Как самоучке сваривать очень тонкий металл, менее 1 мм, и не прожигать | Ручная дуговая сварка
источник яндекс картинкиДрузья, всех приветствую.
Вы зашли на канал, который создан для всех самоучек, которые осваивают ручную дуговую сварку самостоятельно. Здесь мы делимся полезными советами и рекомендациями, которые помогут вам в освоение этого непростого, но чрезвычайно нужного и интересного процесса-Ручная дуговая сварка.
А сегодня интересная и важная тема, как самоучке сварить очень тонкий металл, менее 1 мм.
здесь 4 фото-полистайтездесь 4 фото-полистайтездесь 4 фото-полистайтездесь 4 фото-полистайтеПришлось поискать в гараже, чтобы найти подходящую металлическую деталь с нужной толщиной-менее 1 мм. И такую деталь я нашел, это оказалась старый корпус зажима массы от моего сварочного инвертора.
Толщина этого корпуса массового зажима составляет всего 0.7 мм.
Совместили эти две половинки корпуса. И сваривать мы будем по траектории вот этого полукруга.
Сваривать я буду электродом Монолит с рутиловым покрытием, его диаметр составляет 3 мм. Сварочный ток примерно будет 55 ампер. Кладём массу на массу, и погнали!
здесь 2 фото-полистайтездесь 2 фото-полистайтеВот и всё, заварили наш массовый корпус, сейчас расскажу секрет сварки такого тонкого металла.
Схематично я нарисовал наш сварочный шов и сам процесс такой сварки. Суть тут такая-зажигаем электрод, за доли секунды формируется сварочная ванна, и здесь необходимо быстро прервать сварку. Но прервать не просто убрать электрод, тогда жидкий сварочный шлак моментально затянет сварочную ванну.
При повторном зажигании сварочной дуге потребуется некоторое время чтобы, сначала растопить шлак, а уже затем дуга станет взаимодействовать с металлом. А этого времени у нас нет-пока дуга растопит шлак, такой тонкий металл может уже прогореть, значит нам нужно, чтобы дуга сразу взаимодействовала с металлом шва.
Поэтому после образования сварочной ванны, мы будем прерывать сварку, но одновременно скидывать шлак чуть назад и в сторону. Схематично на картинке это показано стрелками. Зажгли дугу, ванна сформировалась-скинули шлак. И так точка за точкой. В этом случае дуга при повторном зажигании будет сразу плавить металл шва, и нам не нужно тратить время на расплавление шлака.
Схематично на картинке это показано стрелками. Зажгли дугу, ванна сформировалась-скинули шлак. И так точка за точкой. В этом случае дуга при повторном зажигании будет сразу плавить металл шва, и нам не нужно тратить время на расплавление шлака.
Просто вспомните, если вы когда-нибудь что-то сваривали. Если не отбить шлак со шва, а начинать сварку прямо по шлаку, то потребуется некоторое время на то, чтобы его растопить, а уже затем пойдёт основная сварка.
Но лучше один раз увидеть, давайте посмотрим видео, где я всё подробно всё рассказал и показал, как был сварен этот корпус от массы.
Как варить тонкий металл электродом 2 мм
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.

При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов; - При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
 Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм. Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
 Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
Это позволит избежать смещения элементов конструкции в процессе выполнения работ.- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.
Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
 При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Приемы
Для получения качественного неразъемного соединения используют следующие приемы:
- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
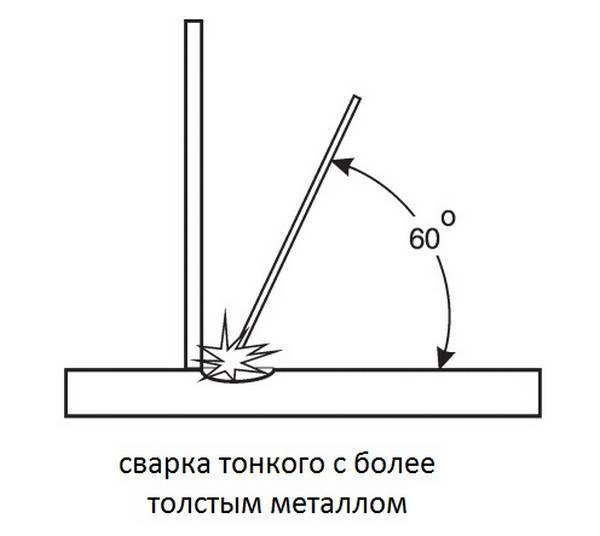
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.
 Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Основные способы соединения
Техника выполнения работ зависит от применяемого сварочного оборудования и расходных материалов. Рассмотрим особенности соединения в зависимости от технологии, за исключением сварки плавящимися электродами, которая была рассмотрена выше.
Неплавящимися графитовыми электродами
Данный способ получил особое распространение при работе с тонкостенными изделиями профессиональными сварщиками. Существует два способа достижения цели:
- Использование присадочной проволоки;
- Метод оплавления с последующим стыкованием.
Второй способ применяется чаще, поскольку оплавление исключает использование дополнительных присадочных материалов, что влияет на себестоимость работ. Суть метода заключается в температурной обработке соединяемых кромок до изменения агрегатного состояния поверхности. При этом создаются условия для соединения материала. Обладая определенными навыками можно создать герметичное соединение без выгорания отдельных участков.
Проволоку используют в качестве наполнителя для различных полостей и пустот. Величина сечения материал изготовления должны соответствовать характеристикам обрабатываемой детали.
Очень тонкий металл
В этой проблемой чаще всего сталкиваются работники станций технического обслуживания, при ремонте элементов кузова автомобилей. Современные производители транспорта используют листы, толщина которых не превышает 0,8 мм. Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Основным способом решения проблемы считают использование накладок из более толстого материала, который играет роль каркаса будущего соединения.
Особенности работы с оцинкованной сталью
При работе с оцинковкой рекомендуем снять защитное покрытие ручным или механическим способом. В противном случае цинк будет выгорать в процессе соединения, что может привести к отравлению работника его парами.
На промышленных предприятиях для подготовки изделия используют направленное пламя, выжигающее цинковый слой.
Ввиду незначительной толщины специалисты рекомендуют применять точечный метод соединения.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Сварочный ток и диаметр электрода. Зависимость и подбор
Недавно мне поступило несколько вопросов от читателей, и все они были про сварочный ток и диаметр электрода. Я решил, что мои ответы будет полезно узнать многим сварщикам-любителям и пишу их для всех. Вопросы перескажу своими словами.
Сварочный ток и диаметр электрода не соответствуют друг другуПРОБЛЕМА. Мой читатель использует электрод 3 мм и ставит ток 50-60 ампер. При этом он экспериментирует с разными расстояниями от электрода до металла, но качественных швов у него никак не получается. Если электрод приблизить к металлу, то электрод прилипает, а если отодвинуть дальше — получаются отдельные капли металла и «сопли». А при попытке варить тонкий металл, да ещё и с большим током, металл прожигается насквозь.
РЕШЕНИЕ. В данной ситуации ошибка заключается в несоответствии установленного сварочного тока используемому диаметру электрода.
Для сварки тонкого металла следует также использовать электрод 2 мм, а лучше 1,6 мм. (Хотя, конечно, лучше бы знать, какой металл мой читатель называет тонким.) Также для сварки тонкого металла сварщикам-любителям будет полезен импульсный режим инвертора, а если такого режима нет, то можно использовать технику выполнения швов с разрывом дуги.
Когда уменьшается сила тока, диамемтр электрода также следует уменьшить
ПРОБЛЕМА. Другой мой читатель купил инвертор с максимальной потребляемой мощностью 3 кВт и бензиновый генератор на 2,8 кВт, и для нормальной работы сварочному инвертору не хватает мощности. Вопрос в том, можно ли что-то сделать кроме того, что купить более мощный генератор или другой сварочный аппарат.
РЕШЕНИЕ. Если мощности генератора не хватает для работы сварочного аппарата, то нужно уменьшить сварочный ток, которым выполняются швы. Но тогда вместе уменьшением тока потребуется использовать электрод меньшего диаметра — иначе он будет прилипать и будет непровар шва. Но при уменьшении диаметра электрода, в зависимости от толщины свариваемого металла, может потребоваться разделка кромок для лучшего провара сварного соединения. К сожалению, в своём вопросе читатель не указал режимы сварки и толщину свариваемого металла, поэтому, без этих цифр более конкретный совет дать невозможно.
Понравилась статья? Тогда нажмите социальные кнопки:
Ещё по теме:
Ошибки при выполнении сварочных швов
Какие электроды лучше для инвертора
Полярность сварочного тока — прямая и обратная
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Как сваривать тонкий металл.
 Какими электродами варят какие металлы или краткое пособие для начинающих сварщиков
Какими электродами варят какие металлы или краткое пособие для начинающих сварщиковСварка тонкого металла дуговой сваркой использует минимум дополнительных приспособлений, так что в итоге все получается достаточно дешево, но при этом надежность может уступать другим способам. В данном процессе нужно учитывать ГОСТ 2246-70. Во время процесса может возникнуть деформация заготовки, так перепады температуры оказывают большое влияние на листы, которые легко поддаются деформации.
Другие также подвергаются таким негативным факторам, но этот является наименее защищенным. Здесь необходимо применение тонких электродов, которые будут иметь соответствующую обмотку и материал, выполняющий требования технологии сваривания того или иного металла. Здесь встречаются как недостатки, так и преимущества работы с тонким материалом.
Недостатки
В качестве недостатков можно выделить такие свойства как:
- Необходимость в использовании дополнительных крепежей, чтобы детали оставались на своем месте во время процесса и не смещались;
- В оборудовании должна иметься тонкая регулировка при работе с низкими параметрами силы тока, чтобы можно было точно подобрать режим;
- Необходимо предельно точное следование заданным режимам, чтобы не испортить детали;
- Количество появления бракованных швов тут статистически выше, чем при работе с толстым металлом;
- Нужно ответственно подходить к выбору защитного покрытия электрода, чтобы увеличить безопасность при сваривании, что уже зависит от того, какие марки металла в данном случае используются;
- Для работы требуется иметь достаточный опыт в этой сфере.
Преимущества
Среди преимуществ можно выделить:
- Относительно высокую скорость проведения процесса сваривания;
- Высокую экономичность, за счет уменьшения количества расходных материалов;
- Гибка и прочие подготовительные процедуры с деформацией проходят быстрее, проще и могут осуществляться в ручном режиме;
- Здесь нужна минимальная , так как практически отсутствует потребность в обработке кромок и созданию углов на поверхности сваривания.
Основные требования
Перед тем как варить тонкий металл дуговой сваркой нужно подобрать электроды. Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, заданных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию насквозь. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям сваривания заданного металла.
Аппарат должен обладать отличными вольтамперными характеристиками и удобной регулировкой параметров. Температура сварки металла должна достигаться постепенно, сначала путем подогрева заготовки, а потом применением электрической дуги, чтобы избежать тепловых деформаций. Поверхность деталей обязательно должна быть зачищена и обезжирена, чтобы не была воздействия кислорода на шов и околошовную область. Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Их может быть достаточно большое количество разновидностей, в зависимости от используемого металла и его толщины. Может даже применяться сварка тонкого металла , если толщина заготовки начинается от 2,5 мм и выше. Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
К дополнительным материалам можно отнести газ и флюс. Флюс используется для улучшения качество сваривания металла. Он применяется не всегда, а только при требованиях технологии. Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1.6 мм, то это может быть и в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Выбор электрода
При выборе важно два параметра – это металл и покрытием, что можно входит в общее понятие марки изделия, и толщина диаметра. При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
Чтобы знать, как дуговой сваркой варить тонкий металл, требуется подобрать правильный . Зачастую он должен совпадать с тем, какая толщина свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0,5 мм. Не стоит использовать и слишком тонкие, к примеру, для металла в 2,5 мм электрод с диаметром 1 мм. Это приведет к тому, что расходный материал будет слишком быстро заканчиваться и шов нужно будет часто прерываться. Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то следует прибегнуть к таблице режимов, что поможет точно определиться с тем, какие параметры лучше подобрать, чтобы был минимальный риск появления брака. Для определенных толщин заготовок все эти параметры уже просчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Технология сварки тонколистового металла электродом
Следующий порядок действий расскажет, как заварить тонкий металл дуговой сваркой:
- Следует провести зачистку заготовки при помощи металлической щетки. Зачистка должна проводиться до появления металлического блеска на поверхности.
- Затем нужно обезжирить места прохождения будущего шва при помощи ацетона, или любого другого растворителя, который сможет нейтрализовать окислительную пленку.
- Выложить флюс на кромки заготовок.
- Если технология сварки металла требует, то желательно произвести подогрев поверхности при помощи газовой горелки. Это же может касаться и электродов, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в сильном ее перепаде.
- Когда все подготовлено, то можно приступать к непосредственному свариванию. Движения должны быть достаточно быстрыми, чтобы слишком длительное нахождение сварочной ванны не привело к прожиганию детали насквозь. Но и слишком спешить не нужно, чтобы металл проварился по всему периметру. Здесь нужно охватить как можно больший периметр, так как из-за небольшой толщины погрузиться сильно вглубь невозможно. Шов должен выглядеть достаточно широкими и равномерным, а также состоять из множества мелких чешуек, следующих одна за другой.
- После окончания работы нужно медленно остудить металл, подогревая его горелкой и постепенно понижая температуру.
Если, когда происходила сварка тонкого металла электродом 2 мм, заготовка прожглась насквозь, то следует прекратить работу, осмотреть шов и решить, можно ли его заварить или нет.»
Меры безопасности
Необходимо соблюдать стандартные меры безопасности. Все работы проводить в специальной защитной одежде, которая убережет от разбрызгивания металла. Также следует использовать специальные инструменты для переноса горячих и раскаленных деталей.
Электроды для сварки существенно облегчили жизнь человека, и создали массу полезных и надежных вещей методом «сваривания швов» между двумя металлическими деталями. На самом деле, электрод имеет предельно простую конструкцию — это проволока в форме стержня со специальным покрытием или без покрытия. На сегодняшний день вы сможете найти более 200 разновидностей электродов, которые различаются не только маркой и изготовителем, но и механическими свойствами шва, допустимым градусом изгиба, возможной степенью вязкости и так далее. Но самые распространенные являются такие особенности:
- Неметаллические.
- Металлические.
Это самое важное дифференцирование и уже из этой особенности выводятся следующие типы. К примеру, неметаллические сварочные стержни могут быть только неплавящимися, так как их изготавливают из графита или угля. В отличие от них, металлические электроды могут быть плавящимися и неплавящимися. Об этом более детально и в скором времени вы сможете определить самостоятельно какими электродами варят какие металлы.
О классификации металлических электродов.
Металлические электроды могут подразделяться на два вида:
- Плавящиеся.
- Неплавящиеся.
Материал для изготовления первого типа металлических электродов — это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь. Главная область применения данных электродов — это защитная газовая сфера, плазменная резка и сварка, которые требуют огромных температур, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют сварочную проволоку трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стрежни покрываются специальным защитным составом, чтобы обезопасить электрод от окисляющего влияния кислорода и обеспечивает более эффективное горение сварочной дуги.
О покрытых и непокрытых электродах.
В наше время покрытые сварочные электроды (рис.1) находятся в большем ассортименте, чем не покрытые. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное множество материалов, но разделяются всего на несколько типов:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
Непокрытые сварочные стержни — это прообраз современных электродов, и его использовали в самом начале развития технологии сварочных приборов. На сегодняшний день, непокрытый электрод имеет область применения в защитной газовой среде.
Особенности покрытых электродов и область их применения.
В современном мире сварки стандартным материалом покрытий электродов является кислое вещество на основе оксидов кремния, железа и марганца. Главная особенность состоит в том, что используя электрод с оксидным покрытием можно создать горячие трещины в металле. Его область применения, по сути, универсальна, так как этот стержень годится для сварки, как при переменном, так и постоянном токе. По ГОСТу классификация этого стержня имеет наименование: марка Э38 и марка Э42.
Следующий тип стержней — это электроды марки Э42, а также Э46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получим превосходный рутиловый стержень для работы с полуспокойной и спокойной сталью. Рутиловый электрод создает более качественные швы и не создает трещин как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы сведете к минимуму потери металла и упростите удаление шлаков после сварки. Похожие по особенностям покрытия являются ильменитовые стержни.
А, к примеру, электроды с основным покрытием производят с помощью нанесения на поверхность стержня фтористых и карбонатных соединений. Главная область применения — это спокойные металлические конструкции, и при этом, особенностями стержней с таким покрытием является высокий уровень пластичности и также ударной вязкости. Кроме того, основной электрод имеет схожее свойство с рутиловыми стержнями: препятствует созданию горячих трещин на швах. По ГОСТу этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний тип покрытых электродов — это стержни с целлюлозным веществом в состав, которого входят натуральные органические составы, среди которых важнейшим является целлюлоза. Главная область применения сварочных стержней с целлюлозным покрытием — это спокойные и полуспокойные стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция будет на «земле», а также и на весу или сверху вниз, что является достоинством данных электродов. По ГОСТу эти стержни можно отыскать под таким наименованием: Э50, Э46, Э42.
Для того, чтобы точно узнать какими электродами варят какие металлы, рекомендуем перед покупкой сварочных стержней детально ознакомиться с инструкцией и описанием на упаковке, потому что стержни для сваривания цветного металла нельзя использовать для сварки чугуна или стали. Для подробной консультации обращайтесь к продавцу.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Режимы и особенности применения
Главной особенностью применения является более высокая скорость сваривания. В отличие от , где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
- Особенности инверторной сварки тонких металлов
- Способы сваривания тонкого металла полуавтоматом
- Сварка тонкого металла внахлест
- Сварное соединение посредством подкладки
Сейчас, наверное, у любого имеется дача либо дом за городом. Потому инвертор в хозяйстве незаменим. Нередко возникает необходимость в том, чтобы варить тонкий металл. Но не все грамотно варят тонкий металл полуавтоматом, поскольку процесс имеет свои особенности. О них и поговорим далее.
Особенности инверторной сварки тонких металлов
Инвертор для сварки сейчас все больше востребован и имеет своих поклонников, потому как удостоен некоторых преимуществ. Своевременно приобретенный полуавтомат придет на выручку в любой ситуации: благодаря ему возможен ремонт забора, ворот либо изготовление различных конструкций из металла. Инвертор есть в продаже в любом магазине, где представлены сварочные аппараты. Домашнему мастеру, не имеющему опыта работы на подобном оборудовании, следует знать, как грамотно его применять или как варить металл инвертором или полуавтоматом, который имеет отличия от других в том, что содержит в своем составе электрический блок. За счет него его вес существенно ниже, а рабочий процесс намного эффективнее.
Полуавтомат имеет еще одну отличительную особенность в том, что он может отлично себя проявлять при малом напряжении. Что является весьма ценным качеством для тех, кто работает на аппарате в частном доме за городом. Самое главное, когда требуется что-либо сварить, не забыть о требованиях личной безопасности.
Непременно следует надевать плотный костюм и перчатки из толстого материала, предохраняющие от обжиганий капающим металлом. Обязательным условием является применение маски для сварщиков либо защитного щитка, поскольку присутствует опасность повреждения глаз ультрафиолетовым излучением. В большинстве случаев бытовые агрегаты для сваривания металла очень слабые, поэтому рекомендовано подбирать электроды до 2,5 мм. Тоньше электроды могут быть. А вот если их брать толще, то навряд ли с ними получится хоть как-то поработать.
Конечно, инвертором варить намного проще, нежели обыкновенным агрегатом. Даже такую операцию, как установка тока, возможно выполнить одним движением по рукоятке, включающей ток. Диапазон его мощности 20-100 А. Мощность тока подбирают, ориентируясь на особенности предстоящих работ и параметры электродов.
Вполне понятно, что чем тоньше сварочный электрод и лист металла, который планируют сваривать, тем значение тока следует задавать ниже и, наоборот, чем толще сварочный электрод и металл, тем величина тока проставляется выше.
Вернуться к оглавлению
Способы сваривания тонкого металла полуавтоматом
Как же соединяют инвертором тонкий металл? Для этого применяют разнообразные способы: встык и внахлест, посредством не удаляющейся прокладки и без таковой.
Вернуться к оглавлению
Сварка тонкого металла внахлест
Первым делом листы укладывают друг на друга. Затем плотно соединяют края верхнего и нижнего листа между собой за счет наложения грузов. Щелей между металлом быть не должно. После чего настраивают такой параметр, как величина сварочного тока. Стальному листу с толщиной в 1 мм соответствует размеры в диапазоне между 30 и 50 А. Если толщина листов имеет отклонения от указанной здесь, то ток или уменьшают, или увеличивают.
Следующий момент — прихватывание металлических листов друг к другу. Его выполняют короткими шовными перемычками по всей площади стыка. Сваривают прерывисто, отнимая электрод и, не медля, прикладывая (что называется «гасить дугу»), причем материал не должен успевать остывать. После этого листы полностью сваривают встык прерывистым шагом. Электрод время от времени помещают в холодную область стыка, что позволит материалу сильно не покоробиться.
Вернуться к оглавлению
Сварное соединение посредством подкладки
Важно учитывать то, что при более коротком непрерывном шве металл коробится меньше. Далее стараются добиться того, чтобы между торцами стали зазор был наиболее минимальный. Лучше, конечно, если его не будет. Для сваривания тонкого металла требуется подкладка, укладываемая под стык. Без нее почти не представляется возможным сварить встык слишком тонкую сталь.
Технология аналогична способу внахлест: устанавливают значение тока, применяя прихваты, и выполняют соединение прерывистыми шагами. Может быть применен такой вариант, как вовлечение стальной не убирающейся подкладки. В этом случае в межстальной стык подкладывают полоску стали по толщине равной этому параметру у листа.
Важно проконтролировать, чтобы прилегание этой полоски к листу было максимально плотным. Тогда подкладка приварится к заготовкам, даже если между ними есть небольшой зазор. Бывают ситуации, когда подкладывание не удаляющейся полоски невозможно осуществить. Тогда под стык подкладывают толстую медную полоску, предотвращающую прожигание листов за счет отведения тепла. Такую полоску после процесса сварки вытаскивают. Когда требуется сваривание двух горизонтально расположенных совмещенных труб, тогда работы начинают с нижней части. И процедура сваривания будет протекать снизу вверх. Подъем кверху выполняют плавно и постепенно, не спеша. В противном случаев шовное соединение окажется непрочным или произойдет прожигание трубы.
В процессе работы следует обращать внимание на качество шва и плавление металла. Когда металл прожигает, следовательно превышен сварочный ток. Тогда его просто уменьшают. При некачественном проплавлении стыка есть вероятность того, что напряжение тока мало и его нужно добавить. Инверторные аппараты для сваривания деталей позволяют при работе на них плавно изменять величину тока.
Именно по этой причине отмечают удобство в их использовании и простоту обращения с ними.
При сварке следует соблюдать предельную аккуратность и выполнять все требования, тогда о какой неуверенности в работе на подобном аппарате может идти речь. А процесс сможет осилить даже малоопытный человек, который до этого в руках не держал ничего подобного. Удачного освоения процесса сваривания!
Электроды для дуговой сварки / Каталог
Универсальный электрод для широкого приенения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления — «КП», «ПС», «СП») и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всехпространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
- Маркировка: Э46 — МонолитРЦ-…-УД / AWS A 5.1:E 6013 / ISO 2560-A-E 42 0 RC 11.
- Кояффициент наплавки — 8,5-9,0 г/А.ч. Расход электродов на 1 кг наплавленного металла 1,7 кг.
- Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
- Электроды малочуствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
- Покрытие: рутил-целлюлозное.
- Аналоги — ESAB: OK 46.00 / Oerlikon: Overcord, Overcord Z / Anyksciu Varis: AV-31.
- Сертификация: УкрСЕПРО; СтБ; ГОСТ Р.
- Химический состав наплавленного металла (%): Mn — 0.40-0.65 / Si — 0.15-0.40 / C — 0.11 / P — 0.035 / S — 0.030.
- Механические свойства шва: — Временное сопротивление ≥450 Н/мм²; — Относительное удлинение ≥22%; — Ударная вязкость ≥78 Дж/см².
- При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40-70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали. Сварку следует производить постоянным током любой полярности или переменным от трансформатора с напряжением холостого хода не менее 50 В.
- Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
- Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
- Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
| АНО-4 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3,10, 20 и др. Электроды АНО-4 обеспечивают получение бездефектного шва при сварке при повышенных режимах. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-6 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-6 обеспечивают высокую стойкость металла шва против образования дефектов при сварке по ржавчине. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-13 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-13 позволяют вести сварку на предельно низких значениях тока, выполнять сварку вертикальных швов способом сверху вниз, эффективны при сварке швов малой протяженности. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-21 | ||
| 2,0; 2,5; 3,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей малой толщины марок Ст3, 10, 20 и др. Могут применяться для сварки водопроводных труб, газопроводов малого давления. Электроды АНО-21 обеспечивают хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) трансформаторов: легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки. |
| АНО-24 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-24 позволяют вести сварку на предельно низких значениях тока, эффективны при сварке швов малой протяженности, при сварке на вертикальной плоскости. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| МР-3 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 60 В; постоянный ток обратной полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. При сварке электродами МР-3 на повышенных режимах в шве возможно образование пор. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| УОНИ-13/45 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 09Г2, 14Г2) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Электроды УОНИ-13/45 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. |
| УОНИ-13/55 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 16ГС, 09Г2С) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе при условиях пониженных температур. Электроды УОНИ-13/55 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. |
| АНО-ТМ/СХ | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности 490–590 МПа (корневые слои) и 490–540 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ/СХ обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ/CХ имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ60 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности более 588 МПа (корневые слои) и 540–650 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ60 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ60 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ70 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из низколегированных сталей с пределом прочности более 685 МПа. Электроды АНО-ТМ70 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ70 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
Сварка тонколистового металла
Проведение сварочных работ требует высокой квалификации и знаний, особенно когда производится сварка тонкого металла. Хотя металл считается тонколистовым при толщине от 5 мм, наибольшие проблемы возникают при работе с изделиями, толщина которых не превышает 2,5 мм. Применяется несколько технологических приемов, позволяющих сваривать тонкостенные изделия…
Проведение сварочных работ требует высокой квалификации и знаний, особенно когда производится сварка тонкого металла. Хотя металл считается тонколистовым при толщине от 5 мм, наибольшие проблемы возникают при работе с изделиями, толщина которых не превышает 2,5 мм. Применяется несколько технологических приемов, позволяющих сваривать тонкостенные изделия сплошным или точечным швом без прожогов и протекания.
Виды сварных соединений и технологии
Существует два основных способа соединения заготовок, с помощью которых осуществляют сварку тонкого металла – внахлест и встык, но при этом имеются несколько технологий выполнения:
- сварка на весу;
- с использованием медной неостающейся подкладки;
- сварка с остающейся подкладкой;
- сваривание с расплавляемой подкладкой.
Если используются автоматические или полуавтоматические сварочные устройства, то применяют методы сварки тонких листов на флюсовой или меднофлюсовой подушке.
Сварка на весу
Этот метод требует предварительной прихватки заготовок, прихватка обеспечивает правильное взаиморасположение свариваемых листов и минимальный зазор по всей длине шва. Длина прихватки зависит от толщины материала, но обычно не превышает 25 мм, оптимальное расстояние между прихваточными швами 250–300 мм. Для выполнения прихватки используются те же электроды, что и для основного шва.
Сварка на весу не требует дополнительных приспособлений, что является преимуществом метода, а из недостатков следует упомянуть затраты времени на подготовительные работы и риск появления непровара.
Неостающаяся подкладка
Сварка тонкого металла данным методом предусматривает использование медной пластины в качестве подкладки под место стыка. Пластина исключает непровар и прожоги, отводя лишнее тепло от сварочной ванны, кроме того, она формирует обратную сторону шва. Процесс может выполняться с зазором между кромками листов и без зазора. Применяются гладкие пластины или пластины с канавкой, в первом случае обратная сторона будет иметь плоскую поверхность, а во втором – сформируется выпуклость. Главное условие выполнения качественного соединения – плотный контакт между подкладкой и заготовками.
Подобная технология применима и при сваривании тонкостенных труб, плотное поджатие обеспечивает специальный прижимной механизм. Несмотря на эффективность этого метода его использование имеет ограниченный характер, так как установить медный элемент перед началом работы и удалить после ее окончания не всегда возможно.
Остающаяся подкладка
Эта технология сварки тонколистового металла имеет определенные недостатки, но, когда невозможно использовать медные пластины, то этот вариант наиболее подходящий. В качестве материала для остающейся подкладки требуется металл с составом близким к составу заготовок. Функция элемента – исключение прожогов и непроваров. Пластину приваривают к одному из соединяемых листов, после чего выполняется основное сварное соединение. Приварка пластины к обеим кромкам недопустима из-за увеличения жесткости соединения и риска появления трещин.
Расплавляемая подкладка
Применение расплавляемого элемента при сварке тонкого металла не только страхует от непроваров и прожогов, но и существенно увеличивает прочность соединительного шва. В качестве расплавляемой подкладки возможно применение проволоки, но при этом необходимо чтобы ее химический состав соответствовал составу свариваемых материалов. Технология выглядит следующим образом – расплавляемый стержень помещают в зазор между кромками заготовок и проваривают, металл подкладки заполняет зазор, формируя шов.
*Чтобы не искать подходящую проволоку, сварщики используют стержни электродов, но предварительно необходимо удалить обмазку.
Нюансы сварочных работ
Для того чтобы сварка тонкого металла не доставляла сложностей, опытные специалисты пользуются различными приемами для качественного выполнения работы. Одной из главных проблем сваривания тонкостенных изделий является образование сквозного проплавления – прожога, бороться с этим явлением можно несколькими способами:
- использованием подкладок;
- сваркой на малых токах с применением электродов со специальным покрытием;
- переключением на обратную полярность;
- соединением заготовок внахлест;
- свариванием с отрывом дуги.
|
Сила тока в амперах |
Толщина металла |
Диаметр электрода |
|
10–20 |
0,5 мм |
1 мм |
|
30–35 |
1 мм |
1,6–2 мм |
|
35–45 |
1,5 мм |
2 мм |
|
45–65 |
2 мм |
2,5 мм |
|
65–100 |
2,5 мм |
3 мм |
Уменьшить риск прожога позволяет установка тонкостенных изделий в вертикальное или наклонное положение, шов формируют сверху вниз, в этом случае минимизируется прогрев металла.
***При работе с оцинкованной листовой сталью, сварочные работы можно проводить только после полного удаления цинкового слоя, необходимо помнить, что пары цинка ядовиты. Поэтому его рекомендуется удалять с помощью абразивных кругов или наждачной бумаги.
Сварка нержавейки
Когда сварка тонкого металла применяется для конструкций из нержавеющего сплава, то возникают дополнительные трудности, связанные со свойствами материала:
- повышенные параметры линейного расширения и литейная усадка, ведущие к деформации металла и появлению трещин;
- сниженный коэффициент теплопроводности, по сравнению с низкоуглеродистыми марками стали в 1,5–2 раза, вследствие чего риск сквозного проплавления выше;
- высокий уровень электрического сопротивления, который приводит к сильному нагреву электрода;
- возможность возникновения межкристаллической коррозии, при неправильном температурном режиме сварки.
Представленные проблемы решаются следующим образом – сварка с уменьшенной силой тока, использование укороченных (не более 35 см) хромоникелевых электродов, охлаждение шва воздушным потоком или даже водой.
Требования, предъявляемые сварным конструкциям, могут различаться, поэтому сварка нержавейки производится несколькими методами, с использованием плавящихся и неплавящихся электродов. При толщине материала более 1,5 мм применяют вольфрамовые электроды с защитой из инертного газа, для тонкостенных труб больше подходят плавящиеся электроды с аналогичной защитой. Тонкий металл до 0,8 мм соединяют импульсной дуговой сваркой, а для более толстых листов используют короткую дугу. Если к месту соединения не предъявляется повышенных требований, то оптимальным вариантом считается сваривание электродами с покрытием определенного состава, например, ОЗЛ-8, ЦЛ-11, НИАТ-1 с изменением полярности.
Оборудование для сварки
Если исключить дорогостоящие автоматические сварочные машины, то наиболее подходящим для сварки тонкого металла будет инверторное устройство, это обусловлено тем, что инвертор позволяет производить точные настройки силы тока, а также дает возможность варить постоянным током обратной полярности. Чтобы получить высокое качетво сварного шва, лучше обращайтесь к профессионалам/ Компания ЗАО «Завод Пиляко» осуществляет все виды сварочных работ, в том числе сварку тонколистового металла. Мы всегда предоставляем нашим клиентам гибкие условия сотрудничества, соблюдая и сроки заказа, и технические требования.
Сварочный электрод: таблица и выбор
Электрод — это металлическая проволока с покрытием.
Изготовлен из материалов, аналогичных по составу свариваемому металлу.
Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта.
ЭлектродыSMAW или стержневые электроды являются расходуемыми, что означает, что они становятся частью сварного шва, в то время как электроды TIG не являются расходуемыми, поскольку они не плавятся и не становятся частью сварного шва, что требует использования сварочного стержня.
Сварочный электрод MIG представляет собой проволоку с непрерывной подачей, называемую проволокой MIG.
Выбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму разбрызгивания.
Электроды необходимо хранить в защищенной от влаги среде и осторожно извлекать из любой упаковки (во избежание повреждений следуйте инструкциям).
Покрытые сварочные электроды
Когда расплавленный металл подвергается воздействию воздуха, он поглощает кислород и азот и становится хрупким или подвергается иным неблагоприятным воздействиям.
Покрытие из шлака необходимо для защиты расплавленного металла шва или его затвердевания от атмосферы. Это покрытие может быть получено из электродного покрытия.
Состав покрытия сварочного электрода определяет его применимость, состав наплавленного металла шва и характеристики электрода.
Состав покрытий сварочных электродов основан на общепринятых принципах металлургии, химии и физики.
Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов другими способами, в том числе:
- Металлическая гладкая поверхность шва с ровными краями
- Минимальное разбрызгивание в зоне сварного шва
- Стабильная сварочная дуга
- Контроль проникновения
- Прочное, прочное покрытие
- Более легкое удаление шлака
- Повышенная производительность наплавки
Электроды для металлической дуги могут быть сгруппированы и классифицированы как электроды без покрытия или с тонким покрытием, а также электроды с экранированной дугой или электроды с толстым покрытием.
Покрытый электрод — это самый популярный присадочный металл, используемый при дуговой сварке.
Состав покрытия электрода определяет пригодность электрода, состав наплавленного металла шва и характеристики электрода.
Тип используемого электрода зависит от конкретных свойств, требуемых для наплавленного сварного шва.
К ним относятся коррозионная стойкость, пластичность, высокая прочность на разрыв, тип свариваемого основного металла, положение сварного шва (плоское, горизонтальное, вертикальное или потолочное), а также требуемый тип тока и полярность.
Популярный сварочный электрод (E6010), используемый для производства общего назначения, строительства, сварки труб и судостроенияКлассификация
Сварочная промышленность приняла серию классификационных номеров Американского общества сварщиков для сварочных электродов.
Система идентификации электродов для стальной дуговой сварки настроена следующим образом:
- E — обозначает электрод для дуговой сварки.
- Первые две (или три) цифры — указывают предел прочности (сопротивление материала силам, пытающимся разорвать его) в тысячах фунтов на квадратный дюйм наплавленного металла.
- Третья (или четвертая) цифра — указывает положение сварного шва. 0 означает, что классификация не используется; 1 — для всех позиций; 2 — только для плоского и горизонтального положения; 3 предназначен только для плоского положения.
- Четвертая (или пятая) цифра — указывает тип покрытия электрода и тип используемого источника питания; переменного или постоянного тока, прямой или обратной полярности.
- Типы покрытия, сварочный ток и положение полярности, обозначенные четвертой (или пятой) идентификационной цифрой классификации электродов, перечислены в таблицах 5-4 ниже.
- Число E6010 — обозначает электрод для дуговой сварки с минимальным пределом прочности на разрыв 60 000 фунтов на квадратный дюйм; используется во всех положениях, требуется постоянный ток обратной полярности.
Типы покрытия, тока и полярности, обозначенные четвертой цифрой в классификационном номере электрода
| Цифра | Покрытие | Сварочный ток |
|---|---|---|
| 0 | * | * |
| 1 | Целлюлоза Калий | переменного тока, постоянного тока, постоянного тока |
| 2 | Титан натрия | переменного тока, постоянного тока |
| 3 | Титания калий | переменного тока, постоянного тока, постоянного тока |
| 4 | Железный порошок Titania | переменного тока, постоянного тока, постоянного тока |
| 5 | Натрий с низким содержанием водорода | DCRP |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока |
| 7 | Железный порошок оксид железа | переменного тока, постоянного тока |
| 8 | Железный порошок с низким содержанием водорода | переменного тока, постоянного тока, постоянного тока |
Когда четвертая (или последняя) цифра равна 0, тип покрытия и ток, которые будут использоваться, определяются третьей цифрой.
Таблица 5-4
Система идентификации сварочного электрода для дуговой сварки нержавеющей стали имеет следующий вид:
- E обозначает электрод для дуговой сварки.
- Первые три цифры указывают на нержавеющую сталь американского производства железа и стали.
- Последние две цифры указывают на текущую позицию и используемую позицию.
- Число E-308-16 в этой системе обозначает тип 308 Института нержавеющей стали; используется во всех позициях; с постоянным током переменной или обратной полярности.
Система классификации электродов для дуговой сварки под флюсом
Система идентификации твердой углеродистой стали без покрытия для дуговой сварки под флюсом выглядит следующим образом:
- Префиксная буква E используется для обозначения электрода. За ним следует буква, обозначающая уровень марганца, т. Е. L для низкого уровня, M для среднего и H для высокого уровня марганца. Далее следует число среднего количества углерода в точках или сотых долях процента. Состав некоторых из этих проволок почти идентичен составу некоторых из проволок, указанных в спецификации для дуговой сварки в газовой среде.
- Электродная проволока, используемая для дуговой сварки под флюсом, указана в спецификации Американского сварочного общества «Электроды из низкоуглеродистой стали и флюсы для дуговой сварки под флюсом». В этой спецификации указан как состав проволоки, так и химический состав наплавленного металла в зависимости от используемого флюса. В спецификации действительно указан состав электродных проводов. Эта информация представлена в таблице 8-1. Когда эти электроды используются с определенными флюсами под флюсом и свариваются с соблюдением надлежащих процедур, наплавленный металл шва будет соответствовать механическим свойствам, требуемым спецификацией.
- В красных присадках, используемых для газовой сварки, используется префикс R, за которым следует буква G, указывающая на то, что стержень используется специально для газовой сварки. За этими буквами следуют две цифры, которые будут 45, 60 или 65. Они обозначают приблизительную прочность на разрыв в 1000 фунтов на квадратный дюйм (6895 кПа).
- В цветных присадочных металлах используется префикс E, R или RB, за которым следует химический символ основных металлов в проволоке. Инициалы для одного или двух элементов будут следовать. Если имеется более одного сплава, содержащего одни и те же элементы, можно добавить букву или цифру суффикса.
- Спецификации Американского общества сварки наиболее широко используются для определения неизолированного сварочного стержня и электродной проволоки. Существуют также военные спецификации, такие как типы MIL-E или -R и федеральные спецификации, обычно тип QQ-R и спецификации AMS. Для определения присадочных металлов следует использовать конкретную спецификацию.
Наиболее важным аспектом проволоки и прутка сплошных сварочных электродов является их состав, указанный в спецификации. В спецификациях указаны пределы состава для различных проводов и требования к механическим свойствам.
Иногда на сплошных медных проводах медь может отслаиваться в механизме подающего ролика и создавать проблемы. Он может забивать вкладыши или контактные наконечники. Желательно легкое медное покрытие. Поверхность электродной проволоки должна быть в достаточной степени очищена от грязи и тянущих веществ. Это можно проверить, используя белую чистящую ткань и протянув через нее кусок проволоки. Слишком большое количество грязи забивает гильзы, снижает ток в наконечнике и может привести к сбоям в сварочных операциях.
Температуру или прочность проволоки можно проверить на испытательной машине.Проволока более высокой прочности будет лучше проходить через пистолеты и кабели. Минимальный предел прочности на разрыв, рекомендованный спецификацией, составляет 140000 фунтов на квадратный дюйм (965 300 кПа).
Сплошная электродная проволока доступна во многих различных упаковках. Они варьируются от крошечных катушек, используемых в горелках для катушек, до катушек среднего размера для дуговой сварки тонкой проволокой в газовой среде. Доступны мотки электродной проволоки, которые можно размещать на барабанах, входящих в состав сварочного оборудования. Также есть огромные катушки весом в несколько сотен фунтов.Электродная проволока также доступна в барабанах или упаковках, где проволока укладывается в круглый контейнер и вытягивается из контейнера с помощью автоматического механизма подачи проволоки.
Покрытия
Покрытия сварочных электродов для сварки мягких и низколегированных сталей могут иметь от 6 до 12 ингредиентов, в том числе:
- Целлюлоза — для обеспечения газовой защиты с восстановителем, в котором распад целлюлозы создает газовую защиту, окружающую дугу
- Карбонаты металлов — для регулирования основности шлака и обеспечения восстановительной атмосферы
- Диоксид титана — для образования высокотекучего, но быстро замерзающего шлака и для ионизации дуги
- Ферромарганец и ферросилиций — для раскисления расплавленного металла сварного шва и увеличения содержания марганца и кремния в наплавленном металле сварного шва.
- Глины и камеди — для обеспечения эластичности при экструзии пластикового покрытия и для придания прочности покрытию
- Фторид кальция — для обеспечения защитного газа для защиты дуги, регулирования основности шлака и обеспечения текучести и растворимости оксидов металлов
- Минеральные силикаты — для образования шлака и придания прочности покрытию электрода
- Легирование металлов, включая никель, молибден и хром — для обеспечения содержания сплава в наплавленном металле сварного шва
- Оксид железа или марганца — для регулирования текучести и свойств шлака, а также для стабилизации дуги.
- Железный порошок — для повышения производительности за счет наплавки дополнительного металла в сварном шве.
Основные типы покрытий сварочных электродов для низкоуглеродистой стали описаны ниже.
- Целлюлоза-натрий (EXX10) : Электроды из целлюлозного материала этого типа в виде древесной муки или переработанные низколегированные электроды содержат до 30 процентов бумаги. Газовая защита содержит углекислый газ и водород, которые являются восстановителями.Эти газы имеют тенденцию вызывать дугу копания, обеспечивающую глубокое проникновение. Наплавленный металл немного шероховат, а уровень разбрызгивания выше, чем у других электродов. Он действительно обеспечивает отличные механические свойства, особенно после старения. Это один из первых типов электродов, который широко используется для прокладки трубопроводов по пересеченной местности с использованием техники сварки под уклон. Обычно он используется с постоянным током с положительным электродом (обратная полярность).
- Целлюлозно-калиевый (EXX11) : Этот электрод очень похож на электрод целлюлозно-натриевый, за исключением того, что используется больше калия, чем натрия.Это обеспечивает ионизацию дуги и делает электрод пригодным для сварки на переменном токе. Действие дуги, проплавление и результаты сварки очень похожи. В электроды E6010 и E6011 можно добавлять небольшое количество порошка железа. Это способствует стабилизации дуги и немного увеличивает скорость наплавки.
- Рутил-натрий (EXX12) : Когда содержание рутила или диоксида титана относительно высокое по сравнению с другими компонентами, электрод будет особенно привлекательным для сварщика.Электроды с этим покрытием имеют тихую дугу, легко контролируемый шлак и низкий уровень разбрызгивания. Наплавленный слой будет иметь гладкую поверхность, а проплавление будет меньше, чем у целлюлозного электрода. Свойства металла сварного шва будут несколько ниже, чем у целлюлозных типов. Этот тип электрода обеспечивает довольно высокую скорость осаждения. Он имеет относительно низкое напряжение дуги и может использоваться с переменным или постоянным током с отрицательным электродом (прямая полярность).
- Рутил-калий (EXX13) : Это покрытие электрода очень похоже на покрытие рутил-натриевого типа, за исключением того, что калий используется для ионизации дуги.Это делает его более подходящим для сварки на переменном токе. Его также можно использовать с постоянным током любой полярности. Он производит очень тихую плавную дугу.
- Порошок рутилового железа (EXXX4) : Это покрытие очень похоже на упомянутые выше покрытия из рутила, за исключением того, что добавлен порошок железа. Если содержание железа составляет от 25 до 40 процентов, электрод EXX14. Если содержание железа составляет 50 процентов или более, электрод EXX24. При более низком процентном содержании порошка железа электрод можно использовать во всех положениях.Более высокий процент бледного железа можно использовать только в плоском положении или для выполнения горизонтальных угловых швов. В обоих случаях скорость осаждения увеличивается в зависимости от количества порошка железа в покрытии.
- Низкое содержание водорода и натрия (EXXX5) : Покрытия, содержащие высокую долю карбоната кальция или фторида кальция, называются электродами с низким содержанием водорода, ферритной извести или электродами основного типа. В этом классе покрытий не используются целлюлоза, глины, асбест и другие минералы, содержащие комбинированную воду.Это необходимо для обеспечения минимально возможного содержания водорода в атмосфере дуги. Эти электродные покрытия спекаются при более высокой температуре. Электроды с низким содержанием водорода обладают превосходными свойствами металла сварного шва. Они обеспечивают самую высокую пластичность среди всех отложений. Эти электроды имеют среднюю дугу со средним или умеренным проваром. У них средняя скорость наплавки, но для достижения наилучших результатов требуются специальные методы сварки. Электроды с низким содержанием водорода должны храниться в контролируемых условиях.Этот тип обычно используется с постоянным током с положительным электродом (обратная полярность).
- Покрытие с низким содержанием водорода и калия (EXXX6) : Этот тип покрытия аналогичен покрытию с низким содержанием водорода и натрия, за исключением замены натрия на калий для обеспечения ионизации дуги. Этот электрод используется с переменным током и может использоваться с постоянным током, с положительным электродом (обратная полярность). Действие дуги более плавное, но проплавление двух электродов одинаково.
- С низким содержанием водорода и калия (EXXX6) : Покрытия в этом классе электродов аналогичны покрытиям с низким содержанием водорода, упомянутым выше.Однако к электроду добавляется железный порошок, и если его содержание превышает 35-40 процентов, электрод классифицируется как EXX18.
- Порошок железа и железа с низким содержанием водорода (EXX28) : Этот электрод аналогичен EXX18, но содержит 50 или более процентов порошка железа в покрытии. Его можно использовать только при сварке в горизонтальном положении или для выполнения горизонтальных угловых швов. Скорость наплавки выше, чем у EXX18. Покрытия с низким содержанием водорода используются для всех электродов из более высоких сплавов.За счет добавления определенных металлов в покрытия эти электроды становятся типами сплавов, в которых буквы суффикса используются для обозначения состава металла сварного шва. Электроды для сварки нержавеющей стали также относятся к низководородному типу.
- Оксид железа-натрий (EXX20) : Покрытия с высоким содержанием оксида железа образуют наплавленный слой с большим количеством шлака. Это может быть сложно контролировать. Этот тип покрытия обеспечивает высокоскоростное напыление и среднее проникновение с низким уровнем разбрызгивания.Полученный сварной шов имеет очень гладкую поверхность. Электрод можно использовать только при сварке в плоском положении и для выполнения горизонтальных угловых швов. Электрод можно использовать с переменным или постоянным током любой полярности.
- Электрод железа-оксид-железо (EXX27) : Электроды этого типа очень похожи на электроды типа оксид-железо-натрий, за исключением того, что он содержит 50% или более железа. Увеличенная мощность железа значительно увеличивает скорость наплавки. Его можно использовать с переменным постоянным током любой полярности.
Существует множество типов покрытий, помимо упомянутых здесь, большинство из которых обычно представляют собой комбинации этих типов, но для специальных применений, таких как наплавка твердым сплавом, сварка чугуна и цветных металлов.
Хранилище
Рисунок 5-32: Печь для сушки электродовЭлектроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание и привести к пористости и трещинам в формировании зоны сварки.Электроды, находящиеся во влажном воздухе более двух или трех часов, следует высушить путем нагревания в подходящей печи (рис. 5-32) в течение двух часов при 500 ° F (260 ° C).
После высыхания их следует хранить во влагонепроницаемой таре. Изгиб электрода может привести к отслаиванию покрытия от сердечника проволоки. Электроды нельзя использовать, если сердцевина провода оголена.
Электроды с суффиксом «R» в классификации AWS имеют более высокую влагостойкость.
Типы электродов
Электроды без покрытия
Сварочные электроды без покрытия изготавливаются из проволоки, необходимой для конкретных применений.
Эти электроды не имеют других покрытий, кроме тех, которые требуются при волочении проволоки. Эти покрытия для волочения проволоки оказывают небольшое стабилизирующее действие на дугу, но в остальном не имеют никакого значения. Электроды без покрытия используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен. Схема переноса металла по дуге неизолированного электрода показана на рисунке 5-29.
Перенос расплавленного металла с помощью неизолированного электродаЭлектроды с легким покрытием
Сварочные электроды с легким покрытием имеют определенный состав.
Легкое покрытие нанесено на поверхность путем мытья, погружения, чистки, распыления, опрокидывания или протирания. Покрытия улучшают характеристики дугового потока. Они перечислены под серией E45 в системе идентификации электродов.
Покрытие обычно выполняет следующие функции:
- Растворяет или восстанавливает примеси, такие как оксиды, сера и фосфор.
- Он изменяет поверхностное натяжение расплавленного металла, так что шарики металла, покидающие конец электрода, становятся меньше и чаще.Это помогает сделать поток расплавленного металла более равномерным.
- Повышает стабильность дуги за счет введения в поток дуги материалов, которые легко ионизируются (т. Е. Превращаются в мелкие частицы с электрическим зарядом).
- Некоторые легкие покрытия могут образовывать шлак. Шлак довольно тонкий и действует не так, как шлак экранированного электрода.
Экранированная дуга или электроды с толстым покрытием
Экранированная дуга или сварочные электроды с толстым покрытием имеют определенный состав, на который нанесено покрытие путем погружения или экструзии.
Электроды выпускаются трех основных типов:
- с целлюлозным покрытием
- с минеральными покрытиями
- те, покрытия которых представляют собой сочетание минерала и целлюлозы
Целлюлозные покрытия состоят из растворимого хлопка или других форм целлюлозы с небольшими количествами калия, натрия или титана и, в некоторых случаях, с добавлением минералов.
Минеральные покрытия состоят из силиката натрия, оксидов металлов, глины и других неорганических веществ или их комбинаций.
Электроды с целлюлозным покрытием защищают расплавленный металл за счет газовой зоны вокруг дуги и зоны сварки.
Электрод с минеральным покрытием образует шлак.
Экранированная дуга или электроды с толстым покрытием используются для сварки сталей, чугуна и твердой наплавки. См. Рисунок 5-31 ниже.
Рисунок 5-31: Действие дуги, достигаемое с помощью экранированного дугового электродаФункции экранированной дуги или электродов с толстым покрытием
Эти сварочные электроды создают защитный газовый экран вокруг дуги.
Это предотвращает загрязнение металла шва кислородом или азотом воздуха.
Кислород легко соединяется с расплавленным металлом, удаляя легирующие элементы и вызывая пористость.
Азот вызывает хрупкость, низкую пластичность, а в некоторых случаях — низкую прочность и плохую коррозионную стойкость.
Они уменьшают содержание примесей, таких как оксиды, сера и фосфор, так что эти примеси не повреждают наплавленный металл.
Они снабжают дугу веществами, повышающими ее стабильность.Это устраняет значительные колебания напряжения, так что дуга может поддерживаться без чрезмерного разбрызгивания.
За счет уменьшения силы притяжения между расплавленным металлом и концом электродов или за счет уменьшения поверхностного натяжения расплавленного металла испаренное и расплавленное покрытие заставляет расплавленный металл на конце электрода распадаться на мелкие мелкие частицы. .
Покрытия содержат силикаты, которые образуют шлак над расплавленным сварным швом и основным металлом.Поскольку шлак затвердевает относительно медленно, он удерживает тепло и позволяет лежащему под ним металлу медленно остывать и затвердевать. Это медленное затвердевание металла исключает улавливание газов внутри сварного шва и позволяет твердым примесям всплывать на поверхность. Медленное охлаждение также оказывает отжигающий эффект на наплавленный металл.
Физические характеристики наплавленного металла изменяются за счет включения легирующих материалов в покрытие электрода. Флюсование шлака также приведет к получению металла шва более высокого качества и позволит выполнять сварку на более высоких скоростях.
Вольфрамовые электроды
Неплавящиеся сварочные электроды для газовой вольфрамо-дуговой сварки (TIG) бывают трех типов: чистый вольфрам, вольфрам, содержащий 1 или 2 процента тория, и вольфрам, содержащий 0,3–0,5 процента циркония.
Вольфрамовые электроды можно идентифицировать по типу окрашенных концевых меток, как показано ниже.
- Зеленый — чистый вольфрам.
- Желтый — 1% тория.
- Красный — 2 процента тория.
- Коричневый — от 0,3 до 0.5 процентов циркония.
Электроды из чистого вольфрама (99,5% вольфрама) обычно используются для менее ответственных сварочных операций, чем вольфрам, который является легированным. Этот тип электрода имеет относительно низкую токонесущую способность и низкую стойкость к загрязнениям.
Торированные вольфрамовые электроды (1 или 2 процента тория) превосходят электроды из чистого вольфрама из-за более высокого выхода электронов, лучшего зажигания дуги и стабильности дуги, высокой допустимой нагрузки по току, более длительного срока службы и большей устойчивости к загрязнениям.
Сварочные электроды из вольфрама, содержащие от 0,3 до 0,5 процента циркония, по своим характеристикам обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама. Однако есть некоторые признаки улучшения характеристик при сварке некоторых типов с использованием переменного тока.
Более точное управление дугой можно получить, если электрод из легированного вольфрамом заземлить до определенной точки (см. Рисунок 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить приемлемую стабильность дуги.Острия вольфрамовых электродов трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги касанием является стандартной практикой. Поддержание формы электрода и уменьшение включений вольфрама в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при пуске от касания.
Рисунок 5-33: Правильный конус электрода в вольфрамовом электродеВылет сварочного электрода за пределы газового стакана определяется типом свариваемого соединения.Например, удлинение за пределы газового стакана на 3,2 мм (1/8 дюйма) может использоваться для стыковых соединений из легкого материала, в то время как удлинение составляет приблизительно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм). может потребоваться на некоторых угловых сварных швах. Вольфрамовый электрод горелки следует слегка наклонить, а присадочный металл следует добавлять осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. В случае загрязнения электрод необходимо снять, переточить и заменить в резаке.
Электроды для дуговой сварки постоянным током
При использовании сварочного электрода определенного типа следует соблюдать рекомендации производителя. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (электрод отрицательный), либо для того и другого. Многие, но не все электроды постоянного тока могут использоваться с переменным током. Постоянный ток является предпочтительным для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали.Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
В большинстве случаев электроды с прямой полярностью обеспечивают меньшее проплавление, чем электроды с обратной полярностью, и по этой причине обеспечивают большую скорость сварки. Хорошее проплавление можно получить от любого типа при правильных условиях сварки и манипулировании дугой.
Электроды для дуговой сварки переменным током
Доступны электроды с покрытием, которые можно использовать как с постоянным, так и с переменным током.Переменный ток более желателен при сварке на ограниченных участках или при использовании больших токов, необходимых для толстых секций, поскольку он снижает возникновение дуги. Дуговая дуга вызывает образование раковин, шлаковых включений и отсутствие плавления в сварном шве.
Переменный ток используется при сварке атомарным водородом и в тех процессах, которые требуют использования двух угольных электродов. Это обеспечивает равномерную скорость сварки и расход электродов. В процессах с угольной дугой, где используется один угольный электрод, рекомендуется прямая полярность постоянного тока, потому что электрод будет потребляться с меньшей скоростью.
Дефекты электродов и их последствия
Если в покрытии электродов присутствуют определенные элементы или оксиды, это повлияет на стабильность дуги. В неизолированных электродах состав и однородность проволоки являются важным фактором для контроля стабильности дуги. Тонкие или толстые покрытия на электродах не полностью устранят последствия дефектной проволоки.
Алюминий или оксид алюминия (даже если он присутствует в 0,01 процента), кремний, диоксид кремния и сульфат железа нестабильны.Оксид железа, оксид марганца, оксид кальция и стабилизируют дугу.
Когда содержание фосфора или серы в электроде превышает 0,04 процента, они ухудшают качество металла сварного шва, поскольку переносятся с электрода на расплавленный металл с очень небольшими потерями. Фосфор вызывает рост зерен, хрупкость и «хладноломкость» (то есть хрупкость при температуре ниже красного каления) в сварном шве. Эти дефекты возрастают по мере увеличения содержания углерода в стали. Сера действует как шлак, нарушает прочность металла сварного шва и вызывает «жаростойкость» (т.е.е., хрупкие при нагревании выше красного каления). Сера особенно опасна для неизолированных электродов из низкоуглеродистой стали с низким содержанием марганца. Марганец способствует образованию прочных сварных швов.
Если термообработка проволочного сердечника электрода неоднородна, электрод будет производить сварные швы хуже, чем сварные швы, полученные с помощью электрода того же состава, который прошел надлежащую термообработку.
Скорость осаждения
Различные типы электродов имеют разную скорость осаждения из-за состава покрытия.Электроды, содержащие железный порошок в покрытии, имеют самые высокие скорости осаждения. В Соединенных Штатах процент содержания железа в покрытии составляет от 10 до 50 процентов. Это основано на соотношении количества порошка железа в покрытии к весу покрытия. Это отображается в формуле:
Эти проценты соответствуют требованиям спецификаций Американского общества сварки (AWS). Европейский метод определения мощности железа основан на весе наплавленного металла сварного шва по сравнению с весом израсходованной проволоки с неизолированным сердечником.Это отображается следующим образом:
Таким образом, если бы вес осаждения был вдвое больше веса сердечника проволоки, это указывало бы на 200-процентную эффективность осаждения, даже несмотря на то, что количество железного порошка в покрытии составляло только половину всего осаждения. Формула 30-процентной мощности железа, используемая в Соединенных Штатах, дает эффективность осаждения от 100 до 110 процентов с использованием европейской формулы. Электрод с 50-процентной мощностью железа, рассчитанный по стандартам Соединенных Штатов, обеспечил бы КПД примерно 150 процентов, используя европейскую формулу.
Неплавящиеся электроды
Типы
Есть два типа неплавких сварочных электродов.
- Угольный электрод — это электрод из незаполненного металла, используемый при дуговой сварке или резке, состоящий из стержня из углеродного графита, который может быть покрыт или не покрыт медью или другими покрытиями.
- Вольфрамовый электрод — это не присадочный металлический электрод, используемый при дуговой сварке или резке и изготовленный в основном из вольфрама.
Угольные электроды
Американское сварочное общество не предоставляет спецификации для углеродных сварочных электродов, но есть военная спецификация, нет.MIL-E-17777C, озаглавленный «Электроды для резки и сварки углеродно-графитового без покрытия и с медным покрытием».
В данной спецификации представлена система классификации, основанная на трех классах: без покрытия, без покрытия и с медным покрытием. Он предоставляет информацию о диаметре, длине и требованиях к допускам по размеру, обеспечению качества, отбору образцов и различным испытаниям. Применения включают сварку угольной дугой, сварку двойной угольной дугой, резку углем, резку и строжку угольной дугой на воздухе.
Электроды стержневые
Электроды для ручной сварки различаются по:
- Размер : стандартные размеры: 1⁄16, 5⁄64, 3⁄32 (наиболее распространенные), 1⁄8, 3⁄16, 7⁄32, 1⁄4 и 5⁄16 дюйма.Проволока с сердечником, используемая с электродами, должна быть уже, чем свариваемые материалы.
- Материал : электроды для стержневой сварки изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащих железа (цветных металлов) и специальных сплавов.)
- Прочность : относится к пределу прочности при растяжении. Каждый сварной шов должен быть прочнее свариваемого металла. Это означает, что материалы электрода также должны быть более прочными.
- Положение при сварке (горизонтальное, плоское и т. Д.): для каждого положения сварки используются разные электроды.
- Смесь порошка железа (до 60% во флюсе): порошок железа во флюсе увеличивает количество расплавленного металла, доступного для сварки (тепло превращает порошок в сталь).
- Обозначение мягкой дуги : для более тонких металлов или металлов, которые не имеют идеального прилегания или зазора. Схема сварочного электрода
Как описано выше, существует много видов электродов. Вот самые популярные электроды для сварки штангой (SMAW):
- E6013 и E6012 : Для тонких металлов и соединений, которые трудно стыковаться.
- E6011 : Подходит для работы на масляных, ржавых или грязных поверхностях. Универсальность в том, что он работает с полярностью постоянного или переменного тока. Создает немного шлака, еще один большой плюс. Обратите внимание, что этот электрод нельзя помещать в электродную печь.
- E6010 : Аналогичен E6011, но работает только с постоянным током (DC). Обратите внимание, что этот электрод нельзя помещать в электродную печь.
- E76018 и E7016 : изготовлены с использованием порошка железа во флюсе.Он создает прочные сварные швы, но имеет лужу, которая может создать некоторые проблемы с контролем для новичков.
Чемодан для использования электродов с низким содержанием водорода
Чемодан для использования электродов с низким содержанием водорода
Обладая универсальностью, простотой использования и способностью уменьшать вредную диффузию водорода в наплавленном шве, электрод с низким содержанием водорода является разумным выбором
Автор: Лиза Байалл, менеджер отдела промышленных товаров Lincoln Electric Co., Кливленд, Огайо.
Перепечатано с разрешения: The Welding Journal
В то время как механизированная сварка рассматривается как будущее для ряда применений, дуговая сварка защищенным металлом (SMAW) в сочетании с электродами с низким содержанием водорода часто может оказаться лучшим выбором. Электроды с низким содержанием водорода — логичный выбор для множества сварочных работ. Ниже мы рассмотрим, что такое электроды с низким содержанием водорода и почему они так хорошо работают.
Покрытие с низким содержанием влаги = контроль водорода
Во время сварки дуга и возникающее в результате тепло выделяют водород из влаги в покрытии, окружающей атмосфере и из веществ на основном материале, среди других источников.Конечно, влага временами — это хорошо — без нее невозможно формование и выдавливание. Но иногда хорошего бывает слишком много. Меньшее количество влаги в покрытии электрода снижает возможность осаждения диффундирующего водорода в металл сварного шва, что может привести к разрушению сварного шва из-за водородного растрескивания, также известного как водородное охрупчивание или холодное растрескивание.
Электроды с низким содержанием водорода, как можно проще определить, — это расходные материалы для SMAW, которые содержат менее 0.Влажность покрытия 6% — по сравнению с влажностью от 4 до 6% в традиционных покрытиях электрода из целлюлозы.
AWS A5.1 / A5.1M: 2012, Технические условия для электродов из углеродистой стали для дуговой сварки экранированного металла, заявляет, что электроды с низким содержанием водорода должны иметь уровень влажности покрытия менее 0,6% при испытании при 1800 ° F, но во многих случаях с низким содержанием водорода. водородные электроды имеют гораздо более низкий уровень влажности. Более низкие уровни влажности соответствуют относительно более низким уровням диффузионного водорода в наплавленном металле сварного шва.
Типичные классификации AWS для электродов SMAW включают EXX15-x, EXX16-x, EXXX18-x и Exx28-x.Уровни диффузионного водорода, измеряемые в максимальных миллилитрах водорода на 100 г наплавленного металла, часто указываются в качестве необязательных дополнительных обозначений в конце классификации AWS для электрода. Например, электрод с низким содержанием водорода может быть испытан в соответствии со спецификацией A5.1 как имеющий размер не более 8 мл / 100 г. Следовательно, электрод будет иметь обозначение H8. Электроды с низким содержанием водорода обычно имеют размер 16 мл / 100 г или меньше, с обычными обозначениями H8 и h5. Пример полной классификации AWS — E7018 h5.
Некоторые электроды с низким содержанием водорода производятся со специальными влагостойкими покрытиями. Эти электроды можно идентифицировать по добавлению буквы «R» к их классификационному номеру. AWS определяет рекомендации по испытанию электродов, имеющих это обозначение. Электроды с низким содержанием водорода, имеющие обозначение «R», обычно демонстрируют увеличенный срок хранения и время выдержки в помещении с воздухом, а также улучшенную стойкость к дефектам сварки, таким как пористость и водородное растрескивание.
Обычно время воздействия комнатного воздуха для электродов с низким содержанием водорода ограничено примерно четырьмя часами, в то время как электроды с обозначением «R» потенциально могут подвергаться воздействию в течение всей рабочей смены, до девяти часов.
Существует предел того, как долго электроды с низким содержанием водорода могут находиться на воздухе помещения, прежде чем покрытия улавливают водород от конденсации и больше не могут считаться «низководородными». Поэтому рекомендуется хранить электроды в герметичном контейнере при повышенной температуре, чтобы предотвратить конденсацию. Стержневая печь (рис. 1) обычно используется для правильного хранения электродов с низким содержанием водорода. Электроды могут даже потребовать повторной обжига в соответствии со строгими правилами, если материал подвергался воздействию окружающей среды в течение длительного времени.
Рис. 1 — Электроды с низким содержанием водорода следует хранить в стержневой печи (от 100 ° до 300 ° F) для выпекания и предотвращения накопления влаги в покрытиях.
Разнообразие приложений
Электроды низководородного класса являются наиболее широко применяемыми для SMAW. Общие области применения включают сварку толстых металлических профилей, жестких соединений и выполнение критических сварных швов в строительстве мостов и зданий, на море и в электроэнергетике. Электроды с низким содержанием водорода также все чаще используются для нетрадиционных применений, чтобы обеспечить дополнительную меру безопасности от дефектов сварки.
Есть много причин, способствующих такому широкому использованию. В частности, дуга с использованием экранированного металла считается самым простым в освоении и применении методом сварки. Для сравнения, полуавтоматическая сварка проволочными электродами требует более обширного обучения и более высоких начальных капиталовложений. Электроды с низким содержанием водорода также обеспечивают плавную дугу с малым разбрызгиванием, что упрощает обучение сварщиков.
Эти универсальные электроды можно использовать для сварки практически всего. Рассмотрите возможность изготовления технологических трубопроводов.Альтернативным выбором может быть механизированная сварка проволочным электродом. Однако, учитывая возможность нестабильной подгонки и ограниченного пространства, механизированная сварка, как правило, не является хорошим вариантом. С другой стороны, ручная дуговая сварка металлическим электродом в защитных оболочках позволяет гибко решать проблемы с повышением и понижением сварного шва трубы и другими проблемами, связанными с плохой подгонкой. Покрытые электроды можно «согнуть», чтобы можно было сваривать трубу в ограниченном пространстве. Часто в этих случаях ручной сварщик может поддерживать уровень производительности, соответствующий механизированным процессам.
Еще одним преимуществом SMAW является его портативность. Покрытый электрод устраняет необходимость во внешнем защитном газе. Когда сварка выполняется на открытом воздухе или в труднодоступных местах, транспортировка, занимаемая площадь и уход, необходимые для баллонов с защитным газом, не имеют значения.
Электрод AWS E7018 — самый популярный из используемых сегодня электродов с низким содержанием водорода. Он имеет определенные характеристики, которые отличают его от других классов. Этот класс покрытых электродов является идеальным выбором для сварки во всех положениях, за исключением швов под уклон.Они обеспечивают плавную, тихую дугу с низким уровнем разбрызгивания и легким удалением шлака, что делает электрод E7018 желательным для использования сварщиками любого уровня подготовки. Они обеспечивают наплавку со средней степенью проплавления, обеспечивая хорошее сплавление с основным металлом. Еще одно преимущество, которое стало возможным благодаря добавлению порошка железа в покрытие, — это относительно высокая скорость осаждения. Высокая скорость наплавки может сделать сварку покрытым электродом рентабельной для более широкого спектра применений. Наконец, в большинстве случаев эти электроды с низким содержанием водорода обеспечивают хорошие возможности зажигания дуги и повторного зажигания.Эти характеристики запуска и повторного зажигания сводят к минимуму начальную и поразительную пористость.
Защита от взлома
Но почему следует выбирать именно электроды с низким содержанием водорода? Ответ прост: избежать растрескивания. Электроды с низким содержанием водорода идеально подходят для использования в устройствах, чувствительных к трещинам, поскольку они снижают риск образования трещин, вызванных водородом.
Это явление возникает, когда повышенный уровень водорода, который естественно растворим или диффундирует в жидком металле, оказывается в затвердевшем, сильно нагруженном сварном материале или в зоне термического влияния (HAZ).Захваченный водород ищет путь выхода и в конечном итоге вызывает пустоты и трещины в подложке, что в конечном итоге приводит к повреждению свариваемого материала. Это особенно верно для высокопрочных сталей, которые более подвержены растрескиванию из-за более высокого содержания углерода.
Сегодня инженеры выбирают стали с более высокой прочностью для большего числа применений. Часто деталь может быть изготовлена из более легкого и тонкого металла, если прочность материала выше. Эти более тонкие материалы обычно имеют более низкие транспортные расходы и меньший объем сварочного металла с меньшим количеством сварочных проходов — и все связанное с этим сокращение затрат на рабочую силу.Кроме того, при правильном использовании стали с более высокой прочностью могут выдерживать нагрузки окружающей среды и силовые нагрузки.
Что наиболее важно, растрескивание сварного шва или HAZ в высокопрочной стали с высоким содержанием углерода в результате захвата водорода является неприемлемым дефектом, который требует строжки сварного шва и повторной сварки, что значительно увеличивает стоимость. Устранение одной переменной, которая может способствовать растрескиванию, путем определения электродов с низким содержанием водорода, может обеспечить запас прочности в некоторых приложениях. Борьба с уровнем диффундирующего водорода в высокопрочных сталях привела к заметному увеличению использования электродов с низким содержанием водорода.
Сварочные нормы и правила признают преимущества низкого содержания водорода
Различные правила сварки определяют использование электродов с низким содержанием водорода. Коды и спецификации могут относиться к контролю за водородом, требуя либо электродов с низким содержанием водорода, либо путем установления конкретных ограничений на диффузионный водород.
AWS D1.1 / D1.1M: 2010, Правила сварки конструкций — сталь, например, включает несколько положений, в которых используются обозначения водорода, такие как H8, и AWS D1.8 / D1.8M: 2009, Правила сварки конструкций — Приложение по сейсмике определяет использование электродов с низким содержанием водорода при использовании процесса SMAW для критических сварных швов.Кроме того, план контроля разрушения AASHTO / AWS D1.5M / D1.5: 2010, Кодекс по мостовой сварке, требует следующих технических характеристик электродов для сварки элементов, критичных к разрушению: h26, H8 или h5 при минимальном заданном пределе текучести 50. тыс. фунтов / кв. дюйм или меньше; и H8 или h5, когда минимальный заданный предел текучести превышает 50 тысяч фунтов на квадратный дюйм.
Другие агентства, такие как вооруженные силы США и Американское бюро судоходства, также установили ограничения на уровни диффузионного водорода. Оба используют пределы 15, 10 и 5 мл / 100 г, а военная спецификация имеет более строгий предел 2 мл / 100 г или ч3 для определенных приложений.
Инженер записи может отменить эти коды, чтобы сделать их более ограничивающими, но не менее. И если применимый кодекс не требует отложения сварных швов с низким содержанием водорода, зарегистрированный инженер может выпустить это требование для обеспечения запаса прочности.
Кодексы и инженеры признают ценность и важность электродов с низким содержанием водорода, поэтому эти расходные материалы являются и останутся популярным выбором.
Электроды для хранения и сушки
Электроды для дуговой сварки экранированного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы.Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или если характеристики дуги стержневого электрода ухудшились, это может быть связано с вашими методами хранения или процедурами повторной сушки.Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для правильной работы стержневые электроды с низким содержанием водорода должны быть сухими. Закрытые герметичные контейнеры Lincoln обеспечивают отличную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут вызвать водородное растрескивание, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену.Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на кв. Дюйм (550 МПа), эта влажность может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она сделана правильно, восстанавливает способность электродов создавать качественные сварные швы.Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны соблюдению указанных требований.
Электродам класса прочности E8018 и более высоких следует давать не более трех одночасовых повторных высыханий в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, так как каждый электрод должен достичь температуры сушки.
Условия повторной сушки — стержневые электроды с низким содержанием водорода
| Температура окончательной сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые контактировали с водой или подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги в течение неопределенного времени при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха на электроды из открытых контейнеров может накапливаться достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки — стержневые электроды без содержания водорода
| Электрод-стержень | Группа электродов | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze — на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill — чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | от 400 до 500 ° F (от 200 до 260 ° C) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Об избыточной влажности свидетельствует шумная дуга или «копающая» дуга, большое количество брызг, плотный шлак или поднутрение. Предварительно просушите необычно влажные электроды в течение 30 — 45 минут при 90 — 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия | От 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
(PDF) Динамическая модель скорости плавления электрода при дуговой сварке металлическим электродом
Людвиг.
30
Считается, что различия между этими
исследованиями происходят из экспериментальных методологий.Для экземпляра
плавные изменения скорости переноса капель могут происходить во время перехода
, если и ток дуги, и скорость подачи проволоки
изменяются для каждого эксперимента с сваркой.
6. Было определено, что удельное сопротивление
не может считаться постоянным во время изменений подводимой энергии.
Были представлены новые результаты, показывающие, что удельное сопротивление на кончике электрода
изменяется в диапазоне 0,8 ± 1
. 4610
23
В · мм.
Это опровергает предположение о постоянном удельном сопротивлении
, сделанное в большинстве предыдущих исследований.
7. Процесс GMAW является умеренно жестким, и его динамика
может быть разделена на медленную и быструю,
, которые соответствуют механическим входам и электрическим входам
соответственно. Было установлено, что доминирующая постоянная времени
процесса составляет примерно 0,2 с для проволоки
диаметром 1,2 мм.
ССЫЛКИ
1.а. lesnewich: Weld. J., 1958, 37, (8), 343 ± 353.
2. г. е. повар: Мет. Констр., 1981, 13, (9), 551 ± 556.
3. м. е. Шепард: «Моделирование саморегулирования при сварке металлической дугой
», докторская диссертация, Университет Вандербильта, Нэшвилл,
Теннесси, 1991.
4. e. Халмой: «Пульсирующая сварочная дуга», Отчет STF16 ± A79021,
SINTEF, Тронхейм, 1979.
5. z. bingul: «Соображения стабильности процесса сварки металлической дугой
», магистерская диссертация, Университет Вандербильта, Нэшвилл,
Теннесси, 1996.
6. z. бингул, г. е. повар, р. j. Барнетт, А. м. Штраус и б. с.
скважины: Учеб. 5-й Int. Конф. по тенденциям исследований в области сварки,
(ред. Дж. М. Витек и др.), 289 ± 294; 1999, Парк материалов, Огайо,
ASM International.
7. г. е. повар: Учеб. 5-й Int. Конф. по тенденциям исследований в области сварки,
(ред. Дж. М. Витек и др.), 1007 ± 1015; 1999, Парк материалов, Огайо,
ASM International.
8. г. ш. Андерсон и Ф. ш. Нейлсон: «Взрывающиеся провода» — 25 ± 35;
1959, Нью-Йорк, Plenum Press.
9. j. час waszink: Proc. Конф. по «Физике дуги и поведению сварочной ванны
«, Лондон, Великобритания, май 1979 г., Институт сварки,
227 ± 239.
10. j. час waszink и g. j. п. м. van den heuvel: Weld. J., 1982,
61, (8), 269 ± 282.
11. e. Халмой: Учеб. Конф. по «Физике дуги и поведению сварочной ванны
», Лондон, Великобритания, май 1979 г., Институт сварки,
49 ± 57.
12. z. bingul: «Динамическое моделирование процесса газовой дуговой сварки
«, докторская диссертация, Университет Вандербильта, Нэшвилл,
Теннесси, 2000.
13. г. я. Ричардсон, стр. ш. Бакналл, и я. смотрит: Сварка. J.,
1994, 73, (2), 32 ± 37.
14. т. п. Куинн, Р. б. мадиган и т. а. Сиверт: Weld. J., 1994,
73, (6), 241 ± 248.
15. j. л. Уилсон и Г. е. Клауссен: Сварка. J., 1956, 35, (1), 1 ± 8.
16. y.-s. Ким и Т. ш. нетерпелив: Proc. 2-й Int. Конф. on Trends in
Welding Research, Гатлинбург, Теннесси, США, май 1989 г., ASM
International, 13 ± 18.
17. y.-с. Ким и Т. ш. нетерпелив: Weld. J., 1993, 72, (6), 269 ± 278.
18. y.-s. Ким и Т. ш. нетерпелив: Weld. J., 1993, 72, (7), 279 ± 287.
19. л. quintino и c. j. allum: Weld. Встретились. Фабр., 1984, 52,85 ±
89.
20. м. amin: Встреча. Констр., 1983, 15, 272 ± 278.
21. м. amin: Встреча. Констр., 1986, 18, 216 ± 221.
22. z. смати: Встреча. Констр., 1986, 18, 38 ± 44.
23. w. Мао и М. ushio: Sci. Technol. Сварка. Присоединение, 1997, 2, (5),
191 ± 198.
24. г. Хуисманн и Х. Хоффмайстер: Sci. Technol. Сварка. Присоединение,
1999, 4, (6), 352 ± 356.
25. d. Розенталь: Сварка. J., 1941, 20, (5), 220 ± 235.
26. d. Розенталь: Пер. ASME, 1946, 68, 849 ± 866.
27. p. Чжу и Дж. j. lowke: Дж. Phys. D, заявл. Phys., 1993, 26, 1073 ±
1079.
28. j. б. Бьоргвинссон: «Адаптивное регулирование напряжения при дуговой сварке газом вольфрамом
«, докторская диссертация, Университет Вандербильта, Нэшвилл, Теннесси,
1992.
29. т. ш. нетерпелив: Proc. 2-й Int. Конф. о тенденциях в области сварки
Research, Гатлинбург, Теннесси, США, май 1989 г., ASM Interna-
tional, 341 ± 345.
30. h. c. Людвиг: Сварщик. J., 1957, 36, (1), 23 ± 26.
a
b
15 Частоты переноса капель на a310 и b300 A
16 Взаимосвязь между частотой капли и током дуги —
Аренда
17 Мощность спектральная плотность одиночного пикселя высокоскоростных видеофильмов
(горизонтальная шкала Гц)
50 Bingul et al.Динамическая модель плавления электрода в GMAW
Наука и технология сварки и соединения 2001 Vol. 6 № 1Наука и технология сварки и соединения 2001 Vol. 6 № 1
Электрод из низкоуглеродистой стали толщиной 1/16 «3/32» 1/8 «5/32» 12 10 8 наименований сварочного стержня
Номер модели: E7018 # 1560- # 0066
Фирменное наименование: МЕДНЫЙ МОСТ
Происхождение: Китай (материк)
Мелкие заказы: Принято
Основные характеристики / Особые характеристики:
Компания по производству металла Dingzhou Jinlong с ограниченной ответственностью является профессиональным заводом сварочных электродов (сварочных стержней), сварочной проволоки, порошковой сварочной смеси и металлических изделий
Мы специализируемся на сварочных электродах
Наша компания зарегистрировала товарный знак медного моста
Особенности:
Тип бизнеса: производитель, торговая компания
Сертификаты: ISO 9001, BV, CE, SONCAP, ICQ, CCS
OEM: принято
Образец: бесплатная поставка
Основной рынок: Нигерия, Кения, Эфиопия, Южная Африка, Санди-Аравия, Филиппины, Испания
Преимущества :
* Высокая эффективность наплавки
* Превосходные технологические свойства сварки
* Отличные рабочие характеристики
* Легкость зажигания дуги и ограничения дуги
* Красивый внешний вид сварного шва
Превосходство других:
* Разумная / выгодная / конкурентоспособная цена
* На -время доставки
* Лучшее качество, отличный сервис
* Профессиональный научно-исследовательский персонал и опытная команда менеджеров
Тип покрытия:
AWS E6013: диоксид титана, калий, тип
AWS E6011: целлюлоза, калий, тип
AWS E7018: тип с низким содержанием водорода
Упаковка:
Сварочные электроды из низкоуглеродистой стали, стандартные: AWS E6013
Размер: 2.5 мм x 300 мм (упаковка: 2,5 кг / внутренние коробки, 8 коробок / коробок = 20 кг)
Размер: 3,2 мм x 350 мм (упаковка: 5,0 кг / внутренние коробки, 4 коробки / коробки = 20 кг)
Размер: 4,0 мм x 400 мм ( упаковка: 5,0 кг / внутренние коробки, 4 коробки / картонные коробки = 20 кг)
Внутренние коробки представляют собой упакованную в термоусадочную пленку картонную коробку, мы можем сделать это на паллете по требованию клиента
1MT / паллета 2.5MT / паллета также мы принимаем OEM-упаковку
Срок поставки: 15-20 дней для одного 20-футового контейнера в кратчайшие сроки
Требования к рентгеновскому контролю: II степень
Любые сторонние товарные знаки или изображения, представленные здесь, предназначены только для справки.Мы не имеем права продавать товары с такими товарными знаками.
Наконечники для вольфрамовых электродов Orion 1,00 мм
Политика возврата Cooksongold В Cookson Gold мы стремимся продавать высококачественные продукты, которые, как мы надеемся, вам понравятся при использовании и работе, но мы также знаем, что по той или иной причине может быть время, когда вам нужно будет вернуть или обменять то, что у вас есть. купил у нас. Первоначально при получении товаров мы рекомендуем внимательно их проверить перед использованием.
Пожалуйста, верните любые продукты в: Отдел возврата, Cookson Precious Metals, 59 — 83 Vittoria Street, Birmingham, B1 3NZ.
Вы можете скачать форму возврата ниже;
Товары до 3 кг стоимостью менее 100 фунтов стерлингов (PDF)
Товары до 10 кг и стоимостью от 101 до 500 фунтов стерлингов (PDF)
Возвращенные товары будут возвращены в кредит, если они были возвращены в их первоначальном состоянии и с заполненной формой возврата. Информацию о специальных заказах, таких как слитки специальной огранки, см. Ниже.
Товары, принятые к возврату, будут оплачены по цене на дату выставления счета.
Мы возместим возврат почтовых отправлений только за товары, которые не требуются, если они были возвращены менее чем за 30 дней. Если используется вариант предоплаты и срок возврата превышает 30 дней, мы вычтем стоимость из вашего возмещения. Если вы возвращаете товар по нашей вине, мы всегда возмещаем почтовые расходы, но просим выбрать способ оплаты.
Если вы запросите возврат, он обычно обрабатывается в течение одной рабочей недели.
Обмен предмета Если вы возвращаете товар в течение 30 дней и хотите обменять, имейте в виду, что за возвращенный товар будет взиматься кредит. После этого будет создан новый заказ на новый продукт. Если вы оплачиваете заказы кредитной или дебетовой картой, мы свяжемся с вами для оплаты. Если вы запрашиваете обмен, поскольку товар был получен с ошибкой, это обычно обрабатывается в течение одной рабочей недели.
Пожалуйста, свяжитесь с нашим офисом продаж по телефону 0345 100 1122, если вам требуется обмен, или вы можете щелкнуть здесь, чтобы отправить электронное письмо в наш офис продаж.
Отмена заказа в течении 30 дней Вы можете отменить заказы, хранящиеся на складе, отправив нам уведомление об отмене в течение 30 дней с даты заказа, для готовых заказов, пожалуйста, свяжитесь с нами. Такое уведомление может быть отправлено по почте, факсу или электронной почте (все контактные данные можно найти внизу этой страницы). Если вы отменяете заказ из-за проблем с товаром, сообщите нам о проблеме во время отмены, позвонив нам по телефону 0345 100 1122.
Позиции специального заказа
С сожалением сообщаем, что некоторые предметы специального заказа, в том числе ограненные слитки, не принимаются к возврату.Пожалуйста, позвоните нам по телефону 0345 100 1122, чтобы обсудить это подробнее.
Товар отправлен неправильно
Если товары были отправлены неправильно, вы можете связаться с нашей службой поддержки клиентов по телефону
0345 100 1122 или по электронной почте [email protected]. Затем мы посоветуем, что нужно предпринять, и постараемся отправить нужный товар в тот же день, когда вы уведомите нас.
Товар неисправен или в нем возникла неисправность В отношении товаров, которые были получены с дефектом / возникла неисправность, в первую очередь, вы можете связаться с нашей службой поддержки клиентов по телефону 0345 100 1122 или по электронной почте [email protected]. Затем мы посоветуем вам, что вам нужно делать дальше. Это будет зависеть от предмета и времени его приобретения, так как может потребоваться возврат к нашему поставщику для тестирования.
Возврат товаров старше 30 дней Если вы хотите вернуть товары, которые были куплены более 30 дней назад, мы все равно можем принять товар, но может взиматься административная плата и применяются исключения, например если слиток был обрезан по каким-либо требованиям. Однако, пожалуйста, позвоните в нашу службу поддержки клиентов по телефону 0345 100 1122 или Бирмингем[email protected]
Реквизиты компании
Адрес:
Cookson Precious Metals Ltd,
59-83 Vittoria Street,
Birmingham,
B1 3NZ
Регистрационный номер компании 2775187 (Англия)
Регистрационный номер плательщика НДС GB662 8580 08
Базовый электрод— обзор
13.2.2.1 Базовый электрод
Базовый электрод обычно представляет собой токопроводящий диск или квадратную пластину, которая создает однородный профиль электрического поля между соплом и коллектором и стабилизирует начальную струю электропрядения на конце сопла. .Влияние использования вспомогательного дискового электрода с различным радиусом также изучалось Yousefzadeh (2010). При электроформовании полимера полиакрилонитрила (ПАН) они обнаружили, что при увеличении размера диска с 2 до 8 см площадь осаждения будет уменьшаться при постоянной скорости подачи 0,5 мл / ч, как описано в Таблице 13.1. Такая конфигурация приводит к уменьшению области изгибной неустойчивости струи. Они обнаружили, что при постоянном низком напряжении увеличение размера диска может привести к отсутствию образования струи из-за недостаточной напряженности электрического поля для преодоления поверхностного натяжения раствора, как это произошло в их эксперименте при 12 кВ для диска диаметром 6 и 8 см.Это приводит к выбору максимального размера диска с учетом величины напряжения на заданном расстоянии электроспиннинга (кВ / см). Это означает, что использование основного электрода может привести к более высокому приложенному напряжению, которое требуется для инициирования электроспиннинга. На СЭМ-изображениях осажденных нановолокон они наблюдали, что морфология гладкой поверхности нановолокон не изменилась, но были небольшие изменения в диаметре нановолокон. Увеличение размера диска влияет на формирование более толстого нановолокна, что может привести к уменьшению траектории струи и увеличению времени прохождения струи, что приводит к немного меньшему вытяжке.Сравнение диаметра нановолокна до и после добавления диска показало, что волокна, сформированные с помощью дискового электрода, были еще меньшего диаметра (Bunyan et al., 2006) и более стабильной струей (Yang et al., 2008). Можно сделать вывод, что более однородное электрическое поле обеспечивает подходящее распределение электрического поля для производства более тонких нановолокон из-за большей скорости изгиба, которая достаточно растягивает нановолокно (Yang et al., 2008).
Таблица 13.1. Сравнение диаметра зоны осаждения нановолокон (см) путем изменения диаметра дисковых электродов при разном напряжении и расстоянии электроспиннинга полимера ПАН
| Расстояние электроспиннинга (см) | 6 | 12 | 18 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Приложенное напряжение (кВ) | 12 | 16 | 20 | 12 | 16 | 20 | 12 | 16 | 20 |
| Диаметр диска 2 см | 4 | 3.5 | 3,2 | 9 | 7 | 5,5 | 11,5 | 11,5 | 9 |
| Диаметр диска 4 см | 2,9 | 2,5 | 2,5 | 5 | 5,5 | 5,5 | 4,5 | 5 | 6,5 |
| Диаметр диска 6 см | 2,3 | 2,4 | 1 | 4 | 3 | 4 | — | 4.5 | 6 |
| Диаметр диска 8 см | 0,5 | 1,1 | 1 | 1,5 | 2 | 2,5 | — | 4,5 | 6 |
Величина выступа наконечника сопла от базового электрода важно с учетом приложенного напряжения. Если наконечник сопла расположен на том же уровне, что и базовый электрод, для инициирования струи требуется более высокое напряжение. Напротив, когда проводящий наконечник фильеры выступает примерно на 1 см от базового электрода, краевое поле на наконечнике сопла может локально превышать среднее поле между базовым электродом и коллектором, и будет инициировано электроспиннинг (Teo et al., 2011). В результате использование основного электрода приводит к подаче более высокого напряжения на сопло для запуска электроспиннинга.
Базовый электрод может иметь форму кольца, цилиндра или конуса вместо пластины и обычно размещается рядом с наконечником сопла. Yousefzadeh (2010) также исследовал эффект использования кольцевого электрода в том же положении вместо диска с той же полярностью и напряжением сопел. Кольцевые электроды могут помочь уменьшить площадь осаждения, но не так сильно, как дисковый электрод.За счет использования кольца прямолинейное сечение струи увеличивается, и начало формирования струи происходит на большем расстоянии от кончика сопла. Предложены кольцевые электроды для управления струей на стадии инициирования. Дисковый электрод предназначен для направления и дальнейшего уменьшения площади наплавки. Buttafoco et al. (2006) использовали кольцо на той же высоте, что и сопло, для ограничения площади осаждения.
Kim et al. (2007) и Kim (2008) протестировали различные конструкции цилиндрических электродов и обнаружили, что они вызывают наиболее стабильную вращающуюся струю.Они использовали эти электроды для направления струи электропрядения на трубчатый коллектор, а также для перемещения коллектора x — y и ограничения места осаждения нановолокон диаметром около 2,5 см. На рис. 13.3 показаны несколько различных базовых электродов.
Рис. 13.3. Различные формы проводящего основного электрода: (A) диск (Yousefzadeh, 2010; Bunyan et al., 2006; Shin et al., 2001), (B) кольцо (Yousefzadeh, 2010; Buttafoco et al., 2006), (C) пластина (Santos et al., 2014; Yang et al., 2008), (D) цилиндрические (Kim, 2006; Lee et al., 2009) и (E, F) электроды конической формы (Kim et al., 2007; Kim, 2008).
В дополнение к контролю распространения волокна желательно управлять направлением пути струи, чтобы нановолокна могли быть направлены в определенные области на целевом коллекторе. Этого можно достичь, управляя электрическими полями, наклоняя дисковый электрод (Bunyan et al., 2006) (рис. 13.4D).
Рис. 13.4. (A) Поперечное электрическое поле для отклонения (Bunyan et al., 2006), (B) контроль (Doshi and Reneker, 1995; Bunyan et al., 2006; Arras et al., 2012) и (C, D) контроль и отклонение траектории движения струи и площади осаждения нановолокон (C: Nurfaizey et al., 2014, D: Bunyan et al., 2006).
Как описано ранее, одним из ценных приложений этих исследований является контроль площади осаждения, особенно для прямого изготовления нановолокна на конечном устройстве. Santos et al. (2014) представили способ прямого изготовления сенсора из нановолокна на небольшой площади, при которой весь сенсор имеет диаметр около 10 мм.В предлагаемой ими схеме сопло вставлено на плоский квадратный электрод со стороной 100 мм с тем же напряжением. Коллекторная конструкция разделена на две части: внутренний круг диаметром 15 мм в центре датчика и металлический квадрат со стороной 200 мм, внутренняя граница которого представляет собой круг диаметром 60 мм, концентричный окружности. Благодаря такой геометрии они могли хорошо сфокусировать область осаждения на желаемом участке.