Как выбрать электроды для ручной электросварки?
Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах.
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун.
Еще широко применяется такая легированная сталь, как нержавейка.
2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову. В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок. Но они никак не влияют на выбор электродов.
А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое;
• Основное;
• Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ.
Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить. Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3. Поэтому в данном случае вам подойдут электроды с
• АНО-4
• АНО-6
• АНО-21
• АНО-36
• МР-3
• ОЗС-12
• ОК46.00
• Монолит
• Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва. Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.

При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием. Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как:
отечественные
• УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48.00
• ОК 53.70
Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока. Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения. Это может быть заметно на одной марке электродов от разных производителей.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока. Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
- Так же на упаковке можно увидеть информацию о свойствах сварочных швов.
К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми. Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Какие электроды выбрать для сварки инвертором
Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы.
Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников.
Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.
Основные типы электродов
Эти материалы принято делить на два основных типа: плавящиеся и неплавящиеся.
Первый вариант используется для большинства видов сварочных работ по соединению различных марок стали и некоторых цветных металлов и сплавов. Их принцип состоит в расплавлении стержня и обмазки вместе с материалом деталей во время сварки, чем и обеспечивается скрепление их между собой.
Неплавящийся тип электрода применяют при работе с аргонодуговым сварочным аппаратом. Основная задача такого стержня — направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа.
В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Подбор электродов нужного диаметра
Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете.
Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.
В среднем максимальная сила тока распространенных сварочных аппаратов инверторного типа находиться в пределах 220-250 Ампер.
Зачем подбирать стержень по диаметру? Главное в сварочном соединении — обеспечить качественный шов. Он зависит от степени проварки (то есть насколько глубоко и широко расплавился металл заготовок).
Малые диаметры расходников не смогут обеспечить достаточное количество расплавленного металла, а слишком толстые могут попросту прожечь заготовку.
Также слишком тонкие стержни не добавят в шов достаточное количество присадок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, структуры крепления.
Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Виды электродов по назначению
Электроды для сварочных работ инвертором выбирают в зависимости от материала, с которым приходится работать. Поэтому производятся расходники со своими назначениями. Какие электроды лучше для инвертора при работе с разными материалами?
- Электроды для сварки стали с углеродистым и нелегированным составом.
- Расходники для сварочных работ по термостойкой стали.
- Для сварки стали с легирующими добавками (подходят для нержавейки).
- Алюминиевые расходники для «крылатого» металла и сплавов с различным составом.
- Для сваривания меди и ее производных.
- Сварочные стержни для сварки по чугуну.
- Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов).
- Электроды предназначенные варить трудносвариваемые и неопределенные марки стали.
Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой.
При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя варить алюминий или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Это не даст положительного результата, а изделие будет испорчено.
Обмазки (покрытия) в свою очередь делятся на несколько классов.
- Основного.
- Рутилового.
- Целлюлозного.
- Кислого.
Разница в использовании их при различных режимах инвертора.
Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример — сварка нержавейки). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла.
Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Сварочные расходные материалы очень чувствительны к влажности. Их продают в герметичных упаковках, после раскрытия, которой они быстро отсыревают (в период 8-24 часов). Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали. Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным. Ржавчина или влага не помешают создать качественный шов.
Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.
Какие электроды выбрать для сварки
Сварочные работы – важные манипуляции, без которых в некоторых ситуациях попросту не обойтись. При подготовке к таким работам больше всего внимания обычно уделяется сварочному аппарату, но роль электродов также очень важна. Зачастую именно они становятся причиной некачественных швов. Чтобы вы могли избежать подобных проблем, я постараюсь подробно описать принцип работы электродов и то, как их правильно подобрать под конкретную задачу.
При подготовке к таким работам больше всего внимания обычно уделяется сварочному аппарату, но роль электродов также очень важна. Зачастую именно они становятся причиной некачественных швов. Чтобы вы могли избежать подобных проблем, я постараюсь подробно описать принцип работы электродов и то, как их правильно подобрать под конкретную задачу.
Принцип действия электродов для сварки
Устройство сварочного электрода не сложное, он содержит в себе сердечник в виде проволоки, который покрыт специальным составом. Принцип действия можно описать в несколько этапов.
- Сначала электрод зажимается одним концом в электродержателе, который, в свою очередь, представляет собой один из контактов сети, идущей от трансформатора.
- Другой контакт электрической цепи устанавливается на самой детали нуждающейся в сварке, либо же на теплопроводящем сварочном столе.
- В момент соприкосновения электрода со свариваемой деталью происходит замыкание цепи. Сварщик при этом должен поддерживать электрод в немного приподнятом от рабочей поверхности положении, чтобы замыкание не было полным. В противном случае электрод залипает, и трансформатор может выйти из строя. Именно поэтому при работе нужно создать условия для образования электрической дуги.
- На продуктивность работы влияет также и материал самого сварочного электрода. От этого параметра будет зависеть прочность шва при эксплуатации.
Электрическая дуга, чаще всего, представляется неприятным явлением, но в процессе сварки помогает плавить металл путем преобразования электрической энергии в тепловую. Оплавленный металл даст возможность заделать трещины или соединить две детали. Электроды имеют защитное покрытие, которое, в зависимости от состава, дает ему определенные дополнительные характеристики. Кроме того, покрытие защищает сварочную ванну от внешнего воздействия и улучшает качество плавления.
Оплавленный металл даст возможность заделать трещины или соединить две детали. Электроды имеют защитное покрытие, которое, в зависимости от состава, дает ему определенные дополнительные характеристики. Кроме того, покрытие защищает сварочную ванну от внешнего воздействия и улучшает качество плавления.
Какие электроды для сварки выбрать
Предлагаю рассмотреть с вами основные характеристики различных видов электродов, посредством чего вы сможете подобрать себе оптимальный вариант.
Отдельно стоит поговорить про такой критерий выбора, как покрытие электродов. Разнообразные покрытия обуславливают различия в свойствах между электродами. Рассмотрим два вида наиболее популярных покрытий:
- Рутиловое покрытие электродов начинает отлично гореть при малом напряжении оборудования. Электроды с этим покрытием создают небольшое количество брызг, а сам шов выходит аккуратным и с небольшими значениями пористости. Данными проводниками вы можете сваривать детали без предварительной очистки от ржавчины. Недостаток таких электродов – довольно большая вероятность образования трещин шва.
- Основное покрытие электродов используется для сварки с целью образования высокопрочных швов с повышенной ударостойкостью. Трещины у таких швов будут появляться реже. Хотя при плохо настроенных параметрах данный шов может иметь пористую структуру. Кроме того, для качественного розжига вам потребуется обеспечить большой уровень напряжения холостого хода сварочного устройства.
Вам могут пригодиться
Помимо покрытия выделяют следующие критерии выбора электродов:
- Род тока.
 Данная характеристика подбирается, исходя из конкретных параметров сварочного оборудования. Электроды, которые предназначаются для постоянного тока, неприменимы к сварочным трансформаторам. Если же вы используете выпрямитель, вам следует выбирать электрод, исходя из имеющейся задачи.
Данная характеристика подбирается, исходя из конкретных параметров сварочного оборудования. Электроды, которые предназначаются для постоянного тока, неприменимы к сварочным трансформаторам. Если же вы используете выпрямитель, вам следует выбирать электрод, исходя из имеющейся задачи. - Диаметр электрода. Этот критерий также требует внимания и его нужно подбирать, исходя из толщины деталей, нуждающихся в сварке, а также из возможностей вашего сварочного устройства. Таблицу соответствия токов и диаметров, как правило, можно найти на упаковке от электродов.
- Назначение электрода. Выбирать в данном случае нужно, беря во внимание материал деталей, нуждающихся в сварке. Зачастую допускается сварка деталей электродами для иных материалов, но при этом вы должны понимать, что характеристики металла шва будут другими, нежели у металла самих деталей. Именно по этой причине для швов, требующих особой надежности, лучше всего подобрать электроды со сходным назначением.
 Данная характеристика подбирается, исходя из конкретных параметров сварочного оборудования. Электроды, которые предназначаются для постоянного тока, неприменимы к сварочным трансформаторам. Если же вы используете выпрямитель, вам следует выбирать электрод, исходя из имеющейся задачи.
Данная характеристика подбирается, исходя из конкретных параметров сварочного оборудования. Электроды, которые предназначаются для постоянного тока, неприменимы к сварочным трансформаторам. Если же вы используете выпрямитель, вам следует выбирать электрод, исходя из имеющейся задачи.- Временное сопротивление. Такой параметр укажет вам на то, при каком усилии разрушится деталь.
- Относительное удлинение. Дает понять, насколько металл будет растянут, перед тем как начать разрушаться.
- Ударная вязкость. Описывает стойкость металла к ударным нагрузкам. В случае, если этот показатель меньше, чем ударная вязкость самих деталей, то при ударах трещина образуется именно в зоне шва.
- Положение электрода при сварке. Указывает на возможные положения электрода во время работы. Некоторые варианты, например, не позволяют проводить сварку сверху вниз.
- Вес упаковки не влияет на эффективность будущих работ, но стоит вашего внимания, исходя из материальных затрат. Цена, чаще всего, указывается за коробку, но фасовка при этом может различаться – от 100 г до нескольких килограмм.
 Цена, чаще всего, указывается за коробку, но фасовка при этом может различаться – от 100 г до нескольких килограмм.
Цена, чаще всего, указывается за коробку, но фасовка при этом может различаться – от 100 г до нескольких килограмм.И напоследок мне следует упомянуть об условиях хранения электродов. Большинство моделей плохо переносит воздействие влаги. Осуществлять сварку влажными электродами на порядок труднее, ведь пока они не высохнут, будут происходить периодические залипания и потери дуги. Из этого следует, что электроды нужно не только хранить в сухости после приобретения, но и обратить внимание на условия хранения в самом магазине. Упаковка должна быть цела, а следы воздействия воды должны полностью отсутствовать. Если же вы не смогли избежать данной неприятности, то можете просушить электроды в духовке.
Подводя итог, можно заметить, что электроды являются не просто мелкими деталями в сварочном процессе, а играют одну из ключевых ролей в качественной сварке. Я советую ответственно отнестись к выбору моделей этих проводников и разобраться в параметрах, влияющих на надежность выполняемых работ. Приобретение оптимального варианта поможет улучшить свойства создаваемых швов и затратить гораздо меньше усилий.
07.12.2020
Подписаться на рассылку
Какие электроды лучше для сварки инвертором? Виды электродов и их назначение
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.
Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.
Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Содержание статьи
- Как выбрать электроды для инверторной сварки
- Диаметр
- Назначение
- Покрытия
- Как качественно выполнить сварку инвертором
- Зарубежные производители
- Какие электроды для инвертора лучше при сварке аппаратом Ресанта
- Как резать металл сварочным инвертором
- Вместо заключения
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
 Марка популярна как у новичков, так и у профессионалов своего дела.
Марка популярна как у новичков, так и у профессионалов своего дела.Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.
Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.
Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.
Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие, если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
Какие выбрать электроды для сварки чугуна: маркировка, правила выбора
Соединив железо и углерод, человек получил особенный материал – чугун. Но без специальных добавок он получается хрупким. Поэтому обязательно выполняется легирование сплава, то есть, к основным компонентам добавляют хром, никель или магний. Элементы придают соединению такие свойства, как:
- легкость;
- прочность;
- устойчивость к коррозии.
Но они не облегчают процесс сварки, в которой нуждаются изделия из сплава. Для выполнения работы требуются специальные электроды по чугуну. Они бывают разных видов, что слегка усложняет выбор. В статье рассматриваются виды и отличия расходных материалов, маркировка электродов по чугуну, а также их выбор.
Особенности материала
Для сплава характерна низкая свариваемость. Поэтому прежде чем приступать к работе, необходимо узнать о некоторых особенностях процесса. Это свойство объясняется тем, что в составе содержится более 2% углерода. Из-за чего выбирают такие сварочные электроды, которые компенсируют отрицательные качества материала.
Причины затруднений в работе легко также бывают следующими:
- образуются не проваренные участки в зоне соединения из-за окисления поверхности;
- место стыка быстро охлаждается и становится твердым;
- процесс сварки такого металла усложняется из-за его жидкотекучей формы. Поэтому удержать сплав в одном месте непросто.
Особенностью сварки чугунный изделий является необходимость поддержания равномерного нагрева и охлаждения деталей. При халатном отношении к требованию на месте соединения могут появиться трещины. Другая проблема при сварке, с которой сталкиваются мастера – пористость шва. Это происходит из-за активного выделения газов во время плавления.
Для чугуна важно подобрать электроды с определённым химическим составом и правильный метод обработки.
Какими электродами можно варить чугун — виды и свойства
Электроды по чугуну различаются по материалу, из которого выполнен стержень. Это может быть следующее:
- проволока, изготовленная либо из легированной стали, либо из углеродистой стали;
- прутки, созданные из чугуна;
- медная проволока.
Все детали, которые произведены из стали, обрабатываются специальным составом, содержащим ферросилиций. Благодаря их использованию получают сварочный шов, который состоит из серого вида.
Этот вид расходного материала чаще всего используется для соединения несложных деталей, на которые в будущем не будет прикладываться серьёзная нагрузка. Материал подходит для применения в домашних условиях. Но прежде чем приступать к сварке, важно ознакомиться с основными нюансами работы, чтобы получить плотный и надёжный шов.
Марка электродов по чугуну СВ-08 и СВ-08А говорит о том, что они изготовлены из стальной проволоки. Существуют и другие виды, каждых из которых обладает индивидуальными качествами. Также выпускаются расходные материалы со стержнем, изготовленным из чугуна. Мастерам также предстоит выбрать один из двух типов изделия, которые отличаются покрытием.
В одном случае покрытие представляет собой смесь углекислого бария и карбоната, а во втором — компоненты графитообразующей группы. Специалисты также используют детали для сварки изделий, изготавливаемые из стержней комбинированного типа. Выбирая, какие использовать, необходимо учитывать их эксплуатационные и геометрические характеристики, а также предусмотреть, каким требованиям должно соответствовать соединённое изделие.
Маркировка и обозначение
Выбрать подходящий расходный материал, можно по наименованию изделий, установленных ГОСТом. Маркировка даст необходимую информацию о составе. Большинство изделий изготавливается из железа, но есть и с другими химическими элементами.
Большинство изделий изготавливается из железа, но есть и с другими химическими элементами.
Достаточно посмотреть на обозначение марки, чтобы расшифровать состав. Например, популярный расходник МНЧ-2, состоит из:
- М-меди;
- Н- никеля;
- Ч- предназначен для чугуна;
- 2-соотношение основных элементов.
Профессионалы и домашние мастера давно используют определённые электроды для сварки чугуна, среди которых следует отметить следующие:
- ОЗЧ-4, который выгоден, потому что позволяет соединять детали в любом положении;
- ОК -92.18, подходящий для горячей сварки;
- ЦЧ-4, относящийся к универсальным электродам.
Расходные материалы также выпускаются зарубежными производителями – UTP и ASPIK. Выбор для конкретного случая зависит от типа сплава и толщины изделия.
Какие выбрать электроды
Главным критерием при покупке является соответствие материала типу свариваемого предмета. Несмотря на наличие универсальных изделий, рекомендуется сваривать электродом, стержень которого выполнен из особого материала.
При выборе также следует присмотреться к наружной обработке, которая бывает основной или кислой. Каждый из видов по-разному реагирует на условия эксплуатации. Если предстоит работа со старым и некачественным изделием из чугуна, то необходимо использовать модели с толстым слоем покрытия.
Для тонкостенных предметов применяются элементы, толщина которых совпадает с толщиной изделий или максимально приближена. Проигнорировав правило, мастер сталкивается с залипанием или плавлением деталей насквозь. Из-за этого пострадает внешний вид изделия.
Насколько успешной, быстрой и результативной окажется работа, определяется правильностью выбора расходных материалов. Поэтому мастерам, которые впервые в жизни собираются соединить детали из этого сплава при помощи сварки рекомендуется использовать проверенные элементы, вроде марок ИНЧ-2, ЦЧ-4. Их толщина составляет от 3 до 6 мм, поэтому шов получится качественным. Из зарубежных марок для этого случая подходит универсальная UTP, обладающая всеми необходимыми свойствами.
Из зарубежных марок для этого случая подходит универсальная UTP, обладающая всеми необходимыми свойствами.
Для серых и высокопрочных чугунов применяются марки ОЗЖН – 1 и ОК- 92.18. Новички могут изучить таблицы с маркировкой, где указывается также, для какого вида сплава предназначается тот или иной вариант, в каком положении его использовать и технологические свойства.
Чем заварить ковкий чугун
На сегодняшний день все марки электродов для сварки чугуна обеспечивают качественное соединение металлических сплавов. Но крайне важно для каждого вида сплава подобрать правильные варианты, потому что они значительно упростят процесс.
Поэтому для ковкого чугунного изделия следует выбирать такие марки электродов, как:
- ОЗЧ-2, для которого не нужен подогрев и допускаются любые положения для работы, кроме полупотолочного;
- МНЧ-2, главное достоинство которого – стойкость к появлению трещин. Сварка выполняется постоянным током обратной полярности.
Какие электроды подходят для серого чугуна
Другой вид сплава — серый также требует использования конкретных марок при сварке. Наплавка материала осуществляется следующими видами – ОЗЧ-2 и ОЗЖН-1. Условия использования практически идентичные описанным выше. За исключением марки ОЗЖН-1, который применяется при больших объёмах работы и применяется при холодном методе.
Способ сваривания металла также следует учитывать, выбирая детали из широкого ассортимента.
Холодная сварка чугуна – нюансы и выбор электродов
Холодная сварка — это один из самых распространённых способов соединения деталей. Она отличается от горячего метода длительной подготовкой. Перед началом сварки требуется зачистка, фрезеровка и сверление изделий. Таким образом добиваются максимальной чистоты и гладкости.
Электроды для холодной сварки чугуна рекомендуется использовать следующие:
- чугунные;
- стальные;
- медные, но содержащие не более 50% железа;
- медные, в состав которых входят 15% никеля.

Если детали соединяются при помощи холодного метода, то следует следить за тем, чтобы они не достигли определённой температуры. Иначе шов в месте соединения получится очень хрупким. К этому методу особенно часто прибегают в бытовых условиях потому что не требуется высокое качество соединения и применение специализированного оборудования.
Наиболее качественный результат можно получить, используя чугунные электроды. В процессе крайне важно придерживаться всех требований и правил безопасности, подобрать правильные материалы, тогда можно будет надеяться на ожидаемый результат. После изучения нюансов работы с ней справится и непрофессионал.
Какие электроды выбрать для сварки инвертором новичку | Ручная дуговая сварка
Приветствую всех подписчиков нашего канала!
Какие электроды выбрать начинающему самоучке в сварке? Мы будем иметь виду электроды для наших бытовых сварочных нужд для дома, дачи, гаража.
Электроды для сварки металлоконструкций бывают 3 типов-электроды с рутиловым покрытием, с рутилово-целлюлозным покрытием, и электроды с основным покрытием.
На верхних фото электроды с рутиловым покрытием марок ано-21, монолит, и мр-3с. Этими электродами можно сваривать любые неответственные конструкции, свариваемая поверхность может быть не идеально чистой. Также можно сваривать тонкие металлы с частым отрывом и повторным поджигом-сварка точками. Для профильной трубы самое то.
Еще несомненным плюсом таких электродов будет возможность их загибать в дугу, и обмазка при этом не будет осыпаться. Это делают если прямым электродом не удобно подобраться к месту сварки.
Но есть и минус в этих электродах.
При сварке такими электродами не всегда хорошо видна сварочная ванна, шлак почти полностью покрывает сварочную ванну, и чтобы нормально контролировать процесс все же требуется более-менее сварочный опыт, иначе могут быть места с непроваренными участками.
На фото вверху электроды с основным покрытием. Это марки ЛБ-52, МТГ, УОНИ 13-55. Они предназначены для сварки ответственных конструкций.Такие электроды используют на серьёзных производствах. Они предназначены для сварки более толстых металлов. Но поверхность под сварку этими электродами нужно готовить особо тщательно,всё должно быть зачищено от пыли и грязи. Варить с частым отрывом не получится, они трудно повторно зажигаются, варить нужно сплошняком.
На фото вверху я варил такими электродами крепления на манипуляторе, чтобы поставить установку на раму грузовика МАЗ. Сварочная ванна при сварке отлично видна, контролировать процесс сварки совсем не трудно, главное подобрать сварочный ток и саму скорость сварки. Но в быту не вижу смысла ими пользоваться, только если нужно варить что-то ответственное и из толстого металла.
Согнуть в дугу такие электроды для сварки в труднодоступных местах не получится, обмазка будет обсыпаться.
На фото вверху электроды с рутило-целлюлозным покрытием марки ESAB OK-46. Это отличные электроды, можно сказать универсальные, можно сваривать тонкие металлы с частым отрывом, а также толстый металл для ответственных конструкций.
Сварочная ванна хорошо видна, процесс сварки контролировать проще чем при сварке рутиловыми электродами. Для дачно-гаражных нужд отлично подойдут новичкам.
Подведём итог нашей статье-для новичка самоучке дома, в гараже и на даче лучше всего взять ок-46 с рутило-целлюлозным покрытием, или электроды с рутиловым покрытием, но ими варить немного посложнее, тут уже требуется хоть небольшой опыт, хотя можно поначалу варить просто точками, держаться будет.
Тренируйтесь, набивайте руку, и сварка у вас будет получаться всё лучше и лучше!
Поделись статьёй с друзьями-нажми на значок чуть ниже справа, статью увидят твои товарищи в одноклассниках или в контакте.
Как выбрать электроды для инверторной сварки
Сварочный электрод — небольшой стержень, сделанный из электропроводных материалов. От данного расходника зависит качество сварочного шва, потому важно правильно его подобрать. Критерии выбора сварочных электродов:
От данного расходника зависит качество сварочного шва, потому важно правильно его подобрать. Критерии выбора сварочных электродов:
- Тип металла, с которым планируется работать.
- Толщина металла.
- Пространственное положение электрода в работе.
Кроме того, по диаметру электрода и типу обмазки рассчитывают, какой сварочный ток необходим для работ. Обычно на каждый 1 мм диаметра электрода подается 30-50 А. Т.е. для электрода диаметром 4 мм необходим ток 120-200 А.
Виды электродов
Правильно подобранный электрод позволяет сократить и количество расходуемого материала, и увеличить качество сварочного шва. Рассмотрим виды электродов, и какие электроды выбрать для сварки.
Покрытие электрода – порошковая смесь, которая позволяет обеспечить стабильное горение дуги и защитить сварной шов от окисления во время остывания, придав шву необходимые характеристики.
Классификация покрытий:
- Рутиловое;
- Кислое;
- Основное;
- Целлюлозное;
- Смешанное.
Рутиловое. Позволяет выполнять сварку как переменным, так и постоянным током. Электроды такого типа могут работать при низком напряжении холостого хода. Особенность: такой электрод можно использовать в различных положениях, кроме шва сверху вниз. Преимуществом покрытия является простой поджиг, малое разбрызгивание, легкое отделение шлака, отличное формирование шва. Недостаток рутилового электрода: образование шлака, который отходит непросто. Поэтому не рекомендуется использовать его в конструкциях, которые подвержены высоким температурам.
Кислое. Подойдет для эксплуатации как на постоянном, так и переменном токе. Можно работать во всех пространственных положениях, кроме вертикальных швов сверху вниз. Преимущество – легкое отделение шлака. Электроды c кислым покрытием не рекомендуют использовать для сталей с повышенным содержанием углерода и серы. Из минусов можно назвать сильное разбрызгивание, также есть вероятность появления горячих трещин.
Из минусов можно назвать сильное разбрызгивание, также есть вероятность появления горячих трещин.
Как правильно выбрать электроды для сварки
Сварочные аппараты используются в металлообрабатывающих, металлургических и производственных процессах. Ниже перечислены типы сварочных аппаратов:
Сварочные аппараты* Дуговые сварочные аппараты: Дуговые сварочные аппараты используются для дуговой сварки. Электрическая дуга используется для ковки и смешивания металлов. Дуговая сварка широко используется для стали, нержавеющей стали и чугуна.
Дуговая сварка* Сварочные аппараты MIG: Сварочные аппараты в среде инертного газа используют процесс газовой дуговой сварки.Эти машины могут производить качественные сварные швы с минимальным разбрызгиванием. Работники автомобильной промышленности в основном используют сварочные аппараты MIG .
Сварка МИГ* Сварочные аппараты MMA / GMA / FCAW: Сварочные аппараты для дуговой сварки под флюсом используют флюс внутри сварочной проволоки для сварки. Эти машины отлично работают даже в ветреную погоду, поскольку в них нет защитного газа. Эти сварочные аппараты в основном используются для алюминия и стали.
* Машины для точечной сварки: Эти машины предлагают наиболее экономичные способы сварки двух компонентов листового металла.Они также используются в ортодонтических клиниках для изменения размеров металлических моляров на зубах.
Точечная сварка * Сварочные аппараты TIG: Эти сварочные аппараты используют процесс газовой дуговой сварки вольфрамом для сварки стали с цветными металлами. Аппараты для сварки TIG требуют много времени для сварки, но являются предпочтительным выбором для сварки таких материалов, как латунь, медь, титан и магний.
Аппараты для сварки TIG требуют много времени для сварки, но являются предпочтительным выбором для сварки таких материалов, как латунь, медь, титан и магний.
Вам понадобится электрод превосходного качества для металлообработки и производства.Выбор правильного электрода может быть сложной задачей. При выборе сварочных электродов важно обращать внимание на три основных правила. :
a) Тип металла: Состав электрода важен для бесшовной сварки. Полное совпадение электрода с металлической заготовкой обеспечит превосходную сварку.
ХИМИЧЕСКИЙ АНАЛИЗ ЭЛЕКТРОДОВ РУКОВОДСТВО ПО ВЫБОРУ ЭЛЕКТРОДОВb) Сварочный ток: Электроды правильно реагируют на определенные типы тока, такие как переменный или постоянный.Некоторые электроды совместимы как с переменным, так и с постоянным током. Для более глубокого проникновения рекомендуются электроды, совместимые с переменным током.
c) Положение при сварке: Положение при сварке важно, поскольку некоторые электроды предназначены для сварки в плоских, горизонтальных, вертикальных и потолочных работах.
Факторы для выбора правого стержневого электрода
В то время как многие компании обратились к процессам сварки проволокой, чтобы ускорить производство и упростить обучение, сварка стержнем по-прежнему занимает видное место в отраслях промышленности — при монтаже металлоконструкций, строительстве трубопроводов, небольших производственных работах и операциях по техническому обслуживанию / ремонту и многих других.
В некоторых случаях стержневые электроды, используемые в процессе, лучше соответствуют механическим и химическим свойствам материалов, используемых в данной области применения. В других ситуациях все зависит от спецификаций процедуры сварки или набора навыков имеющейся рабочей силы. Кроме того, поскольку процесс сварки штучной сваркой очень портативен (не требует внешнего защитного газа), это хороший выбор, когда мобильность является важным фактором.
В основе сварки штангой, как и любого другого процесса сварки, лежит присадочный металл.Доступны стержневые электроды из различных сплавов, водородных обозначений и диаметров. Знание того, какой продукт подходит для данной области применения, является ключом к достижению стабильного качества сварных швов и избежанию простоев на доработку.
ОЦЕНКА ОСНОВНОГО МАТЕРИАЛА
Цель выбора стержневого электрода — определить, какой из них обеспечивает наилучшие свойства для данной области применения. Наплавленный металл шва должен максимально соответствовать свойствам основного материала и иметь примерно одинаковый состав и физические свойства.С этой целью очень важно определить прочностные характеристики и химический состав основного материала, прежде чем делать выбор.
Брюс Моррет обсуждает присадочные металлы, включая трубчатую проволоку, сплошную проволоку и стержневые электроды, представленные на выставке FABTECH 2011 в Чикаго. Он также делится новостями об алюминиевых проводах MAXAL.
В некоторых случаях, особенно при обслуживании / ремонте, основной материал может быть неизвестен. Учтите следующие факторы, чтобы помочь с идентификацией.Во-первых, определите, является ли основной материал магнитным, что указывает на то, что это углеродистая или легированная сталь. Если основной металл немагнитен, то, скорее всего, это марганцевая сталь, аустенитная нержавеющая сталь серии 300 или сплав цветных металлов, например алюминий, латунь, медь или титан.
Затем, если основной материал неизвестен, может быть полезно использовать «сенсорный тест» шлифовальной машины для его идентификации. Больше вспышек в искрах, когда шлифовальная машина касается материала, указывает на более высокое содержание углерода, например, связанное со сталью класса A36.
Наконец, определите, «вгрызается» ли долото в основной металл или отскакивает от него. Долото вгрызается в более мягкий металл, такой как низкоуглеродистую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун. В совокупности эти тесты могут дать хорошее представление об используемом основном материале и помочь упростить выбор стержневого электрода.
Долото вгрызается в более мягкий металл, такой как низкоуглеродистую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун. В совокупности эти тесты могут дать хорошее представление об используемом основном материале и помочь упростить выбор стержневого электрода.
СОГЛАСОВАНИЕ ПРОЧНОСТИ НА РАСТЯЖЕНИЕ
Предотвращение растрескивания или других нарушений сплошности сварного шва имеет решающее значение в любом сварочном процессе и может быть достигнуто путем соответствующего согласования прочности на растяжение основного материала и присадочного металла.Прочность на разрыв стержневого электрода можно определить по первым двум цифрам классификации Американского сварочного общества (AWS), напечатанным сбоку.
Например, число «60» на электроде AWS E6011 указывает на то, что присадочный металл образует сварной шов с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как следствие, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
СВАРНЫЙ ТОК
Некоторые стержневые электроды можно использовать только с источниками питания переменного или постоянного тока, тогда как другие электроды совместимы с обоими.Важно, чтобы стержневой электрод соответствовал доступному источнику питания, чтобы получить наилучшие результаты.
Чтобы определить правильный тип тока для конкретного стержневого электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия, совместимого с данным сварочным током.
Например, стержневой электрод, заканчивающийся на «0», имеет покрытие с высоким содержанием целлюлозы натрия, что делает его совместимым для сварки DCEP (положительный электрод), тогда как электрод, заканчивающийся на «8», имеет покрытие из порошка калия и железа с низким содержанием водорода и может может использоваться для сварки DCEP, DCEN (отрицательный электрод) и сварки на переменном токе. См. Рисунок 1 в качестве дополнительной справочной информации о покрытиях стержневых электродов и сварочных токах.
См. Рисунок 1 в качестве дополнительной справочной информации о покрытиях стержневых электродов и сварочных токах.
Тип тока также влияет на профиль провара сварного шва. Например, DCEP-совместимый продукт, такой как стержневой электрод AWS E6010, обеспечивает глубокое проплавление и создает чрезвычайно плотную дугу. Он также обладает способностью «прокапывать» ржавчину, масло, краску и грязь.
И наоборот, DCEN-совместимый продукт, такой как стержневой электрод AW E6012, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или сварке на более высоких скоростях.Это также хороший выбор для сильноточных угловых сварных швов, выполняемых в горизонтальном положении. Электроды, совместимые с переменным током, такие как AWS E6013, создают мягкую дугу со средним проваром и могут использоваться для сварки чистого нового листового металла.
ТОЛЩИНА И СОСТОЯНИЕ ОСНОВНОГО МЕТАЛЛА
Толщина или тонкость основного материала также будет влиять на процесс выбора стержневого электрода. Штучный электрод с максимальной пластичностью и низким содержанием водорода — особенно хороший выбор для предотвращения растрескивания на более толстых материалах основы.
Например, стержневые электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными свойствами, способными выдерживать остаточное напряжение, которое может накапливаться в сварных швах на толстых участках.
Для тонких материалов важно выбрать стержневой электрод, создающий мягкую дугу. AWS E6013 — хороший выбор для предотвращения прожига или искажения. Штучные электроды меньшего диаметра также являются хорошим вариантом для сварки более тонких материалов, поскольку они обеспечивают неглубокий провар, чтобы предотвратить подобные проблемы.
Помимо выбора стержневого электрода на основе толщины или тонкости материала, важно оценить конструкцию соединения и подгонку. Например, при работе с стыком с плотной посадкой или стыком без фаски, стержневые электроды, обеспечивающие хорошее проникновение — продукт AWS E6010 или E6011 — являются лучшим выбором для обеспечения полного сплавления.
И хотя всегда рекомендуется удалять прокатную окалину, ржавчину, влагу, краску и жир с основного материала перед сваркой — чистые основные материалы помогают предотвратить пористость и увеличить скорость движения — если это невозможно, дуги, созданные AWS E6010 или E6011, прилипают электроды также способны прорезать такие загрязнения.
Штучный электрод, такой как AWS E6012, подходит для сварки материалов с широкими корневыми отверстиями, так как этот продукт создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения швов с разделкой кромок.
ПОЛОЖЕНИЕ СВАРКИ
В идеале все сварные швы можно было бы выполнять в плоском положении сварки; это самый простой способ получить контроль над сварочной ванной и добиться наилучшего качества сварки. Однако, поскольку это нереально, очень важно выбрать стержневой электрод, который может адаптироваться к положению сварного шва.
Чтобы определить, для какой позиции (позиций) подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Эти стержневые электроды с цифрой «1» можно использовать для сварки в плоском, горизонтальном, вертикальном и потолочном положениях. Те, у которых есть «2», могут использоваться только для плоской и горизонтальной сварки.
УЗНАЙТЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И УСЛОВИЯ ОБСЛУЖИВАНИЯ
Перед тем, как выбрать стержневой электрод, убедитесь, что вы оценили условия, в которых сварная деталь будет находиться в течение всего срока службы.Если он будет использоваться в условиях высоких или низких температур или подвергаться повторяющимся ударным нагрузкам, стержневой электрод с низким содержанием водорода и более высокой пластичностью может помочь снизить вероятность растрескивания сварного шва. Кроме того, обязательно проверяйте характеристики сварки при работе с критически важными объектами, такими как изготовление сосудов высокого давления или котлов.
В большинстве случаев эти технические требования к сварке требуют использования специальных типов стержневых электродов, которые могут выдерживать повышенные температуры в течение более длительных периодов времени и / или предотвращать коррозионную стойкость.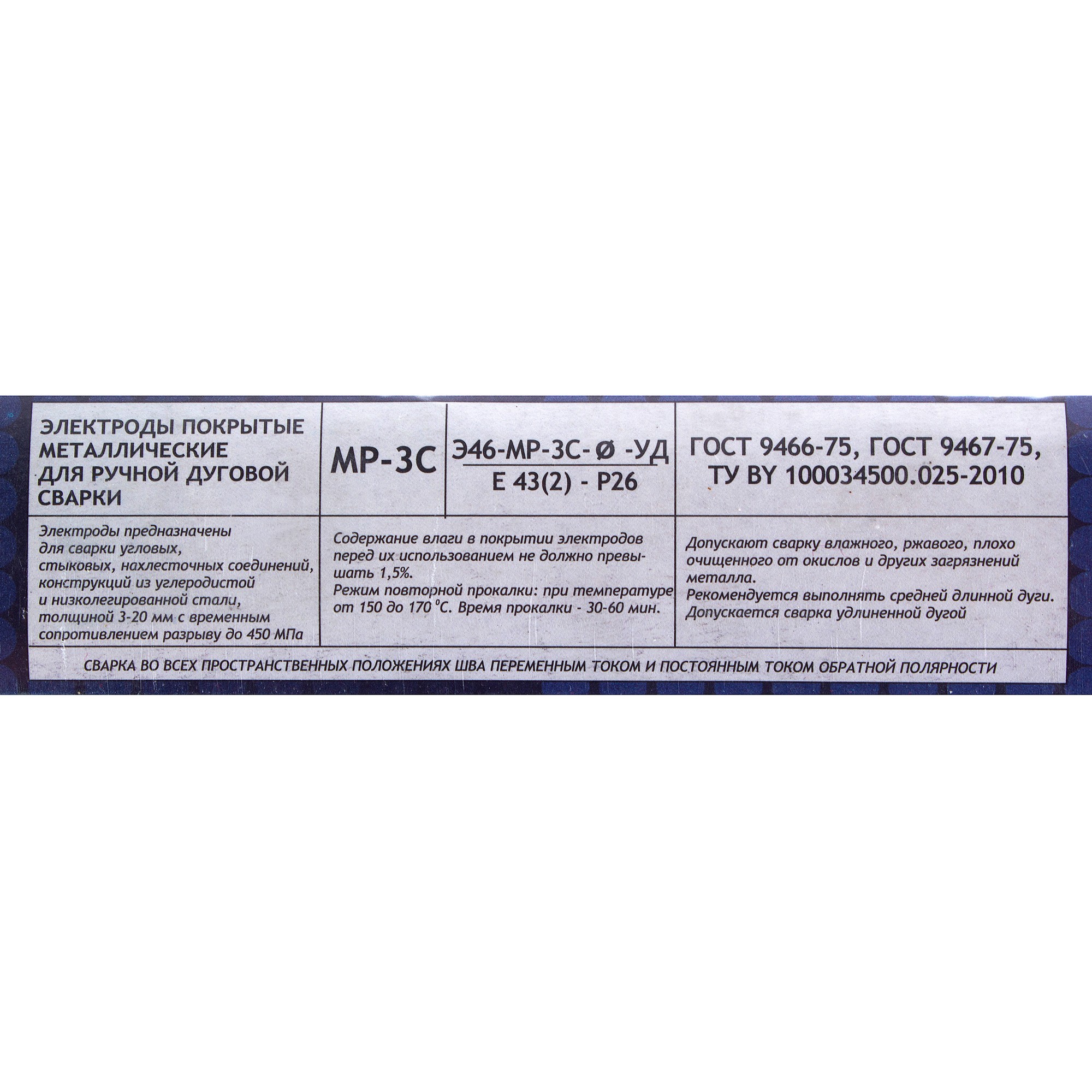
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ О ПРИКЛЮЧАЮЩИХ ЭЛЕКТРОДАХ
Наконечник электродов, используемый в приложении, может существенно повлиять на качество окончательного шва. Вышеупомянутые факторы являются хорошим началом в преодолении трудностей, связанных с выбором правильного стержневого электрода для конкретного применения.
Однако, учитывая широкий спектр доступных стержневых электродов, для одного применения может существовать несколько решений. Для получения дополнительной помощи при выборе стержневого электрода проконсультируйтесь с проверенным поставщиком сварочных материалов или производителем присадочного металла.
5 вещей, которые нужно знать, чтобы выбрать правильный сварочный стержень — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Выбор подходящего сварочного стержня может оказаться головной болью, поскольку универсального электрода для сварки в любых условиях не существует.Мы избавили вас как минимум от нескольких головных болей, создав подробное руководство по выбору сварочных стержней. Как выбрать правильный сварочный стержень?
Чтобы выбрать подходящий сварочный стержень, вам необходимо:
- Определить основной металл (металлы), который вы будете сваривать
- Знать ток и полярность
- Знать предел прочности металлов
- Знать о положениях сварки
- Ознакомьтесь с системой нумерации электродов
В этом руководстве по выбору сварочного стержня вы найдете упрощенное объяснение системы нумерации, которая используется для описания сварочные электроды.Вы также найдете руководство по выбору сварочного стержня, который лучше всего подходит для сварки различных металлов, включая чугун, стальное литье, низкоуглеродистую сталь.
Рекламные ссылки Кроме того, поскольку вы просматриваете информацию о том, как выбрать правильный сварочный стержень, вам следует выделить время, чтобы правильно их хранить. Сделайте себе одолжение и ознакомьтесь с рекомендациями по хранению сварочного стержня здесь.
Вы выполняете сварку на аппарате переменного тока?
Объявления Перед началом сварки очень важно подумать о полярности.Когда вы включаете сварочный аппарат, создается электрическая цепь с отрицательным и положительным полюсами.
Обеспечение правильной полярности — это разница между формированием прочного, однородного сварного шва и формированием плохого сварного шва, характеризующегося отсутствием однородности и чрезмерным разбрызгиванием, согласно Tulsa Welding School .
Сварочные аппараты, работающие на переменном токе (AC), работают с током, который постоянно переключается между отрицательной и положительной полярностью в соответствии с движением синусоидальной волны.Объявления
Сварочные аппараты переменного тока предназначены для начинающих , потому что эти аппараты имеют низкую стоимость.
Существуют также обстоятельства, при которых имеет смысл использовать сварочный аппарат переменного тока, независимо от уровня знаний оператора.
Сварочные аппараты переменного тока часто используются в:
Какие виды сварочных стержней работают с переменным током?
Объявления Выбор сварочного электрода будет зависеть от того, собираетесь ли вы использовать переменный ток .Есть электроды, которые можно использовать как с постоянным, так и с переменным током. Однако электроды , 6010 можно использовать только с постоянным током.
При использовании переменного тока, один электрод, вы можете использовать — электрод 6011. Этот тип сварочного прутка создает дугу, способную прорезать корродированные или нечистые металлы, что делает его популярным среди тех, кто выполняет работы по техническому обслуживанию / ремонту.
Вы свариваете с помощью аппарата постоянного тока?
Сварочные аппараты постоянного тока (DC) работают с током, имеющим одинаковую полярность на протяжении всего процесса. Результатом сварки постоянным током является более стабильная дуга, характеризующаяся меньшим разбрызгиванием вдоль сварного шва. Конечный продукт намного более гладкий.
Рекламные ссылки Некоторые даже говорят, что научиться сварке постоянным током легче, хотя начинающие сварщики обычно используют переменный ток из-за стоимости оборудования.
Какие виды сварочных стержней подходят для аппаратов постоянного тока?
Электроды 6010 совместимы исключительно с постоянным током. Часто можно найти электроды, совместимые с постоянным током, просто выполнив поиск в Интернете по запросу «Сварочные стержни постоянного тока», поскольку электроды часто продаются таким образом.
Обратите внимание на материал покрытия сварочного стержня. Если электрод изготовлен из натриевой целлюлозы, то его можно использовать только с DCEP (постоянный ток, положительная полярность), как видно из этого руководства Miller Electric.
Рекламные объявления Между тем вы можете использовать электроды с покрытиями, состоящими из диоксида титана , калия или порошка железа из диоксида титана с переменным током и постоянным током любой полярности. Я подробно расскажу о выборе сварочных стержней для конкретных целей в следующих разделах этой статьи.
Сварочный стержень какого размера мне следует использовать?
Обычно толщина сварочного стержня должна соответствовать толщине металла, с которым вы работаете, в соответствии с рекомендациями Summit College.
Вы можете найти измеритель толщины металла брелка, такой как этот, сделанный YESWELDER (последнюю цену можно узнать на Amazon здесь), который поможет определить толщину металла, с которым вы планируете работать.
Сила тока, которую может безопасно выдержать сварочный стержень, зависит от его диаметра.
Вы можете найти в Интернете таблицы размеров сварочных стержней, которые показывают взаимосвязь между диаметром сварочного стержня и силой тока, включая тот, который произведен Firepower.
Из таблицы видно, что сварочные стержни имеют размер от 5/64 дюйма в диаметре до 5/32 дюйма в диаметре.
В таблице также показана соответствующая рекомендуемая толщина листа основного металла, который вы будете сваривать.
Рекламные объявления Помните, что это всего лишь пример диаграммы от одной компании, чтобы показать вам взаимосвязь между диаметром сварочного стержня и требуемой силой тока.
В этой таблице, составленной компанией Island Supply Welding, можно заметить, что существуют сварочные стержни диаметром от 1/16 дюйма до 5/16 дюйма. Их диаграмма выглядит примерно так:
| ДИАМЕТР ЭЛЕКТРОДА (ТОЛЩИНА) | ДИАПАЗОН АМП | ПЛАСТИНА |
| ДО 3/16 ″ | ||
| 3/32 ″ | 40–125 | ДО 1/4 ″ |
| 1/8 | 90 185248 75–185БОЛЬШЕ 1/8 ″ | |
| 5/32 ″ | 105 — 250 | ВЫШЕ 1/4 ″ |
| 3/16 ″ — 305 | ВЫШЕ 3/8 ″ | |
| 1/4 ″ | 210 — 430 | ВЫШЕ 3/8 ″ |
4 5 4 5 275–450 9000 6 | БОЛЕЕ 1/2 ″ |
Диапазоны силы тока во второй таблице аналогичны диапазонам в первой.Общая тенденция такова: электроды с малым диаметром будут способны выдерживать только небольшой ток (силу тока).
Это еще не все, когда дело доходит до выбора электродов. Я рассмотрю еще несколько факторов, которые необходимо учитывать.
Что означают номера сварочных стержней?
Американское сварочное общество (AWS) разработало систему нумерации сварочных стержней для классификации сварочных стержней и упрощения выбора электрода для катания.
Когда вы покупаете сварочные электроды, вы заметите четырехзначное или пятизначное число, за которым следует буква, например:
E6013
- E означает «электрод для дуговой сварки»
- Первые две цифры “ 60 ”показывают, что сварочный стержень имеет предел прочности на растяжение 60 000 фунтов на квадратный дюйм.
- Следующая цифра указывает на положение сварки,« 1 »- на сварочный стержень во всех положениях
- Последняя цифра означает материал покрытия, цифра «3», состоит из калия с высоким содержанием диоксида титана
Как выбрать электрод?
Существует множество факторов, влияющих на то, какой электрод лучше всего подходит для работы.
Выбор электрода для сварки зависит от:
- Предел прочности на разрыв
- Пластичность
- Коррозионная стойкость
- Основной металл (сталь, алюминий и т. Д.)
- Ток и полярность
- Положение сварного шва
Растяжение Прочность
Прочность на растяжение относится к максимальной величине напряжения, которое может испытывать материал при растяжении или растяжении до разрушения или разрушения, как это определено колледжем Санта-Роса.
Часто измеряется в фунтах на квадратный дюйм (psi).
Минимальный предел прочности электрода на растяжение должен соответствовать минимальному пределу прочности на растяжение основного металла, чтобы избежать разрывов сварных швов, таких как растрескивание.
В большинстве случаев используются сварочные электроды серии 6000 или 7000. Например, E6011 имеет предел прочности на разрыв 60 000 фунтов на квадратный дюйм. Сварочный пруток серии E60 соответствует прочности на разрыв низкоуглеродистой стали согласно Miller Welds.
Например, E6011 имеет предел прочности на разрыв 60 000 фунтов на квадратный дюйм. Сварочный пруток серии E60 соответствует прочности на разрыв низкоуглеродистой стали согласно Miller Welds.
Объявления Позиция сварки
Вы также должны учитывать позицию сварки при выборе используемого электрода. Положение при сварке относится к направлению, в котором сварочный валик выкладывает бурильщик.
Чаще всего используются сварочные стержни для всех положений . Есть 4 основных положения сварки.
- Плоский
- Горизонтальный
- Вертикальный
- Верхний
Большинство продаваемых сварочных стержней представляют собой электроды во всех положениях, но все равно стоит смотреть на 4- или 5-значное число на электроде, когда вы работаете с оборудование, которое вы не покупали.
Материал покрытия
Существует 8 различных типов покрытий, используемых на сварочных стержнях, которые включены в систему классификации Американского общества сварки (AWS).
Базу на этом я коснулся чуть раньше. Материал покрытия будет определять, какой тип тока, AC, DC + или DC-, который вы будете использовать. В качестве примера, покрытия с высоким содержанием диоксида титана-натрия и с высоким содержанием диоксида титана-калия совместимы с переменным током, но если вы используете DC- (постоянный ток, отрицательная полярность), вам потребуется использовать натрий-диоксид титана с высоким содержанием диоксида титана.
Натрий с высоким содержанием целлюлозы
Сварочные прутки с высоким содержанием целлюлозы и натрием можно использовать только с постоянным током + ток. Он разработан специально для укладки корневого валика на внутреннюю часть трубы (см. Электрический столб Lincoln здесь).
E6010 дает самую проникающую дугу среди всех электродов и эффективен при сварке через масло, грязь, ржавчину и краску.
Сварочные прутки с высоким содержанием целлюлозы и калия
Сварочные прутки с высоким содержанием целлюлозы и калия совместимы со всеми типами тока. E6011 — популярный выбор среди тех, кто работает со старым металлом, который также может быть ржавым и грязным. Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для выполнения работ по техническому обслуживанию и ремонту.
E6011 — популярный выбор среди тех, кто работает со старым металлом, который также может быть ржавым и грязным. Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для выполнения работ по техническому обслуживанию и ремонту.
Сварочные прутки с высоким содержанием диоксида титана и калия
Сварочные прутки с высоким содержанием диоксида титана и калия создают дуги, которые легче и мягче, чем сварочные прутки с высоким содержанием целлюлозы, натрия и калия. В результате они подходят для использования с тонкими материалами, такими как чистый новый листовой металл .Они также будут производить меньше брызг, чем другие электроды.
Низкое содержание водорода
Сварочные стержни с низким содержанием водорода классифицируются AWS как электроды с последней цифрой 5,6 или 8. Электроды с низким содержанием водорода имеют высокую производительность наплавки в соответствии с журналом Производство и металлообработка .
Причина, по которой вам нужны электроды с низким содержанием водорода, заключается в том, что они содержат меньше влаги в покрытии электрода. Они являются основным выбором в проектах, требующих дополнительных мер безопасности от дефектов сварных швов, и чаще всего используются при дуговой сварке защитного металла (SMAW).
Электрод E7018 настоятельно рекомендуется Miller Welds для оборудования, которое будет часто использоваться при экстремальных температурах и в условиях ударных нагрузок.
Рекламные объявления Электрод E6016, состоящий из покрытия с низким содержанием водорода и калия, рекомендуется, если вы работаете с углеродистой сталью (см. Статью Университета Пердью здесь).
Какой пруток легче всего сваривать?
Если вы только начинаете заниматься дуговой сваркой или хотите научить кого-нибудь дуговой сварке, ищите электрод, который не производит слишком много брызг и совместим как с постоянным, так и с переменным током.
Сварочный пруток E6013 рекомендуется как самый простой в сварке по ряду причин.
Электрод E6013:
- Имеет предел прочности на разрыв 60000 фунтов на кв. Дюйм: , что делает его хорошо подходящим для использования с мягкой сталью. горизонтальное, вертикальное и потолочное положение
- Имеет покрытие из диоксида титана и калия: , совместимое с переменным и постоянным + током
Большинство сварочных аппаратов начального уровня работают с переменным током.Найти сварочный стержень, совместимый с переменным током, несложно, так как 6 из 8 материалов для сварочного покрытия работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что электроды создают мягкую дугу, способную производить меньше шлака, чем электрод E6011.
Дуга E6013 также не проходит через основной металл так же легко, как E6011, оставляя некоторую возможность для ошибки оператору, который еще не почувствовал, насколько плотно дуга должна удерживаться от основной металл.
Какой пруток для универсальной сварки лучше всего?
Сварочный пруток E7018 — самый универсальный электрод. Этот универсальный электрод покрыт смесью порошка калия и железа с низким содержанием водорода.
Сварочный пруток E7018 универсален, потому что он:
- Совместим с токами переменного, постоянного и постоянного тока
- Эффективен даже с трудно свариваемыми металлами
- Полученный шов будет более однородным
- Произведенный сварной шов может выдерживать экстремальные колебания температуры, в том числе отрицательные температуры
Электрод E7018 также способен формировать трещиностойкие сварные швы в среднеуглеродистых и высокоуглеродистых сталях и сварных швов в легированных сталях, для которых требуется минимум предел прочности на разрыв 70 000 фунтов на квадратный дюйм или больше. Этот электрод также предлагает пользователю высокую скорость осаждения, примерно вдвое большую, чем у электрода E7018. Шлак в зоне сварного шва хоть и тяжелый, но легко удаляется.
Этот электрод также предлагает пользователю высокую скорость осаждения, примерно вдвое большую, чем у электрода E7018. Шлак в зоне сварного шва хоть и тяжелый, но легко удаляется.
В промышленности существует множество правил сварки, которые требуют использования электродов с низким содержанием водорода, чтобы избежать растрескивания под действием водорода.
Какой сварочный стержень самый прочный?
Сварочный стержень, который считается самым прочным сварным швом, действительно зависит от вашего определения прочного сварочного стержня.Может быть использован прочный сварочный стержень, который дает самый прочный валик, или это может быть даже самый прочный электрод из всех имеющихся в мастерской.
Если вы ищете универсальный сварочный стержень, обеспечивающий прочный валик, не будет больше, чем стержень E7018. Этот электрод известен тем, что производит настолько прочные сварные швы, что его даже используют для сварки деталей на электростанциях и морских буровых установках.
Электрод E7018 также часто используется в судостроении. Сварные швы, полученные с помощью этого электрода, также устойчивы к повреждениям от влаги и выдерживают сварку при низких температурах.сварка судового гребного винта
К сожалению, электроды E7018 трудно хранить при хранении, поскольку они представляют собой электроды с низким содержанием водорода. Их нужно хранить в теплых и сухих местах, чтобы они не повредились.
Электроды E6010 и E6011 сами по себе прочные . Сами электроды легче повредить, чем электроды с низким содержанием водорода, упомянутые выше.
Они также являются наиболее часто используемыми сварочными прутьями при ежедневном ремонте низкоуглеродистой стали. Эти электроды образуют глубокие проникающие дуги, которые прорезают ржавые и нечистые материалы, такие как масло. С электродами E6010 и E6011 вам не нужно беспокоиться о чистоте основного металла, который вы собираетесь сваривать.
Какой сварочный пруток лучше всего подходит для чугуна?
Чугуны относятся к семейству железоуглеродистых сплавов с высоким содержанием углерода, обычно в диапазоне 2-4%.
Сваривать их может быть сложно, потому что они значительно менее ковкие, чем сталь и кованое железо. Они также не растягиваются и не деформируются при нагревании, как другие металлы. Рекламные звенья
Под воздействием тепла или напряжения чугун фактически начинает трескаться.
Свариваемость чугуна зависит от того, серый ли это чугун или белый чугун. Серый чугун действительно можно сваривать, а белый чугун практически невозможно сваривать.
Электроды из никелевого сплава, включая сварочный стержень WeldingCity ENiFe-C1, рекомендуются для сварки недрагоценных металлов.
Электрод ENiFe-C1:
- Создает высокопрочные сварные швы
- Является электродом во всех положениях
- Имеет предел прочности на растяжение 84000 фунтов на кв. Дюйм
- Совместим с токами постоянного и переменного тока
Электрод из никеля-55, перечисленный выше, более доступен по цене, чем электрод из никеля-99, и по-прежнему хорошо подходит для сварки чугуна друг с другом, соединения чугуна с низкоуглеродистой сталью и ремонта отливок.
Pinnaclealloys.com рекомендует предварительно нагреть чугун перед сваркой. В противном случае чугун может потрескаться. Предпочтительной процедурой является предварительный нагрев чугуна до температур от 500 до 1200 градусов по Фаренгейту, если это вообще возможно.
Какой сварочный пруток лучше всего подходит для алюминия?
Алюминий имеет репутацию чрезвычайно сложного для сварки. Это связано с тем, что температура плавления алюминия составляет 1220 градусов по Фаренгейту по сравнению с точкой плавления стали, которая составляет 2600 градусов по Фаренгейту.
Алюминий также имеет оксидный слой, который служит для защиты алюминия от коррозии и истирания. Температура плавления оксидного слоя алюминия составляет 3700 градусов по Фаренгейту (подробнее см. На thefabricator.com).
Алюминий трудно сваривать, потому что оксидный слой резервуара действует как изолятор во время процесса сварки, , как описано в журнале The Fabricator . Если вы хотите сварить алюминиевую деталь сваркой штучной сваркой, , то рекомендуемым сварочным стержнем является электрод для дуговой сварки E4043 с алюминиевым покрытием.
Электрод E4043:
- Имеет предел прочности на разрыв 40000 фунтов на квадратный дюйм, соответствующий пределу прочности алюминия на разрыв 45000 фунтов на квадратный дюйм
- Предназначен для использования только с DC + (постоянный ток положительный)
Алюминий можно сваривать только с использованием сильного сварочного аппарата постоянным током, как описано здесь. Это оборудование дает операторам-любителям / самоделкам и небольшим цехам по изготовлению металлов возможность сваривать основной металл из алюминия.
Какой сварочный пруток лучше всего подходит для нержавеющей стали?
Рекомендуемым сварочным прутом для нержавеющей стали является сварочный электрод для нержавеющей стали E309L-16.
Электрод E309L-16:
- Имеет предел прочности на разрыв 59500 фунтов на квадратный дюйм
- Имеет флюсовое покрытие, обеспечивающее плавный перенос дуги
- Образует легко удаляемый шлак
- Может использоваться во всех положениях сварки, кроме вертикального вниз
- Совместим с переменным и постоянным током
Электрод E309L-16 обычно используется для соединения нержавеющей стали с низкоуглеродистой или низколегированной сталью. Эти сварочные стержни, безусловно, являются наиболее часто рекомендуемыми сварочными стержнями для нержавеющей стали, но они требуют обучения, как описано в этом видео.
НАПОМИНАНИЕ: ПОЖАЛУЙСТА, НОСИТЕ РЕСПИРАТОР
При использовании этого сварочного стержня необходимо следить за чистотой основного металла. В противном случае влага в области сварного шва может привести к пористости, которая может ослабить сварной шов. Электроды из нержавеющей стали абсолютно необходимо хранить в теплом и сухом месте.По возможности храните их в оригинальном контейнере, в котором они были.
Какой сварочный пруток лучше всего подходит для литой стали?
В то время как чугун часто содержит 2% углерода, литая сталь будет содержать 0,1-0,5% углерода. Сварочный пруток, который вы используете для стального литья, должен иметь высокую прочность на разрыв.
E8018-C3 — рекомендуемый сварочный стержень, если вы свариваете стальное литье. Этот сварочный пруток подходит для сварки металлов с высоким пределом прочности.
E8018-C3:
- Совместим с переменным и постоянным током
- Является универсальным электродом
- Образует малое разбрызгивание и легко удаляет шлак
- Имеет высокий Скорость наплавки
Этот сварочный пруток также разработан для применений, требующих 1% никеля.
Какой сварочный пруток лучше всего подходит для низкоуглеродистой стали?
Низкоуглеродистую сталь часто называют «низкоуглеродистой сталью». Низкоуглеродистая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.
Низкоуглеродистая сталь обычно намного более ковкая и свариваемая, чем другие типы стали. Он также имеет более низкий предел прочности на разрыв, чем высокоуглеродистые и легированные стали. Прочность на растяжение мягкой стали составляет около 63 800 фунтов на квадратный дюйм.
Прочность на растяжение мягкой стали составляет около 63 800 фунтов на квадратный дюйм.
Любой сварочный стержень из серии электродов 6000 подходит для сварки низкоуглеродистой стали.В частности, электрод E6011 рекомендуется для сварки низкоуглеродистой стали.
Электрод E6011:
- Имеет предел прочности на растяжение 60 000 psi
- Совместим с переменным и постоянным током также хороший кандидат для сварки низкоуглеродистой стали, но его можно использовать только с постоянным током. Многие сварочные аппараты начального уровня работают с переменным током, что делает электрод E6011 несколько более полезным в этом случае.
И E6010, и E6011 классифицируются как сварочные стержни с «глубоким проникновением», что означает, что сплавление на конце сварочного стержня распространяется дальше в основной металл, чем на некоторые другие сварочные стержни.
Единственным потенциальным недостатком является тот факт, что сварочные стержни E6011 и E6010 также считаются электродами с высоким содержанием водорода. Это означает, что сварной шов, произведенный этими электродами, будет более подвержен растрескиванию под действием водорода.
Однако E6011 и E6010 лучше проникают в основной металл, чем электрод E7018.К ним также предъявляются менее строгие требования к хранению.
Какой сварочный пруток лучше всего подходит для оцинкованной стали?
При сварке оцинкованной стали предъявляются более строгие требования безопасности, чем при сварке других сталей. Это связано с тем, что защитное цинковое покрытие, также известное как «гальванический слой», довольно легко расплавляется во время процесса.
Несмотря на то, что пары оксида цинка не токсичны и не канцерогены, они могут вызвать у сварщика кратковременное заболевание, известное как «металлическая лихорадка» (подробнее об этом читайте здесь).Это кратковременное заболевание характеризуется симптомами, схожими с симптомами любого другого желудочного гриппа, и не вызывает особого удовольствия.
Американская ассоциация гальванизаторов предлагает удалить слой цинкования с предполагаемой зоны сварного шва перед тем, как приступить к сварке. Так вам будет проще избежать испарений.
Электрод E6011 также считается отличным электродом для сварки оцинкованной стали (подробнее об этом см. Здесь). Это связано с его проникающей способностью и совместимостью с переменным током, которыми обладают многие сварочные аппараты начального уровня.
Однако в профессиональной среде, где вы свариваете оцинкованные трубы, вам может подойти электрод E7018 , если вы используете сварку штучной сваркой.
Использование электрода E7018:
- Снижает вероятность повреждения сварного шва влагой
- Электрод с низким разбрызгиванием
- Настолько надежен, что его использовали для сварки стальных конструкций на электростанциях и морских буровых установках
Тот факт, что электрод E7018 не производит большого количества брызг, делает его хорошо подходящим для сварки куска оцинкованной стали после того, как вы удалили оцинкованную сталь.
После завершения сварки вам потребуется повторно нанести защитный слой в зоне сварки, чтобы восполнить удаленное защитное покрытие. Это будет намного проще, если вам не придется удалять слишком много шлака во время процесса.
Не забывайте о важности хранения сварочного стержня!
Сварка: электроды для углеродистой стали
Электрод, выбранный для использования при любой дуговой сварке защищенным металлом (SMAW, или сварка штучной сваркой) углеродистой и низколегированной стали, обычно указывается в технических условиях сварки (WPS).Процесс, связанный с правильным выбором, включает множество соображений, которые мы рассмотрим здесь. Понимание каждого шага может помочь убедиться, что используется правильный электрод. Если сварной шов вышел из строя, рассмотрение этих соображений может помочь определить причину.
Прочность на растяжение
Когда дело доходит до выбора присадочного металла для SMAW на углеродистой стали, обычно первым делом для инженера-сварщика (или того, кто пишет WPS), является попытка сопоставить прочность электрода с основной или основной металл.
Практическое правило — выбирать металл сварного шва с пределом прочности на растяжение немного выше, чем у основного металла. Для этого необходимо знать марку основного металла. Как только марка известна, ее можно сопоставить со спецификациями, прилагаемыми к присадочному металлу.
Например, указанный минимальный предел прочности на разрыв для стали CSA G40.21 350W составляет 450 МПа. Минимальная прочность на разрыв металла шва, выполненного с использованием электрода из углеродистой стали E49XX или электрода из низколегированной стали E49XX-X, составляет 490 МПа.Таким образом, оба электрода подходят для этого типа стали.
Углеродный эквивалент
В зависимости от марки свариваемой стали может существовать риск водородного растрескивания металла шва или зоны термического влияния сварного шва. Присутствие водорода в стали делает сталь хрупкой и склонной к растрескиванию после завершения сварки. Чем выше прочность стали, тем больше она подвержена растрескиванию.
Чтобы предотвратить растрескивание, инженер-сварщик обычно рассматривает так называемый углеродный эквивалент (CE) стали, которая будет свариваться.Различные нормы и стандарты предоставляют формулы для расчета CE основного металла на основе его химического состава. Химический состав можно найти в стандарте, по которому была изготовлена сталь. В стандарте будет таблица, в которой указаны количества различных легирующих элементов, таких как углерод, марганец, кремнезем, никель, хром и ванадий, содержащихся в стали. Вводя процентное соотношение каждого элемента в уравнение, вы получаете число.
Исследования показали, что если число, полученное вами в результате вычислений, больше 0.40, то сталь содержит достаточно углерода и других легирующих элементов, поэтому она может быть подвержена водородному растрескиванию.
Обычно, чтобы избежать этого дефекта, используется электрод с основным покрытием. Последние две цифры в обозначении электрода будут 16 или 18. Покрытие на этих электродах предназначено для ограничения количества водорода, который жидкий сварочный металл поглощает во время сварки.
Также может потребоваться предварительный нагрев основного металла перед началом сварки, чтобы снизить скорость охлаждения зоны сварки и позволить водороду, попадающему в сварочную ванну, диффундировать из стали в воздух.В некоторых случаях применения высокопрочных сталей может также потребоваться поддерживать температуру предварительного нагрева в течение определенного времени после завершения сварки, прежде чем сборке позволят медленно остыть до комнатной температуры.
Сварочное положение
Следующее, что необходимо учитывать, — это то, в каком положении при сварке будут выполняться соединения. Если заготовка небольшая и с ней легко манипулировать на верстаке, то можно использовать электрод, предназначенный для выполнения сварных швов в плоском или горизонтальном положении.Это может быть выгодно для скорости наплавки металла шва, поскольку сварщик может работать быстрее.
Если заготовка большая или это узел, который нельзя перемещать и который требует вертикальных или потолочных сварных швов, то электрод должен быть предназначен для использования во всех положениях. Это означает, что предпоследняя цифра в его обозначении — 1. Например, электрод E4918 наплавит металл шва с минимальным пределом прочности на растяжение 490 МПа и предназначен для использования во всех положениях сварки (1).Цифра 8 означает, что он имеет основное покрытие или покрытие с низким содержанием водорода.
Погодостойкая сталь
Некоторые марки стали известны как погодостойкие стали. Они содержат небольшое количество меди и предназначены для использования без какого-либо защитного покрытия. Они поступают в эксплуатацию неокрашенными и предназначены для использования таким образом, потому что медь заставляет оксидный слой, образующийся на их поверхности, прилипать к поверхности и предотвращать дальнейшее окисление.
Электроды для сварки атмосферостойкой стали могут потребоваться для выполнения сварных швов, аналогичных коррозионной стойкости и эксплуатационному цвету основного металла.Стандарты, такие как CSA W59, определяют требуемый электрод. Стандарт также допускает использование различных электродов, если соответствие цвета не имеет значения и необходимо согласовать только коррозионную стойкость.
Обозначения из высокопрочной стали
Для сварки высокопрочных сталей в обозначении электрода должно быть больше четырех или пяти цифр, чем у обычного электрода из углеродистой стали. Обычный электрод из углеродистой стали отформатирован, как в предыдущем примере 4918.Электроды из высокопрочной стали имеют суффиксы, такие как -A1, -B2H, -NI3, -D1 и -D2. Эти суффиксы указывают на конкретный химический состав и применимость электродов. При сварке высокопрочной стали с пределом прочности на разрыв более 550 МПа важно обращать внимание на суффикс, потому что он говорит вам, можно ли использовать электрод для конкретного применения, например, если сварная сборка будет подвергаться термообработке после сварки.
Например, много лет назад я преподавал в компании, которая занималась ремонтом крупных деталей оборудования.Я упоминал, что конкретный электрод, E5518-B9, содержит ванадий и не должен использоваться, когда сборка будет подвергаться термообработке после сварки, поскольку ванадий в металле сварного шва, который подвергается термообработке после сварки, приведет к тому, что металл сварного шва станет хрупким и легко ломаются.
Когда я это сказал, два человека в дальнем конце комнаты быстро покинули класс. Вскоре они вернулись с коробкой электродов. Они отметили, что время от времени, когда они отправляли отремонтированное оборудование обратно в эксплуатацию, сварные швы сразу выходили из строя.Электроды, которые они принесли, действительно были ванадиевыми.
Суть дела заключалась в том, что отделу закупок сказали купить электроды класса E5518, но это все, что им сказали. Целью закупки было купить самые дешевые электроды с учетом предоставленных спецификаций. Поэтому, когда электроды, содержащие ванадий, время от времени продавались в то время, когда у них была заявка на заполнение электродов, они покупали электроды E5518-B9. Большинство других типов электродов E5518, например -B1, -B2, -B3, -B3L, -B6, -C1, -C2 и -D3, не содержат ванадий, и их покупка не составит проблем.Вот почему сбои сварных швов случались не всегда, а лишь изредка. Проблема заключалась в том, что при покупке не было предоставлено достаточно информации, чтобы купить правильные электроды.
Это хорошее напоминание о том, что прежде чем кто-то сварит неправильный электрод, и произойдет сбой, всегда происходит ряд ошибок. Это цепочка событий, которая приводит к отказу, и если одно звено разорвано, отказа можно избежать. Несколько более прочных электродов могут отвечать одинаковым требованиям к прочности, свариваемости и водороду, и каждый из них будет иметь определенный химический состав, который придает ему разные свойства, разработанные для конкретных применений.
Тот, кто определяет электроды для работы, должен учитывать процедуру сварки, которая будет использоваться, и конечное использование конечного сварного продукта. Все это необходимо хорошо понять, прежде чем выбирать правильный электрод, чтобы избежать проблем при запуске производства и вводе деталей в эксплуатацию.
Кен Торн, инженер по сварке, Канадское бюро сварки, [email protected].
CWB Group, 800-844-6790, www.cwbgroup.org
4 основных этапа подбора сварочного присадочного металла к основному металлу
Одним из наиболее важных факторов при сварке является возможность надлежащего добавления присадочного металла к основному металлу.В этом блоге рассказывается, как:Ошибиться может быть трагично для любого сварочного кодекса, включая Кодекс по котлам и сосудам под давлением раздела IX ASME, AWS D1.1 — Структурный кодекс, API 1104 — Трубопроводный кодекс и так далее.
Неправильный подбор основного и присадочного металла может привести к снижению общей прочности материалов на растяжение, снижению несущей способности и, в конечном итоге, может привести к катастрофическим катастрофам. Однако есть четыре основных шага, которые можно предпринять, чтобы точно сопоставить присадочный металл с основным металлом.
Шаг 1. Определение химического состава и прочности на разрыв основного металла
При подборе присадочного металла к основному металлу обязательно, чтобы присадочный металл соответствовал химическому составу и пределу прочности основного металла. Эта информация должна использоваться для согласования химических свойств и определения прочности свариваемой конструкции, например, для сварки основных металлов с пределом прочности на разрыв 60000 фунтов на квадратный дюйм потребуются электроды с таким же или большим пределом прочности на разрыв для поддержания прочности основного металла, e .грамм. В этом случае E6010 или E7018 могут быть идеальными для сварки и поддержания прочности. Будь то сосуд, работающий под давлением, или несущая конструкция, эта информация обеспечивает сопротивление, с которым материал будет разрушаться при растяжении.
Шаг 2. Определение процесса сварки
Знание процесса сварки, который будет использоваться для сварки металлов, значительно сокращает количество вариантов присадочного металла. Это сокращение показано в таблице технических характеристик присадочного металла AWS.На этой диаграмме показано объединение присадочных металлов с аналогичными химическими свойствами в одну и ту же спецификацию и обозначение спецификации номером A / SFA.
AWS также отображает эти спецификации по материалам и процессам сварки, показанным ниже в «Спецификации присадочного металла AWS по материалам и процессам сварки». Эта диаграмма показывает сокращение возможных присадочных металлов по каждому процессу и по используемому материалу.
Спецификации присадочного металла AWS по материалам и способам сварки
OFW SMAW GTAW GMAW PAW FCAW ПИЛА ESW EGW Пайка Углеродистая сталь А5.2 A5.1 A5.18, A5.36 A5.36 A5.17 A5.25 A5.26 A5.8, A5.31 Сталь низколегированная A5.2 A5.5 A5.28, A5.36 A5.36 A5.23 A5.25 A5.26 A5.8, A5.31 Нержавеющая сталь A5.4 А5.9, A5.22 A5.22 A5.9 A5.9 A5.9 A5.8, A5.31 Чугун A5.15 A5.15 A5.15 A5.15 A5.8, A5.31 Никелевые сплавы A5.11 A5.14 A5.34 A5.14 А5.14 A5.8, A5.31 Алюминиевые сплавы A5.3 A5.10 A5.8, A5.31 Медные сплавы A5.6 A5.7 A5.8, A5.31 Титановые сплавы А5.16 A5.8, A5.31 Циркониевые сплавы A5.24 A5.8, A5.31 Магниевые сплавы A5.19 A5.8, A5.31 Вольфрамовые электроды А5.12 Паяльные сплавы и флюсы A5.8, A5.31 Сплавы для наплавки A5.21 A5.13 A5.21 A5.21 A5.21 Расходные детали А5.30 Защитные газы A5.32 A5.32 A5.32 Шаг 3. Определите позицию сварки
Положение сварки — еще одна важная переменная при выборе подходящего присадочного металла. Некоторые присадочные материалы являются расплавленными и настолько текучими, что использование электрода в определенных положениях, таких как вертикальное или вертикальное, может привести к повреждению сварщика и предотвратить полное проникновение сварного шва из-за расположения соединяемых материалов.
Ниже приведены примеры положений для сварки с разделкой кромок (пластины и трубы), а также угловых швов (пластины).
Шаг 4. Как определить правильный сварочный электрод
При выборе соответствующего электрода последним и, возможно, наиболее важным шагом является умение читать идентификацию обозначения электрода. Это идентификационное значение состоит из буквы «E», обозначающей электрод, за которой следуют четыре-пять цифр.
Первые две или три цифры относятся к минимальному пределу прочности на растяжение присадочного металла, например, мы знаем, что присадочный металл E7018 представляет собой электрод с минимальным пределом прочности на растяжение 70 000 фунтов на квадратный дюйм, полученным из первых трех значений «E70». Следующая цифра представляет положение, в котором можно использовать электрод.
Для положения значение «1» означает, что электрод подходит для любого положения. Значение «2» указывает, что присадочный металл является расплавленным металлом и настолько текучим, что электрод можно использовать только в горизонтальном положении для всех типов сварки и в горизонтальном положении для угловых швов.Значение «4» указывает на то, что электрод подходит для сварки на спуске.
Следующее значение зависит от того, какой процесс вы используете, однако в каждом случае последнее значение указывает химические / рабочие характеристики материала присадочного металла. Ниже показаны примеры системы идентификации для трех сварочных процессов (SMAW, FCAW и GMAW).
Подбор присадочных металлов к основным металлам — один из наиболее важных факторов при сварке.Знание и понимание этой информации повысит безопасность во время внедрения, а также повысит безопасность продукта, созданного за годы использования.
Будьте осторожны и подходите соответственно. Ознакомьтесь с ProWrite, программным обеспечением для документации по сварке, которое поможет на этом этапе и во многих других вопросах, связанных с сваркой.
Сварочные аппараты Sunstone> Ресурсы> Руководство по выбору электродов
Выбор электрода для контактной сварки является одной из трудностей при начале работы с контактной сваркой.Материалы электродов различаются и включают медь, вольфрам и молибден; а также различные сплавы каждого из вышеперечисленных материалов. Размер и форма электрода являются важными факторами для получения желаемой точки сварного шва.
Что означает RWMA?
Ассоциация производителей контактной сварки (RWMA). RWMA — это организация, входящая в состав Американского общества сварщиков (AWS), целью которой является продвижение контактной сварки и ее развития. Использование RWMA и номера является ссылкой на их стандарты и позволяет использовать единую систему классификации для определения сплавов, используемых в сварочных электродах.
Из чего сделаны сварочные электроды?
RWMA 1 Медь
Медно-кадмиевый сплав —
Твердость по Роквеллу 70B, проводимость 90%. Обычно используется сплав сварочного электрода. Наименее дорогой сварочный материал.RWMA 2 Медь
Медно-хромовый сплав
Твердость по Роквеллу 83B, проводимость 85%. Используется при сварке стали, никеля и резистивных материалов.RWMA 3 Медь
Медь, кобальт, бериллиевый сплав
Твердость по Роквеллу 100B, проводимость 48%.
Основная цель — продлить срок службы электродов и использовать их с большими усилиями. Для сварки резистивных деталей.
GLIDCOP
— Медь, смешанная в основном с частицами оксида алюминия — Твердость по Роквеллу 68B, проводимость 92%. По своим характеристикам аналогичен RWMA 1 и 2, но с большой прочностью и долговечностью электродов. Устойчив к термическому размягчению. Используется в аккумуляторных электродах EL BATT.
RWMA 11 — Медно-вольфрамовый сплав
Твердость по Роквеллу 99B, проводимость 46%.В основном используется для сварки драгоценных металлов и медных сплавов. Обладает более высокой прочностью, чем RWMA 1 и 2, но все еще поддается механической обработке для изготовления нестандартных форм.
RWMA 13 — Вольфрам
Твердость по Роквеллу 70A, проводимость 32%. Не может быть обработан для придания определенной формы, но может быть отшлифован и заточен до определенной точки. Используется для сварки металлов
, таких как медь, латунь
и их сплавы. Самая высокая термостойкость и прочность среди всех электродов.
RWMA 14 — Молибден
Твердость по Роквеллу 90B, проводимость 31%.Возможность обработки для изготовления электродов нестандартной формы. В основном используется для сварки меди, золота, серебра, а также сплавов, которые их включают.
Какой электрод лучше всего подходит для моих материалов?
Наилучший вариант — убедиться, что электрод, соприкасающийся с металлом, соответствует наилучшему материалу для сварки этого типа. Например, вы не захотите сваривать медь, используя медный электрод. Это может привести к прилипанию электродов к основным материалам и их привариванию.Кроме того, если используются правильные электроды и правильно обслуживаются, то прилипание может быть устранено, и обслуживание электродов может быть почти устранено.
Найдите ниже, какой материал вы хотите сваривать. Рекомендуемые электроды пронумерованы ниже.
Алюминий:
- GLIDCOP
- RWMA 2
- RWMA 3
Бериллий Медь:
- GLIDCOP
- Вольфрам
- 2 GLIDCOP
913 GLS
- Молибден
4913 Медь:
- Вольфрам
- Молибден
Гальванизированная сталь:
- GLIDCOP
- RWMA 2
- RWMA 3
Золото:
Золото:
- GL191
- GL191
- GLIDCOP
- RWMA 2
- RWMA 3
- Молибден
Kanthal:
- GLIDCOP
- RWMA 2
- RWMA 3
Kovar:
Kovar:
- GLIDCOP1
- GLIDCOP1
- GLIDCOP1
- GLIDCOP
- RWMA 2
- RWMA 3
Нихром:
- GLIDCOP
- RWMA 2
- RWMA 3
Никель:
- GLIDCOP
- RWMA 2
- RWMA 3
- RWMA 3
- GLWMA
- GLWMA
- GLWCOP1
Нитинол:
- GLIDCOP
- RWMA 2
- RWMA 3
Фосфорная бронза:
- GLIDCOP
- RWMA 3
- RWMA 2
4 913
- Platinum RWMA 2
3-
- Медь вольфрам
- GLIDCOP
- RWMA 3
- RWMA 2
- GLIDCOP
- RWMA
- GLIDCOP
- RWMA 2
- RWMA 3
Вольфрам:
- GLIDCOP
- RWMA 2 9 0144
- RWMA 3
Электрод какого типа и размера следует использовать для GTAW и почему?
Для дуговой сварки вольфрамовым электродом(GTAW, также называемой TIG) используется неплавящийся вольфрамовый электрод для создания дуги между электродом и основным материалом.Эта дуга создает ванну расплава, в которую добавляется присадочная проволока. Успех сварки TIG зависит от ряда факторов, одним из которых является использование электрода правильного типа и размера.
Сплавы вольфрама используются из-за их твердости и устойчивости к высоким температурам. Вольфрам выдерживает температуру до 3400 ° C, что делает его пригодным для дуговой сварки. Чистый вольфрам не так хорош и подвержен загрязнению. По этой причине вольфрамовые электроды легируют другими элементами, чтобы улучшить их характеристики для конкретных применений.В частности, тип и полярность тока. Для сварки TIG обычно используется постоянный или переменный ток.
Вольфрамовые электроды имеют цветовую маркировку, чтобы сварщикам было проще их идентифицировать и гарантировать, что используется правильный тип. Этот блог написан, чтобы помочь сварщикам TIG убедиться, что они имеют правильный тип и размер.Чистый вольфрам, зеленый
Чистый вольфрам подходит для работы с переменным током, но не с постоянным током. Электроды из чистого вольфрама на 99,5% состоят из вольфрама, что дает им возможность легко шарить или округлять.Благодаря форме шарикового наконечника электроды обладают стабильностью дуги. Чистый вольфрам также подходит для применения с магнием и алюминиевыми сплавами от низкой до средней силы тока. Чистый вольфрам дешев, но редко используется в промышленности.
Цирконий, Белый
Циркониевые вольфрамовые электроды состоят из вольфрама чистотой 99,1% и циркония 0,15-0,4. Этот тип электродов часто используется вместо чистого вольфрама, поскольку они обладают способностью удерживать скругленный наконечник, сопротивляться загрязнению и расколу лучше, чем чистый вольфрам.Эти характеристики делают их идеальными для сварки алюминия и магния на переменном токе. Циркониевый вольфрам обладает высокой токонесущей способностью, что обеспечивает более стабильную дугу. Он также очень хорошо справляется с высокими токами. Циркониевые вольфрамовые электроды не подходят для работы с постоянным током.
Торированный, красный
Торированные вольфрамовые электроды содержат 97,3% вольфрама и примерно 2% оксида тория, который имеет низкую радиоактивность. Эти электроды используются для сварки на постоянном токе сталей и других металлов.Торированные электроды обладают повышенной токонесущей способностью и являются основной причиной, по которой они подходят для дуговой сварки. Электроды просты в использовании и служат долго. Они обеспечивают низкий расход, поскольку работают при температуре ниже точки плавления.
Они идеально подходят для сварки стали, поскольку имеют острие. Однако при заточке острия торированных вольфрамовых электродов рекомендуется соблюдать осторожность.
Сварщики также предпочитают электроды из торированного вольфрама по следующим причинам:
- Повышенная устойчивость к загрязнениям в процессе сварки
- Подходит для использования в диапазоне средней и высокой силы тока в зависимости от диаметра
- Средняя степень эрозии
- Тенденция к расколу средняя по сравнению с другими материалами
лантанированное золото
Электроды из лантано-вольфрамового сплава используются с постоянным током.Обычно они содержат примерно 2% лантана, а остальное — вольфрам, в зависимости от производителя. Добавление сплава лантана увеличивает токонесущую способность электродов. Утверждается, что они улучшили зажигание дуги и стабильность, улучшили характеристики повторного зажигания при относительно низком уровне потребления.
Ceriated, Синий
Электроды из церинового вольфрама легированы оксидом церия в объеме примерно 2%, остальное — чистый вольфрам.Эти типы электродов часто используются для слаботочного переменного тока, но также могут использоваться для приложений постоянного тока.
Поскольку они предназначены для работы с малой силой тока, электроды из церинового вольфрама идеально подходят для сварки тонких и сложных деталей, в частности, тонких металлических листов.Некоторые из соединений, которые могут использоваться с церированными электродами, включают:
- нержавеющая сталь
- углерод
- никель
- алюминий
- магний
- титан
- медные сплавы
Серые электроды предпочтительнее использовать вместо чистого вольфрама, потому что они имеют улучшенную токопроводящую способность при тех же диаметрах и лучшую устойчивость к загрязнениям.
Преимущества использования церированных электродов:- долговечность
- отличная стабильность дуги
- низкая скорость эрозии
- хорошее зажигание и повторное зажигание
Редкоземельный фиолетовый
Редкоземельный вольфрам — это новейший тип легированного вольфрама, который поставляется с различными добавками, такими как редкоземельные элементы или гибридные комбинации оксидов. Они используются для постоянного тока и не подходят для переменного тока. Утверждается, что они имеют самую высокую пропускную способность по току по сравнению с торированными, лантанированными и церированными.Этот вольфрам обеспечивает лучшую устойчивость к загрязнениям, что позволяет использовать электроды меньшего диаметра при заданном токе. Качество электродов будет зависеть от добавок, которые каждый производитель использует для создания электрода. Они обычно меньше подвержены расщеплению вольфрама по сравнению с другими типами электродов.
По сравнению с торированным вольфрамом этот тип электрода служит дольше, что компенсирует более высокую начальную стоимость. С учетом сказанного, для сварки на постоянном токе лучшим выбором является редкоземельный элемент, за которым в нашем варианте идут перфорированные и циркониевые для сварки переменным током.
Размер электрода
Размер выбранного электрода зависит от тока, который вы в основном используете. Дело не в том, что «один размер подходит всем», хотя электрод диаметром 2,4 мм, скорее всего, является наиболее универсальным размером.
