Как легко сварить чугун без специального электрода❓| Делюсь секретами | Euro Welder
Чугун — сплав железа с добавлением большого количества углерода. Изобретён в Китае в 10-ом веке; первыми изделиями из чугуна стали — монеты.
Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
Сегодня поговорим о распространённой теме — сварка чугуна, но разбирать будем не профессиональный подход с использованием специальных электродов и методов, а самый простой и рабочий способ, доступный любому сварщику-любителю ручной дуговой сварки.
Этот способ я применял неоднократно даже в профессиональных работах (сварка чугунных фланцев с трубой), когда не было специальных электродов и он ещё ни разу меня не подводил. Итак, начнём! (все мелочи крайне важны — читайте внимательно).
Лопнувшие куски чугунной трубы, которые будем сваривать и обучаться.
Начнём с того, что Вы должны забыть про эти бесполезные методы, которые советуют всевозможные «лепилы» и «диванные мастера» 🙂 Самое частое и глупое, что можно услышать — это, пожалуй, сварка чугуна на постоянке простым рутиловым электродом (к примеру МР-3), электродом по нержавейке обмотанным медным проводом или, что ещё глупее, рутиловым с медным проводом.
Сварка этими методами будет едва ли чуть прочнее синей изоленты и далеко не каждый новичок сможет её совершить более менее достойно!
Если Вы столкнулись с задачей сварить чугун, то — это 99% любая лопнувшая деталь или узел. И в подавляющем большинстве случаев речь будет идти о сером чугуне, либо его разновидности — высокопрочном. *На изломе (не путать со срезом) первый — серого цвета, а второй — тёмного-серого.
Все эти виды чугуна можно сварить, приведённым ниже методом! Поехали!
1. ЭлектродыКонечно, для идеальной сварки чугуна нужны специальные электроды, но вряд ли Вы очень захотите бежать в магазин и покупать целую пачку дорогих «патронов», чтобы использовать всего несколько из них. К тому же в продаже такие электроды далеко не везде имеются в наличии.
К тому же в продаже такие электроды далеко не везде имеются в наличии.
В этом случае нам отлично поможет любой электрод с основным покрытием, который наверняка будет у Вас под рукой.
Флагман всех марок, «батя» всех электродов не даром носит название — основной, ведь все остальные марки изготавливаются на его основе, лишь чуть меняя или дополняя его состав, который также довольно неплохо сочетается с составом чугуна.
Мой выбор — электроды с основным покрытием УОНИИ 13/55; №32. Подготовка к сварке
Первое, что выполняем — это соединяем наши обломки в одно целое, прямо по месту трещины, плотно прижав друг к другу и ставим две прихватки с торцов:
Прихваченная «деталь» из высокопрочного чугуна. Не забудьте очистить место под установку клемы — это снизит сопротивление в цепи!Далее определяемся с местом будущего шва и выполняем разделку кромок. *Если у Вас треснул, к примеру, печной колосник или дверца грубки, то понятно, что на лицевой стороне сваривать не нужно.
При выполнении разделки стоит учесть существенный нюанс:
- в отличие от сварки электродами по чугуну, прочность металла, наплавленного нашим основным электродом, будет примерно в два раза выше прочности чугуна, поэтому толщина наплавленного металла должна составлять не более 50% от толщины стенки чугуна в месте сварки. Излишне наплавленный металл создаст усадочные напряжения и может привести к трещинам.
Поэтому желательно снимайте разделку глубиной не более 1/3 от толщины Вашего изделия. Факел дуги электрода сформирует дополнительное углубление (ванну) и глубина провара как раз не превысит половины. *В моём случае толщина стенки чугуна — 5 мм, поэтому я углубил разделку примерно на 1.6 мм.
Дальше укладываем нашу деталь в сухой песок и разогреваем горелкой полностью всю деталь равномерно:
Перегревать деталь не стоит. Свою, учитывая толщину и объём, я грел около 30 секунд.
Свою, учитывая толщину и объём, я грел около 30 секунд.Затем немного подогреваем приготовленный песок рядом с изделием (только в том случае, если он холодный). Им мы будем засыпать нашу деталь сразу после сварки, чтобы она медленно остывала.
Подогреваем песок рядом. Актуально лишь в холодное время года или суток.3. Сварка
Сварка чугуна всегда (за очень редкими исключениями) производится в нижнем положении. Шов будем сваривать током прямой полярности (минус на электроде) углом вперёд.
Почему?
Да, электроды с основным покрытием не предназначены под сварку на прямой полярности, так же как и для сварки чугуна в общем-то. Однако на чугуне, по моим личным наблюдениям, прямая полярность работает гораздо лучше,чем на стали, а самое важное — создаёт меньшую температуру на кончике электрода (катодное пятно), чем если электрод подключить на плюс (анодное пятно). Перегревать чугун излишне — опасно!
Улом вперёд будем сваривать по двум простым причинам:
- факел дуги будет попадать на новый, еще не расплавленный участок разделки, что сократит излишний нагрев.
 Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну.
Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну. - при перемещении электрода углом вперёд, шлак будет меньше стремиться затекать в металл.
 Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну.
Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну.Как выставить силу тока?
Тут всё просто: силу тока нужно ставить максимально минимальную. Минимальный ток для Ваших электродов при сварке в нижнем положении будет указан на пачке, однако, поскольку мы уже подогрели чугун горелкой, советую поставить ток на 15-20 ампер ниже указанного.
Обязательно перед этим убедитесь, что напряжение в сети стабильное и достаточно мощное (от 190 Вольт), тогда показания выставленного тока будет соответствовать действительности.
На пачке моих УОНИИ значится минимальный ток для нижнего положения в 90 Ампер, следовательно ставлю на двадцать меньше — 70А.Далее производим сварку: зажигаем электрод у торца разделки и задерживаем на 3-4 секунды, формируя ванну. Затем постепенно движемся вверх по разделке, удерживая короткую дугу (ближний край обмазки электрода можете слегка опирать о металл).
Затем постепенно движемся вверх по разделке, удерживая короткую дугу (ближний край обмазки электрода можете слегка опирать о металл).
Предупреждаю, что в процессе нужно будет постепенно увеличивать скорость перемещения электрода, потому что чугун будет греться всё сильнее к концу шва. Также шлак будет вести себя очень неестественно — его будет много, он будет формироваться в шарики, узкие полоски и т.д.
После завершения сварки, засыпьте деталь песком полностью и выждите от 15 до 60 минут (зависит от толщины чугуна).После ожидания, пока чугун медленно остывал в нашем песке, достаньте его, аккуратно удалите шлак клевком и наслаждайтесь результатом:)
Готовый сварной шов. Еще два фото справа ->->->Готовый сварной шов. Еще два фото справа ->->->Готовый сварной шов. Еще два фото справа ->->->Шов получается монолитным, без подрезов, прожогов и нормального качества, не смотря на все противоречия. Провар также выходит достаточной глубины, не превышающий положенного:
Макроанализ сварного шва на выявление глубины провара.
В случае, если Вам необходимо заварить толстый чугун, используйте более глубокую разделку кромок и сваривайте многопроходно, давая остывать предыдущим швам и тщательно их очищая. При сварке толстостенных деталей, сперва обварите кромки:
Но в этом случае (если очень ответственная деталь) всё же лучше использовать специальные электроды по чугуну.Если трещина слишком длинная (от 18-20 см), то сваривайте небольшими кусочками швов (10-15 см) поочерёдно в разных местах разделки и желательно не заходите на предыдущие швы (не делайте замки, если деталь не герметичная).
Теперь Вы знаете простой и эффективный способ сварки чугуна! Удачи и ровных Вам швов! 😉
С Уважением Euro Welder.
Как заварить чугунные тиски: можно ли сварить
На чтение 9 мин. Опубликовано
Чугун — сплав, состоящий из железа, углерода и легирующих добавок. Детали из него часто используются как в промышленности, так и в быту. Несмотря на высокую прочность, этот материал сравнительно хрупкий, поэтому домашним и профессиональным сварщикам надо знать, как правильно работать с ним и как заварить чугунные тиски или другие изделия из этого металла.
Несмотря на высокую прочность, этот материал сравнительно хрупкий, поэтому домашним и профессиональным сварщикам надо знать, как правильно работать с ним и как заварить чугунные тиски или другие изделия из этого металла.
Насколько сложно варить чугун в домашних условиях
Хотя это и непростой процесс, но соединять чугунные детали или заваривать в них трещины можно и дома. Сварщик должен знать технологию выполнения таких работ и быть готовым к следующим трудностям:
- сплав обладает высокой текучестью, поэтому сварочные работы лучше выполнять в нижнем положении заготовок;
- в расплавленном состоянии чугун выделяет газы, которые попадают в шов, из-за чего его качество ухудшается;
- при нарушении температурных показателей чугун перекаливается, из-за чего в нем появляются поры, а в сварных швах — дополнительные напряжения;
- при быстром или неравномерном нагреве/охлаждении соединения в нем появляются трещины.

При работе с чугуном учитывают его особенности, проводят качественную подготовку соединяемых изделий и правильно выбирают режим.
Подготовка чугуна к обработке
Чтобы создать качественный и прочный шов, важно правильно провести подготовительные работы.
Порядок выполнения:
- очистка свариваемых поверхностей от имеющихся загрязнений и пыли;
- обезжиривание очищенных поверхностей ацетоном или другим растворителем;
- подготовка подкладок для отведения тепла, они используются при соединении тонких заготовок;
- разделка кромок, она выполняется перед соединением тонкостенных деталей, делают это напильником или с помощью УШМ;
- обработка трещин, их засверливают по краям и разделывают по всей длине или вырезают трещину, а затем ее края заокругливают;
- подогрев изделия проводится в зависимости от способа сваривания (холодный или горячий).
Разновидности используемых для чугуна электродов
С чугунными заготовками работают специальными электродами с маркировкой СВ-08 А и СВ-08 или используют для этого материала универсальные расходники:
- ЦЧ-4 — применяются для работы при любой температуре и позволяют создавать ровное и прочное соединение.
- ЭМЧС — основа сделана из низкоуглеродистой стали, на нее нанесена трехслойная обмазка. В процессе горения электрода вокруг него создается газозащитный слой, предохраняющий шов от окисления и образования в нем включений воздуха.
- Ficast NiFe K — такие стержни выполнены из железоникелевого сплава, предназначены для сварки чугуна и стали.
- МНЧ-1 — сделаны из сплава меди, никеля и монель-металла, что увеличивает их стоимость. Применение этих расходных материалов позволяет получать качественный шов, который потом легко обрабатывать.

Как сделать самостоятельно
Качественные электроды для работы с чугуном можно приобрести не в каждом строительном магазине, стоимость их достаточно высокая. Многие опытные сварщики и домашние мастера делают расходники для сварки чугуна самостоятельно.
Электрод можно сделать самостоятельно.Для этого понадобятся стержни общего назначения (АНО-4 или УОНИ), медная проволока толщиной 1,5-2 мм.
Процесс изготовления простой, достаточно накрутить проволоку на выбранный электрод.

Можно использовать и другой вариант, для его реализации понадобятся:
- жидкое стекло;
- медные прутья диаметром до 5 мм;
- измельченная обмазка, снятая со стержней общего назначения;
- металлический порошок.
В этом случае процесс изготовления состоит из таких этапов:
- Нарезка медных прутьев на отрезки необходимой длины. Зачистка их поверхности наждачной бумагой и обезжиривание.
- Подготовка покрывающего состава. Для этого тщательно толкут обмазку, снятую со стержня, и в равной пропорции смешивают ее с металлическим порошком. Затем в подготовленную смесь вводят 30% жидкого стекла, снова все хорошо перемешивают.
- Создание электрода. Готовые прутья несколько раз опускают в подготовленный состав, пока на них не образуется покрытие толщиной 1,5-2 мм.
- Сушка стержней. Их размещают вертикально и оставляют на открытом воздухе.
- Прокаливание. Для этого самодельные изделия помещают в духовку, температура которой в пределах +200-250°С.

Качество самостоятельно сделанных электродов будет немного ниже, чем тех, что приобретены в магазине, но с их помощью также можно надежно соединять или восстанавливать чугунные детали, при этом режим работы выбирают такой же, как и при использовании фирменных расходников.
Техника безопасности
При любых сварочных работах чугун не является исключением, важно соблюдать правила безопасности:
- если работа выполняется в помещении, то оно должно хорошо проветриваться и иметь качественное освещение;
- обязательно надо использовать заземление;
- чугунные детали не должны быстро охлаждаться, поэтому при работе с ними их надо защищать от влаги;
- сварщик обязательно должен работать в огнестойком костюме и обуви, рукавицах, защитной маске.
Какие методы сварки применяются для тисков
Для восстановления работоспособности чугунных тисков можно использовать такие методы сварки:
- Горячая. Это самый распространенный способ, позволяющий получать качественное соединение. Перед свариванием деталей их поверхность при помощи газовой или жидкотопливной горелки или в печах нагревают до +600-650°С. Это помогает избежать перекалки и напряженности в месте сварки, а также появления соединений, имеющих высокую температуру плавления. Дома реализовать такую технологию сложно. Кроме правильного нагрева, надо еще знать, когда можно начинать работу, как остудить заготовки и другие нюансы.
- Полугорячая. Идентична предыдущему методу, но в этом случае нагрев заготовок проводится до +300-350°С.
- Холодная. Здесь проведение нагрева деталей не предусмотрено, но есть ряд технологических особенностей, их несоблюдение приведет к получению некачественного и непрочного шва. Этим методом чаще всего сваривают чугун в домашних условиях.
Сваривание тисков инвертором
Для сварки чугуна нужна средняя температура, поэтому работать по такому металлу электросваркой можно в гараже или на даче. Удобнее всего делать это инверторным аппаратом.
Удобнее всего делать это инверторным аппаратом.
С помощью плавящихся электродов
Для выполнения таких работ используют плавящиеся электроды, в их составе есть медь или никель. Необходимо делать прерывистые швы, но они не должны быть короче 3 см, рабочая температура до +80°С и надо давать изделиям остывать. Сварка проводится обратной полярностью. Работу чаще выполняют холодным способом.
Указанный метод сваривания проводится 2 способами:
- С применением шпилек с резьбой. Их вкручивают в кромки деталей, которые будут сваривать. Чтобы избежать перегрева, эти элементы располагают вразброс. На размер шпилек влияет толщина заготовок: диаметр 0,3-0,4 толщины изделия, но не более 12 мм; вкручивают на глубину не более 1,5 диаметра шпильки и не больше половины толщины заготовки; высота выступания над поверхностью — 0,75-1,2 диаметра. После установки этих элементов их обваривают по кругу, наплавляя слой за слоем металл. Затем заполняют расстояние между шпильками.
- С применением многослойной сварки. Работу выполняют после проведения разделок кромок, на них не должно быть острых углов. Наплавку начинают с краев и движутся к центру. Первый слой — основной, на этом этапе особенно важно соблюдать режим сварки. Следующие слои проковывают и не охлаждают, это не касается первого и облицовочного.
 Работу выполняют после проведения разделок кромок, на них не должно быть острых углов. Наплавку начинают с краев и движутся к центру. Первый слой — основной, на этом этапе особенно важно соблюдать режим сварки. Следующие слои проковывают и не охлаждают, это не касается первого и облицовочного.
Работу выполняют после проведения разделок кромок, на них не должно быть острых углов. Наплавку начинают с краев и движутся к центру. Первый слой — основной, на этом этапе особенно важно соблюдать режим сварки. Следующие слои проковывают и не охлаждают, это не касается первого и облицовочного.С электродами общего назначения
Если выполняется разовая работа с чугуном, чтобы сэкономить и не покупать специальные расходники, можно работать и стержнями общего назначения. Ими выполняют многослойную сварку, порядок проведения работ такой же, как описано раньше, где использовались прутки, покрытые цветными металлами.
Использование стальных расходников при сварке чугунных деталей не позволяет создавать прочный шов. Чтобы получить более качественный результат, первый слой делают специальным электродом ЦЧ-4, а следующие выполняют стальным прутком.
При сварке таким способом наиболее слабое место — околошовная зона. В ней образуется много трещин и повышается хрупкость.
В ней образуется много трещин и повышается хрупкость.
В результате таких дефектов происходит отслоение наплавленного металла. Применять данный метод для создания ответственных соединений нельзя.
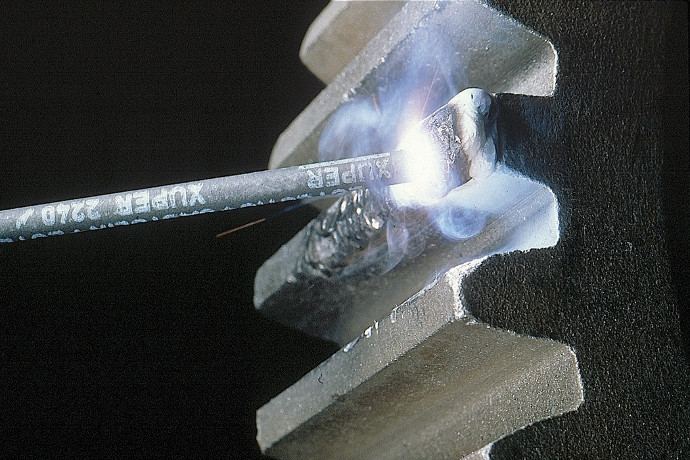
С электродами с чугунным покрытием
Этот вариант подходит для выполнения работ холодным или полугорячим методом. Для улучшения структуры шва рекомендуется делать небольшой прогрев места сваривания.
Сваривание тисков возможно электродами с чугунным покрытием.Такие стержни покрыты специальной обмазкой. Они предназначены для исправления дефектов в изделиях, выполненных методом чугунного литья. Чаще всего используют такие марки электродов: ОЗБ-2М, МНЧ-1, ОЗЧ-1. Работу выполняют постоянным или переменным током. Расчет его величины проводят таким образом: на 1 мм диаметра требуется 50-60 А.
Сварка неплавящимся электродом в аргоне или под флюсом
Технология проведения работ предусматривает наличие защитной среды (аргон или флюс). Присадку делают из чугуна, в который добавляют медь, алюминий, никель.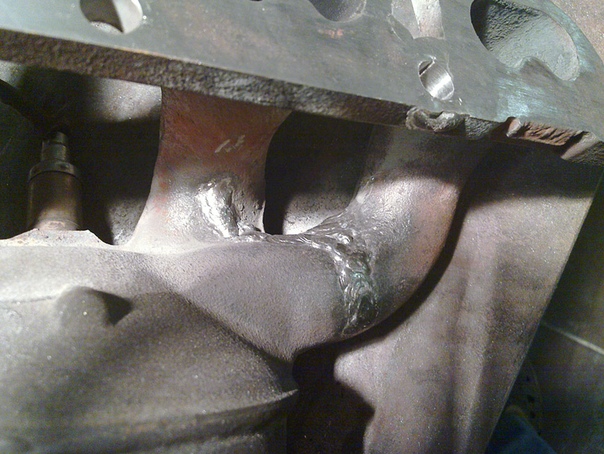 Работают угольными, графитовыми или вольфрамовыми неплавящимися стержнями.
Работают угольными, графитовыми или вольфрамовыми неплавящимися стержнями.
Чтобы шов был качественным, сварку выполняют с соблюдением таких правил:
- поверхность хорошо очищают от грязи и жира;
- соединяемые детали фиксируют в нескольких местах;
- предварительно прогревают место соединения, необходимость этого этапа зависит от вида чугуна, из которого сделаны соединяемые детали;
- присадочный прут подают под углом 20-30°;
- работы выполняют при небольшом токе;
- сваривание проводят поэтапно: проваривают 2-3 см, затем проковывают этот отрезок небольшим молотком;
- после сварки детали охлаждают постепенно, нельзя допускать резкого снижения температуры.
Такой метод сварки чугуна требует больших затрат труда и финансов, а также есть некоторые сложности соблюдения технологии, поэтому его используют редко.
Видео о сваривании чугунных тисков
Сваривать чугунные изделия или заделывать в них появившиеся повреждения можно не только в заводских условиях, но и дома.
Если домашний умелец имеет опыт проведения сварочных работ, то, выбрав один из существующих методов, электроды и режим выполнения работ, он сможет самостоятельно прочно и качественно заварить тиски или любое другое изделие из чугуна. Для того чтобы проще было разобраться в технологическом процессе, надо посмотреть тематические видео, и тогда трудностей при выполнении таких работ возникать не должно.
Вопрос по сварке и тискам к ведающем в металлургии!
silent__hunter
Нашёл тиски маленькие в кладовке,но они сломанные -лопнул металл вдоль шпильки
silent__hunter
ну на первый взгляд всё просто-разобрать,да и заварить,но вот вопрос-что это за металл(сталь или чугун)? И если чугун,то каким электродом его варить?
Mower_man
Стоит ли возни? Металлолом
Marik
Скорее всего чугун, электроды по чугуну продаются, варить постоянным током. Предварительно разделать шов и варить в несколько проходов.
silent__hunter
постоянного тока нет/а могли ли при производстве этих тисков просверлить в чугуне отверстия,и нарезать резьбу?
Marik
Имеете ввиду крепление «губок» ??? Да, могли.
Marik
Нет постоянного тока и электродов по чугуну — варите обычной сваркой, но в зону сварки вводите медный пруток. Как это соотносится с теорией сварки, не знаю, подсказывали старшие товарищи, но результат всегда был на отлично. Таки образом варил ушки на рабочих цилиндрах сцепления — ни одно в последствии не отвалилось.
Как это соотносится с теорией сварки, не знаю, подсказывали старшие товарищи, но результат всегда был на отлично. Таки образом варил ушки на рабочих цилиндрах сцепления — ни одно в последствии не отвалилось.
silent__hunter
Имеете ввиду крепление «губок» ??? Да, моглии их,и планки снизу
silent__hunter
в зону сварки вводите медный прутоккак именно вводить?
HARON
сдать в металл. на вырученные деньги сэкономленное время пойти и купить нормальные тиски. я в свое время не нашел тисков, которые мне-б понравились — взял у координатчика самые большие — очень аккуратные и работают как часы 😊
Marik
silent__hunterЭлектродом создаете «ванночку» с расплавленным металлом и туда вводите медный пруток.
как именно вводить?
 В общем, электродом варите, а пруток всегда держите в зоне расплавленного металла.
В общем, электродом варите, а пруток всегда держите в зоне расплавленного металла.Спиннингист34
Я когда срочно надо было заварить чугун, а электрода красного под рукой не было, просто брал медную проволоку, наматывал на обычный электрод и варил, способ довольно старый, но эффект иногда лучше чем красным электродом, так как в зависимости от углеродистости чугуна можно регулировать кол-во меди.
GSR
сё просто-разобрать,да и заварить,но вот вопрос-что это за металл(сталь или чугун)? И если чугун,то каким электродом его варить?Специалист такой вопрос не задаст, а неспециалист — не заварит.
Вывод — даже не пытайтесь 😊
——————
Руки на затворе, голова в тоске,а душа уже взлетела вроде.Для чего мы пишем кровью на песке? Наши письма не нужны природе.(с)
silent__hunter
Попытка-не пытка.
Кстати,как проверить,сталь это,или чугун?
Спиннингист34
Если не ошибаюсь, это ковкий чугун.
silent__hunter
А как узнать наверняка?
Я в ужасе от этих тисков-там ,где металл лопнул,толшина его была 4 мм
klopyara
HARONСамое разумное. Те более,что в настоящее время выбор огромен.
сдать в металл. на вырученные деньги сэкономленное время пойти и купить нормальные тиски.
silent__hunter
Да в металл там нечего сдавать-4 кг,другие тиски то есть,но они для других целей
dim99
всю деталь греть
варить
мееедлено остужать
Nikofar
Кстати,как проверить,сталь это,или чугун?
———-
Чугун при ударе не звенит, сталь звенит.
Еще есть довольно много способов отличия стали от чугуна без лабораторных исследований — на твердость, на искру от наждака, кислотой, на истирание, на «след» (серый чугун содержит углерод в виде чешуек графита) и некоторые другие.
Я определил, что та деталь, которая у Вас треснула, отлита из серого чугуна, просто «на глаз». 😊
О том, что она из серого чугуна свидетельствуют два факта:
1. Массивные детали станочных тисков в большинстве своем изготавливаются из серого чугуна методом литья, так как в отличие от слесарных тисков, они менее подвержены преднамерянным ударным нагрузкам.
2. Характерная ровная, почти прямая трещина, возникшая вдоль самого тонкого сечения чугунной детали тисков, свидетельствует, что эти тиски использовали по несвойственному для них назначению — в качестве «наковальни».
Еще одним косвенным подтверждением, что треснувшая деталь изготовлена из серого чугуна является ее характерная форма: в треснувшей детали конструктором предусмотрено поперечное отверстие с осью по вертикали для размещения в нем стальной бобышки с внутренней резьбой под червячный шток. Это свидетельствует о том, что в материале данной детали нарезка резьбы не предусматривалась в связи с его хрупкостью.
Это свидетельствует о том, что в материале данной детали нарезка резьбы не предусматривалась в связи с его хрупкостью.
Так что, как эксперт-металлург, ответственно заявляю — эта деталь отлита из серого чугуна.
Если перевернуть эти тиски, то не исключено, что на тыльной стороне основания Вы обнаружите клеймо «БЗСП» (Барановичский завод станочных принадлежностей) 😊.
Известный своим массовым производством тисков станочных чугунных поворотных и неповоротных. Серии 7200-0210-02…7200-0215-05.
Marik
Nikofar+1000 Ай молодца!!!
Так что, как эксперт-металлург, ответственно заявляю — эта деталь отлита из серого чугуна.
бес
А это точно трещина?
Больно ровная…
бес
Варить чугун — берется обыкновенный мр3, обматывается медной проволокой и обмазывается густо мелом
algol
Так что, как эксперт-металлург, ответственно заявляю — эта деталь отлита из серого чугуна.Как техник-технолог по обработке металлов давлением — подтверждаю! 😊
algol
Больно ровная…А нахрена ей в толстое то лезть? Извечная истина- там где тонко, та и рвётся!
algol
Хороший чугун с мелким зерном. Сделать макросьёмку и всё будет видно.
алхимик
варится чугун и нержа всё варится… мы не знали с батей, что нельзя сварить, да ещё обычным трансформатором, да сырым электродом, однако заварили и держалось то что нужно
silent__hunter
Хорошая новость-разобрались тиски без проблем,дело за малым!
silent__hunter
a электрод АНО-21 подойдёт?
Nikofar
silent__hunterНемного «шаманский совет» — чугунную деталь перед сваркой прокипятите часа полтора-два в воде с уксусом (100 мл 6% уксуса на 1 л воды), для удаления с поверхности следов машинного масла и ржавчины. Потом примерно 10-15 минут подержите ее под струей воды для удаления следов уксуса и хорошенько просушите.
Хорошая новость-разобрались тиски без проблем,дело за малым!
По сварке.
Медную проволоку применяют при сварке чугуна, так как медь является графитизатором и препятствует охрупчиванию чугуна в зоне сварного шва.
В домашних условиях из нескольких методов сварки чугуна наиболее применимым является «холодный» способ сварки (без подогрева свариваемых деталей до 600-700 оС). В этом случае я рекомендую производить сварку короткими «стежками» длиной 8-12 мм и с шагом между ними не менее 25 мм.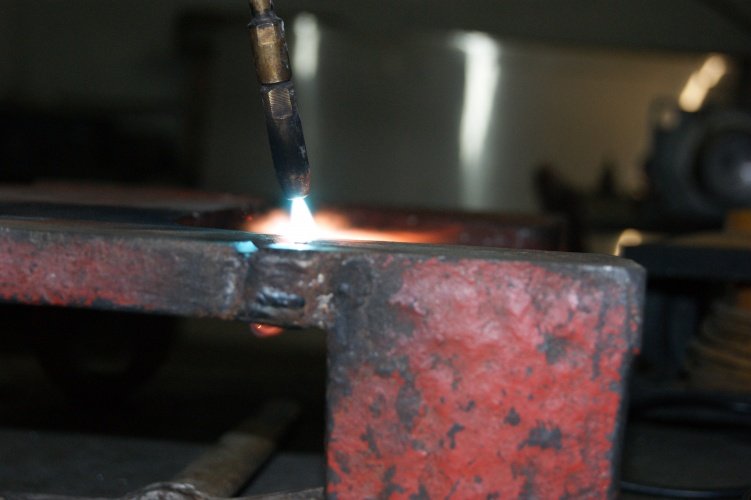 После остывания зоны сварного шва продолжить сварку «стежками» до «полного шва» — в три-четыре прохода. При выполнении сварки, детали должны быть надежно заневолены для исключения температурного коробления.
После остывания зоны сварного шва продолжить сварку «стежками» до «полного шва» — в три-четыре прохода. При выполнении сварки, детали должны быть надежно заневолены для исключения температурного коробления.
Так называемый «ванный способ сварки», о котором здесь говорили ранее, для «холодной» сварки чугуна я не рекомендую применять из-за образования многочисленных «холодных трещин» на периферии сварочной зоны.
silent__hunter
Да ржавчину то я шкуркой удалю/а может лучше электрод для чугуна?
Nikofar
silent__hunterДа.
может лучше электрод для чугуна?
Nikofar
silent__hunterСледы машинного масла нужно удалить. Чугун слегка пористый и масло впитывает.
Да ржавчину то я шкуркой удалю
silent__hunter
А какой марки их лучше купить?
Nikofar
silent__hunterЭлектроды для сварки чугуна довольно дорогие.
А какой марки их лучше купить?
Навскидку:
ЦЧ-4 (ЛЭЗ) ф.3,0мм (пачка 5 кг)
Электроды марки ЦЧ-4 с основным покрытием предназначены для холодной сварки постоянным током обратной полярности (возможен переменный ток) в нижнем положении конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью; для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых 1-2 слоев на изношенные чугунные детали под последующую наплавку специальными электродами.
ХАРАКТЕРИСТИКИ ПЛАВЛЕНИЯ ЭЛЕКТРОДОВ:
Коэффициент наплавки, г/А.ч — 9,0-11,0
Расход электродов на 1 кг наплавленного металла, кг — 1,8
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %, не более:
углерод — 0,25
марганец — 1,2
кремний — 0,8
ванадий — 8,5-10,5
сера — 0,04
фосфор — 0,07
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА:
Временное сопротивление металла шва разрыву, МПа — 480-510
Твердость наплавленного металла, НВ — 160-190
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ:
Сварку необходимо производить небольшими участками длиной 25-35 мм с послойным охлаждением на воздухе до 60 град.
 С. При сварке ковкого и высокопрочного чугуна длина валика может быть увеличена до 80-100мм.
С. При сварке ковкого и высокопрочного чугуна длина валика может быть увеличена до 80-100мм.ПРОИЗВОДИТЕЛЬ: ЛЭЗ
http://www.svaga.ru/catalog197/descr1142.htm
Или вот эти:
Электроды для сварки чугуна AS Pik-55 , AS Pik-65 и AS Pik-98 Super
Сварочные электроды Askaynak являются идеальным решением для устранения дефектов в чугунных отливках и для восстановления поврежденных и изношенных деталей. Их можно применять для сварно-литых конструкций. Электроды для наплавки или холодной сварки деталей из серого и ковкого чугуна без подогрева дают наплавленный металл в виде стали, сплавов на основе меди, никеля, и железноникелевого сплава.
http://www.tsentavra.ru/svarochnie_elektrodi.htm
Вам нужно всего-то 3-4 шт. электродов. Попробуйте найти отдельно. А то 5-кг пачка спецэлектродов для чугуна в розницу стоит около 2,5 тыр. Сопоставимо с ценой новых тисков.
Дешевле и проще варить обычными электродами с присадкой медной проволокой, как здесь уже советовали выше. Подойдут АНО-21 ф 3 мм, они для сварки углеродистых сталей.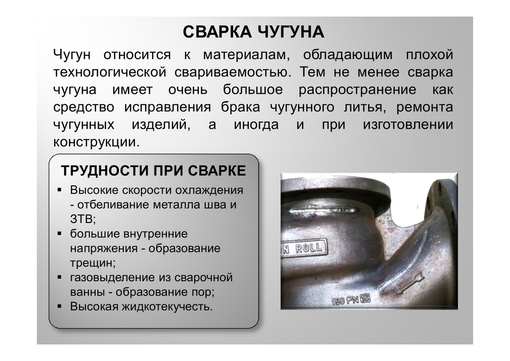
ingener99
Сваривать можете даже и не пытаться, ничего не получится 😞
Если сварите медью (по сути — спаяете) то и прочность у шва будет как у меди, то есть для тисков непригодная. (с таким же успехом можно эпоксидкой скленить 😊)
Поскольку сломанная деталь простой формы, то экономичнее изготовить новую из стали. Причем можно даже обойтись без станочного оборудования, подобрав подходящий швеллер и доработав болгаркой и электросваркой.
Или, ещё проще, механически (на болтах) соединить излом изготовив примитивную пластину-накладку достаточной толщины.
dim99
мне кажется что количество усилий на починку этого лома уже привышает стоимость тисков…
Nikofar
dim99😀
мне кажется что количество усилий на починку этого лома уже привышает стоимость тисков.
 ..
.. Здесь важен момент, чтобы топикстартер попробовал своими руками, получил, так сказать, тактильные ощущения и собственный опыт в сварке чугуна.
silent__hunter
Пока что я и копейки не потратил.
алхимик
вари обычным, что найдёшь, уони там, мр, ЛЭЗовские.
зачисть шов ушм, фаску сними с краёв и вперёд!
никаких кипячений. Ты варишь говно, поэтому относись к этому проще.
Да и варить то будешь, скорее всего говном.
silent__hunter
Звонил в магазин,специализируюшийся на сварке,электроды по серому чугуну есть,и дешёвые тоже,но на одни постоянный ток,на другие 60 вольт холостого хода,другим предварительный прогрев…
Вывод-АНО-21+медная проволка
трещер
вывод выкинуть и не штопать презервативы. инструмент делается чтобы им пользоваться. зачем нужны тиски, которые могут в любой момент опять сломаться?
инструмент делается чтобы им пользоваться. зачем нужны тиски, которые могут в любой момент опять сломаться?
silent__hunter
Приварил. Шов не акуратный,но держет. На прочность особо не испытывал.жить можно=)
HARON
фото? а то не поверю 😊
silent__hunter
Завтра выложу,как с компа буду
алхимик
ни что ещё надо?
«и так сойдёт» (с) Незнайка
silent__hunter
Зажимал в эти тиски трубу,закрутил почти до предела,держат=)
теперь в очереди на сварку сломанная бобка=)
кака
silent__hunterМолодец парень! Продолжай!
Приварил.
Правельно».
 ..чем жизнь в кабаках, рукав прожигать у костра!…»
..чем жизнь в кабаках, рукав прожигать у костра!…»Nikofar
silent__hunterЭто что за чудо?
сломанная бобка=)
silent__hunter
Ещё надо под большие тиски верстак сделать…
Nikofar
алхимикВов, вот ты в сварке волокешь не по-детски. Скажи, а как приварить осиновым электродом дубовуй чурку к березовому полену?
хуяч обычным, что найдёшь, уони там, мр, ЛЭЗовские.
зачисть шов ушм, фаску сними с краёв и вперде!
silent__hunter
Чудо это-сломанный ключ КТР-3
алхимик
Nikofarкак как — заточил с двух концов и соединил как скобой…
Вов, вот ты в сварке волокешь не по-детски.
 Скажи, а как приварить осиновым электродом дубовуй чурку к березовому полену?
Скажи, а как приварить осиновым электродом дубовуй чурку к березовому полену? Коль перфекционизм он хорош когда надо. Есть практические задачи, как вы там эту дисциплину назвали? Ну нах ему ржавые тиски варить по технологии???? Вы всю страну так развалили)))
Есть понятие НАДО и есть то что есть под рукой. Колхоз. Ниваводы, кстати, проходят хорошую школу колхоза.
Вот надо было мне нержу сварить, а па с газом нет и чо? зафигачил простым электродом и держит — ржавеет немного по шву — но это не критично!
И так с чугуном было.
трещер
непонятно как можно затянуть тиски почти до упора? тем более с зажатой трубой. понимаю сказалбы в тиски трубу зажал — крутил пока конец не сплющился чтоб этот,как его, самопал сделать. потом для пущей на ручку трубу одел и ещё затянул. Лучше скажи зачем тебе станочные тиски?
silent__hunter
В основном-для пилки ножовкой тех же трубок,прутков,и т.д.
трещер
тогда губки снимай и заказывай новые с призменными канавками.
алхимик
silent__hunterотрезной станок не проще?
В основном-для пилки ножовкой тех же трубок,прутков,и т.д.
silent__hunter
Дороже=)
кака
трещер
тогда губки снимай и заказывай новые с призменными канавками.
silent__hunter
Дороже=)
silent__hunter
Вот фото,кстати,с обычными губками,хорошо зажимается труба,и прекрасно пилится ножовкой
кака
silent__hunterМолодец, на даче некогда, да и дороговато если по правилам делать. Главное ТБ соблюдать.
прекрасно пилится ножовкой
algol
МолодецДа нифига! Надо было шлак отбить и сверху ещё один шов — вперекрышку!
кака
algolКонечно надо. Но главное то парень делает!, и не только тиски как я понимаю. А всё остальное придёт со временем так сказать с опытом.
Надо было шлак отбить и сверху ещё один шов — вперекрышку!
три линии
Тоже недавно была эпопея с тисками, только не такими а поболе, сломал, стал варить обычным электродом, около сварки лопнуло сразу, отколов то что наварил, благо это оказалось не тяжело взял электроды по нержавейке и хорошым двойным восьмерко образным швом проварил, сварка постоянка.
Держыт и с трубой пробовал затягивать.
Шов красивый такой блестящий, нержавеет зараза!
HARON
Вот фото,ужас 😊 , шов скорее декоративный…
трещер
я ж говорю презеры штопать. трупки пилить пойдёт а вот на станок такую хню ставить никак. хорошо если прослабнет и заготовку испортит. а если горизонтальная фреза эту заготовку куда нибудь запустит некрасиво получится
silent__hunter
У меня станка нет,я ручной ножовкой пилю,если этот шов гавкнет-не беда,нашёл в продаже электроды по чугуну-10 руб за штуку
TSE
Куйня 😊 . На станок ЭТО не поставят никогда, а как слесарные — пойдет на ура.
Один хрен — электрод стоит как сдача этого на металллолом(но так легкий электрод принес а так надо с этими 4-5 кг не приемку ехать). Зато сам сделал! А это дорогого стоит…
Зато сам сделал! А это дорогого стоит…
silent__hunter
Какие 4-5 кг? Там 3 максимум
Кстати,когда варил сверху,на самом ответственном моменте предательски выбило пробки=(
silent__hunter
Есть 2 новости,разумеется,хорошая и плохая. Плохая-шов благополучно развалился. Хорошая-я купил электрод по чугуну,под переменный ток подходит. ЦЧ-4 марка,скоро опробую в деле. Кстати,варить буду горячим способом.
silent__hunter
HARON
ужас 😊 , шов скорее декоративный…
вот так и есть. Отвалившийся металл шва держался буквально на 4 точках.*
Карбофос
silent__hunterОни очень грустно горят на переменном. Потренируйтесь сначала варить ненужные железки ненужными электродами типа уони 13/45 13/55
Хорошая-я купил электрод по чугуну,под переменный ток подходит.

Повторный розжиг произвести будет непросто.
silent__hunter
Настоящие УОНИ на моём аппарате толку не дают абсолютно,а вот ЦЧ-4… В описании так и написано:возможна сварка переменным током.Как назло,этот электрод был последним в магазине,новые привезут не скоро,так что у меня только один шанс=)
Карбофос
Тады можно попробовать потренироваться LB-52U, на переменном горят чуть лучше чем УОНИ. Хотя УОНИ вообще не предназначены для переменного конечно.
silent__hunter
LB-52U у нас не водятся,да и другово такого же чугуна у меня нет,только пара убитых секций от чугунной батареи,а там металл совсем другой.
алхимик
карб — когда припрёт — будешь варить как мой тесть на объекте — рубили проволоку и обмазку из извёстки с крахмалом делали…
Карбофос
С крахмалом плохо, шов хрупковат будет, т.н. водородная хрупкость.
Вот просто мел с силикатным стеклом потолще, это годно. Только аппарат нужен нормальный и дуга покороче.
алхимик
ну крахмал СО2 даёт в избытке) силиката натрия у них не было… старая история — делали времянку на ЖД объекте
Карбофос
Вместо крахмала ради экономии можно древесную пыль ещё использовать. Кстати и выпускают их щас, называются целлюлозные. Хорошо что не много, а то всё бы уже поотрывалось зимой.
silent__hunter
Ну сейчас электродов навалом,если каждый день буду покупать по 2 электрода 2 разных типов,приходить домой,и их использовать,то перепробовать все российские электроды успею перепробовать за 10 лет. И в продаже хватает электродов всегда.
И в продаже хватает электродов всегда.
ukt
А не проще ли будет отказатся от сварных работ и слепить эти тиски на толстой железной накладке болтами(ее прямо сверху наложить),просверлив и нарезав в чугуне резьбу,накладку можно сделать в виде швеллера(хоть согнуть,хоть сварить-как удобней),а отверстия насверлить с небольшим смещением,чтобы при закручивании болтов детали были напряжены.С этой же целью верхнюю часть накладки-«швеллера» можно сделать чуть выпуклой-при сборке ее как раз болтами и разровняет…
silent__hunter
Просверлить чугун,и нарезать резьбу в домашних условиях почти нереально
ukt
Обычный ковкий чугун???Тот что на тисках стоит?Да легко,обычной ручной электродрелью можно,хорошо заточенным сверлом-только стружка мелкая порошкообразная лететь будет,это же обычный серый чугун,он довольно мягкий и не вязкий. ..Просто попробуйте,я этого чугуна насверлился достаточно,и резьбу в нем нарезал легко(легче чем в стали-стружка мелкая,рассыпчатая+частички графита в нем работают как смазка-руки хорошо пачкают 😊 ),и варил электродами обычными обмотанными медью-но со сваркой труднее,немецкий чугун вроде более-менее(он лучше по качеству),а наш заметно хуже,да и не мой это профиль-сварка…Сверлить будете-попробуйте сначала сверлом меньшего диаметра,а потом уже точно под нарезку,так вы меньше отверстие на входе разобьете…И тисочки закрепите как-то поудобней,хоть гвоздями к пеньку,чтобы не двигались при сверловке.А тому кто говорит что мол «говно» и «выбросить»-за такие достаточно новые на рынке несколько сотен гривен у нас попросят(продавцы умные стали),а эти востановите и будете на даче использовать…
..Просто попробуйте,я этого чугуна насверлился достаточно,и резьбу в нем нарезал легко(легче чем в стали-стружка мелкая,рассыпчатая+частички графита в нем работают как смазка-руки хорошо пачкают 😊 ),и варил электродами обычными обмотанными медью-но со сваркой труднее,немецкий чугун вроде более-менее(он лучше по качеству),а наш заметно хуже,да и не мой это профиль-сварка…Сверлить будете-попробуйте сначала сверлом меньшего диаметра,а потом уже точно под нарезку,так вы меньше отверстие на входе разобьете…И тисочки закрепите как-то поудобней,хоть гвоздями к пеньку,чтобы не двигались при сверловке.А тому кто говорит что мол «говно» и «выбросить»-за такие достаточно новые на рынке несколько сотен гривен у нас попросят(продавцы умные стали),а эти востановите и будете на даче использовать…
silent__hunter
Наконец,добрался я до тисков. Приварил. Получилось не аккуратно,но крепко.
silent__hunter
Дуга горела плохо,часто потухала
Сварка дуговая
В жизни нам часто приходится пользоваться электросваркой. Многие считают что они не способны произвести сварку каких либо металлов. Здесь мы вам поможем разобраться что к чему. В последнее время большую популярность приобрели инверторные сварочные аппараты электродуговой сварки. И так давайте посмотрим на что они способны и какие металлы можно ими варить.
Для электросварки обычной стали к той же марки подбираем необходимый диаметр электрода, а так же необходимый ток. Не будем забывать о средствах защиты, тем самым подбираем необходимый светофильтр для сварочной маски и защитный костюм. Светофильтр подбираем по нашему току сварки. Если варим током до 150 ампер рекомендуется использовать фильтр С5 , а если от 150 до 275 то рекомендуется С6. По поводу электродов многие отдают предпочтение марке МР3С от ЛЭЗ для простых металлов которые часто встречаются повседневно.
А теперь давайте посмотрим справится ли наша электросварка с другими металлами. Для начала посмотрим справится ли наша электродуговая сварка а Алюминием.
Как видим электросварка справилась с алюминием при помощи электродов озана-2 которые являются разработкой спецэлектрода. Но если деталь довольно ответственная то лучше всего воспользоваться услугами газовых сварщиков. Электроды сами по себе довольно дорого обходятся так что стоит задуматься , а стоит ли игра свеч.
Справится ли наша электросварка с медью
Но мы теперь знаем что и электросварка может справиться с медью, а так же я хочу сказать что существуют и другие виды электродов для меди.
А теперь попробуем сварить электродуговой сваркой нержавеющую сталь. Да легко большой выбор электродов для сварки нержавейки. Для сварки нержавейки можно применить марки электродов ОЗЛ-8 | ЦЛ-11 | ЦТ-15 | НЖ-13 ЭА-400/10У ОЗЛ-6 | ЦТ-28 | КТИ-7А | ЭА-395/9 | АНЖР-1 | АНЖР-2 | ОЗЛ-312 в зависимости от типа нержавейки. Можно однозначно сказать что электросварка справится с нержавейкой.
Пришло время попробовать сварить чугун. Сварку чугуна можно заварить электросваркой. Электроды для сварки чугуна ЦЧ-4 ОЗЧ-2 ОЗЧ-6 МНЧ-2 ОЗЖН-1 ОЗЖН-2 ОЗЧ-3 ОЗЧ-4 и это не все. О сварке чугуна нужно знать несколько важных моментов. Электросварку чугуна можно производить двумя способами это без предварительного подогрева места сварки ее еще называют холодная сварка чугуна и с предварительным подогревом до определенной температуры.
Ну а теперь можно подвести итоги по электросварке. Для частного дома сварочный аппарат незаменимая вещь. В данной статье я описал не все моменты когда может пригодится электродуговая сварка. Бывают моменты когда просто не бывает подходящих электродов и тогда приходится прибегать к некоторым хитростям, но у каждого сварщика свои секреты создания чудо электрода. Думаю данная статья была вам полезна. Так же я вам рекомендую узнать более подробно о способах электросварки следующих металлов.
- Сварка Алюминия
- Сварка Меди
- Сварка Нержавейки
- Сварка Чугуна
Если вы не нашли то что искали прошу Вас воспользоваться Картой сайта
электроды и сварка со сталью
Сварка чугуна со сталью применяется вынужденно, в основном для ремонта. При соблюдении технологии удается получить соединение с необходимой прочностью, позволяющее на какое-то время продлить эксплуатацию конструкции. При первой возможности поврежденные детали следует заменить.
При соблюдении технологии удается получить соединение с необходимой прочностью, позволяющее на какое-то время продлить эксплуатацию конструкции. При первой возможности поврежденные детали следует заменить.
Сложность сварки чугуна и стали заключается в том, что структура у этих металлов разная.
Характеристики свариваемости металлов
Оба материала представляют собой сплав железа с углеродом. Различие состоит в количестве карбона:
- сталь — до 2,14%;
- чугун — от 2,14%.
С ростом содержания углерода свариваемость сплава ухудшается. Наиболее сложным в этом отношении является чугун.
Количество карбона в нем превышает порог растворимости, поэтому избыточный элемент выделяется в виде различных структур:
- В сером чугуне — чешуек.
- В ковком — дендритных образований, напоминающих снежинки.
- В сверхпрочном — шариков.
Каждая структура является разновидностью графита. При нагреве до +750°С и последующем резком охлаждении он превращается в цементит. Такой вид чугуна называют белым. Из-за внутренних напряжений он склонен к раскрытию трещин.
Такой вид чугуна называют белым. Из-за внутренних напряжений он склонен к раскрытию трещин.
Чугун представляет собой сплав железа с углеродом.
Трудносвариваемость чугуна объясняется следующим:
- Графитовые включения представляют собой концентраторы напряжения. Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин.
- Под действием высокой температуры дуги углерод выгорает. Вследствие этого в шве возникают поры.
- Образуются окислы с более высокой температурой плавления, чем у основного материала.
- Жидкий чугун обладает высокой текучестью.
Стали по свариваемости делят на 4 категории. Наиболее надежно соединяются низкоуглеродистые марки, наименее — высоколегированные.
 youtube.com/embed/OdtQN5bFWXY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/OdtQN5bFWXY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
 Данный способ невозможно использовать в домашних условиях.
Данный способ невозможно использовать в домашних условиях.[ads-pc-2][ads-mob-2]
В чем сложность сварки чугуна и стали
Главная проблема заключается в трудносвариваемости чугуна. Кроме того, влияние оказывают различия в следующих параметрах:
Кроме того, влияние оказывают различия в следующих параметрах:
- Температуре плавления. Для стали этот показатель составляет +1300…+1500°С, для чугуна — +1100…+1300°С. К моменту расплавления первого материала второй становится чрезмерно жидким. Поэтому приварить сталь к чугуну можно только в нижнем положении.
- Коэффициенте теплопроводности. Он равен 16 Вт/м*С у нержавеющей стали, 54 — у низкоуглеродистой и 80 — у чугуна. Материалы остывают с разной скоростью, в результате чего могут появляться трещины.
- Электропроводимости. Показатель зависит от характера распределения углерода. У стали он составляет 7-12% IACS, у чугуна — 2-3,45%. Разница влияет на положение дуги, искажает распределение плотности тока в ней.
- Пластичности.
Чугун и сталь имеют разную температуру плавления.
Коэффициенты температурного расширения у обоих материалов равны.
Из-за большого количества естественных препятствий следует уделить особое внимание устранению прочих негативных факторов. К ним относятся окисление наплавки, насыщение ее азотом (вызывает охрупчение материала) и водородом (является причиной пористости).
К ним относятся окисление наплавки, насыщение ее азотом (вызывает охрупчение материала) и водородом (является причиной пористости).
Какие технологии используются
Сварку материалов осуществляют несколькими способами. Выбор зависит от толщины заготовок, марки стали, имеющегося в наличии оборудования.
С плавящимися электродами
Такие расходники предназначены для ручной дуговой сварки. В процессе работы металл сердечника плавится и переносится в сварочную ванну.
С целью предотвращения контакта соединяемых материалов с азотом и кислородом атмосферного воздуха на стержни наносят обмазку. При сгорании она продуцирует облако газов, окружающее сварочную ванну. Для соединения чугуна и стали используют электрод с обмазкой основного типа. В отличие от других покрытий, содержащих органику, она не выделяет водород.
Плавящиеся электроды предназначены для ручной сварки.
Холодная сварка
По способу предварительной подготовки деталей различают 3 вида сварки:
- С нагревом до +600…+700°С (горячая технология). Небольшие заготовки помещают в печь целиком, у крупных кромку разогревают паяльной лампой. По достижении указанной температуры чугун излучает малиновое свечение.
- С нагревом до +200…+300°С (полугорячая).
- Без предварительного нагрева (холодная).
Первый метод позволяет получить самое надежное соединение. Предварительный нагрев уменьшает неравномерность распределения температур в массиве заготовки и этим снижает риск раскрытия трещин.
Более низкая температура (второй метод) допускается при большом количестве легирующих элементов в материале заготовок. Они повышают прочность и пластичность шва.
Холодная сварка наименее энергозатратна. Но соединение получается малонадежным. Данный метод допускается применять только в случае, если шов будет работать на сжатие.
При помощи аргонодуговой сварки
Данный способ предполагает использование тугоплавких электродов.
Аргонодуговая сварка происходит в среде инертного газа.
Их делают из следующих материалов:
- Вольфрама.
- Прессованного графита искусственного происхождения.
- Электротехнического угля.
Неплавящийся расходник не имеет обмазки и не служит источником металла для сварочной ванны. Поэтому в рабочую зону подают:
- Защитный газ. В большинстве случаев это аргон, иногда его смешивают с углекислотой.
- Присадочный материал в виде проволоки или пластин. В первом варианте изделие может быть полым с содержанием внутри флюса.
Сварка чугуна со сталью электродом неплавящегося типа осуществляется одним из следующих способов:
- Полуавтоматическим. Сварщик одной рукой удерживает горелку, второй — подает присадочный материал.
- Автоматическим. Процесс сваривания обходится без участия человека.
Сопло для подачи защитного газа встроено в горелку. В него устанавливают тугоплавкий расходник.
Основные способы сварки чугуна
Серый чугун можно варить несколькими способами. Чаще всего это дуговая сварка стальными или специальными электродами. Эти способы относятся к холодному методу сварки.
Чаще всего это дуговая сварка стальными или специальными электродами. Эти способы относятся к холодному методу сварки.
Ручная дуговая сварка плавящимися электродами
Самые мелкие повреждения чугунных деталей можно заварить обычными стальными электродами 3 мм с тонкой обмазкой. Перед сваркой очищают швы и выпиливают или вырубают трещины. Сварка ведется небольшим током 80-120 ампер.
| Повреждения | Электроды | Дополнительно |
| Мелкие | Стальные | Поковка шва молотком |
| Средние | Медные | |
| Крупные | Медные и никелевые | Усиление шпильками |
Если требуется повысить качество шва при дуговом способе, то вместо трансформатора берется инвертор, так как он позволяет работать на постоянном токе. Это дает кое-какие дополнительные возможности, указанные в таблице ниже.
| Полярность | Деталь | Электрод | Особенности |
| Прямая | Плюс | Минус | Увеличение нагрева детали. Небольшой расход электродов Небольшой расход электродов |
| Обратная | Минус | Плюс | Умеренный нагрев детали. Большой расход электродов |
Причина такой разницы в физике процесса: положительный электрод сильно бомбардируется тяжелыми отрицательными ионами, что дает дополнительную энергию в общем балансе выделения тепла. Разница в температуре может достигать 700°C. В общем, за возможность избегать перегрева чугуна при электродуговой сварке приходится платить некоторую цену: тратить лишние электроды.
Применение трансформатора лишает сварщика возможности прогревать электроды разными способами, так как при переменном токе этой разницы нет – тепла выделяется поровну на каждом конце дуги. Кроме того, снижается стабильность дуги – на переменном токе она горит не все время.
Для уменьшения перегрева шва применяют движение электрода зигзагом или по кругу, как удобнее сварщику. Тепло при этом распределяется равномернее. Также полезно делить большие швы на меньшие участки, а в промежутках между выполнением участков давать остыть металлу до 80-50°C.

Чтобы повысить качество шва на чугуне, применяют электроды с добавлением меди, никеля или монель-металла (сплав меди с никелем). Наиболее простой и дешевый вариант: стальную проволоку Св-08 (Св-08А) обматывают медной проволокой и окунают в раствор силиката натрия (жидкое стекло). После высыхания обмазки можно варить.
Газовая сварка
Газ или электричество для сварки – это лишь способ нагрева, подвода энергии к сварочной ванне. Но из-за разницы в физике и химии этих процессов могут появиться технологические отличия. При сварке чугуна газом можно использовать ацетилен или пропан-бутановую смесь, но оба варианта с кислородом. Вместо электрода используется присадочная проволока из никеля или чугунный пруток. Чтобы избежать окисления, можно использовать обмазку присадочного материала флюсами (на основе буры), но часто бывает достаточно использовать прогрев металла восстановительной частью факела горелки.
Горелкой следует постепенно прогревать место вокруг сварки. Определить подходящую температуру в области шва (200-350°C) поможет только опыт сварщика. Добившись ее, производят сварку участка. Затем постепенно отводят горелку, избегая резкого остывания. Разумеется, газа тут расходуется заметно больше, чем при сварке стали, но это при газосварке чугуна неизбежно, иначе пойдут трещины.
Определить подходящую температуру в области шва (200-350°C) поможет только опыт сварщика. Добившись ее, производят сварку участка. Затем постепенно отводят горелку, избегая резкого остывания. Разумеется, газа тут расходуется заметно больше, чем при сварке стали, но это при газосварке чугуна неизбежно, иначе пойдут трещины.
Аргонодуговая
Аргонодуговая сварка чугуна возможна, но это слишком дорогой вариант, не дающий никаких особенных преимуществ перед другими видами сварки. Чугун не нуждается в такой тщательной защите от окисления, как, например, алюминий. Если все же приходится варить чугун аргоном, то здесь следует соблюдать те же правила:
Чугун не нуждается в такой тщательной защите от окисления, как, например, алюминий. Если все же приходится варить чугун аргоном, то здесь следует соблюдать те же правила:
- избегать перегрева металла;
- постепенно прогревать место шва;
- постепенно охлаждать после сварки.
Все это приводит к большому расходу аргона. Поэтому для подогрева лучше использовать другие методы. Обычно это та же ацетиленовая горелка, что лишает смысла вообще варить аргоном. При сварке аргоном обычно используют неплавящиеся электроды или полуавтомат. В последнем случае его потребуется зарядить нужным типом проволоки, например, никелевой.
 » src=»https://www.youtube.com/embed/c5pR7qBoDXY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/c5pR7qBoDXY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Иные варианты
Из прочих вариантов можно дополнить раздел о горячей сварке. Этот способ требует самого большого расхода энергии и подготовки форм для сварочной ванны большого объема. После очистки места для шва вокруг этого места (и при необходимости) снизу делают перегородки из огнеупорной глины. Для форм также используют графитовые пластины. Снаружи форма защищается коробкой из листового железа: это гарантирует, что ванна не разольется. Для предварительного нагрева и медленного охлаждения деталей используют печи (в старые времена для больших деталей использовали костер).
При холодной сварке больших деталей металл разделывается под углом 90 градусов, а в разделочные фаски вворачивают шпильки небольшой длины из малоуглеродистой стали. Верхние концы шпилек обеих половин шва обваривают между собой также сталью с малым содержанием углерода. Они придают шву значительную прочность. Сверху шов заваривают медным или медно-никелевым сплавом.
Они придают шву значительную прочность. Сверху шов заваривают медным или медно-никелевым сплавом.
Как выбирать электроды для стали и чугуна
Сплавы соединяют с помощью расходников следующих марок:
- ЦЧ-4. Имеет основное покрытие, прокалка ведется при температуре +160…+200°С в течение часа. Электрод используется для сварки с нагревом и без, наплавки, напайки, устранения дефектов на отливках. Параметры процесса: постоянный ток обратной полярности, нижнее пространственное положение шва. Коэффициент наплавки составляет 10 г/А*ч.
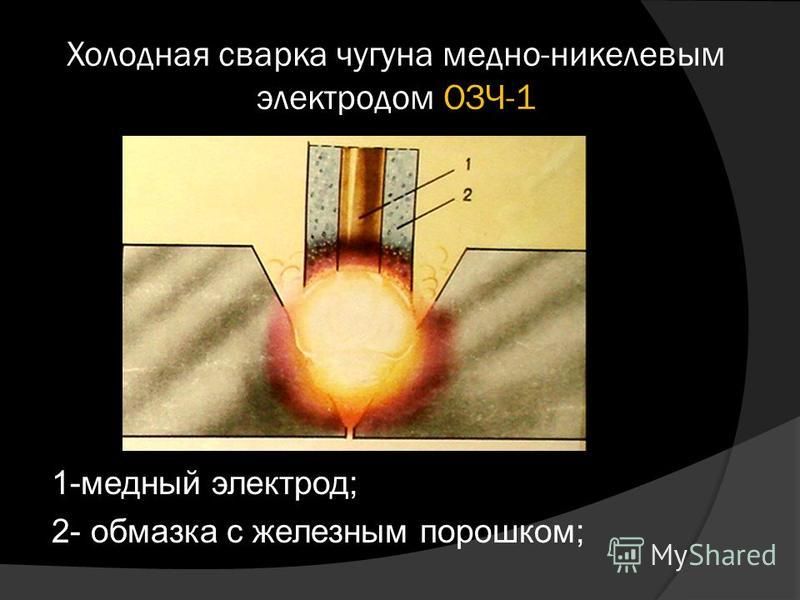
- ОЗЧ-2. Расходник с кислым покрытием, содержащим железный порошок. Благодаря этому обеспечивается высокая производительность: коэффициент наплавки составляет 13,5 г/А*ч. Дуга хорошо зажигается из-за содержания в покрытии легко ионизируемых компонентов. Обмазка кислого типа выделяет опасные для здоровья марганцовистые соединения, поэтому работы необходимо проводить в проветриваемом помещении. Параметры процесса: постоянный ток обратной полярности, пространственное положение шва — нижнее.
- МНЧ-2. Расходник с особым составом покрытия, разработанным специально для сварки чугуна. Коэффициент наплавки составляет 11,5 г/А*ч. Заготовки предварительно нагреваются до температуры в +600…+700°С.
- Ficast. Расходник зарубежного производства. Для сварки чугуна предлагается 3 варианта: NiFe (чисто никелевый), NiFe K (железно-никелевый) и NiFe B (с омеднением). Цветные металлы растворяют избыточный углерод и размягчают пришовную зону. В результате получается прочное пластичное соединение, способное работать на изгиб и кручение.
- 5 Zeller-855 и Zeller-866. Железно-никелевые изделия с графитовым покрытием. Обеспечивается хорошая газовая защита сварочной ванны. По характеристикам идентичны Ficast NiFe K. Модель 855 подходит для холодной сварки.
Электроды ЦЧ-4 используются для сварки с нагревом.
Это наиболее распространенные расходники. Есть и другие с аналогичными характеристиками, например ОЗЛ-25.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
Подготовка поверхности
Сваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Методы избежания основных ошибок
Соединяя стальную деталь с чугунной, необходимо соблюдать следующие рекомендации:
- Режим и материалы подбирают по наиболее трудносвариваемому сплаву, т. е. по чугуну.
- При отсутствии повышенных требований к прочности соединения используют присадочный материал из чистого никеля.
- Следует избегать перегрева заготовок. Размеры сварочной ванны должны быть минимальными. Перегретый сплав при остывании потрескивает, в шве появляются трещины.
- Не рекомендуется пытаться сварить сталь и чугун с наибольшим содержанием углерода. Он склонен к появлению трещин и потому считается несвариваемым. Необходимо прибегнуть к альтернативным вариантам соединения.
- При ремонте конструкций, подвергающихся высоким нагрузкам, сталь напрямую к чугуну не приваривается. Сначала на него наплавляют никелевый присадочный материал, формируя т.н. буферную зону.
- Работы надо вести с умеренной скоростью. При быстрой сварке образуются горячие и холодные разломы.
Наиболее надежными швы получаются при следующих условиях:
- использовании электродов малого диаметра;
- нанесения наплавки отрезками по 5 см, давая чугуну остыть.

Режим и материалы подбирают по чугуну.
Дуге придают уклон в сторону заваренного участка, стараясь не затрагивать основной металл.
Инструкция по сварке чугуна со сталью
Каждый способ имеет свои особенности. Неукоснительное соблюдение технологии обеспечит высокое качество соединения.
Метод холодной сварки
Из-за своей низкой надежности данный способ предъявляет повышенные требования к подготовке соединяемых деталей. Их подвергают тщательной зачистке, особое внимание уделяют участкам со ржавчиной, окалиной и масляными пятнами.
Метод холодной сварки имеет низкую надежность.
Поверхностный слой чугунного изделия отличается пористостью. Он хорошо впитывает масла и грязь, поэтому простой обработки обезжиривателем будет мало. Материал снимают абразивным инструментом до плотного металла.
Из-за существенного перепада температур между холодной деталью и горячим швом в нем возникают большие усадочные напряжения. Их снимают т.н. проковкой: свежую наплавку уплотняют ударами молотка с округлым бойком. Операция считается завершенной, когда глухой звук сменится звонким.
Операция считается завершенной, когда глухой звук сменится звонким.
Сварка при помощи плавящихся электродов
Перед началом работы настраивают сварочный аппарат. Параметры зависят от его мощности, характеризуемой напряжением холостого хода:
- Менее 55 вольт. Инвертор переключают в режим постоянного тока, электрододержатель подсоединяют к «плюсу» (обратная полярность). Причина в том, что основным расходникам свойственна низкая стабильность дуги. Входящий в состав обмазки фтор является деионизатором.
- Более 55 В. Можно заваривать стык на переменном токе.
Сварка плавящимся электродом — процесс получения неразъемного соединения.
Устанавливают минимальную силу тока из диапазона, допустимого для расходника данного диаметра. Чтобы чугун не вытекал из сварочной ванны в случае сквозного проплавления металла, под стык подкладывают графитовую пластину.
Соединение выполняют короткими участками длиной 3-5 см. Швы большой толщины варят в несколько подходов. После каждого осуществляют проковку наплавки.
После каждого осуществляют проковку наплавки.
По завершении процесса следует обеспечить плавное остывание стыка. Есть 3 способа:
- Заготовки закутывают в минераловатный теплоизоляционный материал.
- Соединение периодически подогревают паяльной лампой.
- Кладут детали в печь, где осуществлялся их нагрев, и дают остыть вместе с ней.
Третий вариант применяют в случаях, когда сварка ведется по горячей технологии.
Если стальная деталь имеет вид трубы, в нее рекомендуется засыпать песок или керамическую крошку. Теплоемкий материал уравняет скорость остывания обеих заготовок.
Применение аргонодуговой технологии
Данный метод предполагает предварительный нагрев заготовок до +600…+700°С. Автоматы выполняют сплошной шов, и при сварке по холодной технологии он разрушится при остывании из-за усадочных напряжений.
Присадочный материал подбирают по размерам и условиям работы заготовок:
- В большинстве случаев применяется порошковая проволока ПП АНЧ-3 с никелем и другими легирующими элементами. Она выпускается с покрытием, но его необходимо удалить. При нагреве заготовок до 300°С используется модификация ПП АНЧ-2.
- При сварке тонкостенных заготовок в качестве присадочного материала используют чугунные пластины.
- Если соединение будет испытывать только сжимающие нагрузки — сплав на основе никеля.
 Она выпускается с покрытием, но его необходимо удалить. При нагреве заготовок до 300°С используется модификация ПП АНЧ-2.
Она выпускается с покрытием, но его необходимо удалить. При нагреве заготовок до 300°С используется модификация ПП АНЧ-2.
Применение аргонодуговой технологии предполагает нагрев заготовок.
Расход аргона устанавливается на уровне 20-25 л/мин.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Сварка толстостенных элементов с легированными вставками
Соединение таких заготовок выполняют по следующим правилам:
- Применяют холодную сварку.
- Шов набирают короткими прихватками длиной 2,5 мм.
- Каждую последующую выполняют после остывания предыдущей.
Несмотря на то что прихватки следуют одна за другой, данная технология не обеспечивает герметичности соединения. Это объясняется тем, что новый шов ложится на уже отвердевший, поэтому они не сливаются воедино.
Кроме того, соединение получается хрупким. По этой причине способ не подходит, если в дальнейшем предполагается механическая обработка шва.
Сварка чугуна — технологии и особенности
Чугун является сплавом железа, который имеет значительное содержание углерода в составе. Содержание углерода колеблется от 2% до 6%. Этот процент примерно в 10 раз больше, чем в других сплавах, например, таких как кованое железо или сталь.
В процессе литья чугун образуется относительно легко, и это выглядит следующим образом:
— Сначала обычное железо, которое было очищено в доменной печи, выливается в форму и смешивается с требуемым количеством углерода.
— Процесс перемешивания происходит тогда, когда железо находится в полу расплавленном состоянии. Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом.
— Полученному чугуну позволяют постепенно остыть.
— Процесс охлаждения делает поверхность чугуна гладкой и защищает его от растрескивания.
Особенности сварки чугуна
Чугун имеет ряд специфических свойств и особенностей, которые требуется принимать во внимание перед его сваркой и требуют применения специальных технологий.
- Высокие скорости охлаждения чугуна. Это приводит к так называемому «отбеливанию», когда на поверхности образуется слой белого хрупкого чугуна, который является необрабатываемым.
- Низкие пластические свойства чугуна. Делает чугун способным к перенапряжениям и в результате сварки могут образовываться трещины.
- Выгорание углерода при сварке. В результате выгорания образуется окись CO, которая способствует образованию пор при сварке.
Хотя чугун имеет множество применений, его особенность быть хрупким становится основной головной болью, когда дело доходит до ремонта объектов из чугуна. Ниже приведены некоторые из процессов, которые окажутся полезными при ремонте и сварке чугуна.
Ниже приведены некоторые из процессов, которые окажутся полезными при ремонте и сварке чугуна.
Технологии сварки чугуна
Перед сваркой и ремонтом литья из чугуна, всегда желательно, чтобы поверхность под сварку была гладкой и чистой. Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях:
- С подогревом — горячая сварка чугуна
- Без подогрева — холодная сварка чугуна
Сварка чугуна с предварительным подогревом – горячая или полугорячая
Технология сварки чугуна с подогревом, как правило, используются в тяжелой промышленности. Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева.
В большинстве случаев изделие под сварку нагревается до температуры от 250 до 650°С. Следует избегать нагрева более 750°С, когда металл переходит в стадию расплавления.
После того, как металл достигает требуемой температуры, начинают его сварку на малых токах, чтобы минимизировать перемешивание и остаточные напряжения.
Большое внесение тепла при сварке также может привести к растрескиванию. После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
Холодная сварка чугуна – без предварительного нагрева
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короткие сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
Процессы электродуговой сварки чугуна
- Ручная дуговая сварка электродами
- Аргонодуговая сварка
- Полуавтоматическая сварка
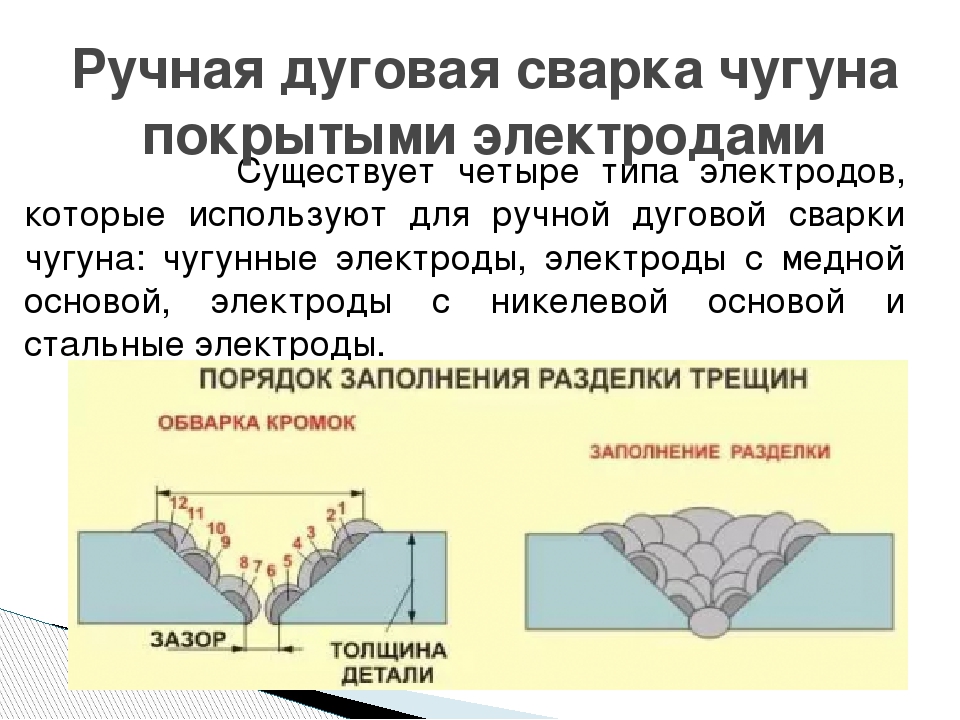
Ручная дуговая сварка чугуна покрытыми электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой основой и стальные электроды. Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки.
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для получения более прочного сварного шва.
Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около 50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь. Применение этих электродов дает примерно одинаковые результаты.
Стальные электроды (E-St) не рекомендуются для сварки чугуна, если сварочный шов будет впоследствии механически обрабатываться. Этот тип электродов должен использоваться только для мелкого ремонта.
Технология полуавтоматической MIG MAG сварки
Для сварки чугуна может использоваться и MIG MAG процесс. При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
— Стальная проволока (E70S-3) с использованием смеси газов 80% Ar + 20% CO2.
— Никелевая проволока (ENiCu-B) с использованием 100% аргона для защиты.
— Кремний бронзовая проволока (ECuZn-C) с использованием 100% аргона (50% аргона +50% гелия).
Технология полуавтоматической сварки MIG MAG аналогична другим процессам. Так как требуются малые токи, то и диаметр сварочной проволоки должен быть соответственно минимальным.
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое количество углерода, от 2% до целых 6%. Это содержание углерода, как говорилось выше, делает чугун очень хрупким и очень сложно свариваемым. При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд требований:
- — поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
- — деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить возможность трещин
- — сварка должны вестись на низких токах короткими участками сварочного шва, чтобы контролировать температуру и препятствовать образованию трещин
- — каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
- — после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Итогом данной статьи можно сделать следующие выводы
Сварка чугуна является достаточно сложным процессом, используется холодная или горячая сварка, электроды, сварка аргоном или полуавтоматом. Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварка чугуна не легкая, но выполнимая задача в домашних условиях
Раньше, сварочные работы требовали высокой квалификации мастера. Это было связано с примитивной конструкцией сварочных аппаратов. Сегодня технология сварки (особенно электрической) шагнула далеко вперед.
При наличии современного сварочного аппарата, с такой работой может справиться самоучка. Доступная цена инверторов вывела этот аппарат фактически в разряд домашнего электроинструмента.
Однако сварка чугуна и стали – это две большие разницы. Изделия из чугуна можно встретить в любых отраслях. Этот материал имеет неплохие эксплуатационные свойства, хорошо противостоит коррозии, и дешев в производстве.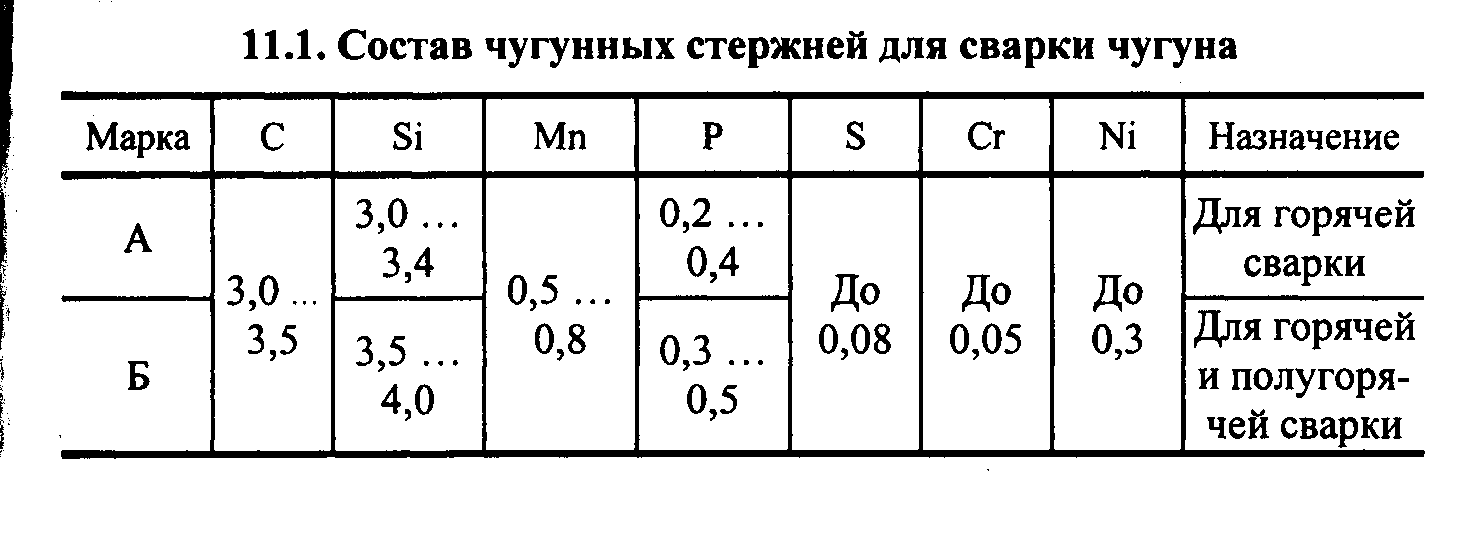
Есть у него и недостаток – хрупкость. Трещины, сколы, пробоины. Покупка новой детали влетает в копеечку, поэтому восстановление сломанного элемента – обычное дело.
Особенности сварки чугунных изделий
Обратите внимание
Главная трудность при сварке этого металла – непредсказуемость. Предугадать проблему техническими средствами невозможно. Бывалые мастера интуитивно ловят момент, когда надо изменить условия сварки или остановить на мгновение дугу.
Вот несколько негативных свойств чугуна:
- В расплавленном виде этот металл обладает высокой текучестью, практически как ртуть. При наличии небольшого сквозного отверстия, расплав может вылиться из зоны сварки. Это затрудняет формирование шва. Для борьбы с этим явлением, опытные мастера обкладывают зону сварки опалубкой. Единая рекомендация – проведение сварки в нижнем положении.
Важно! Еще один совет – постоянный контроль температуры. Нельзя допустить расплава поверхности, прилегающей к зоне сварного шва.
Чугун достаточно хрупкий, это проявляется не только при эксплуатации, но и при сварке. В теле шва образуется множество трещин, которых не бывает при работе с более пластичными металлами.Неравномерное остывание приводит к многочисленным участкам внутреннего напряжения. Это напоминает процедуру точечной закалки, когда структура имеет различную прочность на расположенных рядом участках. Чтобы не ухудшать качество работ, сварщик должен соблюдать ряд ограничений. Использовать тонкие электроды, обеспечить длительное охлаждение, применять особенную технологию сварки – вразброс. Можно ограничить ток сварки, однако это требует опыта. - Чугун содержит в своем составе много углерода. При проведении сварочных работ, углерод выгорает из расплава и образует поры, как в пемзе. Это резко снижает прочность шва, в отверстия попадает вода. При перепадах температур, особенно зимой, возникают микро разрывы.
- На поверхности расплава моментально образуется слой окисла. Он имеет температуру плавления выше, чем металл. Это затрудняет поддержание ровной и непрерывной дуги. Перед началом основных работ, начинающему сварщику рекомендуется потренироваться на ненужных заготовках. Момент схватывания окисла необходимо буквально почувствовать.

 Он имеет температуру плавления выше, чем металл. Это затрудняет поддержание ровной и непрерывной дуги. Перед началом основных работ, начинающему сварщику рекомендуется потренироваться на ненужных заготовках. Момент схватывания окисла необходимо буквально почувствовать.
Он имеет температуру плавления выше, чем металл. Это затрудняет поддержание ровной и непрерывной дуги. Перед началом основных работ, начинающему сварщику рекомендуется потренироваться на ненужных заготовках. Момент схватывания окисла необходимо буквально почувствовать.Если вы освоите методику под наблюдением опытного мастера – сварка чугуна в домашних условиях не покажется чем-то невероятным.
Основные методы сварки изделий из чугуна
Холодная сварка
Разумеется, речь идет не об эпоксидном клеящем составе. Просто шов формируется на холодном металле, без дополнительного подогрева. Умение варить «на холодную» — признак высокого мастерства. Сам процесс достаточно простой. Со стороны ничем не отличается от работ с обычной сталью.
Сварка чугуна на холодную без предварительного нагрева — видео.
Проблемы проявляются после остывания шва. Металл в этом месте становится избыточно закаленным. В теле и на поверхности шва появляется множество присадок.
Вся таблица Менделеева, содержащаяся в металле – освобождается, и фиксируется локальными вкраплениями. Структура соединения получается неравномерной.
Между нетронутым металлом и швом, чугун становится излишне твердым и хрупким. Есть такое понятие – «белый, или отбеленный чугун». Полоска всего пару миллиметров может привести к разрыву под небольшой нагрузкой или при ударе. Поры в расплаве образуются с особой интенсивностью.
Поэтому электроды надо подбирать со специальными свойствами. Металл должен содержать никель или медь. Благодаря этим добавкам, отбеливание шва не происходит, а зона закалки получается довольно мягкой.
Горячая сварка
Температура дуги тут не причем. Перед началом работ заготовка нагревается до температуры от 150° до 600° С. Можно греть непосредственно место шва, можно нагревать всю болванку. Главное – уменьшить температурный разрыв между расплавом и окружающим металлом.
При нагреве можно избежать отбеливания чугуна, появления трещин в зоне шва. Пористость также уменьшается.
Еще один «бонус» — время сварки сокращается, поэтому нет локального перегрева, приводящего к текучести.
После сварки деталь требуется медленно охладить. Самый распространенный вариант – укутать негорючим материалом, или хотя бы засыпать мешком.
Если ремонтируемая деталь слишком громоздкая, можно использовать поддерживающий нагрев. Это когда зона сварки, после окончания работ продолжает нагреваться.
Например, с помощью газовой горелки. Постепенно температура снижается, пока не сравнивается с температурой окружающей среды.
Сварка чугуна полуавтоматом происходит проще, чем обычным инвертором
Применяется специальная проволока, и снова применяются несколько способов:
- Холодная сварка чугуна с помощью проволоки ПП АНЧ-1. Подходит лишь для коротких ремонтных швов, заделки трещин, работ на тонком чугуне. Никакой подготовки, просто проводим кончиком проволоки по месту сварки. Дуга схватывается мгновенно, остается удержать ее в течение тех нескольких секунд, пока вы не пройдете по шву.
- Полугорячая сварка применяется на более сложных участках. Например – установка заплатки на канализационной трубе. Нагрев производится до 350 градусов. Можно использовать паяльную лампу.
Важно! При установке заплатки одинаково греются обе детали. Для улучшения мягкости и пластичности, можно вводить элементы, добавляющие в ванну графит. Шов при этом получается не хуже, чем при обработке стальных заготовок.
Внимание! Применяется проволока ПП АНЧ-2. Не забываем о плавном охлаждении по окончании работ! - Горячий режим используется для получения особо прочных швов, имеющих высокие характеристики на изгиб и излом. Пример – сварка чугунного выпускного коллектора или рычага подвески. Любой другой способ не подходит. Проволока ПП АНЧ-3. Нагрев возможен в печи или с помощью газовой горелки. Температура достигает 600 градусов. При этом графитизация происходит естественным путем.
 Дуга схватывается мгновенно, остается удержать ее в течение тех нескольких секунд, пока вы не пройдете по шву.
Дуга схватывается мгновенно, остается удержать ее в течение тех нескольких секунд, пока вы не пройдете по шву.
Интересно, что при таком способе (инвертор и подогрев) качество шва не отличается от стального.
Сварка чугуна аргоном — особый случай
Многие начинающие сварщики, по совету якобы опытных товарищей, пробуют сварку полуавтоматом в аргоновой среде. При работе только по чугуну, такой способ не оправдал себя. Шов получается, как и на воздухе с подогревом. Зато возрастают затраты.
А вот сварка чугуна со сталью, возможна лишь в нейтральной среде. Разумеется, в атмосферном составе шов получится. Но он не будет лишен типичных недостатков – микротрещины и неравномерная закалка. А если подать к полуавтомату инертный газ аргон – химический состав чугуна в сварочной ванне не изменится.
Обратите внимание
При использовании аргона не имеет значения, каким способом произведена сварка. Встык, внахлест, заплатка – с инертным газом качество одинаково хорошее.
Поэтому, если аргон доступен – смело варите любые сочетания. Если газ приходится «доставать» специально – приберегите его для соединения стали и чугуна.
Применение различных электродов при сварке инвертором
В начале 90-х, при дефиците специальных электродов, чугун варили любыми средствами. Именно на старых трансформаторах, профессиональные сварщики отрабатывали способы сварки неподходящими способами. Тот старый опыт не забыли и молодые любители.
Например — сварка чугуна нержавеющим электродом. Это нетипичный способ, в учебниках о нем не пишут. Однако при использовании простого сварочного инвертора и возможности качественного подогрева – им можно воспользоваться.
Качество шва регулируется силой тока. Его надо установить по минимуму, и пробуя повышать на 5-10%, поймать устойчивую дугу.
Сегодня доступны специальные электроды:
- Ремонтные послойные наплавки, устранение дефектов при неудачной сварке – для этого применяются ЦЧ-4. Фактически, это электроды для начинающего мастера. Хорошо подходят для комбинированных соединений. Например, со сталью.Подходят для промышленных работ с качественным прогревом в муфельной печи, и для быстрого «прихвата» на холодную, в домашних условиях.
- В заводских условиях, для устранения раковин и других литьевых дефектов, применяются специальные стержни ОЗЧ-2. Работать ими следует без подогрева. Особенность сплава – можно работать на вертикальных швах.
- При ремонте автомобилей вы можете столкнуться с особо прочным серым чугуном. Для него подходят электроды ОЗЧ-4. Будь то шов, или напайка – качество поверхности не отличить от материала заготовки. Поддается механической обработке.
- При восстановлении тонкослойных деталей, важно не допустить сквозного прогорания и протекания чугуна сквозь зону сварки. Горячая сварка тут недопустима, используемый наконечник – ОЗЧ-6.
- Так же для холодных работ применяется модель МНЧ-2. Этот электрод позволяет очень качественно нарастить металл в раковине или законопатить дыру без заплатки.
- Если работа совсем сложная – покупайте ОЗЖН. Они достаточно дорогие, зато легко «берут» самые прочные сорта чугуна. Первичная прихватка выполняется ОЗЖН-1, а толстостенная наварка – ОЗЖН-2.
- Неплавкие электроды – удел мастеров. Если вы освоите метод – затраты на сварку превратятся лишь в покупку флюсов и прочих очистителей. Популярный способ – сварка в аргоновой среде, с улавливающей ванночкой и дополнительной проволокой для укрепления шва. Подойдут никелевые электроды. Они прекрасно растворяются в расплаве, замещая пузырящийся углерод.


Обратите внимание
Не следует экономить на покупке электродов для чугуна. Ассортимент в хозяйственных магазинах хороший, можно найти недорогого производителя. А вот потери при неудачном ремонте чугунного изделия напротив, могут составить немалую сумму.
Сварка чугуна электродом в домашних условиях – подготовка материала к сварке
Использование правильных электродов, или проволоки в полуавтомате – это важно. Однако неподготовленная поверхность может сделать невозможной даже сварку в аргоновой среде с использованием лучшего флюса.
Особенно опасен так называемый промасленный чугун. Ремонтировать такой металл не берутся даже профессионалы. Масло можно обжечь паяльной лампой, затем произвести очистку обычными методами:
Масло можно обжечь паяльной лампой, затем произвести очистку обычными методами:
- Прежде всего, необходимо «разделать» место сварки – трещину, раковину, стык. Разделка производится под углом 45°. Можно применять наждачный круг или просто стальное зубило (мы помним, что чугун хрупкий, а стало быть, его можно банально скалывать).
- Поверхностные трещины надо засверлить по краям, и вырубить до чистого металла. Если трещина слишком тонкая – ее надо «протравить». Протирая место ремонта с помощью слабого раствора соляной или азотной кислоты, вы легко обнаружите нитевидные трещины.
- Металл тщательно очищают от любых загрязнений – особенно жирных. Краска удаляется ветошью, моющими средствами и поверхность зачищается наждачной бумагой. Можно обезжиривать поверхности с помощью бензина, только надо дождаться, пока жидкость полностью испарится.
Видео. Как варить чугун в домашних условиях.
Сложные повреждения большого размера армируются шпильками или заклепками. Стальные штифты забиваются в стенки дефекта, и сварка происходит с использованием объема стальных вставок. Наплавка производится по спирали, от шпильки до края трещины.
Стальные штифты забиваются в стенки дефекта, и сварка происходит с использованием объема стальных вставок. Наплавка производится по спирали, от шпильки до края трещины.
Финальная обработка
После восстановления дефекта, его можно проковать классическим способом. Надо только убедиться в том, что перед вами так называемый ковкий чугун.
Сначала ремонтная зона (или вся заготовка) прогревается до 700-800° С. Затем, продолжая нагрев с помощью паяльной лампы или горелки, чугун в месте сварки проковывается.
Наносятся короткие, но уверенные удары по шву. Молоток должен быть со сточенной ударной частью, в форме шара. Тогда вы сможете отформовать шов.
Общее правило: Проковка выполняется послойно. Чем тоньше слой – тем красивее получится шов. Если вы попытаетесь обработать слой толщиной 2 см и более – внешняя сторона получится идеальной, а внутри будет множество микротрещин.
Нестандартные способы
При определенной сноровке чугун можно варить газовой горелкой. Применяется только ацетилен – температуры пропана недостаточно. Как только в зоне сварки образуется ванна – туда надо подсыпать флюс.
Расплав следует постоянно помешивать с помощью специальной проволоки или чугунных прутиков. Они являются присадкой, заполняющей шов.
Вывод:
При кажущейся сложности, сварка чугуна в домашних условиях вполне реальна. Для этого используется стандартное оборудование. Главное – не экономьте на расходных материалах.
About sposport
View all posts by sposport
Сварка чугуна: основные процедуры
Чугун — это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4,5%.
Общая свариваемость чугуна низкая и зависит от типа материала, сложности, толщины, сложности отливки и потребности в обрабатываемости.
Ковкий и ковкий чугун обладают хорошей свариваемостью, в то время как серый чугун и белый чугун свариваются только для небольших приспособлений.
Серый чугун — самый распространенный вид чугуна. Серый чугун имеет множество составов, но обычно это перлит с множеством рассеянных чешуек графита.
Есть также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания им особых свойств.
Другой легированный чугун — это аустенитный чугун, который модифицирован добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре.Аустенитные чугуны обладают высокой устойчивостью к коррозии.
В белом чугуне почти весь углерод находится в комбинированном виде. Это обеспечивает более высокую твердость чугуна, что используется для обеспечения устойчивости к истиранию.
Ковкий чугун получают путем специальной термообработки белого чугуна с отжигом для изменения структуры углерода в чугуне. Структура меняется на перлитную или ферритную, что увеличивает ее пластичность.
Чугун с шаровидным графитом и высокопрочный чугун изготавливаются путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или шаровидную форму, а не обычную чешуйчатую форму в сером чугуне.Эта структура обеспечивает большую пластичность или пластичность отливки.
Основным фактором, усложняющим сварку чугуна, является его недостаточная пластичность. Если чугуны нагружены сверх пределов текучести, они скорее ломаются, чем деформируются в значительной степени. Поэтому следует выбирать присадочный металл и конфигурацию деталей для минимизации сварочных напряжений.
MMA, порошковая дуга, MIG, TIG и газовая сварка обычно используются со сварочными материалами на никелевой основе для получения высококачественных сварных швов, но чугунные и стальные электроды также могут обеспечить удовлетворительные сварные швы в некоторых сплавах.
Свариваемость чугуном типаПрименения
Эти типы металлов широко используются в:
- сельхозтехника
- на станках в качестве оснований, кронштейнов и крышек
- для фитингов
- труба чугунная
- блоки, головки, коллекторы автомобильные
- подготовка воды
- ремонт дефектов с целью обновления или восстановления отливки перед обслуживанием
Редко используется в конструкционных работах, за исключением элементов сжатия.Он широко используется в строительной технике для создания противовесов и в других областях, где требуется вес.
Характеристики
| Чугун | Предел прочности при растяжении (МПа) | Прочность на сжатие (МПа) | Твердость (HB) | Относительное удлинение (%) | Прочность (j) |
|---|---|---|---|---|---|
| Белый | 200–410 | НЕТ | 321–500 | Очень низкий | Очень низкий |
| Ковкий | 276–724 | 1350 — 3600 (перлитный и мартенситный) | 110 — 156 (феррит) 149 — 321 (перлитный и мартенситный) | 1–10 | 4-12 Дж при 20 ° C |
| Серый | 152–431 | 572–1293 | 156–302 | <0.6 | Очень низкий |
| Пластичный | 345–827 | 359–920 | 143–302 | 2–20 | 16-27 при 20 ° C |
Серый (серый) или чешуйчатый графит
Если графит существует в виде разветвленных взаимосвязанных чешуек; этот тип чугуна относительно дешев и имеет плохие механические свойства.
Серый чугун обычно можно сваривать GMAW (SMA), MIG (GMA) или FCAW, если используются специальные расходные материалы и процедуры.
Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени перед разрушением или растрескиванием. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать дуговым методом без предварительного нагрева, если тепло сварки тщательно контролируется.
Этого можно достичь, сваривая за один раз только короткие отрезки стыка и давая этим участкам остыть.Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки.
Крупные отливки со сложным сечением, такие как моторные блоки, можно сваривать без разборки или предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать. Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Графит с шаровидным графитом или шаровидный графит (высокопрочный чугун)
Если графит существует в виде графита в сфероидальной форме, а механические свойства приближаются к свойствам стали. Чугун с шаровидным графитом, как правило, легче сваривать, чем серый чугун, но все же требуются специальные расходные материалы и процедуры.
Гибкий CI
Если графит существует в виде конкреций или розеток, полученных термической обработкой. Ковкий чугун имеет две основные формы: ковкий чугун черного цвета, который имеет свариваемость, подобную чугуну с шаровидным графитом, и ковкий чугун белого цвета, который легко сваривается с ферритными расходными материалами при условии, что приняты меры для ограничения провара.
Белый
Твердый, хрупкий чугун, не содержащий свободного графита. Белый утюг обычно считается несваркой.
Аустенитный
Где графит может существовать в виде чешуек или узлов, что обеспечивает хорошую коррозионную и термостойкость. Многие марки аустенитного чугуна можно сваривать с использованием специальных материалов и специальных процедур.
CI с высоким содержанием кремния и алюминия
Если графит существует в основном в виде хлопьев, и материал имеет хорошую коррозионную стойкость.Этот сплав можно сваривать с помощью специальных материалов и специальных процедур.
Наконечники для сварки чугуна
Большинство проблем связано с высоким содержанием углерода. Это приводит к проблемам с растрескиванием и проблемами терморегулирования. Чугуны содержат от 2 до 4% углерода.
Сварку палкой можно использовать для ремонта отливок с несколькими типами сварных швов, которые являются машинными:
- никель 55 мягкий сварной шов
- никель 99 мягкий сварной шов
- HTS-528 Пруток для пайки (самый прочный пруток для соединения чугуна, с удобством встроенного флюса)
Никель — это сплав цветных металлов, который не впитывает углерод, что делает его хорошим выбором для ремонта.
- Предварительно нагрейте отливку, чтобы избежать растрескивания. Контролируйте предварительный нагрев с помощью височной палочки. Когда он плавится, значит, можно вваривать в отливку. Предварительный нагрев отливки перед ремонтом сварного шва может быть очень полезным для контроля скорости охлаждения после сварки. Это особенно важно при ремонте изделий сложной формы, поскольку материалы различной толщины по-разному реагируют на тепло от сварочной ванны, что может привести к разрушительным термическим напряжениям и деформации.
- Очистите все соединения, которые будут ремонтироваться или сваривать, включая жир и грязь.Используйте шлифовальные или чистящие растворители.
- Если после ремонта возникла проблема с пористостью, отшлифовать участок до прочного металла
- При ремонте дефектов отливки, таких как выбоины или трещины, все дефектные участки должны быть удалены путем холодного долбления, строжки или шлифовки. При строжке покрытым электродом или воздушно-угольной дугой вокруг области строжки образуется зона термического влияния. Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию во время последующей сварки. При удалении трещин или линейных дефектов концы трещины следует затупить просверливанием перед строжкой, чтобы предотвратить дальнейшее распространение во время подготовки к ремонту. Истинные концы трещины, которые могут быть очень тонкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.
В видео используется положительный постоянный ток. Используйте соответствующее защитное снаряжение и избегайте воздействия дыма.
Ремонт сваркой чугуна Рекомендуется предварительный нагревПреимущества чугуна
Преимущества чугуна как сварочного металла:
- Более текучая, чем сталь (лучшая литье)
- Более низкая температура плавления, чем у стали
- Низкозатратный материал
- Может формоваться методом литья в песчаные формы
- Желательные свойства, такие как:
— Демпфирующая способность
— Теплопроводность
— Пластичность
— Твердость
— Прочность
Рекомендации по проектированию
Плохая по сравнению с улучшенной конструкцией сварного шва чугуна
Модификации конструкции соединения, снижающие риск образования трещин при сварке чугуна.
Сварка чугуна
Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных операциях.
В таблице ниже показаны сварочные процессы, которые можно использовать для сварки литого, ковкого и чугуна с шаровидным графитом.
Выбор процесса сварки и присадочных материалов зависит от желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки защищенным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом.
Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима
Независимо от того, какой из сварочных процессов выбран, необходимо выполнить определенные подготовительные действия.
Важно определить точный тип свариваемого чугуна, будь то чугун серый, ковкий или пластичный.
Если точная информация не известна, лучше всего предположить, что это серый чугун с низкой пластичностью или без нее.
Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальной эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C).
Если в качестве присадочного материала не используется чугун, металл шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун.
Ремонт этих типов отливок может быть произведен, но надежность и срок службы такого ремонта невозможно спрогнозировать с точностью.
Подготовка к сварке чугуна
При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.
Желательно нагреть зону сварного шва в течение короткого времени, чтобы удалить захваченный газ из зоны сварки основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с областью сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или скос.
Там, где есть канавки, следует использовать V-образную канавку под углом 60–90 °. V должен выступать примерно на 3,2 мм (1/8 дюйма) от дна трещины.На каждом конце трещины следует просверлить небольшое отверстие, чтобы она не расширилась.
Всегда следует использовать сварные швы с полным проплавлением, поскольку не полностью устраненные трещины или дефекты могут быстро появиться снова в условиях эксплуатации.
Предварительный нагрев желателен для сварки чугунов любым из сварочных процессов. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Температура предварительного нагрева должна зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно выполнить любым из обычных методов.
Нагрев горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, вместо того, чтобы переносить ее в печь.
Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, поскольку он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в любой точке.
Предварительный нагрев способствует смягчению области, прилегающей к сварному шву; он способствует дегазации отливки, что, в свою очередь, снижает возможность пористости наплавленного металла шва; и увеличивает скорость сварки.
Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить попадания воздуха или ветров.
Электроды
Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в крайних случаях.
При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.
При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки.Когда на стык наносится большое количество присадочного металла, чугун может растрескаться сразу за линией плавления, если не будут приняты профилактические меры.
Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они выполняются периодически и, в некоторых случаях, с помощью процедуры обратного шага и пропуска.
Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла.Каждый короткий отрезок металла сварного шва, нанесенный на соединение, должен быть слегка упрочнен в горячем состоянии небольшим ударным молотком и дать ему остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении.
Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью. Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить.
Чугунные электроды необходимо использовать там, где требуется последующая обработка сварного соединения.
Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется.
Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного металла и основного металла.
Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, которое сжимается примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры.
Дуговая сварка чугуна
Для сварки чугуна можно использовать процесс дуговой сварки защищенным металлом.
Можно использовать четыре типа присадочных металлов:
- Электроды с чугунным покрытием
- Электроды из сплава на основе меди с покрытием
- Электроды из сплава на основе никеля с покрытием
- м Электроды с покрытием из низкоуглеродистой стали
Существуют причины для использования каждого из различных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва.
При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки и необходимости обработки наплавки и прилегающих участков.
Чем выше степень нагрева, тем легче будет обработать наплавленный металл.
Как правило, лучше использовать электроды небольшого размера и относительно низкую настройку тока. Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении.
Следует использовать процедуру сварки с перемещением или с пропуском, а упрочнение поможет снизить напряжения и свести к минимуму деформации.
Рекомендуется медленное охлаждение после сварки.
Эти электроды обеспечивают превосходное соответствие цвета серого чугуна. Прочность сварного шва будет равна прочности основного металла.
Есть два типа электродов на основе меди:
- Сплав медно-оловянный
- Медь алюминиевая
Медно-цинковые сплавы нельзя использовать для электродов для дуговой сварки из-за низкой температуры кипения цинка.Цинк улетучивается в дуге и вызывает пористость металла шва.
При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать малые электроды и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва. После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета.
Есть три типа никелевых электродов, используемых для сварки чугуна.Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C).
Эти электроды можно использовать во всех положениях; тем не менее, рекомендуется плоское положение. Сварочный шлак следует удалять между проходами.
Отложения никеля и никелевого железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода. Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна.
Упомянутая выше техника, игра дуги на лужу, а не на основной металл, поможет минимизировать разбавление.Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета.
Медно-никелевые электроды двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, с примерно той же технологией и результатами. Отложения этих электродов не обеспечивают совпадение цвета.
Электроды из мягкой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки.Отложения из мягкой стали собирают достаточно углерода для образования высокоуглеродистых отложений, которые невозможно обработать. Кроме того, наплавка из мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода.
Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка. Для небольших ремонтных работ возможен минимальный предварительный нагрев.
Рекомендуются малые электроды при слабом токе, чтобы минимизировать разбавление и избежать концентрации усадочных напряжений.
Следует использовать короткие сварные швы в произвольной последовательности, а сварной шов следует как можно быстрее после сварки. Наплавленный электрод из мягкой стали обеспечивает хорошее соответствие цвета.
Угольно-дуговая сварка чугуна
Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и сварочного флюса для чугуна. Шов следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки.
Расплавленная лужа металла может обрабатываться углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность.Сварные швы, выполненные с помощью угольной дуги, охлаждаются медленнее и не такие твердые, как сварные с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке.
Чугун для кислородной газовой сварки
Процесс кислородно-топливного газа часто используется для сварки чугуна. Можно использовать большинство топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс.
Доступны два типа присадочных материалов:
- прутки чугунные
- прутки медно-цинковые
Сварные швы, выполненные подходящим чугунным электродом, будут иметь такую же прочность, как и основной металл.Все эти сварочные покрытия обеспечивают хорошее цветовое соответствие. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева.
Медно-цинковые прутки используются для сварки пайкой. Есть две классификации:
- марганцевая бронза
- бронза слабодымящая
Наплавленная бронза имеет относительно высокую пластичность, но не обеспечивает совпадение цветов.
Пайка и пайка Сварка чугуна
Пайка используется для соединения чугуна с чугуном и сталью.
В этих случаях конструкция соединения должна выбираться для пайки так, чтобы капиллярное притяжение заставляло присадочный металл течь между плотно прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла могут использоваться угольная дуга, двойная угольная дуга, газо-вольфрамовая дуга и плазменная дуга.
Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка.
Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения.Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета.
Сварка пайкой может также выполняться дуговой сваркой в защитном металлическом корпусе и дуговой сваркой в газовой среде.
Высокотемпературный предварительный нагрев обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл сварного шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна.Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном.
Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно. После завершения сварки сварной шов и прилегающий участок можно обработать.
Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется.
Этот тип сварки обычно используется для ремонтной сварки деталей автомобилей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Газовая дуговая сварка металлического чугуна
Процесс газовой дуговой сварки металла может использоваться для сварки ковкого чугуна и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе:
- Мягкая сталь с использованием 75% аргона + 25% CO2 для защиты.
- Никель-медь с использованием 100% аргона для защиты.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе. При использовании электродной проволоки из мягкой стали образуется смесь защитного газа аргон-CO2, минимизирующая проникновение.
В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета.Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию.
Порошковая сварка чугуна
Этот процесс недавно использовался для сварки чугунов. Более успешным применением была порошковая проволока на никелевой основе.
Эта электродная проволока обычно работает с защитным газом CO2, но когда более низкие механические свойства не являются нежелательными, ее можно использовать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева.
Метод должен минимизировать проникновение в основной металл чугуна. Дополнительный нагрев обычно не требуется. Подбор цвета не получается.
Другие процессы
Для чугуна можно использовать другие способы сварки.
- Сварка термитом — используется для ремонта некоторых типов деталей станков из чугуна.
- Пайка — может использоваться для соединения чугуна, а иногда используется для ремонта небольших дефектов в небольших отливках.
- Сварка оплавлением — также может использоваться для сварки чугуна.
Методы сварки
Шпилька
Метод шпильки для ремонта чугунаТрещины в крупных отливках иногда ремонтируются шпильками.
В этом процессе трещина удаляется шлифовкой V-образной канавки.
Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма.(6,4 мм) над поверхностью чугуна.
Шпильки следует герметично приварить на месте одной или двумя буртиками вокруг каждой шпильки, а затем связать вместе металлическими швами.
Сварные швы следует выполнять короткими отрезками, каждый отрезок подвергается упрочнению в горячем состоянии, чтобы предотвратить высокие напряжения или растрескивание при охлаждении. Перед нанесением дополнительного металла каждую полоску необходимо дать остыть и тщательно очистить.
Если метод крепления шипов не может быть применен, края соединения должны быть выколоты или обработаны инструментом с закругленным концом для образования U-образной канавки, в которую должен быть наплавлен металл шва.
Модификация конструкции шарнира
Предпочтительно использовать шов с полным проплавлением, а не с частичным проплавлением. Сварные швы различной толщины могут привести к неравномерному напряжению сжатия и неравномерному расширению во время цикла сварки.
Изменение конструкции сварки для размещения сварных швов в области с постоянной толщиной может быть полезным. Еще один совет — использовать подкладной угловой сварной шов для поддержки напряженных участков.
Обработка торцевых канавок
Обработка торцевых канавок из чугунаВырезка или шлифовка канавок на поверхности подготовленной сварной канавки с последующим использованием сварного валика для заполнения канавок перед заполнением всего стыка иногда является предпочтительным методом (см. Иллюстрацию ниже).
Этот подход снижает риск образования трещин за счет отклонения пути трещины. Бусины, которые контактируют с отливкой, осаждаются первыми, когда зона термического влияния напряжения и линия плавления находятся на низком уровне.
Ударная обработка (Молотковая обработка)
Упрочнение или ударный удар с использованием 13-19-миллиметрового молотка с шариковым упором, прикладываемого к деформируемому сварному шву, переводя его в состояние сжимающего напряжения, можно противодействовать растягивающим напряжениям, вызванным тепловым сжатием, что снижает риск образования трещин внутри и вокруг сварка.
Когда молоток применяется вручную, он наносит умеренный удар перпендикулярно поверхности шва.
Для этого процесса требуется шов из пластичного металла. Никелевые наполнители используются, особенно при работе с серым чугуном. Упрочнение выполняется при более высоких температурах, пока металл мягкий.
Для дополнительного чтения
Чугун и сварка
Как сваривать чугун (результаты качества)
Сварка чугуна — одна из самых сложных задач, которые может выполнить сварщик.Одна ошибка, и можно сделать намного хуже. В конечном итоге вы можете нанести больше повреждений или, что еще хуже, получить сварной шов, который выглядит прочным, но на самом деле является слабым.
Будь то ковкий чугун, серый или любой другой тип; Хитрость заключается в том, чтобы следовать правильной процедуре и правильно выбирать присадочный материал при сварке чугуна. Вот наше руководство по сварке чугуна.
Возможна сварка чугуна
Определите, какой чугун поддается сварке, поскольку они не все одинаковы. Серый чугун — самый распространенный.Убедитесь, что вы предварительно нагрели утюг, чтобы подготовить его к изменению температуры, и не забудьте медленно охладить утюг с помощью песка или горячего барбекю. Вы можете сваривать железо методами MIG, TIG или Arc, но убедитесь, что вы используете правильные стержни для достижения наилучших результатов. Лучше всего использовать никель, но можно и сталь.
Какой чугун не поддается сварке?
Существует несколько типов чугуна, но некоторые из них сложнее сваривать, чем другие. Чаще всего вы добьетесь успеха около 50 процентов.
Серый чугун
Серый — самый распространенный тип железа, и он широко используется. Он получил свое название от цвета трещины, которую он формирует, благодаря высокому содержанию графита. Этот вид чугуна поддается сварке, но с большими трудностями.
Белый Утюг
Белое железо твердое и хрупкое. Он похож на серый чугун тем, что присутствует углерод, но в отличие от серого чугуна графит не образуется во время затвердевания. Белый чугун находит применение там, где устойчивость к истиранию важнее хрупкости.Вы найдете белое железо — это шламовые насосы, бетономешалки, фланцы и трубопроводная арматура.
Белый чугун сваривать практически невозможно.
Ковкий чугун
Ковкий чугун намного менее хрупкий, чем чугун, поэтому он гнется, не ломаясь. Широко используемый в автомобильной промышленности и других отраслях тяжелой промышленности, он является идеальным материалом для изготовления колес, корпусов насосов, коробок передач, трубопроводов и многих других изделий.
Ковкий чугун сложно сваривать, но это можно сделать при правильных условиях, терпении и умении.Это не то, чем должен заниматься неопытный сварщик.
Ковкий чугун
Ковкий чугун не поддается сварке, так как процесс нагрева изменяет свойства материала, делая его бесполезным. Сначала он представляет собой белое железо, но после термообработки становится ковким.
Как сваривать чугун
После того, как вы определили тип используемого железа, следующий шаг — решить, будете ли вы производить предварительный нагрев или холодную сварку.
1. Предварительный нагрев или холодная сварка
Существует две точки зрения на то, как сваривать железо.Одни говорят, что предварительный нагрев — лучший вариант, другие клянутся, что холодная сварка — правильный подход. Чугун хрупкий, его нельзя гнуть или формовать в горячем состоянии.
Нагрев чугуна оказывает деформирующее действие на металл, повышая вероятность того, что одна часть металла может нагреваться или охлаждаться быстрее, чем другая, вызывая растрескивание и разрушение под напряжением. При температуре 1400 градусов по Фаренгейту чугун полностью меняет характеристики, потенциально ослабляя целостность металла.
При холодной сварке металл подвергается меньшей деформации, что снижает риск растрескивания и деформации, что потенциально создает более прочный сварной шов.Однако холодная сварка сопряжена с определенными рисками. Внутренние напряжения могут возникать и проявляться позже, к тому же холодная сварка дает более слабый сварной шов.
По этой причине опытные сварщики предпочитают метод предварительного нагрева, потому что они понимают, как металл реагирует, и могут контролировать ситуацию, чтобы создать более прочный сварной шов.
2. Выберите тип сварочного стержня
Тип и материал сварочного прутка определяют качество сварного шва.
Никелевый стержень 99 процентов
Это сварочные прутки высшего качества.Электроды на никелевой основе дороги, но они лучше всего подходят для сварных швов с низким и средним содержанием фосфата, и они поддаются механической обработке.
Никелевый стержень 55 процентов
Это более дешевый вариант, чем 99-процентные электроды, и они имеют более низкий коэффициент расширения, что создает меньшее напряжение на металле и меньше трещин плавления. Это помогает им лучше ремонтировать более толстые участки металла. Эти стержни также поддаются механической обработке.
Стальные стержни
Стальные стержни — самые дешевые из трех вариантов, что делает их наиболее экономичными.Они лучше всего подходят для несложных ремонтных работ и шпатлевок. Эти электроды не поддаются механической обработке и требуют шлифовки для получения максимально гладкой поверхности.
Стальные стержни более удобны в использовании и могут выдерживать не совсем чистые отливки. Это делает их идеальным выбором при ремонте на месте, где условия могут быть не идеальными.
3. Подготовьте чугун
Чугун темпераментный, поэтому для достижения наилучших результатов обязательно прогрейте его до и после нагрева. Углерод внутри металла заставляет материал сжиматься и расширяться.По этой причине при нанесении сварного шва до и после сварки следует уделять столько же внимания, сколько и самому процессу сварки.
Вот о чем следует помнить:
- Подготовка к предварительному и последующему нагреву.
- Контроль нагрева при сварке.
- Выбор штанги.
Процесс начинается следующим образом.
Снятие кромки перелома
Снятие фаски — это процесс резки V-образной формы с помощью резака или специального станка для снятия фасок.Фаска обеспечивает более прочную связь между металлическими поверхностями и гарантирует, что она не срежется в дальнейшем.
Скошенный, но суставы намного прочнее, чем плоские, но суставы.
Предварительный нагрев чугуна
Предварительный нагрев можно выполнить, приложив к поверхности паяльную лампу. Вы даже можете предварительно нагреть металл, поместив его в угли зажженного барбекю. Идея предварительного нагрева чугуна состоит в том, чтобы медленно повышать температуру металла, обеспечивая более медленный переход от комнатной температуры к температуре сварки.Думайте об этом как о переходе металла, чтобы он меньше шокировал.
Идеальная температура предварительного нагрева составляет от 250 до 650 градусов по Цельсию (от 482 до 1202 градусов по Фаренгейту). Все, что превышает 780 градусов по Цельсию, расплавит металл.
Нагрев материала
Оба конца пластин нагреваются постоянно и медленно, чтобы не искажать свойства чугуна. Затем пластины соединяют вместе, когда достигается температура, достаточная для металла. При использовании дуговой сварки образуется шлак, который необходимо удалить молотком.
При сварке MIG не образуется шлак, благодаря вставке защитного газа, обеспечивающей целостность и чистоту сварного шва.
Пост-нагрев чугуна
Так же, как вы перерабатываете металл, чтобы лучше справляться с повышением температуры, вы хотите, чтобы он акклиматизировался к процессу охлаждения, чтобы предотвратить образование трещин под напряжением и ослабление материала.
После этого вы можете использовать тот же нагретый уголь для дополнительного нагрева металла, позволяя температуре постепенно снижаться.Ведро с песком сделает то же самое, или если положить кусок на дровяную печь, металл будет медленно остывать.
4. Выберите технику сварки
Есть три способа сваривать чугун. У каждого есть свои достоинства и недостатки.
Сварка чугуна MIG
Хотя MIG-сварка не является предпочтительной по сравнению с другими методами сварки, она очень эффективна при сварке чугуна. Вот несколько советов и подсказок:
- Для достижения наилучших результатов выбирайте специальную никелевую проволоку.Он самый дорогой, особенно если вы выбираете чистоту 99 процентов, но вы можете купить чистоту 55 процентов, если хотите сэкономить. Если бюджет слишком ограничен, выберите стержни из нержавеющей стали, но ожидайте, что придется переделывать отделку, поскольку сталь не поддается механической обработке и обеспечивает самую грубую отделку.
- 80-процентный аргон и 20-процентный углекислый газ дает наилучшие результаты в большинстве ситуаций. Обратной стороной является то, что сварной шов со временем заржавеет. При этом чугун естественно подвержен ржавчине.
- Паяльная проволока склеивает металлы, но создает слабое соединение, которое не выдерживает ударов.
- Шипы — это возможность добавить прочности стыку, но это зависит от выполняемой работы и требуемой чистоты отделки.
Сварка чугуна TIG
Сварка TIG возможна только при использовании никелевой проволоки. Положительным моментом является то, что вы получаете прочный и чистый сварной шов, а недостатком — стоимость никелевой проволоки. Вы также можете пропустить процесс предварительного и последующего нагрева, если используете правильные настройки газа, проволоки и нагрева.
Газовая смесь должна состоять на 75 процентов из аргона и на 25 процентов из двуокиси углерода. Эта смесь предотвращает хрупкость сварного шва.
- Избегайте быстрого охлаждения, так как это подвергает чугун напряжению, что увеличивает вероятность поломки. Для достижения наилучших результатов используйте процесс предварительного и последующего нагрева.
- Избегайте нагрева шва за счет использования коротких сварных швов. Это предотвращает воздействие слишком большого количества тепла на чугун. Избегайте использования одной непрерывной линии сварки, поскольку это может вызвать растрескивание, особенно если сварной шов и чугун имеют две разные температуры.После того, как вы создали сварной шов, гладко обработайте его молотком. Увеличивает прочность стыка и уменьшает усадку.
Top Tip
При использовании сварочного аппарата TIG с газовой смесью убедитесь, что вы делаете это в неограниченном пространстве. Вам необходима соответствующая вентиляция, так как аргон и углекислый газ могут накапливаться, вызывая удушье и смерть.Дуговая сварка чугуна
Дуговая сварка, или сварка электродом, является фаворитом домашних сварщиков и домашних мастеров. Он доступен по цене, и существует множество различных электродов для решения различных задач.Это дает вам гибкость и универсальность. Для выполнения большинства общих ремонтных работ требуется бронзовый стержень, ацетиленовая горелка и немного флюса. Это самый дешевый вариант, хотя вы должны знать, что пайка редко склеивает, как и другие виды сварки.
- Очистите каждое соединение перед сваркой. Это обеспечивает самое прочное соединение. Грязь в суставе создает слабые места, которые могут снова и снова преследовать вас.
- Чтобы получить наилучший сварной шов, уменьшите ток, чтобы уменьшить разбрызгивание. Это не влияет на качество стыка, но с эстетической точки зрения обеспечивает более чистую поверхность.
Pro Tip
Ручная сварка лучше работает при использовании стали с минимальным содержанием серы и кремния. Стали 1015 и 1025 работают лучше всего, так как они содержат менее 0,035 процента серы.
5. Чистовая обработка
Получение максимально гладкой поверхности — ключ к аккуратной и профессиональной работе. Использование никелевых электродов более высокого качества позволяет избежать шлифовки.
Пост-нагрев и охлаждение
Чем дольше остывает проект сварного шва, тем лучше будет соединение.Быстрый нагрев и охлаждение — враги прочного сварного шва. Железо хрупкое, при нагревании деформируется. Это вызывает нагрузку на материал, что ослабляет целостность вашей конструкции.
Доведя утюг до остывания после сварки, вы обеспечите естественное ослабление металла и лучший результат. Думайте об этом как о том, как дать сочному стейку расслабиться после жарки, чтобы сделать его мягче. Металл делает то же самое.
Упрочнение
Упрочнение — это способ предотвращения усадки сварного шва при его охлаждении.Это помогает снять растягивающие напряжения, возникающие при понижении температуры металла. Использование небольшого молотка для распространения сварного шва, когда он еще податлив, чтобы обработать любые воздушные карманы или трещины от напряжения, делает общую отделку намного прочнее.
Этот метод требует особой осторожности, поскольку чрезмерное упрочнение может привести к растрескиванию из-за слишком сильного охлаждения сварного шва и ослабления соединения.
Дополнительные советы по сварке чугуна
Всегда есть подсказки и подсказки, которые облегчат жизнь, поэтому вот несколько, с которых вы можете начать.
- При сварке чугуна держите сварочный стержень в вертикальном положении. Она отличается от большинства видов сварки штангой, когда сварка выполняется под углом.
- Делайте это медленно и ровно. Чугун не сваривается быстро.
- Ограничьте количество свариваемых за один раз. Используйте валики сварного шва, а не непрерывную линию.
- При ремонте трещины нанесите небольшой валик на каждый конец, чтобы предотвратить ее распространение.
- Держите устойчивую руку и поддерживайте постоянную скорость во время работы.
Вывод чугун
Не питайте иллюзий, что некоторые металлы не любят сваривать, и чугун — один из них. Тем не менее, это не невозможно. Лозунги медленные и устойчивые, потому что вы не можете бросить чугун из-за его хрупкости.
Сделайте подготовку правильно, а остальное приложится. Кроме того, не забудьте дать утюгу время остыть после работы с ним. Если вы сделаете это, у вас должен быть успешный результат.
Как сваривать чугун: простые шаги и советы
Чугун сложно сваривать из-за свойств материалов.К сожалению, это часто необходимо из-за растрескивания, связанного с удлинением металла. Не путайте чугун со сталью, поскольку методы для одного типа чугуна не всегда применимы к чугуну. К счастью, сварка чугуна может быть успешно выполнена при наличии некоторой практики и опыта.
Сварка чугуна требует меньшего нагрева и небольших валиков (1 дюйм), чтобы избежать растрескиванияПри сварке следует учитывать три важных момента:
- Подготовка — снятие фаски или сверление до и после трещин, очистка поверхности
- Количество тепла — всегда низкое и медленное
- Выбор правильного стержня — чем больше никеля, тем лучше
Основы сплава чугуна
Чугунное литье относится к семейству углеродистых сплавов с примерно 2.Содержание углерода от 4% до 4,5%. Это сплав кремния, углерода и железа (железа). Твердость углерода делает его одним из наиболее часто используемых материалов в строительном бизнесе. Процент углерода, смешанного с железом, — это то, что делает чугун желательным сплавом, поскольку он может быть обработан, гасит вибрации, имеет низкую усадку и высокую текучесть.
Углерод в чугуне также делает металл хрупким и склонным к растрескиванию при нагрузке. Например, у стали удлинение до растрескивания составляет 20%, а у чугуна — 1%.
Что делает чугун одним из самых сложных для сварки материалов, так это то, что он имеет довольно необычное поведение. При сварке чугуны не растягиваются и не деформируются при нагревании. Скорее, металл может треснуть под воздействием тепла и последующего охлаждения, что затрудняет весь процесс сварки.
Чугун потрескается при напряжении или удлинении от 1% до 2%Точка плавления чугуна
Чугун имеет температуру плавления от 1100 ° до 1300 ° по Цельсию (2112 ° — 2372 ° по Фаренгейту) из-за высокого содержания углерода.Сталь имеет более высокую температуру плавления — 1450 ° C (2642 ° F). Поскольку чугун имеет более низкую температуру плавления, его легче использовать при работе с формами, трубной арматурой, коллекторами, корпусами клапанов, насосами, трансмиссиями, водяными рубашками, гильзами, головками и блоками двигателей.
Типы чугуна
Ниже приведены некоторые из наиболее распространенных типов сплавов чугуна. Каждый из этих сплавов обладает особыми свойствами, поэтому для достижения наилучших результатов могут потребоваться различные сварочные инструменты и методы.
- Высоколегированный (полученный путем добавления сплавов к пластичному, белому или серому чугуну)
- Пластичный
- Ковкий
- Белый
- Серый (наиболее распространен и используется примерно в 90% случаев.Изготовлен из кокса, известняка, стального лома, лома чугуна и чугуна). Название происходит от серого цвета любых трещин или изломов.
Общий состав серого чугуна:
- Кремний 2% — 2,4%
- Углерод 3% — 3,25%
- Марганец 0,6% — 0,7%
- Фосфор не более 0,2%
- Сера не более 0,2%
- Остаток железа
Чугун не может быть согнутым или откованным до определенной формы, иначе металл треснет.Он поддается механической обработке и отличается износостойкостью.
Идентификация чугуна
Чугун можно идентифицировать по следующим признакам:
- Сварные швы не видны.
- Видно. Линия литья из двух половин формы.
- Сколоть металл с помощью молотка и зубила. Если металл сколачивается мелкими фрагментами, то это чугун. Если вы видите одну сплошную стружку, значит, металл стальной.
- Испытание искры даст слабые красные искры, за которыми следуют желтые звезды.Сталь в конце образует небольшие искры.
Методы сварки чугуна: дуговая, TIG или MIG
Хотя можно использовать все три метода, для домашней сварки мы рекомендуем дугу.
MIG: MIG требует газовой смеси аргона (80% аргона, 20% двуокиси углерода) и никелевой проволоки.
TIG: Как и MIG, используйте никелевую проволоку. Смотрите это видео для получения подробных инструкций.
ARC: ARC прост в изготовлении и подходит для базового ремонта. Используйте высококачественные никелевые стержни с содержанием 99%.Можно использовать композицию с содержанием никеля 55%, что дешевле. Если можете, используйте 99%.
Подготовка к сварке чугуна
При соединении двух деталей создайте скос под углом 45 °. Оставьте 1/3 толщины материала внизу- Очистите металлическую поверхность с помощью химикатов или щетки. Тщательно удалите краску, ржавчину, жир и масло.
- Удаление литейной корки с обеих сторон сварного шва (примерно 25/32 ″ или 20 мм).
- Удалите любые дефекты, такие как пористость, усталый металл, трещины и раковины.
- Просверлите отверстия диаметром 1/8 дюйма примерно на 1/8 дюйма от каждого конца ремонтируемой трещины. Отверстия не дадут трещине расшириться за пределы трюмов во время ремонта.
- «U» или «V» заделайте трещину с помощью электрода для строжки или шлифовального станка. Паз должен быть 90 °. При сваривании деталей трещина должна быть под углом 45 °. Оставьте 1/3 дюйма толщины ниже буквы «V». Электродная строжка — самый эффективный метод.
- Кромки или острые углы следует закруглить, особенно если вы собираетесь обработать поверхность или заполнить ее после сварки.Цель состоит в том, чтобы предотвратить чрезмерное плавление основного материала в процессе сварки.
- При шлифовании области сварного шва удалите углерод (графит) с поверхности, чтобы он не попал в сварочную ванну.
Методы сварки
Есть три метода сварки чугуна. Какой из них вы выберете, зависит от задачи.
- «Холодная» электродуговая сварка : используется на больших деталях, где свариваемый элемент не может быть полностью предварительно нагрет, что делает этот подход наиболее распространенным.
- Горячая сварка (электрическая дуга, кислородно-ацетиленовая сварка, пайка) — используется для деталей, которые можно предварительно нагреть с помощью сварочной горелки, например, для небольших деталей. После сварки детали нуждаются в медленном остывании до комнатной температуры. Охлаждение может помочь, если после сварки детали закапываются в золу, песок или кизельгур.
- P Ремонтный олимер : используется, когда металл окислен, что делает «горячую» сварку невозможной. В этом случае используется такой продукт, как пластиковая сталь.
Кислородно-ацетиленовая сварка — это тип сварки, применяемый для небольших деталей, которые можно нагревать с помощью горелки (называемая газовой сваркой ).
Этот вид сварки выполняется в следующие этапы:
- Во-первых, вы должны отрегулировать кислородно-ацетиленовое пламя в соответствии с требованиями к поверхности. Слишком слабое пламя может привести к хрупкому сварному шву. С другой стороны, сильное пламя может вызвать растрескивание чугуна. Вам нужно оставаться между этими двумя спектрами.
- Удерживая горелку в правой руке, а присадочный стержень в левой руке, постоянным движением начните сварку от правого края листа к левому.
- Для идеальных результатов пламя перемещается из стороны в сторону или круговыми движениями, чтобы смесь хорошо перемешивалась. Заполняющий стержень следует перемещать вперед и назад по пластине.
- Продолжайте делать это до тех пор, пока не увидите корпус без трещин и протечек!
Сварка МИГ — еще один полезный метод, однако он может быть дорогостоящим из-за использования специальной железо-никелевой проволоки. Тем не менее, это дает преимущество — чистый сварной шов без каких-либо остатков или беспорядка после сварки.
Альтернативный вариант — использовать проволоку для сварки MIG из нержавеющей стали, хотя конечные результаты могут иметь некоторые отклонения.
Как уже упоминалось, этот метод используется, когда детали невозможно предварительно нагреть или детали сложно демонтировать.
Ступени холодной сварки чугуна
«Холод» при холодной сварке чугуна относится к низкому нагреву, необходимому для основного металла.
Рекомендуемая сила тока
Низкая сила тока необходима, чтобы избежать глубокого сплавления основного материала и наполнителя.Причина, по которой избегают глубокого плавления, состоит в том, чтобы не допускать попадания графита и образующегося карбида железа в сварочную ванну. Рекомендуемая сила тока:
Рекомендации по силе тока холодной сварки
Эти рекомендации относятся к ручной или плоской сварке вниз. При использовании сварки над головой уменьшите приведенные ниже значения на 5–10%. При вертикальной сварке уменьшить на 5%.
Размер электрода
2,5 (3/32 дюйма)
3,2 (1/8 ″)
4,0 (5/32 ″)
5,0 (13/64 ″)
Приблизительная сила тока
50-80
70–110
100–140
130–170
Настройки неточны и зависят от машины, загрузки линии и размера задания.Попробуйте выполнить пробную сварку, чтобы определить, не слишком ли велика сила тока, что привело к раскаленному электроду. Цель состоит в том, чтобы использовать как можно более низкую силу тока.
Чугунные электроды
Используйте электрод самого большого размера, который соответствует размеру канавки, но не используйте электрод настолько большой, что вы не можете попасть в канавку. Электрод большего размера снизит тепловложение по сравнению с количеством используемого присадочного металла.
Никелевые электроды (AWS A5.15 E Ni-Cl): используйте этот тип электрода, если чугун старый, тонкий, или пропитанный маслом.Используйте это только для «смазывания» боковых сторон чугуна, чтобы создать поверхностное уплотнение. Затем закончите с никелево-железным электродом.
Никель-железные электроды (AWS A5.15 E NiFe-Cl-A) : Используется для соединения стали и чугуна, нержавеющей стали и медных сплавов. Используется для чугуна, подверженного резким нагрузкам, вибрациям и деформациям.
Электроды для строжки
Размер электрода Наконечник:Если вы видите пористость в первом валике, переключитесь на электрод меньшего диаметра, меньшую силу тока и более высокую скорость сварки.Цель состоит в том, чтобы снизить тепловыделение основного материала.
Полярность
Различные полярности (прямая, обратная, переменный ток) по-разному влияют на плавление и тепловложение основного материала.
DC Прямая полярность: Этот тип полярности подключается к отрицательному полюсу и приводит к большому нагреву основания. В свою очередь, , вызывает чрезмерное копание и плавление. Чрезмерное плавление приводит к попаданию примесей в сварной шов, что снижает качество сварки.
Обратная полярность : Этот тип электрода дает неглубокую и широкую зону сварного шва с минимальным содержанием газов, серы, фосфора и графита.Он также снижает образование карбидов железа.
Если используется постоянный ток, лучшим выбором будет электрод обратной полярности. Однако, если утюг загрязнен, вы можете попробовать более высокий нагрев с прямой полярностью.
Использование обратной полярности постоянного тока (электрод к плюсовому полюсу) позволит вам получить неглубокое поле с минимальным содержанием газов, серы, фосфора и графита. Используйте только прямую полярность (электрод к отрицательному полюсу). Следует использовать только для сильно загрязненного чугуна .Длина дуги
Следует использовать как можно более короткую дугу для снижения напряжения и минимизации нагрева основного материала.Было бы полезно использовать длинную дугу во время первого прохода, а затем уменьшить ее размер.
Сварка чугуна
Как уже упоминалось, необходимо минимизировать подвод тепла, чтобы снизить вероятность образования трещин. Металл чрезвычайно хрупкий и растрескивается при относительном удлинении от 1% до 2%.
НЕ используйте длинные непрерывные бусины. с максимальной длиной 1 дюйм (25 мм). Не ткать и использовать только для «смывания» отложений.
ЗАПРЕЩАЕТСЯ делать волны более чем на 1/2 диаметра электрода с каждой стороны от направления шва.После того, как валик был помещен, заполните кратер и извлеките электрод обратным движением.
Удалите остроконечный молоток с закругленным концом, пока он горячий. Это растянет пчелу и снимет стресс. Прин, начиная с задней части кратера до того места, с которого вы начали. Наносите умеренные удары, чтобы оставалось лишь небольшое углубление. Сильные удары могут привести к появлению трещин. Можно использовать небольшой пневматический молоток.
После первого пчела нельзя ставить следующего, пока к нему нельзя будет прикоснуться голой рукой.Если вы чувствуете ожог, значит, он слишком горячий. НЕ СПЕШИ.
Вы можете размещать бусы на таком расстоянии, чтобы избежать перегрева. Это называется пропущенной сваркой и подходит для больших работ / более длинных трещин.
ЗАПРЕЩАЕТСЯ собирать бусинки друг на друга. Вместо этого используйте пошаговый подход, при котором каждая бусина перемещается на 1 дюйм за раз.
Рекомендуется подход StepWise, при котором длина борта не превышает 1 дюйм.Не торопитесь и используйте «холодный» метод, если можете. Используйте высококачественный электрод, достаточно большой, чтобы обработать канавку.
FAQ
Какой сварочный стержень вы используете для чугуна?Чугун чаще всего сваривают прутком из чистого никеля или ферроникеля. Ферроникель на 47% состоит из никеля и на 53% из стали и дешевле.
Можно ли использовать сварочный аппарат MIG для сварки чугуна?Ответ — да, но не рекомендуется. Вы можете использовать Arc, TIG или MIG. Никелевая проволока MIG дорогая, но ее можно использовать с 80% аргоном и 20% углекислым газом. Никелевая проволока TIG — единственный вариант для этого вида сварки.Предпочтительным методом является дуговая сварка с использованием прутков с содержанием никеля 99%. Вы можете использовать стержни с содержанием никеля 55%, но они имеют более низкий коэффициент расширения.
Как лучше всего сваривать чугун?Хотя вы можете использовать TIG, MIG или ARC, мы рекомендуем ARC. Перед сваркой предварительно нагрейте чугун, уменьшите огонь и продолжайте сварку.
Можно ли сваривать или паять чугун?Да, чугун можно сваривать или паять. Пайка часто используется для восстановления и обработки деталей. Рассмотрите возможность использования прутков для пайки Lincoln Electric 1/8 ″ с флюсовым покрытием, поскольку они хорошо плавятся с чугуном.
Справочная электронная книга
Процедура сварки чугуна [Пошаговое руководство]
Чугун — хрупкое, дешевое изделие, которое нужно исправить, но оно используется повсюду, от мастерской до кухни. Обнаружить трещину в чугунных деталях для таких владельцев машин — беда. Замена сломанной детали или наем обученных специалистов по сварке чугуна для плавления трещины могут привести к огромным финансовым потерям. Вы используете это как возможность изучить , как сваривать чугун , новый навык.
Приняв вызов , сварите чугун безупречно, поскольку неправильный ход может еще больше разрушить сломанную деталь. Неукоснительно придерживайтесь рекомендаций, чтобы сварочная машина из чугуна не имела трещин и имела внутреннюю прочность, достаточную для того, чтобы выдержать предназначение компонента. Ваша миссия как сваривать чугунные детали поможет сэкономить ваши деньги и время.
Сварка чугуна собственными силами требует тщательного исследования в четыре основных этапа, чтобы узнать, как сваривать чугун .
- Идентификация сплава
- Тщательная очистка детали
- Выбор температуры предварительного нагрева
- Выбор техники сварки
Семейство железоуглеродистых сплавов с 2-4% углерода делает их твердым чугунным металлом. Он менее податлив, менее пластичен, не растягивается и не деформируется при нагревании. Вместо этого они трескаются и чрезвычайно затрудняют процесс сварки.
Существует много типов, и мы показываем свариваемость чугуна .
Серый чугун — Сложно сваривается
Белый чугун — несвариваемый, почти
Ковкий чугун — Сварка меняет свойства, делая его бесполезным
Ковкий чугун — Редко свариваемый, медленный и длительный процесс.
Тип чугуна всегда лучше определять по инструкции, совету производителя.Изучите трещину, поскольку она со временем меняет свой характер. Свариваемый чугун из котёнка серого типа. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному сварщику чугуна для получения идеального шва.
2. Очистка литых сварных поверхностейКак и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка. Очистите поверхности от краски, жира, масла и посторонних материалов.Лучше осторожно и медленно прикладывать тепло к области сварного шва в течение более короткого времени, чтобы удалить захваченные газы.
Мы разработали простой тест для оценки готовности чугуна. Наносим сварной шов на металл, в случае примесей зона сварного шва будет пористой. Зашлифуем этот сварочный проход и будем повторять испытание до исчезновения пористости.
При обточке поверхность детали намеренно деформируется ударом молотка, таким образом увеличивая поверхностный слой в поперечном направлении.Таким образом, стабильная подповерхность позволяет расширять поверхностный слой, который является полезным слоем остаточных напряжений сжатия. Для предотвращения растрескивания на это подойдет молоток с шаровой головкой. Это не обязательное явление, которое может быть полезным инструментом при неравномерной трещине. Предварительный нагрев и медленное охлаждение детали являются ключевыми для процедуры сварки чугуна .
3. Предварительный нагрев или холодная сваркаСварка чугуна имеет две точки зрения: одна — горячая, а другая — холодная.Многие соглашаются с предварительным нагревом как лучшим выбором, в то время как немногие используют минимальный нагрев или холодную сварку. Нам нужно принять один, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность деформироваться при изгибе, сжатии и расширении.
Каждый металл имеет свойство деформироваться при нагревании из-за теплового расширения. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем треснет, и в сварном шве чугуна возникнет напряжение. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварного шва, поддерживая температуру, близкую к температуре зоны сварного шва.Благодаря этому весь компонент изменяется равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как чугун имеет свойство меняться, когда температура превышает 1400 градусов по Фаренгейту.
Холодный способ сварки чугуна без предварительного нагрева может быть полезен, так как он снижает общую температуру. Этот процесс не дает видимых трещин и приводит к более прочному сварному шву. Внешний вид может быть отличным, но внутренняя прочность остается низкой при холодной сварке.
Мы заметили, что обученные сварщики чугуна, которые ремонтируют или производят деталь, предпочитают только метод предварительного нагрева.Нам нужен готовый сварной шов из чугуна, который не только будет заметно потрескивать, но и прочен внутри.
4. Выбор техники сварки и расходных материаловВы определили, что серый чугун подлежит сварке, теперь пора выбрать процедуру сварки чугуна . Наилучший способ сварки чугуна — это любой процесс сварки, при условии, что вы выберете точный присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед окончательным выводом необходимо учесть несколько факторов.
Если мы столкнулись с обработанной поверхностью для сварки, то предпочтение может быть отнесено к сварке TIG , поскольку брызги от стержня и сварочного чугуна MIG могут повредить чистую поверхность. Сварка TIG остается без брызг и остается выбором.
Если вы попытаетесь уменьшить чрезмерное нагревание и быстрое охлаждение в процессе электросварки, то альтернативой будет кислородно-ацетилен. Он легко поддерживает температуру компонентов и другие замечательные возможности для сварки чугуна.
Сварка стержнем — это альтернативный метод сварки чугуна , в котором используется электрод с флюсом. Обработка требуется после того, как мы завершим этот процесс. Выбор подходящего присадочного металла является основой сварки чугуна.
Пайка может быть другим процессом соединения чугуна, но не сваркой. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой. Грязные или ржавые поверхности могут не соединяться, поэтому их необходимо очистить. Сварочный пруток из чугуна действует как присадочный материал, который склеивает поверхности и соединяет детали после охлаждения.
Выбор подходящих расходных материалов для электродов и проволокиАссортимент присадочной проволоки и электродов, которыми можно сваривать чугун, невелик. Доступные на рынке не предназначены только для чугуна. Они могут быстро остыть, вызвать трещины от напряжения и неправильно соединиться. Ниже приведены несколько вариантов, доступных на рынке.
С высоким содержанием никеля: Этот электрод является лучшим из имеющихся на рынке, поскольку он мягкий и поддается механической обработке.По внешнему виду похож на чугун, и он тоже не остывает быстро. Недостатком этого электрода является то, что он очень дорогой и не подходит для сварки толстых участков.
Смесь никеля 55%, железа 45%: В сварке он выглядит так же, как чугун, но вполне доступен. Получаемый сварной шов поддается механической обработке, но он намного тверже, чем никелевый шов. Усадка меньше, чем у большинства железных стержней, что позволяет сделать электрод с наименьшим возможным растрескиванием.
Утюг: Сварка этим прутом дает цвет, отличный от цвета чугуна.Свойство к усадке очевидно и затрудняет его использование при сварке чугуна. Он затвердевает во время сварки, но не поддается механической обработке. Это экономичный вариант и его можно отшлифовать.
Нержавеющая сталь л: Чугун при соединении с нержавеющей сталью не изменяет своих свойств и не твердеет, как расходные материалы для железа. Он не расширяется и не сжимается значительно во время нагрева и охлаждения в процессе плавления, что затрудняет его использование. После сварки получается поддающийся механической обработке процесс.
Пайка бронзы: У нас есть выбор: пайка с кислородно-ацетиленовой пайкой или с аппаратом для сварки TIG. Мы можем предоставить прочную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь сформирует две поверхности без изменения основных свойств чугуна.
Отделка с медленным охлаждениемОхлаждение является наиболее важной частью процесса сварки чугуна . Чем медленнее охлаждение, тем лучше результаты. Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом.
Пусть охлаждение может занять несколько дней, даже для лучшего результата без трещин. Медленного охлаждения можно добиться, поместив сваренные детали в песок или теплую духовку. Равномерное охлаждение является обязательным, чего нельзя добиться путем охлаждения на стенде. Задача — добиться качества сварки без увеличения времени охлаждения. Мы можем применять периодический нагрев для равномерного охлаждения детали.
Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Как только это напряжение достигает критического стыка, в сварном шве образуется трещина.Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварного шва. Уплотнение — это процесс, который может значительно помочь предотвратить образование трещин.
При закрытииЧугун — это обычно сварной металл. Прочность и полезность чугуна остаются такими же, как если бы не сварная деталь. Мы обсудили пошаговое обучение сварке чугуна . Если вы хотите выполнить сварку в домашних условиях, точно выполняйте каждый шаг.Наилучших результатов можно достичь при изучении сплава, выборе способа сварки, выборе присадочной проволоки. Не пропустите ни одного шага, чтобы добиться почти идеальных результатов.
Надеюсь, вам понравилась пошаговая инструкция по сварке чугуна. Вы можете сэкономить время и деньги, работая самостоятельно. Идеальную сварку с внутренней прочностью вы можете нанять профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Сеансы вопросов и ответовСталь тверже чугуна?
Споры о том, какой металл прочнее, сталь или чугун.Я думаю, что у чугуна больше прочности на сжатие, а у стали больше на растяжение. Сталь трудно литье. Трудно решить, что сильнее.
Прилипнет ли магнит к чугуну?
Магниты могут прикрепляться только к металлу / сплаву, в состав которого входят такие прочные металлы, как железо и кобальт. Металлы, такие как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты.
Можно ли сваривать чугун?
Можно сваривать сломанные чугунные детали сваркой.Мы должны тщательно изучить деталь, состав сплава, присадочный материал и очистку деталей.
Как можно паять сварной чугун?
Для пайки чугуна нужен специалист. Это можно сделать, отшлифуя паз от 1/16 до 1/8 дюйма в сплаве. Наконечник для пайки становится огненно-красным при температуре 600 градусов и продолжает нагревать и заполнять зазор без изменения основного металла.
Какой клей лучше для чугуна?
Доступен жидкий сварной шов по названию стальной эпоксидной смолы и смолы.Их необходимо перемешать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола — за 8-10 часов. лечить.
Можно ли сварить блок цилиндров из чугуна?
Его можно сварить дуговой сваркой с использованием подходящего прутка. Сварка может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и склонной к растрескиванию. Здесь может помочь холодная сварка.
Почему трудно сваривать чугун?
Сваривать чугун можно, но это значительно затрудняет сварку, поскольку чугун имеет очень высокое содержание углерода.Нагрев и охлаждение в процессе делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно добиться, правильно выполнив этапы сварки чугуна .
Почему чугун трескается при сварке?
Он гораздо менее податлив, чем сталь. Сварка вызывает растягивающее напряжение. Цикл нагрева и охлаждения при сварке вызывает расширение и сжатие, что приводит к растрескиванию, а не растяжению или деформации.
Улучшается ли чугун с возрастом?
При хорошем уходе и хранении чугунное изделие прослужит намного дольше, чем ожидалось.С возрастом и временем он становится лучше, благодаря процессу, известному как добавление приправ.
Вот еще несколько статей о сварке чугуна .
Как сварить чугун со сталью — сделать из металла
Существует довольно широкий спектр причин, по которым кто-то может захотеть сварить чугун со сталью. Независимо от того, является ли конечное использование структурным, декоративным или чем-то средним, есть способы заставить эти два металла склеиться.
Во-первых, однако, для полной ясности:
Можно ли сварить чугун со сталью? Да, можно ли утюг приваривать к стали.Успешность этого будет зависеть от типа свариваемого железа, а также от выбора электрода.
В этом руководстве я расскажу о некоторых способах успешного выполнения этой задачи в зависимости от вашего приложения. Я никоим образом не утверждаю, что мои методы — лучшие, это просто то, что сработало для меня и других.
Декоративная сварка
Я подумал, что лучше сначала избавиться от этого. Если вы занимаетесь декоративными работами, например, привариваете необычные металлические изделия к низкоуглеродистой стали по какой-либо причине, вам не нужно слишком сильно волноваться по поводу обеспечения максимально прочного соединения.
Если все, что вам нужно, — это заставить его прилипнуть, то вам, вероятно, удастся просто использовать нержавеющую проволоку с дуговой сваркой с флюсовым сердечником (FCAW), также известной как «безгазовый MIG». Высокое содержание никеля в нержавеющей стали способствует слипанию железа и стали.
Имейте в виду, что это решение только для более тонких материалов, и ваши сварные швы не будут такими уж прочными, но это быстрый и грязный способ сделать это, чтобы вы могли продолжить свой день. Чтобы было ясно, сварные швы потрескаются, когда вы приложите достаточное давление.
Если вам нужен провод, то этот подойдет (Amazon), и он не слишком дорогой.
Настоящая сварка
Если вам нужно решение, более прочное, чем проволока с сердечником из нержавеющей стали, вы можете использовать сварку MIG или TIG с использованием проволоки или прутка на основе никеля. В некоторых местах этот никель-стержень называют. Ваш местный поставщик сварочных материалов, вероятно, лучше всего подскажет вам точные марки, так как они будут знать, что доступно в вашем регионе. Кроме того, время от времени появляются новые типы проволоки и прутков, поэтому они будут самыми актуальными для этих странных приложений.
Проблема при сварке стали с чугуном заключается в том, что чугун очень легко трескается. Когда это произойдет, от этого будет трудно избавиться.
Один из способов справиться с этим — контролировать охлаждение чугуна. Некоторые люди делают такие вещи, как закапывание сварного шва горячим песком или накрытие одеялом из керамического волокна с высокой температурой (как здесь, на Amazon).
На этом этапе вы в основном ориентируетесь на чугун, поскольку сталь обычно хорошо сваривается.Я настоятельно рекомендую вам прочитать мое руководство по сварке чугуна, так как в нем есть много советов, как избежать растрескивания. Только не забудьте использовать никелевый наполнитель, а остальное — как чугун.
Я слышал о других специалистах, использующих особые методы сварки чугуна со сталью, хотя сам не пробовал их.
Один из таких методов заключается в наложении никелевого сварного шва на каждую деталь отдельно, а затем приваривание никелевого валика для соединения их вместе.Предполагается, что это помогает с проплавлением и позволяет сосредоточиться на том, чтобы сварной шов работал правильно на железе независимо.
Опять же, я сам не пробовал. Я, наверное, в следующий раз приваю чугун к стали. Хотя, честно говоря, это случается нечасто, и я все равно предпочитаю пайку.
Другое, более предпочтительные варианты
Я всегда избегаю сварки чугуна, если могу. Трудно понять, есть ли трещины, которые будут со временем распространяться и выходить из строя в самом худшем случае.
Лично я предпочитаю по возможности использовать механические застежки. Чугун довольно легко резать (хотя он грязный), поэтому часто есть способ просверлить и нарезать отверстие для болта или просверлить отверстие для какого-либо штифта.
Если это невозможно, пайка — отличное решение. Все, что вам нужно, это кислородная горелка и хороший припой с флюсовым сердечником, и вы готовы устроить замечательный беспорядок.
Если серьезно, то пайка — это совсем другое дело, чем сварка.Я лично рекомендую попробовать пайку на различных материалах, если вы раньше не делали этого успешно. Может быть, попробовать медные трубы, затем стальные, а затем чугунные.
Пайка — это отличный навык, но это отдельный навык. Не ждите хороших результатов с первой, второй или десятой попытки. Тем не менее, он отлично работает на железе, и я очень рекомендую его.
Различные виды железа
По сути, существует четыре различных типа железа, с одним из которых легче работать, чем с другими.Это белый, серый, ковкий и ковкий чугун.
Если вы не делаете что-то необычное, вы, скорее всего, увидите серый чугун. Когда оно треснет, железо выглядит серым. Сравните это с белым чугуном, который в трещинах выглядит белым. Это заставляет задуматься, откуда они взяли имена.
Разница между ними в том, что белый чугун тверже, но более хрупок, чем серый чугун. Другими словами, белый цвет труднее сваривать из-за проблем с растрескиванием. Как правило, вам лучше просто держаться подальше от этого.
Ковкий чугун — это просто белый чугун, который медленно охлаждается после формования. Медленный процесс охлаждения делает его менее хрупким. Что касается сварки, то по сути это просто белый чугун. У вас не будет достаточного контроля, чтобы снова охладить утюг, чтобы он вернулся в свое податливое состояние в области сварного шва.
Ковкий чугун прекрасен. Он намного менее хрупкий, чем другие утюги, и это потому, что это смесь легирующих элементов, таких как магний.Это означает, что вероятность появления трещин при сварке меньше. Это также означает, что он дороже, поэтому встречается не так часто, как серый чугун.
Вы, скорее всего, столкнетесь с высокопрочным чугуном при работе с трубами. Как правило, на нем есть что-то, что идентифицирует его как пластичное (например, «DI» или «пластичный» литой фланец).
Кроме того, серый чугун, как правило, более гладкий и пластичный, выглядит так, как если бы его забили молотком (закруглили). Если вы все еще не уверены, попробуйте выяснить, сколько лет утюгу.Ductile стал популярным только в 70-х годах.
В конце концов, если вам нужно его сварить, просто сварите. Это либо сработает, либо нет.
Надеюсь, что это поможет.
Можно ли сваривать чугун с помощью сварочного аппарата с механизмом подачи проволоки?
Будьте осторожны при сварке чугунных металлов, таких как выпускной коллектор, сваркой MIG. Легче сваривать чугун никелевыми прутками, такими как ASTM B160 от Small Parts, но это сложный процесс для сварщиков MIG. Предварительно нагревая чугун с помощью горелки, такой как Cadrim Torch, он подготавливает его к следующему этапу сварки.Это руководство показывает энтузиастам сварки «ноу-хау» закрепления чугуна сварочными аппаратами с механизмом подачи проволоки.
Что такое чугуны
Это менее ковкие металлы (чем сталь) с низким пределом прочности на разрыв. Кроме того, этот тип металла происходит из семейства железоуглеродистых (железо, углерод и сталь) сплавов. В расплавленном состоянии легко использовать для форм и отливок с помощью чугуна. Помимо чрезмерного нагрева, чугуны склонны к растрескиванию под действием растягивающей нагрузки. Если бы чугунные материалы могли расширяться только при нагревании (или напряжении), их было бы легко сваривать.
Почему сложно сваривать чугунные детали?
- Учитывайте химический состав цветных металлов. Это важный фактор при выборе любого сварочного процесса.
- Обычно чугун не выдерживает высоких температур. Таким образом, мягкое нагревание или предварительный нагрев металла могут предотвратить дальнейшие трещины.
- Поскольку чугуны содержат углерод (от 2% до 4%), они очень хрупкие и легко трескаются. Когда интенсивность нагрева увеличивается, содержание углерода в чугуне становится высоким и выделяются чешуйки графита.
- Перепад температурных напряжений также может вызвать затруднения при использовании сварочных аппаратов с механизмом подачи проволоки. Однако сваривать чугун может быть сложно, но совсем не невозможно.
Важен предварительный нагрев
Когда вы свариваете чугун с помощью MIG с подачей проволоки, они часто становятся хрупкими. Обычно металлы со слабым пределом прочности легко подвергаются термическому сжатию. Усадка и растрескивание щели чугуна из-за чрезмерного нагрева будет контрпродуктивно.Вместо этого используйте присадочные стержни для предварительного нагрева и пайки чугунной детали.
Основные этапы сварки чугунных деталей
Определите правильный сплав и выберите правильный присадочный стержень (электрод) для сварки MIG. Сварщик может столкнуться с разными трудностями во время сварки. Это состояние зависит от типа используемого сплава чугуна. Давайте посмотрим на некоторые распространенные виды сплава чугуна.
Серый чугун
Во время производства эти (серые) чугуны выделяют углерод в чешуйки графита.Серый чугун имеет молекулярную структуру, которая облегчает сварку, чем белый чугун. Кроме того, она более пластичная и содержит больше углерода, чем низкоуглеродистая сталь. Сварщики должны соблюдать осторожность во время работы, потому что чешуйки графита могут попасть в сварочную ванну. Это загрязнение приводит к охрупчиванию металлов сварных швов.
Белый чугун
Белый чугун популярен благодаря своим характеристикам высокой скорости охлаждения и несвариваемости. Однако они не выделяют свое богатое содержание углерода в виде графита.Как и серый чугун, они хрупкие и имеют прочную структуру. Эти типы чугуна содержат (смесь атомов железа и углерода) элементы карбида железа.
Тщательно очистите отливку и скосите ее излом с помощью резака. Если резака нет в наличии, можно использовать станок для снятия фасок. Этот процесс обеспечивает удаление ржавчины, жира и краски с поверхности зоны сварки.
Предварительный нагрев
Техника предварительного нагрева чугуна заключается в подаче слабого тепла и возможности медленного охлаждения.Установите температуру и предварительный нагрев без использования дуги приведет к повреждению чугуна. Будьте осторожны, медленно повышая температуру чугуна. Однако большие чугунные детали необходимо предварительно нагреть вокруг зоны сварки. Если ваша чугунная деталь маленькая, заверните ее в термоодеяло и предварительно нагрейте.
Выберите подходящую технику сварки
Выберите подходящий процесс сварки чугунов. Распространенные методы включают пайку, сварку электродом и ацетиленовая сварка. При сварке чугунов дуга должна быть обращена к сварочной ванне, а не к основному металлу.Операторам требуется слабый ток (электричество) и медленное движение руки для точной сварки чугуна.
Сосредоточьтесь на каждом дюйме зоны сварного шва, и цель будет отличаться от точек после прихватывания сварных швов. Кроме того, дайте горячему утюгу остыть примерно 50 секунд между сегментами (от 1 до 2 дюймов). В противном случае это может привести к чрезмерному нагреву и термической нагрузке на металлы. Не забывайте очищать флюс проволочной щеткой, если вы работаете с порошковой проволокой.
Заключительное примечание
Операторам требуются навыки высокого уровня и терпение, чтобы заделать щели на чугунных деталях.Независимо от вашего сварочного аппарата, каждая сварочная задача должна быть безупречной. Если вы рассматриваете MIG с подачей проволоки для сварных швов чугуна, вам необходимо понимать уровни расширения и сжатия основного металла. Не забывайте применять методы, которые мы предоставили в этом руководстве.
Сварка чугуна MIG
Некоторые мысли, которые я почерпнул из книг и Интернета, пытаясь выяснить, как отремонтировать эту отливку:
Энди Пью успешно сварил чугун, используя присадку из нержавеющей стали. провод.Он отправил электронное письмо с объяснением металлургии:
С интересом прочитал вашу статью про миг-ремонт чугуна, и пройдя через аналогичный ход мыслей, но придя к другому заключение, я думал, что поделюсь им с вами.
Основная проблема при сварке чугуна в том, что он, как всем известно, хрупкий. Под воздействием растягивающих усилий он треснет. По мере сжатия сварного шва он будет иметь тенденцию к растрескиванию железа из-за дифференциального теплового сжатия.Традиционный способ избежать этого — избегать «дифференциального» бита и для предварительного нагрева всего до температуры плавления присадочного стержня используется по мере возможности. Этот подход обычно используется для чугуна. наполнитель.
Есть еще одна проблема с чугуном, прошедшим химико-металлургическую зрелость. Что делает его чугунным, а не стальным, так это очень высокое содержание углерода. Он имеет тенденцию проникать в присадочный стержень, вызывая неприятные металлургические превращения при охлаждении.Попытка использовать низкоуглеродистую сталь для сварки чугуна оставит вам сварной шов из быстро закаленной высокоуглеродистой стали. Вы почти обязательно получится мартенсит, хрупкий и неизменно твердый.
Фазовое превращение, при котором аустенит превращается в мартенсит (или перлит, феррит или бейнит, в зависимости от содержания углерода и скорости охлаждения) суть проблемы. Это происходит примерно при 720 градусах. Также сопровождается за счет изменения объема, что может вызвать большее растрескивание под дифференциальным напряжением вопросы.И аустенитно-ферритный (горячий-холодный низкоуглеродистый), и аустенитно-мартенситный (горячее-холодное высокоуглеродистое) превращения приводят к увеличению объема, поэтому должны немного снизить остаточные напряжения, а в условиях медленное охлаждение это, вероятно, правда. Однако это внезапное расширение при охлаждении сварочной ванны будет иметь тенденцию к растрескиванию уже затвердевшего и преобразованного сварить за ним.
Ничего из этого не происходит в никеле, поэтому никелевые стержни идут вразрез с проблема, как и пайка.Я не уверен, что делают никелевые стержни железом, но припой должен «смачивать» поверхность, чтобы правильно приклеиться точно так же, как припой. Возможно, поэтому ваша пайка для тонких листов работал хорошо, и твоя пайка чугуна хуже, возможно, большее сечение толщина привела к тому, что материал не стал достаточно горячим для пайки принять.
Однако существует еще один распространенный присадочный пруток для сварки MIG, который не проходят фазовое превращение аустенита, и это нержавеющая сталь.Пока нержавеющая сталь аустенитная (легко проверяется магнитом, аустенитная немагнитен), то фазового перехода при охлаждении не произойдет, поэтому вы может позволить себе большое количество растворенного углерода, не опасаясь образования хрупкого, необрабатываемый, сварной.
Вооруженный этими теоретическими знаниями, я атаковал сломанную направляющую механическую ножовку мне подарили. Использование нержавеющей проволоки короткими очередями (чтобы избежать слишком большого тепловложения, создающего термические напряжения в другом месте) Я успешно отремонтировал руку, и она еще не показала признаков поломки, после 10 лет нерегулярного использования.
С тех пор я пробовал нержавеющую проволоку на чугуне и слышал звон при охлаждении. Я считаю, что пайка мягче и лучше переносит термические нагрузки.