Сварочные электроды МТГ-01К — Мир Сварки
Тип Э50А
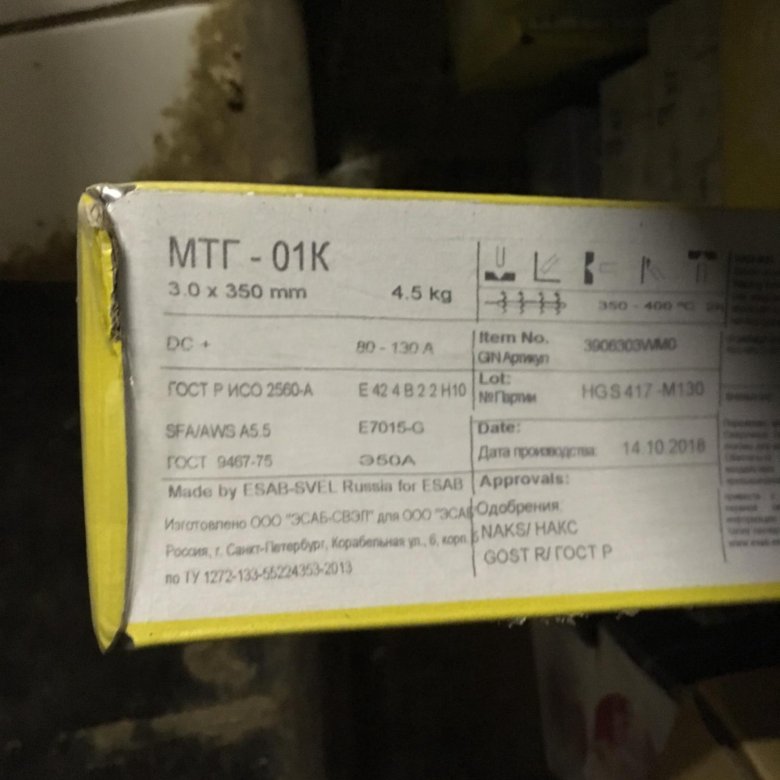
Электроды МТГ-01К предназначены для сварки и ремонта корневого слоя шва поворотных и неповоротных стыков трубопроводов из низкоуглеродистых, низколегированных сталей прочностных классов до К60 с пределом прочности до 590 МПа. Электроды диаметром 3,0мм предназначены для сварки заполняющих и облицовочного слоев шва тонкостенных конструкций, включая стыки трубопроводов из сталей прочностных классов до К54 включительно,с пределом прочности до 539 МПа. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
| Диаметр, мм | Положение шва | ||
| нижнее | вертикальное | потолочное | |
| 2,5 | 60-90 | 50-80 | 40-70 |
| 3,0 | 90-130 | 90-110 | |
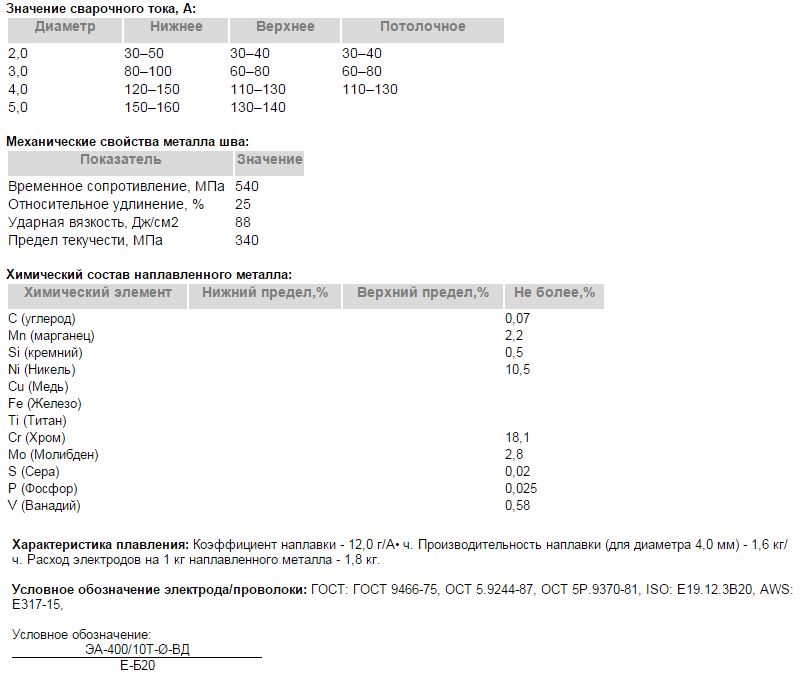
Характеристики плавления электродов
— Коэффициент наплавки, г/Ач: 9,5
— Расход электродов на 1кг наплавленного металла, кг: 1,7
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
— Предел прочности, МПа: 510-550
— Предел текучести, МПа: 390-435
— Относительное удлинение, %, не менее: 26
— Ударная вязкость, Дж/см², не менее, при температуре +20°С: 120
— Ударная вязкость, Дж/см², не менее, при температуре -40°С: 40
Химический состав наплавленного металла, %
— Углерод, не более: 0,08
— Марганец: 1,20-1,45
— Кремний: 0,25-0,50
— Сера и фосфор, суммарнноее количество, не более: 0,035
|
ГОСТ 9466-75 |
AWS:E7015 |
Э50А-МТГ-01К-Ø-УД / Е 515-Б20 |
Электроды МТГ 01К — характеристика, область применения, плюсы и минусы, особенности работы
Существует больше десятка популярных видов электродов для сварки. Большинство из них применяется для дуговой сварки любителями и на полупрофессиональных аппаратах.
Большинство из них применяется для дуговой сварки любителями и на полупрофессиональных аппаратах.
Но есть особые стержни, которые редко применяются. Часто они используются в том случае, когда важно сварить максимально аккуратно.
Одна из разновидностей таких электродов – МТГ 01К. Их надежность такова, что они применяются при сварке газопроводов. Они берут и тонкий, и толстый металл, используются для создания корня шва и создания облицовочного слоя.
Содержание статьиПоказать
Описание
Выглядит как обычный сварочный элемент – на стержень нанесено основное покрытие. Среди основных сфер применения – работа с корнем шва у деталей со стыками (поворотными и неповоротными).
Варят им вертикально. Хорошо проявил себя в работе с низкоуглеродистой сталью.
Электроды данной марки бывают разного диаметра. 3 миллиметра применяют для создания облицовочного шва. Они хорошо схватывают металл любой толщины.
Полярность может быть любой. Сварка проходит с постоянным током. Перед работой стержни помещают в печь и держат там около часа при температуре 380°С.
Перед работой стержни помещают в печь и держат там около часа при температуре 380°С.
Такие стержни несколько отличаются от маркировки МТГ 03. Часто их используют вместе: 01К работает с корнем шва, а 03 заполняет его.
Особенности работы
Небольшие в диаметре электроды используют при сварке неповоротных стыков труб, если это трубы для нефтепровода с прочностью материала не более К60.
Такие стержни используют для работы с нефтепроводом, если сталь не прочнее К54 и нужно варить неповоротный стык.
Марка МТГ 01К используется, когда нужен аккуратный качественный шов с надежным корнем. Это делает незаменимыми эти стержни в разных сферах – строительной, энергетической и других.
Применяют их при изготовлении конструкций из металла, для которых выставлена ударная вязкость -60°.
Если нет под рукой стержней УОНИ, можно воспользоваться этой маркой.
Выводы
Такова сфера применения сварочных стержней этой марки.
О них много хороших отзывов среди мастеров из разных сфер.
Их можно использовать на ответственных работах, в том числе при сваривании разных трубопроводов.
Электроды МТГ-01К 3 мм — цена, описание и характеристики
Электроды МТГ 01к 3 мм
предназначены преимущественно для сварки корневого прохода шва поворотных и неповоротных стыков в положении вертикаль на подъем трубопроводов и других ответственных конструкций из низкоуглеродистых и низколегированных сталей прочностных классов до К60 включительно с нормативным временным сопротивлением разрыву до 589 МПа включительно. Данные электроды предназначаются так же для сварки заполняющих и облицовочного слоёв шва тонкостенных конструкций, включая стыки трубопроводов из сталей прочностных классов до К54 включительно (с нормативным пределом прочности до 539 МПа). Сварка выполняется на постоянном токе, как прямой, так и обратной полярности.
Данные электроды предназначаются так же для сварки заполняющих и облицовочного слоёв шва тонкостенных конструкций, включая стыки трубопроводов из сталей прочностных классов до К54 включительно (с нормативным пределом прочности до 539 МПа). Сварка выполняется на постоянном токе, как прямой, так и обратной полярности.
Благодаря наличию в обмазке железного порошка, электрод МТГ 01к обладает повышенной производительностью, хорошим горением и формирует валик с мелкой чешуйчатойстью.
Электрод МТГ 01к цена которого значительно ниже, чем у импортных аналогов (LB-52U), ни чем не уступает по механическим характеристикам наплавленного металла.
Тип покрытия – основное
Ток: = (+/-) постоянный ток обратной полярности (на электроде «+») / постоянный ток прямой полярности (на электроде «-») Пространственные положения при сварке:
Режимы прокалки: 360-400°С, 60 мин
В качестве основных особенностей выделяются:
Выполнение ответственных корневых проходов конструкций с формированием обратного валика в нефтехимической , энергетической и строительной промышленности.

При сварке конструкций с высокими требованиями ударной вязкости до -60 град Цельсия.

Информация для заказа
| Наименование | Вес упаковки, кг | Вес палеты, кг | Минимальный заказ, кг (при отсутствии на складе) | Артикул |
| Сварочный электрод ESAB МТГ-01К 2,5х350 mm | 4,5 | 810,0 | 4,5 | 3906253WM0 |
| Сварочный электрод ESAB МТГ-01К 3,0х350 mm | 4,2 | 756,0 | 4,2 | 3906303WM0 |
Сварочные электроды МТГ-01К — ООО ПК ЛЭЗ Электроды для сварки, производство сварочных электродов
Электрод МТГ-01К
Тип Э50А
Электроды МТГ-01К предназначены для сварки и ремонта корневого слоя шва поворотных и неповоротных стыков трубопроводов из низкоуглеродистых, низколегированных сталей прочностных классов до К60 с пределом прочности до 590 МПа.
| Диаметр, мм | Положение шва | ||
| нижнее | вертикальное | потолочное | |
| 2,5 | 50-80 | 40-70 | |
| 3,0 | 90-130 | 80-120 | 90-110 |
Характеристики плавления электродов
— Коэффициент наплавки, г/Ач: 9,5
— Расход электродов на 1кг наплавленного металла, кг: 1,7
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
— Предел прочности, МПа: 510-550
— Предел текучести, МПа: 390-435
— Относительное удлинение, %, не менее: 26
— Ударная вязкость, Дж/см², не менее, при температуре +20°С: 120
— Ударная вязкость, Дж/см², не менее, при температуре -40°С: 40
Химический состав наплавленного металла, %
— Углерод, не более: 0,08
— Марганец: 1,20-1,45
— Кремний: 0,25-0,50
— Сера и фосфор, суммарнноее количество, не более: 0,035
|
ГОСТ 9466-75 |
AWS:E7015 |
Э50А-МТГ-01К-Ø-УД / Е 515-Б20 |
Электрод МТГ-01К (2. 5 мм; 5 кг) СЭЗ ESAB СВ000007772 — цена, отзывы, характеристики, фото
 5 мм; 5 кг) СЭЗ ESAB СВ000007772 — цена, отзывы, характеристики, фото
5 мм; 5 кг) СЭЗ ESAB СВ000007772 — цена, отзывы, характеристики, фотоЭлектрод МТГ-01К ESAB СВ000007772 предназначен для сварки методом MMA низкоуглеродистых и низколегированных сталей с временным сопротивлением разрыву до 589 МПа. Сварка ведется во всех пространственных положениях, кроме вертикали на спуск. Работы следует проводить на постоянном токе любой полярности. Наплавленный металл образует ровный и высококачественный шов.
Параметры:
- Предел текучести — 420 МПа;
- Предел прочности — 500 МПа;
- Относительное удлинение — 26%;
- Ударная вязкость при +20°C — > 120 Дж/см2;
- Ударная вязкость при -40°C — > 59 Дж/см2.
Химический состав наплавленного металла:
- C: < 0.06%;
- Mn: 1.35%;
- Si: 0.33%.
- Диаметр, мм 2.5
- Марка электрода МТГ-01К
- Свариваемый материал углеродистые стали
- Покрытие основное
- Длина, мм 350
- Вес, кг 5
 org/PropertyValue»> Тип Э50А
org/PropertyValue»> Тип Э50АЭтот товар из подборок
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 5,00
Произведено
- Швеция — родина бренда
- Информация о производителе

Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловESAB МТГ-01К 2,5х350 mm
В наличии от 1 ед. Доставим завтра 8.02.2021
кгВы можете забрать товар в магазине или заказать доставку.
1631 просмотрESAB (88)
Артикул: 3906253WM0
В наличии: 5 кг
Основное назначение — электроды УОНИ 13/45
Сварочные электроды УОНИ 13/45 предназначены для сварки особо ответственных конструкций из углеродистых и низкоуглеродистых сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях шва постоянным током обратной полярности.
Характеристика, электроды УОНИ 13/45
Покрытие электродов – основное.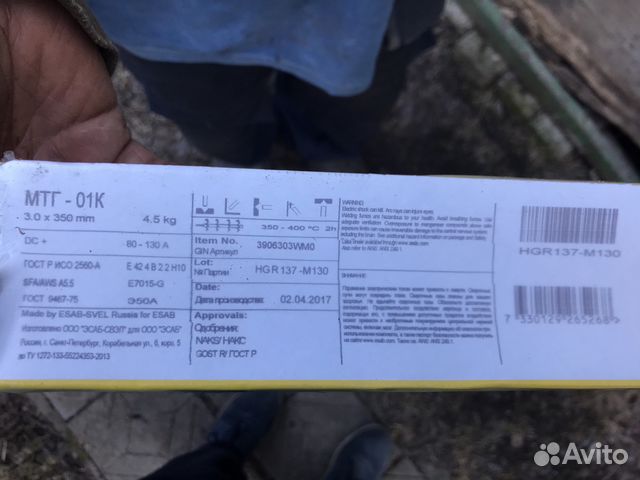
Коэффициент наплавки – 9,5 г/А·ч.
Производительность наплавки (для диаметра 3,0 мм) – 1,3 кг/ч.
Расход электродов на 1 кг наплавленного металла – 1,6 кг.
Типичные механические свойства металла шва, сварочные электроды УОНИ 13/45
Временное
сопротивление sв, МПа
Предел текучести sт, МПа
Относительное
удлинение d5, %
Ударная вязкость aн, Дж/см2
460
350
26
200
Типичный химический состав наплавленного металла, % сварочными электродами УОНИ 13/45
C
Mn
Si
S
P
0,09
0,57
0,23
0,025
0,027
Геометрические размеры и сила тока при сварке сварочных электродов
Диаметр, мм Электроды УОНИ 13/45
Длина, мм
Электроды
Ток, А
УОНИ 13/45
Среднее количество УОНИ 13/45 электродов в 1 кг, шт.
2,0
300
40 – 80
98
2,5
350
50 – 100
55
3,0
350
60 – 130
40
4,0
450
110 – 180
16
5,0
450
130 – 220
11
Особые свойства электродов сварочных УОНИ 13/45
Обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Технологические особенности сварки электродами УОНИ 13/45
Сварку УОНИ 13/45 производят только на короткой длине дуги по очищенным кромкам.
Прокалка электродов УОНИ 13/45 перед сваркой: 250-300°С; 1 ч.
Условное обозначение сварочных электродов УОНИ 13/45
Э42А-УОНИ-13/45-Æ-УД
ГОСТ 9466-75, ГОСТ 9467-75 или ОСТ 5.9224-75
Е 41 2 (4)-Б20
Электроды сварочные МТГ-01К (Сычевский завод) 3,0х350мм в Санкт-Петербурге (Электроды)
Высококачественные электроды предприятия европейского уровня Альтернатива электродов LB-52U, OK-53.07.
Тип электрода – Э50А по ГОСТ 9467-75
Достоинства сварочных электродов МТГ-01К:
— электроды МТГ- эксклюзивная продукция, не имеющая аналогов в России.
— электроды изготовлены на оборудовании и по технологии фирмы MANSA SOUDAGE SA (Швейцария) и имеют повышенные сварочно-технологические свойства;
— легкое начальное и повторное зажигание дуги;
— уменьшенное разбрызгивание;
— повышенная устойчивость обмазки к растрескиванию и осыпанию.
Сертификаты:
Электроды МТГ-01К аттестованы ВНИИГАЗ, ГОСГОРТЕХНАДЗОР РФ, НИЦ «МОСТЫ», НАКС, сертифицированы Госстандартом России, одобрены регистром Ллойда (Великобритания), категория 2Yh25.
Назначение электродов МТГ-01К – преимущественно для сварки корневого слоя шва поворотных и неповоротных стыков трубопроводов и других ответственных конструкций из низкоуглеродистых, углеродистых и низколегированных сталей прочностных классов до К60 включительно с нормативным временным сопротивлением разрыву до 589 Н/мм² включительно.
Электроды МТГ-01К диаметром 3,0 мм предназначаются также для сварки заполняющих и облицовочного слоёв шва тонкостенных конструкций, включая стыки трубопроводов из сталей прочностных классов до К54 включительно (с нормативным пределом прочности до 539 Н/мм²).
Электроды МТГ-01К могут применяться взамен электродов LB-52U (Япония) и электродов ОК-53.70 (ESAB — Швеция).
Вид покрытия – основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Род тока –постоянный (=), полярность прямая или обратная [+/-].
Химический состав наплавленного металла, %:
0,035 не более
0,035
Механические свойства металла шва:
Наименование параметра Значение Временное сопротивление, МПа 510-550 Относительное удлинение, %, не менее 26 Предел текучести, МПа 390-435 Ударная вязкость, Дж/см2 (KCV) 120 Ударная вязкость, Дж/см2 (KCV) (-40°С) 40 Справочник— Электроды с покрытием Справочник
— Электроды с покрытием AWS FILLER METAL СПЕЦИФИКАЦИЯ A5.1 ПРИМЕР ЭЛЕКТРОДОВ С МЯГКИМ СТАЛЬНЫМ ПОКРЫТИЕМ: E 60 1 0 (1) (2) (3) —- (4) 1.E — Подставки под электрод. 2. два цифры указывают предел прочности на разрыв x 1000 фунтов на квадратный дюйм. 3. третий
цифра обозначает положение сварки. EXX1X
Все положения (плоское, горизонтальное, вертикальное,
накладные расходы). EXX2X
Только горизонтальные и плоские. EXX3X
Только плоское положение.EXX4X
Плоские, над головой, горизонтально, вертикально вниз.
4. последняя цифра указывает на пригодность электрода,
т.е. род тока и вид покрытия. В некоторых случаях оба
третья и четвертая цифры значимы.
Классификационный ток
Проникновение дуги
Покрытие
И шлаковое железо
Порошок EXX10
DCEP копание
Глубокая целлюлоза
— натрий 0-10%
EXXX1 AC
или DCEP копание
Глубокая целлюлоза
— калий 0
EXXX2 AC
или DCEN Medium
Средняя Титания
— натрий 0-10%
EXXX3 AC
или DCEN или DCEP Soft
Светлая Титания
— калий 0-10%
EXXX4 AC
или DCEN или DCEP Soft
Светлая Титания
— железный порошок 25-40%
EXXX5 DCEP
Средний средний
Низкая гидр.- натрий 0
EXXX6 AC
или DCEP Medium
Средняя Низкая
гид. — калий 0
EXXX8 AC
или DCEP Medium
Средняя Низкая
гид. — железный порошок 25-40%
EXX20 AC
или DCEN Medium
Среднее железо
оксид — натрий 0
EXX22 AC
или DCEN или DCEP Medium
Среднее железо
оксид — натрий 0
EXX24 AC
или DCEN или DCEP Soft
Светлая Титания
— железный порошок 50%
EXX27 AC
или DCEN или DCEP Medium
Среднее железо
оксидно-железный порошок 50%
EXX28 AC
или DCEP Medium
Средняя Низкая
гид.
3. третий
цифра обозначает положение сварки. EXX1X
Все положения (плоское, горизонтальное, вертикальное,
накладные расходы). EXX2X
Только горизонтальные и плоские. EXX3X
Только плоское положение.EXX4X
Плоские, над головой, горизонтально, вертикально вниз.
4. последняя цифра указывает на пригодность электрода,
т.е. род тока и вид покрытия. В некоторых случаях оба
третья и четвертая цифры значимы.
Классификационный ток
Проникновение дуги
Покрытие
И шлаковое железо
Порошок EXX10
DCEP копание
Глубокая целлюлоза
— натрий 0-10%
EXXX1 AC
или DCEP копание
Глубокая целлюлоза
— калий 0
EXXX2 AC
или DCEN Medium
Средняя Титания
— натрий 0-10%
EXXX3 AC
или DCEN или DCEP Soft
Светлая Титания
— калий 0-10%
EXXX4 AC
или DCEN или DCEP Soft
Светлая Титания
— железный порошок 25-40%
EXXX5 DCEP
Средний средний
Низкая гидр.- натрий 0
EXXX6 AC
или DCEP Medium
Средняя Низкая
гид. — калий 0
EXXX8 AC
или DCEP Medium
Средняя Низкая
гид. — железный порошок 25-40%
EXX20 AC
или DCEN Medium
Среднее железо
оксид — натрий 0
EXX22 AC
или DCEN или DCEP Medium
Среднее железо
оксид — натрий 0
EXX24 AC
или DCEN или DCEP Soft
Светлая Титания
— железный порошок 50%
EXX27 AC
или DCEN или DCEP Medium
Среднее железо
оксидно-железный порошок 50%
EXX28 AC
или DCEP Medium
Средняя Низкая
гид. — железный порошок 50%
EXX48 AC
или DCEP Medium
Средняя Низкая
гид. — железный порошок 25-40%
DCEP —
Положительный электрод постоянного тока DCEN
— Отрицательный электрод постоянного тока
Примечание: утюг
процент порошка в расчете на массу покрытия.
— железный порошок 50%
EXX48 AC
или DCEP Medium
Средняя Низкая
гид. — железный порошок 25-40%
DCEP —
Положительный электрод постоянного тока DCEN
— Отрицательный электрод постоянного тока
Примечание: утюг
процент порошка в расчете на массу покрытия.2
Какие электроды лучше всего подходят для варки трубок.Сварочные электроды для труб отопления и водоснабжения. Расшифровка буквенной маркировки электродов
Большинство профессиональных и домашних сварщиков рано или поздно столкнутся с такой необходимостью. Неудивительно! Это один из самых распространенных видов сварки. Но сварка труб отличается повышенными требованиями к качеству и герметичности швов, особенно для узлов газо- и водоснабжения. Для этих целей используются специальные электроды.
Трубопроводные сварочные электроды разработаны с учетом всех особенностей будущей эксплуатации труб. прочны и долговечны, выдерживают максимальную температурную нагрузку. Такие электроды имеют особый состав, благодаря которому они обеспечивают хорошее качество сварных соединений. У начинающих сварщиков обычно возникает много вопросов по этой теме. Как правильно выбрать электроды? Из каких стержней варить трубу нцт? Какие электроды лучше всего подходят для сварки труб? На эти и многие другие вопросы мы постараемся ответить в этой статье.
прочны и долговечны, выдерживают максимальную температурную нагрузку. Такие электроды имеют особый состав, благодаря которому они обеспечивают хорошее качество сварных соединений. У начинающих сварщиков обычно возникает много вопросов по этой теме. Как правильно выбрать электроды? Из каких стержней варить трубу нцт? Какие электроды лучше всего подходят для сварки труб? На эти и многие другие вопросы мы постараемся ответить в этой статье.
Как сварить трубу, если по ней планируется подвести магистральный газ? Рекомендуем электроды ОК-46, ЛБ-52 или УОНИ-13/55 (эти же электроды можно использовать для сварки труб НКТ).Все эти сорта имеют подходящий состав; они могут быть изготовлены с использованием марганца, фосфора, серы или кремния. А электроды ОК-46 вообще считаются универсальными. По нашему опыту, они особенно удобны для сварки деталей с большим зазором.
Также на рынке присутствует марка LB 52U с основным покрытием. Остановимся на нем подробнее. Такие электроды содержат небольшое количество водорода, поэтому сварка получается очень качественной. При этом он устойчив, легко воспламеняется, полностью сваривает металл.
При этом он устойчив, легко воспламеняется, полностью сваривает металл.
Если необходимо сваривать ответственные узлы (например, поворотные), а труба изготовлена из углеродистой или низколегированной стали, то рекомендуем электроды для сварки труб марки МТГ-01К. Дуга горит стабильно, шлак удаляется быстро и легко, а брызги металла незначительны.
Электроды для труб отопления
Если Вам необходимо качественно приготовить трубы отопления, рекомендуем электроды следующих марок: Э42А, УОНИ 13/45 (диаметр 3 мм). Эти стержни имеют толстое покрытие, которое облегчает сварку углеродистой стали.Также для сварки труб отопления подходят марки Э-09х2МФ и ЦЛ-20. Они предназначены для образования прочного шва при сварке жаропрочной стали. Эти стержни также имеют довольно толстое покрытие. Если нужно сваривать нержавеющую, углеродистую или легированную сталь, то используйте ЦЛ-9 с основным покрытием. В таких стержнях мало водорода, и мы уже знаем, что это гарантирует отличное качество сварки.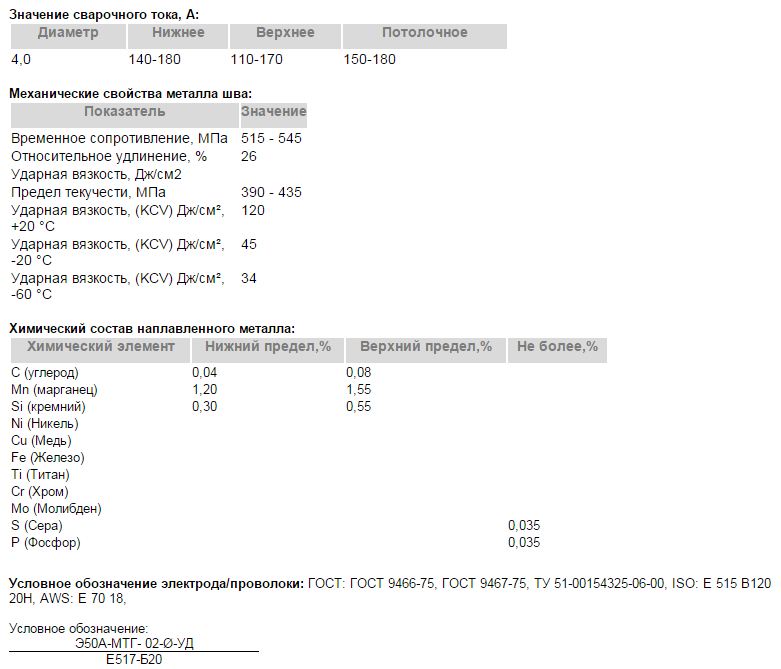
Если вы планируете сваривать трубы, в которых будет осуществляться постоянная подача горячей воды и может быть повышенное давление, то используйте электроды для труб марки МП-3.Эти же стержни можно использовать для сварки НКТ. Электроды этой марки имеют и изготовлены из специальной проволоки. Производители предлагают диаметры от 3 до 5 мм. При работе с этим сплавом наклоните электрод по направлению к сварному шву и подайте короткую дугу. Тогда он будет максимально плотным.
Очень важно правильно выставить ток. Чем меньше толщина металла и диаметр электрода, тем меньше значение напряжения. Если установить слишком низкое напряжение, металл может не свариваться.И наоборот: если выставить слишком высокое значение тока, то деталь может деформироваться. Поэтому обращайте внимание на толщину металла и размеры электрода.
Электроды сантехнические
Для сварки водопровода мы рекомендуем следующие марки: МН-5, МНЖ5 (для), НЖ-13 (для труб из) и МНЧ-2 (для сварки труб). Если предстоит домашняя сварка инвертором, а трубы выполнены из черного металла, то можно использовать марку МП-3с. Они хорошо сваривают даже трубу диаметром 32 на 2.8 мм при слабом токе.
Если предстоит домашняя сварка инвертором, а трубы выполнены из черного металла, то можно использовать марку МП-3с. Они хорошо сваривают даже трубу диаметром 32 на 2.8 мм при слабом токе.
Если нужно, то используйте электроды МНЧ-2. ЦЧ-4 подходит для холодной и горячей сварки, но учтите, что использовать его можно только в нижнем положении. Кстати, выбирая электроды, обратите внимание на наличие покрытия. Обязательно покупайте стержни с покрытием, так как оно защитит зону сварки от негативного воздействия кислорода. Мы рекомендуем электроды для сварки толстых трубопроводов.
Если у вас конкретный вид работы, то проконсультируйтесь с продавцом в магазине.Внимательно прочтите информацию на упаковке. Для большинства работ подходят трубчатые электроды таких производителей, как SONI, OZS, ANO, KOBELKO, ESAB. Среди отечественных производителей также рекомендуем электроды Уральского и Каменского заводов.
Независимо от того, где вы живете, в своем доме или в квартире, вам наверняка приходилось сталкиваться с необходимостью сваривать металлические трубы для отопления или водоснабжения.
При сварке таких труб наверняка пришлось очень постараться, потому что это были критические сварные швы.Чтобы сварка была качественной, вы наверняка использовали специальные электроды для сварки труб.
Иная ситуация с трубами, которые в будущем будут подвергаться высокому давлению. , ведь при такой сварке швы должны быть максимально прочными, то есть должны выдерживать большие нагрузки. Однако для того, чтобы сварной шов был качественным и долговечным, одного лишь вашего мастерства недостаточно.
Это требует большего, чем просто опыт.Да, вам нужны подходящие электроды, которые благодаря своей особой конструкции смогут сделать необходимый вам сварной шов. Один из самых популярных электродов, применяемых при строительстве газопроводов, нефтепроводов и других ответственных систем. , это электроды одноименной компании ЭСАБ «ЭСАБ».
Электроды ЭСАБ — одни из самых популярных электродов , которые используются при сварке различных марок стали, а также при сварке трубных конструкций. Для сварки трубопроводов Электроды ЭСАБ OK 53.70 и OK 74.70 .
Для сварки трубопроводов Электроды ЭСАБ OK 53.70 и OK 74.70 .
Они специально разработаны для тщательной заварки корня, и если корень хорошо приварен, значит, дальнейшая сварка будет успешной. Их также используют как шпатлевку, а также для сварки облицовочного слоя, который будет виден людям. Широкий ассортимент электродов ЭСАБ позволяет выбрать наилучшие электроды для сварки ответственных трубопроводов.
Кроме этого типа электродов, для сварки трубопроводов под давлением иногда используются электроды МП-3.Они во многом похожи на электроды ЭСАБ ОК, но имеют ряд недостатков. Например, они имеют больше металлических брызг, чем электроды ОК 53.70 или ОК 74.70.
Если начинающий сварщик решает сваривать трубопроводы электродами ЭСАБ или МП-3, то он на правильном пути, ведь высокое качество электродов обеих марок поможет ему быстро научиться готовить, ведь с их помощью будет происходить сварка. быстро и комфортно.
Однако лучше всего следовать советам профессиональных сварщиков и использовать электроды ESAB. Конечно, никто не говорит, что электроды МП-3 плохие, но тем не менее многие профессионалы выбирают ЭСАБ. Скорее всего, практически все сварщики знают, что опыт профессионалов бесценен, поэтому к нему нужно прислушиваться.
Конечно, никто не говорит, что электроды МП-3 плохие, но тем не менее многие профессионалы выбирают ЭСАБ. Скорее всего, практически все сварщики знают, что опыт профессионалов бесценен, поэтому к нему нужно прислушиваться.
Несмотря ни на что, покупайте электроды и используйте их по назначению, только помните, что качественная сварка трубопровода под давлением возможно только с этими электродами.
Качество полученного шва зависит от того, насколько правильно выбраны электроды для сварки труб.К сожалению, многие сварщики недооценивают важность своего выбора.
Сварочные электроды — это стержни, подающие ток к месту формирования шва.
Разновидности электродов для сварки труб
Сейчас существует множество разновидностей электродов, которые различаются по назначению, покрытию и способу изготовления.
Самое главное отличие в том, что электрод может быть расходным или неплавящимся.
Этот параметр зависит от материала, из которого изготовлен электрод, и способа дальнейшей обработки.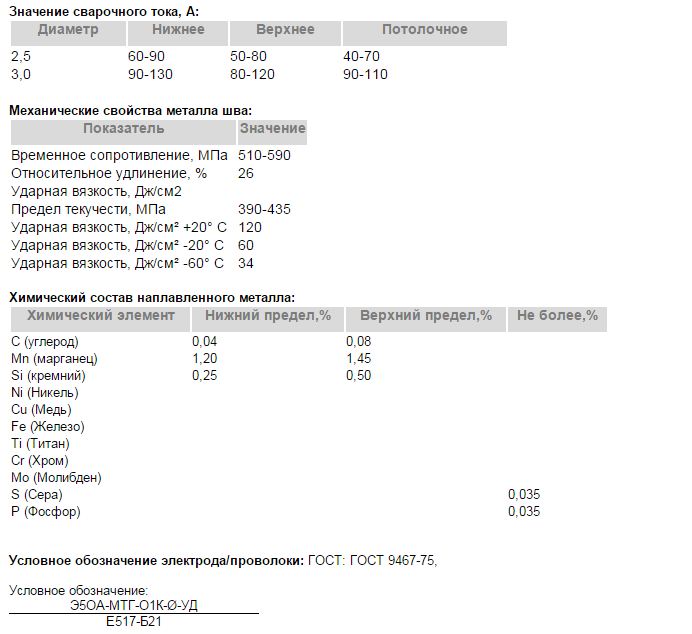 Для изготовления неплавких электродов используются вольфрам, графит и электротехнический уголь. Плавящиеся электроды для сварки трубопроводов изготавливаются из сварочной проволоки, на которую нанесено покрытие для защиты, стабилизации и придания желаемых магнитных свойств.
Для изготовления неплавких электродов используются вольфрам, графит и электротехнический уголь. Плавящиеся электроды для сварки трубопроводов изготавливаются из сварочной проволоки, на которую нанесено покрытие для защиты, стабилизации и придания желаемых магнитных свойств.
Покрытия не позволяют воздуху попадать на металл электрода, что делает сварочную дугу стабильной при горении, а это, в свою очередь, способствует получению более качественного и однородного шва. Электрод покрывается путем прессования или погружения в расплавленный материал.
Достоинства и недостатки плавящихся электродов
Плавящиеся электроды обладают следующими преимуществами:
Конечно, у этих электродов есть и определенные недостатки, к которым можно отнести:
- Излучение большой электрической дуги.
- Ограничения по текущим параметрам.
- Значительные брызги металла.
При работе следует учитывать эти недостатки. Производители электродов стремятся улучшать свою продукцию, чтобы минимизировать влияние этих негативных факторов.
Производители электродов стремятся улучшать свою продукцию, чтобы минимизировать влияние этих негативных факторов.
Расшифровка буквенной маркировки электродов
По ГОСТ 9466-75 на накладных электродах есть ряд букв, обозначающих их параметры. Первый показывает цель — для каких групп сталей можно использовать электрод.
Электроды, предназначенные для сварки низколегированных и углеродистых сталей, обозначаются буквой U, легированных — L, высоколегированных — B. Также при выборе электрода важна прочность стали на разрыв. Указывается в кгс / мм².
Толщина крышки электрода также обозначается буквами. Тонкий слой покрытия обозначается буквой M, средний — C, еще более толстый — D и G.
Тип покрытия обозначается следующим образом:
- А — кислый.
- Б — базовый.
- С — целлюлоза.
- П — рутил.
- П — прочие.
Покрытие можно маркировать сразу двумя буквами.
Особенности сварки стыков труб и трубопроводов
Диаметр — важный параметр электродов. Электроды для сварки стыков труб подбираются в зависимости от толщины стенки самой трубы.
Электроды для сварки стыков труб подбираются в зависимости от толщины стенки самой трубы.
Соответственно, чем толще труба должна быть сварена, тем больше требуется диаметр электрода.
Для получения хорошего шва поверхность свариваемой трубы необходимо тщательно очистить от ржавчины, грязи или почвы. Наличие вмятин или других деформаций может значительно усложнить сварочные работы или сделать их совершенно невозможными.
Стыковая сварка должна выполняться непрерывно, без простоев и перерывов.Чтобы шов был прочным, сварку нужно проводить не менее чем в два слоя. Следующий слой можно наносить только после того, как предыдущий будет очищен и полностью подготовлен.
Проанализировав весь представленный материал, можно прийти к выводу, какими электродами варить трубы. Только при правильном их выборе и соблюдении всех требований к техническому процессу можно с большой долей вероятности получить качественный результат от сварки.
Использование сварочного оборудования для соединения элементов требует владения определенными навыками и умениями. Для выполнения этой процедуры важно учитывать разные нюансы и параметры. Особое внимание уделяется выбору материала для каждого индивидуального случая. Именно электроды влияют на режим сварки, размер шва и его свойства. Тем не менее, они имеют самое важное влияние на прочность сустава.
Для выполнения этой процедуры важно учитывать разные нюансы и параметры. Особое внимание уделяется выбору материала для каждого индивидуального случая. Именно электроды влияют на режим сварки, размер шва и его свойства. Тем не менее, они имеют самое важное влияние на прочность сустава.
При выполнении любого соединения следует учитывать характеристики материала, так как каждый тип электрода для сварки труб имеет индивидуальные характеристики.Это означает, что каждое конкретное соединение выполняется с помощью определенных электродов. Это означает, что вам необходимо изучить все разновидности, чтобы определить их соответствие определенному процессу.
Параметры сварки трубчатыми электродами
Основное преимущество рутиловых электродов для сварки трубопроводов — удаление шлаков при узкой стыковке элементов.
- Рутиловое покрытие образует шов с привлекательным внешним видом, хорошо удаляет шлаки и быстро воспламеняется при повторном использовании.Применение — создание угловых стыков и прихваток.
- Базовое покрытие Рутил + позволяет получить корневые швы. В основном они используются на трубопроводах с элементами среднего и малого диаметра.
- Электроды с рутилово-целлюлозным покрытием считаются универсальным решением для сварки элементов с толстым покрытием.
- Целлюлозное покрытие позволяет выполнять кольцевые швы при соединении труб с большим показателем диаметра. Это лучшие электроды для сварки труб.
- Основные электроды используются для любого стыка, независимо от положения стыка. Также выполняют сварку неподвижных стыков труб, что очень удобно. Хотя сварной шов менее привлекателен, риск появления трещин в сварном шве снижается. Наибольший эффект от использования таких электродов можно получить при соединении элементов с толстыми стенками и плохой свариваемостью. Также эффективно использовать основные электроды при соединении прочной стали.

Свойства материала
Металл сварного шва должен иметь такую же вязкость и прочность, что и основной металл. Поэтому необходимо изучить марку электродов для сварки труб, которая должна соответствовать стандарту DIN EN 499. Этот документ регулирует предел прочности на разрыв, предел текучести и ударную вязкость металла сварного шва.
Поэтому необходимо изучить марку электродов для сварки труб, которая должна соответствовать стандарту DIN EN 499. Этот документ регулирует предел прочности на разрыв, предел текучести и ударную вязкость металла сварного шва.
Например, электроды с обозначением E 46 3 B 4 2 H5 имеют следующие параметры:
- Буквой Е обозначены электроды, предназначенные для ручной сварки. Вы можете использовать эти электроды для сварки водопроводных труб.
- Далее идет предел текучести, минимальным пределом считается 460 Н / мм 2.
- Следующее обозначение — температура, способствующая развитию трещины, -30 0 С.
- Б — обозначает тип покрытия, в данном случае — основное.
- Следующая цифра — приложенный ток. 4 — сварка постоянным током.
- Далее идет обозначение направления шва. 2 — любой, кроме вертикального.
- Последнее обозначение — это количество водорода, которое может содержать металл шва. H5 означает 5 мл / 100 г.

Диаметр сечения
Диаметр электродов для трубопроводов имеет большое значение.Это значение влияет на расход присадочного материала и свойства сварных швов.
Номинальный диаметр — это толщина стержня без покрытия. Толщина покрытия у каждого типа электродов разная, она регламентируется ГОСТ 9466-75.
Покрытие можно определить по отношению общего диаметра электрода к диаметру стержня:
- Покрытие считается тонким, если соотношение равно или меньше 1,2.
- Среднее покрытие определяется как равное или меньшее 1.45.
- При соотношении диаметров 1,8 — толщина покрытия.
- Если соотношение диаметров больше 1,8. Это покрытие будет очень толстым.
Стоит отметить, что импортная продукция также должна соответствовать этим правилам. Однако отметить, что их диаметр соответствует российским стандартам, редко можно.
Расчетная мощность электродов
В зависимости от диаметра определяются основные возможности электродов:
- При работе электродами диаметром 8-12 мм сила тока не должна превышать 450 А, толщина свариваемого материала может быть более 8 мм. Длина таких электродов 35-45 см. Основное применение — промышленное оборудование с высокой производительностью.
- Электроды диаметром 6 мм позволяют работать с любыми видами стали при силе тока 230-370 А, толщина свариваемого материала от 4 до 15 мм. Используется в профессиональных целях.
- Для сварки изделий из легированной и низкоуглеродистой стали подходят электроды диаметром от 1,5 до 3 мм. В этом случае соединяемые материалы могут иметь толщину в пределах 1-5 мм.Используя материал диаметром 2-5 мм, можно решить вопрос, с какими электродами лучше варить трубы отопления.
 Длина таких электродов 35-45 см. Основное применение — промышленное оборудование с высокой производительностью.
Длина таких электродов 35-45 см. Основное применение — промышленное оборудование с высокой производительностью.
Следует отметить, что для каждого типа электродов определяется своя сила тока.
Перед началом работ стоит определиться, какими электродами варить трубы. Правильный выбор материала для сварки позволяет сделать качественный и прочный шов.
При соединении труб чаще всего применяется сварка.Сегодня в продаже можно найти большой выбор сварочных аппаратов, как бытовых, так и промышленных, поэтому многие домовладельцы берутся за сварку самостоятельно.
При этом у новичков естественно возникают вопросы: как правильно — правильно сварить трубы, как подобрать электроды, как подготовить поверхности к сварке и проверить качество швов. Попробуем разобраться в этих проблемах.
Сегодня в строительстве используется множество различных методов сварки.
Итак, по способу соединения металла сварка делится на:
- Thermal , который включает в себя все методы сварки плавлением.
- Термомеханический , который включает стыковую контактную сварку, а также процесс сварки с использованием дуги с магнитным управлением.
- Механический , включающий методы сварки трением и взрывом.
На предприятиях и при строительстве трубопроводов в большинстве случаев применяются автоматические и полуавтоматические способы сварки. В частном строительстве широко применяется метод ручной дуговой сварки.
Подготовительные работы
Перед тем, как приступить к сварным соединениям, необходимо подготовить поверхности труб и выбрать подходящие материалы для работы.
Выбор электрода
При ручной дуговой сварке в качестве расходных материалов используются электроды. Этот материал выпускается в огромном ассортименте, поэтому вопрос, какими электродами варить трубы, крайне актуален.
Все разнообразие выпускаемых электродов можно разделить на две группы:
- Расходуемые базовые электроды;
- Нерасходуемые электроды.
Эта классификация проводится путем оценки материала, из которого изготовлен сердечник электродов.Итак, плавящиеся электроды изготавливаются из сварочной проволоки разной толщины и состава. Сердцевина неплавких электродов изготавливается из вольфрама, графита или электроуглерода.
Кроме того, классификация электродов проводится путем оценки их покрытия.
Каждый тип покрытия предназначен для решения конкретных задач, поэтому при выборе крайне важно учитывать это обстоятельство.
- Электроды с целлюлозным покрытием (класс C) используются для выполнения круговых и вертикальных соединений на трубах большого диаметра.
- Электроды, покрытые рутиловой кислотой (марка RA) Отличаются особой структурой шлака, образующегося при сварке, который легко удаляется в конце работы.
- Электроды с рутиловым покрытием (марки R, RR) отличаются легкостью повторного зажигания, хорошей ударопрочностью шлака и позволяют создавать швы с товарной внешней поверхностью. Их используют для установки прихваток, а также для создания угловых швов и сварки наружных слоев швов, которые должны иметь красивый вид.
- Электроды с рутилцеллюлозным покрытием (RC Grade) рекомендуются для выполнения швов в любом направлении, в том числе в самом сложном случае — при формировании вертикального шва сверху вниз.
- Электроды с основным покрытием (марка B) позволяют создавать швы с превосходными характеристиками ударной вязкости и минимальной вероятностью растрескивания.
Эти электроды рекомендуются для сварки труб с большой толщиной стенки, а также в случаях, когда необходимо поддерживать высокую ударную вязкость шва, например, для создания трубопроводов, которые будут эксплуатироваться при низких температурах.

Подготовка поверхности трубы
Перед сваркой труб необходимо подготовить их края, то есть поверхности, которые будут задействованы в процессе сварки.
- Трубы необходимо проверить на соответствие требованиям, заложенным в проекте трубопровода. Основные условия: соответствие размеров, наличие сертификата, отсутствие деформации (эллиптичности), отсутствие разницы в толщине трубы, соответствие химического состава металла труб и их механических свойств требованиям ГОСТ.
- При подготовке стыков их очищают от грязи, масла и следов ржавчины, проверяют перпендикулярность плоскости конца оси трубы, измеряют угол раскрытия кромки и величину затупления.
Угол раскрытия кромок для создания хорошего шва должен составлять 60-70 градусов. Затупление обычно составляет 2-2,5 мм.
- Если форма фаски кромок труб не совпадает, они обрабатываются с помощью инструментов для снятия фаски, торцевых станков или шлифовальных станков.
Для подготовки труб большого диаметра используются фрезерные станки или методы термической подготовки, например, газокислотная или воздушно-плазменная резка.

Сварка
Рассмотрим, как правильно варить трубы.
Установка прихваток
- Прихватки являются неотъемлемой частью шва и выполняются с использованием электродов того же типа, что и при основной сварке.
- При сварке диаметром до 300 мм делают четыре прихватки, равномерно располагая их по окружности.Каждая закрепка должна быть высотой 3-4 мм и длиной 50 мм.
- При сварке труб большего диаметра прихватки ставятся через каждые 250-300 мм.
При сборке трубопроводов необходимо стремиться к тому, чтобы максимальное количество стыков выполнялось в поворотном положении. Трубы с толщиной стенки до 12 мм соединяют сваркой в три слоя. Рассмотрим, как правильно приготовить трубку в поворотном положении.
Ротационная сварка
Первый наплавленный слой делается высотой 3-4 мм, для этого используются электроды диаметром от 2 до 4 мм. Второй слой создается с помощью электродов большего диаметра.
Второй слой создается с помощью электродов большего диаметра.
Работают так:
- Сустав разделен на четыре сектора.
- Сначала приваривают первый и второй секторы, расположенные в верхней полусфере трубы.
- Затем трубу переворачивают и сваривают оставшиеся два сектора.
- Затем трубу снова переворачивают и на первых двух секторах делают второй слой шва.
- Работа завершается выполнением второго слоя шва в третьем и четвертом секторах, предварительно перевернув трубу заново.
Третий слой шва накладывается в одном направлении по мере вращения трубы.
При сварке труб диаметром до 200 мм можно не выполнять разделение на секторы, выполняя все слои шва в одном направлении при выполнении вращения трубы.
Сварка пластиковых труб
В частном строительстве металлические трубы сегодня используются редко, предпочитая работать с пластиком.
Поэтому вопрос, как сварить пластиковые трубы, интересует многих домашних мастеров.
- Для использования специальных аппаратов для стыковой сварки.
При проектировании трубопровода из полипропиленовых труб следует учитывать, что при нагревании такие трубы могут несколько растягиваться.
- Нагревательные форсунки закреплены в устройстве.
Требуется температура 250-270 градусов.
- Далее замеряются и отрезаются участки трубы заданного проектом размера. Края деталей рекомендуется заточить под небольшим углом.
- Маркер на трубе отмечает длину соединения с фитингом, чтобы конец трубы не упирался в него.
- Свариваемые поверхности труб необходимо обезжирить.
- Фитинг нагревается немного дольше трубы, поэтому его обрабатывают в первую очередь. Затем на нагретую насадку надевается труба.
После прогрева (время зависит от характеристик используемого устройства) детали снимаются с насадки и фиксируются плавным движением без поворота. Шов следует закрепить, пока он не остынет.
 Шов следует закрепить, пока он не остынет.
Шов следует закрепить, пока он не остынет.Таким образом, можно получить надежные соединения с помощью пластиковых труб — как приготовить такие детали описано выше, однако при выполнении работ следует учитывать следующее:
- Чтобы получить действительно надежный трубопровод, нужно тщательно продумать выбор сырья, а именно приобрести качественные трубы и фасонные части.
- Нельзя забывать о необходимости механической обработки стыковочных кромок, так как иначе получить качественное соединение невозможно.После резки конец трубы необходимо очистить с помощью малярки, бритвы или напильника с небольшой насечкой.
выводы
Выполнение стыков труб при строительстве трубопроводов — ответственное дело, от качества которого зависит надежность возводимых сетей. Поэтому независимо от материала используемых труб сварку необходимо проводить в строгом соответствии с требованиями СНиП.
Идеальный электрод сравнения
Введение
Это руководство по применению предполагает, что вы имеете базовое представление о работе потенциостата. Если вы не слишком разбираетесь в электрохимических приборах, пожалуйста, прочтите «Основы работы с потенциостатом», прежде чем продолжить. Опытные пользователи потенциостата могут пропустить праймер и продолжить чтение.
Если вы не слишком разбираетесь в электрохимических приборах, пожалуйста, прочтите «Основы работы с потенциостатом», прежде чем продолжить. Опытные пользователи потенциостата могут пропустить праймер и продолжить чтение.
Естественно, что электрохимики сосредотачиваются на рабочем электроде. В конце концов, они изучают реакции на рабочем электроде. Однако электрод сравнения не следует игнорировать. Его характеристики могут сильно влиять на электрохимические измерения. В некоторых случаях явно «исправный» электрод сравнения может вызвать полный отказ системы.
Для надежной работы электрода сравнения вам следует назначить «Lab Master» и относиться к нему очень и очень осторожно, чтобы он мог служить стандартом для других ваших электродов сравнения. Никогда не используйте Lab Master в реальных экспериментах. Единственная цель Lab Master — служить для проверки других электродов сравнения. Если есть подозрение, что электрод сравнения неисправен, вы можете проверить потенциал по сравнению с Lab Master. Вы можете сделать это с помощью вольтметра или потенциостата Gamry путем работы и потенциала разомкнутой цепи.Если разность потенциалов меньше 2–3 мВ, ничего страшного. Если оно выше 5 мВ, его необходимо обновить или выбросить.
Вы можете сделать это с помощью вольтметра или потенциостата Gamry путем работы и потенциала разомкнутой цепи.Если разность потенциалов меньше 2–3 мВ, ничего страшного. Если оно выше 5 мВ, его необходимо обновить или выбросить.
Идеальный электрод сравнения
Все согласны с тем, что идеальный электрод сравнения имеет стабильный, четко определенный электрохимический потенциал. Обычные электроды сравнения (SCE, Ag / AgCl, Cu / CuSO4) соответствуют этому критерию, если они функционируют должным образом. Многие рабочие не осознают, как часто электроды сравнения выходят из строя, вызывая резкие изменения их потенциала.Многие жалобы на неисправности потенциостата оказываются неисправностями электрода сравнения.
Идеальный электрод сравнения также должен иметь нулевой импеданс. Как обсуждается ниже, импеданс электрода сравнения может сильно повлиять на работу потенциостата.
Импеданс лабораторных электродов сравнения
Импеданс стандартного лабораторного электрода сравнения обычно определяется сопротивлением его изолирующего спая. Этот переход отделяет раствор внутреннего наполнителя электрода сравнения от тестового электролита.Были использованы различные типы соединений, включая керамические фритты, необожженные фритты Vycor ™ и асбестовые нити. Медленное течение заполняющего раствора через это соединение необходимо для правильной работы электрода. Этот поток может иметь нежелательный эффект изменения состава испытательного раствора, поэтому скорость потока сохраняется до минимума.
Этот переход отделяет раствор внутреннего наполнителя электрода сравнения от тестового электролита.Были использованы различные типы соединений, включая керамические фритты, необожженные фритты Vycor ™ и асбестовые нити. Медленное течение заполняющего раствора через это соединение необходимо для правильной работы электрода. Этот поток может иметь нежелательный эффект изменения состава испытательного раствора, поэтому скорость потока сохраняется до минимума.
К сожалению, более медленные потоки требуют более ограниченного пути потока, а ограничения повышают сопротивление электролита на пути. Существует принципиальный компромисс между импедансом электрода и скоростью утечки.SCE с фриттой Vycor ™ (например, Gamry Instruments ‘P / N 930-03) обычно будет иметь импеданс около 1 кОм. Керамические переходы могут иметь более низкий импеданс, чем это, в то время как стыки с асбестовой резьбой имеют гораздо более высокий импеданс. Мы подготовили примечание по применению, в котором описывается проверка импеданса вашего электрода сравнения.
Переходы электродов сравнения могут засоряться, часто не вызывая значительного сдвига потенциала постоянного тока. Адсорбция органических материалов или осаждение нерастворимых солей в стыке могут вызвать засорение.Сопротивление забитого перехода может превышать 1 МОм.
Электрод сравнения с двойным спаем используется для минимизации загрязнения заполняющего раствора тестового электролита. Двойной переход часто требуется, когда загрязнение хлорид-ионами вызывает беспокойство. Электроды сравнения часто заполняются насыщенным раствором хорошо растворимого KCl. Даже небольшой поток через соединение может привести к значительной концентрации хлоридов в исследуемом растворе. Ссылка с двойным переходом имеет два перехода.Первый отделяет электрод сравнения от промежуточного раствора. Затем этот раствор изолируется от тестового раствора вторым переходом. Промежуточный раствор обычно не такой проводящий, как KCl в переходе электрода сравнения, поэтому импеданс двойного электрода сравнения обычно более чем в два раза больше, чем у электрода с одним переходом.
Электрохимики часто используют капилляр Луггина для контроля положения электрода сравнения относительно рабочего электрода.Капилляр Luggin заполнен электролитом и используется для позиционирования чувствительной точки электрода сравнения в желаемой точке в ячейке. Капилляр Луггина в лабораторной кювете изготавливается из стекла или пластика. Luggin удерживает электрод сравнения, как показано на рисунке 1. Кончик капилляра Luggin рядом с рабочим электродом открыт для тестового раствора. Электрод сравнения определяет потенциал раствора на этом открытом наконечнике.
Рис. 1. Капилляр Луггина.
Обратите внимание, что наконечник Luggin значительно меньше самого электрода сравнения.Капилляр Luggin позволяет измерять потенциал раствора вблизи рабочего электрода без отрицательных эффектов, которые возникают при размещении большого электрода сравнения рядом с рабочим электродом. Сопротивление этого электролита увеличивает импеданс электрода сравнения. Более короткие капилляры Luggin большего диаметра имеют меньший импеданс, чем узкие и более длинные капилляры.
Более короткие капилляры Luggin большего диаметра имеют меньший импеданс, чем узкие и более длинные капилляры.
Химики-коррозионисты часто используют псевдоэлектрод сравнения при электрохимических испытаниях на коррозию. Псевдореферент — это второй кусок материала рабочего электрода, погруженный в тот же раствор.Если и рабочий электрод, и псевдореферент подвергаются одинаковой коррозии, они должны иметь одинаковые потенциалы. В большинстве случаев импеданс псевдоэлектрода сравнения меньше, чем у стандартных электродов сравнения.
Пузырьки и сопротивление электрода сравнения
Электрод сравнения с пузырьком газа, прерывающим путь электролита, имеет очень высокий импеданс. Пузырь может быть получен путем электролиза, из деаэрирующего газа, дегазации нагретого электролита или из захваченного воздуха.Вы всегда должны проверять, что ваша электрохимическая установка имеет непрерывный путь электролита от рабочего электрода до чувствительного элемента внутри электрода сравнения.
Будьте особенно осторожны, если ваш электрод сравнения имеет плоскую изоляционную фритту. Если эта плоская поверхность внутри ячейки расположена горизонтально, она может легко захватить газовый пузырь. Угол в 45 градусов на этой поверхности позволяет естественной конвекции удалять любые пузыри, которые пытаются прилипнуть к этой поверхности.
Капилляры Luggin также известны проблемами с захватом пузырьков.
Импеданс электрода сравнения и ошибки постоянного тока
Электроды сравнения с высоким импедансом могут вызывать ошибки постоянного тока. На постоянном токе входной ток электрометра большинства современных потенциостатов составляет менее 50 пА. Закон Ома говорит вам, что электрод сравнения с сопротивлением 20 кОм вызывает ошибку измерения постоянного напряжения менее одного микровольта. Потенциалы электрода сравнения обычно воспроизводятся только с точностью до одного милливольта, поэтому ошибка в один микровольт несущественна. Импеданс электрода сравнения должен стать достаточно высоким, прежде чем ошибки по постоянному току станут значительными.
Импеданс электрода сравнения и погрешности переменного тока
Ситуация для сигналов переменного тока совершенно иная. Типичный эталонный вход имеет емкость 5 пФ. Электрод сравнения 20 кОм, подключенный к этому входу, образует RC-фильтр нижних частот, рис. 2, где низкочастотные сигналы, поступающие на фильтр, передаются на выход без изменений. Более высокие частоты отфильтровываются. Эта установка формирует RC-фильтр нижних частот с постоянной времени 100 нс. Этот фильтр будет сильно ослаблять синусоидальные волны с частотами больше 1.5 МГц. Это также вызовет фазовый сдвиг, близкий к 4 ° при 100 кГц.
Рисунок 2 . RC фильтр низких частот.
Эффект усиливается по мере увеличения импеданса электрода сравнения. Mansfeld, Lin, Chen и Shih (1) показали, что данные фазы EIS могут быть сильно искажены из-за этого эффекта. Они рекомендуют использовать электрод сравнения в сочетании с платиновым проводом с емкостной связью, чтобы свести к минимуму эти ошибки. См. Ниже более подробное обсуждение этой комбинации.
См. Ниже более подробное обсуждение этой комбинации.
Емкостные элементы и стабильность потенциостата
Прочтите полное примечание по применению электродов сравнения.У вас также будет возможность скачать эту заметку в формате PDF.
Электроды сравнения влияют на электрохимические измерения
Введение
Это руководство по применению предполагает, что вы имеете базовое представление о работе потенциостата. Если вы не слишком разбираетесь в электрохимических приборах, пожалуйста, прочтите «Основы потенциостата» Gamry, прежде чем продолжить. Опытные пользователи потенциостата могут пропустить праймер и продолжить чтение.
Естественно, что электрохимики сосредотачиваются на рабочем электроде. В конце концов, они изучают реакции на рабочем электроде. Однако электрод сравнения не следует игнорировать. Его характеристики могут сильно влиять на электрохимические измерения. В некоторых случаях явно «хороший» электрод сравнения может вызвать полный отказ системы.
Для надежной работы электрода сравнения вам следует назначить «Lab Master» и обращаться с ним очень и очень осторожно, чтобы он мог служить стандартом для других электродов сравнения.Никогда не используйте Lab Master в реальных экспериментах. Единственная цель Lab Master — служить для проверки других электродов сравнения. Если есть подозрение, что электрод сравнения неисправен, вы можете проверить потенциал по сравнению с Lab Master. Вы можете сделать это с помощью вольтметра или потенциостата Gamry путем работы и потенциала разомкнутой цепи. Если разность потенциалов меньше 2-3 мВ, ничего страшного. Если оно выше 5 мВ, его необходимо обновить или выбросить.
Идеальный электрод сравнения
Все согласны с тем, что идеальный электрод сравнения имеет стабильный, четко определенный электрохимический потенциал.Обычные электроды сравнения (SCE, Ag / AgCl, Cu / CuSO 4 ) соответствуют этому критерию, если они функционируют должным образом. Многие рабочие не осознают, как часто электроды сравнения выходят из строя, вызывая резкие изменения их потенциала. Многие жалобы на неисправности потенциостата оказываются неисправностями электрода сравнения.
Многие жалобы на неисправности потенциостата оказываются неисправностями электрода сравнения.
Идеальный электрод сравнения также должен иметь нулевой импеданс. Как обсуждается ниже, импеданс электрода сравнения может сильно повлиять на работу потенциостата.
Импеданс лабораторных электродов сравнения
Импеданс стандартного лабораторного электрода сравнения обычно определяется сопротивлением его изоляционного перехода. Этот переход отделяет раствор внутреннего наполнителя электрода сравнения от тестового электролита. Были использованы различные типы соединений, включая керамические фритты, необожженные стеклянные фритты. и асбестовые нити. Медленное течение заполняющего раствора через это соединение необходимо для правильной работы электрода.Этот поток может иметь нежелательный эффект изменения состава испытательного раствора, поэтому скорость потока сохраняется до минимума.
К сожалению, более медленные потоки требуют более ограниченного пути потока, а ограничения повышают сопротивление электролита на пути. Существует принципиальный компромисс между импедансом электрода и скоростью утечки. SCE с пористой стеклянной фриттой (например, Gamry Instruments ‘P / N 930-03) обычно будет иметь импеданс около 1 кОм. Керамические переходы могут иметь более низкий импеданс, чем это, в то время как стыки с асбестовой резьбой имеют гораздо более высокий импеданс.Мы подготовили примечание по применению, в котором описывается проверка импеданса вашего электрода сравнения.
Существует принципиальный компромисс между импедансом электрода и скоростью утечки. SCE с пористой стеклянной фриттой (например, Gamry Instruments ‘P / N 930-03) обычно будет иметь импеданс около 1 кОм. Керамические переходы могут иметь более низкий импеданс, чем это, в то время как стыки с асбестовой резьбой имеют гораздо более высокий импеданс.Мы подготовили примечание по применению, в котором описывается проверка импеданса вашего электрода сравнения.
Переходы электродов сравнения могут засориться, часто не вызывая значительного сдвига потенциала постоянного тока. Адсорбция органических материалов или осаждение нерастворимых солей в стыке могут вызвать засорение. Сопротивление забитого перехода может превышать 1 МОм.
Двойной электрод сравнения используется для сведения к минимуму загрязнения заполняющего раствора тестового электролита.Двойной переход часто требуется, когда загрязнение хлорид-ионами вызывает беспокойство. Электроды сравнения часто заполняются насыщенным раствором хорошо растворимого KCl. Даже небольшой поток через соединение может привести к значительной концентрации хлоридов в исследуемом растворе. Ссылка с двойным переходом имеет два перехода. Первый отделяет электрод сравнения от промежуточного раствора. Затем этот раствор изолируется от тестового раствора вторым переходом. Промежуточный раствор обычно не такой проводящий, как KCl в переходе электрода сравнения, поэтому импеданс двойного электрода сравнения обычно более чем в два раза больше, чем у электрода с одним переходом.
Даже небольшой поток через соединение может привести к значительной концентрации хлоридов в исследуемом растворе. Ссылка с двойным переходом имеет два перехода. Первый отделяет электрод сравнения от промежуточного раствора. Затем этот раствор изолируется от тестового раствора вторым переходом. Промежуточный раствор обычно не такой проводящий, как KCl в переходе электрода сравнения, поэтому импеданс двойного электрода сравнения обычно более чем в два раза больше, чем у электрода с одним переходом.
Электрохимики часто используют капилляр Лаггина для управления размещением электрода сравнения относительно рабочего электрода. Капилляр Luggin заполнен электролитом и используется для позиционирования чувствительной точки электрода сравнения в желаемой точке в ячейке. Капилляр Луггина в лабораторной кювете изготавливается из стекла или пластика. Luggin удерживает электрод сравнения, как показано на рисунке 1. Кончик капилляра Luggin рядом с рабочим электродом открыт для тестового раствора. Электрод сравнения определяет потенциал раствора на этом открытом наконечнике.
Электрод сравнения определяет потенциал раствора на этом открытом наконечнике.
Рис. 1. Капилляр Луггина.
Обратите внимание, что наконечник Luggin значительно меньше самого электрода сравнения. Капилляр Luggin позволяет измерять потенциал раствора вблизи рабочего электрода без отрицательных эффектов, которые возникают при размещении большого электрода сравнения рядом с рабочим электродом. Сопротивление этого электролита увеличивает импеданс электрода сравнения.Более короткие капилляры Luggin большего диаметра имеют меньший импеданс, чем узкие и более длинные капилляры.
Химики-коррозионисты часто используют псевдоэлектрод сравнения при электрохимических испытаниях на коррозию. Псевдореферент — это второй кусок материала рабочего электрода, погруженный в тот же раствор. Если и рабочий электрод, и псевдореферент подвергаются одинаковой коррозии, они должны иметь одинаковые потенциалы. В большинстве случаев импеданс псевдоэлектрода сравнения меньше, чем у стандартных электродов сравнения.
Пузырьки и сопротивление электрода сравнения
Электрод сравнения с пузырьком газа, прерывающим путь электролита, имеет очень высокий импеданс. Пузырь может быть получен путем электролиза, из деаэрирующего газа, дегазации нагретого электролита или из захваченного воздуха. Вы всегда должны проверять, что ваша электрохимическая установка имеет непрерывный путь электролита от рабочего электрода до чувствительного элемента внутри электрода сравнения.
Будьте особенно осторожны, если у электрода сравнения есть плоская изоляционная фритта.Если эта плоская поверхность внутри ячейки расположена горизонтально, она может легко захватить пузырьки газа. Угол в 45 градусов на этой поверхности позволяет естественной конвекции удалять любые пузыри, которые пытаются прилипнуть к этой поверхности.
Капилляры Luggin также известны проблемами с захватом пузырьков.
Импеданс электрода сравнения и ошибки постоянного тока
Электроды сравнения с высоким сопротивлением могут вызвать ошибки постоянного тока. На постоянном токе входной ток электрометра большинства современных потенциостатов составляет менее 50 пА.Закон Ома говорит вам, что электрод сравнения с сопротивлением 20 кОм вызывает ошибку измерения постоянного напряжения менее одного микровольта. Потенциалы электрода сравнения обычно воспроизводятся только с точностью до одного милливольта, поэтому ошибка в один микровольт несущественна. Импеданс электрода сравнения должен стать достаточно высоким, прежде чем ошибки по постоянному току станут значительными.
На постоянном токе входной ток электрометра большинства современных потенциостатов составляет менее 50 пА.Закон Ома говорит вам, что электрод сравнения с сопротивлением 20 кОм вызывает ошибку измерения постоянного напряжения менее одного микровольта. Потенциалы электрода сравнения обычно воспроизводятся только с точностью до одного милливольта, поэтому ошибка в один микровольт несущественна. Импеданс электрода сравнения должен стать достаточно высоким, прежде чем ошибки по постоянному току станут значительными.
Импеданс электрода сравнения и ошибки переменного тока
Ситуация для сигналов переменного тока совершенно иная. Типичный эталонный вход имеет емкость 5 пФ.Электрод сравнения 20 кОм, подключенный к этому входу, образует RC-фильтр нижних частот, рис. 2, где низкочастотные сигналы, поступающие на фильтр, передаются на выход без изменений. Более высокие частоты отфильтровываются. Эта установка формирует RC-фильтр нижних частот с постоянной времени 100 нс. Этот фильтр будет сильно ослаблять синусоидальные волны с частотами выше 1,5 МГц. Это также вызовет фазовый сдвиг, близкий к 4 ° при 100 кГц.
Это также вызовет фазовый сдвиг, близкий к 4 ° при 100 кГц.
Рис. 2. RC Фильтр низких частот.
Эффект усиливается по мере увеличения импеданса электрода сравнения. Mansfeld, Lin, Chen и Shih (1) показали, что данные фазы EIS могут быть сильно искажены из-за этого эффекта. Они рекомендуют использовать электрод сравнения в сочетании с платиновым проводом с емкостной связью, чтобы свести к минимуму эти ошибки. См. Ниже дальнейшее обсуждение этой комбинации
емкостных элементови стабильности потенциостата
Электроды сравнения с высоким импедансом также ухудшают стабильность потенциостата.
Все потенциостаты могут работать нестабильно при подключении к емкостным ячейкам. Емкостная ячейка добавляет фазовый сдвиг к уже сдвинутому по фазе сигналу обратной связи потенциостата. Дополнительный фазовый сдвиг может преобразовать усилитель мощности потенциостата в генератор мощности. Потенциостат — это специализированная сервосистема, а механизм отрицательной обратной связи регулирует выходной сигнал системы до тех пор, пока измеренная величина не станет равной желаемой настройке. Термин отрицательная обратная связь используется потому, что положительное возмущение измеряемой величины вызывает изменения в выходном сигнале системы, приводящие к отрицательной величине измеряемой величины.
Термин отрицательная обратная связь используется потому, что положительное возмущение измеряемой величины вызывает изменения в выходном сигнале системы, приводящие к отрицательной величине измеряемой величины.
Если знак обратной связи когда-либо становится положительным, отклонения измеряемой величины увеличиваются, а не минимизируются. Положительная обратная связь может вызвать повторяющиеся широкие колебания в системе, известные как колебания. Часто колебания колеблются между самыми положительными и самыми отрицательными выходными сигналами системы. В большинстве случаев среднее значение этих широких колебаний не совпадает со значением постоянного тока, которое система имела бы без этих колебаний. Сдвиги фазы в сигнале обратной связи могут вызвать изменение знака обратной связи.Фаза отрицательной обратной связи, сдвинутая на 180 °, становится положительной обратной связью. К сожалению, почти все электрохимические элементы емкостные при высокой частоте.
Колебания потенциостата — это явление переменного тока. Однако это может повлиять на измерения как переменного, так и постоянного тока. Колебания часто вызывают чрезмерный шум или резкие сдвиги постоянного тока, наблюдаемые на графическом выходе системы. Потенциостат часто работает стабильно в менее чувствительных диапазонах тока и нестабильно в более чувствительных диапазонах тока. Этот эффект вызван фазовыми сдвигами напряжения ячейки, вызванными схемой измерения тока.Эти сдвиги фазы увеличиваются по мере увеличения чувствительности по току.
Однако это может повлиять на измерения как переменного, так и постоянного тока. Колебания часто вызывают чрезмерный шум или резкие сдвиги постоянного тока, наблюдаемые на графическом выходе системы. Потенциостат часто работает стабильно в менее чувствительных диапазонах тока и нестабильно в более чувствительных диапазонах тока. Этот эффект вызван фазовыми сдвигами напряжения ячейки, вызванными схемой измерения тока.Эти сдвиги фазы увеличиваются по мере увеличения чувствительности по току.
Референс 600+ была испытана на стабильность с конденсаторами клеток в диапазоне от 10 пФ и 0,1 F. Во всех, кроме ее самой быстрой настройки скорости управления усилителя, она стабильна на любом конденсаторе в этом диапазоне до тех пор, как сопротивление в качестве ссылки -электродный вывод не превышает 20 кОм. Если импеданс электрода сравнения превышает 20 кОм, Reference 600+ может колебаться. RC-фильтр, образованный опорные электродного импеданс и входная емкость фильтры эталонного терминала обратной связи, выполненных высокочастотной необходимой для потенциостата стабильности.
Более длинные кабели клеток усугубит проблему за счет увеличения эффективной входной емкости эталонного терминала.
Большинство сигналов, применяемых к ячейке, представляют собой цифровые аппроксимации линейных сигналов. В этой форме волны есть шаги. Даже когда система стабильна (не колеблется), она может показывать звон всякий раз, когда к ячейке прикладывается скачок напряжения. Хотя этот звонок не является проблемой при медленных измерениях постоянного тока, он может мешать более быстрым измерениям. Действия, предпринятые для устранения колебаний потенциостата, также помогают минимизировать звон.
Повышение стабильности потенциостата
Существует ряд вещей, которые вы можете сделать, чтобы улучшить нестабильную или незначительно стабильную систему потенциостат / элемент / электрод сравнения. Этот список не в каком-то определенном порядке. Любой или все эти шаги могут помочь.
Понизьте импеданс электрода сравнения
Убедитесь, что соединение электрода сравнения не засорено. Избегайте использования электродов сравнения из асбестового волокна и электродов с двойным переходом. Избегайте капилляров Луггина малого диаметра.Если у вас есть капилляр Luggin, убедитесь, что содержимое капилляров является как можно более проводящим.
Избегайте использования электродов сравнения из асбестового волокна и электродов с двойным переходом. Избегайте капилляров Луггина малого диаметра.Если у вас есть капилляр Luggin, убедитесь, что содержимое капилляров является как можно более проводящим.
Замедление управляющего усилителя потенциостата
Gamry Instruments ’Reference 600+ имеет пять настроек скорости управляющего усилителя, которые можно выбрать в программном обеспечении. Более медленные настройки обычно более стабильны. Простые изменения программного обеспечения позволяют пользователю управлять этими настройками. Эти изменения описаны в примечании к приложению «Изменение настроек скорости потенциостата».
Увеличьте настройку стабильности I / E потенциостата
Gamry Reference 600+ включает три конденсатора, которые можно подключать параллельно с резисторами преобразователя I / E.Эти конденсаторы подключены к реле, которые управляются программным обеспечением. Коммутация этих конденсаторов улучшает стабильность системы за счет минимизации фазовых сдвигов, вызванных схемой измерения тока.
Добавьте элемент сравнения с емкостной связью с низким импедансом параллельно с существующим электродом сравнения
Этим быстрым комбинированным электродом сравнения является платиновый провод и SCE с изолированным переходом. См. Рис. 3. Конденсатор обеспечивает поступление постоянного напряжения от SCE и переменного напряжения от платинового провода.Емкость конденсатора обычно определяется методом проб и ошибок.
Рис. 3. Комбинированный электрод сравнения .
Обеспечить высокую частоту шунт вокруг ячейки
Небольшого конденсатора между счетчиком и опорными клетками приводят позволяет обратную связь высокой частоты для обхода ячейки. См. Рис. 4. Обычно емкость конденсатора определяется методом проб и ошибок. Одна нанофарада — хорошая отправная точка.
В некотором смысле это еще одна разновидность электрода сравнения с низким сопротивлением, связанного по переменному току.Противоэлектрод представляет собой электрод с низким импедансом, что устраняет необходимость в дополнительном электроде в растворе.
Рис. 4. Высокочастотный шунт.
Добавьте сопротивление к выводу противоэлектрода
См. Рис. 5. Это изменение снижает произведение эффективного коэффициента усиления на полосу пропускания управляющего усилителя. Как показывает практика, резистор следует выбирать так, чтобы падение напряжения составляло один вольт при максимальном токе, ожидаемом во время эксперимента. Например, если вы ожидаете, что ваш максимальный ток будет около 1 мА, вы можете добавить резистор 1 кОм.
Рис. 5. Резистор добавлен для стабильности.
Ссылки
(1) F. Mansfeld, S. Lin, Y.C. Чен и Х. Ши, «Минимизация высокочастотных фазовых сдвигов при измерениях импеданса», JES 135, 906 (1988)
Расположение сетки, полосок и МЭА на кортикальной поверхности. Каждый …
Context 1
… проникающий массив микроэлектродов (NeuroPort Array, Blackrock Microsystems) был имплантирован в левую MTG с помощью пневматического вводного устройства [11]. На рис. 1 показано расположение МЭБ по отношению к сетке. МЭБ состоит из 100 микроэлектродов (длина 1,0 мм и расстояние между электродами 400 мкм), изготовленных на основе кремниевой пластины (4 × 4 мм). Данные записывались с частотой дискретизации 30 кГц. Фильтр низких частот был установлен на 0,3 Гц, а фильтр высоких частот — на 7,5 кГц. Для анализа отдельных точек доступа фильтр низких частот был установлен на 300 Гц, а фильтр высоких частот — на 7,5 кГц. Для анализа потенциала местного поля (LFP) фильтр низких частот был установлен на 0.3 Гц и фильтр высоких частот до 500 Гц. Для анализа LFP был выбран один представительный электрод (электрод 35). Анализ скорости стрельбы AP был выполнен с использованием набора инструментов Chronux matlab …
На рис. 1 показано расположение МЭБ по отношению к сетке. МЭБ состоит из 100 микроэлектродов (длина 1,0 мм и расстояние между электродами 400 мкм), изготовленных на основе кремниевой пластины (4 × 4 мм). Данные записывались с частотой дискретизации 30 кГц. Фильтр низких частот был установлен на 0,3 Гц, а фильтр высоких частот — на 7,5 кГц. Для анализа отдельных точек доступа фильтр низких частот был установлен на 300 Гц, а фильтр высоких частот — на 7,5 кГц. Для анализа потенциала местного поля (LFP) фильтр низких частот был установлен на 0.3 Гц и фильтр высоких частот до 500 Гц. Для анализа LFP был выбран один представительный электрод (электрод 35). Анализ скорости стрельбы AP был выполнен с использованием набора инструментов Chronux matlab …
Context 2
… электроды состояли из сетки электродов 8 × 8, покрывающих левую латеральную лобно-височную (LFT) области. и две субвисочные полоски 1 × 6. На рис. 1 показано расположение сетки и двух полос. Для демонстрации расположения сеток и полосок кортикальная поверхность была получена с помощью предоперационной МРТ. Электроды были зарегистрированы совместно относительно предоперационной МРТ из послеоперационной компьютерной томографии с использованием пакета CTMR …
Электроды были зарегистрированы совместно относительно предоперационной МРТ из послеоперационной компьютерной томографии с использованием пакета CTMR …
Контекст 3
… Период нерегулярных игл. В двух из четырех припадков с более длительным периодом нерегулярных всплесков (припадки 1 и 2, таблица 1) в мезо-височных контактах ST-S наблюдалось кратковременное прекращение стрельбы из AP в MTG (0,72 и 0,51 с. в припадках 1 и 2 соответственно). В двух приступах с более короткими периодами нерегулярных всплесков (приступы 3 и 4, таблица 1) прекращения стрельбы из ПП не наблюдалось в MTG.Важно отметить, что никаких сопутствующих иктальных изменений не было обнаружено в LFP, зарегистрированном в MTG или ECoG, зарегистрированном в левой лобно-височной сетке в период нерегулярного всплеска (рис. 3, ~ 5-10 с). 4.3.3.2 . Период нарастания иктал-альфа. При всех приступах, в эпохи нарастания иктальной альфа в мезиальных временных контактах ST-S, стрельба AP была отмечена сначала только в нескольких единицах, а затем постепенно увеличивалась, медленно нарастая до большинства единиц, стреляющих в межприступные эпохи (рис. .2, от ~ 6 до 13 …
.2, от ~ 6 до 13 …
Контекст 4
… Период нерегулярных выбросов. В двух из четырех припадков с более длительным периодом нерегулярных всплесков (припадки 1 и 2, таблица 1) в мезо-височных контактах ST-S наблюдалось кратковременное прекращение стрельбы из AP в MTG (0,72 и 0,51 с. в припадках 1 и 2 соответственно). В двух приступах с более короткими периодами нерегулярных всплесков (приступы 3 и 4, таблица 1) прекращения стрельбы из ПП не наблюдалось в MTG. Важно отметить, что никаких сопутствующих иктальных изменений не было обнаружено в LFP, записанном в MTG или ECoG, записанном в левой лобно-височной сетке в период нерегулярных пиков (рис.3, от ~ 5 до 10 с) 4.3.3.2. Период нарастания иктал-альфа. При всех приступах, в эпохи нарастания иктальной альфа в мезиальных временных контактах ST-S, стрельба AP была отмечена сначала только в нескольких единицах, а затем постепенно увеличивалась, медленно нарастая до большинства единиц, стреляющих в межприступные эпохи (рис.