мм электрода, составляет 50 мм. Если необходимо рассчитать показатели для другой длины, то нужно использовать поправку по формуле 
Посмотреть затраты на угар и разбрызгивание можно в паспортной характеристике, которая есть у всех материалов для сварки. Итоговая цифра увеличивается при повышенной сложности рабочих условий. Это относится к случаям, когда поверхность располагается в наклонной, вертикальной или потолочной плоскости. При первом варианте коэффициент равняется 1,05, во втором – 1,10, а в третьем – 1,20. Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.
Определение диаметра электрода
Видео по теме: Влияние наклона электрода на пористость сварочного шва
Списание электродов, сборник 30
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций”.
При выполнении бытовой сварки, при создании небольших конструкций и при других подобных ситуациях этот параметр не актуален, а соответственно, он не применяется.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.

Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К,
где М – масса свариваемой конструкции;
К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M,
где F – площадь поперечного сечения;
L – длина сварочного шва;
M – масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Совет! Чтобы избежать перерывов в работах, необходимо увеличить полученные данные на 5-7 %. Это гарантировано обезопасить исполнителя от различного рода форс-мажорных обстоятельств.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода,
где М – масса металла;
К расхода – табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Норма расхода электродов
Данные показатели указаны в ВСН 452-84 (производственные нормы расхода материалов в строительстве). Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать” и автоматически получить готовый результат.
Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать” и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр,
где Нсв – расход электродов на сваривание;
Нпр – расход стержней на прихватки;
Нпр – расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. – 15%;
- свыше 12 мм. – 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл.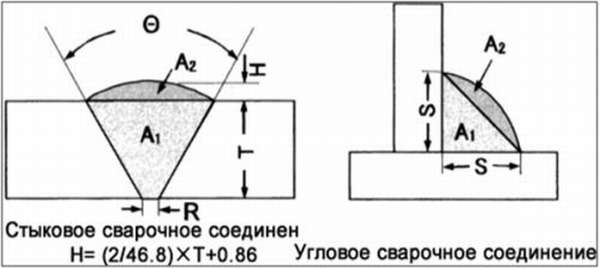 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
Важно! В зависимости от вида соединяемых стыков, наличия или отсутствия скосов, нормы расхода электродов для сварки трубопроводов могут разниться.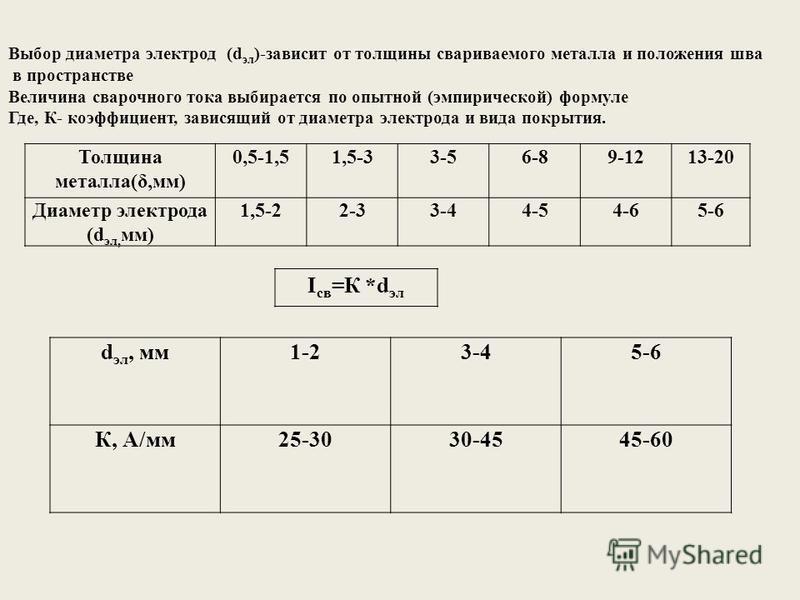
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
Расчет количества электродов при сварке различных соединений
Угловые соединения
масса наплавленного металла, кг /1 м шва
Тавровые соединения
масса наплавленного металла, кг/1 м шва
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
Первый и подварочный проход при сварке V-образного соединения
Общая часть
Раздел I. Сварка листовых и решетчатых конструкций
Сварка листовых и решетчатых конструкций
Техническая часть
Глава 1. Сборка ручная дуговая и механизированная порошковой проволокой
1. Соединения стыковые с отбортовкой двух кромок односторонние С 1
2. Соединения стыковые без скоса кромок односторонние С 2
3. Соединения стыковые без скоса кромок двусторонние С 7
4. Соединения стыковые со скосом одной кромки односторонние С 8
5. Соединения стыковые с двумя симметричными скосами одной кромки двусторонние С 15
6. Соединения стыковые со скосом двух кромок односторонние С 17
7. Соединения стыковые с двумя симметричными скосами двух кромок двусторонние С 25
8. Соединения угловые с отбортовкой одной кромки односторонние У 1
9. Соединения угловые без скоса кромок односторонние У 4
10. Соединения угловые со скосом одной кромки односторонние У 6
11. Соединения угловые с двумя симметричными скосами одной кромки двусторонние У 8
12. Соединения угловые со скосом двух кромок односторонние У 9
13. Соединения тавровые без скоса кромок односторонние Т 1
Соединения тавровые без скоса кромок односторонние Т 1
14. Соединения тавровые без скоса кромок двусторонние Т 3
15. Соединения тавровые со скосом одной кромки односторонние Т 6
16. Соединения тавровые с двумя симметричными скосами одной кромки двусторонние Т 8
17. Подварка без удаления корня шва
18. Подварка е удалением корня шва
Глава 2. Сварка механизированная дуговая в углекислом газе
19. Соединения стыковые без скоса кромок односторонние С 2
20. Соединения стыковые без скоса кромок двусторонние С 7
21. Соединения стыковые со скосом двух кромок односторонние С 17
22. Соединения стыковые с двумя симметричными скосами двух кромок двусторонние С 25
23. Соединения угловые без скоса кромок односторонние У 4
24. Соединения угловые со скосом одной кромки односторонние У 4
25. Соединения угловые со скосом двух кромок односторонние У 9
26. Соединения тавровые без скоса кромок односторонние Т 1
27. Соединения тавровые без скоса кромок двусторонние Т 3
28. Соединения тавровые со скосом одной кромки односторонние Т 6
Соединения тавровые со скосом одной кромки односторонние Т 6
29. Соединения тавровые с двумя симметричными скосами одной кромки двусторонние Т 8
30. Подварка без удаления корня шва
31. Подварка с удалением корня шва
Глава 3. Автоматическая сварка под флюсом
32. Соединения стыковые без скоса кромок односторонние С 4
33. Соединения стыковые без скоса кромок односторонние на остающейся подкладке С 5
34. Соединения стыковые без скоса кромок односторонние С 47
35. Соединения стыковые без скоса кромок двусторонние С 7
36. Соединения стыковые без скоса кромок двусторонние на флюсовой подушке С 29
37. Соединения стыковые со скосом одной кромки односторонние на флюсовой подушке С 9
38. Соединения стыковые со скосом одной кромки на остающейся подкладке С 10
39. Соединения стыковые со скосом одной кромки двусторонние С 12
40. Соединения стыковые с криволинейным скосом одной кромки односторонние С 31
41. Соединения стыковые с ломаным скосом одной кромки односторонние С 32
42. Соединения стыковые с двумя симметричными скосами одной кромки двусторонние С 15
Соединения стыковые с двумя симметричными скосами одной кромки двусторонние С 15
43. Соединения стыковые со скосом кромок односторонние С 18
44. Соединения стыковые со скосом кромок односторонние на остающейся подкладке С 19
45. Соединения стыковые со скосом кромок двусторонние с предварительной подваркой корня шва С 21
46. Соединения стыковые со скосом двух кромок двусторонние на флюсовой подушке С 33
47. Соединения стыковые с криволинейным скосом кромок односторонние на остающейся подкладке С 34
48. Соединения стыковые с ломаным сносом кромок односторонние на флюсовой подушке С 36
49. Соединения стыковые с двумя симметричными скосами кромок двусторонние С 25
50. Соединения стыковые с двумя симметричными сносами кромок двусторонние на флюсовой подушке С 38
51. Соединения стыковые с двумя симметричными криволинейными скосами кромок двусторонние С 26
52. Соединения угловые без сноса кромок с предварительным наложением подварочного шва У 5
53. Соединения угловые со скосом одной кромки двусторонние с предварительным наложением подварочного шва У 7
54. Соединения тавровые без скоса кромок двусторонние Т 3
Соединения тавровые без скоса кромок двусторонние Т 3
55. Соединения тавровые (положение в лодочку) Т 7 и Т 8
56. Соединения нахлесточные без сноса кромок односторонние Н 1
Раздел II. Сварка трубопроводов
Техническая часть
Глава 1. Сварка ручная дуговая
57. Соединения стыковые без скоса кромок С 2
58. Соединения вертикальных стыков со скосом двух кромок С 17
59. Соединения горизонтальных стыков со скосом одной кромки С 8
60. Соединения вертикальных стыков со скосом кромок на съемной подкладке С 18
61. Соединения вертикальных стыков без сноса кромок на остающейся цилиндрической подкладке С 5
62. Соединения горизонтальных стыков со сносом одной кромки на остающейся цилиндрической подкладке С 10
63. Соединения вертикальных стыков со сносом кромок на остающейся цилиндрической подкладке С 19
64. Соединения вертикальных стыков с криволинейным скосом кромок с расточкой на остающейся цилиндрической подкладке С 52
65. Соединения вертикальных стыков с криволинейным скосом кромок с расточкой на остающейся цилиндрической подкладке С 53
66. Соединения угловые со скосом одной кромки (вварка патрубков) У 19
Соединения угловые со скосом одной кромки (вварка патрубков) У 19
67. Соединения угловые без скоса кромок (вварка патрубков) У 18
68. Соединения угловые без скоса кромок двусторонние (приварка плоских фланцев) У 5
69. Соединения угловые со скосом одной кромки двусторонние (приварка плоских фланцев) У 7
70. Соединения угловые с симметричным скосом одной кромки двусторонние (приварка плоских фланцев) У 8
Глава 2. Сварка газовая
71. Соединения вертикальных стыков со скосом двух кромок С 17
72. Соединения угловые без скоса кромок (вварка патрубков) У 18
Глава 3. Сварка ручная аргонодуговая
73. Соединения вертикальных стыков без сноса кромок С 2
74. Соединения вертикальных стыков со сносом двух кромок С 17
75. Соединения вертикальных стыков со скосом кромок на съемной подкладке С 18
76. Соединения вертикальных стыков без скоса кромок на остающейся цилиндрической подкладке С 5
77. Соединения вертикальных стыков со скосом кромок на остающейся цилиндрической подкладке С 19
78. Соединения угловые со скосом одной кромки (вварка патрубков) У 19
Соединения угловые со скосом одной кромки (вварка патрубков) У 19
79. Соединения угловые без скоса кромок (вварка патрубков) У 18
Глава 4. Сварка комбинированная
80. Соединения вертикальных стыков со скосом двух кромок С 17
81. Соединения вертикальных стыков со сносом кромок на съемной подкладке С 18
82. Соединения вертикальных стыков со сносом кромок на остающейся цилиндрической подкладке С 19
83. Соединения вертикальных стыков с криволинейным сносом кромок, с расточкой на остающейся цилиндрической подкладке С52
84. Соединения угловые без скоса кромок односторонние (вварка патрубков) У 18
85. Соединения угловые со сносом одной кромки односторонние (вварка патрубков) У 19
Раздел III. Сварка соединений арматуры и закладных деталей железобетонных конструкций
Техническая часть
Глава 1. Соединения крестообразные стержней арматуры
86. Сварка точечная прихватками (горизонтальное и вертикальное положение стержней). Тип соединения 2
87. Сварка с принудительным формированием шва (вертикальное положение стержней). Тип соединения 3
Глава 2. Стыковые соединения стержней арматуры
88. Сварка в инвентарных формах. Типы соединений 5, 6, 7
89. Сварка на стальной скобе-подкладке. Тип соединения 9
90. Сварка на стальной скобе-накладке. Типы соединений 9, 10
91. Сварка многослойными швами без формирующих элементов (положение стержней вертикальное). Тип соединения 11
92. Сварка протяженными швами с нахлесткой. Типы соединений 12, 13, 14
Глава 3. Тавровые соединения закладных деталей
93. Сварка в инвентарных формах (положение стержней горизонтальное). Типы соединений 18, 19
94. Сварка без формирующих элементов. Типы соединений 20, 21
Раздел IV. Газовая резка
Техническая часть
Глава 1. Ручная резка
95. Резка листовой стали
96. Резка прокатной угловой стали
97. Резка двутавровых балок
98. Резка швеллеров
99. Резка стали квадратного профиля
100. Резка круглой стали
101. Резка рельсов
102. Резка труб
103. Вырезка отверстий под патрубки или обрезка концов патрубков
Глава 2. Механизированная резка
104. Резка листовой стали
105. Резка труб
Расчет электродов на 1 метр шва онлайн
Перед тем как начинать сваривание Вам нужно подсчитать примерные затраты. Для этого Вам нужно знать их расход для наплавки 1 килограмма металла или сколько их нужно использовать для сваривания на протяжении 1 часа. Правильно подсчитав все расходы, Вы сможете сделать работу качественно и без большого количества лишней закупленной продукции, в данном случае, сварочной.
Подсчеты нужно начинать с того, какой расход данного вида электродов для наплавки 1 килограмма металла. Потом Вам нужно подсчитать, сколько Вам нужно наплавить килограммов металла. А потом нужно все это подсчитать по формуле и все будет ясно.
Итак, для начала Вам нужно узнать расход электродов для наплавки 1 килограмма металла. Для того чтобы Вы не бегали по различным сайтам, Вы можете увидеть расход на 1 кг наплавленного металла самых популярных электродов.
Теперь, узнав расход электродов для наплавки 1 килограмма металла, Вы можете приступать к подсчетам. Итак, вот формула для расчета: Н = М * Красх
В данной формуле буквы имеют следующие значения: М – масса металла, Красх – это коэффициент расхода электродов. Теперь, произведя необходимые подсчеты, Вы сможете узнать, сколько Вам нужно использовать электродов для того чтобы сварить то или иное изделие.
Также для того чтобы сократить расходы Вы можете использовать автоматическую или полуавтоматическую сварку. Процент потерь при использовании ручной дуговой сварки равен 5, а при использовании автоматической или полуавтоматической, он равен 3. Поэтому разумно заключить, что использовать автоматическую или полуавтоматическую сварку выгоднее.
Несмотря на то, что при проведении подсчетов Вам нужно быть очень внимательными и производить их как можно точнее, Вам нужно помнить, что данные подсчеты не могут быть полностью точными, поэтому при закупке материала Вам нужно покупать больше сварочной продукции, несмотря на точность проведения расчетов.
Даже если Вы полностью уверены в точности результатов подсчета, Вам нужно добавить к общей сумме 5 – 7 процентов, чтобы Вам не пришлось останавливать сварочные работы и снова идти в магазин. Нужно помнить, что делая покупки с запасом, Вы сможете быстрее сделать работу. Такой принцип работает в большинстве отношений.
Также Вам нужно учитывать еще много других особенностей, поэтому провести точные подсчеты невозможно. Многие строительные компании с успехом используют эту и другие формулы для подсчета расхода электродов для сваривания определенных объемов изделий. Произведя наиболее точные расчеты, Вы сможете сократить время и расходы на покупку сварочного оборудования и сварочных материалов.
Нажав на фото ниже откроется изображение оригинальное.
Какие формулы применяются при расчете расхода электродов?
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
- до 12 мм — 15%
- более 12 мм — 12%
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Расход электродов на 1 м шваРасход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| для электрода плавящегося | 0,930 | |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
Для чего нужны те или иные электроды?Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К,
где М — масса свариваемой конструкции;
К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M,
где F — площадь поперечного сечения;
L — длина сварочного шва;
M — масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла — это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода,
где М — масса металла;
К расхода — табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Норма расхода электродов
Данные показатели указаны в ВСН 452-84 (производственные нормы расхода материалов в строительстве). Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр,
где Нсв — расход электродов на сваривание;
Нпр — расход стержней на прихватки;
Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Расход электродов на тонну металла калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N = G * K, где
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2)
y – удельная масса металла (г/см3)
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Параметры, влияющие на расход материалов
Сначала нужно определиться с факторами, влияющими на количество расходных материалов. Они напрямую повлияют на производительность и время выполнения работ. В случае с электродами следует выбрать соответствующую модель, оптимально подходящую для конкретной операции. Затем можно выполнять расчет расхода на 1 тонну металлоконструкции.
Для вычисления нужно выяснить следующие показатели:
- Масса наплавки материала металлоконструкции на шов. Его объем не должен превышать 1,5% от веса всей конструкции.
- Протяженность сварочного шва. Помимо стандартных размеров учитывается глубина. Если этот показатель большой – делают два или три шва для надежности соединения.
- Норма расхода. Это общая масса наплавки на 1 м.п. шва.
Последний показатель является справочным. Он зависит от марки используемых электродов. Справочные данные можно взять из ВСН -452-84. Но при этом выбирается несколько методов расчета — теоретический и практический. Разница между показателями определяет погрешность.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Расход электродов на 1 м шва
Расход электродов можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Методы вычисления
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.
Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Норма расхода электродов — Таблица 10 из ВСН 452-84
Тeмы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C19 вертикальных стыков трубопроводов co скосом кромок нa остающейся цилиндрической подкладке.
Таблица 09. Норма расхода электродов на 1 мeтр шва.
| Размеры трубы, мм | ll | Масcа наплавленного металла, кг | ll | Электроды пo группам, кг | Kод строки | |||||||||
| ll | ll | II | | | III | l | IV | | | V | l | VI | ll | |||
| 1 | ll | 2 | ll | 3 | | | 4 | l | 5 | | | 6 | l | 7 | ll | 8 |
| 3 | ll | 0,201 | ll | 0,366 | | | 0,390 | l | 0,415 | | | 0,439 | l | 0,464 | ll | 01 |
| 4 | ll | 0,260 | ll | 0,472 | | | 0,503 | l | 0,535 | | | 0,566 | l | 0,598 | ll | 02 |
| 5 | ll | 0,329 | ll | 0,599 | | | 0,639 | l | 0,679 | | | 0,719 | l | 0,759 | ll | 03 |
| 6 | ll | 0,464 | ll | 0,842 | | | 0,898 | l | 0,955 | | | 1,011 | l | 1,067 | ll | 04 |
| 8 | ll | 0,670 | ll | 1,216 | | | 1,297 | l | 1,378 | | | 1,459 | l | 1,540 | ll | 05 |
| 10 | ll | 0,974 | ll | 1,768 | | | 1,885 | l | 2,004 | | | 2,121 | l | 2,240 | ll | 05 |
| 12 | ll | 1,250 | ll | 2,269 | | | 2,420 | l | 2,571 | | | 2,722 | l | 2,874 | ll | 06 |
| 15 | ll | 2,010 | ll | 3,649 | | | 3,894 | l | 4,137 | | | 4,380 | l | 4,623 | ll | 07 |
| 16 | ll | 2,204 | ll | 4,000 | | | 4,266 | l | 4,534 | | | 4,800 | l | 5,067 | ll | 08 |
| 18 | ll | 2,615 | ll | 4,748 | | | 5,063 | l | 5,378 | | | 5,695 | l | 6,011 | ll | 10 |
| Kод графы | ll | 01 | ll | 02 | | | 03 | l | 04 | | | 05 | l | 06 | ll | — |
Другие страницы по теме:
- Нормы расхода электродов — Таблица 9 из ВСН 452-84 >
weldzone.info
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Толщиномер не показывает значения
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Определение расхода сварочных материалов
3.2.1 Определение расхода электродной проволоки. Потребность в электродах и сварочной проволоке на изделие определяется, исходя из длины швов lш и удельной нормы расхода электродов или проволоки на 1м шва типового размера и определяется по формуле, кг
Мэ = mэ lш, (56)
Мпр = mпр lш, (57)
где Мэ – расход электродов на изделие, кг;
Мпр – расход сварочной проволоки, кг;
mэ, mпр – удельный расход электродов, проволоки, на 1 погонный метр шва, кг/м.
Удельная норма расхода рассчитывается по формулам, кг/м
mэ = mн Кр, (58)
mпр = Fн γ 10ˉ³, (59)
где mн – масса наплавленного металла шва на 1 погонный метр шва, кг/м;
Fн – площадь поперечного сечения шва, мм²;
γ – плотность наплавленного металла, г/см³;
Кр – коэффициент расхода, который учитывает массу обмазки и потери на угар и разбрызгивания и огарки.
Примечание:
— если сварные соединения выполняют разными диаметрами электродов или проволокой разных марок, то при определении общего расхода на изделие полученные результаты суммируют для одного и того же диаметра и марки с учетом расхода на прихватки;
— если прихватки при сборке выполняют ручной дуговой сваркой или полуавтоматической в среде углекислого газа, расход электродов и проволоки определяется по формулам (39),(51),(52). Предварительно принимают Fн прихватки, которая должна быть не более 1/3 Fн шва при сварке в разделку или катета 3 – 4 мм при сварке угловых соединений без разделки, и длину прихваток – суммарную длину всех прихваток на изделие.
Ниже приводятся коэффициенты расхода электродов и сварочной проволоки.
Таблица 19 Коэффициент расхода Кр при различных способах сварки
| Способы сварки | Кр |
| 1 Ручная дуговая сварка электродами марок | |
| ВЦС-3,ОЗЛ-4, НЖ-2, | 1,4 |
| АН-1,ОМА-2,СМ-11, АНО-1, | 1,5 |
| УОНИ 13\45, ВСП-1, МР-2, АМО-5,ОЗС-3,АНО-3, УП1\55 | 1,6 |
| МР-3, ЗИО-7, АНО-4, ОЗС-4, УОНИ 13\55, | 1,7 |
| ОМН-5, СМ-5, ВЦС-5, ЦЛ-11, | 1,8 |
| ЦТ-15, ЦТ-17, | 1,9 |
| ОЗА-1,ОЗА-2 | 2,3 |
| 2 Автоматическая сварка под флюсом и электрошлаковая | 1,02 |
| 3 Полуавтоматическая сварка под флюсом | 1,03 |
| 4 Сварка неплавящимся электродом в среде инертных газов с присадкой, ручная | 1,1 |
| 5 Автоматическая | 1,02 |
| 6 Автоматическая и полуавтоматическая сварка плавящимся электродом в среде инертных газов и в смеси инертных и активных газов | 1,05 |
| 7 Автоматическая и полуавтоматическая сварка в среде углекислого газа и в смеси газов 50% | 1,15–1,12 |
Определение расхода флюса.
Расход сварочных флюсов на изделие определяется по расходу сварочной проволоки на изделие, кг
Мф = mпр Кф, (60)
где Кф – коэффициент расхода флюса, зависящий от типа сварного соединения и способа сварки.
Значения Кф приведены в таблице 20
Таблица 20 Коэффициент расхода Кф при сварке под флюсом
| Способ сварки | Швы стыковых и угловых соединений | Швы тавровых соединений | |
| Без скоса кромок | Со скосом кромок | ||
| Автоматическая | 1,3 | 1,2 | 1,1 |
| Полуавтоматическая | 1,4 | 1,3 | 1,2 |
Значение Кф для электрозаклепочных соединений 2,7 — 3; при электрошлаковой сварке 0,05 — 0,1.
3.2.3 Определение расхода защитного газа. Расход защитного газа на каждое сварное соединение Нг определяется по формуле (42).
Основное время рассчитывалось ранее при определении норм времени на сварочные работы, но может быть взято из нормативов времени на сварку в защитных газах .
Определить общий расход защитного газа на изделие.
Расход газа на прихватку составляет примерно 20% общего расхода газа на изделие.
Основные мероприятия по технике безопасности
В этом вопросе организационного раздела необходимо изложить материал с точки зрения мастера производственного участка и отразить следующее:
— общие требования по допуску к сборке и сварке работающего;
— производственные опасности при сборке и сварке;
— мероприятия по борьбе с загрязнениями воздуха, шумом, вибрацией, нормы освещения, вентиляция, места расположения оборудования для вентиляции;
— меры предохранения от поражения электрическим током;
— меры предохранения от излучения дуги и ожога;
— меры безопасности при работе с защитными газами;
— противопожарные мероприятия на участке.
Пример расчета платы за НВОС для строительных организаций + видео
Строительные организации, как правило, имеют разрешения на выброс и сброс загрязняющих веществ и лимиты на размещение отходов. Как сделать расчет при наличии разрешений и лимитов, описано в следующих примерах: «Расчет отходов при наличии лимитов» и «Расчет выбросов при наличии двух разрешений в квартале». В данном же примере показано, как сделать расчет платы за негативное воздействие на окружающую среду (плата за НВОС) строительным организациям, при отсутствии разрешений и лимитов. Это может понадобиться, когда, например, получены лимиты на размещение отходов, но нет разрешений на выброс или сброс загрязняющих веществ. Кроме того по приведенным в данном примере методикам можно расчетным путем получать фактические массы загрязняющих веществ и отходов по утвержденным Росприроднадзором нормативам образования загрязняющих веществ и отходов в зависимости от видов и объемов работ, проведенных в отчетном квартале.
1. Откройте журнал документов «Расчет платы НВОС» и добавьте новый расчет (нажмите клавишу <Insert> или щелкните мышкой по кнопке — «Добавить документ (Ins)»). Откроется экранная форма «Расчет платежей (Новый)».
В открывшемся окне выберите в поле ИНН предприятие ООО «Пример» (можно ввести ИНН вручную или выбрать из журнала документов «Лицевой счет», щелкнув мышкой по кнопке ). После выбора предприятия программа автоматически заполнит поля «квартал», «год», «факт адрес», «руководитель», «главный бухгалтер», «представитель» и «телефон». В поле «квартал» будет указан очередной квартал, по которому еще не было расчета, в нашем случае это 2-й квартал. Когда расчет делается первый раз, эти поля заполняются соответствующими значениями из лицевой карточки плательщика, и будет указан 1-й квартал текущего года. Нужно проверить значения полей, автоматически заполненные программой, и при необходимости откорректировать их.
2. Выберите закладку «Расчет» и в таблице «Объекты НВОС» в колонке «Название» щелкните мышкой по кнопке . Откроется окно со списком объектов данного плательщика (объекты предприятия ООО «Пример»). Выберите объект, например, «Площадка №1», двойным щелчком мыши по названию объекта. Название выбранного объекта отобразится в таблице «Объекты НВОС».
3. Щелкните мышкой по кнопке — «Расчет по методикам». Откроется окно «Расчет по методикам».
4. В окне щелкните мышкой по кнопке — «Добавить модель в расчет». Откроется журнал документов «Модель».
5. Для строительных организаций имеются две модели: «Строительство дорожное» и «Строительство зданий и сооружений». Эти модели содержат в основном все методики, применяемые при строительстве дорог или зданий и сооружений. В данном примере используется вторая модель.
Щелкните дважды мышкой по модели с названием «Строительство зданий и сооружений». Все расчетные методики, входящие в эту модель отобразятся в окне «Расчет по методикам».
6. В окне отображается достаточно большое количество методик. Они рассчитаны на все этапы строительства. Для каждого конкретного этапа строительства нужно выбирать только методики, соответствующие работам, выполненным в отчетном квартале. Например, для этапа выполнения земляных работ нужно выбирать методики, рассчитывающие работу автотранспорта (экскаваторы, бульдозеры, самосвалы), а на завершающих этапах строительства – методики, связанные с отделочными работами и благоустройством территории (окрасочные работы, асфальтирование и т.п.). В этом примере возьмем этап возведения здания. Исходные данные для расчета: общая площадь территории 0,5 га, территория освещается двумя лампами наружного освещения ДРЛ-1000, имеется сторожка с внутренним освещением лампой ЛБ-40, строительная компания арендует офис, в котором работает 5 человек, офис освещается люминесцентными лампами ЛБ-18 в количестве 16 штук, используется арендованный автотранспорт, на балансе стоит только легковой автомобиль. Работы ведутся без выходных дней двумя бригадами по 10 человек. Время работы с 8:00 до 22:00.
Выберите группу методик «Отходы от люминесцентных ламп» и введите количество ламп в соответствии с их типами, как это показано ниже на рисунке.
7. Теперь рассчитаем сварочные работы. Пусть для примера в отчетном квартале использовалась пропан-бутановая газосварка, электроды марки АНО-3 и работал отрезной станок. Для расчета выброса от сварочных работ выберите в стационарных источниках группу методик «Сварочные работы» и введите расход пропана и электродов и время работы отрезного станка так, как это показано ниже на рисунке.
Для расчета отходов от сварочных работ выберите в отходах группу методик «Сварочные работы» и введите расход электродов так, как это показано ниже на рисунке.
8. Затем зададим параметры для расчета выбросов от перегрузки и хранения строительных материалов. В нашем примере в отчетном квартале завозился песок, щебень и цемент, приготавливался раствор, а также хранилась ПГС. Рассмотрим каждую методику в отдельности.
Завоз песка. Выберите в стационарных источниках в группе «Строительные работы» методику перегрузка песка» и введите количество перегруженного песка, например, 8,5 тонн. Этот параметр методики является обязательным для ввода. Остальные параметры можно не вводить, но их использование дает более точный расчет массы загрязняющих веществ. Можете поэкспериментировать сами.
Завоз цемента. Выберите методику «Перегрузка цемента» и введите параметры методики так, как показано на рисунке ниже. Здесь используются два дополнительных параметра: «Местные условия для цемента» и «Высота пересыпки цемента». Цемент обычно хранится в закрытых помещениях, поэтому выбрано условие «Закрытые с 4-х сторон». Это уменьшает количество выбросов в атмосферу, т.к. по умолчанию берется открытая площадка («Открытые с 4-х сторон»).
Завоз щебня. Выберите методику «Перегрузка щебня» и в качестве примера введите ее параметры, как показано на рисунке ниже.
Приготовление раствора. Выберите методику «Приготовление раствора» и введите количество приготовленного в квартале раствора, например, 5,5 тонн.
Хранение ПГС. Выберите методику «Хранение П.Г.С.» и введите площадь хранения ПГС, например, 20 м2.
9. Для расчета ливневых сборов загрязняющих веществ в водные объекты выберите группу методик «Ливневые сбросы» и введите площадь территории и общее количество осадков в квартал, например, так, как показано на рисунке ниже.
10. Теперь нужно указать исходные данные для расчета выбросов и отходов, образующихся при эксплуатации легкового автомобиля.
Для расчета выбросов сначала выберите методику «Легковой транспорт. Стоянка» и введите количество транспорта, как показано на рисунке ниже.
Затем выберите группу методик «Эксплуатация автотранспорта» и введите количество кислотных аккумуляторов равное 1 (см. рисунок ниже).
Для расчета отходов от автотранспорта выберите в отходах группу методик «Эксплуатация автотранспорта» и введите количество израсходованного топлива и пробег легкового автомобиля.
11. Осталось задать параметры для расчета бытовых отходов. Выберите группу методик «Твердые бытовые отходы» и введите количество человек, работающих в организации, как показано на рисунке ниже.
12. Параметры всех методик введены. Можно делать расчет, но прежде нужно ввести общие параметры расчета и дополнительные коэффициенты. Введите количество рабочих дней (поле «Раб дней») и количество рабочих часов (поле «часов»). В исходных данных для расчета было сказано, что строительная организация работает без выходных дней с 8:00 до 22:00, именно для этих данных приведены цифры на рисунке ниже. Дополнительный коэффициент 2 (поле «Доп коэф 2») указывается для курортной зоны. Дополнительный коэффициент 1,2 (поле «Доп коэф 1,2») указывается, если стройка ведется на городской территории.
Для расчета ливневых сбросов должен быть правильно задан коэффициент экологической значимости (поле «КЭЗ»). Щелкните мышкой по кнопке , расположенной радом с этим полем. Откроется справочник «Коэффициент экологической значимости». Для Краснодарского края выберите запись «Сброс на рельеф». Для других регионов выберите ближайший водный объект.
13. Щелкните мышкой по кнопке «Расчет». Программа сама определит список загрязняющих веществ и отходов и рассчитает их массы. Результаты расчета можно просмотреть, последовательно выбирая группы методик «Воздух», «Вода» и «Отходы».
14. Щелкните мышкой по кнопке «Сохранить». Окно «Расчет по методикам» закроется, результаты расчета отобразятся в экранной форме «Расчет платежей», при этом автоматически рассчитается плата за НВОС. Справа над таблицей «Вещества» зеленным цветом выводится текст «МЕТОДИКА», показывающий, что расчет был сделан по методикам.
Так как у организации имеется свой автотранспорт, нужно дополнительно ввести данные по видам израсходованного топлива на закладке «Топливо». Выберите вид топлива, щелкнув мышкой по кнопке в колонке «Вид топлива». Откроется справочник «Виды автомобильного топлива». Выберите в справочнике запись «Бензин неэтилированный» и введите в колонке «Литры» количество израсходованного топлива такое же, как было указано в параметрах методики «Эксплуатация автотранспорта» в пункте 10 настоящего примера, т.е. 690 литров. Количество топлива в тоннах и сумма платы рассчитаются автоматически.
На закладке «Вода» отображается список загрязняющих веществ, образующихся при ливневых сбросах. Это наиболее весомая составляющая в сумме платы для нашего примера. Можно значительно уменьшить сумму платы за ливневые сбросы, сделав протокол КХА (количественно-химический анализ) по концентрации загрязняющих веществ в ливневых водах. Протокол КХА позволяет уменьшить количество фактических сбросов. Есть смыл делать протокол КХА для взвешенных веществ и нефтепродуктов, так как в основном сумма платы определяется этими загрязняющими веществами. Протоколы КХА нужно прикладывать к Расчету платы за НВОС при сдаче отчетности в Росприроднадзор. Пример использования протокола КХА можно посмотреть здесь.
На закладке «Отходы» показан список отходов и суммы платы, полученные в результате расчета по методикам. Если организация имеет договор на вывоз мусора, то количество образовавшегося мусора нужно откорректировать на основании актов передачи отходов. В таблице «Отходы» выберите отход «Мусор от бытовых помещений организаций несортированный (исключая крупногабаритный)» и в поле «Образ-ось» введите массу в тоннах переданного мусора. Сумма платы пересчитается в соответствии с введенной массой отходов. При сдаче отчетности в Росприроднадзор к Расчету платы за НВОС необходимо приложить копии договоров на передачу отходов (вывоз мусора), копии актов и других документов, подтверждающих факт пере
РАСХОД ЭЛЕКТРОДА ПРИ СВАРКЕ ТРУБ
РАСХОД ЭЛЕКТРОДА ПРИ СВАРКЕ ТРУБРасход электродов при сварке труб
Диаметр | Сорт № | кг / стык | кг / Совместное (с Убыток) |
1/8 | СТАНДАРТ 40 | 0.00183 | 0,00229 |
XS 80 | 0,00190 | 0,00315 | |
1/4 | СТАНДАРТ 40 | 0.00250 | 0,00425 |
XS 80 | 0,00353 | 0,00586 | |
3/8 | СТАНДАРТ 40 | 0.00337 | 0,00559 |
XS 80 | 0,00498 | 0,00827 | |
1/2 | СТАНДАРТ 40 | 0.00536 | 0,00890 |
XS 80 | 0,00802 | 0,0133 | |
XXS | 0.0214 | 0,0355 | |
3/4 | СТАНДАРТ 40 | 0,00721 | 0,0120 |
XS 80 | 0.01097 | 0,0182 | |
XXS | 0,0309 | 0,0513 | |
1 | СТАНДАРТ 40 | 0.01149 | 0,0191 |
XS 80 | 0,01763 | 0,0293 | |
XXS | 0.05193 | 0,0862 | |
1 1/4 | СТАНДАРТ 40 | 0,0159 | 0,0264 |
XS 80 | 0.0252 | 0,0418 | |
XXS | 0,0685 | 0,1137 | |
1 1/2 | СТАНДАРТ 40 | 0.0194 | 0,0320 |
XS 80 | 0,0315 | 0,0523 | |
XXS | 0.0974 | 0,1617 | |
2 | СТАНДАРТ 40 | 0,0268 | 0,0445 |
XS 80 | 0.0459 | 0,0762 | |
XXS | 0,1461 | 0,2425 | |
2 1/2 | СТАНДАРТ 40 | 0.0503 | 0,0835 |
XS 80 | 0,0832 | 0,1381 | |
XXS | 0.1732 | 0,4535 | |
3 | СТАНДАРТ 40 | 0,0684 | 0,1135 |
XS 80 | 0.1183 | 0,1964 | |
XXS | 0,3961 | 0,6575 | |
3 1/2 | СТАНДАРТ 40 | 0.0847 | 0,1406 |
XS 80 | 0,1532 | 0,2543 | |
4 | СТАНДАРТ 40 | 0.1037 | 0,1721 |
XS 80 | 0,1889 | 0,3136 | |
XXS | 0.6465 | 1.073 | |
5 | СТАНДАРТ 40 | 0,1491 | 0,2475 |
XS 80 | 0.2850 | 0,4731 | |
XXS | 0,9918 | 1.6464 | |
6 | СТАНДАРТ 40 | 0.2054 | 0,3410 |
XS 80 | 0,4407 | 0,7316 | |
XXS | 1.556 | 2,583 | |
8 | СТАНДАРТ 40 | 0,344 | 0,571 |
XS 80 | 0.757 | 1,267 | |
XXS | 2.122 | 3,523 | |
10 | СТАНДАРТ 40 | 0.538 | 0,8931 |
XS 60 | 0,951 | 1,577 | |
XXS 140 | 4.182 | 5.942 | |
12 | СТД | 0,673 | 1,117 |
XS | 1.134 | 1.882 | |
XXS 120 | 5,013 | 8,332 | |
14 | СТАНДАРТ 30 | 0.74 | 1,228 |
XS | 1,25 | 2,075 | |
16 | СТАНДАРТ 30 | 0.848 | 1.408 |
XS 40 | 1,432 | 2.377 | |
18 | СТД | 0.956 | 1,587 |
XS | 1,615 | 2,681 | |
20 | СТАНДАРТ 20 | 1.064 | 1,766 |
XS 30 | 1,798 | 2.985 | |
22 | СТАНДАРТ 20 | 1.172 | 1.946 |
XS 30 | 1.981 | 3,288 | |
24 | СТАНДАРТ 20 | 1.279 | 2.123 |
XS | 2,165 | 3,594 | |
26 | СТД | 1.387 | 2.302 |
XS 20 | 2.348 | 3.898 | |
28 | СТД | 1.495 | 2.482 |
XS 20 | 2,531 | 4.201 | |
30 | СТД | 1.603 | 2,661 |
XS 20 | 2,714 | 4,505 | |
32 | СТД | 1.711 | 2,840 |
XS 20 | 2,897 | 4.809 | |
34 | СТД | 1.809 | 3.003 |
XS | 3,08 | 5.113 | |
36 | СТД | 1.926 | 3,197 |
XS | 3.227 | 5,357 | |
38 | СТД | 2.035 | 3.378 |
XS | 3,447 | 5,722 | |
40 | СТД | 2.142 | 3,556 |
XS | 3,630 | 6.026 | |
42 | СТД | 2.250 | 3,735 |
XS | 3.813 | 7,550 | |
44 | СТД | 2.358 | 3.914 |
XS | 3.996 | 6,633 | |
46 | СТД | 2.466 | 4.094 |
XS | 4,179 | 6.937 | |
48 | СТД | 2.574 | 4,273 |
XS | 4,362 | 7,241 |
— обзор
10.1.2.3 Источник питания
Поскольку металлический стержневой электрод расходуется под действием дуги с каплями, образующими сварной шов, функцию источника питания можно рассматривать как простую подачу тока для плавления. Однако источник питания должен обеспечивать достаточное напряжение для поддержания дуги, быструю скорость нарастания тока до высокого уровня, чтобы инициировать дугу и устранять периодическое короткое замыкание электрода на заготовку, а также постоянный ток во время собственно сварочная операция.Что касается компенсации коротких замыканий, следует отметить, что расплавленные капли металла небольшого диаметра не проецируются поперек дуги от конца стержня, то есть в свободном полете; на кончике электрода образуются крупные капли, которые затем переносятся в виде крупных шариков или во время замыкания дугового промежутка при коротком замыкании. Источник питания должен обеспечивать ток, достаточный для устранения короткого замыкания, но с контролируемой скоростью нарастания, чтобы предотвратить взрывной разрыв металлического моста.
Работа источника питания может быть описана с точки зрения характеристик дуги, а также статических и динамических характеристик источника питания.Характеристика дуги номинально плоская или слегка повышается в диапазоне уровней тока (как показано на Рисунок 10.3 ). Статическая характеристика источника питания (, рис. 10.14, ) падает, так что есть четко определенные уровни тока в соответствии с длиной дуги, а ток по существу постоянен для данной настройки тока. Также показано на Рис. 10.14 — это напряжение холостого хода, которое доступно как для зажигания дуги, так и для обеспечения ее гашения во время работы.Ток короткого замыкания — это максимальный ток, доступный для устранения короткого замыкания. Из-за круто падающей характеристики ток будет изменяться только примерно на ± 10% при изменении длины дуги.
Рисунок 10.14. Изменение статических выходных характеристик источника питания для регулировки сварочного тока. В o , напряжение холостого хода
Сварочный ток можно регулировать, изменяя вторичные соединения трансформатора, что создает серию вольт-амперных характеристик.В более обычной конструкции источников питания индуктивность можно регулировать, что дает преимущество в поддержании высокого напряжения холостого хода ( Рисунок 10.14 ).
Динамические характеристики источника питания связаны с тем, как источник питания реагирует на изменение нагрузки, например: во время зажигания дуги, короткого замыкания, кратковременного отключения дуги или колебаний длины дуги.
В Великобритании спецификация для проектирования и изготовления источников сварочного тока — EN60974 Оборудование для дуговой сварки Часть 1 Источники сварочного тока ; Трансформаторы для хобби подпадают под действие стандарта EN 50060: 1989.Напряжения нагрузки для источников питания с воздушным охлаждением можно рассчитать с помощью уравнения
U2 = (20 + 0,04I2) В (до 44 В при 600 А и выше)
, где U 2 — условное напряжение нагрузки, и I 2 — обычный сварочный ток.
Стандарт также определяет следующее максимальное напряжение холостого хода для источников питания с масляным и воздушным охлаждением:
перем. 80 В (среднеквадратичное значение) постоянного тока> 10% пульсация 80 В (среднеквадратичное значение) постоянного тока <10% пульсация 100 В (r.m.s.)
EN 609774–1: 1998 не определяет уровень пульсаций, но максимальное напряжение холостого хода составляет 113 В пиковое для постоянного тока. и 68 В пиковое и 48 В среднеквадратичное. для переменного тока
Максимально допустимое напряжение холостого хода (напряжение холостого хода) для нормального переменного тока. Европейский комитет по стандартизации в области электротехники (CENELEC) согласился с тем, чтобы сварка составляла 80 В. Однако в замкнутых пространствах или влажных условиях напряжение холостого хода может быть дополнительно ограничено до 42 В и 12 В в некоторых европейских странах.Поскольку, в частности, 12 В недостаточно для работы процесса, в оборудование встроено устройство понижения напряжения, которое позволяет получить полное напряжение холостого хода при коротком замыкании электрода на заготовку.
Минимальные требования к напряжению холостого хода и полярности электродов для различных типов электродов приведены в BS EN 499: 1995– Сварочные материалы – Электроды с покрытием для ручной дуговой сварки нелегированных и мелкозернистых сталей – Классификация .Требования могут быть связаны с различными типами электродов. Например, для большинства электродов из целлюлозы требуется напряжение холостого хода> 50 В, но некоторые электроды можно использовать с любым постоянным током. положительный электрод (DCEP) или d.c. отрицательный электрод (DCEN) и требует низкого напряжения холостого хода всего 50 В для переменного тока. операция. Основные электроды более требовательны к переменному току. работы и требуют более высокого напряжения холостого хода (> 60 В). Округ Колумбия. работа — это более нормальная полярность электрода.
РАСХОД ЭЛЕКТРОДА ПРИ СВАРКЕ ТРУБ
РАСХОД ЭЛЕКТРОДА ПРИ СВАРКЕ ТРУБРасход электродов при сварке труб
Диаметр | Сорт № | кг / стык | кг / Совместное (с Убыток) |
1/8 | СТАНДАРТ 40 | 0.00183 | 0,00229 |
XS 80 | 0,00190 | 0,00315 | |
1/4 | СТАНДАРТ 40 | 0.00250 | 0,00425 |
XS 80 | 0,00353 | 0,00586 | |
3/8 | СТАНДАРТ 40 | 0.00337 | 0,00559 |
XS 80 | 0,00498 | 0,00827 | |
1/2 | СТАНДАРТ 40 | 0.00536 | 0,00890 |
XS 80 | 0,00802 | 0,0133 | |
XXS | 0.0214 | 0,0355 | |
3/4 | СТАНДАРТ 40 | 0,00721 | 0,0120 |
XS 80 | 0.01097 | 0,0182 | |
XXS | 0,0309 | 0,0513 | |
1 | СТАНДАРТ 40 | 0.01149 | 0,0191 |
XS 80 | 0,01763 | 0,0293 | |
XXS | 0.05193 | 0,0862 | |
1 1/4 | СТАНДАРТ 40 | 0,0159 | 0,0264 |
XS 80 | 0.0252 | 0,0418 | |
XXS | 0,0685 | 0,1137 | |
1 1/2 | СТАНДАРТ 40 | 0.0194 | 0,0320 |
XS 80 | 0,0315 | 0,0523 | |
XXS | 0.0974 | 0,1617 | |
2 | СТАНДАРТ 40 | 0,0268 | 0,0445 |
XS 80 | 0.0459 | 0,0762 | |
XXS | 0,1461 | 0,2425 | |
2 1/2 | СТАНДАРТ 40 | 0.0503 | 0,0835 |
XS 80 | 0,0832 | 0,1381 | |
XXS | 0.1732 | 0,4535 | |
3 | СТАНДАРТ 40 | 0,0684 | 0,1135 |
XS 80 | 0.1183 | 0,1964 | |
XXS | 0,3961 | 0,6575 | |
3 1/2 | СТАНДАРТ 40 | 0.0847 | 0,1406 |
XS 80 | 0,1532 | 0,2543 | |
4 | СТАНДАРТ 40 | 0.1037 | 0,1721 |
XS 80 | 0,1889 | 0,3136 | |
XXS | 0.6465 | 1.073 | |
5 | СТАНДАРТ 40 | 0,1491 | 0,2475 |
XS 80 | 0.2850 | 0,4731 | |
XXS | 0,9918 | 1.6464 | |
6 | СТАНДАРТ 40 | 0.2054 | 0,3410 |
XS 80 | 0,4407 | 0,7316 | |
XXS | 1.556 | 2,583 | |
8 | СТАНДАРТ 40 | 0,344 | 0,571 |
XS 80 | 0.757 | 1,267 | |
XXS | 2.122 | 3,523 | |
10 | СТАНДАРТ 40 | 0.538 | 0,8931 |
XS 60 | 0,951 | 1,577 | |
XXS 140 | 4.182 | 5.942 | |
12 | СТД | 0,673 | 1,117 |
XS | 1.134 | 1.882 | |
XXS 120 | 5,013 | 8,332 | |
14 | СТАНДАРТ 30 | 0.74 | 1,228 |
XS | 1,25 | 2,075 | |
16 | СТАНДАРТ 30 | 0.848 | 1.408 |
XS 40 | 1,432 | 2.377 | |
18 | СТД | 0.956 | 1,587 |
XS | 1,615 | 2,681 | |
20 | СТАНДАРТ 20 | 1.064 | 1,766 |
XS 30 | 1,798 | 2.985 | |
22 | СТАНДАРТ 20 | 1.172 | 1.946 |
XS 30 | 1.981 | 3,288 | |
24 | СТАНДАРТ 20 | 1.279 | 2.123 |
XS | 2,165 | 3,594 | |
26 | СТД | 1.387 | 2.302 |
XS 20 | 2.348 | 3.898 | |
28 | СТД | 1.495 | 2.482 |
XS 20 | 2,531 | 4.201 | |
30 | СТД | 1.603 | 2,661 |
XS 20 | 2,714 | 4,505 | |
32 | СТД | 1.711 | 2,840 |
XS 20 | 2,897 | 4.809 | |
34 | СТД | 1.809 | 3.003 |
XS | 3,08 | 5.113 | |
36 | СТД | 1.926 | 3,197 |
XS | 3.227 | 5,357 | |
38 | СТД | 2.035 | 3.378 |
XS | 3,447 | 5,722 | |
40 | СТД | 2.142 | 3,556 |
XS | 3,630 | 6.026 | |
42 | СТД | 2.250 | 3,735 |
XS | 3.813 | 7,550 | |
44 | СТД | 2.358 | 3.914 |
XS | 3.996 | 6,633 | |
46 | СТД | 2.466 | 4.094 |
XS | 4,179 | 6.937 | |
48 | СТД | 2.574 | 4,273 |
XS | 4,362 | 7,241 |
Предварительный расчет скорости подачи проволоки, скорости перемещения и напряжения
Цех хотел бы сократить время разработки новых сварных швов MIG.Есть ли способ предварительно рассчитать скорость подачи проволоки, скорость движения и напряжение, чтобы приблизить их до первого сварного шва?
Да, можно рассчитать начальную скорость подачи проволоки и скорость движения. Это очень частый вопрос от производителей, выполняющих сварку сплошной проволокой или порошковой проволокой. Большинство профессионалов в области сварки знают скорость подачи проволоки (WFS), при которой процесс проходит хорошо, исходя из их опыта, или могут быстро получить WFS, выполнив рекомендуемые производителем процедуры.
Однако определение скорости перемещения сварного шва определенного размера оказывается итеративным и трудоемким процессом.Поняв несколько концепций и выполнив некоторые математические вычисления с помощью нескольких простых формул, мы можем определить по крайней мере хорошую отправную точку для процедуры сварки, которая обеспечивает желаемый сварной шов.
СКОРОСТЬ НАПЛАВЛЕНИЯ
Важно помнить, что скорость наплавки прямо пропорциональна скорости, с которой проволока определенного диаметра выходит из сварочного пистолета во время сварки. Скорость наплавки не имеет никакого отношения ни к скорости перемещения пистолета, ни к настройке напряжения на станке.Скорость наплавки — это просто мера того, сколько фунтов проволоки выходит из сварочной горелки за определенный промежуток времени, обычно измеряется в фунтах / час.
Если скорость подачи проволоки увеличивается, скорость наплавки увеличивается. Мы также понимаем, что если мы сохраним скорость подачи проволоки и перейдем на проволоку большего диаметра, скорость наплавки также увеличится. При таком понимании расчет скорости наплавки оказывается очень мощным упражнением, дающим вам число, которое можно использовать для расчета основных параметров сварки.Давайте посмотрим на формулу и пример:
Расчет скорости наплавки
Скорость наплавки (фунт / час) = 13,1 × (диаметр проволоки) 2 × (скорость подачи проволоки) × (эффективность)
— Диаметр проволоки в дюймах (дюймах)
— Скорость подачи проволоки в дюймах в минуту (ipm)
— КПД (1,0 для сплошной проволоки, 0,85 для порошковой проволоки)
— Этот расчет относится только к стали
— например : Диаметр проволоки = 0.Сплошной провод 045 дюймов (1,2 мм), WFS = 300 изобр. / Мин
Скорость наплавки = 13,1 × (0,045) 2 × (300) × (1,0) = 7,96 фунта / час
Расчет скорости движения с учетом скорости наплавки
Зная скорость наплавки, мы можем рассчитать скорость движения в дюймах в минуту (ipm) для конкретного сварного шва. Предположим, мы хотим сделать угловой шов стали 3/8 дюйма (предположим, что 10-процентное усиление или 0,4125 дюйма), используя сплошную проволоку 0,045 дюйма на скорости 300 дюймов в минуту, вес металла шва на фут можно рассчитать, умножив плотность стали ( 0.283 фунт / дюйм 3 ) по объему наплавленного металла на фут следующим образом:
Расчет веса сварного шва на фут
Объем сварочного металла / фут = 1/2 × b × h × 12 дюймов = 1/2 × 0,4125 дюймов × 0,4125 дюймов × 12 дюймов = 1,02 дюймов 3
Вес металла шва / фут 3/8 дюйма углового шва = (0,283 фунта / дюйм 3 ) × (1,02 дюйма 3 ) = 0,2887 фунта / фут
Из приведенного ниже расчета видно, что скорость перемещения для однопроходного углового шва 3/8 дюйма будет равна 5.52 дюйма в минуту, 11,03 дюймов в минуту для двухходового углового шва или 16,55 дюймов в минуту для трехходового сварного шва.
Расчет скорости перемещения
Скорость перемещения = (скорость наплавки) × (количество проходов) / 5 × (вес сварочного металла на фут {фунт / фут}) =
Скорость перемещения = {7,96 x 1} / {5 x 0,2887} = 5,52 изобр. / Мин,
РАСЧЕТ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ СО СКОРОСТЬЮ НАПЛАВЛЕНИЯ
Предположим, требуется выполнение угловых швов со скоростью 12 фунтов / час с использованием сварочной проволоки 0,045 дюйма. Мы можем рассчитать WFS, используя приведенные ниже формулы и вес сварочной проволоки на фут в таблице .
Расчет скорости подачи проволоки
Скорость подачи проволоки = (скорость наплавки) / 5 × (вес проволоки на фут {фунт / фут}) = (12) / 5 × (0,0054) = 444,4 дюйм / мин
Конечно, скорость перемещения для однопроходного углового шва 3/8 дюйма при скорости наплавки 12 фунтов / час будет составлять 8,31 дюйм / мин, как рассчитано ниже:
Скорость перемещения = (скорость наплавки) × (количество проходов) / 5 × (вес металла шва {фунт / фут}) = (12) × (1) / 5 × (0,2887) = 8,31 дюйм / мин
УПРОЩЕНИЕ
Коэффициент преобразования Бартона (см. Таблица 2 ) немного упрощает работу с угловыми сварными швами.В приведенном ниже примере коэффициент преобразования используется для расчета скорости перемещения при 5,57 дюйм / мин для того же углового шва 3/8 дюйма с использованием сплошной проволоки 0,045 дюйма.
Скорость перемещения = 7,96 × 0,7 = 5,57 дюймов / мин (0,2887)
Вес металла шва на фут можно рассчитать для любого типа соединения, вычислив объем и умножив его на плотность металла шва (например, 0,283 фунта / дюйм 3 для стали). Однако значения, показанные в Таблице 3 — Таблице 6 , избавляют от необходимости выполнять вычисления.Эти значения взяты из Таблицы 12-1 в «Справочнике по дуговой сварке » от Lincoln Electric Co. и показывают вес металла сварного шва на фут для нескольких распространенных типов стыков, сваренных со сталью. В следующих примерах расчетов используются таблицы с 3 по 6 .
РАСЧЕТ ОБРАЗЦА № 1
Пластина 1/2 дюйма, сварной шов с V-образной канавкой, угол наклона 90 ° и усиление 1/8 дюйма с использованием сплошной проволоки 0,052 дюйма, 90% Ar / 10% CO 2 защитный газ. Производитель рекомендует WFS со скоростью 325 изображений в минуту и 30 вольт.
Скорость осаждения (фунт / час) = 13,1 × (0,052) 2 × (325) × (1,0) = 11,51 фунт / час
Скорость хода для проходов заполнения и укупорки = (11,51) × (6) / 5 × (0,849 + 0,199) = 13,18 дюймов / мин
РАСЧЕТ ОБРАЗЦА № 2
Плоский квадратный сварной шов 3/8 дюйма на подложку с зазором 3/16 дюйма и усилением 1/8 дюйма порошковой проволокой 1/16 дюйма, 75% Ar / 25% CO 2 защитный газ. Наш процесс отлично работает с WFS со скоростью 285 изображений в минуту и 26 вольт.
Скорость наплавки (фунт./ час) = 13,1 × (1/16 дюйма) 2 × (285) × (0,85) = 12,39 фунта / час
Скорость перемещения для проходов заполнения и укупорки = (12,39) × (1) / 5 × (0,239 + 0,053) = 8,49 дюймов / мин
РАСЧЕТ ОБРАЗЦА № 3
Какой должна быть моя скорость подачи проволоки, если я хочу сделать толстый угловой шов 1/4 дюйма при скорости перемещения 20 дюймов в минуту с использованием сплошной проволоки 0,045 дюйма и 90% Ar / 10% CO 2 защитный газ?
Изменив приведенный выше расчет скорости перемещения для расчета скорости наплавки, мы получим:
Скорость наплавки = 5 × скорость перемещения × (Вес сварочного металла {фунт / фут}) / (количество проходов) = 5 × 20 дюймов в минуту × ( 0.165) / 1 = 16,5 фунтов / час
Изменив приведенный выше расчет скорости наплавки для определения скорости подачи проволоки, мы получим:
Скорость подачи проволоки = скорость наплавки / 13,1 × (диаметр проволоки) 2 × (КПД) = 16,5 / 13,1 × (0,045 дюйма) .) 2 × (1) = 622 дюйм / мин
РЕЗЮМЕ
Использование математики и этих простых формул может сократить время разработки сварных швов и улучшить документацию, предшествующую WPS. Эти расчеты приблизят вас, но, возможно, придется внести некоторые изменения, чтобы добиться желаемого сварного шва.Наличие хорошей отправной точки для разработки процедуры сварки сократит время и сократит время работы на догадках в цехе.
Электрохимические оценки фрактальных микроэлектродов для энергоэффективной нейростимуляции
Harkema, S. et al . Влияние эпидуральной стимуляции пояснично-крестцового отдела спинного мозга на произвольные движения, стояние и вспомогательные шаги после полной моторной параплегии: тематическое исследование. Ланцет 377 , 1938–1947 (2011).
Статья Google Scholar
Вентура Р. Э., Бальцер Л. Дж. И Галетта С. Л. Нейроофтальмология травм головы. The Lancet Neurology 13 , 1006–1016 (2014).
Статья PubMed Google Scholar
Краль А. и Шарма А. Нейропластичность развития после кохлеарной имплантации. Тенденции в неврологии 35 , 111–122 (2012).
CAS Статья PubMed Google Scholar
Кэмерон Т. Безопасность и эффективность стимуляции спинного мозга для лечения хронической боли: обзор литературы за 20 лет. J Neurosurg 100 , 254–267 (2004).
PubMed Google Scholar
Фишер Р. и др. . Электростимуляция переднего ядра таламуса для лечения рефрактерной эпилепсии. Эпилепсия 51 , 899–908 (2010).
Статья PubMed Google Scholar
Пиков В. Мировой рынок имплантированных нейропротезов. Май (Elsevier Ltd, 2015).
Weiland, J. D. & Humayun, M. S. Биомиметическая система стимуляции сетчатки. IEEE Engineering in Medicine and Biology Magazine 24 , 14–21 (2005).
Статья PubMed Google Scholar
Патил А. и Такор Н. В. Имплантируемые нейротехнологии: обзор микро- и наноэлектродов для нейронной записи. Медицинская и биологическая инженерия и вычислительная техника 54 , 23–44 (2016).
Статья PubMed Google Scholar
Росси, П. Дж. и др. . Труды третьего ежегодного аналитического центра по глубокой стимуляции мозга: обзор возникающих проблем и технологий. Границы неврологии 10 , 119 (2016).
Статья PubMed PubMed Central Google Scholar
Jimbo, Y. & Kawana, A. Электрическая стимуляция и запись культивированных нейронов с использованием плоской электродной решетки. Биоэлектрохимия и биоэнергетика 29 , 193–204 (1992).
Статья Google Scholar
Джимбо, Ю., Касаи, Н., Торимицу, К., Татено, Т.& Робинсон, Х. П. С. Система для многоузловой стимуляции на основе МЭ. Транзакции IEEE по биомедицинской инженерии 50 , 241–248 (2003).
Статья PubMed Google Scholar
Луан Л. и др. . Сверхгибкие наноэлектронные зонды образуют надежную нейронную интеграцию без глиальных рубцов. Science Advances 3 , 1–10 (2017).
Статья Google Scholar
Ризен, К. В., Циронис, Г., Грубер, Д. и Клостерманн, Ф. Удельная долговечность генераторов импульсов при глубокой стимуляции мозга и обзор литературы. Журнал нейронной передачи 123 , 621–630 (2016).
Статья PubMed Google Scholar
Ли, X., Serdijn, W. A., Zheng, W., Tian, Y. & Zhang, B. Инъекционный нейростимулятор: новое терапевтическое устройство. Тенденции в биотехнологии 33 , 388–394 (2015).
CAS Статья PubMed Google Scholar
Фаутц, Т. Дж., Акерманн, Д. М., Килгор, К. Л. и Макинтайр, К. С. Энергоэффективная нейронная стимуляция: конструкция контуров связи и биофизика мембран. PLoS ONE 7 (2012).
Коган С.Ф. Нейростимуляция и регистрирующие электроды. Ежегодный обзор биомедицинской инженерии 10 , 275–309 (2008).
CAS Статья PubMed Google Scholar
Неги, С., Бхандари, Р. и Сольцбахер, Ф. Морфология и электрохимические свойства активированных и распыленных пленок оксида иридия для функциональной электростимуляции. Journal of Sensor Technology 2 , 138–147 (2012).
Статья Google Scholar
Венкатраман, С. и др. . In Vitro и In Vivo Оценка микроэлектродов PEDOT для нейронной стимуляции и записи. Транзакции IEEE по нейронным системам и реабилитационной инженерии 19 , 307–316 (2011).
Статья PubMed Google Scholar
Цуй, X. Т. и Чжоу, Д. Д. Поли (3,4-этилендиокситиофен) для хронической нервной стимуляции. Транзакции IEEE по нейронным системам и реабилитационной инженерии 15 , 502–508 (2007).
Статья PubMed Google Scholar
Де Аро, К. и др. . Электрохимические платиновые покрытия для улучшения характеристик имплантируемых массивов микроэлектродов. Биоматериалы 23 , 4515–4521 (2002).
Статья PubMed Google Scholar
Yamagiwa, S., Fujishiro, A., Sawahata, H. & Numano, R. Chemical для низковольтной микростимуляции электродов. Датчики и исполнительные механизмы: B. Chemical 206 , 205–211 (2015).
CAS Статья Google Scholar
Boehler, C., Stieglitz, T. и Asplund, M. Наноструктурированная платиновая трава обеспечивает превосходное снижение импеданса нервных микроэлектродов. Биоматериалы 67 , 346–353 (2015).
CAS Статья PubMed Google Scholar
Wei, X. F. & Grill, W. M. Анализ плоских электродов с высоким периметром для эффективной нервной стимуляции. Границы нейроинженерии 2 , 15 (2009).
Статья PubMed PubMed Central Google Scholar
Howell, B. & Grill, W. M. Оценка конструкции электродов с высоким периметром для глубокой стимуляции мозга. Журнал нейронной инженерии 11 , 046026 (2014).
ADS Статья PubMed PubMed Central Google Scholar
Батсон, К. Р. и др. . Роль конструкции электродов в объеме ткани, активируемой при глубокой стимуляции мозга. Журнал нейронной инженерии 3 , 1–8 (2006).
ADS Статья PubMed Google Scholar
Ахуджа, А.К., Беренд, М.Р., Уэлен, Дж. Дж., Хумаюн, М. С. и Вейланд, Дж. Д. Зависимость спектрального импеданса от радиуса дискового микроэлектрода. Транзакции IEEE по биомедицинской инженерии 55 , 1457–1460 (2008).
Статья PubMed PubMed Central Google Scholar
Grill, W. M. & Wei, X. F. Высокоэффективные электроды для глубокой стимуляции мозга. В Инженерное общество медицины и биологии , 2009. Ежегодная международная конференция IEEE , 3298–3301 (2009).
Cogan, S. F., Ehrlich, J. & Plante, T. D. Влияние геометрии электрода на электрохимические свойства, измеренные в физиологическом растворе. В Общество инженерии в медицине и биологии , 2014. Ежегодная международная конференция IEEE , вып. 2014. С. 6850–6853.
Пуэнте-Балиарда, К., Ромеу, Дж., Поус, Р., Рамис, Дж. И Хиджазо, А. Маленький, но длинный фрактальный монополь Коха. Письма об электронике 34 , 9–10 (1998).
Статья Google Scholar
Puente-Baliarda, C., Romeu, J., Pous, R. & Cardama, A. О поведении многополосной фрактальной антенны Серпинского. Транзакции IEEE об антеннах и распространении сигналов 46 , 517–524 (1998).
ADS MathSciNet Статья МАТЕМАТИКА Google Scholar
Бест, С. Р. О значении самоподобной фрактальной геометрии в определении многополосного поведения антенны с прокладкой Серпинского. Антенны IEEE и письма о беспроводном распространении 1 , 22–25 (2002).
ADS Статья Google Scholar
Fuqi, S., Hongming, G. & Baoxin, G. Анализ фрактальной патч-антенны Vicsek. В Труды 4-й Международной конференции по технологиям микроволнового и миллиметрового диапазона , 98–101 (2004).
Golestanirad, L., Pollo, C. & Graham, S.J. Анализ фрактальных электродов для эффективной нервной стимуляции. Границы нейроинженерии 6 , 791–794 (2013).
Статья Google Scholar
Уоттерсон, У. Дж., Монтгомери, Р. Д. и Тейлор, Р. П. Фрактальные электроды как общий интерфейс для стимуляции нейронов. Научные отчеты 1–9 (2017).
Марате, В. и Ньюман, Дж. Распределение тока на вращающемся дисковом электроде. Журнал Электрохимического общества 116 , 1704 (1969).
CAS Статья Google Scholar
Рубинштейн, Дж. Т., Спелман, Ф. А., Сома, М. и Суссерман, М. Ф. Профили плотности тока поверхностных и утопленных электродов для нервных протезов. Протоколы IEEE по биомедицинской инженерии BME 34 , 864–875 (1987).
CAS Статья Google Scholar
Tz. Крастева В. и Пазов С. Оценка распределения плотности тока под электродами для внешней дефибрилляции. BioMedical Engineering OnLine 16 (2002).
Xu, S. et al. . Эластичные аккумуляторы с самоподобными змеевидными межсоединениями и встроенными системами беспроводной подзарядки. Nature Communications 4 , 1543 (2013).
Статья PubMed Google Scholar
Ян, П. К. и др. . Гибкий, растягиваемый и адаптирующийся к форме подход для универсального преобразования энергии и автономного биомедицинского мониторинга. Дополнительные материалы 27 , 3817–3824 (2015).
CAS Статья PubMed Google Scholar
Fan, Ja et al. .Концепции фрактального дизайна для растягиваемой электроники. Nature Communications 5 , 3266 (2014).
PubMed Google Scholar
Vlassiouk, I., Takmakov, P. & Smirnov, S. Определение гибридизации ДНК посредством ионной проводимости через нанопористый электрод. Langmuir 21 , 4776–4778 (2005).
CAS Статья PubMed Google Scholar
Amatore, C. & Svir, I. Новый и мощный подход к моделированию диффузии на микроэлектродах, основанный на перекрывающихся субдоменах: приложение к хроноамперометрии на микродиске. Журнал электроаналитической химии 557 , 75–90 (2003).
CAS Статья Google Scholar
Lavacchi, A. et al. . Моделирование циклической вольтамперометрии на решетках микроэлектродов с помощью COMSOL Multiphysics. Журнал прикладной электрохимии 39 , 2159–2163 (2009).
CAS Статья Google Scholar
Годино, Н., Боррис, X., Муньос, Ф. X., Дель Кампо, Ф. Дж. И Комптон, Р. Г. Перенос массы к массивам наноэлектродов и ограничения подхода диффузионной области: теория и эксперимент. Journal of Physical Chemistry C 113 , 11119–11125 (2009).
CAS Статья Google Scholar
Caldwell, R. et al. . Устойчивость нервного электрода к повреждению диэлектрика может быть улучшена за счет использования высоколегированного кремния в качестве проводящего материала. Журнал методов нейробиологии 293 , 210–225 (2018).
Статья PubMed Google Scholar
Li, P. Q., Piper, A., Schmueser, I., Mount, A. R. & Corrigan, D. K. Импедиметрическое измерение ДНК-ДНК-гибридизации с использованием микроэлектродов с разными радиусами для обнаружения метициллин-устойчивого золотистого стафилококка (mrsa). Аналитик 142 , 1946 (2017).
ADS Статья Google Scholar
Cogan, S. F. et al. . Напыленные пленки оксида иридия для нейростимуляционных электродов. Журнал исследований биомедицинских материалов — Часть B Прикладные биоматериалы 89 , 353–361 (2009).
Статья Google Scholar
Zeitler, S., Wendler-Kalsch, E., Preidel, W. и Tegeder, V. Коррозия платиновых электродов в физиологическом растворе с фосфатным буфером. Материалы и коррозия 48 , 303–310 (1997).
CAS Статья Google Scholar
Хибберт, Д. Б., Вайцнер, К., Табор, Б. и Картер, П. Массовые изменения и растворение платины во время электростимуляции в растворе искусственной перилимфы. Биоматериалы 21 , 2177–2182 (2000).
CAS Статья PubMed Google Scholar
Kumsa, D. et al. . Электрическая нейростимуляция с несбалансированной формой волны снижает растворение платиновых электродов. Журнал нейронной инженерии 13 , 054001 (2016).
ADS Статья PubMed Google Scholar
Антиоксидантная терапия — Misano Group
Расход графитовых электродов — одна из важнейших статей финансового менеджмента плавильного цеха.Эта стоимость должна быть оптимизирована и снижена.
Расход электродов составляет:
ЛИНЕЙНОЕ ПОТРЕБЛЕНИЕ НАКОНЕЧНИКА (около 60-70%) — прохождение тока
(ПРОИСХОДИТ ТОЛЬКО ВО ВРЕМЯ ВКЛЮЧЕНИЯ ПИТАНИЯ)
Линейное потребление наконечника строго связано с величиной тока, протекающего через электрод, а индекс потребления пропорционален квадрат значения тока (I2). Мощность плавления в основном зависит от электрического тока, и его уменьшение во многих случаях приводит к падению производства стали.
БОКОВОЕ ПОТРЕБЛЕНИЕ (около 30-40%) — окисление графита
(ЭТО ПРОИСХОДИТ ВСЕ ВРЕМЯ ВО ВРЕМЯ ПРОИЗВОДСТВА)
У нас есть два типа окисления:
Низкотемпературное окисление (500800 ° C) происходит на части колонны над крышей до зажима. Низкотемпературное окисление разрушает связи между зернами графита и может отслаивать внешнюю поверхность электрода. Высокотемпературное окисление происходит в колонне под сводом печи (800–2400 ° C в наконечниках) и увеличивается пропорционально количеству кислорода, доступному для реакции.Здесь скорость реакции выше из-за движения диссоциированных атомов кислорода. Эффект часто бывает настолько интенсивным, что кончик электрода имеет «коническую» форму.
ULTRA — 3Ч АНТИОКИСЛЕНИЕ
MISANO Engineering применяет антиокислительную обработку электродов. С помощью автоклава мы производим пропитку графитовых электродов раствором из частиц алюминия, разработанным в сотрудничестве с лабораториями SHINTO Japan (POWER-3T).
Параметры, определяющие скорость инфильтрации в материале:
- Концентрация антиокислительных компонентов
- Время лечения
- Уровень вакуума в резервуаре (300 — 1000 мбар)
В 2013 ГОДУ MISANO ENGINEERING УСТАНОВИЛА НОВУЮ СТАНЦИЮ ОБРАБОТКИ.
Электроды загружаются в резервуар для обработки до создания вакуума с помощью механического насоса;
Антиокислительная жидкость перетекает из накопительного резервуара в резервуар для обработки согласно требуемым программным параметрам;
Жидкость всасывается в резервуар для хранения, электроды извлекаются, а затем сушатся в газовой печи;
Новая система использует жидкость с на более высокой концентрацией антиоксидантных компонентов (POWER-3H) и позволяет изменять температуру антиокислительной жидкости , что является еще одним параметром, улучшающим скорость инфильтрации.
Система обогрева резервуара для хранения может нагреть жидкость до 60/65 ° C, прежде чем она потечет внутрь резервуара для обработки.
Повышение температуры жидкости улучшает исходные физические свойства, такие как вязкость, для увеличения проникновения в электроды.
«Теплая жидкость» и «высокая концентрация» — главные особенности лечения нового поколения:
ULTRA — 3H
После фазы сушки электродов антиокислительные частицы прочно связаны с доменами графита.Это условие помогает бороться с естественным эффектом окисления и задерживает его возникновение.
MISANO выполняет обработку ULTRA-3H на электродах любого диаметра, для применения в ДСП и НЧ, для качеств HP, SHP и UHP.
Кроме того, благодаря индивидуальной настройке рецептов обработки мы гарантируем постоянную постоянную абсорбции для электродов любого качества.
Параметры, используемые для каждого клиента, сохраняются, чтобы обеспечить равномерную пропитку каждой партии, которую мы доставляем.
Обработка ULTRA — 3H не изменяет электрофизические свойства электродов и не оставляет следов на контактных площадках.
В конце обработки мы регистрируем увеличение плотности примерно на 1% и снижение удельного сопротивления примерно на 0,3-0,6%.
Частицы алюминия летучие и не влияют на химический состав стали.
Тепловое расширение, прочность на изгиб, прочность на сжатие и растяжение электродов остаются неизменными.
Антиоксидантная обработка ULTRA – 3H доступна на предприятиях Италии, Объединенных Арабских Эмиратов и Китая.
Как оценить потребность в электроэнергии
Когда вы получаете счет за электроэнергию каждый месяц, вы можете не понимать, как именно была рассчитана общая сумма. Каждое устройство в вашем доме вносит свой вклад в общую сумму счета. Чтобы выяснить, какие приборы и устройства потребляют больше всего энергии, вы можете оценить общие требования к мощности для каждого устройства.Эта оценка также полезна для оценки требований к мощности для альтернативной или резервной системы энергоснабжения.
Оценить потребности в энергии и затраты на питание электронного устройства или прибора очень просто. На задней панели каждого устройства есть этикетка с указанием потребляемой мощности. Это число, которое вам понадобится, чтобы вычислить потребление энергии и требования. Наряду с ваттами вам нужно будет оценить количество часов в день, в течение которых устройство или прибор используется.Если вы предпочитаете не проверять все свои устройства вручную, вы можете приобрести устройство, которое поможет вам оценить потребление энергии. Эти устройства варьируются от простых устройств для измерения мощности до сложных решений для домашнего мониторинга. В этом посте мы предполагаем, что у вас нет доступа к сложному решению для домашнего мониторинга. Если вы новичок в чтении этикеток с энергопотреблением на задней панели ваших приборов и устройств, просмотрите следующие несколько разделов с справочной информацией, чтобы получить представление об основах электротехники и терминологии.
Предпосылки: основы электротехники
Чтобы понять электрические термины, перечисленные на этикетках прибора или устройства, необходимо понять несколько электрических терминов. Основные термины: напряжение, ток и сопротивление:
. • Напряжение (Вольт): Разница потенциальной энергии (заряда) между двумя точками в цепи. Одна точка имеет больше энергии, чем другая, и разница между точками называется напряжением.Напряжение измеряется в вольтах.
• Ток (Ампер): Поток электронов (заряд) между двумя точками в цепи. Сила тока измеряется в амперах.
• Сопротивление (Ом): Сопротивление — это электрическое сопротивление (сложность) между двумя точками проводника. Сопротивление измеряется в Ом.
Напряжение, ток и сопротивление связаны уравнением, называемым законом Ома:
V = I x R
где V — вольт, I — ток, а R — сопротивление.При описании напряжения, тока и сопротивления часто используется аналогия «вода, текущая в трубе». Ток аналогичен потоку воды, а напряжение — это давление в трубе. Когда напряжение (давление) выше, будет течь более сильный ток. На рисунке 1 показана аналогия с водой с (а) давлением (напряжением) без тока и (б) давлением (напряжением) и током.
Рисунок 1. Механическое изображение напряжения и тока.
Электроэнергия также может быть выражена в единицах мощности, называемых Вт .Ватт — это единица электрической мощности, представленная током в один ампер в цепи с разностью потенциалов в 1 вольт. Мощность связана с напряжением и током следующим уравнением:
P = I x V
где P — мощность, I — ток, а V — вольты. Мощность (электрическая энергия) измеряется в ваттах или киловаттах. Его также можно измерить с течением времени. Например, лампочка мощностью 60 Вт потребляет 60 Вт в определенный момент времени.Киловатт-час (кВтч) — это электрическая энергия, равная мощности, подаваемой одним киловаттом за один час.
Справочная информация: напряжение переменного и постоянного тока
Электрические концепции, которые мы описали до сих пор, являются примерами постоянного тока (DC) . Постоянный ток (DC) — это электрический ток, который течет линейно в постоянном направлении. Существует также другой тип тока, называемый переменным током (AC) , который отличается от постоянного тока, потому что он меняет направление.Рисунок 2 иллюстрирует разницу между этими двумя концепциями. Как показано, постоянное напряжение постоянно. Напряжение переменного тока имеет синусоидальную форму, что означает, что оно изменяется со временем.
Рисунок 2. Визуальная разница между постоянным и переменным напряжением.
Мы можем использовать предыдущую аналогию с водой для описания переменного тока; вместо воды, текущей по трубе, вода в трубе перемещается вперед и назад с помощью рукоятки, соединенной с поршнем.На рисунке 3 показана иллюстрация этой концепции. Брызги жидкости могут быть очень быстрыми — 50 или 60 циклов в секунду (50 или 60 Гц). Устройства, которые питаются от топливных элементов или батарей , используют питание постоянного тока; однако устройства, которые подключаются к стене в наших домах, используют переменный ток.
Рисунок 3. Переменный ток Аналогия напряжения (напряжения) и тока.
Проверка необходимой энергии
Чтобы оценить использование энергии в вашем доме, могут помочь следующие источники:
• Счета за электроэнергию
• Рейтинг оборудования
• Ожидаемые профили нагрузки
Посмотрев на свой счет за электроэнергию, вы можете увидеть, как ваши ватты меняются от месяца к месяцу в течение года.Ваше потребление энергии носит сезонный характер и зависит от того, где вы живете. Например, если вы живете в холодном климате, ваши зимние счета могут быть намного выше, чем ваши летние, из-за необходимости в тепле зимой. В жарком климате ваш летний счет может быть намного выше, чем ваш зимний, из-за того, что кондиционер работает все лето.
Каждый прибор или электронное устройство имеет паспортную табличку, на которой указаны напряжение, сила тока, частота и мощность. Обычно они расположены на задней панели устройства.Эти рейтинги представляют собой максимальное количество мощности, которое может быть поставлено; следовательно, номинальная мощность на паспортной табличке теоретически соответствует 100-процентному использованию. Многие устройства не работают со 100-процентной загрузкой; поэтому использование номинальных значений на паспортной табличке может привести к завышению требований к мощности. Пример паспортной таблички показан на Рисунке 4.
Рисунок 4. Паспортные таблички электронного устройства.
Хотя потребление энергии можно рассчитать на основе ваших счетов за электроэнергию и паспортных табличек устройства, фактические измерения дадут более точные данные.Фактические измерения нагрузки можно получить с помощью ватт-часов. Эти фактические измерения нагрузки часто используются для проектирования PV , топливных элементов и систем резервного питания от батарей. Фактическая нагрузка требуется для определения размера и стоимости системы альтернативной энергии . Часто разработчики систем рекомендуют потребителю изменить свои методы энергопотребления, чтобы минимизировать потребление энергии, чтобы фотоэлектрическая система могла быть спроектирована с учетом этих требований вместо установки более крупной системы для компенсации пикового использования.
Расчет потребления энергии
Общее количество энергии, потребляемой вашим домом, можно легко рассчитать, выполнив шесть простых шагов:
1. Укажите количество ватт для каждого устройства или электронного устройства (это называется «нагрузкой» для каждого устройства). Все существующие и планируемые электрические нагрузки должны быть идентифицированы.
2. Оцените среднесуточное использование (количество часов в день, в течение которых прибор или электронное устройство работают)
3. Умножьте мощность устройства на количество часов, в течение которых вы его используете (это даст вам определенное количество «ватт-часов»). Например, если вы используете телевизор на 120 Вт в течение двух часов в день. Вы можете умножить мощность на количество часов, используемых в день, чтобы получить 240 ватт-часов в день.
4. В вашем счете за электричество электричество указано в киловатт-часах. Чтобы сравнить потребление энергии в киловатт-часах, нам нужно будет преобразовать ватт-часы в киловатт-часы. Поскольку 1 киловатт равен 1000 ватт, разделите на 1000, чтобы преобразовать ватт-часы (Втч) в киловатт-часы (кВтч):
240 Втч / 1000 = 0.24 кВтч
5. Чтобы сравнить эти числа с вашим счетом за электроэнергию, нам нужно преобразовать это число в количество часов, которые прибор или устройство использует в месяц. Например, 0,24 кВтч x 30 дней = 7,2 кВтч в месяц.
6. Чтобы рассчитать затраты на электроэнергию и сравнить их с вашим счетом за электричество, посмотрите на свой счет за электричество, чтобы определить, сколько вы платите за кВтч. Если в вашем счете указано, что вы платите 0,12 доллара за киловатт-час, стоимость может быть оценена следующим образом: 7.2 кВтч в месяц x 0,12 доллара США за кВтч = 0,86 доллара США в месяц.
Вы можете организовать эти числа, как в Таблице 1 ниже.
| Электрическая нагрузка | Мощность (Вт) | Среднее ежедневное использование (ч) | Средняя дневная энергия (ватт-часы) | Среднесуточная энергия (киловатт-часы) | Среднемесячная энергия (киловатт-часы) | Стоимость в месяц ($) |
| Телевидение | 120 | 2 | 240 | 0.24 | 7,2 | 0,86 |
Таблица 1. Таблица для расчета среднесуточной энергии.
Заполнив Таблицу 1, вы можете получить хорошую оценку количества электроэнергии, которое вы используете каждый месяц, и связанных с этим затрат. Чтобы определить размер системы накопления энергии, вам также нужно будет посмотреть на требуемую пиковую мощность (максимальное количество энергии, которое может потребоваться в день) и продолжительность средней мощности (наибольший промежуток времени, в течение которого средняя мощность составляет нужный).Среднее энергопотребление определяет общее количество энергии, потребляемой за день.
Заключение
В этом посте мы рассмотрели основные электрические термины, такие как напряжение, ток, сопротивление, мощность, постоянный ток (DC) и переменный ток (AC). Затем мы использовали эти концепции для расчета потребности в энергии для прибора или устройства. Эти потребности в энергии можно использовать для оценки общего потребления энергии и связанных с этим затрат на эту энергетическую нагрузку. Расчет этих требований может помочь вам уменьшить ваши счета за электроэнергию и помочь вам определить размер фотоэлектрической, резервной аккумуляторной батареи или другой альтернативной энергетической системы.
Автор: Д-р Коллин ШпигельДоктор Коллин Шпигель — консультант по математическому моделированию и техническому письму (президент SEMSCIO) и профессор, имеющий докторскую степень. и степень магистра инженерных наук. Она имеет семнадцатилетний опыт работы в инженерии, статистике, науке о данных, исследованиях и написании технических статей для многих компаний в качестве консультанта, сотрудника и независимого владельца бизнеса. Она является автором работ « Designing and Building Fuel Cells » (McGraw-Hill, 2007) и «PEM Fuel Cell Modeling and Simulation using MATLAB» (Elsevier Science, 2008).Ранее она владела Clean Fuel Cell Energy, LLC, организацией по топливным элементам, которая обслуживала ученых, инженеров и профессоров по всему миру.