Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва.

- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
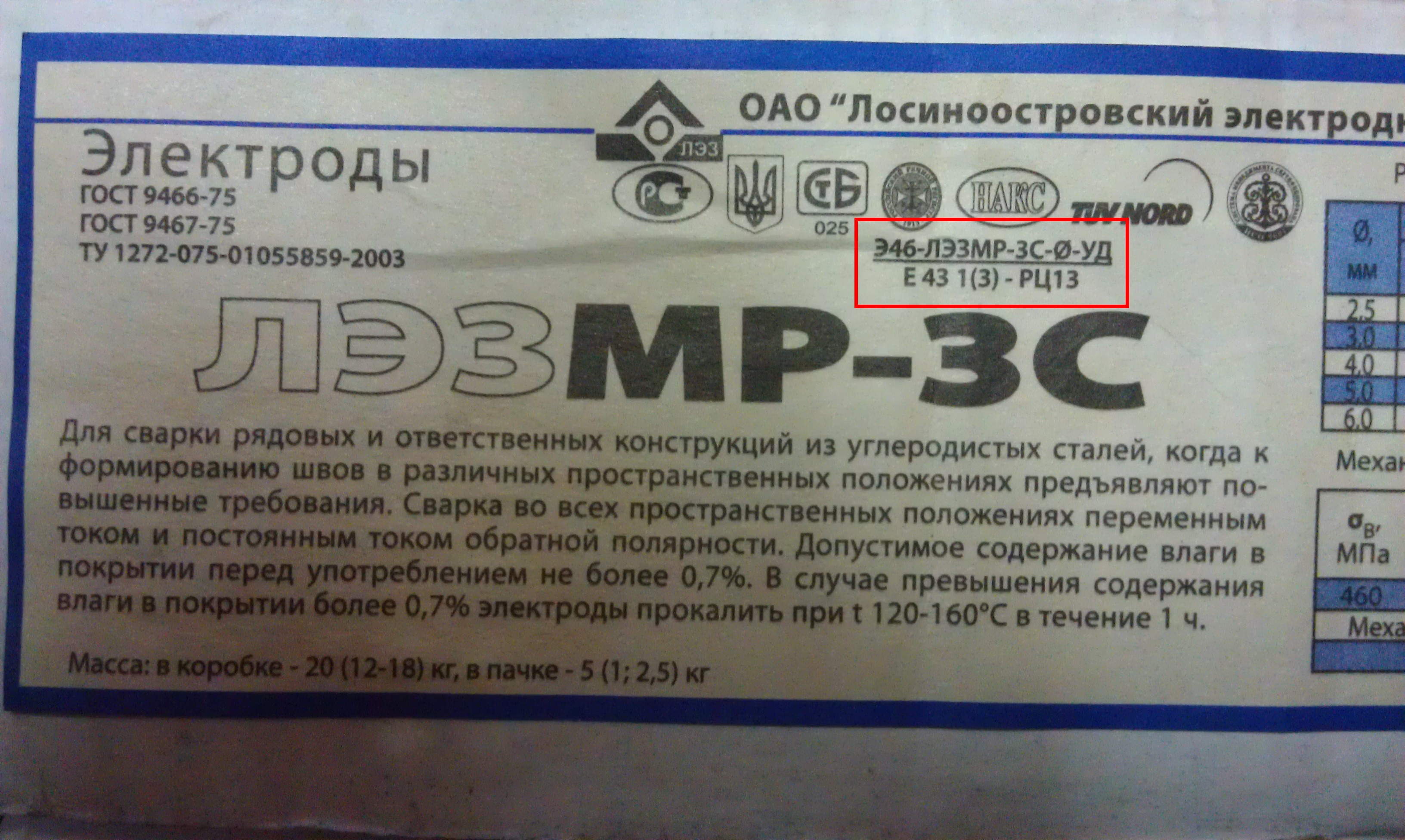
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.

Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи.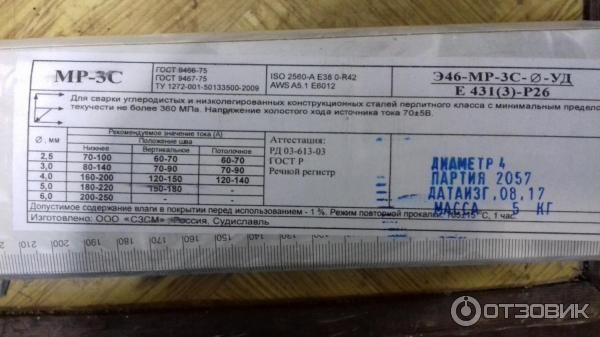 Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Выбор сварочных электродов для стали: сравнение основных марок
Зачастую человеку далекому от сварочного дела или только начинающему осваивать данную отрасль тяжело разобраться в особенностях применения различных марок сварочных электродов. Надеемся данная статья поможет разложить по полочкам информацию об основных марках электродов применяемых для сварки стальных конструкций и определиться Вам с выбором. В данной статье будут рассматриваться особенности следующих марок электродов: МР-3, MP-3C, УОНИ-13/45, УОНИ-13/55, ОЗС-4, ОЗС-12, АНО-4, АНО-21 и ОК-46
Классификация сварных электродов основывается на государственных стандартах 9466-75, 9467-75, 10051-75, и нормативных международных документах DIN 8555, EN 499. Одними из наиболее распространенных электродов в народном хозяйстве и промышленности являются: МР-3, MP-3C, УОНИ-13/45, УОНИ-13/55, ОЗС-4, ОЗС-12, АНО-4, АНО-21, ОК-46. Они используются для сваривания конструкционных низколегированных углеродистых сталей. Обеспечивают высокие показатели прочности сварного соединения. Выбор конкретного электрода зависит от метода сварки, условий эксплуатации и конкретного типа металла.
Одними из наиболее распространенных электродов в народном хозяйстве и промышленности являются: МР-3, MP-3C, УОНИ-13/45, УОНИ-13/55, ОЗС-4, ОЗС-12, АНО-4, АНО-21, ОК-46. Они используются для сваривания конструкционных низколегированных углеродистых сталей. Обеспечивают высокие показатели прочности сварного соединения. Выбор конкретного электрода зависит от метода сварки, условий эксплуатации и конкретного типа металла.
Подробная характеристика ОЗС-12 и ОЗС-4
Если в соединяемом металле содержится углерод в количестве не более 0,25%, и технология производства подразумевает создание шва повышенной прочности, то используются рутиловые стержни ОЗС-4 и ОЗС-12. Они подходят для сварки переменным током и под любым пространственным положением. Временное сопротивление достигает 450 МПа.
Особенно активно рутиловые электроды применяются при соединении профильных и листовых материалов, в сварке емкостей, строительных конструкций и трубопроводов. Процесс образования шва очень легкий, стержни взаимодействуют со сталью даже при предельно низких токах. Если их диаметр небольшой, то сварка может вестись от обычной сети, в которую подключают бытовые приборы.
Если их диаметр небольшой, то сварка может вестись от обычной сети, в которую подключают бытовые приборы.
ОЗС-4 и ОЗС-12 могут использоваться при сварке удлиненной дугой. Образуют небольшую шлаковую корочку, которую можно легко и быстро устранить. Нет склонностей к растрескиванию и к образованию глубоких инородных включений. Перед работой, стержень ОЗС-4 необходимо прокаливать при температуре 120-160 градусов Цельсия. Стержень ОЗС-12, — при температуре 150-180 градусов Цельсия.
Обрабатываемую зону необходимо предварительно прочистить от мусора и мелких наслоений. Допустимо наличие окислов на поверхности металла. Если соблюдать технологию, то шов получится ровным и красивым.
Низкая стоимость является одним из преимуществ рутиловых электродов. Они могут успешно применяться для создания тавровых соединений. Могут образовывать вогнутый мелкочешуйчатый шов.
Подробная характеристика УОНИ-13/45 и УОНИ-13/55
Когда к соединительному сварному шву предъявляются особые требования по ударной вязкости и пластичности, то для его создания используют стержни УОНИ-13/45 и УОНИ-13/55. Они эффективны при дуговой сварке в условиях пониженных температур. Работы с ними возможны за счет постоянного тока с обратной полярностью. Используют их в любых пространственных положениях.
Они эффективны при дуговой сварке в условиях пониженных температур. Работы с ними возможны за счет постоянного тока с обратной полярностью. Используют их в любых пространственных положениях.
При регулярном циклическом процессе растяжения и сжатия металл, образуются усталостные трещины. Это приводит к быстрому деформированию и слому конструкции. Электроды создают шов, который крайне устойчив к подобным знакопеременным нагрузкам. Также, он практически не содержит в своей структуре компонентов водорода, и не трескается вследствие образования кристаллических слоев.
Материал обмазки стержней УОНИ-13/45 и УОНИ-13/55, под высокими температурами, превращается в расплав, который вытесняет из зоны соединения шлаки, и препятствует формированию таких концентратов напряжения, как шлаковые язвы.
Временное сопротивление стержня УОНИ-13/45 составляет 460 МПа, стержня УОНИ-13/55, — 540 МПа. Сварка производится только по короткой дуге. Время предварительной прокалки электродов составляет 1-2 часа. Температура прокалки должна находиться в пределах от 450 до 500 градусов Цельсия.
Температура прокалки должна находиться в пределах от 450 до 500 градусов Цельсия.
Подробное описание МР-3 и MP-3C
Целлюлозно-рутиловые стержни используются для соединения низкоуглеродистых сталей, в рамках формирования ответственных и обычных конструкций. Швы можно создавать в любом пространственном положении электродов. Они получаются ровными, качественными и соответствуют повышенным требованиям нормативных документов. Их сваривание с металлом можно производить с помощью переменного тока или постоянного тока с обратной полярностью.
МР-3 и MP-3C чаще других применяются в бытовых условиях и не требуют тщательной очистки кромок соединяемых металлов. Легко варятся по мокрым, окисленным, грязным, пыльным и ржавым поверхностям. Из них делают точечные соединительные прихваты, при создании стальной конструкции. Категорически запрещено применять стержни для сварки сантехнических элементов, труб, емкостей и котлов.
Дугу можно вести в любом направлении, розжиг электродов происходит быстро, склонностей к формированию шлаковых пор и язв нет. Если в свариваемых металлах содержится большое количество углеродов, то полученный шов не перекристаллизируется. Чувствительность к отсыреванию низкая. Образовавшаяся в результате сварки, корка шлака легко устраняется после остывания.
Если в свариваемых металлах содержится большое количество углеродов, то полученный шов не перекристаллизируется. Чувствительность к отсыреванию низкая. Образовавшаяся в результате сварки, корка шлака легко устраняется после остывания.
Временное сопротивления МР-3 равняется 490 МПа, сопротивление стержня MP-3C составляет 450 МПа. Первый тип электродов нужно прокаливать при температуре 170-200 градусов Цельсия, второй – при температуре 140 градусов Цельсия. Время прокалки – 1 час. Оба свариваются с помощью удлиненной дуги и легко поддаются повторному розжигу. МР-3С отличается от МР-3 наличием ионизирующих добавок в структуре обмазки, которые упрощают процесс розжига несмотря на подключение к слабым бытовым электросетям. Также, МР-3С дают более стабильную работу дуги даже при низком напряжении тока.
Описание свойств АНО-4 и АНО-21
Это рутил-карбонатные и рутил-целлюлозные стержни, используемые для сваривания металлов толщиной от 1 до 5 мм в любом пространственном положении. Идеально подходят при соединении низкоуглеродистых изделий, находящихся по отношению друг к другу под углом, параллельно или внахлест. Используется переменный или постоянный ток с полярностью прямой и обратной.
Идеально подходят при соединении низкоуглеродистых изделий, находящихся по отношению друг к другу под углом, параллельно или внахлест. Используется переменный или постоянный ток с полярностью прямой и обратной.
Предел прочности при растяжении АНО-4 составляет 430 МПа, для АНО-21 этот показатель равен 460 МПа. Их проплавляющая способность крайне мала. Они позволяют осуществлять сварку влажных, окисленных, запыленных и грязных поверхностей. Перед использованием стержни необходимо подвергнуть обкалке при температуре 140-180 градусов Цельсия (для АНО-4) и 140-160 градусов Цельсия (для АНО-21). Длительность обкалки составляет полчаса.
Отличаются электроды быстрым первичным и повторным розжигом. Подходят для дуговой сварки средней длинны. Если производится вертикальное соединение металлических изделий методом «сверху вниз», то рутиловые электроды должны располагаться в, так называемой, биссектрисной плоскости. То есть, под углом 40-70 градусов по отношению к сварной кромке.
АНО-4 и АНО-21 не создают брызг при работе, обеспечивают великолепную отделяемость шлаковых накоплений, имеют оптимальный коэффициент наплавки, формируют качественный и красивый шов. Не образуют в корне таврового шва кристаллов и пор. Могут эксплуатироваться на повышенных сварных режимах.
Не образуют в корне таврового шва кристаллов и пор. Могут эксплуатироваться на повышенных сварных режимах.
Характеристика электродов ОК-46
Это универсальные рутилово-целлюлозные стержни, обеспечивающие высокое качество шва в процессе сварки низкоуглеродистых легированных металлов. Быстро и легко поджигаются в первый раз, и при повторном использовании. С помощью ОК-46 делают точечные прихваты стальных конструкций. Пониженное тепловложение электрода позволяет эксплуатироваться его при соединении изделий с большим зазором между собой. Активно используется для сваривания листовых изделий с гальваническим покрытием.
Режим температурной прокалки стержней ОК-46 равен 70-90 градусов Цельсия, а продолжительность прокалки составляет 60 минут. На холостом ходу напряжение находится в пределах 50В. Электроды малочувствительны к окислам, ржавчине, пыли и грязи. Ими можно пользоваться при сварке от бытовых электросетей, так как дуга горит стабильно. Предел текучести стержня ОК-46 равен 400 МПа, коэффициент наплавки составляет 95%, а предел прочности – 510 МПа.
Электроды образуют гладки и ровный шов. Все шлаки легко устраняются с поверхности соединения. Минимальный порог тока позволяет использовать их для сваривания деталей методом «сверху вниз». Часто встречаются при соединении тонколистовых изделий, труб и строительных конструкций.
Сводная таблица основных показателей электродов
| Показатель/электрод | МР-3 | МР-3С | УОНИ-13/45 | УОНИ-13/55 | ОЗС-4 | ОЗС-12 | АНО-4 | АНО-21 | ОК-46 |
|---|---|---|---|---|---|---|---|---|---|
| Коэффициент наплавки, г/А·ч | 8,5 | 8,5 | 9,5 | 9,5 | 9 | 8,5 | 8,3 | 8 | 8,5 |
| Расход на 1кг расплавленного металла, кг | 1,7 | 1,7 | 1,6 | 1,6 | 1,6 | 1,7 | 1,7 | 1,7 | 1,7 |
| Ударная вязкость, Дж/см2 | 80 | 130 | 200 | 260 | 137 | 137 | 140 | 80 | 140 |
| Относительное удлинение, % | 18 | 25 | 26 | 29 | 25 | 25 | 25 | 18 | 25 |
| Производительность наплавки, кг/ч | 1,7 | 1,4 | 1,3 | 1,4 | 1,4 | 1,2 | 1,4 | 1,4 | 1,4 |
| Предел текучести, МПа | 400 | 390 | 350 | 410 | 430 | 420 | 390 | 460 | 400 |
| Максимальный ток, А | 260 | 260 | 200 | 200 | 250 | 220 | 230 | 220 | 230 |
| Минимальный ток, А | 30 | 30 | 40 | 40 | 70 | 30 | 80 | 40 | 30 |
| Длительность прокалки, мин | 60 | 60 | 60 | 90 | 40 | 30 | 30 | 60 | 60 |
Показатель тока напрямую зависит от диаметра стержня. Основываясь на данных этой таблицы, можно подобрать электроды для конкретных сварочных задач.
Основываясь на данных этой таблицы, можно подобрать электроды для конкретных сварочных задач.
Вывод
Если необходимо выполнить сварку в бытовых условиях без повышенных требований к качеству шва и при небольшом опыте проведения сварочных работ, то для этих задач идеально подойдут электроды МР-3С, которые отличаются простотой эксплуатации, приемлемой ценой и подходят для большинства бытовых задач. Если же сварочные работы реализуются с целью образования высококачественного соединения с повышенной выдержкой к нагрузкам или выполняются профессионалами, то стоит рассмотреть другие электроды, с характеристиками специфичными для конкретной ситуации.
Сварочные электроды МР-3 АРС
Дополнительные скидки и условия продажи уточняйте у менеджера
Обратите внимание цена указана за 1кг!
Вид покрытия – рутиловое
AWS A 5. 1:E 6013 1:E 6013 | ISO 2560-А-E 38 0 R 12 | ГОСТ 9466 | Э 46 –МР-3 АРС- Ø — УД Е 432 (3) Р21 |
ТУ У 28.7-34142621-007:2012-09-14
Назначение
Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – «КП», «ПС», «СП» и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Условия применения
Коэффициент наплавки – 8,0-9,0г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,7 кг.
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,5 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм — для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном «снизу-вверх» положениях.
Сварку электродами МР-3 АРС необходимо выполнять постоянным током любой полярности или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
Химический состав наплавленного металла, %
Mn | C | Si | P | S |
0,40-0,70 | не более | |||
0,10 | 0,15-0,35 | 0,030 | 0,030 | |
Механические свойства металла шва
Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
≥450 | ≥22 | ≥78 |
Особые свойства
- Электроды МР3АРС обеспечивает легкое перекрытие зазоров;
- Высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток;
- Высокий товарный вид швов;
- Хорошая отделимость шлаковой корки;
- Допускается сварка удлиненной дугой по окисленной поверхности;
- Хорошие санитарно-гигиенические показатели
Сварочные данные
Сила сварочного тока, А, для электрода диаметром, мм | ||||
2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Упаковочные данные
Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в пачке, шт. | Вес пачки, кг |
2,50 | 350 | 17-18 | 55-58; 139-147 | 1; 2,5 |
3,00 | 350 | 25-26 | 38-40; 96-100 | 1; 2,5 |
3,20 | 350 | 30-31 | 32-33; 80-83 | 1; 2,5 |
4,00 | 450 | 58-59 | 42-43; 84-86 | 2,5; 5 |
5,00 | 450 | 91-92 | 27; 54 | 2,5; 5 |

Аналоги
Производитель | Марка электродов |
ЛЭЗ | МР-3С, АНО-4 |
СпецЭлектрод | МР-3С, АНО-4 |
Thyssen | Phoenix SH Gelb R |
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 150±10°С 40-60 мин.
Положение швов при сварке
PA PB PC PF PE EN 287
Сертификация
Сертификат соответствия системе сертификации УкрСЕПРО
Сертификат соответствия государственным стандартам Республики Беларусь (СтБ)
Государственный стандарт Российской Федерации (ГОСТ Р)
Электроды мр-3с синие
Сегодня купить электроды не составит никакого труда. В магазине или на рынке высококвалифицированные специалисты помогут и подскажут, что лучше выбрать. Главное нужно точно знать, что нужно варить или наплавлять, из какого материала состоят конструкции и основные изделия. Так как от вида и химического и технического состава исходного материала зависит выбор электрода.
Для ручной сварки предназначены электроды мр-3с. В зависимости от видов работ и используемых сталей они отличаются друг от друга по цвету. Сегодня широко применяются с синей и зеленой обмазкой. Синий цветовая гамма говорит о рутилово-основном составе электрода. Используются при проведении сварочных работ конструкций, состоящих из углеродистых и низколегированных сталей. Характеризуются временным сопротивлением разрыву до 450 МПа. Можно использовать при создании сварочного шва в потолочном положении, при постановке прихваток и сварке неповоротных стыков трубопроводов. Благодаря своим техническим характеристикам электроды мр-3с легки и просты в использовании, позволяют проводить работы на низких токах и от источника питания бытовой электросети. При сварке в различных пространственных положениях используется переменный и постоянный прямополярный ток.
Электроды марки МР-3с имеют коэффициент наплавки 8,5 г/Ач, как расходный материал получается 1,7 кг электродов на 1 кг наплавленного металла. Механический состав металлического шва обладает временным сопротивлением разрыву в 480 МПа, относительным удлинением 22%, ударной вязкостью 100 Дж/см2. Наплавленный металл имеет химический состав: углерод до 0,10%, марганец 0,50-0,70%, кремний 0,10-0,20%, сера и фосфор не более, чем по 0,040%.
Механический состав металлического шва обладает временным сопротивлением разрыву в 480 МПа, относительным удлинением 22%, ударной вязкостью 100 Дж/см2. Наплавленный металл имеет химический состав: углерод до 0,10%, марганец 0,50-0,70%, кремний 0,10-0,20%, сера и фосфор не более, чем по 0,040%.
При выполнении сварочных работ в нижнем положении готового шва используются электроды диаметром от 2,5 до 6 мм, при вертикальном от 2,5 до 5,0 мм, а для потолочного пространственного положения применяют электроды диаметром от 2,5 до 4,0. При этом, конечно же, требуется различная сила тока, от 60 до 250 ампер. Содержание влаги в покрытии электрода перед началом эксплуатации допускается по стандартам не более 1%.
Маркировка электродов – расшифровываем таинственные письмена производителя
Маркировка сварочных электродов содержит в себе всю необходимую информацию о них — начиная от завода изготовителя и заканчивая составом. Можно идеально подобрать материал для работы в определенных условиях с конкретными металлами и сплавами, всего лишь осмотрев знаки, нанесенные на упаковку, даже не вскрывая ее.
1 Основное назначение и состав электродов
Электрод представляет собой металлический либо же неметаллический стержень, который обеспечивает доставку тока к изделию. Поэтому обязательным требованием к материалу, из которого состоят данные элементы, является хорошая электропроводность. Для их изготовления в основном используются проволоки из сплавов различной степени легированности.
Кроме того, нужные свойства достигаются за счет покрытия. Оно обеспечивает надежную защиту от газов, таких как азот и кислород, способствует стабильному горению дуги и даже удаляет все вредные примеси, которые находятся в расплавленном металле. Также именно благодаря покрытию этот металл или сплав насыщается необходимыми легирующими элементами.
В общем, для того чтобы достичь всех вышеуказанных свойств, покрытие должно иметь в своем составе следующие компоненты. Благодаря шлакообразующим веществам (каолин, марганцевая руда, мел, титановый концентрат, мрамор, кварцевый песок и т. д.) осуществляется надежная защита от негативного воздействия азота и кислорода, которые могут привести к окислению. А чтобы удалить из уже расплавленного металла кислород, необходимы ферросплавы титана, марганца, алюминия и кремния, которые относятся к группе раскисляющих веществ.
д.) осуществляется надежная защита от негативного воздействия азота и кислорода, которые могут привести к окислению. А чтобы удалить из уже расплавленного металла кислород, необходимы ферросплавы титана, марганца, алюминия и кремния, которые относятся к группе раскисляющих веществ.
Защитную газовую среду создают специальные газообразующие компоненты, к ним относятся древесная мука и декстрин. Для того чтобы шов имел достойные характеристики (износостойкость, не был подвластен коррозии и т.д.), понадобятся и специальные легирующие добавки. Их очень много, перечислим только основные: хром, титан, никель, опять-таки марганец и ванадий. Калий с натрием и кальцием относятся к стабилизирующей группе, способствующей ионизации сварочной дуги. Чтобы все компоненты покрытия, а также стержень электрода были надежно связаны между собой, необходимы, соответственно, связующие вещества, в основном эту роль выполняет силикатный клей.
2 Маркировка электродов и требования к ним
Итак, электроды делятся на плавящиеся и неплавящиеся. К первому типу относятся стальные, медные, чугунные и бронзовые изделия, имеющие дополнительное покрытие. Существуют также плавящиеся непокрытые элементы, но их в основном используют только в качестве проволоки для сварочных работ с применением защитных газов. Неплавящимися видами электродов являются вольфрамовые, торированные и лантанированные.
К первому типу относятся стальные, медные, чугунные и бронзовые изделия, имеющие дополнительное покрытие. Существуют также плавящиеся непокрытые элементы, но их в основном используют только в качестве проволоки для сварочных работ с применением защитных газов. Неплавящимися видами электродов являются вольфрамовые, торированные и лантанированные.
Кроме того, разделяются они и по виду покрытия. Если маркировка электродов для сварки содержит букву А, то значит, покрытие кислое, и такое изделие не рекомендуется использовать для работ со сталями, имеющими повышенное содержание углерода и серы. Что же насчет пространственного положения, так оно допускается любое, кроме вертикального, когда подносится электрод сверху вниз. К дефектам относится чрезмерное разбрызгивание и возможность образования трещин в шве.
Оснóвное покрытие обозначается буквой Б, ими так же, как и предыдущими, запрещается варить в вертикальном положении. Аналогичный запрет по способу сварки имеют и рутиловые покрытия (Р). Буква Ц соответствует целлюлозному, такие электроды отлично себя ведут в абсолютно любом положении, но их недостатками можно назвать разбрызгивание и необходимость следить, чтобы не было перегрева. Последний тип АЦ, РБ – смешанные, нашедшие свое применение для сварки трубопроводов и различных конструкций. Запрещенным для них является потолочное положение.
Буква Ц соответствует целлюлозному, такие электроды отлично себя ведут в абсолютно любом положении, но их недостатками можно назвать разбрызгивание и необходимость следить, чтобы не было перегрева. Последний тип АЦ, РБ – смешанные, нашедшие свое применение для сварки трубопроводов и различных конструкций. Запрещенным для них является потолочное положение.
Разобравшись с тем, что представляют собой данные элементы и из чего состоят, стоит немного уделить внимания и требованиям, которые предъявляются к ним. Так, сварочный электрод в обязательном порядке должен обеспечивать устойчивое горение дуги, благодаря чему металл будет плавиться равномерно. Также полученный шов должен иметь заданный химический состав, который определяется в зависимости от условий эксплуатации детали и состава металла свариваемых изделий.
Производительность должна быть максимальной, а разбрызгивание, выделение угарного газа и токсических веществ, наоборот, минимальными. Необходимо чтобы шлаковая корка легко отделялась от шва. Кроме того, должны быть достигнуты требуемые механические свойства, а также износостойкость и устойчивость к столь вредной коррозии. Теперь же рассмотрим другие особенности маркировки.
Кроме того, должны быть достигнуты требуемые механические свойства, а также износостойкость и устойчивость к столь вредной коррозии. Теперь же рассмотрим другие особенности маркировки.
3 Расшифровка маркировки электродов для сварки – получаем больше сведений
Теперь рассмотрим более конкретно, как же осуществляется расшифровка маркировки электродов для сварки. Итак, первыми символами всегда обозначается тип с указанием максимально допустимой нагрузки. Например, Э46 означает, что соединенные элементы смогут выдержать нагрузку в размере 46 кг на 1 мм2. Далее следует непосредственно марка с указанием завода-изготовителя, а за ней указываются толщина и назначение:
- если увидите букву У, это означает, что данный электрод пригоден для сварки низколегированных и углеродистых сталей;
- Л – обработка легированных конструкционных сплавов;
- если необходимо работать с теплоустойчивыми или же высоколегированными сталями, то на электродах должны быть буквенные обозначения – Т и В, соответственно;
- когда требуется наплавка слоя с особыми свойствами, этому материалу соответствует буква Н.

Маркировка, показывающая толщину покрытия, обозначается так: М – тонкое, среднее – С, затем идет толстое – Д и максимально возможное характеризуется буквой Г. Следующим указывается диаметр. В случае, когда численные обозначения отсутствуют, а есть только значок, значит, размер указан на печати. Затем идут индекс и его значение, указывающие характеристику металла, а именно его относительное удлинение, ударную вязкость и сопротивление разрыву. Более конкретно уточнить данные значения можно в ГОСТе 9467–75.
Не все электроды позволяют производить сварку в любой пространственной ориентации, и про это также можно прочитать в шифре.
Предпоследним пишется вид покрытия, о нем подробно было рассказано выше. А последние две цифры, это возможное пространственное положение электрода и рекомендуемое значение тока. 1 – электроды для сварки в любом положении, 2 позволяет работать почти как угодно, кроме «сверху вниз». Если предпоследней будет цифра 3, значит, ограничения распространяются еще и на потолочную ориентацию.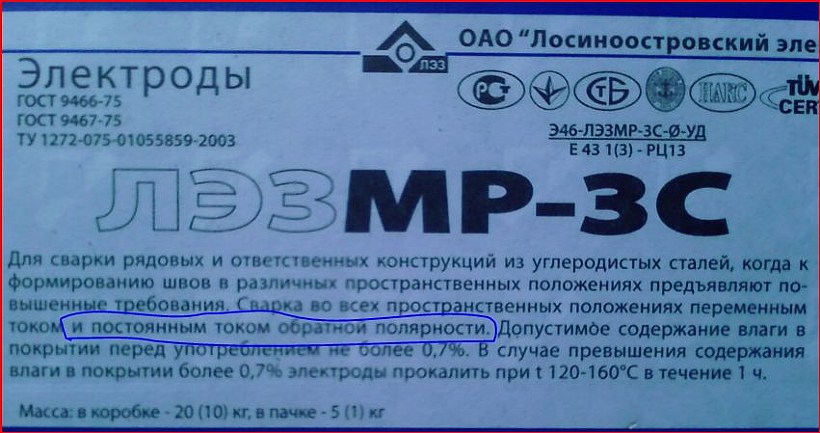 Нижние швы, а также нижние в «лодочку» варятся электродами, имеющими обозначение 4.
Нижние швы, а также нижние в «лодочку» варятся электродами, имеющими обозначение 4.
Последняя цифра, соответствующая току, будет иметь такие значения:
Эта цифра выбирается еще и в зависимости от полярности тока: 1, 4, 7 – любая, 2, 5, 8 – прямая, и оставшиеся 3, 6, 9 – обратная.
Кроме того, на упаковку наносится еще и дополнительная маркировка, говорящая о том, что внутри находится довольно хрупкий товар, боящийся сырости. Также обязательным дополнением является наличие соответствующего документа, который свидетельствует, что товар сделан строго в соответствии с государственным стандартом. На этом расшифровку считаем законченной, это поможет читать лаконичный код и выделить максимум информации.
Различия между электродами MP-3C и МР-3: сравнение, характеристика, применение
Известные электроды марки MP-3 практичны, подходят для мастеров разного опыта работы. Ими пользуются повсеместно на фабриках, в гараже или дома.
Ими пользуются повсеместно на фабриках, в гараже или дома.
Но также существует другая марка электродов. Которые не замечают новые мастера. Это марка MP-3C.
Их можно использовать для сварки с применением маломощного инвертора. В этой статье расскажем о различиях 3C и 3, выясним какие из них лучше.
Содержание статьиПоказать
Описание
Благодаря комбинированному рутило-целлюлозному покрытию марки MP-3C, она предназначена для ручной дуговой сварки стальных низколегированных углеродных установок.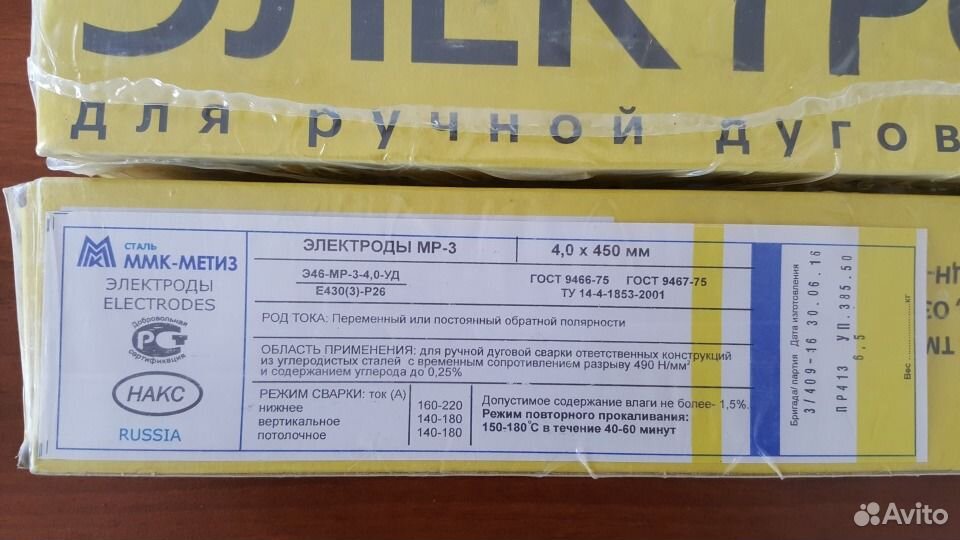
Также их можно применять для сварки в любом положении, кроме вертикального. Можно настраивать любую полярность и варить на переменном или постоянном токе.
В состав этой модели входит проволока типа CB-08. В процессе сварки длина дуги может получиться короткая или средняя. У опытных мастеров, при необходимости, может выйти длинная дуга.
Которая горит стабильно, не «гуляет». Швы после работы получаются аккуратными и красивыми. Также легко отслаивается шлак.
Опытные мастера тоже могут использовать электроды MP-3C. Так как они хорошо справляются при сварке на неповоротных стыках труб, а прихваты делать очень комфортно.
Потребности чистить металл перед сваркой нет. Можно варить сверху ржавчины и загрязнений на поверхности заготовки, если не получается её убрать.
Можно не напрягаться с поджиганием или ведением дуги. Электроды MP-3C поджигаются без проблем, даже если это нужно сделать ещё раз. Однако, советуют их прокалывать при домашнем использовании.
Отличие от MP-3
Состав и характеристика 3C и 3 очень идентичны. Исключение составляет одна особенность. Благодаря ряду добавок, дуга у марки 3C поджигается легче, при использовании маломощного бытового сварочного инвестора, горит постоянно.
Количества выделяемого марганца при работе намного меньше, чем с MP-3. Также швы выходят намного однороднее, проще в формировании.
Вывод: Электроды марки MP-3 более практичны. Подойдут для профессиональной и любительской деятельности. MP-3C предназначены для домашней работы мастеров — любителей.
Хранение
Чтобы качество швов оставалось высоким, а срок годности стержней не ухудшался, нужно придерживаться правил правильного хранения.
Первое правило – держать электроды нужно в теплом и сухом месте. Оставлять стержни в гараже на зимний период не советуется. Из-за этого при работе могут возникать дефектные швы.
Чтобы решить эту проблему, можно, при возможности, забирать пачку электродов домой. Или установить термометр и прибор для отслеживания влажности. Следить, чтобы не было больших перепадов показателей на приборах.
Или установить термометр и прибор для отслеживания влажности. Следить, чтобы не было больших перепадов показателей на приборах.
Покрытие впитывает влагу, что может их испортить. Частично эту проблему можно решить прокалкой. Но эффективнее будет просто придерживаться оптимального показателя влажности.
Для хранения стержней отлично подойдет картонная коробка или специальный пластиковый тубус. На пол mp-3 или землю их лучше не ставить.
Рекомендуется сделать из труб пвх тубус, который также подойдет для хранения сварочных стержней. Этот метод и экономный, и практичный. Подойдет для дачи, квартиры или гаража.
Эпилог
 youtube.com/embed/z2mbojSn6YY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/z2mbojSn6YY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Марка 3C отлично подойдет для сварки дома. Качество, при сварке в маломощном инверторе, не теряется. Более того, с MP-3C проще работать.
Использование электродов 3C подойдет для более опытных мастеров. Которые ценят универсальность.
Однако встретить их можно как у профессионалов, так и у новичков. В продаже их найти легче, хоть стоимость этих двух моделей идентична.
РАДИОКОДОВ VOLKSWAGEN | Онлайн-декодирование радио Volkswagen, гарантировано с бесплатным вводом кода Помощь
Мы можем предоставить вам оригинальный код безопасности производителя, необходимый для активации автомагнитолы Volkswagen после отключения питания.
Получить радиоприемник с кодом для стереосистемы Volkswagen быстро и легко. Для этого достаточно выполнить 3 простых шага справа.
Volkswagen Radio Поиск кода
Расположение серийного номера.на Volkswagen Stereos
Никогда не берет серийный номер из любых распечатанных документов или руководств пользователя, поскольку он может не совпадать с реальным радиоприемником Volkswagen, установленным на автомобиле. Вместо этого возьмите серийный номер либо на этикетке, либо на гравировке на верхней или боковой стороне стереосистемы Volkswagen, чтобы убедиться, что прилагаемый код магнитолы Volkswagen является точным.
Иллюстрации © ASW Solutions (UK) Ltd, Все права защищены.
Как расшифровать автомобильное радио
- Сначала снимите магнитолу с автомобиля.Наши руководства по удалению должны помочь в этом.
- Найдите серийный номер, используя иллюстрации в качестве ориентира
- Введите серийный номер в Volkswagen код радио поиск
Получив код, вы можете воспользоваться разделом помощи по бесплатному вводу радиокода, который поможет вам ввести код.
Покрытые производители радио
- До 1999 Grundig
- до 1999 Philips
Volkswagen Серийный номер
Автомобильные радиоприемники Volkswagen обычно содержат 14-значный серийный номер, который можно найти либо напечатанным на этикетке, либо выгравированным на боковой стороне устройства.
Эти серийные номера видны только после снятия магнитолы Volkswagen с автомобиля.
Примеры серийных номеров:
- VWZ2Z2W1509316
- VWZ2Z2V7284094
- VWZ6Z2A8045153
Ричард Милн
Превосходно, заняли секунды. Отлично
Джон Хемблейд
Блестящий мгновенный код
Льюис Мак Грат
Место на.Быстрая и экономия времени. Счастливые дни
Дополнительная информация о кодах и расшифровке магнитол Volkswagen
Воспользовавшись нашей службой кодирования стереозвука Volkswagen, вы сэкономите не только деньги, но и сэкономите дополнительное время, которое может потребоваться на получение кода у основного дилера. Большинство основных дилеров потребуют, чтобы вы сначала заказали у них автомобиль, а также предъявили документ, подтверждающий право собственности, прежде чем они подадут на код Volkswagen.
Большинство основных дилеров потребуют, чтобы вы сначала заказали у них автомобиль, а также предъявили документ, подтверждающий право собственности, прежде чем они подадут на код Volkswagen.
В большинстве случаев код, который они предоставляют, будет производным от регистрации транспортного средства или номера шасси. Если радиостанция была заменена на каком-либо этапе ее жизненного цикла, это будет неправильный код.
Существуют различные причины, по которым стереокод на основе номера шасси транспортного средства или регистрации может работать , а не , к ним относятся:
- Существующий агрегат был заменен по гарантии производителя.
- Радиоприемник заменен на улучшенную модель, т.е.е. кассету с проигрывателем компакт-дисков.
- Продавец подержанных автомобилей заменил агрегат перед продажей автомобиля.
В Radio-Code мы предоставляем радиокоды на основе уникального серийного номера вашего устройства. Благодаря этому наши стереокоды оказались более точными.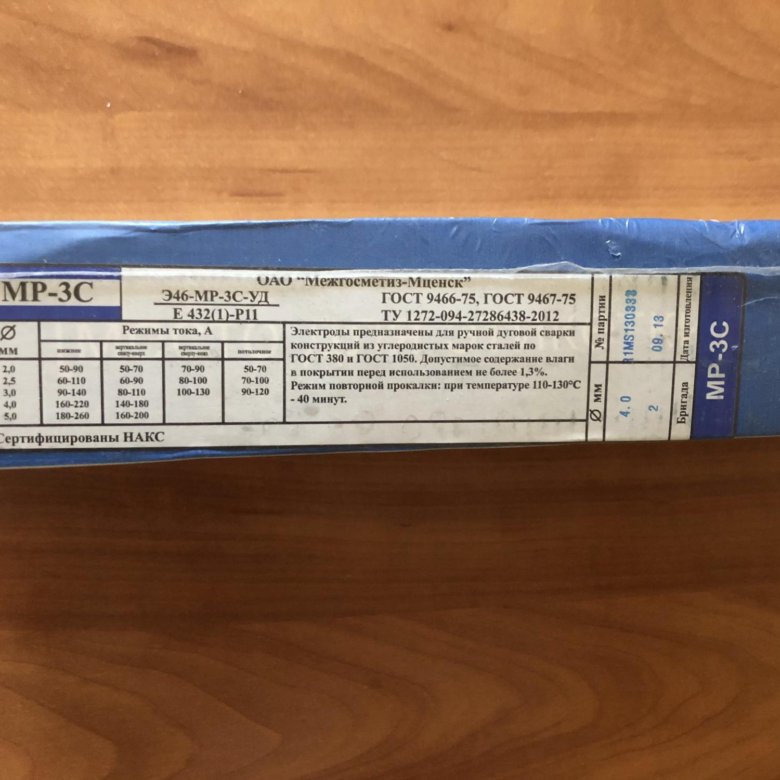
Что говорят наши клиенты …
Большое спасибо за ваше письмо. Я заплатил и получил код радио. Отлично работает. Спасибо за хорошее обслуживание. . K Pham
Я в восторге от этой компании.Я испортил свою первую попытку получить код для своего Crossfire. Я написал не для того, чтобы жаловаться, а чтобы попросить помощи. На следующий день после исправления ошибки я попробовал еще раз, скорость невероятная. Теперь это работает. Большое спасибо .. Джеральд Филбрик
Привет, Стив, Спасибо за быстрый ответ и за возврат средств по одной транзакции. Приятно иметь дело с компанией, которая ценит своих клиентов. Я обязательно буду рекомендовать тебя своей семье и друзьям. Еще раз спасибо … Майк. Майкл Гирсли
большое спасибо отлично работает.Дэйв Килинг
Здравствуйте. Сработало впервые, большое спасибо. С наилучшими пожеланиями. Дэвид Уокер
Спасибо за мой радиокод, с первого раза заработало .
 .. Отличный сервис. Martin Gooding
.. Отличный сервис. Martin GoodingАтаки TM и HM | |||||||||
| TM06 | Токсичный | – | 90 | 10 | — | ||||
| Движение, которое сильно отравляет цель.Его урон ядом ухудшается с каждым ходом. | |||||||||
| TM10 | Скрытая сила | 60 | 100 | 15 | — | ||||
| Уникальная атака, тип которой различается в зависимости от покемона, который ее использует. | |||||||||
| TM12 | Насмешка | – | 100 | 20 | — | ||||
Цель впадает в ярость, что позволяет ей использовать только атакующие движения в течение трех ходов. | |||||||||
| TM15 | Hyper Beam | 150 | 90 | 5 | — | ||||
| Цель поражена мощным лучом. Пользователь не может двигаться в следующий ход. | |||||||||
| TM16 | Световой экран | – | – | 30 | — | ||||
| Удивительная стена света возведена, чтобы уменьшить урон от специальных атак на пять ходов. | |||||||||
| TM17 | Защитить | – | – | 10 | — | ||||
| Позволяет пользователю уклоняться от всех атак. Его шанс на неудачу возрастает, если он используется последовательно. | |||||||||
| TM18 | Танец дождя | – | – | 5 | — | ||||
| Пользователь вызывает сильный дождь, который выпадает на пять ходов, усиливая движения водного типа.Снижает силу движений огненного типа. | |||||||||
| TM21 | Разочарование | ?? | 100 | 20 | — | ||||
| Эта мощная атака становится тем мощнее, чем меньше пользователю нравится ее трейнер. | |||||||||
| TM24 | Thunderbolt | 90 | 100 | 15 | 10 | ||||
| Сильный электрический разряд обрушился на цель.Это также может привести к параличу у цели. | |||||||||
| TM25 | Гром | 110 | 70 | 10 | 30 | ||||
| Злой удар молнии падает на цель, чтобы нанести урон. Это также может привести к параличу у цели. | |||||||||
| TM27 | Возврат | ?? | 100 | 20 | — | ||||
| Эта мощная атака становится тем мощнее, чем больше пользователю нравится ее трейнер. | |||||||||
| TM32 | Двойная команда | – | – | 15 | — | ||||
| Быстро двигаясь, пользователь создает иллюзорные копии самого себя, чтобы повысить свою уклончивость. | |||||||||
| TM41 | Мучение | – | 100 | 15 | — | ||||
| Пользователь мучает и бесит цель, делая ее неспособной использовать одно и то же движение дважды подряд. | |||||||||
| TM42 | Фасад | 70 | 100 | 20 | — | ||||
| Эта атака удваивает свою силу, если пользователь отравлен, обожжен или парализован. | |||||||||
| TM44 | Остальное | – | – | 10 | — | ||||
| Пользователь засыпает на два хода.Это полностью восстанавливает HP пользователя и лечит любые состояния. | |||||||||
| TM46 | Вор | 60 | 100 | 25 | — | ||||
| Пользователь атакует и крадет удерживаемый объект цели одновременно. Пользователь не может ничего украсть, если он уже держит предмет. | |||||||||
| TM48 | Круглый | 60 | 100 | 15 | — | ||||
| Пользователь атакует цель песней.Другие могут присоединиться к Раунду, чтобы увеличить силу атаки. | |||||||||
| TM57 | Зарядный луч | 50 | 90 | 10 | 70 | ||||
| Пользователь атакует с помощью электрического заряда. Пользователь может использовать оставшуюся электроэнергию для повышения своей Sp. Атк стат. | |||||||||
| TM64 | Взрыв | 250 | 100 | 5 | — | ||||
| Пользователь атакует все вокруг, вызывая огромный взрыв.Пользователь теряет сознание при использовании этого приема. | |||||||||
| TM68 | Giga Impact | 150 | 90 | 5 | — | ||||
| Пользователь атакует цель, используя каждый бит ее энергии. Пользователь не может двигаться в следующий ход. | |||||||||
| TM72 | Переключатель напряжения | 70 | 100 | 20 | — | ||||
| После атаки пользователь возвращается, чтобы поменяться местами с ожидающим отрядом покемоном. | |||||||||
| TM73 | Громовая волна | – | 90 | 20 | — | ||||
| Пользователь запускает слабый разряд электричества, который парализует цель. | |||||||||
| TM74 | Гироскопический шар | ?? | 100 | 5 | — | ||||
| Пользователь захватывает цель с помощью высокоскоростного вращения.Чем медленнее пользователь по сравнению с целью, тем больше сила движения. | |||||||||
| TM87 | Swagger | – | 85 | 15 | — | ||||
| Пользователь злит и сбивает цель с толку. Однако это также резко повышает показатель атаки цели. | |||||||||
| TM88 | Разговор во сне | – | – | 10 | — | ||||
| Во время сна пользователь случайным образом использует один из известных ему ходов. | |||||||||
| TM90 | Заменитель | – | – | 10 | — | ||||
| Пользователь копирует себя, используя часть своих HP. Копия служит приманкой для пользователя. | |||||||||
| TM93 | Wild Charge | 90 | 100 | 15 | — | ||||
| Пользователь окутывает себя электричеством и врезается в цель.Это тоже немного вредит пользователю. | |||||||||
| TM100 | Confide | – | – | 20 | 100 | ||||
| Пользователь сообщает цели секрет, и цель теряет способность концентрироваться. Это снижает Sp цели. Атк стат. | |||||||||
Анализатор сообщений 3GPP — декодирование и кодирование сообщений 2G, GSM, 3G, UMTS, 4G, LTE
Добро пожаловать в CSN.1 и ASN.1 Message Analyzer для стандартов 2G / GSM, 3G / UMTS, 4G / LTE. Эта веб-страница предоставляет интерактивные функции для декодирования и кодирования сообщений стека протоколов между мобильной станцией и сетью, определенной стандартом 3GPP.
Декодер представляет собой веб-приложение для декодирования и кодирования сообщений стека протоколов (2G / 3G / LTE), определенных стандартом 3GPP и закодированных с использованием алгоритма ASN.1.
Поддерживаемые уровни стека протоколов:- GSM (2G): RLC — управление радиоканалом, MAC, RRC — управление радиоресурсами
- UMTS (3G): RRC — Управление радиоресурсами
- LTE (3.5G / 4G): RRC — Контроль радиоресурсов
Характеристики
- Показывает шестнадцатеричное и двоичное представление элементов сообщения.
Для удобства разработчиков декодер показывает все части сообщения в шестнадцатеричной и двоичной формах. - Лучше, чем Wireshark, потому что
Возможно не только декодирование PDU сообщений, но также их составление и редактирование. Вы можете выбрать версию 3GPP, которая будет использоваться для декодирования.
Преимущества продукта
- экономит ваше время;
- уменьшает количество ошибок при ручном декодировании;
- проста в использовании;
- с последними спецификациями 3GPP.
Таблица поддерживаемых сообщений
Сообщения, закодированные в CSN-1
| Технологии | Спецификация | Релизы 99, 4, 5, 6, 7, 8, 9, 10, 13 | ||
| A S | 2 г / GSM | 3GPP TS 44.018, RRC | идти | |
| 3GPP TS 44.060, MAC / RLC | идти | |||
| 3G / UMTS | 3GPP TS 25.331, RRC | идти | ||
| 4G / LTE | 3GPP TS 36.331, E-UTRA | идти | ||
| N A S | 3GPP ТС 24.008 | идти | ||
| 3GPP TS24.301 | идти | |||
| 4G / LTE | GAN / VoLGA | идти |
Сообщения, закодированные в ASN.1
| Технологии | Спецификация | Релизы 7, 8, 9, 10, 11, 12, 13 | ||
| 3G / UMTS / UTRAN | 3GPP TS 25.413 RANAP, 3GPP TS 25.419 SABP, 3GPP TS 25.423 RNSAP, 3GPP TS 25.433 NBAP, 3GPP TS 25.453 PCAP, 3GPP TS 25.468 RUA, 3GPP TS 25.469 HNBAP | | идти | |
| 4G / LTE / E-UTRAN | 3GPP TS 36.413 S1AP, 3GPP TS 36.423 X2AP, 3GPP TS 36.443 M2AP, 3GPP TS 36.444 M3AP | | идти |
Декодирование как услуга:
Веб-сервис M2M для автоматического декодирования
Теперь доступна новая веб-служба для автоматического декодирования сообщений радиоинтерфейса 3GPP. Он поддерживает сообщения CSN.1 и ASN.1 из сетей 2G / GSM, 3G / UMTS, 4G / LTE, определенных стандартом 3GPP (см. Полный список поддерживаемых сообщений).
|
| 1.1 3 Распознавать и использовать знания орфографических моделей (например, дифтонги, специальные гласные) при чтении.
1.4 Распознавайте общеупотребительные сокращения (например, Янв., Вс., Мистер., Ст.). 1.5 Определите и правильно используйте правильное множественное число (например, -s, -es, -ies) и неправильное множественное число (например, муха / муха, жена / жены). | 1.1 Знайте и используйте сложные семейства слов при чтении (например, -ight) для декодирования незнакомых слов. 1.2 Расшифровать обычные многосложные слова.
1.3 Читайте вслух повествовательный и пояснительный текст плавно, точно и с надлежащим |
Загадка 1090 МГц
Структура сообщения
Сообщение ADS-B имеет длину 112 бит и состоит из 5 частей.
+ -------- + -------- + ----------- + ----------------- --------- + --------- +
| DF 5 | ** 3 | ИКАО 24 | ДАННЫЕ 56 | PI 24 |
+ -------- + -------- + ----------- + ------------------- ------- + --------- + Любой ADS-B должен начинаться с формата нисходящей линии связи 17 или 18 в случае сообщения TIS-B.Они соответствуют 10001 или 10010 в двоичном формате для первых 5 бит. Биты 6-8 используются в качестве дополнительного идентификатора, который имеет различное значение в пределах каждого подтипа ADS-B.
В следующей таблице [tb: adsb-structure] приведена ключевая информация сообщения ADS-B.
| 5 | 1–5 | DF | Формат нисходящего канала |
| 3 | 6–8 | CA | Возможность (дополнительный идентификатор) |
| 24 | 9–32 | ИКАО | Адрес воздушного судна ИКАО |
| 56 | 33 — 88 | ДАННЫЕ | Данные |
| [33 — 37] | [TC] | Типовой код | |
| 24 | 89 — 112 | PI | Контроль четности / ID опросчика |
Следует отметить, что расширенный сквиттер ADS-B, отправляемый транспондером режима S, использует формат нисходящей линии связи 17 ( DF = 17 ).Подсистемы передачи ADS-B без транспондеров и передающее оборудование TIS-B используют формат нисходящей линии связи 18 ( DF = 18 ). Используя DF = 18 вместо DF = 17 , Подсистема приема ADS-B / TIS-B будет знать, что сообщение исходит от оборудования, которое не может быть опрошено.
Пример:
Необработанное сообщение в шестнадцатеричном формате:
8D4840D6202CC371C32CE0576098
[00100] 0000010110011
00001101110001110000
110010110011100000
----- + ------------ + -------------- + ---------------- ------ + --------------
HEX | 8D | 4840D6 | 202CC371C32CE0 | 576098
----- + ------------ + -------------- + ---------------- ------ + --------------
БИН | 10001 101 | 010010000100 | [00100] 0000010110011 | 010101110110
| | 000011010110 | 00001101110001110000 | 000010011000
| | | 110010110011100000 |
----- + ------------ + -------------- + ---------------- ------ + --------------
DEC | 17 5 | | [4]............... |
----- + ------------ + -------------- + ---------------- ------ + --------------
| DF CA | ИКАО | [TC] --- ДАННЫЕ ----- | ЧИСЛО ПИ
----- + ------------ + -------------- + ---------------- ------ + -------------- Адрес ИКАО
В каждом сообщении ADS-B отправитель (исходящее воздушное судно) может быть идентифицирован с помощью адреса ИКАО. Он расположен от 9 до 32 бит в двоичном (или от 3 до 8 в шестнадцатеричном). В приведенном выше примере это 4840D6 или 010010000100 .
Уникальный адрес ИКАО назначается каждому транспондеру режима S воздушного судна. Таким образом, это уникальный идентификатор для каждого самолета. Вы можете использовать инструмент запроса (World Aircraft Database) с сайта mode-s.org, чтобы узнать больше о самолете с заданным адресом ИКАО. Например, используя предыдущий пример ИКАО 4840D6 , он вернет результат Fokker 70 с регистрационным номером PH-KZD .
Кроме того, вы можете загрузить базу данных с вышеупомянутого веб-сайта в формате CSV.
Типы сообщений ADS-B
Чтобы определить, какая информация содержится в сообщении ADS-B, нам нужно взглянуть на код типа сообщения, указанный в битах 33 — 37 сообщения ADS-B (или первых 5 битах Сегмент DATA ).
В следующей таблице [tb: adsb-tc] показаны отношения между каждым кодом типа и его информацией, содержащейся в сегменте DATA .
| 1–4 | Опознавательный знак самолета |
| 5–8 | Положение на поверхности |
| 9–18 | Позиция в воздухе (с высотой Баро) |
| 19 | Скорости в воздухе |
| 20–22 | Позиция в воздухе (с высотой по GNSS) |
| 23–27 | Зарезервировано |
| 28 | Статус самолета |
| 29 | Целевое состояние и информация о состоянии |
| 31 | Состояние эксплуатации ВС |
Контрольная сумма ADS-B
ADS-B использует циклический контроль избыточности для проверки правильности полученного сообщения, где последние 24 бита являются битами четности.ГЕНЕРАТОР CRC = MSG [-24:] # последние 24 бита ЕСЛИ CRC не 0: MSG поврежден
Для реализации кодировщика CRC в Python обратитесь к функции библиотеки pyModeS: pyModeS.crc ()
Исчерпывающую документацию по кодированию четности Mode-S можно найти:
Герц, Джеффри Л. Основы кодирования режима четности. № ATC-117.
MASSACHUSETTS INST OF TECH LEXINGTON LINCOLN LAB, 1984. APA Конвертер шестнадцатеричного числа в десятичное
Из Двоичный Десятичный Шестнадцатеричный
Чтобы Двоичный Десятичный Шестнадцатеричный
Конвертер десятичных чисел в шестнадцатеричные ►
Как преобразовать из шестнадцатеричного в десятичное
Обычное десятичное число — это сумма цифр, умноженных на степень 10.
137 по основанию 10 равно каждой цифре, умноженной на соответствующую степень 10:
137 10 = 1 × 10 2 + 3 × 10 1 + 7 × 10 0 = 100 + 30 + 7
Шестнадцатеричные числа читаются одинаково, но каждая цифра учитывает степень 16 вместо степени 10.
Для шестнадцатеричного числа с n цифрами:
d n-1 … d 3 d 2 d 1 d 0
Умножьте каждую цифру шестнадцатеричного числа на соответствующую степень 16 и сумму:
в десятичном виде = d n-1 × 16 n-1 +… + d 3 × 16 3 + d 2 × 16 2 + d 1 × 16 1 + d 0 × 16 0
Пример # 1
3B по основанию 16 равно каждой цифре, умноженной на соответствующие 16 n :
3B 16 = 3 × 16 1 + 11 × 16 0 = 48 + 11 = 59 10
Пример # 2
E7A9 в базе 16 равно каждой цифре, умноженной на соответствующие 16 n :
E7A9 16 = 14 × 16 3 + 7 × 16 2 + 10 × 16 1 + 9 × 16 0 = 57344 + 1792 + 160 + 9 = 59305 10
Пример # 3
0.8 по основанию 16:
0,8 16 = 0 × 16 0 + 8 × 16 -1 = 0 + 0,5 = 0,5 10
Таблица преобразования шестнадцатеричных чисел в десятичные
| Шестигранник основание 16 | Десятичное число с основанием 10 | Расчет |
|---|---|---|
| 0 | 0 | – |
| 1 | 1 | – |
| 2 | 2 | – |
| 3 | 3 | – |
| 4 | 4 | – |
| 5 | 5 | – |
| 6 | 6 | – |
| 7 | 7 | – |
| 8 | 8 | – |
| 9 | 9 | – |
| А | 10 | – |
| B | 11 | – |
| С | 12 | – |
| D | 13 | – |
| E | 14 | – |
| Ф | 15 | – |
| 10 | 16 | 1 × 16 1 + 0 × 16 0 = 16 |
| 11 | 17 | 1 × 16 1 + 1 × 16 0 = 17 |
| 12 | 18 | 1 × 16 1 + 2 × 16 0 = 18 |
| 13 | 19 | 1 × 16 1 + 3 × 16 0 = 19 |
| 14 | 20 | 1 × 16 1 + 4 × 16 0 = 20 |
| 15 | 21 | 1 × 16 1 + 5 × 16 0 = 21 |
| 16 | 22 | 1 × 16 1 + 6 × 16 0 = 22 |
| 17 | 23 | 1 × 16 1 + 7 × 16 0 = 23 |
| 18 | 24 | 1 × 16 1 + 8 × 16 0 = 24 |
| 19 | 25 | 1 × 16 1 + 9 × 16 0 = 25 |
| 1A | 26 | 1 × 16 1 + 10 × 16 0 = 26 |
| 1Б | 27 | 1 × 16 1 + 11 × 16 0 = 27 |
| 1С | 28 | 1 × 16 1 + 12 × 16 0 = 28 |
| 1D | 29 | 1 × 16 1 + 13 × 16 0 = 29 |
| 1E | 30 | 1 × 16 1 + 14 × 16 0 = 30 |
| 1 этаж | 31 | 1 × 16 1 + 15 × 16 0 = 31 |
| 20 | 32 | 2 × 16 1 + 0 × 16 0 = 32 |
| 30 | 48 | 3 × 16 1 + 0 × 16 0 = 48 |
| 40 | 64 | 4 × 16 1 + 0 × 16 0 = 64 |
| 50 | 80 | 5 × 16 1 + 0 × 16 0 = 80 |
| 60 | 96 | 6 × 16 1 + 0 × 16 0 = 96 |
| 70 | 112 | 7 × 16 1 + 0 × 16 0 = 112 |
| 80 | 128 | 8 × 16 1 + 0 × 16 0 = 128 |
| 90 | 144 | 9 × 16 1 + 0 × 16 0 = 144 |
| A0 | 160 | 10 × 16 1 + 0 × 16 0 = 160 |
| B0 | 176 | 11 × 16 1 + 0 × 16 0 = 176 |
| C0 | 192 | 12 × 16 1 + 0 × 16 0 = 192 |
| D0 | 208 | 13 × 16 1 + 0 × 16 0 = 208 |
| E0 | 224 | 14 × 16 1 + 0 × 16 0 = 224 |
| F0 | 240 | 15 × 16 1 + 0 × 16 0 = 240 |
| 100 | 256 | 1 × 16 2 + 0 × 16 1 + 0 × 16 0 = 256 |
| 200 | 512 | 2 × 16 2 + 0 × 16 1 + 0 × 16 0 = 512 |
| 300 | 768 | 3 × 16 2 + 0 × 16 1 + 0 × 16 0 = 768 |
| 400 | 1024 | 4 × 16 2 + 0 × 16 1 + 0 × 16 0 = 1024 |
Конвертер десятичных чисел в шестнадцатеричные ►