Вольфрамовые электроды — классификация, описание, характеристики
Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент. Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях. Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.

Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Маркировка отражает все необходимые характеристики электрода – химический состав, размер прутка.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.

Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Обратите внимание! Форма заточки зависит от типа электрода, а также от свариваемого металла.
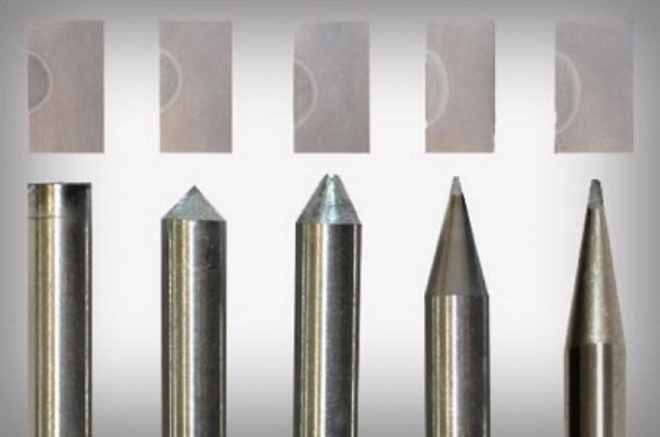
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
- Сфера;
- Конус.
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
Особенности заточки
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой. Для этого берем диаметр прутка и умножаем его на 2.5. Полученное число (в миллиметрах) и есть длина участка для заточки. Выдержать оптимальный угол заточки сложней.
Согласно ГОСТ вольфрамовые электроды точатся так, чтобы угол конуса составлял 28-30 градусов.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар. Поэтому используйте оптимальный угол заточки, подобранный под все случаи.
Влияние угла заточки на глубину провара
Ручная заточка – процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно. Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит. Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
применение для аргоновой сварки, состав и особенности, маркировка
Прутки, выполненные из вольфрама и его сплавов, получили широкое распространение как электроды, предназначенные для получения неразъемных соединений при помощи аргоновой сварки. Их применяют для создания особо ответственных узлов, например, ёмкостей, работающих под давлением. С применением вольфрамовых электродов сваривают нержавеющие и легированные сплавы.
Применение и особенности сварки
Необходимо отметить, что применение электродов из вольфрама обеспечивать стабильность режима сварки, постоянную сварочную дугу. Эти свойства обеспечивают получение сварных швов высокого качества. Максимальную эффективность сварка этими материалами показывает в среде защитных газов. Такой вид сварочных работ применяют для соединения таких материалов, как молибден, никель и некоторых других.
Инструмент этого типа относят к неплавящимся, но в технологическом процессе его применяют одновременно с присадочной проволокой. Вольфрамовые изделия применяют для соединения металлов разного состава.
На поверхность изделий, выполненных из вольфрама и его сплавов, не наносят никакой обмазки. Присадочный материал в процессе работы сварщик подаёт отдельно, как правило, он тоже выполнен в виде прутка или проволоки.
Защиту сварочной ванны от воздействия атмосферного кислорода обеспечивает газ, который её окружает, для этих целей применяют аргон, углекислоту, гелий или из смеси.
На практике чаще всего применяют прутки длиной 175 мм, но существуют сварочные прутки и меньшей длины — от 50 до 150 мм. Диаметр применяемых материалов лежит в диапазоне от 1 до 8 мм. Выбрать необходимое изделие можно с помощью специальных таблиц.
Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Сварщик должен постоянно отслеживать состояние рабочего кончика вольфрамового прутка. Дело заключается в следующем: от формы кончика зависит работа дуги на поверхности деталей. Его форма оказывает влияние на качество сварного шва, его форму и размеры. Именно поэтому кончик изделия должен быть всегда заточен. На практике применяют правила и форму заточки, которые приемлемы для тех или иных видов работ.
Форму заточки определяет марка изделия, так WP кончик должен быть выполнен в виде сферы, на WT на конце должна быть небольшая выпуклость, а вот сварочные прутки марки WC затачивают под конус.
Размер обработки (заточки) конца прутка определяют по следующей форме — его диаметр умножают на 2,5. То есть изделие с диаметром 3 мм необходимо обрабатывать на расстоянии в 7,5 мм. Кроме того, надо учитывать и то, что в зависимости от свариваемых материалов и силы сварочного тока углы заточки должны быть разными. Несоблюдение этих правил может привести к сокращению времени эксплуатации инструмента.
Так, если кончик заправлен неравномерно, это может привести к отклонению дуги от заданного направления. Неверно подобранная ширина приведёт к такому дефекту, как непровар.
Несмотря на множество достоинств этих изделий, существует как минимум один существенный недостаток — это сложности с розжигом и поддержанием дуги.
Для устранения этого недостатка розжиг дуги выполняют за несколько шагов:
- Создают короткое замыкание на теле заготовки.
- Отвод электрода от заготовки на заранее определённое расстояние.
Для выполнения этой операции в месте сварки добавляют циркониевую присадку. Такой метод позволяет выполнить розжиг качественной дуги.
Маркировка изделий
Как и большинство подобной продукции, вольфрамовые электроды имеют классификацию, которая выполняется по применяемости. Одни, например, WP применяют для работы с алюминием, а WC для работы нержавейкой. Для того чтобы их было удобнее различать, на них наносят цветовую полосу.
Для маркировки вольфрамовых сварочных прутков применяют буквенно-цифровое обозначение. Кроме этого, квалифицируют вольфрамовые электроды для аргонодуговой сварки по цветам.
Кроме него, на поверхность прутков наносят цвета, соответствующие их марке. Обозначение электродов включает в себя описание химического состава, а также наличие добавок. В обозначении присутствует буква W, она говорит о том, что в основе химического состава лежит вольфрам. Количество добавок не превышает 0,5% от объёма.
Вторая буква показывает тип присадки, которая применяется для изготовления вольфрамовых электродов.
Так, марка WP — это вольфрамовые электроды для сварки алюминия и его сплавов. Кроме этого, металла электроды марки WP применяют для обработки магния. Изделия с маркой WZ8 содержат в себе цирконий. Их применяют для работы с бронзой, магнием, никелем и их сплавами. Изделия способны работать с большими нагрузками, в отличие от изделий другой марки. Электроды этой марки маркируют с помощью зелёного цвета.
Электрод марки WT20 содержит в своём химическом составе торий. Изделия этого типа наиболее распространены, но вместе с тем они несут определённую угрозу сварщику и людей, работающих рядом с ним. Все дело в том, что этот материал является источником радиации. Это накладывает некоторые ограничения на их применение в производстве сварочных работ. Электроды этой марки маркируют с помощью красного цвета.
Надо отметить, что стержни, содержащие торий, позволяют работать практически с любым видом материала, от обычных сталей, до никелевых или молибденовых сплавов.
К универсальным электродам относят и те, которые принадлежат марке WC 20. В их химический состав входит церий, что позволяет работать как при переменном, так и при постоянном сварочном токе. Ещё одно отличие изделий этой марки заключается в том, они обеспечивают стабильное горение дуги даже при небольшой мощности источника тока. Электроды этой марки маркируют с помощью тёмно-синего цвета.
Другими словами, вольфрамовые электроды, классификация которых была приведена выше, могут быть использованы при сварке любых сплавов.
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.
Преимущества и недостатки
Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.
Сварка вольфрамовыми электродами выполняется без искр и брызг. На шве не образуется шлак, не выделяется дым, в отличие от электродов, покрытых обмазкой. Все эти факторы позволяют выполнять сварку с высокой скоростью.
Вместе с тем сварка таким материалом подразумевает то, что перед выполнением работы необходимо тщательно зачистить поверхность деталей. В противном случае получаемый шов будет обладать определёнными дефектами (непроварами, порами и пр.).
Классификация и маркировка прутков, изготовленных из вольфрама
Классификация и маркировка прутков, изготовленных из вольфрама Секреты обработки дерева и металла- Бетон и работа с ним
- Инструменты
- Дрели и шуруповерты
- Инструменты для работы с трубами
- Культиваторы
- Лобзики
- Ножи
- Отвертки и ключи
- Паяльники
- Пилы
- Свёрла
- УШМ (болгарки)
- Уровни
- Краски и окрашивание
- Металлические изделия
- Арматура
- Болты, винты, гайки, гвозди
- Заборы и ворота
- Листы и профлисты
- Печи и мангалы
- Проволока
- Профили, уголки, швеллеры
- Металлы
- Алюминий
- Вольфрам
- Сплавы
- Сталь
- Температура плавления
- Цинк и цинкование
- Самоделкин
- Сварка
- Электроды
- Станки и оборудование
- Буры
- Газовое оборудование
- Двигатели
- Для работы с деревом
- Для работы с металлом
- Дробилки
- Дровоколы
- Измельчители
- Компрессоры
- Коптильни
- Мотоблоки
- Пескоструи
- Плуги
- Прессы
- Триммеры, газонокосилки, мотокосы
- Фрезы
- Трубы
- Работа с трубами
- Хочу всё знать!
НИХРОМ
ФЕХРАЛЬ
НИХРОМ В ИЗОЛЯЦИИ
ТИТАН
ВОЛЬФРАМ
МОЛИБДЕН
КОБАЛЬТ
ТЕРМОПАРЫ
ТЕРМОПАРЫ НАГРЕВОСТОЙКИЕ
НИКЕЛЬ
МОНЕЛЬ
КОНСТАНТАН
МЕЛЬХИОР
|
применение для аргоновой сварки, состав и особенности, маркировка
Прутки, выполненные из вольфрама и его сплавов, получили широкое распространение как электроды, предназначенные для получения неразъемных соединений при помощи аргоновой сварки. Их применяют для создания особо ответственных узлов, например, ёмкостей, работающих под давлением. С применением вольфрамовых электродов сваривают нержавеющие и легированные сплавы.
Применение и особенности сварки
Необходимо отметить, что применение электродов из вольфрама обеспечивать стабильность режима сварки, постоянную сварочную дугу. Эти свойства обеспечивают получение сварных швов высокого качества. Максимальную эффективность сварка этими материалами показывает в среде защитных газов. Такой вид сварочных работ применяют для соединения таких материалов, как молибден, никель и некоторых других.
Инструмент этого типа относят к неплавящимся, но в технологическом процессе его применяют одновременно с присадочной проволокой. Вольфрамовые изделия применяют для соединения металлов разного состава.
На поверхность изделий, выполненных из вольфрама и его сплавов, не наносят никакой обмазки. Присадочный материал в процессе работы сварщик подаёт отдельно, как правило, он тоже выполнен в виде прутка или проволоки.
Защиту сварочной ванны от воздействия атмосферного кислорода обеспечивает газ, который её окружает, для этих целей применяют аргон, углекислоту, гелий или из смеси.
На практике чаще всего применяют прутки длиной 175 мм, но существуют сварочные прутки и меньшей длины — от 50 до 150 мм. Диаметр применяемых материалов лежит в диапазоне от 1 до 8 мм. Выбрать необходимое изделие можно с помощью специальных таблиц.
Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Сварщик должен постоянно отслеживать состояние рабочего кончика вольфрамового прутка. Дело заключается в следующем: от формы кончика зависит работа дуги на поверхности деталей. Его форма оказывает влияние на качество сварного шва, его форму и размеры. Именно поэтому кончик изделия должен быть всегда заточен. На практике применяют правила и форму заточки, которые приемлемы для тех или иных видов работ.
Форму заточки определяет марка изделия, так WP кончик должен быть выполнен в виде сферы, на WT на конце должна быть небольшая выпуклость, а вот сварочные прутки марки WC затачивают под конус.
Размер обработки (заточки) конца прутка определяют по следующей форме — его диаметр умножают на 2,5. То есть изделие с диаметром 3 мм необходимо обрабатывать на расстоянии в 7,5 мм. Кроме того, надо учитывать и то, что в зависимости от свариваемых материалов и силы сварочного тока углы заточки должны быть разными. Несоблюдение этих правил может привести к сокращению времени эксплуатации инструмента.
Так, если кончик заправлен неравномерно, это может привести к отклонению дуги от заданного направления. Неверно подобранная ширина приведёт к такому дефекту, как непровар.
Несмотря на множество достоинств этих изделий, существует как минимум один существенный недостаток — это сложности с розжигом и поддержанием дуги.
Для устранения этого недостатка розжиг дуги выполняют за несколько шагов:
- Создают короткое замыкание на теле заготовки.
- Отвод электрода от заготовки на заранее определённое расстояние.
Для выполнения этой операции в месте сварки добавляют циркониевую присадку. Такой метод позволяет выполнить розжиг качественной дуги.
Маркировка изделий
Как и большинство подобной продукции, вольфрамовые электроды имеют классификацию, которая выполняется по применяемости. Одни, например, WP применяют для работы с алюминием, а WC для работы нержавейкой. Для того чтобы их было удобнее различать, на них наносят цветовую полосу.
Для маркировки вольфрамовых сварочных прутков применяют буквенно-цифровое обозначение. Кроме этого, квалифицируют вольфрамовые электроды для аргонодуговой сварки по цветам.
Кроме него, на поверхность прутков наносят цвета, соответствующие их марке. Обозначение электродов включает в себя описание химического состава, а также наличие добавок. В обозначении присутствует буква W, она говорит о том, что в основе химического состава лежит вольфрам. Количество добавок не превышает 0,5% от объёма.
Вторая буква показывает тип присадки, которая применяется для изготовления вольфрамовых электродов.
Так, марка WP — это вольфрамовые электроды для сварки алюминия и его сплавов. Кроме этого, металла электроды марки WP применяют для обработки магния. Изделия с маркой WZ8 содержат в себе цирконий. Их применяют для работы с бронзой, магнием, никелем и их сплавами. Изделия способны работать с большими нагрузками, в отличие от изделий другой марки. Электроды этой марки маркируют с помощью зелёного цвета.
Электрод марки WT20 содержит в своём химическом составе торий. Изделия этого типа наиболее распространены, но вместе с тем они несут определённую угрозу сварщику и людей, работающих рядом с ним. Все дело в том, что этот материал является источником радиации. Это накладывает некоторые ограничения на их применение в производстве сварочных работ. Электроды этой марки маркируют с помощью красного цвета.
Надо отметить, что стержни, содержащие торий, позволяют работать практически с любым видом материала, от обычных сталей, до никелевых или молибденовых сплавов.
К универсальным электродам относят и те, которые принадлежат марке WC 20. В их химический состав входит церий, что позволяет работать как при переменном, так и при постоянном сварочном токе. Ещё одно отличие изделий этой марки заключается в том, они обеспечивают стабильное горение дуги даже при небольшой мощности источника тока. Электроды этой марки маркируют с помощью тёмно-синего цвета.
Другими словами, вольфрамовые электроды, классификация которых была приведена выше, могут быть использованы при сварке любых сплавов.
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.
Преимущества и недостатки
Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.
Сварка вольфрамовыми электродами выполняется без искр и брызг. На шве не образуется шлак, не выделяется дым, в отличие от электродов, покрытых обмазкой. Все эти факторы позволяют выполнять сварку с высокой скоростью.
Вместе с тем сварка таким материалом подразумевает то, что перед выполнением работы необходимо тщательно зачистить поверхность деталей. В противном случае получаемый шов будет обладать определёнными дефектами (непроварами, порами и пр.).
Особенности вольфрамовых электродов
Вольфрамовые электроды – широко распространенное понятие среди сварщиков и прочих специалистов, связанных с работой по металлу. Представляют собой небольшие стержни, предназначенные для подвода тока к сваренным изделиям. Конечно же, как и любой предмет, они имеют свои разновидности и виды. Для удобства и условного обозначения применяется установленная маркировка, которая напрямую указывает на технические характеристики используемого сварочного материала.
Вольфрамовые электроды необходимы для передачи тока к свариваемым изделиям.
Типы вольфрамовых электродов и их предназначение
Вольфрам – металл, который практически невозможно встретить в чистом виде. Зачастую его применяют в процессе аргонодуговой сварки, поскольку этот металл довольно тугоплавкий, поэтому он способен удержать собственную прочность даже при длительной сварке. Металл вольфрам экономичный. Во время сварки его используемое количество ничтожно мало.
Самым крупным поставщиком представленного металла является Китай. Именно на их территории наблюдаются огромные запасы вольфрама. В связи с этим фактом, приобретая в магазине вольфрамовые электроды, обратите внимание на производителя. Если вы обнаружите европейскую страну, значит, можете быть уверены, что при покупке вы переплатите денежные средства. Европейские страны выпускают электроды только после приобретения металла в Китае.
Читайте также:
Как производится сварка полипропиленовых труб.
Особенности термитной сварки.
Об ультразвуковой сварке читайте здесь.
Сварочный материал подразделяется на три типа, в число которых входят:
Формы заточки вольфрамового электрода.
- Электроды переменного тока. Основными материалами, которые свариваются при воздействии тока, являются магний, алюминий и их разновидности, сплавы. Представленная разновидность широко применяется в случаях, когда необходимо обезопасить сварку от попадания загрязнений.
- Электроды постоянного тока. Здесь в вольфрамовый электрод добавляют такие металлы, как иттрий или торий. В случае с последним следует помнить о его радиоактивности, которая может существенно навредить людям, находящимся в закрытом помещении. Поэтому электроды с применением тория используют для сварки на открытых местностях или в складских помещениях, где имеется надежная действующая вентиляция. Эти изделия применяются для сварки следующих металлов:
- медь;
- титан;
- никель;
- тантал;
- бронза;
- сталь, не подверженная ржавчине в процессе эксплуатации;
- углеродистые сплавы.
Здесь следует отметить технику безопасности при сварке.
Важно! Поскольку некоторые сплавы и металл могут в процессе горения выделять ядовитые вещества, сварщик должен надевать защитную амуницию, где будут закрыты органы дыхания и глаза.
Характеристики вольфрамовых электродов.
Также необходимо использовать защитный газ аргон.
Универсальные электроды. Универсальные вольфрамовые электроды применяются в случае, когда необходимо сварить изделия из меди, алюминия, бронзы, тантала, никеля, титана и практически всех типов стали. Эти электроды отлично работают на переменном и постоянном токах, что несколько упрощает задачу. Частое применение можно наблюдать в сварке трубопровода, поскольку с их помощью можно соединить тонкие листы металла и сделать шов незаметным.
Использование определенного типа для сварки требует правильного выбора при покупке. Поэтому, чтобы осуществить сварку, необходимо иметь базовые знания о поведении и свойствах свариваемого металла. Зачастую профессиональные сварщики имеют соответствующую специализацию и образование.
Вернуться к оглавлению
Маркировка вольфрамовых электродов
Важно! Маркировка вольфрамовых электродов необходима специалистам, поскольку содержит в себе весь перечень характеристик и используемых металлов как при изготовлении электрода, так и подходящих для сварки.
Установленная и принятая маркировка для удобства различается по обозначению и цвету.
К вольфрамовым электродам применяется следующая маркировка:
Цветная маркировка вольфрамовых электродов.
- WP (цвет зеленый) – здесь электрод практически полностью состоит из вольфрама. Его содержание составляет 99,5%. Применяют для сварки магния и алюминия. Возможное использование электрода представленной маркировки заключается в сварке синусоидальным током. Для защиты используют два вида газа: аргон и гелий.
- WC-20 (серый) – на 2% состоит из оксида церия. Относятся к универсальным электродам, поскольку используются в сварке с переменным током и с применением положительной полярности. Задействуются в соединении трубопроводов в неповоротных стыках.
- WL-15, WL-20 (синий) – здесь имеется примесь лантана, которая позволяет добиться устойчивой дуги, и повторный розжиг, что делает электрод этой марки часто используемым в промышленности. Кроме того, применение в электроде лантана способно увеличить рабочий ток и уменьшить износ вполовину. Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
- WT-20 (красный) – здесь в состав входит торий. Как уже было описано выше, его пыль при работе несколько опасна для здоровья человека. Несмотря на этот факт, представленную маркировку иногда используют чаще, чем электроды, практически полностью состоящие из вольфрама. Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности. Такие неприятности допускать нельзя.
- WZ-8 (белый) – здесь имеется менее процента оксида циркония. При работе необходимо внимательно следить за чистотой. Рекомендуется использовать переменный ток. Перед использованием следует придать электроду сферическую форму конца. Лучше применять для сварки алюминия.
- WY-20 (темно-синий) – вольфрамовые электроды с тонким покрытием иттрия. Их принято считать самыми устойчивыми электродами, поэтому применяют их зачастую для сварки ответственных и важных конструкций.
При выборе электродов необходимо определиться с методом сварки и свойствами свариваемого металла, потому как для соединения одной конструкции могут потребоваться несколько типов и маркировок вольфрамовых электродов.
Вернуться к оглавлению
Аргонодуговая сварка: ее особенности и технология
Процесс аргонодуговой сварки.
Аргонодуговая сварка представляет собой соединение металлов под защитой аргона. Осуществляется представленный процесс двумя способами, каждый из которых следует рассмотреть детально.
Сварка ручным способом вольфрамовым электродом под защитой аргона. Этот метод включает в себя несколько этапов:
- К горелке подводят аргон и необходимый ток. Вторую фазу тока приводят к поверхности, где и будет сварка. Между электродом, прикрепленным к горелке, и поверхностью возникает дуга. К ней подается проволока для присадки.
- Далее необходимо зажечь дугу. Для этого лучше использовать угольную пластину, чтобы не испортить свариваемую поверхность, поскольку подобная оплошность может привести к загрязнению шва.
- Затем дугу возбуждают. Здесь часто используют осциллятор.
- Следим за движением электрода, поскольку его траектория должна прокладываться ровно по шву, в любом другом случае следует прекратить работу, потому как эта неприятность может сигнализировать о начале плавления электрода.
Здесь допускается применение переменного тока, потому как во время сварочных работ будет образовываться составляющая постоянного тока.
Схема аппарата TIG для аргонодуговой сварки.
Автоматическая сварка вольфрамовым электродом. Этот метод часто используется для сварки трубопроводов в неповоротных стыках.
Автоматическая сварка осуществляется специальными агрегатами, имеющими разные конструкции, которые самостоятельно проводят весь процесс сварки.
Здесь сварочная дуга возникает между поверхностью металла и концом проволоки, в качестве которой выступает электрод.
Зачастую представленные аппараты невозможно применить в некоторых сферах. В особенности это связано с невозможностью сделать короткий шов.
Вольфрамовые электроды для аргонодуговой сварки содержат следующую маркировку: WP, WZ, WT, WY. Это связано с их надежностью и универсальностью в использовании. Многие из представленных типов электродов применяют для сварки тонких листов металла. В этом случае часто требуется тонкая конусная заточка электрода.
Вернуться к оглавлению
Правила аргонодуговой сварки
Для осуществления правильной сварки необходимо соблюдать следующие правила:
- Используйте в работе с тонкими металлическими листами специальные сборочно-сварочные приспособления. Они помогут в точности соединить кромку, и вы получите тонкий и прочный сварочный шов.
- Электроды должны быть идеально чистыми на концах, чтобы получить качественный шов.
- Перед сваркой необходимо по всем правилам и соблюдая все требования определиться с силой тока. Это обеспечит небольшой расход материала и продолжительность формы заточки.
- Постарайтесь не впускать в зону сварки воздух, в противном случае вы рискуете получить некачественный шов.
Соблюдая все правила и имея необходимые знания для осуществления сварочных работ, вы сможете сделать качественный шов и обеспечить себя десятилетиями спокойной жизни. Вам не предстоит латать дыры, потому как безукоризненно выполненная работа способна сохранять свои первоначальные качества на протяжении долгих лет.
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 23949-80
Группа В05
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ СВАРОЧНЫЕ НЕПЛАВЯЩИЕСЯ
Технические условия
Welding nonconsumable tungsten electrodes. Specifications
МКС 25.160.20
ОКП 18 5374 0000
Дата введения 1981-01-01
Постановлением Государственного комитета СССР по стандартам от 18 января 1980 г. N 217 дата введения установлена с 01.01.81
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ПЕРЕИЗДАНИЕ. Сентябрь 2004 г.
Настоящий стандарт распространяется на электроды из чистого вольфрама и вольфрама с активирующими присадками (двуокиси тория, окисей лантана и иттрия), предназначенные для дуговой сварки неплавящимся электродом в среде инертных газов (аргон, гелий), а также для плазменных процессов резки, наплавки и напыления.
1. МАРКИ
1.1. В зависимости от химического состава электроды должны изготовляться из вольфрама марок, указанных в табл.1.
Таблица 1
Марка | Код ОКП | Материал |
ЭВЧ | 18 5374 1000 | Вольфрам чистый |
ЭВЛ | 18 5374 2000 | Вольфрам с присадкой окиси лантана |
ЭВИ-1 | 18 5374 3000 | То же |
ЭВИ-2 | 18 5374 4000 | » » |
ЭВИ-3 | 18 5374 5000 | » » |
ЭВТ-15 | 18 5374 6000 | Вольфрам с присадкой двуокиси тория |
2. СОРТАМЕНТ
2.1. Размеры электродов и предельные отклонения должны соответствовать указанным в табл.2.
Таблица 2
мм
Марка | Номинальный диаметр | Предельное отклонение | Длина |
ЭВЧ | 0,5 | ±0,2 | Не менее 3000 в мотках |
1,0; 1,6; 2,0; 2,5 | ±0,1 | 75±1; 150±1; | |
3,0; 4,0; 5,0; 6,0; 8,0; 10,0 | ±0,2 | 200±2; 300±2 | |
ЭВЛ | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0 | ±0,1 | 75±1; 150±1; |
5,0; 6,0; 8,0; 10,0 | ±0,2 | 200±2; 300±2 | |
ЭВИ-1 | 2,0; 3,0; 4,0; 5,0; 6,0 | ±0,1 | 75±1; 150±1; |
8,0; 10,0 | ±0,2 | 200±2; 300±2 | |
ЭВИ-2 | 2,0; 3,0; 4,0; | ±0,15 | 75±1; 150±1; |
ЭВТ-15 | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 | ±0,15 | 75±1; 150±1; |
Пример условного обозначения электрода марки ЭВЛ, диаметром 2,0 мм, длиной 150 мм:
Электрод вольфрамовый ЭВЛ- 2-150 — ГОСТ 23949-80
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Вольфрамовые электроды должны изготовляться в соответствии с требованиями настоящего стандарта из марок чистого вольфрама и вольфрама с активирующими присадками, химический состав которых соответствует указанному в табл.3.
Таблица 3
Марка электрода | Массовая доля, % | |||||
Вольфрам, не менее | Присадки | Примеси, не более | ||||
Окись лантана | Окись иттрия | Двуокись тория | Тантал | Алюминий, железо, никель, кремний, кальций, молибден (сумма) | ||
ЭВЧ | 99,92 | — | — | — | — | 0,08 |
ЭВЛ | 99,95 | 1,1-1,4 | — | — | — | 0,05 |
ЭВИ-1 | 99,89 | — | 1,5-2,3 | — | — | 0,11 |
ЭВИ-2 | 99,95 | — | 2,0-3,0 | — | 0,01 | 0,05 |
ЭВИ-3 | 99,95 | — | 2,5-3,5 | — | 0,01 | 0,05 |
ЭВТ-15 | 99,91 | — | — | 1,5-2,0 | — | 0,09 |
Примечания:
1. Указанные в таблице массовые доли окиси лантана, окиси иттрия, двуокиси тория и тантала входят в массовую долю вольфрама.
2. Для марки ЭВЛ никель в сумму примесей не входит.
3.2. На поверхности электродов не должно быть раковин, расслоений, трещин, окислов, остатков технологических смазок, посторонних включений и загрязнений.
На поверхности электродов, обработанных бесцентровым шлифованием до размеров, указанных в табл.2, не допускаются поперечные риски от шлифования глубиной более половины
Руководство по выбору и подготовке вольфрамовых электродов
Руководство по выбору и подготовке вольфрамовых электродов Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Поддержка
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры предосторожности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Поддержка
- Пункты обслуживания
- Руководства и запчасти
| Подготовка вольфрамового электрода
Геометрия электрода
Вольфрамовые электроды могут использоваться с наконечниками различной геометрии. При сварке на переменном токе обычно используются электроды из чистого или циркониевого вольфрама, которые плавятся, образуя скругленный конец. Этот раздел руководства посвящен заточке электродов для сварки постоянным током. Полная геометрия для сварки постоянным током состоит из диаметра электрода, прилегающего угла (также известного как конус) и диаметра кончика (плоского).Кроме того, важна чистота шлифовальной поверхности.
Рисунок 2: Геометрия электрода
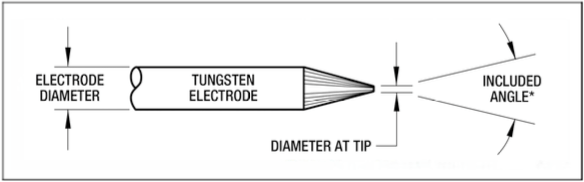
Выбор наилучшей геометрии электрода требует компромисса между различными атрибутами, такими как: от более короткого до более длительного срока службы электрода, от более легкого до более сложного зажигания дуги, от более глубокого или более мелкого проплавления сварного шва и от более широкой до более узкой формы дуги (и, следовательно, формы и размера валика). Какая бы геометрия ни была выбрана, ее следует последовательно использовать как часть успешной процедуры сварки.
Для достижения наилучших результатов конфигурацию электродов следует проверять в процессе разработки процедур сварки; его следует отметить как критическую переменную процесса для процедуры сварки; и для всех последующих сварных швов должны соблюдаться строгие допуски.
Диаметр электрода: Рекомендации производителя сварочного оборудования почти всегда лучший способ выбрать электрод диаметра для использования. Есть также руководящие принципы, опубликованные Американским сварочным обществом, которые дублируются в таблице 2 этого руководства.Обратите внимание, что больший диаметр может выдерживать более высокую силу тока; а электроды большего диаметра служат дольше, чем электроды меньшего диаметра, но электроды меньшего диаметра легче зажигают дугу. Использование более высоких уровней тока, чем те, которые рекомендуются для данного размера электрода, приведет к более быстрому ухудшению свойств или разрушению вольфрама. По мере того как наконечник разрушается, вероятность попадания частиц вольфрама в сварочную ванну и загрязнения сварного шва намного выше. Если используемый ток слишком мал для определенного диаметра электрода, может возникнуть нестабильность дуги.
Для заданного уровня тока постоянный ток с положительным электродом требует гораздо большего диаметра, потому что наконечник не охлаждается за счет испарения электронов, а нагревается за счет их удара; и таким образом он станет горячим и подвержен эрозии. Фактически, электрод, используемый с DCEP, может выдерживать только 10% тока, который он мог бы использовать с отрицательным электродом. При сварке на переменном токе наконечник охлаждается во время отрицательного цикла электрода и нагревается в положительном. Таким образом, электрод на переменном токе может выдерживать ток где-то между емкостью электрода на DCEN и DCEP и примерно на 50% меньше, чем у DCEN.
Наконечник электрода / плоский: Форма наконечника вольфрамового электрода является важным параметром процесса при прецизионной дуговой сварке. Хороший выбор размера наконечника / плоского наконечника уравновесит необходимость нескольких преимуществ. Чем больше плоская поверхность, тем больше вероятность отклонения дуги и тем сложнее будет ее зажигание. Однако увеличение плоской поверхности до максимального уровня, при котором дуга все еще разрешается и исключается блуждание дуги, улучшается проплавление шва и увеличивается срок службы электрода.Некоторые сварщики до сих пор обтачивают электроды до острой формы, что облегчает зажигание дуги. Однако они рискуют снизить производительность сварки из-за плавления наконечника и возможности выпадения наконечника в сварочной ванне. В ситуациях, когда используется очень низкая сила тока или используются короткие сварочные циклы (т.е. одна секунда или меньше), желателен заостренный электрод; однако в других ситуациях было бы полезно подготовить плоскую поверхность на конце электрода.
Рекомендации по тестированию можно найти в таблице 6; также ознакомьтесь с рекомендациями производителя сварочного оборудования.Во время сварки точно заземленный кончик вольфрамового электрода имеет температуру выше 3000 ° C (5500 ° F). Неправильный или несоответствующий диаметр плоского конца вольфрамового электрода может привести к следующим проблемам:
- Острие электрода падает в сварочную ванну, создавая дефект сварного шва
- Уменьшение срока службы электрода
- Нестабильность дуги
- Изменение напряжения дуги от одного электрода к другому из-за неправильной формы наконечника
При сварке на переменном токе электроды из чистого или циркониевого вольфрама плавятся, образуя полусферический скругленный конец.Для сварки постоянным током обычно используются электроды из торированного, церированного или лантано-вольфрамового сплава. В последнем случае конец обычно шлифуется до определенного угла наклона, часто с усеченным концом. Различная геометрия наконечников электрода влияет на форму и размер сварного шва. В общем, с увеличением угла наклона проплавление увеличивается, а ширина сварного шва уменьшается. Хотя электроды малого диаметра могут использоваться с квадратным концом для подготовки DCEN (электрод постоянного тока с отрицательным электродом), конические наконечники обеспечивают улучшенные сварочные характеристики.
Таблица 6: Рекомендации для наконечников в зависимости от диаметра электрода
| Диаметр электрода | Общие рекомендации по наконечнику |
|---|---|
| 0,020 дюйма (0,5 мм) | 0 — 0,005 дюйма |
| 0,040 дюйма (1,0 мм) | 0 — 0,020 дюйма |
| 1/16 дюйма (1,6 мм) | 0 — 0,030 дюйма |
| 3/32 дюйма (2,4 мм) | .005 ”- .030” |
| 1/8 дюйма (3,2 мм) | .010 ”- 0,040” |
| 5/32 дюйма (4,0 мм) | 0,010 дюйма — 0,050 дюйма |
| 3/16 дюйма (4,8 мм) | 0,010 дюйма — 0,060 дюйма |
| 1⁄4 дюйма (6,4 мм) | .010 ”- .070” |
Угол / конус в комплекте с электродом: Электроды для сварки постоянным током следует шлифовать продольно и концентрически алмазными кругами до определенного угла в сочетании с подготовкой наконечника / плоской поверхности. Под разными углами образуются дуги разной формы и обеспечивается разная проникающая способность.Как правило, более тупые электроды с большим углом прилегания обеспечивают следующие преимущества:
- Длится дольше.
- Лучшее проплавление шва.
- Имеют более узкую форму дуги.
- Может выдерживать большую силу тока без эрозии.
Более острые электроды с меньшим углом наклона обеспечивают:
- Предлагаем меньше дуговой сварки
- Имеют более широкую дугу
- Иметь более ровную дугу
Вольфрам большего диаметра и более высокие токи обычно сочетаются с большими конусами в диапазоне включенных углов от 25 ° до 45 °, чтобы увеличить срок службы электрода и обеспечить более стабильную дугу.Более острые наконечники в диапазоне включенных углов от 10 ° до 25 ° используются для более низкого тока.
Шероховатость поверхности угла электрода: Гладкость поверхности подготовленного наконечника электрода будет определять некоторые характеристики процесса сварки. В общем, точки должны быть как можно более тонкими, чтобы улучшить сварочные свойства и увеличить срок службы электрода. Слишком грубая шлифовка электродов приводит к возникновению нестабильной дуги.
Чистота поверхности обычно выражается как среднеквадратическое значение (RMS) или как средняя шероховатость (Ra).RMS — это сравнительное число, относящееся к шероховатости поверхности, измеренной профилометром. Чистовая чистовая обработка находится в диапазоне 20-40 RMS, механически обработанная обработка часто находится в диапазоне 80-120RMS, а поверхности после пескоструйной обработки будут в диапазоне 400-500 RMS. Значение Ra определяется как среднее значение отклонений от его средней линии на заданной длине выборки. Измеренные значения, выраженные как RMS, будут примерно на одиннадцать процентов выше, чем значения, выраженные в Ra. (Микродюймы x 1,11 = RMS).
Стандартная отделка со среднеквадратичным отклонением около 20, которая по-прежнему показывает невооруженным глазом продольные линии шлифовки, представляет собой универсальную качественную отделку для любого применения. Полированная или зеркальная отделка со среднеквадратичным значением 6-8, на которой видно мало линий или их не видно, лучше для долговечности электрода, потому что без какой-либо песка на поверхности электрода вероятность загрязнения гораздо меньше. «Прилипают» к острию электрода, и поэтому эрозия уменьшается. Однако для источников питания для сварки, которые не обладают характеристиками сильного зажигания дуги, окончательная обработка приблизительно 20 среднеквадратичных значений лучше, потому что продольные заземляющие линии помогут устойчиво направлять электроны к крайней точке электрода, что способствует зажиганию дуги.Некоторые производители предварительно заземленных сварочных электродов обеспечивают более грубую отделку в диапазоне от 30 до 40 RMS; однако они служат недолго, они создают нестабильную дугу и имеют тенденцию быть слишком жесткими для длительного и эффективного зажигания дуги.
Типичные геометрические параметры, рекомендуемые производителями: Многие производители предоставляют информацию о рекомендуемых геометриях электродов, поскольку они уже провели предварительные испытания, чтобы определить, какая геометрия электродов является наиболее выгодной для их оборудования в различных областях применения.Однако, когда эта информация недоступна, лучшим источником этой информации является Diamond Ground Products, Inc. или другие отраслевые эксперты.
Допуски, необходимые для различных применений: Многие сварочные работы считаются крайне важными и требуют строгих допусков по длине, конусности и плоской поверхности в дополнение к высокополированной поверхности. Эти области применения включают орбитальную сварку труб высокой чистоты, фармацевтику, аэрокосмическую промышленность, производство фитингов и многие другие.Основные требования к допускам в этих приложениях: ± 0,002 дюйма для длины, ± ½ ° для конуса и ± 0,002 дюйма для наконечника / плоскости. Там, где требуется, чтобы электроды производились с такими крайними допусками, необходимо использовать такое оборудование, как оптический компаратор, микроскоп и микрометр, в дополнение к точному шлифовальному станку для вольфрамовых электродов, который требуется почти для всех приложений. В других приложениях часто требуются собственные допуски. Если не указано иное, соблюдайте разумные допуски для типа выполняемой работы и оставайтесь максимально последовательными.
.Вольфрам (Вт) | Свойства, продукты, факты, использование
О вольфраме
Хотя в средние века в немецких Рудных горах Германии было много полезных ископаемых, выплавка металла оказалась затруднительной из-за присутствия вещества, которое приводило к образованию тяжелого шлака и выщелачиванию олова, не выходящему из конечного выхода. Разочарованные металлурги назвали этот нежелательный «пожирающий» олово минерал волчий баран (волчья слюна, сливки или сажа, в зависимости от перевода), уничижительным термином, от которого произошло свое название минерал вольфрамит.В 1781 году Карл Вильгельм Шееле предсказал, что кислота, которую он получил восстановлением минерала под названием вольфрам (от шведского tungsten , что означает «тяжелый камень»), содержит новый элемент; два года спустя, когда испанские химики Хосе и Фаусто Эльхуяр получили такую же кислоту из минерала вольфрамита, им удалось выделить новый элемент, который они назвали вольфрамом. Как ни странно, этот элемент также стал называться вольфрамом, а минерал, формально известный как вольфрам, получил название шеелит.«Вольфрам» и «вольфрам» оставались включенными в номенклатурные рекомендации ИЮПАК (Международный союз чистой и прикладной химии) до 2005 года, когда вольфрам стал единственным официально признанным названием переходного металла. Тем не менее, вольфрам сохраняет элементарный символ W, и некоторые химики и ученые всего мира до сих пор называют его вольфрамом.
Вольфрам — твердый, чрезвычайно плотный металл, цвет которого варьируется от стального серого до серебристо-белого. Как следует из названия, вольфрам действительно тяжелый, но, безусловно, его наиболее выдающейся характеристикой является термостойкость.Высокие температуры плавления характерны для тугоплавких металлов (группа, которая также включает ниобий, тантал, рений и молибден), но температура плавления вольфрама 3410 ± 20 ° C является самой высокой среди всех металлов — выше, чем температуры, при которых такие металлы, как алюминий, испарятся — а его температура кипения 5900 ° C примерно равна температуре поверхности Солнца. Из всех металлов вольфрам также демонстрирует самый высокий предел прочности на разрыв, самый низкий коэффициент линейного теплового расширения и самое низкое давление пара при повышенных температурах.Металлический вольфрам также является электропроводным и обладает выдающейся механической демпфирующей способностью, чрезвычайно высокой устойчивостью к коррозии, высокими модулями упругости и сжатия, отличным сопротивлением ползучести и способностью поглощать рентгеновское и гамма-излучение.
Природный вольфрам состоит из пяти изотопов с периодом полураспада, который считается стабильным. Это самый тяжелый элемент с известной биологической функцией (используется некоторыми ферментами), и поэтому он не вреден для людей и животных в количествах, обычно встречающихся в окружающей среде.Вышеупомянутые шеелит и вольфрамит являются двумя основными минеральными источниками вольфрама; другие менее распространенные минералы включают ферберит и хюбнерит. Несмотря на свои достоинства, сырой вольфрам содержит примеси, которые делают его чрезвычайно хрупким и трудным для обработки; производство вольфрама сверхвысокой чистоты увеличивает его пластичность и пластичность, сохраняя при этом его термическую стабильность, равно как и легирование его другими металлами, такими как рений. В промышленных масштабах вольфрам обычно производится в форме паравольфрамата аммония посредством многоступенчатого процесса экстракции растворителем и кристаллизации вольфрамата натрия, извлеченного из концентрированных руд.Переработка вольфрамового лома также является важным источником промышленного вольфрама. Металлический вольфрам может быть получен путем нагревания оксида вольфрама с алюминием или пропускания газообразного водорода над горячей вольфрамовой кислотой.
Его высокая температура плавления делала вольфрам привлекательным материалом для использования в первых лампах накаливания, но преодолеть трудности, связанные с вытягиванием его в гибкие провода, было сложной задачей. В 1909 году исследователь GE Уильям Д. Кулидж разработал революционный процесс производства пластичных вольфрамовых нитей для использования в лампах и высокоточных рентгеновских трубках.Коллега Кулиджа Ирвинг Ленгмюр усовершенствовал технологию освещения, обнаружив, что покрытие вольфрамовой нити одним слоем атомов тория и формирование из нее катушки значительно улучшило характеристики при использовании инертного газа, такого как аргон или азот, и предотвратило перегрев вольфрама открывая дверь для широкого использования вольфрамовых нитей в телевизионных трубках и электронно-лучевых трубках. Другие потребительские применения вольфрама включают компоненты высокоинтенсивных разрядов (HID) и вакуумных металлизированных отражателей, пигменты для керамических глазурей и эмалей, красители, чернила и уплотнения металл-стекло из-за его аналогичной скорости расширения боросиликатного стекла.
Вольфрам находит применение во многих отраслях и областях исследований. Металл и его сплавы являются предпочтительным материалом для сред с высокими температурами и давлением. Комбинирование металла с никелем, кобальтом, железом, молибденом, танталом или рением дает уникально плотные и стойкие к окислению сплавы и суперсплавы, которые используются в авиационных двигателях, лопатках турбин, компонентах печей, нагревательных нитях, испарительных змеевиках, плавильных тиглях, высоком напряжении. автоматические выключатели, балансировочные грузы, гасители вибрации, устойчивые к нагрузкам коленчатые валы, опорные плиты и теплораспределители, сопла плазменных пистолетов и магнетроны для микроволновых печей.Он подходит в качестве нетоксичной альтернативы свинцу в боеприпасах и часто добавляется в нержавеющую сталь для повышения ее прочности. Типичные предшественники на основе вольфрама для катализаторов и реагентов включают метавольфрамат аммония, вольфрамовую кислоту и паравольфрамат аммония для использования в смазке, разделении минералов и deNOx в выбросах химических и энергетических предприятий; Оксид вольфрама — обычная нефтехимическая добавка для уменьшения выбросов и повышения эффективности углеводородного топлива. Карбид вольфрама — чрезвычайно плотный материал, который используется в промышленном оборудовании, режущем инструменте, абразивных материалах, металлокерамике, спортивном оборудовании и некоторых ювелирных изделиях.«Спеченные карбиды» производятся путем объединения карбида вольфрама с никелем, медью или железом с помощью порошковой металлургии или жидкого спекания с целью создания гибкого, высокопрочного материала, который является одним из наиболее универсальных для проектирования и изготовления инструментов и обычно используется в качестве подложек и опора для режущих головок и сверл из синтетического алмаза или нитрида бора. Вольфрамовые электроды, легированные торием, церием или другими оксидами редкоземельных элементов, используются при дуговой сварке вольфрамовым электродом (GTAW), также известной как сварка вольфрамовым инертным газом (TIG) или вольфрамовым инертным газом (WIG).Вольфрам, эффективный отражатель нейтронов, часто используется в ядерных реакторах, коллиметрах, а также для защиты от рентгеновских и гамма-лучей; Первое оборудование для получения изображений включало облучение рентгеновскими лучами вольфрамовой мишени.
Соединения вольфрама используются в передовой оптоэлектронике, термосолнечных элементах и других передовых высоких технологиях. Тонкие пленки оксида вольфрама могут быть использованы как компонент умных окон; Вольфрамат кадмия — это люминофор, используемый в светодиодах.Диселенид вольфрама (WSe 2 ) и дисульфид вольфрама (WS 2 ) принадлежат к группе, известной как дихалькогениды переходных металлов (TMD или TMDC), которые в последние годы привлекли внимание многих из-за их способности образовывать двумерный 1-атомный атом. толстые монослои, похожие на графен, но с большей шириной запрещенной зоны. Диселенид вольфрама был использован для создания полевого транзистора n-типа (FET), демонстрируя потенциал будущих маломощных и высокопроизводительных интегральных схем на основе вольфрама.
Свойства вольфрама
Вольфрам — элемент блока D, группы 6, периода 6. Число электронов в каждой из оболочек вольфрама равно 2, 8, 18, 32, 12, 2, а его электронная конфигурация — [Xe] 4f 14 5d 4 6s 2 . Атом вольфрама имеет радиус 137 об / мин, а его Ван-дер-Ваальсовый радиус составляет 200 об / мин. В элементарной форме, CAS 7440-33-7, вольфрам имеет серовато-белый блестящий вид. Вольфрам имеет самую высокую температуру плавления из всех металлических элементов.Он встречается в минералах шеелит (CaWO 4 ) и вольфрамит [(Fe, Mn) WO 4 ]. Вольфрам был впервые обнаружен Торберном Бергманом в 1781 году и впервые выделен Хуаном Хосе Эльхуяром и Фаусто Эльхуяром в 1783 году. В отношении своей плотности вольфрам получил свое название от шведских слов tung и sten, означающих тяжелый камень.
.Вольфрамовые электроды — Производитель и поставщик вольфрамовых электродов
Характеристики вольфрамового электрода, вольфрама делают его очень подходящим для сварки и других аналогичных материалов для электродов, таких как работа. вольфрамовые электроды, включая электрод из чистого вольфрама, электроды из лантанированного вольфрама, электрод из торированного вольфрама, электрод из иттриевого вольфрама, электроды из циркониевого вольфрама.
| Тип | Марка | Цвет | Химический состав (%) | Размеры (мм) | Площадь | Характеристики | ||
| Редкоземельный | Примеси | Вт | ||||||
| Чистый Вольфрам | HW11 | Зеленый | – | ≤0.05 | остальное | 0,8 ~ 15 | D, E G, S | Нерадиоактивный; подходит для сварки на переменном токе алюминия, магния и их сплавов |
| торированный Вольфрам | HWTh20 | Желтый | 0,9 ~ 1,1 ThO2 | ≤0,05 | остальное | 0.8 ~ 15 | D, E G, S | Отличные характеристики электронной эмиссии и общие характеристики; высокая допустимая нагрузка по току; радиоактивность; подходит для сварки постоянным током углеродистой стали, нержавеющей стали, никелевого и титанового сплавов. |
| HWTh30 | Красный | 1,8 ~ 2,2 ThO2 | ≤0,05 | остальное | 0.8 ~ 15 | |||
| лантан Вольфрам | HWLa10 | Черный | 0,8 ~ 1,2La2O3 | ≤0,05 | остальное | 0,8 ~ 15 | D, E G, S | Нерадиоактивный, с отличной электропроводностью и сварочной способностью; высокая токонесущая способность; минимальная площадь обжига; заменитель торированного вольфрамового электрода; в основном используется при сварке постоянным током. |
| HWLa15 | Золотой Желтый | 1,3 ~ 1,7 La2O3 | ≤0,05 | остальное | 0,8 ~ 15 | |||
| HWLa20 | Синий | 1,8 ~ 2,2 La2O3 | ≤0,05 | остальное | 0.8 ~ 15 | |||
| церий Вольфрам | HWCe10 | Розовый | 0,8 ~ 1,2 CeO2 | ≤0,05 | остальное | 0,8 ~ 15 | D, E G, S | Нерадиоактивен; более легкое зажигание дуги в условиях слабого тока и низкий ток поддержания дуги; подходит для сварки трубопроводов, небольших компонентов и прерывистой сварки. |
| HWCe15 | Оранжевый | 1,3 ~ 1,7 CeO2 | ≤0,05 | остальное | 0,8 ~ 15 | |||
| HWCe20 | Серый | 1,8 ~ 2,2CeO2 | ≤0,05 | остальное | 0,8 ~ 15 | |||
| Иттрий Вольфрам | HWY20 | Небо Синий | 1.8 ~ 2.2Y2O3 | ≤0,05 | остальное | 0,8 ~ 15 | D, E G, S | Нерадиоактивный; длинный и тонкий дуговый луч с высокой степенью сжатия; более глубокая горящая канавка в условиях среднего и высокого тока. |
| Соединение Редкоземельный Вольфрам | HWMX | Голубой | 1.0 ~ 5,0 МОкс | ≤0,05 | остальное | 0,8 ~ 15 | D, E G, S | Электрод из составного редкоземельно-вольфрамового сплава; различные добавки, способствующие улучшению характеристик вольфрамового электрода |