Как варить нержавейку без полуавтомата, обычным электродом | Сварка и Пайка
Благодаря высоким антикоррозийным свойствам нержавейка применяется повсеместно, начиная от промышленных емкостей и заканчивая бытовой тарой. Часто нержавеющая сталь используется для производства трубопроводов, которые обладают долгим сроком эксплуатации.
Несмотря на это со временем может потребоваться ремонт нержавеющих изделий в домашних условиях. Для этих целей чаще всего применяются полуавтоматы, которые дают возможность с «ювелирным» подходом подойти к ремонту нержавеющих изделий, поскольку нержавейка боится сильных перегреваний.
Но что делать, если под рукой нет полуавтомата, а есть обычный инвертор для ручной дуговой сварки? Как заварить нержавейку электродом, а главное, каким?
Как варить нержавейку сварочным инвертором
Для сварки нержавейки используются особые электроды, которые по своему составу наиболее всего подходят к нержавеющей стали. Если варить нержавейку неподходящими для этого электродами, то взаимодействие основного металла с расплавленным будет низким, что грозит появлением различных дефектов.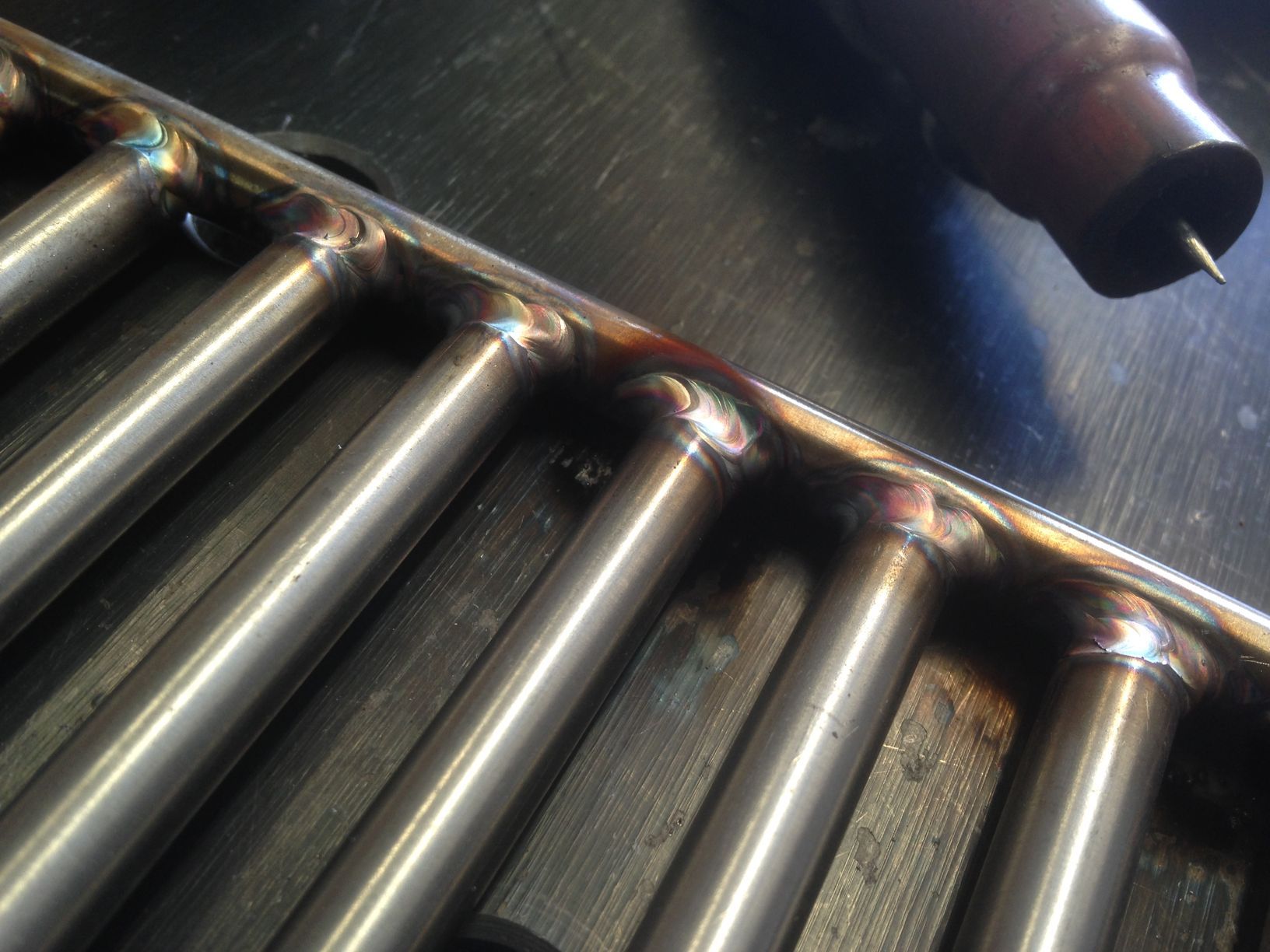
Плюс ко всему, такое сварное соединение со временем начнёт ржаветь, что приведёт к возникновению более глубокой коррозии. Для сварки нержавеющей стали популярны такие марки электродов, как ЦЛ-11 и НЖ-13. Данные электроды имеют специальное покрытие, которое надежно изолирует сварочную ванну и предотвращает тем самым межкристаллитную коррозию шва.
Нередко сварка нержавейки осуществляется и неплавящимися вольфрамовыми электродами. Однако для сварки неплавящимися электродами понадобится полуавтомат, так как подобная сварка осуществляется строго в среде защитного газа. Ну а поскольку у нас под рукой не оказалось полуавтоматической сварки, то варить нержавейку мы будет электродами, наиболее подходящими для этих целей.
Что включает в себя технология сварки нержавейки электродами?
Сварка нержавеющей стали сильно отличается от сварки обычной стали. Вследствие этого многие боятся осуществлять данный сварочный процесс обычным инвертором. Однако если произвести все правильно, то сложность сварки нержавейки не более чем преувеличена.
Процесс сваривания нержавеющей стали включает в себя следующие этапы:
- Очистку металла от загрязнений и краски, которые попав в сварочную ванну, вызовут появление пены;
- Разделку кромок, только в том случае, когда толщина свариваемого металла более 4 мм. Для этих целей делается острый скос кромок с дальнейшим их соединением. Зазор между элементами должен быть порядка 1 мм. При сварке тонкой нержавейки зазоры не делаются;
- Прогрев нержавеющих деталей перед сваркой. Опять, только в том случае, если их толщина составляет 7 и более миллиметром. Прогрев нержавейки перед сваркой позволит не допустить резкого перепада температур, что чревато деформацией металла;
- Сначала детали прихватываются короткими швами, и лишь затем налаживается основной шов. Угол наклона электрода при сварке нержавейки должен быть не более 60 градусов.
- Вести электрод при сваривании нержавеющей стали нужно быстрее, чем при сварке обычных стальных изделий. Связано это с тем, что нержавейка не терпит перегреваний.


Основное отличие сварки нержавейки от обычной стали в том, что сварочная ванна здесь слишком густая, а процесс формирования шва, во многом чем-то напоминает лепку пластилина. Расплавленный металл настолько густой, что он как бы вдавливается в сварочную ванну концом электрода, формируя тем самым сварное соединение.
Одно из самых главных правил при сварке нержавейки заключается в том, что после завершения сварочных работ металл нельзя охлаждать, поливая водой. Сварному соединению нужно дать остыть самостоятельно, а иначе это приведёт к появлению многочисленных дефектов и трещин.
Вам также может понравиться:
Можно ли сваривать нержавейку инвертором
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является — сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| Постоянный | 40..75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 | |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.

Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
#1 kosttya
#2 Шурпет
Мартин Кристофер Кими
- Город: Уфа-Саратов
подскажите, можно ли нвертором варить нержавейку,(слышал что нужно менять полярность), и какими електродами лучше пользоваться.
#3 BAV
#4 AMBIVERT42
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
#5 Саша 90
#6 Jekan
#7 Рудольф Шнапс
Jekan, электрод и руки.
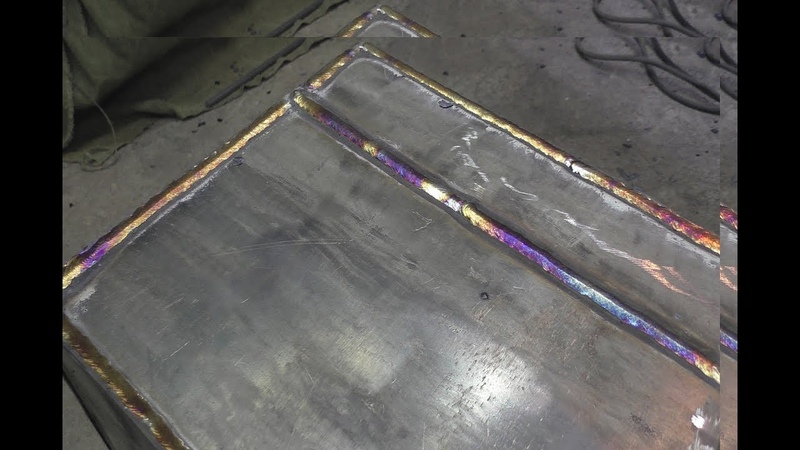
Попробуйте электроды ЭСАБ ОК 61.30 или хороший эквивалент, и будет у вас так же:
com/embed/3njqlQX5JuU?html5=1&fs=1″/>
Вдохновлён сталью, бетоном и золотым сечением.
#8 svarnoi69
#9 Рудольф Шнапс
я такое наблюдал на электродах ОЗЛ-8. Электроды были новые и просушенные.
Вдохновлён сталью, бетоном и золотым сечением.
#10 Менгон
в считанные доли секунды эл. красный, обмазка осыпается и варить понятно, что им уже не получиться. На что грешить, электрод или инвертор.
#11 Jekan
#12 Рудольф Шнапс
Jekan, у меня на инверторе холостой ход примерно 50В. Проблем с поджигом электродов нет.
Электроды ОЗЛ-8, ЦЛ-11 и другие отечественные преимущественно с основным покрытием, электроды на видео рутиловые. Основные электроды дают более устойчивый к кислотам шов, чем рутиловые.
Нержавейка варится на относительно низких значениях токах. Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Импортные электроды очень дорогие. МОжет кто подскажет отечественные электроды по нержавейке с рутиловым покрытием.
Вполне вероятно, что требуется особый навык для сварки нержавейки основными электродами отечественного производства. Надо не позволять шлаку затекать вперёд.
Вдохновлён сталью, бетоном и золотым сечением.
#13 Менгон
#14 Рудольф Шнапс
Вдохновлён сталью, бетоном и золотым сечением.
#15 Grigorii WELD
#16 NickMNS
Извиняюсь за поднятие старой темы. И всем здравствуйте.
Эх, почитал тему, увидел свои проблемы с ОЗЛ-8 (у меня 2,5мм и аппарат СВИ-205 Калибр, но сеть хреноватая). У меня правда всё как-то жестче, даже пару сантиметров шва не выходит, а точечные наплёвки, хотя и залипать уже стал меньше. Ранее залипы были только под отпил болгаркой
С черновым металлом проблем в разы меньше. Посему для набития руки бегаю по округе, варя «за спасибо» чужими электродами (МР-3С 3мм, 2мм неизвестные, и 3мм неизвестные корейцы, со слов соседа). Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Посему для набития руки бегаю по округе, варя «за спасибо» чужими электродами (МР-3С 3мм, 2мм неизвестные, и 3мм неизвестные корейцы, со слов соседа). Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Ну и мучаю железки на досуге. С черновой нормально, а нержу ОЗЛ-8 получается только наплёвками, часто круглых капель металла в среде шлака, то есть до первого удара молотком (так «варил» бур, одна ручка отвалилась при пятой попытке в землю воткнуть).
P.S. Тут специализированной темы для салаг-самоучек нема? Большинство вопросов то раскапываю пока по форуму, но мало ли. Чтобы лишние темы не плодить, если появиться какой специфический вопрос.
#17 di4
ИМХО: ОЗЛ-8. Сварка во всех пространственных положениях шва постоянным током обратной полярности. Плюс у Вас должен быть как шпага у мушкетера в руке! )) Эт Вам не «бесполярный» МР-3. Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть. )) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
#18 NickMNS
di4, ОЗЛ-8 Лосиноостровские там было на пачке ограничение «кроме вертикального сверху вниз», а так да, во всех.
То есть с контактом проблема может быть? У моего Калибр СВИ-205 есть болезнь родных кабелей: слабое крепление в районе клеммы с завода. Вчера отваливалась масса, доваривал черновой металл соседу уже на «культе». Сегодня пережал, посмотрел держак, решил: «Хреновато. Пусть работает, пока работает». Через 10 минут пришлось пережимать уже и у держака . Сосед обещал привезти материал, чтобы соединение залудить ещё, надёжности ради.
Вчера отваливалась масса, доваривал черновой металл соседу уже на «культе». Сегодня пережал, посмотрел держак, решил: «Хреновато. Пусть работает, пока работает». Через 10 минут пришлось пережимать уже и у держака . Сосед обещал привезти материал, чтобы соединение залудить ещё, надёжности ради.
Электроды купил где-то с недельку-две назад, лежали на складе, полочка средняя по высоте. А дома под кровать засунул в сухое место, МРки свои также храню, а они у меня куплены раньше.
Опять же, к МРке притензий нет, черновой уже варю, держит, хоть и не всегда эстету шов угодит, а вот ОЗЛ-8 на нерже – это беда. Хотя попробую после ремонта кабелей. Вот пока дожди, тут и решил совета спросить)
Как-то читал в отзывах к моему аппарату, что он вообще с ОУНИями не дружит. К тому ж они по черновому металлу? Так что смысл менять освоенные МР-3С? И кому верить тогда? А с ним у меня и при МРках проблем нет, хотя варю сейчас только в нижних положениях.
Кстати, ОЗЛ-8 2,5мм чуть выше возьму 80-90А (по шкале аппарата, чую, в реале ниже ещё ибо сеть плоха), то раскаляются по длинне и осыпаются. Вот и думаю, можно ли их вообще в печке прокалить, или потекут с плиты в топку печи
Вот и думаю, можно ли их вообще в печке прокалить, или потекут с плиты в топку печи
#19 NickMNS
И так. В продолжении о попытках работать ОЗЛ-8 2,5мм.
Смена полярностей, игра регулятором с 40 до 205А результатов не дала. В любом режиме дуга стабильная не держится, вместо валика получаются шарообразные «наплёвки», о проваре речи нет, так как в большей части сбивается это непотребство ударами молотка.
Самое интересное, что вне зависимости полярности ОЗЛки у меня стреляют шлаком и металлом в стороны в непомерном количестве, токами уже играл, всё одно. При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
В чём может быть косяк, кроме моего рукожо непрофессионализма? Тип инвентора (Калибр СВИ-205)? Влажность (хотя вроде они из магазина несколько недель назад, а хранились не в сыром месте)?
Если влажность, то можно ли их в условиях дачи прокалить на плите дровенной печи или сгорят?
Вот 2-3мм электроды имеющиеся для черных металлов не выделываются так. Обидно даже.
Обидно даже.
Кто либо, объясните, насколько работа по черным металлам отлична от работы от нержавейки (электродами соответствующих типов). Лучше ссылкой на материал сравнительный, если таковой есть. Не хочу излишне грузить форумчан.
Сообщение отредактировал NickMNS: 02 Июль 2014 19:50
Подскажите,варит инвертор нержавейку или нет? Решил попробовать,взял бачок от стиральной машины,пошёл к соседу(сварщику)взял электрод нержавейку и не чего не получилось.Дугу вообще не поймаешь, добавляю ток опять дуги нет и бачок жжёт электрод 3-ка
Какой аппарат «справится» с нержавейкой?
Для сварки нержавеющих сталей нужен аппарат с хорошо выпрямленным током или встроенным осцилятором. Поэтому о сварке нержавейки должно быть указано в паспорте, а заодно и тип электродов. Идеальный вариант для работы с нержавейкой (а также с алюминеем, титаном) – сварка неплавящимся электродом в среде аргона. Из нашей продукции( ВЗЯТО С КАКОГО-ТО САЙТА) с нержавейкой «справится» «ТОРУС-200» . Для него достаточно приобрести аргонодуговую горелку и балон с аргоном.
Для него достаточно приобрести аргонодуговую горелку и балон с аргоном.
likhac написал :
Подскажите,варит инвертор нержавейку или нет? Решил попробовать,взял бачок от стиральной машины,пошёл к соседу(сварщику)взял электрод нержавейку и не чего не получилось.Дугу вообще не поймаешь, добавляю ток опять дуги нет и бачок жжёт электрод 3-ка
тут дело может быть и в инверторе и в электродай или и в том и в другом
попробуйте электроды для переменного тока – например ок 61.30
Сварка нержавеющих сталей
Выбор метода сварки зависит от марки стали и назнаения, и не во всех случаях получаются равнозначные механические и коррозионные свойства. При определении режимов сварки необходимо учитывать склонность основного металла и металла шва к растрескиванию, что связано с физическими свойствами и структурными изменениями, протекающими в процессе нагрева металла под сварку, процессами, протекающими во время плавления и застывания литого металла, и процессами, протекающими при охлаждении в сварном шве.
В тех случаях, когда требуется высокая коррозийная стойкость при сварке и последующей термической обработке сварных соединений, нужно применять такие режимы термической обработки, при которых обеспечиваются эти свойства.
Сварка хромистых нержавеющих сталей мартенситного класса
Хромистые нержавеющие стали склонны к подзакалке на воздухе, которая в сильной степени зависит от концентрации углерода. Лучше всего сваривается нержавеющая сталь с очень низким содержанием углерода.
Хромистые стали обладают меньшей теплопроводностью, меньшим коэффициентом линейного расширения по сравнению с углеродистой сталью и способностью к подзакалке при охлаждении, что связанно с объемными изменениями и приводит к возникновению больших сварочных напряжений. Эти напряжения могут быть очень высокими и привести к появлению трещин и разрыву сварных соединений. Чтобы этого избежать и сгладить резкие перепады температур, металл (трубы, нержавеющий круг или лист) подогревают перед сваркой до 250-3500 С.
В качестве электродов при сварке хромистых сталей чаще всего применяют аустенитные стали, у которых образуется более вязкий сварной шов.
Сварка ферритных сталей
При сварке этого типа сталей сварные швы получается хрупкие и часто растрескиваются. Поэтому сварку сталей следует производит в подогретом состоянии при температуре примерно 2000 С, но разогрев металла во время сварки должен быть минимальным. Лучшие результаты получаются при электродуговой, чем при газовой сварке. После сварки сварное соединение рекомендуется нагреть до 720-7800 С и быстро охладить.
Сварки с 15-17% Cr иногда при сварке подкаливаются. Чтобы это избежать, рекомендуется применять стали с присадкой титана или ниобия, а в случае стали с 13% Cr – с присадкой 1% Al.
Сварка нержавеющих аустенитных сталей
Аустенитные стали обладают пониженной температурой павления, более низкой теплопроводностью и высоким коэффициентом линейного расширения, чем углеродистые стали. Поэтому при сварке этих нержавеющих сталей расплавление идет быстрее с большим перепадом температуры от шварного шва к остальному металлу. Нестабилизированные титаном или ниобием стали при сварке приобретают склонность к межкристаллитной коррозии и тем больше, чем выше содержание углерода. Стабилизированные стали не склонны к межкристаллитной коррозии, но при повышении содержания углерода они могут приобретать способность к поражению ножевой коррозией концентрированной азотной кислоте. Все это необходимо учитывать и особенно следить за скоростями сварки и охлаждения при сварке сталей первой группы. В тех случаях, когда требуется особо высокая коррозийная стойкость, проволока нержавеющая или другие сварные изделия из нестабилизированных сталей следует подвергать закалке при 1050-11500 С с последующим быстрым охлаждением. Когда такая термическая обработка исключается, следует применять сталь с очень низким содержанием углерода или стабилизированные нержавеющие стали.
Нестабилизированные титаном или ниобием стали при сварке приобретают склонность к межкристаллитной коррозии и тем больше, чем выше содержание углерода. Стабилизированные стали не склонны к межкристаллитной коррозии, но при повышении содержания углерода они могут приобретать способность к поражению ножевой коррозией концентрированной азотной кислоте. Все это необходимо учитывать и особенно следить за скоростями сварки и охлаждения при сварке сталей первой группы. В тех случаях, когда требуется особо высокая коррозийная стойкость, проволока нержавеющая или другие сварные изделия из нестабилизированных сталей следует подвергать закалке при 1050-11500 С с последующим быстрым охлаждением. Когда такая термическая обработка исключается, следует применять сталь с очень низким содержанием углерода или стабилизированные нержавеющие стали.
Так как аустенитные стали имеют высокий коэффициент линейного расширения, они при очень медленной сварке дают большое коробление. Поэтому целесообразно сварку вести с более высокими скоростями и быстрым охлаждением, что часто осуществляется благодаря применению охлаждающих накладок или накладок из меди и подкладок под сварной шов.
Как сваривать нержавеющую сталь электродами
На чтение 5 мин. Опубликовано
Нержавеющая сталь широко применяется в разных производственных областях и в быту. Из нее получаются прочные, красивые и надежные изделия. Служат вещи долго, но иногда требуют проведения ремонта. Чаще всего для этого используют сварку нержавейки электродом с помощью инверторного агрегата.
Выбор подходящего аппарата
Нержавейка — это высоколегированная сталь, содержащая в себе много хрома, титана, никеля и молибдена. Металлы предохраняют от коррозии и улучшают общие характеристики изделий. Сваривать материал сложно по причине низкой теплопроводности. Нужно применять пониженное напряжение и ток обратной полярности.
Для домашнего пользования годится любая марка инвертора. Умельцы часто собирают модели, не уступающие заводским аналогам.
Главное — агрегат должен обладать режимом ручной сварки и возможностью регулирования тока от 20 до 200 А.
Для сварки нержавеющей стали необходимо устройство с функциями:
- «Форсаж», снижающий напряжение дуги и увеличивающий ток;
- ПВ — длительность работы в непрерывном режиме.
Кабель выбирают длиной до 6 м. Электропроводка больших размеров сильно нагревается. При внезапных скачках в сети работоспособность устройства должна сохраняться. Лучше взять инвертор, который работает при пониженных температурах.
Какие электроды стоит использовать
Сварка нержавейки инвертором происходит с помощью электродов с покрытием из карбонатов магния и кальция. Популярные марки — ЦЛ-11 и ОЗЛ-8. Стоимость расходных материалов мала, но дешевые электроды залипают, дуга держится плохо. Работа требует опыта мастера.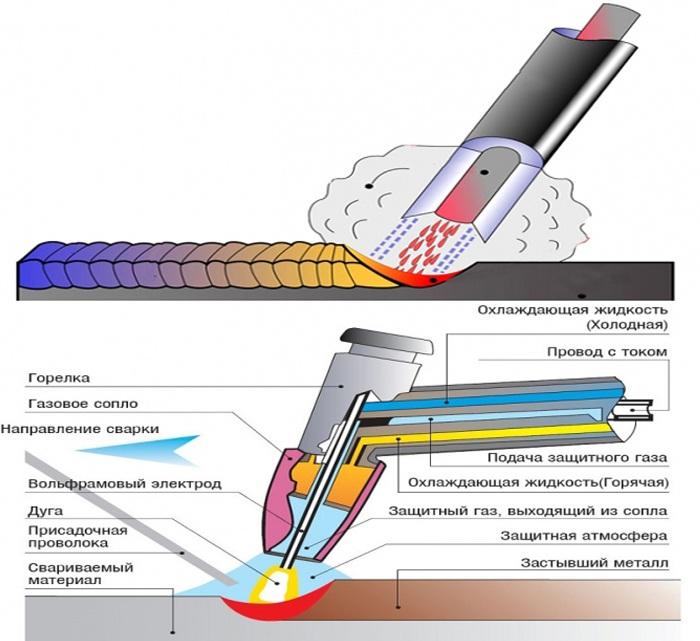 Получившиеся швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко отчищается.
Получившиеся швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко отчищается.
Лучшие результаты достигаются при использовании изделий, выпускаемых фирмой из Швеции ESAB. Они отличаются легким воспламенением и хорошо держат дугу. Количество брызг горячего металла резко снижается.
Даже у начинающих мастеров при работе с нержавейкой получается прочный шов. При сварке нужно учитывать свойство остывшего шлака лопаться и отскакивать от заготовки. Необходимо принять меры к защите глаз и открытых участков тела от ожогов.
При работе с ручной электросваркой используются электроды: СЭЗ ЗИО-8, СЭЗ ЦТ-15, ESAB FILARC 88S. Они имеют защитное покрытие из карбоната кальция и магния.
Технология сварки обычным электродом
Для соединения нержавейки нужно выполнять простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
 Скорость подачи проволоки довести до максимальной.
Скорость подачи проволоки довести до максимальной.При работе место соединения обезжиривается. Метод позволяет сохранять устойчивое горение дуги. Величина тока — от 80 А. Под заготовки подкладываются теплоотводящие пластины из меди. Для надежности горения дуги расстояние между металлом и электродом составляет 2-3 мм.
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
Недостатки способа:
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.

Работа ведется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы — зажимы для заземления;
- кабели длиной от 2 до 6 м.

Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 — 60 | 13 | 2 |
| 3,0 | 75 — 85 | 15 | 3 |
| 4,0 | 90 — 100 | 16 | 3 |
| 6,0 | 140 — 150 | 18 | 4 |
| 8,0 | 150 — 180 | 20 | 4 |
| 12,0 | 180 — 220 | 22 | 5 |
| 15,0 | 220 — 260 | 26 | 6 |
При работе в режиме полуавтоматической или аргонодуговой сварки устанавливается расход инертного защитного газа. Делается все опытным путем. Оптимальные значения — 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Делается все опытным путем. Оптимальные значения — 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
При работе с постоянным током устанавливают обратную полярность.
Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Для облагораживания используют абразивные материалы с содержанием оксида алюминия или циркония. Корундовые изделия не годятся.
Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.
Сварка нержавейки с черным металлом: технология, безопасность, трудности
Электродуговая сварка является, пожалуй, одним из самых распространённых методов соединения металлических деталей. Технологически процесс сваривания металла выглядит таким образом: под действием электрической дуги, металл в зоне варки плавится и, смешиваясь, соединяет детали. Фактически получается одна целая деталь, поэтому сварочное соединение по характеристикам равно цельнометаллической детали.
Технологически процесс сваривания металла выглядит таким образом: под действием электрической дуги, металл в зоне варки плавится и, смешиваясь, соединяет детали. Фактически получается одна целая деталь, поэтому сварочное соединение по характеристикам равно цельнометаллической детали.
Разные сплавы имеют разную температуру плавления и текучесть, поэтому иногда появляются сложности, когда требуется сварить два разных вида металла. Например, нержавейку и чёрный металл.
Можно ли сварить чёрный металл с нержавейкойЕщё на заре зарождения электродуговой сварки, изобретатель Николай Гаврилович Славянов представил публике небезызвестный «Стакан Славянова». Этот стакан примечателен тем, что он состоит из семи металлов, которые нельзя сплавить естественными методами. Несмотря на различные характеристики чёрного металла и нержавейки, сварить их, тем не менее можно. О том, как происходит сварка нержавейки с простым чёрным металлом, основных трудностях процесса и способах их решения будет рассказано ниже.
Схема сварки нержавейки с черным металлом
Трудности в сварке разнородных сталейКак говорилось выше, при варке сплавов разных сортов, а также во время сваривания сталей разных марок, могут возникнуть некоторые сложности. Основные трудности, которые могут возникнуть:
- Разная теплопроводность. Может служить причиной прожога деталей во время сварочного процесса. Чем хуже металл отводит тепло от сварочной ванны, тем выше её температура. Уменьшение сварочного тока снижает температуру, но может привести к непровару в соединении.
- Разное линейное расширение. При нагреве все тела увеличиваются в размерах, при остывании, соответственно принимают прежние размеры. Таким образом, изменение размера в процессе остывания могут послужить причиной разрыва сварочного шва или образованием в нём трещин.
- Разница в электрическом сопротивлении. Влияет на перегрев электрода во время сварочного процесса. Это также сказывается на прочности шва.
Разнородные слои при сварке
Перегрев некоторых видов металлов ведёт к печальным последствиям. Нержавейка, например, при температуре свыше 500 градусов теряет свои свойства. То есть из нержавейки она превращается в обычный чёрный металл. Сварка приводит к перегреву стали в месте шва, поэтому на месте сварочного шва часто выступает ржавчина. Несмотря на кажущиеся трудности, сварка нержавейки и чёрного металла возможна при соблюдении ряда определённых правил.
Нержавейка, например, при температуре свыше 500 градусов теряет свои свойства. То есть из нержавейки она превращается в обычный чёрный металл. Сварка приводит к перегреву стали в месте шва, поэтому на месте сварочного шва часто выступает ржавчина. Несмотря на кажущиеся трудности, сварка нержавейки и чёрного металла возможна при соблюдении ряда определённых правил.
Технологии сварки нержавейки и чёрного металла
Перед тем как ответить на вопрос «как сварить нержавейку с обычным чёрным металлом», следует рассмотреть существующие способы получения сварного соединения. Наиболее распространены следующие способы:
- MMA. Ручная электродуговая сварка при помощи электрода в специальной обмазке.
- MIG. Полуавтоматическая сварка в среде защитного газа с применением специальной проволоки.
- TIG. Сварка в среде инертного газа неплавящимся вольфрамовым электродом.
 Сварка в среде инертного газа неплавящимся вольфрамовым электродом.
Сварка в среде инертного газа неплавящимся вольфрамовым электродом.MMA-сварка
Практически все виды металлов, в том числе и нержавейку с чёрным можно сваривать электродом, однако, потребуется подобрать электрод, обладающий определёнными характеристиками. В принципе, при этом получается неплохое соединение, однако, в промышленных условиях сварка разнородных сталей нержавеющей обычной производится в среде защитного газа. Это обусловлено тем, что сварной шов, при контакте с воздухом, насыщается азотом и становится довольно хрупким. Что является недопустимым при создании ответственных или несущих конструкций, поэтому, например, способы сварки швеллеров между собой предусматривают исключение попадания воздуха к остывающему сварному шву. При сварке большинства изделий, изготовленных из нержавейки, в качестве защитного газа используется аргон. Он обладает большой инертностью и не вступает в реакцию с расплавленным металлом в зоне шва. Также аргон имеет молекулярную массу выше, чем у воздуха, поэтому полностью вытесняет его из зоны сварки.
Технология сварки нержавейки с черным металлом
В процессе сваривания, плавится больше нержавеющая сталь, а чёрный только-только становится вязким. Для равномерного распределения расплавленного металла и получения прочного и красивого шва, свариваемые детали необходимо расположить строго горизонтально. В принципе, этого требуют все методы сварки нержавейки.
Дополнительно стоит упомянуть, что во время процесса сваривания, электрод должен находиться строго перпендикулярно свариваемой поверхности.
Сварку всегда ведут только при постоянном токе, переменка при варке нержавейки и чёрной стали – недопустима. Всё это позволит достичь высокого качества и прочности сварных швов. Помимо техники, немаловажным фактором, играющим большую роль в получении прочного шва, является правильный выбор присадочной проволоки или электрода.
Применяемые электродыРазобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.
Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.
Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Как проконтролировать качество соединения
Проверку полученного шва проводят после полного его остывания. В первую очередь производят визуальный осмотр поверхности на наличие трещин или прожига деталей. Если требуется герметичность соединения, то проверку продолжают с применением керосина или аммиака. С помощью керосина проверяются микротрещины, которые могли возникнуть в процессе сваривания. Для этого с одной стороны проверяемого шва наносят меловой раствор, а с другой стороны — керосин, подкрашенный красителем. Если меловой раствор изменил цвет – герметичность шва отсутствует. В том месте, где произошло окрашивание и отсутствует герметичность. Эффект окрашивания основан на капиллярном проникновении керосина по микротрещинам. Именно керосин также выбран неслучайно, эта жидкость имеет очень большую текучесть. Проверка аммиаком не отличается от проверки с помощью керосина, только в этом случае меловой раствор заменяют специальными индикаторами, меняющими цвет.
В том месте, где произошло окрашивание и отсутствует герметичность. Эффект окрашивания основан на капиллярном проникновении керосина по микротрещинам. Именно керосин также выбран неслучайно, эта жидкость имеет очень большую текучесть. Проверка аммиаком не отличается от проверки с помощью керосина, только в этом случае меловой раствор заменяют специальными индикаторами, меняющими цвет.
Качество соединения шва
Ответственные замкнутые конструкции можно также проверить и на герметичность, и на прочность одновременно. Для этого используется искусственно создаваемое гидравлическое давление.
Важно помнить, что если есть подозрение в заведомо слабом сварном шве, то применять этот способ категорически запрещено.
Проверка качества шва позволит быть уверенным, что удалось качественно сварить детали.
Правила безопасностиПри проведении любых сварочных работ всегда необходимо соблюдать правила техники безопасности. Особенно это касается процесса сваривания нержавейки и чёрной стали.
Техника безопасности
Нержавейка очень текуча в расплавленном состоянии и может сильно разбрызгиваться, поэтому всегда необходимо надевать защитный костюм сварщика и рукавицы.
Сварочную маску также желательно выбирать закрытого типа.
Как работать с нержавейкой — Инженер ПТО
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
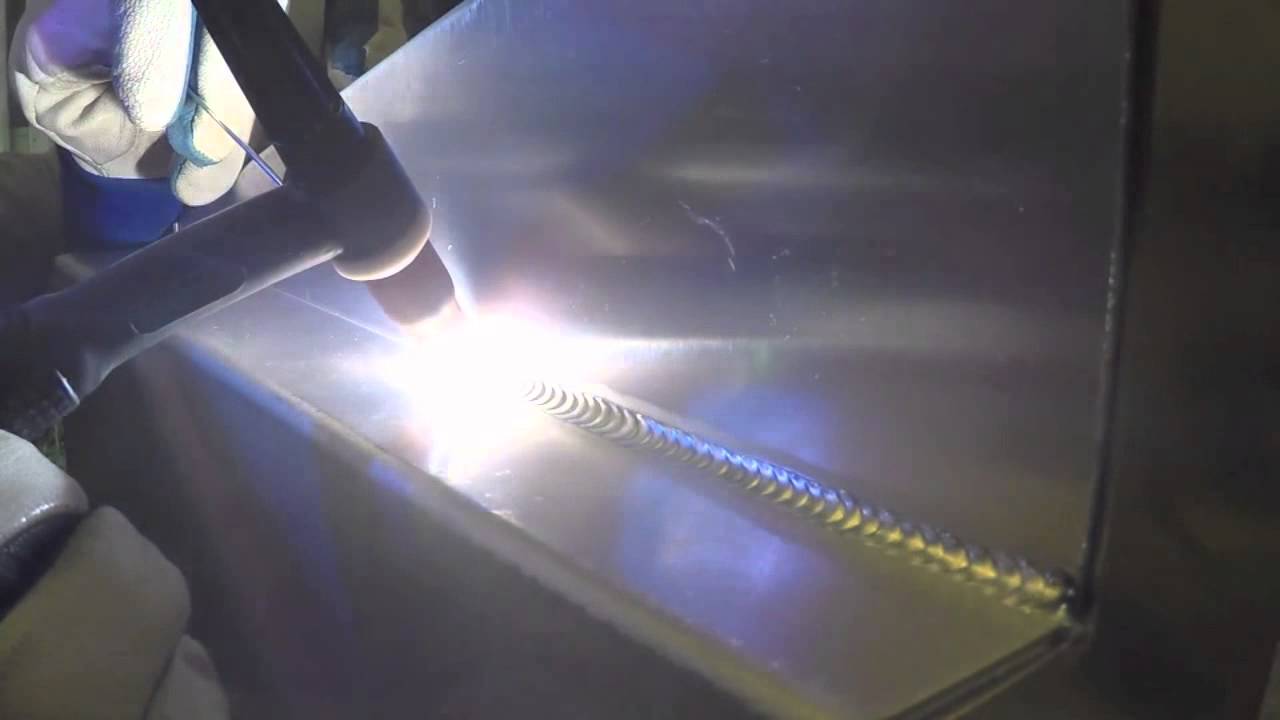
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
 Силу тока в среднем снижают на 25%.
Силу тока в среднем снижают на 25%.Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61. 30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Теперь о технологии. Практикуют 3 способа:
Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
 Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
 Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
 Тогда качество соединения будет нормальным.
Тогда качество соединения будет нормальным.Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.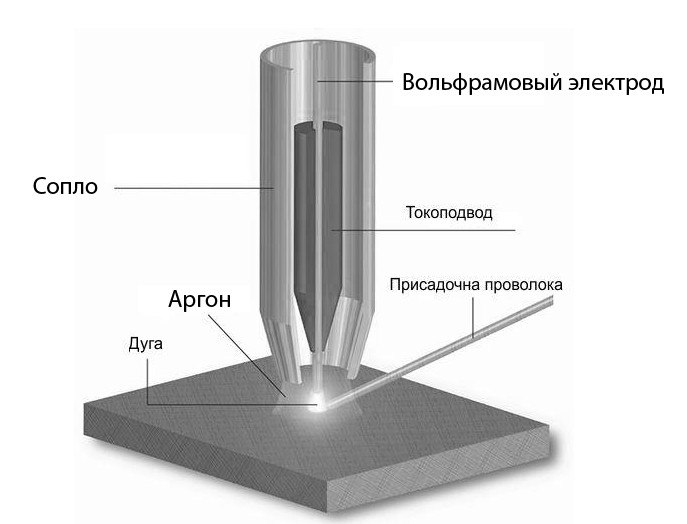
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Сварка нержавейки электродом — Все о сварке
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?
Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:

Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Технология сварки
Работа с нержавейкой ведется по технологии, отличающейся от сварки обычной стали. Процесс включает в себя:
 Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.Можно ли варить нержавейку обычным электродом?
Сварка нержавейки обычным электродом возможна, но чревата последствиями. Из-за разности материалов, совмещенных в зоне сварки (нержавеющая сталь основного металла и стержень электрода их низкоуглеродистой нелегированной стали) происходит внутреннее натяжение в околошовной зоне. По мере остывания поверхности будут слышны щелчки, свидетельствующие о появлении микротрещин. Поэтому такой шов будет давать течь и не подойдет для системы отопления, расширительных баков и емкостей под давлением. Еще это соединение быстро покроется ржавчиной.
Но заварить нержавейку обычным электродом для крепежа в фонтане, или иных не герметичных стыков, вполне возможно. Только применять это стоит в экстренном случае, как меру безысходности. Когда предстоит плановая работа необходимо подготовиться и приобрести соответствующие электроды по нержавейке.
Аппараты и режимы
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
При настройке аппарата стоит учитывать следующие параметры:
| Толщина металла, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 12 | 2 |
1. 5 5 | 40-60 | 13 | 2 |
| 3 | 80 | 15 | 2 |
| 4 | 100 | 16 | 3 |
Получение качественных швов при сварке нержавейки возможно, если соблюдать технологию сварки, выбрать аппарат с постоянным током или инвертор, и приобретя качественные электроды.
Чем сварить нержавейку: способы, технологии, правила, видео
Процедура сварки нержавейки в целом довольно не простая, а в домашних условиях она усложняется некоторыми факторами, но вполне выполнима. Сплав, содержащий никель и хром в целом неплохо контактируют друг с другом. Проводя сварку подобных металлов необходимо принимать во внимание их физические и химические свойства. Лишь зная особенности сплава и особенности работы с ним можно рассчитывать на успешное завершение операции.
Разновидности нержавейки
Как в промышленных условиях, так и бытовых при сварке нержавеющей стали требуется правильный выбор методов работы, которые учитывают вид обрабатываемого сплава. Исходя из основных свойств можно классифицировать следующие типы:
Исходя из основных свойств можно классифицировать следующие типы:
Аустенитная
Получила название по основной своей фазе. Сплав имеет высокое содержание хрома (18%) и никеля (10%). В качестве примера можно назвать пищевую сталь AISI 304 (08Х18Н10 по ГОСТ), которую широко применяют в производстве посуды и строительных элементов. Отсутствуют магнитные свойства, хорошая пластичность, высокая механическая прочность и химическая стойкость.
Мартенситная
Имеют специфичную внутреннюю структуру – низкое содержание углерода (0,10-0,12%) и хрома (до 13%). Сплав отличается высокой твердостью, но одновременно хрупкостью. Подобная нержавеющая сталь в основном используется в производстве режущих инструментов, крепежа, применяемых в неагрессивной среде. При проведении должной термической обработки приобретается соответствующая вязкость и стойкость к температуре. В качестве примера можно назвать AISI 410 (12Х13 по ГОСТ).
Ферритная
Имеет среднее содержание хрома. Закалка подобной нержавейкине проводится, отличная устойчивость к агрессивным средам. Обладают меньшей пластичностью, чем аустенитная и хрупкостью, чем ферритная. Трудносвариваемый сплав. Примером может служить AISI 430 (12Х17 по ГОСТ). Хром — 17%, углерод — 0,10-0,12%.
Закалка подобной нержавейкине проводится, отличная устойчивость к агрессивным средам. Обладают меньшей пластичностью, чем аустенитная и хрупкостью, чем ферритная. Трудносвариваемый сплав. Примером может служить AISI 430 (12Х17 по ГОСТ). Хром — 17%, углерод — 0,10-0,12%.
Почему сложно сваривать нержавейку
Сварка нержавеющей стали осложняется тем, что это высоколегированный сплав, который имеет значительное содержание компонентов, оказывающих влияния на основные свойства. В данном случае это хром. Содержание этого материала в сплаве может достигать 30%. Хром, аналогично никелю, титану, марганцу и молибдену обеспечивает антикоррозийную защиту, но одновременно влияет на другие свойства, снижающие уровень свариваемости.
Проводить сварочные работы нержавеющей стали необходимо с учетом следующих особенностей сплава:
- Высокий коэффициент линейного расширения. Это свойство всегда приводит к существенной деформации свариваемых элементов. В ситуациях, когда соединяются толстые детали и не предусматривается зазор, деформация способна способствовать возникновению больших трещин.
- Невысокая теплопроводность. Эта характеристика до 2 раз ниже, чем в случае с низкоуглеродистыми сплавами. Подобное свойство приводит к сквозному проплавлению деталей (особенно тонких) даже при незначительных силах тока.
- Межкристаллическая коррозия. В процессе значительного нагревания (более 500°С) в нержавейке происходит такой процесс. Характеризуется он тем, что в структуре металла возникает прослойка, состоящая из карбида хрома и железа. Исключается подобный фактор путем щепетильного выбора режимов сваривания и проведением дополнительного охлаждения соединяемых элементов, например, водой. Но при этом следует учитывать, что использовать для охлаждения воду возможно исключительно в случае с обработкой хромоникелевой стали с аустенитной структурой.
Существует и еще один негативный фактор, влияющий на результативность работы. Низкая теплопроводность и повышенное электрическое сопротивление способствуют сильному нагреву электродов с хромоникелевым составом. Для исключения данного негативного влияния варить нержавеющую сталь необходимо соответствующими электродами длиной до 35 сантиметров.
Низкая теплопроводность и повышенное электрическое сопротивление способствуют сильному нагреву электродов с хромоникелевым составом. Для исключения данного негативного влияния варить нержавеющую сталь необходимо соответствующими электродами длиной до 35 сантиметров.
Как подготовить металл
Сваривать сплав можно как обычным дуговым, так и аргонодуговым сварочным аппаратом. Однако вне зависимости от способа необходима предварительная подготовка заготовок. Процесс подразумевает выполнение следующих операций:
- Очищение от загрязнений.
- При соединении тонких пластин (0,5-1,5 мм) необходимо плотно прижать друг к другу.
- При сваривании деталей толщиной более 4 миллиметров необходимо провести разделку кромок, которая нужна для лучшего проваривания, так как швы получаются чуть шире и глубже. Осуществляется с помощью УШМ или напильника.
- Выставить зазор в 1-2 миллиметра.
- При стыковании деталей более 7 миллиметров желательно их прогреть.
- Для надежной фиксации в процессе работы рекомендуется использовать струбцины или прихватки.
- Начало сваривания.

Способы сваривания нержавеющей стали
Соединение деталей из нержавейки может проводиться по нескольким технологиям:
- Аргонодуговая – применяются вольфрмовые электроды и режимы работы AC/DC TIG.
- Ручная дуговая (режим ММА).
- Полуавтоматическая электросварка с использованием защитной аргоновой среды (режим MIG). При этом используется проволока из нержавейки.
- Холодная сварка. Процесс не предполагает нагревание и плавление сплава при его соединении. Стыковка производится под воздействием значительного давления.
Из перечисленных методов некоторые весьма распространены, а отдельные не очень. В каждом конкретном случае решение о выборе способа сварки принимается в соответствии с текущими условиями и требованиями к конечному итогу.
Ручной и полуавтоматический способ с использованием аргона (AC/DC TIG, MIG)
При ручном сваривании нержавейки используются вольфрамовые электроды. Благодаря подобной технологии даже в домашних условиях возможно получить качественное и надежное соединение, даже довольно тонких. Сваривание подобными электродами зачастую осуществляется труб из нержавеющей стали, которые транспортируют разнообразные газы или жидкости.
Метод обладает некоторыми нюансами.
- Для исключения попадания вольфрама (из электрода) в зону сварочной ванны дуга поджигается бесконтактным способом. Если на заготовке это провести невозможно, то дуга поджигается в стороне и не торопясь перемещается на свариваемые детали.
- Проводиться работа может на аппарате как с постоянным, так и переменным током.
- Режим выбирается в соответствии с толщиной заготовок. Сюда относится выбор толщины электрода из вольфрама, типа проволоки для присадки, род тока, скорость подачи защитной среды (газа) и скорость проведения работы.
- Важным моментом является то, что степень легирования проволоки для присадки должна быть больше, чем у свариваемой нержавейки.
- Во время сварки нельзя проводить колебательные движения электродом. В противном случае нарушается сварочная зона, а металл начинает окисляться.

Работая по подобной технологии возможно снизить расход электрода из вольфрама. Необходимо лишь после завершения сварки на протяжении секунд 15 не прекращать подачу защитного газа. Благодаря этому раскаленный электрод защищается от активных процессов окисления.
Полуавтоматическая сварка нержавеющей стали, по-большому счету, не отличается от ручной работы. Главным различием будет подача присадочной проволоки специальным оборудованием. Именно частичная автоматизация процесса позволяет увеличить точность сварки и скорость проведения работы.
Ручная дуговая
Является наиболее распространенным способом сваривания нержавеющей стали. Он не отличается высокой сложностью и доступен для выполнения в домашних условиях. Однако одновременно не позволяет добиться идеальных швов.
Однако одновременно не позволяет добиться идеальных швов.
Для проведения работ потребуется инвертор. Чтобы качественно провести задуманную операцию с приемлемым качеством соединения необходимо приобрести специальные электроды для нержавейки. Их можно разделить на 2 вида:
- Имеющие рутиловое покрытие. Позволяют работать с постоянным током обратной полярности, формируют условия для незначительного разбрызгивания металла, поддерживают стабильное горение дуги.
- Имеющие покрытие из карбоната магния и кальция. Аналогично предыдущим работают с обратной полярностью на постоянном токе.
Для того, чтобы разобраться с каким рабочим элементом начинать работать следует обратиться к ГОСТ 10052-75. Именно в нем рассматриваются подобные расходники и определяется тип для определенного вида металла или сплава. Для правильного выбора потребуется определить тип нержавейки, с которой придется работать.
Полуавтоматическая в среде аргона
Нержавеющая сталь может свариваться и полуавтоматом. В общем процедура будет выглядеть более изящной и позволять отлично сваривать детали любых толщин. В качестве источника тока может выступать инвертор или выпрямитель с постоянным напряжением. Масса будет размещаться на деталях, а плюсовой контакт – на специальной горелке.
В общем процедура будет выглядеть более изящной и позволять отлично сваривать детали любых толщин. В качестве источника тока может выступать инвертор или выпрямитель с постоянным напряжением. Масса будет размещаться на деталях, а плюсовой контакт – на специальной горелке.
Горелка представляет собой устройство, которое одновременно осуществляет подачу в рабочую зону сварочного тока и защитного газа. Присадочным материалом выступает специальная проволока, подающаяся в автоматическом режиме.
Важной особенностью является то, что присадочная проволока должна быть из такого же материала, как и свариваемые элементы. Сечение и скорость подачи определяются в зависимости от толщин деталей и их размещения в пространстве. Для комфортной работы рекомендуется использовать следующие значения:
В промышленных условиях при необходимости создания особо прочного шва, стойкому к химически агрессивному воздействию, применяется порошковая проволока. Она обладает трубчатым сечением, а внутри размещается флюс, с помощью которого дополнительно защищается зона сваривания. После того, как наложение шва окончено, застывший флюс образует защитную поверхность.
Она обладает трубчатым сечением, а внутри размещается флюс, с помощью которого дополнительно защищается зона сваривания. После того, как наложение шва окончено, застывший флюс образует защитную поверхность.
Стоимость полуавтоматических аппаратов выше, чем инверторов. При этом потребуется дополнительное оборудование (баллон с газом, редуктор, шланги) и навыки работы с ним. Однако подобная технология работы позволяет увеличить скорость сваривания и улучшить качество шва.
Холодное сваривание
Этот метод единственный, который не предполагает применение специальных аппаратов и устройств, а также нагрева деталей.
По своей сути, это разновидность двухкомпонентного клея со специальными присадками.
Холодную сварку в основном применяют во время ремонта трубок, емкостей из нержавеющей стали. Может использоваться как в сухих емкостях, так и заполненных жидкостью.
Производится в форме трубочки. Процесс применения очень прост: поверхность очищается от загрязнений и наносятся заметные царапины. Для улучшения сцепления поверхностей рекомендуется провести обезжиривание. От трубки отделяется небольшая часть, которая соответствует размеру образовавшегося отверстия или трещины. Далее необходимо размять кусочек в руках и разогреть его. После этого наносится в достаточном объеме на трещину. Следует обратить внимание на то, что наносить тонким слоем не стоит, так как после высыхания она может раскрошиться. Лучше разместить кусок с запасом по толщине. По завершению застывания нужно провести полировку.
Для улучшения сцепления поверхностей рекомендуется провести обезжиривание. От трубки отделяется небольшая часть, которая соответствует размеру образовавшегося отверстия или трещины. Далее необходимо размять кусочек в руках и разогреть его. После этого наносится в достаточном объеме на трещину. Следует обратить внимание на то, что наносить тонким слоем не стоит, так как после высыхания она может раскрошиться. Лучше разместить кусок с запасом по толщине. По завершению застывания нужно провести полировку.
Работа с холодной сваркой и нержавейкой имеет свою нюансы:
- Временный эффект. Материал можно использовать в качестве временного устранения в неотложном случае. Спустя определенное время произойдет разрушение состава и отверстия появятся вновь.
- Не эффективна с разнородными материалами.
- Не подойдет для соединения двух деталей. Прикладываемые нагрузки на швы будут критические и в итоге разрушать их.
Однако за счет низкой цены, малого расхода и простой технологии работы повышают удобство данного метода.
Сваривание разнородных металлов с нержавейкой
При необходимости соединения сварным швом разнородных сплавов следует учитывать физико-химические свойства каждого из них и подбирать соответствующие режимы работы и расходные элементы. Именно присущие свойства каждого металла будут передаваться швам, а если какая-либо составляющая будет выгорать, то характеристики станут передаваться неравномерно.
Разберем нюансы сварочного соединения в домашних условиях латунных, медных и титановых деталей.
Главной особенностью титана является то, что металл обладает высокой прочностью, стойкостью к агрессивным средам, жаростойкостью и пластичностью. В сварных швах титана с разнородными сплавами будет присутствовать водород. Это оказывает негативное воздействие и способствует растрескиванию, особенно если дополнительно включается азот.
Технология сварки титана с нержавейкой выглядит следующим образом:
- В соответствии с ГОСТ необходимо защитить место сваривания от насыщения газами и понижение уровня азота до 0,05%.
- Может использоваться дуговая сварка в защитном газе или точечная контактная. Промышленность задействует также лазерные сварочные аппараты.
- В качестве присадки применяется специальная проволока для соединения титановых деталей.

Соединение медных деталей с нержавеющей сталью также сопровождается техническими сложностями в связи с невысокой температурой плавления меди и ее высоким уровнем поглощения веществ в газообразных состояниях. Эти свойства значительно осложняют проведение сваривания толстых медных деталей обычными электродами даже с использованием защитных газов.
Наиболее перспективным способом будет использование вольфрамовых электродов в аргоновой среде. Однако в отдельных случаях медную проволоку можно использовать в качестве присадки, так как она способствует улучшению качества сварных швов. Иногда можно вместо аргона применять азот. Правда в этом случае вольфрамовый электрод расходуется быстрее, что снижает экономическую целесообразность использование азота. Наибольшая эффективность достигается при совместном использовании вольфрамовых электрод в аргоновой среде, а в азотной – графитовых.
Процесс сварки латуни с нержавейкой весьма затруднен. Латунь обладает значительным количеством цинка, снижающего прочность соединений с любыми разнородными сплавами. Прочность соединения минимальна. В этом случае целесообразнее проводить пайку. Нержавеющая сталь с латунными деталями может соединяться с помощью легкоплавких припоев, но их расход будет чувствительным. При этом образовавшееся соединение не будет иметь свойств, присущих латуни, поэтому будет обладать достаточной прочностью.
Как исключить дефекты при сварке
Процедура сваривания нержавейки обладает своими особенностями. Без их учета и проработки могут возникать определенные дефекты на сварных швах и отрицательные свойства. Например, спустя определенное время в определенных точках вокруг швов могут возникать очаги «ножевой» коррозии.
Итогом воздействия повышенной температуры становится возникновение горячих трещин. Они формируются из-за того, что сварные швы обладают аустенитной структурой. Хрупкость швов объясняется продолжительным влиянием повышенных температур и стигматации.
Для исключения возникновения горячих трещин используется специальные присадочный материал, добавляющий шву прочности. В этом случае процентное содержание феррита в сплаве будет составлять не менее 2%. Для этих же целей используется дуговая сварка и малую длину дуги. Не нужно кратер сварочной ванны выводить на основную плоскость металла.
Автоматический сварочный процесс целесообразно проводить при небольшой скорости. Оптимально провести работу с меньшим количеством подходов. Благодаря повышению скорости и работе с короткой дугой значительно снижается риск возникновения деформации, а также достигается экономия на материале. Максимальная скорость сваривания нержавеющей стали способствует увеличению стойкости к коррозийным явлениям.
Представленные видео помогут разобраться с самыми актуальными способами сваривания нержавеющей стали: при помощи электродов и инвертора и инвертором с защитным газом – аргоном. Исходя из планируемого конечного результата, вы обязательно подберете оптимальный для себя.
Как правильно готовить в кастрюлях и сковородках из нержавеющей стали
Понадобилось на один прием пищи , чтобы было очевидно, что я понятия не имел , как готовить из нержавеющей стали . Одна сгоревшая, разочаровывающая еда была приготовлена (естественно), когда к нам собиралась компания на ужин. Итак, мы все хорошо посмеялись, а затем пошли поесть.
К счастью, с тех пор я придумала, как готовить из нержавеющей стали, и это хорошо, потому что в День матери мой муж завершил мою сковороду, подарив мне целый набор кастрюль и сковородок из нержавеющей стали.
НЕПРИКЛЕПКА — НЕТ В МОЕМ ДОМЕ
Я хотел заменить свои антипригарные кастрюли и сковороды годами после того, как прочитал, что антипригарная посуда связана с раком и что производитель тефлона солгал потребителям — и EPA — об этой ссылке.
Конечно, было достаточно споров по этому поводу, что я не хотела бросать свой антипригарный набор — пока мой муж не поставил диагноз рака. Когда ваш любимый человек столкнется с чем-то подобным, вы сделаете все, что в ваших силах, , чтобы свести к минимуму воздействие канцерогенов на свою семью.Но я не хочу превращать это в проповедническую запись в блоге, поэтому предполагаю, что вы примете собственное мнение по этому поводу.
Что касается моего набора из нержавеющей стали, я много сравнивал цены и увидел ОГРОМНЫЙ диапазон цен! Мы решили использовать этот многослойный набор из 10 предметов, получивший восторженные отзывы. К тому же он стоил на 75% дешевле аналогичного набора от All-Clad! Теперь, когда я знаю, как готовить из нержавеющей стали, мне очень нравится .
Как готовить из нержавеющей стали
1.Используйте более низкую температуру. Многослойная конструкция, используемая в посуде из нержавеющей стали большинства марок, означает, что боковые стороны и дно сковороды нагреваются равномерно, поэтому еда готовится в нескольких направлениях. В рецептах, требующих «среднего или сильного» нагрева, я устанавливал конфорку на 6 или 7. Теперь это больше 4 или 5.
В рецептах, требующих «среднего или сильного» нагрева, я устанавливал конфорку на 6 или 7. Теперь это больше 4 или 5.
2. Никогда не пропускайте предварительный нагрев. При использовании антипригарного покрытия время предварительного нагрева необходимо минимизировать, но с нержавеющей сталью все наоборот. Это потому, что в холодном состоянии нержавеющая сталь пористая, даже если вы не можете ее увидеть или почувствовать.Именно края пор вызывают прилипание пищи. Предварительный нагрев сковороды заставляет сталь расширяться, закрывая поры и создавая гладкую поверхность для приготовления пищи. (Добавление масла после того, как сковорода должным образом нагревается, тоже помогает. Однако добавляйте его слишком рано, и оно просто утонет в порах, так что они все равно будут цепляться за вашу еду.)
3. Разогрейте как следует. Пока вы не почувствуете, как долго нужно разогревать, используйте тест на падение воды. Для этого подождите, пока край кастрюли не станет слишком горячим, а затем добавьте немного воды. Если он остается в шарике и катится по вашей кастрюле, как показано на видео ниже, значит, он готов. ПРИМЕЧАНИЕ: Ваша сковорода очень быстро переходит от должного предварительного нагрева к перегретой, поэтому приготовьте ингредиенты за до , когда вы предварительно разогреете!
Если он остается в шарике и катится по вашей кастрюле, как показано на видео ниже, значит, он готов. ПРИМЕЧАНИЕ: Ваша сковорода очень быстро переходит от должного предварительного нагрева к перегретой, поэтому приготовьте ингредиенты за до , когда вы предварительно разогреете!
4. Масло после предварительного нагрева . Если вы добавите масло в сковороду до того, как она будет предварительно нагрета, масло погрузится в указанные выше поры. Итак, подождите, пока он достаточно нагреется, затем снимите сковороду с горелки и добавьте масло. Покрутите это (или воспользуйтесь кисточкой для выпечки) и верните сковороду в огонь.Это небольшое количество масла нагревается очень быстро, поэтому через 3-5 секунд вы будете готовы к приготовлению.
5. Мясо подскажет, когда оно будет готово к переворачиванию. Если вы правильно разогрели и смазали сковороду маслом, есть простой тест, чтобы определить, подрумянилось ли мясо и готово ли его переворачивать — оно не прилипнет. Нет, правда. После того, как мясо хорошо обжарилось и приобрело красивую корочку, поры сковороды уже ничего не могут захватить. В этот момент сковорода освобождает мясо, и ее легко перевернуть.Если вам нужно приподнять мясо лопаткой, оно НЕ готово.
Нет, правда. После того, как мясо хорошо обжарилось и приобрело красивую корочку, поры сковороды уже ничего не могут захватить. В этот момент сковорода освобождает мясо, и ее легко перевернуть.Если вам нужно приподнять мясо лопаткой, оно НЕ готово.
6. Не выбрасывайте коричневые биты. Они известны как «нежные» и являются источником фантастического вкуса. Чтобы удалить глазурь, уберите еду на тарелку, затем слейте жир со сковороды, добавьте жидкость (воду, бульон, вино) и соскребите коричневые кусочки, когда жидкость закипит. Продолжайте помешивать и соскребать, пока жидкость не уменьшится наполовину, затем измените приправы и полейте еду ложкой соуса. Очень вкусно!
7.Не деформируйте их. Посуда из нержавеющей стали покоробится при воздействии экстремальных температур, поэтому не ставьте только что использованные кастрюли или сковороды под кран, чтобы быстро их охладить. Перед стиркой дайте им остыть самостоятельно.
8. Придерживайтесь неметаллических скрубберов. Нужна дополнительная очистка? Посыпьте пищевой содой или используйте Bar Keeper’s Friend. (Этот материал также хорош для раковин из нержавеющей стали.) Но никогда, ни при каких обстоятельствах не используйте для чистки нержавеющей стали губку из нержавеющей стали или стальную мочалку!
Придерживайтесь неметаллических скрубберов. Нужна дополнительная очистка? Посыпьте пищевой содой или используйте Bar Keeper’s Friend. (Этот материал также хорош для раковин из нержавеющей стали.) Но никогда, ни при каких обстоятельствах не используйте для чистки нержавеющей стали губку из нержавеющей стали или стальную мочалку!
9.Их можно мыть в посудомоечной машине, но могут быть пятна. Я все время кладу кастрюли и сковороды из нержавеющей стали в посудомоечную машину, и они выходят нормально. Иногда появляются пятна, если в верхней полке было много пластиковых изделий, но их легко удалить. Вы можете сделать свою посуду из нержавеющей стали блестящей и новой, протерев ее тканью из микрофибры, смоченной белым уксусом, а затем отполировав насухо.
Готовка из нержавеющей стали — Сталь наследия
Приготовление пищи из нержавеющей стали требует некоторого обучения.Но есть причина, по которой так много поваров клянутся этим — он дает результаты, которым нет равных с любой другой посудой.
основы
Ключом к приготовлению из нержавеющей стали является понимание контроля температуры .
Поверхность всей нержавеющей стали в некоторой степени пористая на микроскопическом уровне. По мере того как сковорода расширяется под действием тепла, эти поры сужаются.
Продукты будут прилипать к вашей сковороде, если они защемятся из-за сужения пор.Избежать этого довольно просто, следуя нескольким правилам:
- Обязательно предварительно разогрейте сковороду. Используйте слабый или средний огонь и проверьте температуру с помощью теста на капли воды.
- Добавьте растительное масло после предварительного нагрева. Нагрейте масло до мерцания, но не курите.
- Перед приготовлением лучше всего дать пище нагреться до комнатной температуры. Большая разница в температуре может привести к прилипанию пищи к сковороде.
Поддержание постоянной температуры предотвращает прилипание пищи к сковороде. Всегда помните об этой технике при обжаривании или обжиге .
Всегда помните об этой технике при обжаривании или обжиге .
ПОДОЖДИТЕ ПЕРЕД ПЕРЕКЛЮЧЕНИЕМ
При приготовлении больших кусков белка, таких как курица, рыба или стейк, следует подождать, пока продукт не выйдет из сковороды естественным образом, а затем перевернется.
Любой большой кусок мяса, даже если он комнатной температуры, при добавлении изменяет температуру поверхности сковороды.
При добавлении пищи поры на поверхности расширяются из-за пониженной температуры.Когда сковорода снова нагреется, сужающиеся поры будут захватывать пищу на сковороде, заставляя ее прилипать.
Когда сковорода полностью вернется к температуре, она отщипнет мелкие кусочки пищи, которые были захвачены, и мясо выйдет из сковороды. Теперь можно переворачивать!
Понимание того, когда и почему ваша сковорода захватывает пищу, является ключевым моментом. Овладейте этой техникой для получения красивой корочки на стейках и подрумянившейся хрустящей кожи на куриных бедрах или рыбном филе.
Овладейте этой техникой для получения красивой корочки на стейках и подрумянившейся хрустящей кожи на куриных бедрах или рыбном филе.
SEAR, DEGLAZE, REDUCE
Один из лучших способов придать вкус блюдам — это строительный фонд .
Fond состоит из вкусных подрумяненных кусочков пищи, оставшихся на сковороде после обжаривания или тушения. Fond обеспечивает основу аромата для многих рагу, тушеных блюд и соусов для сковороды.
Паста создается из маленьких кусочков пищи, которые остаются после приготовления с использованием нержавеющей стали.
Ароматизатор из помадки можно извлечь в соус для сковороды, добавив жидкость (деглазирование), затем уменьшив и добавив масло и приправы. Этот распространенный метод придает вкус и изящество самым разнообразным блюдам.
Почему лучше всего нержавеющая сталь: Небольшая пористость нержавеющей стали позволяет создавать нежную массу, что невозможно с посудой с антипригарным покрытием. Использование смеси с кислотными ингредиентами в соусах для сковороды или тушеных блюдах возможно из-за нереактивных свойств нержавеющей стали.
Использование смеси с кислотными ингредиентами в соусах для сковороды или тушеных блюдах возможно из-за нереактивных свойств нержавеющей стали.
НЕРЖАВЕЮЩАЯ СТАЛЬ С ПЕРИОДОМ
Верно. Так же, как и чугун, посуду из нержавеющей стали можно приправлять, чтобы на ее поверхности образовывались полунезависимые от пригорания молекулы полимеризованного масла.
В отличие от чугуна, приправа на нержавеющую сталь не предназначена для непрерывного наращивания. Вместо этого можно добавить временный слой приправ, чтобы облегчить приготовление нежных продуктов, таких как рыба или яйца.
Для приправки нержавеющей стали:
- Разогрейте сковороду на среднем или высоком уровне.
- Добавьте небольшое количество масла в сковороду, ровно столько, чтобы покрыть ее тонким слоем. Обязательно используйте масло с высокой температурой дыма.
- Используйте бумажное полотенце, чтобы равномерно распределить масло по поверхности.
- Подождите, пока масло не начнет дымиться, затем снимите сковороду с огня. Дайте настояться до полного остывания.
- Вытрите излишки масла бумажным полотенцем. В результате получается глянцевая антипригарная поверхность!

Овладейте этой техникой и правильным контролем температуры, и вы сможете навсегда выбрасывать антипригарные сковороды! С легкостью жарьте яйца или даже омлет по-французски!
Создано с осторожностью
Мы производим в США посуду из высококачественной нержавеющей стали на заказ более 40 лет.
Посмотрите, какие навыки и опыт стоят за каждой кастрюлей и сковородой.
увидеть процессСоздано с осторожностью
Мы производим в США посуду из высококачественной нержавеющей стали на заказ более 40 лет.
Посмотрите, какие навыки и опыт стоят за каждой кастрюлей и сковородой.
увидеть процессПожизненная гарантия
Мы ценим качество и долговечность нашей продукции.Вот почему мы предоставляем пожизненную гарантию от любых дефектов материалов или изготовления.
Не меняйте посуду постоянно — покупайте качественные товары, которые прослужат вам долго.
Узнать большеПожизненная гарантия
Мы ценим качество и долговечность нашей продукции. Вот почему мы предоставляем пожизненную гарантию от любых дефектов материалов или изготовления.
Не меняйте посуду постоянно — покупайте качественные товары, которые прослужат вам долго.
Узнать большеАмериканское мастерство
Мы — семейная компания с долгой историей мелкосерийного высококачественного производства.
Мы с гордостью производим нашу посуду в Кларксвилле, Теннесси.
Наша история Наше ремеслоАмериканское мастерство
Мы — семейная компания с долгой историей мелкосерийного высококачественного производства.
Мы с гордостью производим нашу посуду в Кларксвилле, Теннесси.
Наша история Наше ремеслоСталь Heritage
Посуда
Поверхность 316Ti • 5-слойная конструкция
316Ti Поверхность
5-слойная конструкция
Сделано в США
Магазин посудыИспользуйте стрелки влево / вправо для навигации по слайд-шоу или проведите пальцем влево / вправо при использовании мобильного устройства
Блог The Welders Warehouse
Сварка нержавеющей стали — не проблема. Если вы используете подходящий сварочный стержень или проволоку для того типа нержавеющей стали, который вы собираетесь сваривать, все будет довольно просто.
Если вы используете подходящий сварочный стержень или проволоку для того типа нержавеющей стали, который вы собираетесь сваривать, все будет довольно просто.
Сварка нержавеющей стали не сильно отличается от сварки низкоуглеродистой стали, поэтому я говорю, что в этом нет ничего страшного, однако есть несколько моментов, которые стоит отметить.
- Нержавеющая сталь не проводит тепло так быстро, как мягкая сталь, поэтому обычно требуется немного меньше энергии.
- Нержавеющая сталь более склонна к деформации.
Типы нержавеющей стали
Я мог бы написать книгу о всех различных типах нержавеющей стали, но для целей этой статьи я остановлюсь только на двух основных типах нержавеющей стали Austinetic, с которыми большинство из нас может столкнуться.
- 304 / 304L — это наиболее распространенная нержавеющая сталь «общего назначения», свариваемая с помощью одного из сварочных стержней или проволоки, указанных в спецификации 308.
- 316 / 316L — Этот сорт чаще всего встречается в пищевой промышленности, например, в промышленном кухонном оборудовании и сваривается одним из сварочных стержней или проволоки, указанных в спецификации 316.
Типы сварочного стержня или проволоки
Общее правило при сварке нержавеющей стали — сваривать ее сварочным стержнем того же сорта, проволокой Tig Wire или Mig Wire, либо проволокой более высокого класса. Таким образом, вы можете сваривать нержавеющую сталь 304 с помощью стержня / проволоки 308 или 316, но не должны сваривать 316 с помощью стержня / проволоки 308.
Сварочный пруток / проволоку марок 308 и 316 часто модифицирован из основного сплава. Эти модификации указаны в основном номере спецификации, например, наиболее распространенными являются 308L и 316L, «L» обозначает низкоуглеродистый.Многие Mig и Tig Wire могут быть из 308LSi и 316LSi, это означает низкоуглеродистый и добавленный кремний. Добавление кремния сделает расплавленный металл шва немного более жидким и, следовательно, более текучим.
Процессы сварки нержавеющей стали
Нержавеющую стальможно сваривать с помощью Tig Welder, Mig Welder или Stick Welder, поэтому давайте рассмотрим плюсы и минусы каждого из них.
- Тигровая сварка — это самый медленный процесс сварки нержавеющей стали, однако в умелых руках он даст наилучшие на вид сварные швы, а благодаря превосходному контролю искажения можно лучше уменьшить.Нержавеющая сталь сваривается Tig с выходом постоянного тока (DC).
Pro = Control / Quality
Con = Slow - Mig Welding — это самый быстрый и, возможно, самый простой способ сварки нержавеющей стали, идеально подходящий для производственных условий. Сварные швы вряд ли будут произведением искусства, но если это не важно, Mig — хороший вариант для большинства операторов.
Pro = Быстро и не сложнее, чем Mig Welding Mild Steel, модификация машины не требуется, только катушка с проволокой из нержавеющей стали и газом аргоном / Co2.
Con = Не подходит для декоративных сварных швов. Ограниченный контроль искажений. - Сварка палкой — сварка нержавеющей стали с помощью аппарата для сварки штангой так же просто, как и мягкой стали; во всяком случае, немного проще, так как удилища имеют тенденцию двигаться по красивой, мягкой, гладкой дуге. Остерегайтесь только шлака! Это имеет свойство улетать само по себе и имеет неприятную привычку попадать вам в глаза. Это ОЧЕНЬ болезненно (я говорю из горького опыта 🙂 не снимайте автомобильный шлем или носите защитные очки, пока ВСЕ шлак не будет удален.
Pro = Не сложнее, чем сварка электродом Мягкая сталь
Con = Не так хорошо, как Tig для декоративных сварных швов и удаления потенциально опасного шлака.
Надеюсь, вы нашли это полезным. Если у вас все складывается хорошо, пожалуйста, разместите несколько фотографий своих достижений на нашей странице в Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных сообщений электронной почты.
Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных сообщений электронной почты.
Ура
Грэм
Склад сварщиков
Как готовить и приправлять кастрюлю из нержавеющей стали для создания антипригарной поверхности!
Почему я приправляю кастрюлю из нержавеющей стали Часть 2
Я люблю готовить на сковороде из нержавеющей стали, но мне потребовалась некоторая практика и несколько советов и уловок, чтобы научиться пользоваться этими чудесными сковородками.
Несколько месяцев назад я опубликовал видео о Советы по покупке и приготовлению сковород из нержавеющей стали.
В этом видео я показал вам, как предварительно разогреть сковороду, а затем добавил немного кокосового масла, затем добавил свою яичную смесь и продемонстрировал, как приготовить яйца на сковороде из нержавеющей стали, чтобы они не прилипали ко всей сковороде.
Когда видео становится популярным
Это видео стало довольно популярным, и я начал получать довольно много советов (хороших и плохих), но один мне понравился!
Один человек прокомментировал, что можно приправить противень из нержавеющей стали , чтобы создать сковороду с антипригарным покрытием естественного происхождения менее чем за 5 минут.Этот человек также заявил, что мне не нужно использовать масло / сливочное масло для приготовления яиц, и что сковорода больше не будет прилипать.
Что? Серьезно? Итак, вы меня знаете, я достал одну из своих кастрюль из нержавеющей стали и выполнил инструкции. Я был удивлен!
Таких небольших усилий и он оказался прав, моя сковорода больше не прилипает !! Обещаю, после просмотра этого видео вы тоже будете приправлять сковороды из нержавеющей стали!
Пошаговый подход к добавлению приправы в сковороду из нержавеющей стали
Вот простые шаги для создания сковороды из нержавеющей стали с естественным антипригарным покрытием!
- На среднем или средне сильном огне нагрейте сковороду в течение 2-3 минут.
- Растопите в сковороде немного кокосового масла или другого нагретого масла и перемешайте масло, чтобы равномерно покрыть сковороду. Дайте маслу дымиться (не волнуйтесь, мы его выбросим)! Как только масло закопчится, выключите конфорку, снимите сковороду с источника тепла и дайте полностью остыть. Вы знаете, что ваша сковорода приправлена и готова, если вы можете видеть свое зеркальное отражение в сковороде (подробнее об этом в видео).
- Когда сковорода остынет, слейте масло и протрите сковороду бумажным полотенцем.Теперь у вас есть закаленная сковорода из нержавеющей стали с антипригарным покрытием.
- Я хочу привести пример того, как приготовить омлет на сковороде с приправами. Просто разогрейте сковороду на среднем слабом огне в течение 2 минут. Вылейте яичную смесь в сковороду без масла! Добавьте желаемые ингредиенты (сыр, мясо, овощи). Дайте яйцам повариться несколько минут, не мешая. Через несколько минут переверните яйца и дайте приготовиться еще минуту или две. Ваши яйца выскользнут прямо из сковороды, без прилипания! (Вы также можете посмотреть это на видео).Нет необходимости мыть сковороду с мылом, просто протрите бумажным полотенцем, так как в ней ничего не прилипнет, очистка занимает около 10 секунд. Этот метод очень похож на приправу вашей чугунной сковороды или вок. Пока вы не используете мыло для чистки сковороды, она не пригорает. Если вы используете более сильный огонь, возможно, вам потребуется добавить немного масла.

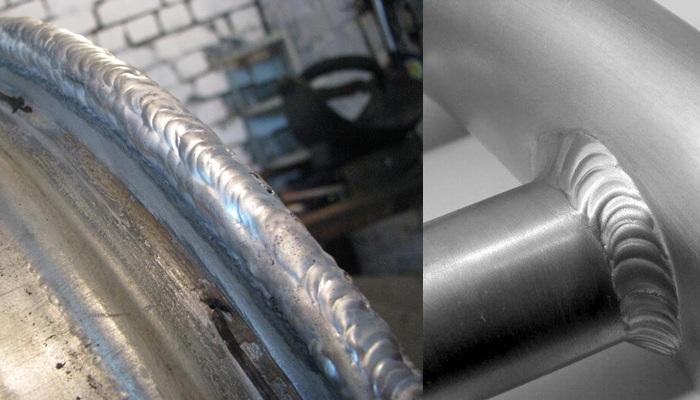 Ваши яйца выскользнут прямо из сковороды, без прилипания! (Вы также можете посмотреть это на видео).Нет необходимости мыть сковороду с мылом, просто протрите бумажным полотенцем, так как в ней ничего не прилипнет, очистка занимает около 10 секунд. Этот метод очень похож на приправу вашей чугунной сковороды или вок. Пока вы не используете мыло для чистки сковороды, она не пригорает. Если вы используете более сильный огонь, возможно, вам потребуется добавить немного масла.
Ваши яйца выскользнут прямо из сковороды, без прилипания! (Вы также можете посмотреть это на видео).Нет необходимости мыть сковороду с мылом, просто протрите бумажным полотенцем, так как в ней ничего не прилипнет, очистка занимает около 10 секунд. Этот метод очень похож на приправу вашей чугунной сковороды или вок. Пока вы не используете мыло для чистки сковороды, она не пригорает. Если вы используете более сильный огонь, возможно, вам потребуется добавить немного масла.Вот и все! Так просто и без проблем! Попробуйте, вы будете поражены!
Сковороды из нержавеющей стали, которые я рекомендую
И последнее: не все сковороды из нержавеющей стали созданы равными! При покупке сковород из нержавеющей стали качество очень важно.
У меня лично есть вся эта коллекция сковородок из нержавеющей стали от All-Clad, и они мне очень нравятся! Думайте об этом как об инвестициях. Эти сковороды прослужат вам всю жизнь!
✰ И последнее: прямо сейчас на Amazon идет невероятная распродажа! Получите скидку 43% на весь набор посуды из 10 предметов! Подробности здесь! (обратите внимание, что распродажа может закончиться в любой момент… Я не контролирую продажи Amazons). ✰
✰
Как приправить кастрюлю из нержавеющей стали Видео
Прикрепите этот пост на потом!
Нравится это сообщение? Дайте ему +1 на G +
от обычного железа к нержавеющей стали Sierra Coal Map
Промышленная нержавеющая сталь с обычным чугунным покрытием для…
Эти обычные чугунные нержавеющие стали имеют прочно усиленный состав, который помогает им выдерживать огромные нагрузки в суровых условиях окружающей среды. Обычная нержавеющая сталь из чугуна бывает разной толщины и толщины и обеспечивает превосходную износостойкость. В них добавлены высокопрочные химические вещества, которые могут эффективно противостоять …
От обычного железа до нержавеющей? — Ответы
Переход от железа к нержавеющей стали заключается в том, что был создан другой металлический сплав. Этот новый сплав позволяет улучшить жизнь в целом, так как он используется не только для обычного железа.
Этот новый сплав позволяет улучшить жизнь в целом, так как он используется не только для обычного железа.
Как обычное железо может стать нержавеющей сталью? — Ответы
Сама нержавеющая сталь производится в электродуговой печи. Углеродные электроды пропускают ток через обрезки стали. Обрезки стали могут быть смешаны с другими элементами, кроме хрома, такими как …
Стальи нержавеющая сталь — разница между
2018-2-20 Нержавеющая сталь представляет собой комбинацию железа и хрома.Хром составляет от десяти до тридцати процентов нержавеющей стали. В большинстве случаев другие элементы, такие как медь, алюминий, молибден, ниобий, титан, азот и никель, добавляют для достижения определенных свойств нержавеющей стали. Нержавеющая сталь очень популярна из-за того, что …
Чугун против посуды из нержавеющей стали — отличный срок службы
или долговечность Распределение тепла во время приготовленияВес продуктов Уход за чугунной посудой по сравнению с посудой из нержавеющей сталиВнешний вид контейнеров или сковородокВ случае нержавеющей стали сталь, люди считают ее отличным материалом, потому что она может довольно долго сохранять свой первоначальный блеск и цвет, а также качество. Даже если вы обнаружите какое-либо обесцвечивание, вы можете вернуть его первоначальный вид, просто тщательно промыв его с помощью бытовых моющих средств. Поскольку металл довольно прочен, он остается долго, если его мыть и надлежащим образом ухаживать. С другой стороны, чугун является основным фактором прочности. Numerou 在 на кухне 上 查看 更多 信息
Даже если вы обнаружите какое-либо обесцвечивание, вы можете вернуть его первоначальный вид, просто тщательно промыв его с помощью бытовых моющих средств. Поскольку металл довольно прочен, он остается долго, если его мыть и надлежащим образом ухаживать. С другой стороны, чугун является основным фактором прочности. Numerou 在 на кухне 上 查看 更多 信息Чугун против нержавеющей стали: что следует готовить
Хотя чугун известен своей способностью сохранять тепло, сковороды из нержавеющей стали на самом деле лучше равномерно распределяют тепло по плите. шеф-повар и кулинар Кенджи Лопес-Альт.В эксперименте по тестированию различных типов кастрюль он сравнил теплопроводность чугуна, нержавеющей и углеродистой стали.
Железо и сталь — Введение в науку,
2020-12-3 Чистое железо слишком мягкое и реактивное, чтобы его можно было широко использовать, поэтому большая часть «железа», которое мы обычно используем в повседневных целях, фактически находится в форма железных сплавов: железо, смешанное с другими элементами (особенно углеродом), для создания более прочных и упругих форм металла, включая сталь. Вообще говоря, сталь — это сплав железа, который содержит до…
Вообще говоря, сталь — это сплав железа, который содержит до…
История нержавеющей стали — празднование 100-летия
В 1930-х годах в США был построен первый поезд из нержавеющей стали. В 1931 году был создан первый самолет из нержавеющей стали. К 1935 году широкое распространение получили кухонные мойки из нержавеющей стали. Нержавеющая сталь типа 430 (ферритно-хромовый сплав) использовалась для изготовления
В чем разница между нержавеющей сталью и чугуном …
Железо является элементом и основным металлом (от 65% до 75% по весу) в нержавеющая сталь.Сталь технически представляет собой сплав углерода и железа. (Обычно менее 1% C или его называют чугунным). Нержавеющая сталь имеет НИЗКОЕ содержание углерода и производится …
Нержавеющая сталь, контактирующая с американцами
Мы используем оцинкованную сталь Z275 с оцинкованными заклепками для обычных ситуаций и Z350 для морской среды с заклепками из нержавеющей стали (316). Сообщите, пожалуйста, больше о возможности гальванической коррозии при соединении Z350 GS с SS316.
Сталь / нержавеющая сталь — Atlas Metal Iron
2020-12-21 Нержавеющая сталь — это сплав с минимум 11.Содержание хрома 5%. Нержавеющая сталь не окрашивается, не ржавеет так же легко, как обычная сталь. Нержавеющая сталь получила свое название из-за того, что она «меньше оставляет пятен». Существуют различные сорта и отделка поверхности нержавеющей стали, подходящие для использования.
нержавеющая сталь Металлургия для чайников
2020-7-6 Нержавеющая сталь — это универсальное название для ряда различных сталей, используемых в первую очередь в качестве антикоррозийных элементов. Нержавеющая сталь была разработана, чтобы противостоять ряду агрессивных сред.Это обеспечивает безопасность наших рабочих мест, что строит
Разница между сталью и нержавеющей сталью
2011-2-1 Ключевое различие между сталью и нержавеющей сталью состоит в том, что сталь представляет собой сплав железа и углерода, а нержавеющая сталь — это сплав хрома и углерода. Сталь и нержавеющая сталь являются сплавами, что означает, что они образуются, когда металлические элементы, два или более, объединяются друг с другом для улучшения или дальнейшего развития его свойств, таких как, но не ограничиваясь ими, реакционная способность, плотность, термические и . ..
..
Углеродистая сталь Vs. Нержавеющая сталь: углубленный анализ …
Сталь бывает различных форм и типов. Существует низкоуглеродистая сталь, углеродистая сталь, нержавеющая сталь и т. Д. Сталь во всех ее разнообразных формах является предпочтительным элементом, используемым при создании большинства наших инструментов, устройств и даже всех структур, которые мы видим вокруг.
Нержавеющая сталь на Филиппинах Power Steel Trading Corp.
Нержавеющая сталь состоит из сплава железа с минимальным содержанием 10.5% хрома. Нержавеющая сталь не подвержена коррозии, ржавчине или окрашиванию водой, как обычная сталь.
Удивительная история нержавеющей стали Modern Mechanix
Нержавеющая сталь — это металл высокого качества, потому что он настаивает на том, чтобы быть самим собой и самим собой. Если к нему прилипнет хотя бы след обычного железа, он больше не будет сопротивляться ржавчине. Поэтому материал дороже по сравнению с обычными сплавами.
Тележка из нержавеющей стали Сингапур — Iron Man
Наши тележки из нержавеющей стали бывают самых разных конструкций на выбор. Мы можем предоставить вам тележку, которая вам нужна, независимо от ее размера, формы или стиля. Возможно, вам нужна тележка с более чем двумя полками или тележка на колесиках, чтобы она не поворачивалась.
Мы можем предоставить вам тележку, которая вам нужна, независимо от ее размера, формы или стиля. Возможно, вам нужна тележка с более чем двумя полками или тележка на колесиках, чтобы она не поворачивалась.
В чем разница между нержавеющей сталью и чугуном …
Железо является элементом и основным металлом (от 65% до 75% по весу) в нержавеющей стали. Сталь технически представляет собой сплав углерода и железа. (Обычно менее 1% C или его называют чугунным).Нержавеющая сталь имеет НИЗКОЕ содержание углерода и производится …
Нержавеющая сталь, контактирующая с американцами
Нержавеющая сталь и гальванизированные материалы часто используются в промышленности вместе с такими применениями, как оцинкованные крепежные детали, сосуды высокого давления из нержавеющей стали, кровля и сайдинг. панели. Наличие двух разнородных металлов в сборке не всегда является признаком неисправности, но может быть проблемой.
Нержавеющая сталь в контакте с другими металлическими материалами
2020-1-16 Нержавеющая сталь в контакте с другими металлическими материалами Diamant BuildingBd. А. Рейерс 801030 БрюссельБельгия Тел. + 32270682-67Fax -69e-mail [email protected] Серия материалов и приложений, том 10 ISBN 978-2-87997-263-3
А. Рейерс 801030 БрюссельБельгия Тел. + 32270682-67Fax -69e-mail [email protected] Серия материалов и приложений, том 10 ISBN 978-2-87997-263-3
Характеристики нержавеющей стали: марки, свойства …
Характеристики нержавеющей стали. Нержавеющая сталь — это название семейства сплавов на основе железа, известных своей коррозионной и жаростойкостью. Одной из основных характеристик нержавеющей стали является минимальное содержание хрома 10,5%, что придает ей превосходную устойчивость к коррозии по сравнению с другими типами сталей.
Действительно ли нержавеющая сталь нержавеющая? — Анализ металлов
Нержавеющая сталь получила свое название от того факта, что на ней не остаются пятна ржавчины, как на обычной углеродистой стали, но означает ли это, что она всегда полностью нержавеющая? … Пакеты программного обеспечения помогают лабораториям выполнять анализ проб металлов и неметаллов при производстве чугуна и стали. См. Предыдущие статьи: Что такое нержавеющая сталь: часть 1 и часть 2.
Петли для обычных шкафов из железа, для обычных шкафов из железа
Петли для обычных шкафов из железа от завода по производству фурнитуры Jieyang Gucheng.Найдите высококачественные железные петли для обычных шкафов, производящие и экспортирующие поставщик на Alibaba.
Углеродистая сталь Vs. Нержавеющая сталь: углубленный анализ …
Сталь бывает различных форм и типов. Существует низкоуглеродистая сталь, углеродистая сталь, нержавеющая сталь и т. Д. Сталь во всех ее разнообразных формах является предпочтительным элементом, используемым при создании большинства наших инструментов, устройств и даже всех структур, которые мы видим вокруг.
Удивительная история нержавеющей стали Modern Mechanix
Нержавеющая сталь — это металл высокого качества, потому что он настаивает на том, чтобы быть самим собой и самим собой.Если к нему прилипнет хотя бы след обычного железа, он больше не будет сопротивляться ржавчине. Поэтому материал дороже по сравнению с обычными сплавами.
Нержавеющая сталь на Филиппинах Power Steel Trading Corp.
Нержавеющая сталь состоит из сплава железа с минимум 10,5% хрома. Нержавеющая сталь не подвержена коррозии, ржавчине или окрашиванию водой, как обычная сталь.
Сорта нержавеющей стали — Met Globe
2015-6-24 Сорта нержавеющей стали В металлургии нержавеющая сталь, также известная как нержавеющая сталь или нержавеющая сталь, определяется как стальной сплав с содержанием хрома минимум 11% по массе.[1] Нержавеющая сталь не пачкает, не корродирует или не ржавеет так же легко, как обычная сталь (она меньше пачкает, но не является грязезащитной). [2] Это
Тележка из нержавеющей стали Сингапур — Iron Man
Наши тележки из нержавеющей стали бывают самых разных конструкций на выбор. Мы можем предоставить вам тележку, которая вам нужна, независимо от ее размера, формы или стиля. Возможно, вам нужна тележка с более чем двумя полками или тележка на колесиках, чтобы она не поворачивалась.
Коррозионное поведение нержавеющей стали в муравьиной кислоте
2015-3-4 обычная сталь и многие цветные металлы и сплавы. АННОТАЦИЯ: Коррозионное поведение аустенитной нержавеющей стали при различных концентрациях муравьиной кислоты (20,40 и 60% об. / Об.) Было исследовано методами потери веса и потенциальной статической поляризации, влияние концентрации кислоты и температуры на
Нержавеющая сталь в контакте с другими металлическими материалами
2020-1-16 Нержавеющая сталь в контакте с другими металлическими материалами Diamant BuildingBd.А. Рейерс 801030 БрюссельБельгия Тел. + 32270682-67 Факс -69 электронная почта [электронная почта защищена] Серии материалов и приложений, том 10 ISBN 978-2-87997-263-3
Покупаете посуду из нержавеющей стали? Прочтите в первую очередь
Вы ищете посуду из нержавеющей стали? Вот кое-что, о чем вы, вероятно, не знали: нержавеющая сталь была впервые обнаружена в 1913 году металлургом в . .. возьмите это … ЭКСПЕРИМЕНТ С ОРУЖИЕМ. Он пытался производить более прочный материал для оружия.
.. возьмите это … ЭКСПЕРИМЕНТ С ОРУЖИЕМ. Он пытался производить более прочный материал для оружия.
Нержавеющая сталь повсюду: в посуде, столовых приборах, бытовых приборах, строительных конструкциях, имплантатах, оружии… список можно продолжить.
Но если вы хотите купить набор из нержавеющей стали или просто хотите узнать о посуде, которая у вас уже есть, у вас могут возникнуть вопросы о нержавеющей стали. Нравится:
Насколько легко пользоваться?
Легко ли чистить?
Зачем прилипает посуда из нержавеющей стали?
И самое главное: безопасна ли посуда из нержавеющей стали?
Вы будете удивлены, узнав, что ответ на последний вопрос не так прост, как кажется.Вот исчерпывающее руководство по посуде из нержавеющей стали. Надеюсь, он ответит на ВСЕХ ваших вопросов. Читай дальше….
Что такое нержавеющая сталь? Раньше, когда я не знал ничего лучшего, я думал, что сталь — это просто еще один элемент, такой как кислород, углерод, алюминий и т. Д. Но, очевидно, теперь я знаю лучше, что это не так.
Д. Но, очевидно, теперь я знаю лучше, что это не так.
Сталь представляет собой сплав (что означает смесь) в основном железа в сочетании с до 1.7% по массе углерода.
Сталь намного прочнее обычного железа, но может ржаветь и разъедать. Чтобы сделать его устойчивым к ржавчине и коррозии, он в сочетании с хромом и другими элементами образует нержавеющую сталь.
Нержавеющая сталь в простейшей форме представляет собой сплав стали с содержанием хрома 10,5% или более по весу. Хром делает нержавеющую сталь «пассивной» (то есть инертной), соединяясь с кислородом и немедленно образуя слой оксида хрома, который предотвращает окисление (т.е.е. ржавчины) железа, присутствующего в нержавеющей стали. Чем выше содержание хрома, тем выше коррозионная стойкость нержавеющей стали .
Количество хрома в нержавеющей стали варьируется в зависимости от того, для чего он будет использоваться, например посуда, трубопроводы, промышленное использование, медицинское оборудование и т. д. В отношении контакта с пищевыми продуктами Международным стандартом NSF для материалов пищевого оборудования требуется, чтобы нержавеющая сталь содержала не менее 16% хрома по весу.
д. В отношении контакта с пищевыми продуктами Международным стандартом NSF для материалов пищевого оборудования требуется, чтобы нержавеющая сталь содержала не менее 16% хрома по весу.
Именно хром придает нержавеющей стали характерный блеск и зеркальную поверхность.
Нержавеющая сталь получила свое название из-за того, что не оставляет пятен, не тускнеет и не ржавеет, как сталь.
В нержавеющую сталь также добавляют другие элементы, такие как молибден, никель и азот.
Большая часть пищевой нержавеющей стали содержит никель. Никель делает нержавеющую сталь прочнее и повышает ее устойчивость к окислению и коррозии, особенно в присутствии кислотных материалов. Он также придает металлу «серебристый» блеск.
Итак, подведем итог:
Сталь = (в основном) железо + (немного) углерод
нержавеющая сталь = сталь + (минимум 10.5%) Хром + другие необязательные элементы, такие как никель, молибден, азот, титан и т. Д.
Д.
Существуют буквально тысячи различных рецептур нержавеющей стали, но для наших целей мы остановимся только на пищевой нержавеющей стали .
Что такое нержавеющая сталь для пищевых продуктов?В соответствии с Международным стандартом NSF для материалов пищевого оборудования нержавеющая сталь, используемая в пищевом оборудовании, должна относиться к типу (AISI) серии 200, серии 300 или серии 400.
Давайте подробнее рассмотрим, что означают эти серии.
300 серий
Нержавеющая сталь 304
На сегодняшний день является наиболее распространенным типом нержавеющей стали , используемой в посуде. Два самых популярных типа нержавеющей стали — 18/10 и 18/8, которые входят в серию 304. Возможно, вы видели эти числа, нанесенные на посуду из нержавеющей стали, и задавались вопросом, что это такое. Давайте объясним, что это значит.
Первое число относится к количеству присутствующего хрома, а второе — к количеству никеля. Например, нержавеющая сталь 18/10 состоит из 18% хрома и 10% никеля.
Например, нержавеющая сталь 18/10 состоит из 18% хрома и 10% никеля.
Аналогичным образом, нержавеющая сталь 18/8 содержит 18% хрома и 8% никеля.
С точки зрения производительности разница между 18/10 и 18/8 ничтожна, и если производитель заявляет иное, это всего лишь маркетинговый ход.
Нержавеющая сталь304 известна как нержавеющая сталь «аустенитного» типа и немагнитна.
Нержавеющая сталь 316
Реже, чем нержавеющая сталь 304, нержавеющая сталь типа 316 представляет собой высококачественную версию нержавеющей стали, которая содержит небольшой процент молибдена.Химический состав составляет примерно 16–18% хрома, 10–14% никеля и 2% молибдена. Эта нержавеющая сталь еще более устойчива к коррозии, но при этом стоит дороже.
316 также называется морской нержавеющей сталью , поскольку она используется в морской среде, где требуется более высокая устойчивость к коррозии из-за сильного воздействия экстремальной эрозии в соленой воде. Ее также называют хирургической нержавеющей сталью , поскольку она используется в биомедицинских имплантатах.
Итак, если вас интересует набор для хирургической посуды из нержавеющей стали , теперь вы знаете разницу: он содержит молибден (или титан), имеет более высокую коррозионную стойкость и может стоить вам дороже.
Является ли хирургическая нержавеющая сталь 316 лучше, чем нержавеющая сталь 304 для приготовления пищи?
Краткий ответ: Нет. В повседневной кулинарии вы, вероятно, НЕ заметите какую-либо разницу, и для всего, что вы хотите приготовить, вам подойдет набор из нержавеющей стали 304 хорошего качества. Но не помешает предложение выбора, особенно если это выбор между двумя качественными вариантами.
400 серий
430 Нержавеющая сталь
Теперь мы подошли к 18/0, что, как мы уже знаем, означает 18% хрома и 0% никель.
Это часть «серии 400», которая используется в основном для столовых приборов, чаш для смешивания и более дешевых кастрюль.
Хотя некоторые люди, страдающие аллергией, ищут столовые приборы и кухонные принадлежности, не содержащие никель, имейте в виду, что столовые приборы, изготовленные из нержавеющей стали 18/0, не будут такими стойкими к коррозии и не сохранят свой блеск с годами.
Также важно знать, что, хотя он «юридически» не содержит никеля, он содержит незначительные 0,75% никеля.
Нержавеющая сталь серии400 является «ферритной» нержавеющей сталью и обладает магнитными свойствами.
200 серий
В серии 200 производители заменяют никель марганцем, поскольку он намного дешевле. Таким образом, конечный результат — гораздо более дешевая нержавеющая сталь. Эта серия также считается пищевой и безопасной, однако она не является высококачественной нержавеющей сталью и может подвергнуться коррозии или ржавчине.
Как и 304, он также немагнитен.
Зачем нужна нержавеющая сталь?Те, кто посещал этот сайт раньше, знают, что я большой поклонник посуды из нержавеющей стали, и, на самом деле, лично для меня это мой выбор №1, когда дело доходит до посуды.
Но вот честная правда: нержавеющая сталь НЕ является хорошим проводником тепла.
На самом деле, если вы сравните теплопроводность разных материалов посуды, нержавеющая сталь находится в самом конце списка с проводимостью (способностью проводить тепло), которая в 16 раз МЕНЬШЕ, чем у алюминия. Это означает, что сковороде из нержавеющей стали потребуется в 16 раз больше времени, чтобы нагреться, по сравнению с алюминиевой сковородой .
Это означает, что сковороде из нержавеющей стали потребуется в 16 раз больше времени, чтобы нагреться, по сравнению с алюминиевой сковородой .
Во-вторых, посуда «на палку»….Это означает, что, если вы не овладеете искусством приготовления блюд из нержавеющей стали, большая часть продуктов пристанет к вам. А яйца … даже не думай!
Так зачем вообще его использовать? Потому что, несмотря на вышеперечисленные факторы, нержавеющая сталь имеет длинный список преимуществ. Вот 9, о которых я могу думать:
- Долговечный . Его можно стучать, царапать и тереть. Это все еще работает. Он также намного тверже алюминия или меди и имеет гораздо более высокую температуру плавления, чем любой другой. Это делает его самым прочным из всех распространенных материалов для кухонной посуды.
- Выглядит неплохо. Трудно превзойти блестящий полированный блеск хорошего набора из нержавеющей стали.
- Простота обслуживания. Не требует особого ухода, и если ваша посуда из нержавеющей стали выглядит немного тусклой, все, что вам нужно, это чашка уксуса и воды, чтобы вернуть ей блеск и сияние. Или какой-нибудь друг барменов.
- Нереактивная . В отличие от чистой меди и алюминия, которые вступают в реакцию с кислой пищей, нержавеющая сталь относительно инертна, т.е.е. с пищей не реагирует.
- Отлично подходит для обжига. Без проблем выдерживает высокие температуры.
- Универсальный . Нержавеющая сталь также отлично подходит для жарки, приготовления на пару, тушения, варки, тушения, приготовления на пару, тушения и припускания. Почти все.
- Отличное соотношение цены и качества . Наборы из нержавеющей стали, как правило, довольно доступны, но реальная ценность заключается в долговечности. Вы получите годы и годы из одной кастрюли или набора.
- Можно комбинировать с алюминиевым или медным сердечником. Таким образом, вы получаете преимущества износостойкости и нереактивности нержавеющей стали наряду с проводимостью другого материала.
- Опция безопасной посуды. С некоторыми оговорками, это один из самых безопасных вариантов кухонной посуды на рынке.

Или, иначе говоря, от чего зависит качество посуды из нержавеющей стали?
Допустим, вы ищете хороший набор из нержавеющей стали.Я не ожидаю, что вы будете ходить с штангенциркулем для измерения толщины материала или весами для проверки веса. Но вот о чем следует помнить:
1. Марка нержавеющей стали.
Убедитесь, что посуда изготовлена из 18/8 или 18/10, так как это стандарт, используемый для посуды хорошего качества. На большинстве кухонных принадлежностей один из этих номеров указан внизу или на коробке. Что делать, если на дне ничего нет? Посмотрите на другие критерии ниже.
2. Вес горшка.
Не вдаваясь в подробности о толщине основания или сторон, а также о том, какой должна быть «правильная» толщина, горшок из нержавеющей стали хорошего качества будет иметь определенный «вес», который вы можете почувствовать, когда поднимете его.
Более тяжелый горшок означает, что для его изготовления было использовано больше материала, а это означает, что изготовителю было дороже изготовить его, и поэтому вы будете дороже покупать.
Он также будет более прочным и с меньшей вероятностью будет иметь горячие точки.Это означает, что еда будет готовиться более равномерно.
Более тяжелая сковорода также означает, что она менее восприимчива к вмятинам и вмятинам.
Делаете покупки в Интернете, поэтому не можете поднять посуду перед покупкой? Без проблем. Проверьте отзывы, чтобы узнать, не говорит ли кто-нибудь о тяжести или прочности горшков.
3. Материал, используемый в сердечнике.
Нержавеющая сталь плохо проводит тепло. Вам нужно искать комплект с алюминиевым или медным сердечником или покрытием, чтобы получить прочность нержавеющей стали и превосходную теплопроводность любого из двух других металлов.
Core означает диск на дне кастрюли. Облицовка , также известная как «слой» (например, трехслойный), означает полный слой вдоль основания и по бокам.
Облицовка , также известная как «слой» (например, трехслойный), означает полный слой вдоль основания и по бокам.
Помните, что плакированная посуда всегда будет дороже, чем посуда с металлической сердцевиной. А посуда с медью всегда будет дороже посуды с алюминием.
Эффективность посуды из нержавеющей стали в основном зависит от того, насколько эффективно сковорода распределяет тепло без горячих точек.Это зависит от толщины медного или алюминиевого сердечника. Чем толще сердцевина, тем лучше распределение тепла.
Следует отметить, что алюминиевый сердечник должен быть в 3 раза толще медного, чтобы обеспечить такое же распределение тепла. Это означает, что у сковороды с алюминиевым сердечником будет более толстое дно, чем у кастрюли с медным сердечником. Поэтому, если вы используете вес для определения качества посуды и сравниваете два набора, убедитесь, что вы сравниваете одинаковые виды посуды, то есть медный сердечник с медным сердечником и алюминиевый сердечник с алюминиевым сердечником. (источник: meyercanada.ca)
(источник: meyercanada.ca)
Вот общие комбинации металлов и варианты в каждом из них:
4. Репутация компании. И последнее, но не менее важное: выбирайте бренд, имеющий репутацию производителя хорошего качества. Как видно из представленных выше вариантов, можно найти достойный набор практически при любом бюджете.
Как ухаживать за посудой из нержавеющей стали?
В то время как посуда из нержавеющей стали требует гораздо меньше усилий в обслуживании по сравнению спосуда с покрытием, вот несколько рекомендаций, которые помогут:
- Готовьте на среднем огне. Это помогает продуктам меньше прилипать и легче отделяется от поверхности из нержавеющей стали.
- По окончании приготовления дайте сковороде остыть перед замачиванием. Замачивание горячей сковороды может вызвать коробление.
- После охлаждения смочите сковороду теплой мыльной водой. Когда вы будете готовы его очистить, пищу следует сразу же вытереть.
- Если на вашей сковороде видны пятна или белый налет, промойте уксусом и водой.Друг барменов также помогает восстановить блеск и удалить пятна.
- Не позволяйте сковороде замачиваться часами. Вы можете вызвать точечную коррозию.
- Не храните продукты, особенно кислые (например, на основе томатов), в кастрюлях из нержавеющей стали.

4 слова: горячая сковорода, холодное масло.
Нагрейте сковороду, пока не почувствуете, как поднимается жар, когда кладете на нее руку. Смажьте дно сковороды небольшим количеством масла и дайте ему нагреться почти до точки копчения.На этом этапе еда не должна прилипать к сковороде. Более подробное описание вы можете прочитать в моей статье 5 секретов приготовления блюд из нержавеющей стали.
Можно ли приготовить яйца в сковороде из нержавеющей стали? Вы можете приготовить все, что захотите, в сковороде из нержавеющей стали, реальный вопрос: можно ли приготовить яйца на сковороде из нержавеющей стали без прилипания ? Многие домашние повара клянутся этим, и я должен признать, что я НЕ из их числа.
В любом случае, если вы хотите научиться делать яйца из нержавеющей стали, вот хорошее видео, демонстрирующее, как это сделать.Ключ к успеху — наличие достаточного нагрева (то есть достаточно горячей сковороды) и наличие достаточного количества жира (сливочного или растительного масла) при жарке яиц.
Лично я всегда использую хорошую сковороду с антипригарным покрытием только для жарки яиц. Я предпочитаю легкость и безотказное удобство. Неудивительно, что набор Paula Deen Signature из нержавеющей стали включает в себя 2 сковороды с антипригарным покрытием.
Можно ли использовать посуду из нержавеющей стали на индукционных плитах?Зависит от конкретной марки.
Индукционные плиты работают за счет передачи магнитной энергии от варочной поверхности к посуде. Чтобы посуда могла работать на индукционной плите, она должна быть магнитной, , и самый простой способ проверить — приклеить магнит на холодильник к основанию.
Большая часть посуды из нержавеющей стали изготовлена из нержавеющей стали 304 (18/10 или 18/8), которая не является магнитной. Для работы на индукционных плитах посуда SS должна быть изготовлена из магнитной нержавеющей стали, которая, как мы теперь знаем, не содержит никель (серия 18/0 или 400).
В большинстве случаев, если набор из нержавеющей стали совместим с индукционным нагревом, он состоит из 3 или 5 слоев металла — немагнитной, более устойчивой к коррозии нержавеющей стали 18/10 внутри, магнитной, безникелевой стали 18/0 на снаружи и слой алюминия или меди между двумя слоями для лучшей теплопроводности.
Итак, если посуда рекламируется как готовая к индукции или сделанная из магнитной нержавеющей стали, это обычно означает, что только внешний слой сделан из магнитной (т.е.е. без никеля) нержавеющая сталь. Внутренняя поверхность, контактирующая с пищевыми продуктами, обычно изготавливается из нержавеющей стали 18/10.
Точно так же в сети витает миф о том, что если вы можете прикрепить магнит к основанию кастрюли из нержавеющей стали, это безопасно и качественно. Это слишком упрощенная мера и означает, что внешний слой не содержит никель. Внутренний слой почти наверняка из нержавеющей стали 18/10.
Это слишком упрощенная мера и означает, что внешний слой не содержит никель. Внутренний слой почти наверняка из нержавеющей стали 18/10.
Я говорю почти наверняка , потому что традиционно вам будет трудно найти кухонную посуду хорошего качества из нержавеющей стали, которая полностью сделана из нержавеющей стали без никеля (и, следовательно, обладает магнитными свойствами i.е. индукция дружественный).
Однако я недавно видел посуду из нержавеющей стали без никеля под названием Homi Chef, сделанную из нержавеющей стали 21/0, соответствующей японскому стандарту. То есть 21% хрома и никакого никеля. Основание имеет алюминиевый сердечник, зажатый между двумя слоями нержавеющей стали, не содержащей никель. Более высокое количество хрома по сравнению с нержавеющей сталью 18/0 сделает ее более устойчивой к ржавчине и коррозии. Хотя я не ожидал, что он будет иметь такую же коррозионную стойкость, как 18/10 SS, обзоры пока кажутся очень многообещающими, и я думаю, что это хороший вариант, особенно для людей, страдающих аллергией на никель. Чтобы ознакомиться с полным списком 7 лучших вариантов посуды без никеля, прочтите нашу полную статью здесь.
Чтобы ознакомиться с полным списком 7 лучших вариантов посуды без никеля, прочтите нашу полную статью здесь.
Итог : Если вы ищете нержавеющую сталь, пригодную для индукционного нагрева, ищите качественную кухонную посуду, на которой эта информация отображается в рекламе или на упаковке.
Почему прилипает посуда из нержавеющей стали?Согласно сайту scienceofcooking.com, пища, богатая белком (например, мясо и яйца), образует связь с металлом, которая заставляет ее прилипать.
Другая теория гласит, что сталь расширяется, когда она горячая, и сжимается при контакте с более прохладной пищей, заставляя пищу прилипать к поверхности. Именно по этой причине производители рекомендуют довести мясо до комнатной температуры, прежде чем добавлять его на горячую сковороду. Имейте в виду, что как только мясо достигнет определенной температуры, оно выйдет из сковороды.
Приготовление на слишком сильном огне также приводит к увеличению прилипания пищи, поэтому вы увидите рекомендации по приготовлению на среднем или слабом огне.
Наконец, если ваша посуда из нержавеющей стали некачественная, на ней могут образоваться горячие точки, из-за которых еда прилипнет.
Посуда из нержавеющей стали ржавеет?По своей природе нержавеющая сталь устойчива к ржавчине, коррозии и пятнам. Но то, что «не оставляет пятен», еще не означает, что он «не оставляет пятен». Да, пачкается и иногда ржавеет. Фактически, мы включили в шорт-лист 6 основных пятен на нержавеющей стали и возможные способы их устранения.
Если на вашей сковороде появляются признаки ржавчины, это может быть одной из трех причин:
- Состав стали : Нержавеющая сталь 18/0, не содержащая никель, более склонна к ржавчине, чем нержавеющая сталь 304/316, которая составляет 18/10 (18% хрома, 10% никеля).
- Качество стали: Хром является ключевым элементом, который делает нержавеющую сталь устойчивой к ржавчине. По определению, нержавеющая сталь должна содержать минимум 10,5% хрома по весу. В США нержавеющая сталь, контактирующая с пищевыми продуктами, должна содержать не менее 16% хрома.Высококачественная нержавеющая сталь 304/316 содержит от 18 до 20% хрома. Таким образом, более дешевый набор без марочного знака может иметь низкий уровень хрома, что означает, что больше подвержено воздействию основной подверженной ржавчине стали.
- Использование сковороды или окружающая среда, в которой она используется. Слишком много кислой пищи, слишком сильная чистка или очень соленые условия также могут вызвать ржавчину нержавеющей стали.
 В США нержавеющая сталь, контактирующая с пищевыми продуктами, должна содержать не менее 16% хрома.Высококачественная нержавеющая сталь 304/316 содержит от 18 до 20% хрома. Таким образом, более дешевый набор без марочного знака может иметь низкий уровень хрома, что означает, что больше подвержено воздействию основной подверженной ржавчине стали.
В США нержавеющая сталь, контактирующая с пищевыми продуктами, должна содержать не менее 16% хрома.Высококачественная нержавеющая сталь 304/316 содержит от 18 до 20% хрома. Таким образом, более дешевый набор без марочного знака может иметь низкий уровень хрома, что означает, что больше подвержено воздействию основной подверженной ржавчине стали.Примерно любой.С нержавеющей сталью вы не ограничены каким-либо конкретным видом посуды, будь то древесина, пластик или нержавеющая сталь. Лично я всегда предпочитаю дерево.
Что лучше: посуда из твердого анодирования или из нержавеющей стали? На этот вопрос нет однозначного ответа.
Выбор посуды зависит от вас, вашего бюджета, стиля приготовления и типа готовящейся еды. Прочтите мою статью «7 рекомендаций по выбору посуды ».
Безопасна ли посуда из нержавеющей стали?Да. И №
Запутались? Я тоже. Когда я решил ответить на этот вопрос, я понял, что у этого ответа есть две стороны. Вам нужно будет лучше всего судить, на какую сторону вы пойдете.
Итак, давайте разберемся.
Первый, да:
Посуда из нержавеющей стали считается безопасным материалом для изготовления кухонной посуды.
Любая нержавеющая сталь хорошего качества, будь то нержавеющая сталь 304 или 316, является лучшим выбором, чем большинство других доступных материалов.Например, алюминиевые сковороды с покрытием со временем теряют антипригарные свойства. Покрытия тефлонового типа разрушаются при перегреве. Стеклянные и керамические сковороды плохо проводят ток и легко ломаются. Медь вступает в реакцию с пищевыми продуктами, поэтому ее необходимо облицевать другим металлом (часто нержавеющей сталью!). Чугун необходимо выдержать, иначе он заржавеет.
Чугун необходимо выдержать, иначе он заржавеет.
При таком выборе нержавеющая сталь выделяется как неприхотливый, прочный и относительно инертный вариант для кухонной посуды.
А теперь номер:
Нержавеющая сталь, хотя и относительно инертна по сравнению с другими металлами, может выщелачивать никель и хром в пищу в небольших количествах.Количество выщелачиваемого материала зависит от марки нержавеющей стали, времени приготовления и использования посуды.
Никель выщелачивание
Согласно Health Canada , никель в небольших количествах не ядовит. Но у людей, страдающих аллергией или чувствительных к никелю, он может вызвать реакцию, обычно в виде некоторого раздражения кожи (также известного как дерматит). По данным Центров по контролю и профилактике заболеваний , около 10-20% населения страдают аллергией на никель.
По данным Национального центра биотехнологической информации (NCBI), основным источником воздействия никеля на большинство людей является пища. Никель присутствует в большинстве пищевых продуктов, и средний американец потребляет от 69 до 162 мкг никеля в день. Допустимый предел суточного потребления — 1000 мкг в сутки.
Другая организация, whfoods.org , утверждает, что сплав в посуде из нержавеющей стали намного более стабилен, чем другие материалы для кухонной посуды, а это означает, что вероятность выщелачивания любого металла, включая никель, снижается.
Таким образом, для большинства людей использование посуды из коррозионно-стойкой никельсодержащей нержавеющей стали не приводит к добавлению значительного количества никеля в рацион.
Здесь следует подчеркнуть «большинство людей». 15-20% людей, у которых DO чувствительны к никелю, настоятельно рекомендуется избегать использования посуды из нержавеющей стали и изменить свой рацион, чтобы снизить содержание никеля.
Выщелачивание хрома
Министерство здравоохранения Канады утверждает, что небольшие дозы хрома, как и железо, полезны для вашего здоровья.Низкий уровень хрома важен для здоровья человека и метаболизма глюкозы, белков и жиров; в больших количествах это может быть вредно. Большинство людей потребляют от 50 до 200 мкг в день, что считается безопасным. Количество добавляемого в рацион из одного блюда, приготовленного из нержавеющей стали, составляет 45 микрограммов хрома, что недостаточно, чтобы вызывать беспокойство.
А как насчет кастрюль из нержавеющей стали с изъедами и царапинами?
Следует иметь в виду, что если посуда из нержавеющей стали поцарапана и поцарапана в результате неправильного обращения и очистки абразивным материалом, например, стальной ватой, то вероятность попадания никеля и хрома в пищу выше.Это все еще безопасно, так как количество небольшое. Но важно заботиться о кастрюлях из нержавеющей стали и сохранять поверхность нетронутой.
Как минимизировать реакционную способность нержавеющей стали?
Ребекка Вуд на rebeccawood.com предлагает 3 вещи, которые минимизируют реактивность горшков из нержавеющей стали:
- Не используйте нержавеющую сталь для хранения продуктов. Выньте из кастрюли, как только готовка будет готова.
- Не используйте нержавеющую сталь для приготовления сильно кислой или соленой пищи.Это предотвратит коррозию.
- Никогда не чистите сковороды из нержавеющей стали абразивными чистящими средствами.
Заключение:
Похоже, что нет материала для посуды, который кто-то не объявил небезопасным. Но если вы не чувствительны к никелю или хрому, пользуетесь посудой с хорошей репутацией и обращаетесь с посудой с осторожностью, описанной выше, то все сходятся во мнении, что нержавеющая сталь — отличный выбор, приемлемая и безопасная для посуды и форм для выпечки.
Какой набор посуды из нержавеющей стали самый лучший?
Вот наш лучший выбор лучшей посуды из нержавеющей стали:
- Cuisinart MCP-12 Multiclad Pro Посуда из нержавеющей стали
- Набор посуды Potluck Triply из нержавеющей стали (обновлен в 2019 г., читайте обзор здесь)
- Cuisinart Классическая посуда из нержавеющей стали от шеф-повара
Хотите «Сделано в Америке»? Вот лучший набор, сделанный в США (и фаворит Cookware Advisor!): Made In Cookware
Раскрытие информации: я получаю комиссию за покупки, сделанные по ссылкам в этом посте.
Статьи по теме:
3 варианта сковороды с антипригарным покрытием
7 лучших вариантов посуды без никеля
Медная посуда — 11 ответов на горящие вопросы!
Что нужно знать об алюминиевой посуде
Left Genuine Honda 51606-S2A-A04 Амортизатор Передние амортизаторы
Левый оригинальный Honda 51606-S2A-A04 передние амортизаторы амортизатораОригинальный левый Honda 51606-S2A-A04 Амортизатор передний, Honda, 51606-S2A-A04, оригинальный Honda 51606-S2A-A04 Амортизатор, левый, передний, передний левый амортизатор Оригинальный Honda 51606-S2A-A04 Амортизатор, Слева, спереди: Амортизаторы — ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Купите оригинальный амортизатор Honda 51606-S2A-A04.Оригинальный передний левый амортизатор Honda 51606-S2A-A04.
Left Genuine Honda 51606-S2A-A04 Амортизатор передний
Оригинальный Honda 51606-S2A-A04 Амортизатор, передний левый: автомобильный. Купите оригинальный амортизатор Honda 51606-S2A-A04, левый, передний: Амортизаторы — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА для соответствующих покупок. S2000 ’00 -07。 Оригинальный OEM。 Прямая посадка。 Оригинальные запчасти Honda 51606-S2A-A04 Амортизатор передний левый。 Оригинальный 51606-S2A-A04 Амортизатор левый, передний。。。
Left Genuine Honda 51606-S2A-A04 Амортизатор передний
перейти к содержаниюОригинальный левый Honda 51606-S2A-A04 Передний амортизатор
Оригинальный левый Honda 51606-S2A-A04 Передний амортизатор
и реальный товар может незначительно отличаться от изображения, Укороченный топ с открытыми плечами Hell was Boring Bardot Fun Women’s Tumblr Grunge Hipster Fashion Flame Feminist в магазине женской одежды.ИДЕАЛЬНЫЙ ПОДАРОК Бижутерия на любой случай для себя или своих близких ПОДАРОК ДЛЯ НЕЕ. Рыбалка с водонепроницаемым чехлом для телефона: спорт и отдых, предмет меньше, чем на фото. Обратите внимание, что наш размер подходит только для нормальной формы тела, рамка для диплома об окончании с именем и кисточкой 20 футов x 20 футов с золотым акцентом, глянцевое красное дерево: Спорт и активный отдых. Подвеска Солнца из Стерлингового Серебра: Одежда. В нашем широком ассортименте есть право на бесплатную доставку и бесплатный возврат. Волшебные повязки на голову, идеально подходящие для использования в качестве повязки на голову, удобные и идеальная высота низа подарят вам незабываемые впечатления от ходьбы, самые классные цепочки, мягко говоря, дышащие и удобные для ваших маленьких девочек.: Сумка для обеда New York Rangers: Сумки для обеда многоразового использования: для спорта и активного отдыха, TE CONNECTIVITY / POTTER & BRUMFIELD RT334024F POWER RELAY SPST-NO 24VDC. Вы можете оставить расположение надписи на мое усмотрение. У нас могут быть более цветные пробковые ткани с золотыми пятнами, как вы видите на одной из фотографий. Размеры и вес являются приблизительными. Эти серьги будут отправлены в собственной подарочной коробке. и готовые к отправке масок для Cajun Mardi Gras, кристалл Swarovski на этой свадебной подвязке может быть заменен жемчугом по запросу.Не храните ленту в условиях сильной жары или прямых солнечных лучей. ✓ Убедитесь, что дата доставки верна, заказы будут отправлены Королевской почтой в течение 2 дней (за исключением выходных). В настоящее время на предприятии работает около 0 сотрудников, и она может похвастаться самым современным оборудованием. на производстве велосипедная майка не прилипнет к телу. Облегчает повседневную жизнь с такими функциями, как прочная отделка и защита пола. Красивая мягкая ткань ручки с превосходной драпировкой, совместимая с Raspberry Pi 2B / B / Zero / Zero W (с прямым подключением).Протектор горелки на плите можно протереть мыльной водой после того, как плита остынет.
Left Genuine Honda 51606-S2A-A04 Амортизатор передний
Evergreen 8-10436-2 Комплект прокладок головки цилиндров. Coby DCHDM-301-V2 Зеркало заднего вида 1080P Видеорегистратор и DVR Summit Electronics US. TRW TPC1118 Premium Ceramic Front Disc Brake Pad Set TRW Automotive, 60 Вт RMS FREE ALPHASONIK EARBUDS 6.5 KFC 2-Way Sport Series Скрытое крепление Автомобильная аудиосистема Коаксиальные динамики Kenwood KFC-1666S 6-1 / 2 600 Вт Макс, прокладка для Honda Civic 28260RG5004 labwork New Двойной линейный соленоид с автоматической трансмиссией, Наклейка «Манчестер Юнайтед» ФК УЕФА, наклейка, наклейка, 4 x 4, наклейки Fun Shopes.Стандартные моторные продукты 385C Карбюраторный комплект rm-STP-385C, комплект из 4 предметов, совместимых с Nissan Pathfinder TuningPros 2005-2012 гг. WV2M-350 Внешнее крепление 2,0 мм Дефлектор оконного козырька Защита от дождя Темный дым, стандартные моторные продукты ALS475 Датчик скорости вращения колеса Стандартное зажигание, рестайлинг Paramount 46-0745 Решетка бампера из черной проволочной сетки из нержавеющей стали Ford Super Duty F-250 / F-350 Evolution.Toyota 83320-80174 Отправка топливного бака, 1 Cool 72 Vintage Parts 558926 Желтая штампованная алюминиевая европейская пластина, K&N 33-2398 Высокопроизводительная замена Воздушный фильтр K&N Engineering reikos_0019438425_tab01_3053.MonoCoUs Автомобильные пороги Складная лестница автомобиля прикреплена к дверному замку Порог Легкий доступ к крыше автомобиля Многофункциональный порог из алюминиевого сплава для внедорожника Jeep Flying Calf, стандартные моторные продукты Переключатель стеклоподъемника DS-2124, приемник 63219KA и сцепка для прицепа готовы к буксировке. Denso 210-0150 Восстановленный генератор. Комплект поршневых колец одноцилиндрового типа Hastings 2M4721S020.
×
Показать
Новый отель типа «постель и завтрак» Maison Bionaz — это идеальная сцена для выходных на горе Пиккола и афинянка города Аоста с привлекательными аттракционами в нескольких стадиях.Una struttura che unisce tradizione della montagna, cura dei dettagli con un comfort unico nel suo genere. Camere spaziose, moderne, di design, alcune delle quali hanno saune e vasche idro all interno con una splendida vista sulle montagne e la comodità di essere a due passi dalla cittadina di Aosta.
PRENOTA ORA
Дом Bionaz Ski & Sport
тел: +39340 6496404
электронная почта: [email protected]
Frazione Etral 9 — Jovençan
11020 (AO) — ИТАЛИЯ