Как настроить сварочный ток начинающему сварщику
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 ммСварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла.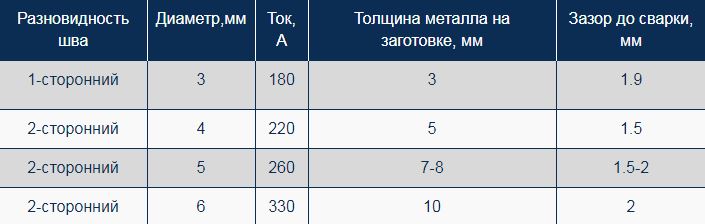
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.
Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.


Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.
В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки.
Поделиться в соцсетях
Расчет силы тока при сварке
Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки
Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.
Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.
Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
 Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы. Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
|
Диаметр электрода, мм |
Толщина металла, мм |
Сила тока, А |
|
1,6 |
1. |
25… 50 |
|
2 |
2… 3 |
40… 80 |
|
2,5 |
2… 3 |
60… 100 |
|
3 |
3… 4 |
80… 160 |
|
4 |
4… 6 |
120… 200 |
|
5 |
6… 8 |
180… 250 |
|
5… 6 |
10… 24 |
220… 320 |
|
6… 8 |
30… 60 |
300… 400 |
 .. 2
.. 2Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
|
d электрода, мм |
Пространственное положение |
||
|
Нижнее |
Вертикальное |
Потолочное и полупотолочное |
|
|
3 |
100… 130 А |
100. |
90… 110 А |
|
4 |
170… 220 А |
160… 180 А |
150… 180 А |
|
5 |
210… 250 А |
180… 200 А |
Сварка не выполняется |

Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение
Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара. Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Электроды для сварки
Сварочные электроды
Сварочные электроды
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Технологии и чертежи / / Сварка металлов / / Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока… Поделиться:
| ||||||||||||||||
как варить инвертором 3 мм для начинающих, листового встык, не прожечь – Определенных деталей и элементов на Svarka.guru
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
[stextbox id=’info’]При выполнении работ в домашних условиях возможна рихтовка поверхности молотками с резиновой ударной частью. В противном случае сваривание выполняет не сплошной полосой, а с чередованием в определенной последовательности мест наложения шва.[/stextbox]
Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм. Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
[stextbox id=’alert’]Некоторые агрегаты имеют функцию выполнения работ в импульсном режиме, который прекрасно справляется с тонким металлом – прерывистая дуга не дает поверхности перегреваться.[/stextbox]
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.
Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
[stextbox id=’info’]Специалисты рекомендуют использовать зигзагообразное направление движения присадочного материала для получения наилучших результатов.[/stextbox]
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Приемы
Для получения качественного неразъемного соединения используют следующие приемы:- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.
Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Основные способы соединения
Техника выполнения работ зависит от применяемого сварочного оборудования и расходных материалов. Рассмотрим особенности соединения в зависимости от технологии, за исключением сварки плавящимися электродами, которая была рассмотрена выше.
Неплавящимися графитовыми электродами
Данный способ получил особое распространение при работе с тонкостенными изделиями профессиональными сварщиками. Существует два способа достижения цели:
- Использование присадочной проволоки;
- Метод оплавления с последующим стыкованием.
Второй способ применяется чаще, поскольку оплавление исключает использование дополнительных присадочных материалов, что влияет на себестоимость работ. Суть метода заключается в температурной обработке соединяемых кромок до изменения агрегатного состояния поверхности. При этом создаются условия для соединения материала. Обладая определенными навыками можно создать герметичное соединение без выгорания отдельных участков.
Проволоку используют в качестве наполнителя для различных полостей и пустот. Величина сечения материал изготовления должны соответствовать характеристикам обрабатываемой детали.
Очень тонкий металл
В этой проблемой чаще всего сталкиваются работники станций технического обслуживания, при ремонте элементов кузова автомобилей. Современные производители транспорта используют листы, толщина которых не превышает 0,8 мм. Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Основным способом решения проблемы считают использование накладок из более толстого материала, который играет роль каркаса будущего соединения.
Особенности работы с оцинкованной сталью
При работе с оцинковкой рекомендуем снять защитное покрытие ручным или механическим способом. В противном случае цинк будет выгорать в процессе соединения, что может привести к отравлению работника его парами.
На промышленных предприятиях для подготовки изделия используют направленное пламя, выжигающее цинковый слой.
Ввиду незначительной толщины специалисты рекомендуют применять точечный метод соединения.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
[stextbox id=’info’]Сварщик 6-го разряда Левченко Сергей Сергеевич. Опыт работы – 17 лет: «Я работаю в рихтовочном цеху на автотранспортном предприятии. По роду деятельности очень часто сталкиваюсь с необходимостью соединения тонкого металла. До появления инверторов это было серьезной проблемой – трансформаторы не способны сделать шов, устойчивый к процессам коррозии. Его хватала в лучшем случае на год, по прошествии которого на поверхности начинали появляться следы ржавчины. Наш парк состоит из грузовых автомобилей отечественного производства, поэтому необходимости в использовании полуавтомата у нас нет – хороший инвертор с дополнительными функциями зарекомендовал себя, как отличный инструмент при кузовном ремонте продуктов отечественного грузового автопрома».[/stextbox]
Какими электродами варить тонкий металл
Прежде всего, стоит отметить, что тонким металлом считается металл толщиной 2 или менее миллиметров. В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
Чаще всего со свариванием тонкого металла можно столкнуться при работе с профильными трубами. В большинстве своем толщина металла профильных труб не превышает 2 миллиметров, поэтому производить сваривание таких конструкций можете показаться весьма сложным.
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра. Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Для сваривания тонкого металла многие используют непрерывную сварку по длине всего шва. Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Главное, что Вам нужно достичь при сваривании тонкого металла это проваривание, но не прожиг металла. При проведении сваривания тонкого металла непрерывистой дугой Вам нужно вести электрод со средней скоростью, потому, что превысив ее, Вы проварите только верх шва, понизив – прожжете металл.
Вторым способом сваривания тонкого металла является сваривание с прекращением дуги. В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
Происходить сварочный процесс должен достаточно быстро, чтобы металл не успевал остывать. Даже при сваривании точечным способом Вам нужно быть предельно внимательными, что не прожечь металл или сделать поверхностный шов, который не будет способен выполнять свою работу.
А теперь переходим к свариванию тонкого металла полуавтоматом. Да, действительно, производить сваривание полуавтоматической сваркой намного проще, нежели другими способами сваривания. Примечательно, что данный сварочный аппарат может производить сваривание на маленьком токе. При сваривании полуавтоматической сваркой можно производить сваривание непрерывно и точками.
Производить сваривание разным способами с использованием полуавтоматического сварочного аппарата не имеет значения, потому что для успешного сварочного процесса Вам нужно просто в определенные моменты вовремя нажимать на кнопку. Все дело не в сварочных аппаратах, а в опыте сварщика и его желании учиться и использовать современные качественные электроды и технологии сваривания.
Выбор тока для сварки электродами
Многим людям кажется, что подобрать качественные электроды, хороший сварочный инвертор и больше ничего не нужно для успешного сваривания. Однако эти люди в чем-то правы, а в чем-то и нет. Для успешного сваривания также необходимо подобрать нужный ток. От чего он зависит? Он зависит от толщины металла, диаметра электрода и материала, из которого изготовлен электрод. Как узнать такие параметры? – это не является тайной, и Вы можете без проблем это прочитать далее в статье.
Для начала Вам нужно определить, какой сварочный ток использовать: постоянный или переменный. При сварке постоянным током прямой полярности глубина приваривания снижается на 40 – 50%, а при сваривании переменным током, провар уменьшается на 15 – 20%.
После того как Вы определитесь с полярностью тока, Вам нужно подобрать ток для используемого диаметра электрода. Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
- 1,6 миллиметра – 35 – 60 Ампер;
- 2,0 миллиметра – 30 – 80 Ампер;
- 2,5 миллиметра – 50 – 110 Ампер;
- 3,0 миллиметра – 70 – 130 Ампер;
- 3,2 миллиметра – 80 – 140 Ампер;
- 4,0 миллиметра – 110 – 170 Ампер;
- 5,0 миллиметра – 150 – 220 Ампер;
Исключением являются случаи, когда необходимо нужно сваривать тонкий металл. При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер. Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
- 2 – 3 миллиметра толщина металла: 1,6; 2,0 – толщина электрода;
- 3 – 5 миллиметра толщина металла: 2,0; 2,5; 3,0; 3,2; 4,0 – толщина электрода;
- 5 – 8 миллиметров толщина металла: 3,0; 3,2; 4,0; 5,0 – толщина электрода;
Теперь, Вы, зная ток, толщину электрода и толщину металла можете приступать к свариванию. Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор. Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Эти качества должны побудить Вас сделать правильный выбор. Теперь у нас остался один вопрос: где все это недорого купить? Сделать удачную покупку Вы можете у наших заводов-изготовителей, которые держат качество продукции на высоте уже долгое время. Наши заводы занимаются продажей только качественных сварочных материалов, поэтому для того чтобы начинать сварочные работы Вам нужно всего лишь сделать заказ всего, что Вам нужно и начинать сварочные работы.
Несмотря на кризис или другие неполадки, наши заводы стараются держать цены как можно ниже, чтобы любой желающий человек мог купить качественный сварочный материал по доступной цене. Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
3a | ALS, электрохимическая компания
Характеристики
- Компактный дизайн и простота эксплуатации
- Работает как RDE и RRDE
- Дистанционное и ручное управление вращением и продувкой газом
- Позволяет дистанционно управлять с ПК (скорость вращения ВКЛ / ВЫКЛ и продувка газом ВКЛ / ВЫКЛ)
- Диапазон скорости вращения 100 ~ 8000 об / мин (рекомендуется от 2000 до 3000 об / мин или менее при использовании DRE)
- Отображение скорости и времени продувки на ЖК-дисплее
- «Название модели», «Версия корпуса» и «Суммарное общее время вращения двигателя» отображаются на ЖК-дисплее
- Предупреждение «Очистка» и «Замена» на ЖК-дисплее
- Имеется соединитель газовой линии
- Управление таймером продувочного клапана ВКЛ / ВЫКЛ (можно установить до 9999 секунд)
- Вывод ячейки подключается ко всем потенциостатам
- Открытая архитектура для легкого доступа к ячейке
- Вал полностью изолирован от двигателя посредством муфты для снижения шума двигателя
- В узле вала внутренняя и внешняя труба полностью изолированы тефлоновой прокладкой для снижения шума.
Улучшенная точка для Вер.2,0
1. «Название модели», «Версия корпуса» и «Кумулятивное общее время вращения двигателя», отображаемое на ЖК-дисплее.
→ Начальный дисплей:
При включении питания, название модели и версия корпуса, а также совокупное значение Общее время вращения (Total) двигателя отображается на ЖК-дисплее в течение 3 секунд.
2. Предупреждения «Очистка» и «Замена», отображаемые на ЖК-дисплее.
→ Предупреждение о чистке узла вала:
Когда совокупное время работы двигателя превышает 200 ч, на начальном дисплее отображается предупреждающее сообщение об очистке вала. .
→ Предупреждение о замене угольной щетки:
Когда совокупное время работы двигателя превышает 1000 ч, на начальном дисплее отображается предупреждающее сообщение о замене щеток.
3. Улучшение подшипникового узла (от серийного номера: MB2XXX)
Подшипник был заменен на материал с высокой коррозионной стойкостью.
Обновленный подшипниковый узел снижает повреждение вала в сборе, и теперь вы можете использовать его в широком диапазоне условий, например при исследованиях топливных элементов.
Указанный выше подшипник был специально снят с подшипникового узла (кат. № 012625) RRDE-3A и (кат. № 013607) подшипникового узла с высокой коррозионной стойкостью RRDE-3A для сравнения. Учтите, что удалить его практически невозможно.
4. Улучшение узла вала (с серийного номера: MC2XXX)
Обновлены конструкция и материал узла вала!
В конструкции предыдущего вала в сборе используется кольцо из ПЭЭК на конце винта (фиксирующее кольцо), что ограничивает область применения для обеспечения устойчивости к некоторым химическим соединениям.
Кроме того, уплотнительное кольцо (черное) имело короткий срок службы, при непрерывном использовании без изменений деформация была очевидной, см. Ниже сравнительное изображение предыдущего (слева) и обновленного (справа) узла вала.
Обновленный (013643) узел вала RRDE-3A версии 2 (справа) имеет уплотнительное кольцо из тефлона и почти весь вал из нержавеющей стали, включая фиксирующее кольцо. А предыдущий (012624) узел вала RRDE-3A (слева) имел уплотнительное кольцо из витона и фиксирующее кольцо из ПЭЭК, установленное на валу из нержавеющей стали.
Урок 4 — Электроды с покрытием для сварки низколегированных сталей
Урок 4 — Электроды с покрытием для сварки низколегированных сталей © АВТОРСКИЕ ПРАВА 2000 УРОК ГРУППЫ ЭСАБ, ИНК. IVДЕПОЗИЦИЯ ДАННЫЕ ЭФФЕКТИВНОСТИ-НИЗКИЙ СПЛАВ, ПОРОШОК ЖЕЛЕЗА ЭЛЕКТРОДЫ
ПРИЛОЖЕНИЕ ПАЛКА ДАННЫЕ ЭЛЕКТРОДА ДИАГРАММЫ АТОМ ДУГОВЫЕ ЭЛЕКТРОДЫ ТИПЫ E7018, E8018, E9018, E10018, E11018, И E12018 ЭЛЕКТРОД ЭФФЕКТИВНОСТЬ ОТЛОЖЕНИЯ ЭФФЕКТИВНОСТЬ НАСАДКИ ЭЛЕКТРОДА ДИАМЕТР АМПЕР СТАВКА фунт / час% ДИАМЕТР АМПЕР СТАВКА фунт / час% 3/32 70 1.37 70,50 3/16 200 4,85 76,40 90 1,65 66,30 250 5,36 74,60 110 1,73 64,40 300 5,61 70,30 1/8 120 2,58 71,60 7/32 250 6,50 75,00 140 2,74 70,90 300 7,20 74,00 160 2,99 68,10 350 7,40 73,00 5/32 140 3,11 75,00 1/4 300 7,72 78,00 170 3,78 73,50 350 8,67 77,00 200 4,31 73,00 400 9,04 74,00ТАБЛИЦА ДЛЯ ПРЕОБРАЗОВАНИЯ АНГЛИЙСКОГО
РАЗМЕРЫ ЭЛЕКТРОДА ДО МЕТРИЧЕСКИХ
ЭКВИВАЛЕНТЫ
ДИАМЕТР ДЛИНА, дюймы мм дюймы мм 3/32 2.4 12 300 1/8 3,2 14 350 5/32 4,0 14 350 3/16 4,8 14/18 350/450 7/32 5,6 18 450 1/4 6,4 18 450 5/16 8,0 18 450 STUB «УБЫТКА ТАБЛИЦА КОРРЕКЦИЙ ДЛЯ ЭЛЕКТРОДА С ПОКРЫТИЕМ ЭФФЕКТИВНОСТЬ, ВКЛЮЧАЯ ПОТЕРИ ЭЛ. ОТЛОЖЕНИЕ 2 «3» 4 дюйма 5 «ДЛИНА ЭФФЕКТИВНОСТЬ STUB STUB STUB ПНИ 60% 50,0% 45,0% 40,0% 35,0% 65% 54,2% 48,7% 43,3% 37,9% 12 » 70% 58.3% 52,5% 46,6% 40,8% 75% 62,5% 56,2% 50,0% 43,7% 80% 66,6% 60,0% 53,3% 46,6% 60% 51,4% 47,1% 42,8% 38,5% 65% 55,7% 51,1% 46,4% 41,8% 14 » 70% 60,0% 55,0% 50,0% 45,0% 75% 64,3% 58,9% 53,6% 48,2% 80% 68,5% 62,8% 57,1% 51,4% 60% 53,3% 50,0% 46,6% 43,3% 65% 57,7% 54,2% 50,5% 46.9% 18 » 70% 62,2% 58,3% 54,4% 50,5% 75% 66,6% 62,5% 58.3% 54,2% 80% 71,1% 66,6% 62,2% 57,7% СерияElectrochemical — Учебные материалы для IIT JEE
Путем измерения потенциалов различных электродов по сравнению со стандартным водородным электродом (SHE) была установлена серия стандартных электродных потенциалов.
Когда электроды (металлы и неметаллы), контактирующие со своими ионами, расположены на основе значений их стандартных потенциалов восстановления или стандартных потенциалов окисления, результирующая серия называется электрохимической или электродвижущей активностью или . серия элементов.
Согласно международному соглашению, стандартные потенциалы электродов сведены в таблицу для полуреакций восстановления, что указывает на склонность электродов вести себя как катоды по отношению к SHE.
Электроды с положительными значениями E ° для полуреакций восстановления фактически действуют как катоды по сравнению с SHE, в то время как электроды с отрицательными значениями E ° для полуреакций восстановления ведут себя вместо этого как аноды по сравнению с SHE. Электрохимический ряд показан в следующей таблице.
Стандартные водные электродные потенциалы при 25 ° C «Электрохимическая серия»
Элемент | Электродная реакция (восстановление) | Стандартный электрод Восстановительный потенциал E o , вольт |
Li | Li + + e — → Li | -3.05 |
К | К + + е — → К | -2,925 |
Ca | Ca 2+ + 2e — → Ca | -2,87 |
Na | Na + + e — → Na | -2.714 |
мг | мг 2+ + 2e — → мг | -2,37 |
Al | Al 3+ + 3e — → Al | -1,66 |
Zn | Zn 2+ + 2e — → Zn | -0.7628 |
Cr | Cr 3+ + 3e — → Cr | -0,74 |
Fe | Fe 2+ + 2e — → Fe | -0,44 |
Кд | Cd 2+ + 2e — → Cd | -0.403 |
Ni | Ni 2+ + 2e — → Ni | -0,25 |
Sn | Sn 2+ + 2e — → Sn | -0,14 |
H 2 | 2H + + 2e — → H 2 | 0.00 |
Cu | Cu 2+ + 2e — → Cu | +0,337 |
I 2 | I 2 + 2e — → 2I — | +0,535 |
Ag | Ag + + e — → Ag | +0.799 |
рт. Ст. | Hg 2+ + 2e — → Hg | +0,885 |
Br 2 | Br 2 + 2e — → 2Br — | +1.08 |
Класс 2 | Класс 2 + 2e — → 2Cl — | +1.36 |
Au | Au 3+ + 3e — → Au | +1,50 |
Ф. 2 | F 2 + 2e — → 2F — | +2,87 |
Отрицательный знак стандартного восстановительного потенциала указывает на то, что электрод, соединенный с SHE, действует как анод, и на этом электроде происходит окисление.
Например, стандартный восстановительный потенциал цинка составляет -0,76 В.
Когда цинковый электрод соединяется с SHE, он действует как анод (отрицательный электрод), т.е. на этом электроде происходит окисление. Точно так же знак + ve стандартного восстановительного потенциала указывает на то, что электрод при соединении с SHE действует как катод, и на этом электроде происходит восстановление.
Характеристики электрохимической серии
Вещества, которые являются более сильными восстановителями, чем водород, помещаются в ряд над водородом и имеют отрицательные значения стандартных восстановительных потенциалов.
Все вещества, имеющие положительные значения потенциалов восстановления и помещенные в ряд ниже водорода, являются более слабыми восстановителями, чем водород.
Вещества, которые являются более сильными окислителями, чем ион H + , располагаются в ряду ниже водорода.
Металлы наверху (имеющие высокие отрицательные значения стандартных восстановительных потенциалов) имеют тенденцию легко терять электроны.Это активные металлы.
Активность металлов снижается сверху вниз.
Неметаллы на дне (имеющие высокие положительные значения стандартных восстановительных потенциалов)
имеют тенденцию легко принимать электроны. Это активные неметаллы.
Активность неметаллов возрастает сверху вниз.
Области применения электрохимической серии
Реакционная способность металлов
Активность металла зависит от его склонности терять электрон или электроны, т.е.е., склонность к образованию катионов (M « + ). Эта тенденция зависит от величины стандартного восстановительного потенциала.
Металл, который имеет высокое отрицательное значение (или меньшее положительное значение) стандартного восстановительного потенциала, легко теряет электрон или электроны и превращается в катион. Такой металл считается химически активным.
Химическая активность металлов уменьшается сверху вниз в ряду. Металл более высокого порядка более активен, чем металл более низкого уровня.Например,
Щелочные и щелочноземельные металлы, имеющие высокие отрицательные значения стандартных восстановительных потенциалов, являются химически активными. Они реагируют с холодной водой с выделением водорода. Они легко растворяются в кислотах, образуя соответствующие соли, и соединяются с веществами, которые принимают электроны.
Металлы, такие как Fe, Pb, Sn, Ni, Co и т. Д., Которые лежат несколько ниже в ряду, не реагируют с холодной водой, а реагируют с паром с выделением водорода.
Металлы, такие как Cu, Ag и Au, которые находятся ниже уровня водорода, менее реактивны и не выделяют водород из воды.
Электроположительный характер металлов
Электроположительный характер также зависит от тенденции терять электрон или электроны. Как и реакционная способность, электроположительный характер металлов уменьшается сверху вниз в электрохимическом ряду. На основе стандартных значений восстановительного потенциала металлы делятся на три группы:
Сильно электроположительные металлы: Металлы со стандартным восстановительным потенциалом около -2.0 вольт или более отрицательный, как щелочные металлы, щелочноземельные металлы имеют сильно электроположительную природу.
Умеренно электроположительные металлы: Металлы со значениями восстановительного потенциала от 0,0 до примерно -2,0 вольт являются умеренно электроположительными. К этой группе относятся Al, Zn, Fe, Ni, Co и др.
Слабо электроположительные металлы: Металлы, находящиеся ниже водорода и обладающие положительными значениями восстановительных потенциалов, являются слабо электроположительными металлами.К этой группе относятся Cu, Hg, Ag и др.
Реакции смещения
Предсказать, вытеснит ли данный металл другой из своего солевого раствора: Металл, находящийся выше в ряду, вытеснит металл из его раствора, который находится ниже в ряду, т. Е. Металл с низким стандартным восстановительным потенциалом будет вытеснять металл из раствора его соли, имеющий более высокое значение стандартного восстановительного потенциала.Металл, находящийся выше в этом ряду, имеет большую тенденцию предоставлять электроны катионам металла, который должен быть выделен в осадок.
Вытеснение одного неметалла из его солевого раствора другим неметаллом: Неметалл, находящийся выше в ряду (по направлению к нижней стороне), т.е. имеющий высокое значение потенциала восстановления, вытеснит другой неметалл с более низким потенциалом восстановления, т.е. серии. Неметаллы, которые обладают высокими положительными потенциалами восстановления, имеют тенденцию легко принимать электроны.Эти электроны представлены ионами неметалла, имеющими низкое значение восстановительного потенциала. Таким образом, Cl 2 может замещать бром и йод из бромидов и йодидов.
Окисление Половина реакции
Полуреакция восстановления
Клеточная реакция
2I — → I2 + 2e —
Класс 2 + 2e — → 2Cl —
Класс 2 + 2KI → 2KCl + I 2
[Активность, электроотрицательный характер или окислительная природа неметалла возрастает с увеличением значения восстановительного потенциала.]
Замещение водорода из разбавленных кислот металлами: Металл, который может передавать электроны ионам H + , присутствующим в разбавленных кислотах для восстановления, выделяет водород из разбавленных кислот.
Окисление Половина реакции
Полуреакция восстановления
Mn → Mn n + + ne —
2H + + 2e — → H 2
Металл, имеющий отрицательные значения восстановительного потенциала, обладает свойством терять электрон или электроны.
Таким образом, металлы, занимающие верхние позиции в электрохимическом ряду, легко выделяют водород из разбавленных кислот, и при уменьшении в ряду тенденция к выделению газообразного водорода из разбавленных кислот уменьшается.
Металлы, которые находятся ниже водорода в электрохимическом ряду, такие как Cu, Hg, Au, Pt и т. Д., Не выделяют водород из разбавленных кислот.
Вытеснение водорода из воды: Железо и металлы над железом способны выделять водород из воды.В электрохимических рядах эта тенденция уменьшается сверху вниз. Щелочные и щелочноземельные металлы выделяют водород из холодной воды, а Mg, Zn и Fe высвобождают водород из горячей воды или пара.
Снижение силы металлов
Природа восстановления зависит от тенденции терять электрон или электроны. Чем больше отрицательный потенциал восстановления, тем больше тенденция к потере электронов или электронов. Таким образом, восстановительная природа уменьшается сверху вниз в электрохимическом ряду.Сила восстановителя увеличивается по мере того, как стандартный восстановительный потенциал становится все более и более отрицательным.
Натрий — более сильный восстановитель, чем цинк, а цинк — более сильный восстановитель, чем железо.
Элемент | Na | Zn | Fe |
Редукционный потенциал | -2.71 | -0,76 | -0,44 |
Щелочные и щелочноземельные металлы являются сильными восстановителями.
Окисляющая природа неметаллов
Природа окисления зависит от склонности принимать электроны. Чем больше значение восстановительного потенциала, тем выше тенденция принимать электрон или электроны. Таким образом, природа окисления увеличивается сверху вниз в электрохимическом ряду. Сила окислителя увеличивается по мере того, как значение восстановительного потенциала становится все более положительным.
F 2 (фтор) является более сильным окислителем, чем Cl 2 , Br 2 и I 2 .
Cl 2 (Хлор) является более сильным окислителем, чем Br 2 и I 2 .
Элемент | I 2 | Br 2 | Класс 2 | Ф. 2 |
Редукционный потенциал | +0.53 | +1.06 | +1,3 | +2,85 |
Простые методы приготовления объемных электродов из неблагородных металлов для электрокаталитических применений
Успешный синтез Fe 4,5 Ni 4.5 S 8 , обладающий структурой пентландита, подтверждается экспериментами по порошковой дифракции рентгеновских лучей из-за наличия заметных отражений (111), (311), (222), (331) и (511) ( Рисунок 1a ). Однако надлежащий контроль температуры во время реакции является ключом к получению фазово-чистых материалов. Примечательно, что моносульфидные твердые растворы (mss), обычная примесь пентландитовых материалов 11 , наблюдались, когда смесь нагревали до 700 ° C при более высокой скорости нагрева (например.грамм. 20 ° С / мин). Также изображена типовая рентгенограмма такого образца (, рис. 1а, , красный). Напротив, если применяется соответствующая скорость нагрева 5 ° C / мин, появление mss может быть значительно уменьшено, если даже не устранено ( Рис. 1a, , черный). Мёссбауэровская спектроскопия ( рис. 1b ) подтверждает структуру пентландита образца Fe 4.5 Ni 4.5 S 8 . В материале обнаружены два различных участка железа с изомерными сдвигами 0.13 (± 0,02) и 0,50 (± 0,02) мм / с, а также квадрупольные связи 0,12 (± 0,02) и 0,13 (± 0,02) соответственно (, рис. 1b, ). Это наблюдение хорошо согласуется с литературными сообщениями и структурными данными, показывающими два разных сайта железа. 12 Кроме того, дифференциальная сканирующая калориметрия (ДСК) ( рис. 1c, ) выявила два основных фазовых перехода при 612 ° C и 861 ° C, что доказывает отсутствие нежелательных фаз согласно литературным данным. 13
Рисунок 1: XRD и мессбауэровская спектроскопия. ( a ) Рентгенограммы образцов, приготовленных со скоростями нагрева 5 ° C / мин (черный) и 20 ° C / мин (красный). Для справки показан образец пентландита, смоделированный на основе данных дифракции монокристалла (синий). Отражения, соответствующие mss, отмечены #. ( b ) Мессбауэровский спектр и (c) кривая ДСК Fe 4,5 Ni 4,5 S 8 . Части рисунка были воспроизведены из предыдущей публикации в Nat Comm. 8 Щелкните здесь, чтобы просмотреть увеличенную версию этого рисунка.
СЭМ-изображения полированного Fe 4,5 Ni 4,5 S 8 электродов из горной породы и гранул изображены на рис. 2а, . Мы использовали EDX-анализ для определения элементного состава материала на поверхности. Спектр EDX показан на рис. 2b . Углеродный пик в спектре связан с использованием угольных подушечек для установки образца на держателе. По количественному определению EDX, показанному на , рис. 2c, , соотношение между железом и никелем было определено равным 1.06: 1,00. Предполагая, что сумма железа и никеля равна 9, фактическая формула суммы будет Fe 4,64 Ni 4,36 S 8,11 . Отклонение от идеальной формулы Fe 4,5 Ni 4,5 S 8 находится в пределах погрешности. Этот результат согласуется с наблюдением чистой фазы пентландита на рентгенограмме образца.
Рисунок 2: Анализ SEM и EDX. Микрофотография SEM ( a ) «каменных» и ( b ) «таблеточных» электродов.Масштабные линейки = 1 мкм. ( c ) EDX-спектр и ( d ) анализ состава «горного» электрода. Части рисунка были воспроизведены из предыдущей публикации в Nat Comm. 8 Щелкните здесь, чтобы просмотреть увеличенную версию этого рисунка.
Для проверки электрохимических характеристик HER сначала были подготовлены электроды из отрезанного куска породы и гранулы, спрессованной из тонко измельченного порошка, соответственно. Ключевые этапы подготовки электрода «каменный» и «таблеточный» показаны на рисунках 3a и 3b соответственно.Стандартная процедура тестирования включает сначала полировку и электрохимическую промывку электродов. Затем записывают вольтамперограммы с линейной разверткой (LSV) с последующим тестированием стабильности в сочетании с количественным определением продукта. Наконец, оценивается электрохимическая площадь поверхности (ESCA). На рис. 3c показаны электроды LSV обоих типов. По LSV перенапряжение для HER оценивается в -280 мВ и -285 мВ по сравнению с RHE при плотности тока 10 мА / см 2 для электрода «камень» и электрод «гранула» соответственно.Электрокаталитический электрод, покрытый расслоенной каплей, не показал улучшенных электрокаталитических характеристик. Таким образом, влияние метода подготовки на производительность незначительно. Если пренебречь процедурой нанесения капельного покрытия, аналогичное поведение можно наблюдать для долговременной стабильности электродов (, рис. 3d, ), тогда как «таблетка» демонстрирует более быстрое активационное поведение, как мы сообщали ранее для «горной породы» Fe . 4,5 Ni 4,5 S 8 электродов. 8 Оба электрода показывают сравнимую плотность тока после завершения активации.Однако, если электрод с капельным покрытием подвергается воздействию сравнимых электрохимических условий, образуется большое количество водорода, что приводит к отделению катализатора от опоры электрода и, таким образом, к инактивации системы. На рис. 3d. (вставка) показано количество производимого водорода в зависимости от времени электролиза с использованием «горного» электрода. Сравнимые количества водорода можно наблюдать для «таблеточных» электродов. Исходя из наклона линейной аппроксимации количественного анализа ГХ, скорость производства водорода равна 2.14 ммоль H 2 h -1 см -2 определяется, что, насколько нам известно, уступает только платине (11 ммоль H 2 h -1 см -2 ) при сопоставимые приложенные потенциалы. 14 Для определения ECSA разница плотностей зарядного тока была построена как функция скорости сканирования. Результирующий график показан на рис. 3e . По наклону можно наблюдать только незначительные различия в ECSA и, следовательно, в количестве активных сайтов, которые находятся в пределах погрешности таких измерений.Таким образом, оба типа подготовки предлагают электроды с одинаковыми характеристиками. На рис. 3f показан примерный график Найквиста по данным EIS «горного» электрода. Точно так же «таблеточные» электроды показывают такое же поведение. Этот график показывает очень низкое сопротивление переносу заряда (R ct = 57,2 Ом) объемного электрода Fe 4,5 Ni 4,5 S 8 , что согласуется с высокой собственной проводимостью материала.
Рис. 3. Подготовка электродов и электрохимический анализ. Этапы подготовки электродов типа «камень» ( a ) и «гранулы» ( b ) Fe 4,5 Ni 4,5 S 8 электродов. Вольтамперограммы с линейной разверткой ( c ) при 5 мВ с -1 «камня» (черный), «гранулы» (красный) и электрода с каплевидным покрытием (синий). ( d ) в течение 18 часов при 0,6 В «каменный» (черный) и «таблеточный» электрод (красный). На вставке показано производство водорода за первые 4 часа электролиза с использованием «каменного» электрода. Синяя линия указывает на линейное соответствие данных.( e ) Различия в плотности зарядного тока в зависимости от скорости сканирования для электродов «камень» (черный) и «гранулы» (красный). Линейный наклон представляет собой площадь электрохимической поверхности (ECSA). е) График Найквиста и эквивалентная схема при перенапряжении HER (η = 300 мВ) «каменного» электрода. Части рисунка были воспроизведены из предыдущей публикации в Nat Comm. 8 Щелкните здесь, чтобы просмотреть увеличенную версию этого рисунка.
Требуется подписка. Пожалуйста, порекомендуйте JoVE своему библиотекарю.Отзывы о
3 мм металл. Интернет-магазин и отзывы о 3 мм металл на AliExpress
Отличные новости !!! Для металла толщиной 3 мм вы обратились по адресу. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот верхний металл толщиной 3 мм должен в кратчайшие сроки стать одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили свой 3-миллиметровый металл на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в 3-миллиметровом металле и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести 3 mm metal по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Гальванические элементыи уравнение Нернста
Учебное пособие по электрохимии: гальванические элементы и уравнение Нернста >> Шаг 2: электрохимический элемент
Шаг 2: Электрохимическая ячейка
В видеоролике на предыдущей странице, когда цинковая полоска помещается в раствор с ионами Cu 2+ , происходит следующая спонтанная окислительно-восстановительная реакция:
| Zn (s) + Cu 2+ (водн.) -> Zn 2+ (водн.) + Cu (s) | Полная окислительно-восстановительная реакция |
В этой окислительно-восстановительной реакции электроны передаются от Zn к Cu 2+ .Ранее мы писали полуреакции, иллюстрирующие природу этого электронного потока:
| Zn (s) -> Zn 2+ (водн.) + 2 e — | Окисление |
| Cu 2+ (водн.) | 53 — + 2 e -> Cu (s)Редукция |
Электрохимическая ячейка заставляет электроны проходить через провод, когда они переходят от Zn к ионам Cu 2+ .
Электрохимическая ячейка состоит из двух «полуячейков», которые соответствуют каждой из вышеуказанных реакций полуячейки. Для полуячейки, соответствующей В реакции окисления полоску металлического Zn помещают в раствор ионов Zn 2+ . Для восстановительной полуячейки полоса металлической Cu помещается в раствор ионов Cu 2+ . Затем мы соединяем эти клетки вместе (используя провод и солевой мостик), чтобы создать электрическую цепь. Продолжение видео объясняет эту установку и подробно описывает процесс на молекулярном уровне:
После просмотра видео заполните приведенную ниже схему, чтобы определить ключевые компоненты электрохимической ячейки:
Имейте в виду, что в электрохимической ячейке в растворе перемещаются только ионы.Электроны перемещаются между электродами на проводе и никогда не попадают в раствор. Электрический ток в цепи поддерживается электронами, движущимися по проводам, и ионами, движущимися через раствор.
В нашей лаборатории мы будем использовать ячейку Карроу, которая обеспечивает более удобное средство для проведения экспериментов с электрохимическими ячейками. Ячейка Карроу имеет
количество лунок, которые служат указанными выше стаканами. В каждой из внешних ячеек находится по полуячейке. Соляной мост, соединяющий два из этих внешних колодцев, проходит
через центр хорошо.Для этого заполните центральную лунку солевым раствором и с помощью бумаги соедините каждую из внешних лунок с центральной лункой.
Бумага смочена солевым раствором, чтобы ионы могли проходить через бумагу. (См. Изображение справа).
На изображениях справа показано, как выглядит клетка кару в лаборатории, и как мы изобразили ее схематично. На схеме показана ячейка для спонтанной реакции между металлическим Zn и ионами Pb 2+ :
| Zn (s) + Pb 2+ (водн.) -> Zn 2+ (водн.) + Pb (s) | Полная окислительно-восстановительная реакция |
Мы можем понять направление потока электронов, разбив его на половинные реакции:
| Zn (s) -> Zn 2+ (водн.) + 2 e — | Окисление |
| Pb 2+ (водн. E) + 2 — -> Pb (s) | Редукция |
Электроны покидают полуячейку Zn и направляются к полуячейке Pb.Удобное сокращенное обозначение для этого:
Zn (s) | Zn 2+ (водн.) || Pb 2+ (водн.) | Пб (т)
В этом обозначении анод, или полуэлемент окисления, находится слева, а катод, или полуэлемент восстановления, — справа. Двойная вертикальная линия || представляет солевой мостик, а одиночная вертикальная линия представляет фазовую границу между твердым металлом и его солевым раствором.
Вольтметр используется для измерения потенциала или напряжения электрохимической ячейки.Вольтметры имеют положительную и отрицательную клеммы, и, как правило, красный провод подключается к положительной клемме, а черный провод — к отрицательной клемме. Знак показания вольтметра указывает нам самопроизвольное направление потока электронов. В ячейке: Zn (s) | Zn 2+ (водн.) || Pb 2+ (водн.) | Pb (s) , спонтанная окислительно-восстановительная реакция соответствует потоку электронов от Zn к полуячейке Pb. Если черный провод подключен к Zn-электроду, а красный провод подключен к Pb-электроду, то вольтметр покажет положительное значение.Если мы изменим это положение, подключив черный провод к Pb-электроду, а красный провод к Zn-электроду, то вольтметр покажет отрицательное значение. Помните: если вольтметр показывает положительное значение, то самопроизвольное направление потока электронов — от черного провода к красному. Обычно в электрохимии используются термины «анод и катод». Электроны текут от анода (источника электронов или источника электронов) к катоду (приемнику электронов или приемнику электронов). Если вольтметр показывает положительное значение, черный провод находится на аноде, а красный провод — на катоде.
.