Какие электроды выбрать для начинающих сварщиков
Для получения желаемого результата от сварки с использованием инвертора и надёжного сварного шва нужно правильно подобрать электроды. И по началу довольно легко запутаться в их выборе, особенно если вы новичок. Разные типы имеют разные материалы изготовления, типами, диаметрами, составами покрытия и ещё многими характеристиками.
По каким критериям выбирать
Самым важным критериям является то, плавкий электрод или нет. Плавкие делают на основе стержня из металла, на который наносят специальную обмазку. Она защищает зону сварки и повышает устойчивость дуги к горению. Такой тип электродов используют, когда требуется выполнить ручную дуговую сварку. Второй тип используют, когда необходимо произвести сварку в среде с защитным газом (аргоном).
Так же нужно смотреть на то, какие характеристики вам требуются от получившегося шва, потому что на это влияют материалы деталей, которые вы собираетесь соединять.
Вот актуальный рейтинг сварочных приспособлений, которые применяют с при сварке с использованием инвентора:
- AHO. Электроды данного типа не требуют дополнительной прокалки, потому что они имеют свойство хорошо воспламеняться. Его очень легко использовать новичкам, но при этом и профессиональные сварщики активно их применяют.
- MP-3. Это универсальный тип. Их преимущество заключается в том, что они могут применяться даже для сварки деталей с неочищенными поверхностями.
- MP-3C. В том случае, когда вы имеете высокие запросы к полученному шву, вам стоит выбрать электроды именно этого типа.
- УОНИ 13/55. Такие приспособления применяют для создания сварных швов высокого качества, от которых зависет прочность несущих сооружений.
Преимущества
Данные типы электродов являются самыми популярными, а потому имеют более высоку. цену.
Давайте рассмотрим их преимущества, и вы поймёте, что они стоят своих денег:
- во-первых, ими легко выполнять сварку. Единственной причиной некачественной сварки может стать неправильный подбор материала;
- во-вторых, при их использование получается шов высокого качества. А это наиболее весомый аргумент при такого рода работе. Швы будут иметь внутреннее и наружное соединение высокого качества с выпуклой и вогнутой формой;
- в-третьих, шлак легко отделяется и вы сразу можете видеть качество получаемого шва;
- в-четвёртых, они позволяют варить даже те детали, которые подвергнуты коррозии. Понятно, что не так часто приходится варить ржавые металлы, но если такая необходимость вдруг появится, то для вас это не будет проблемой.
И наконец, они обеспечивают санитарно-гигиеническую безопасность для сварщика. А это очень важный пункт.
Чем ещё нужно руководствоваться при выборе
При необходимости выполнение работ с важными несущими конструкциями, вам следует выбрать электроды с основным покрытием.
От того, какую толщину имеет деталь, будет зависеть, какого диаметра выбрать приспособление, и какой силы ток использовать. От этого будет варьироваться формируемый при соединение шов.
основные разновидности и их особенности (110 фото)
Большинство начинающих сварщиков часто задаются вопросом: «Какие электроды выбрать?». В процессе выбора, необходимо учитывать основные характеристики данных изделий.
В нашем материале представлены советы опытных профессионалов, которые знают все тонкости сварочного процесса.
Краткое содержимое статьи:
Что такое электрод?
Электрод представляет собой длинный кусок металлической проволоки со специальной обмазкой на конце. В результате большого напряжения постоянного тока, происходит плавление центральной части.
Вместе с ним начинает обгорать защитная обмазка. Она образует химическое облако, которое постепенно оседает на раскаленном металле. Вещества в составе электрода предотвращают прямой контакт горячего железа с кислородом, тем самым блокируя процессы окисления.
В составе обмазки присутствуют легко воспламеняемые компоненты и минералы. Они обладают высокой прочностью, что отражается на качестве шва.
Диаметр сварочных электродов подбирается исходя из толщины и разновидности металлических элементов. Для тонкого железа, принято подбирать модели толщиной 3-4 мм.
Они имеют небольшой размер и тонкую обмазку. В процессе сварки они также помогают предотвратить окисление и придаёт прочность железному шву.
Перед тем как приступить к рабочему процессу, необходимо тщательно осмотреть изделие. На его поверхности не должны присутствовать осколы и трещины. Эти дефекты негативно скажутся на качестве соединений.
Хранить такие металлические изделия, рекомендуется в сухом месте. Некоторые разновидности обмазки способны впитывать жидкость из воздуха. Это приводит к плохому поджигу электрической дуги.
Разновидности электродной обмазки
- основная;
- рутиловая;
- кислая;
- целлюлозная.
Основная и целлюлозная применяется для сварочных работ на постоянном токе. Довольно часто, их применяют для ответственных швов. Благодаря такой обмазке, металлическое изделие имеет прочные крепления, которые способны выдержать любые механические нагрузки.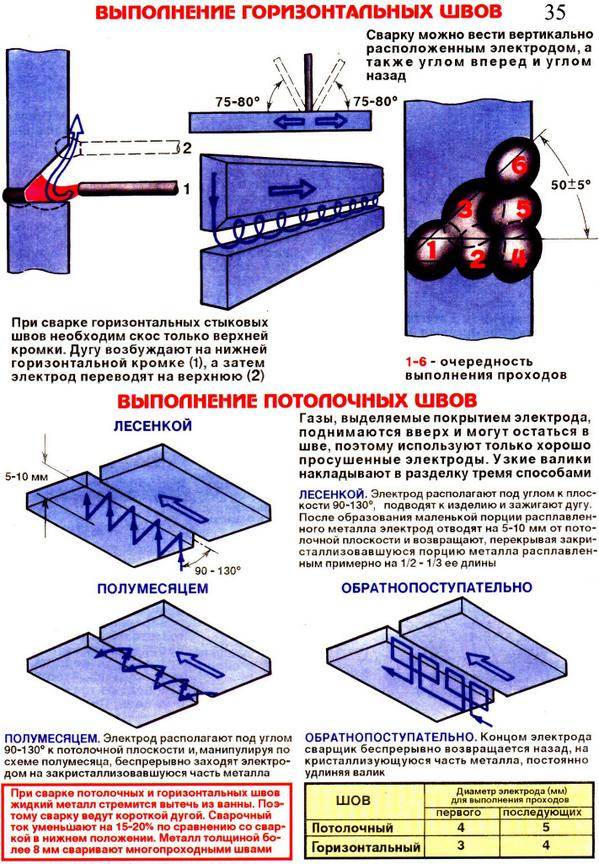
Рутиловые и кислые электроды применяют для сварки на переменном токе. Кислая обмазка в своем составе имеет много химических соединений. В процессе сгорания, выделяются едкие ядовитые пары. Работать с такой разновидностью в закрытом помещении строго запрещено.
Как правильно выбрать электроды для инвекторной установки?
Выбрать лучшие сварочные электроды помогут советы опытных профессионалов:
Первым делом, необходимо обратить особое внимание на состав сердечника. Он должен быть таким же как и разновидность металлических деталей;
Для домашнего использования, оптимальным вариантом будут электроды с рутиловой оболочкой. Они быстро сгорают при этом не оставляя неровностей в местах соединений.
Популярные марки сварочных электродов имеют названия: МР – 3, УОНИ, АНО 21, ОК 63.34.;
 В процессе работы, необходимо производить вертикальные движения. Если наклонить электрод в любую сторону, то образуются плотные бугристые соединения металлических элементов.
В процессе работы, необходимо производить вертикальные движения. Если наклонить электрод в любую сторону, то образуются плотные бугристые соединения металлических элементов.Марка АНО 21, подходит для сварки углеродистой стали. Электрическая дуга в том случае быстро зажигается и образует плотное покрытие из расплавленного металла. Довольно часто, этот тип применят для соединения водопроводной и газовой сети.
Как подобрать диаметр?
Начинающие сварщики должны соблюдать диаметр и разновидность сварочного элемента. Помимо этого, важно соблюдать мощность электрического тока и правильное его подключение. Производители электродов на обратной стороне пачки указывают тип и область применения данного изделия.
Как уже было отмечено выше, толщина изделия подбирается в соответствии с выбранным металлом. Новичкам рекомендуется начинать сварочные работы с более тонкого железа. Оно более пластично. Изделия получаются достаточно аккуратными и изящными.
Для этого подбирают электроды диаметром в 4 мм. На фото сварочных электродов изображены современные марки, которые обеспечивают прочное и надежное соединения железных деталей между собой.
Фото сварочных электродов
Также рекомендуем посетить:
Советы начинающим по сварке покрытыми электродами – Осварке.Нет
Базовые принципы, которые помогут новичкам стать хорошими сварщиками, включают в себя выбор правильного электрода, правильная настройка источника питания, удержание правильного наклона электрода и поддержание постоянной скорости сварки.
Основные принципы сварки, такие как скорость движения и угол наклона электрода являются основой получения качественного шва.
Дуговая сварка покрытым электродом, также известна как ручная дуговая сварка, уже давно широко используется в сварочном производстве и не только. Это универсальный и относительно безотказный процесс, который терпит погрешности в подготовке поверхностей под сварку. Недорогое оборудование для сварки покрытыми электродами делает его доступным каждому.
Несмотря на рост использования сварки с применением проволоки и новых технологий, которые предлагают повышения производительности процесса, сварка покрытым электродом остается очень важной для понимания сварщиком.
Основные принципы сварки, такие как скорость движения, угол наклона электрода, размер сварочной дуги являются решающими для достижения успеха и вы увидите значительные различия регулируя эти параметры. В основе ручной сварки лежат принципы, которые помогут вам стать лучшим сварщиком.
Если вы только начинаете учиться сварке покрытым электродом, следуя нескольким простым советам и лучшим практикам, вы сможете добиться успеха гораздо быстрей.
Выбор правильного оборудования
Наличие правильно подобранного оборудования является отправной точкой для успеха. Основным фактором, который следует учитывать при выборе сварочного аппарата можно считать вид выдаваемого тока. Это может быть источник переменного или постоянного тока. Мы рекомендуем выбирать последний в силу большей стабильности процесса сварки и возможности применения для большего вида свариваемых материалов.
Также важно учитывать требования к потребляемой энергии, размеру и мобильности оборудования. На рынке сварочного оборудования представлено оборудование для сети питания 220 и 380 вольт. Есть и комбинированные варианты. С габаритными размерами и мобильностью оборудования я думаю все понятно. Надо просто ответить на вопрос, будут ли сварочные работы вестись стационарно или требуется постоянно возить оборудование с собой?
Номинальная сила тока очень важный показатель и зависит от диаметра электрода которыми вы будете варить. Как правило это электроды 2,5-4 мм, для которых достаточно силы тока 250 ампер.
Как правило это электроды 2,5-4 мм, для которых достаточно силы тока 250 ампер.
Если денег у вас достаточно для покупки более дорогого оборудования, следует присмотреться к мультипроцессорным аппаратам с возможностью выполнения сварки в защитных газах и вольфрамовым электродом в дополнение к ручной. К тому же покупка такого оборудования обойдется дешевле, чем покупка отдельного оборудования под каждый процесс. Это отличный способ для новичка попробовать работать с несколькими процессами.
Выбор сварочного электрода
Правильно выбрать сварочный электрод достаточно сложно даже опытным сварщикам, а что уж говорить о новичках. Это объясняется большим количеством выпускаемых марок электродов предназначенных для сварки разных материалов, в разных положениях, разных источников питания и т. д. С вопросом выбора сварочного электрода следует основательно разобраться в будущем, если вы действительно хотите стать высоко квалифицированным специалистом. Здесь же мы предложим короткий путь выбора электрода который подойдет в 90% случаев.
Для начала нужно осмотреть свариваемые детали на предмет ржавчины, масла или других загрязнений, поскольку некоторые марки электродов могут лучше справляться с этим лучше, чем другие. Определите пространственное положение сварочного шва. Например, для сварки вертикальных швов, вероятно, потребуется другой электрод, чем при сварке в нижнем положении.
Давайте рассмотрим несколько марок сварочных электродов, которые пользуются особым спросом:
- АНО-6 — этими электродами можно варить во всех пространственных положениях, вертикальные шва вести только снизу вверх. Для сварки низкоуглеродистых сталей, можно по не зачищенным кромкам. Электроды дают достаточно качественное соединение и устойчивы к образованию пор и горячих трещин. Такие электроды хорошо подойдут для тренировки. Дугу следует держать короткую или среднюю (привыкать лучше к короткой дуге). Варить можно любым видом тока на любой полярности.
- УОНИ-13/45 — подойдут для сварки более ответственных конструкций на которые уже возможно будут действовать нагрузки.
 Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.
Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности. - МР-3 — для сварки ответственных конструкций любым видом тока и полярности по очищенным кромкам.
 Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.
Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.Лучше проконсультироваться с производителем электрода, если у вас есть сомнения по выбору электрода для конкретного применения. Условия сварки и предназначение также должны указываться на пачке.
Настройка сварочного аппарата
Выбор неправильной полярности является распространенной ошибкой.
После выбора сварочного электрода, обязательно необходимо выбрать правильную полярность. Неправильная полярность распространенная ошибка при настройке сварочного аппарата. Правильная полярность, как правило, указывается на упаковке электрода.
При сварке покрытым электродом ключевую роль играет установленная сила сварочного тока. Сварка на слишком большом токе приводит к большему количеству брызг, возможным подрезам и легкому прожиганию металла. Сварка на слишком маленьком токе затрудняет возбуждение и поддерживание сварочной дуги.
Сварка на слишком маленьком токе затрудняет возбуждение и поддерживание сварочной дуги.
Формула расчета или конкретные значения сварочного тока указываются на упаковке электродов. В противном случае можно воспользоваться универсальными формулами расчета режимов сварки или сервисами в Интернете.
Правильно зажигаем электрод
Чтобы легко зажечь дугу при сварке покрытыми электродами зачистите щеткой часть металла или чиркайте концом электрода об поверхность металла.
Некоторые типы электродов после сварки образуют твердую шлаковую оболочку на конце. Чтобы улучшить электрический контакт можно убрать эту оболочку прежде чем зажигать дугу повторно. Для этого можно вынуть электрод из держателя и легко постучать по металлу или просто постучать об бетонные поверхности. При этом нужно быть осторожным, чтобы не оторвать слишком много материала с покрытием. Это приведет к залипанию электрода при повторном зажигании.
Как только зажгли дугу, пытайтесь удерживать ее короткой (примерно половина диаметра электрода).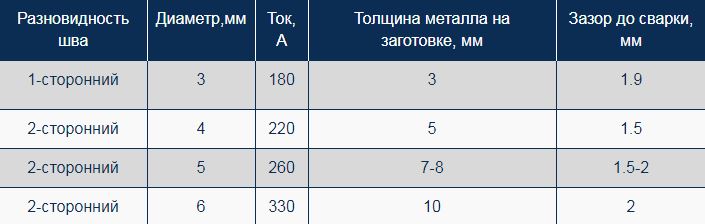 Размер дуги также может зависеть от пространственного положения. Совершенно понятно что удержать сварочную ванну будет более тяжело в вертикальном и потолочном положении. В этом поможет как можно более короткая дуга и метод прерывания сварки на короткий период, чтобы дать кристаллизоваться сварочной ванне (сварка точками).
Размер дуги также может зависеть от пространственного положения. Совершенно понятно что удержать сварочную ванну будет более тяжело в вертикальном и потолочном положении. В этом поможет как можно более короткая дуга и метод прерывания сварки на короткий период, чтобы дать кристаллизоваться сварочной ванне (сварка точками).
Стоит отметить что слишком близкое положение электрода к сварочной ванне может вытеснить дугу, погрузив ее в жидкий металл. Длинная дуга, когда электрод расположен далеко от заготовки, приводит к разбрызгиванию, подрезам и низкой глубине проникновения жидкого металла.
В большинстве случаев необходимо перемещать дугу к себе при сварке покрытым электродом, с углом наклона 10-30°.
Какими бы небыли рекомендации по сварке здесь или на других ресурсах и источниках информации, следует применять режимы и параметры сварки указанные в паспорте на сварочные электроды.
Частые ошибки, которых следует избегать
Избегание некоторых распространенных ошибок может помочь улучшить качество и производительность, и помочь сэкономить время и расходные материалы при использовании сварки покрытыми электродами. Давайте рассмотрим эти распространенные ошибки:
Давайте рассмотрим эти распространенные ошибки:
- Слишком длинная дуга, как было сказано выше, порождает неустойчивость, повышение брызг, которые требуют времени на очистку и шлифовку после сварки.
- Слишком быстрое перемещение электрода во время сварки. Может свидетельствовать что вы не следите за формированием шва и не видите готовые стороны сварного шва. Правильная скорость зависит от требуемого размера сварочного шва.
- Изменение угла наклона электрода во время выполнения прохода приводит к плохому слиянию металла в месте изменения и плохому проникновению металла в глубь шва. Обязательно поддерживайте одинаковый угол наклона электрода по всей длине прохода.
Огарки от электрода и утилизация
Поскольку небольшая часть электрода должна находиться в держателе, потеря небольшой части электрода, который мы называем огарком является фактом жизни при сварке электродами. Существует тонкая грань между желанием использовать как можно больше электрода с точки зрения стоимости и заботиться о том, чтобы утилизировать электрод, когда защитные функции покрытия уже скомпрометированы.
Обратите внимание что некоторые марки электродов могут использоваться только при одном поджигании дуги. Любая часть электрода, которая не использовалась при первом зажигании дуги не может быть снова использована.
Большинство покрытых электродов все же можно использовать повторно и наносить швы несколько раз. Мало кто знает что повторное использование электрода все же может снижать потенциал выделения защитного газа при плавлении покрытия. Защитный газ для процесса сварки покрытым электродом выделяется за счет плавления покрытия и крайне важно чтобы покрытия было достаточно при повторном использовании электрода.
Электроды подобно другим товарам также могут иметь срок годности после открытия пачки и могут использоваться только в течении определенного периода. Этот срок годности предназначен для предотвращения влагопоглощения, которое приводит к появлению трещин в шве. Сохранить качество электродов на протяжении всего срока годности можно при соответствующем хранении в сухом месте с соответствующей температурой.
Сварка покрытым электродом в вертикальном положении.
Исходник информации: http://www.thefabricator.com/article/arcwelding/don-t-get-stuck-on-stick
Выбираем электроды для сварочного инвертора
Выбираем электроды для сварочного инвертора
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам. Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь. Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3
МР-3 — это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
Какие электроды лучше выбрать для инвертора? Рейтинг стержней
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.
УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.
Процесс возможен на постоянном и переменном токах, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.
Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.
ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Также, профессионалы советуют применять:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21, МР–3С для углеродистых сталей;
- ОЗЧ–2 хорошо сваривают сплавы чугуна.
Видео:
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
Прямая полярность : к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).
Обратная полярность : масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.
Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:
Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:
На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.
Какие электроды лучше для сварки инвертором? Виды электродов и их назначение
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов . Качественные электроды помогают выполнить надежный и прочный шов , а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.
Современный рынок предлагает десятки типов электродов для сварочного аппарата , и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды , их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора . Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью .
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое . Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.
Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам . В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.
Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб , выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий . Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.
Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие , если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг , поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
Электроды для сварки инвертором – какие лучше выбрать?
В арсенале домашнего мастера электросварка перестала быть редкостью. Теперь приходится выбирать электроды для сварки инвертором, вопрос только в том: «Какие лучше выбрать?» Предлагается обширный ассортимент расходного материала, при этом каждый производитель настаивает на том, что его товар окажется лучше.
Среди предложений можно встретить традиционные изделия, которыми привыкли пользоваться уже довольно давно. Есть и новые разработки, их берут с опаской. Попутно важно присматриваться, кто изготовил те или иные электроды. Тогда в домашних условиях без особого труда получится создавать полезные машины и приспособления для дома и «железного коня».
Инверторный сварочный аппарат
Известны аппараты для дуговой сварки, в которых используют обмотки для понижения напряжения. Питание 220 В подается на обмотку питания. Напряжение снимается со вторичной обмотки.
► КПД обычных аппаратов невысокое. Примерно 10…12 % идет на работу, остальная энергия – это потери.
У инверторов использован принцип импульсного питания. В зависимости от продолжительности импульсов меняется медианальная величина электрического тока, подаваемого в зону сварки.
Масса аппаратов в 10…12 раз ниже, чем у обычных сварочных трансформаторов. Большинство инверторов выдают постоянный ток, что способствует получению стабильной дуги при сварке металлов.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
- основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
- кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
- рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
- целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Выбор электродов по толщине материалов
Технологические назначения по диаметру электродов зависят от толщины деталей, которые требуется соединить сваркой. Теоретически прогрев места, где происходит соединение, зависит от силы тока и диаметра стрежня. Для небольших размеров детали не требуется применение рабочих крупных элементов. При выполнении работ с массивными деталями теплота, образующаяся в результате горения дуги, распределяется по всей массе. Чем толще область, тем больший тепловой поток может переместиться на периферию.
Для маломерных изделий работа с перегревом вызывает прожигание металла. Избытки теплоты не могут распределиться в разные стороны. Возникает брак. Прожженные детали теряют прочность и товарный вид.
Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS.
Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется — они достаточно вредны для здоровья сварщика.
Ещё один момент — электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность — масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Смотрите данную статью в видео-ролике:
Какие электроды лучше выбрать для сварки. Электроды OK-46 отличный вариант для начинающих сварщиков.
содержание видео
Рейтинг: 4.0; Голоса: 1В этом видио мы проведем обзор электродов. ok-46, уони-13. 55, LB52U, ok-53/70 олег: Привет. А у меня металл наплавляется на две стенки, а посередине шлак. Отбиваю, а там непровар, трещина.Причём старый советский металл не варится совсем, если даже хорошо зачистить болгаркой.
Электроды конечно че увидел, то купил. Плюсом влияет-ли входящее напряжение в сварочный аппарат? У меня бытовой Ресанта. Кидаю удлиннитель на 20 метров и все- варить не хочет совсем.
Дата: 2020-09-05
Похожие видео
Комментарии и отзывы: 9
Михаил
Приветствую! Я работаю в нефтяной отрасли, раньше нам постоянно привозили ЛБ 52У японскую, потом стали привозить китайскую пачки один в один не отличишь а варят они по другому. Сейчас возят всякую хрень типа спецэлектрод. обеспечения уже как года три стало плохим, материалы и спецодежда хуже качеством. Так что хорошие электроды не встретишь в нефтянке.
Ярослав
Не джинса, все по честному. Редкость в наше время. Если сварщик с опытом и большой аудиторией, говорит что использует только одни электроды, да ещё какие-то хз какие, то джинса как правило 100 процентов. Имхо все верно начинать лучше с есабовских, питерского завода. Они по цене качеству, предсказуемости для начинающего лучшие.
Pixel
Ни когда сваркой не пользовался решил на даче забор и ворота сделать, купил инвертор сварочный Magnetta MMA-250 IGBT и по пачке электродов, монолит РЦ 2, 5 х350 и esab уони 2, 5х350 13/55. Так ни хрена разницы и не понял, горят и поджигаются одинаково хорошо, уони правда шлака меньше. Но разницы я не понял.
ИВАНОВ
Использую ЛЭЗ МР-3С сварочный аппарат трансформаторный, я не профиссиональный сварщик а любитель (когда приспичит, залипают зараза и очень сильно плюются, т. е. вокруг сварочного шва много капель мелких?
константин
Дима привет, покажи как варить горизонт, поднимал ворота в гараже и лист ставил стык в стык получилась херня с дырками, покажи как надо в подобных работах, с уважением Константин.
Михаил
Спасибо, не выходя из дома получаю хорошую консультацию. Перед омной лежит пачка LB-52U, подарили. Липнут. вот и решил узнать, что за электроды. Буду продолжать пробовать.
IronhardJohn
Советы хорошие, видео отличное. Но! 8: 30 что за технологии невероятные! Отвёртка за сетевым кабелем торчит. Может не делать так, а? Безопасность штука важная! Нормально!
Ruslan
Для дома для себя надо брать самые хорошие. а то вы сказали для дома пойдут. для дома год один раз чо то надо варить хочется самые надежные качественные брать.
Roma
Чому електроди уоні 13/55 не варять Електрод зразу залипає і розжигу нема Може вони відсиріли чи є якісь другі причини у мене сварка дніпро САБ 255 держар + маса —
Сварка инвертором для начинающих
Сварка – не так сложно, как может показаться на первый взгляд
Описание оборудования
Оборудование для контактной сварки используется в группе процессов, в которых соединение металлов производится за счет тепла, получаемого от сопротивления объекта сварки электрическому току, в цепи, частью которой является этот объект, и путем приложения давления. Устройство аппарата внешнее:
- ремень;
- корпус;
- дисплей;
- регулировка силы тока;
- кнопка включения;
- индикатор перегрева;
- вентиляционная решетка;
- разъемы для кабелей;
- опорные ножки.
Как выглядит сварочный аппарат
Устройство аппарата внутреннее:
- силовой блок;
- управляющий блок.
Необходимость соблюдения правил
Вне зависимости от типа используемого оборудования на сварщика и других присутствующих на рабочей площадке людей воздействует негативные факторы.
Необходимость соблюдения правил объясняется возможностью возникновения следующих травмоопасных ситуаций:
- попадания искр на одежду сварщика;
- прожигания обуви из легкоплавких материалов;
- травмирования кожи лица, органов зрения горячими парами металлов;
- возгорания находящихся на площадке материалов от распространения искр;
- ожогов от попадающих на кожу частиц;
- поражения электрическим током высокой силы;
- падения плохо зафиксированных частей металлоконструкции.
Время нагрева полипропиленовых труб
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Время нагрева, сек | 7 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Время соединения, сек | 4 | 4 | 6 | 6 | 6 | 8 | 10 | 11 | 12 |
| Время охлаждения, мин | 2 | 3 | 4 | 4 | 5 | 6 | 8 | 8 | 8 |
| Длина свариваемого шва, мм | 16 | 18 | 20 | 22 | 26 | 29 | 32 | 38 | 42 |
Просмотры: 610
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Что представляет опасность
К физическим и химическим факторам вредности сварки относятся:
- высокий уровень шума, издаваемый сварочными аппаратами;
- интенсивное инфракрасное и ультрафиолетовое излучение;
- ослепляющий свет видимого спектра;
- содержание тяжелых металлов в парах расплава;
- присутствие горячих частиц над сварочной ванной;
- тепловую энергию, вырабатывающуюся при работе горелки.
Проводя сварочные работы, человек подвергается воздействию ультрафиолетового излучения.
Принцип действия
Внутренняя структура аппарата — это трансформатор, он использует один активный сердечник, что необходимо для регулировки величины тока. Когда аппарат подключен к источнику питания, вторичная катушка генерирует напряжение холостого хода из-за индукции. Чтобы добиться легкого зажигания дуги и горения дуги, напряжение холостого хода должно быть не менее 60 В. В целях обеспечения безопасности, максимальное напряжение не превышает 80 В.
Рекомендации при выборе сварочного инвертора
Выбирая сварочный инвертор, берите тот аппарат, у которого ток сварки равен или более 160 А. Такой сварочный аппарат позволит производить сварочные работы электродами, диаметром до 3 мм.
Применяйте сухие, или лучше, прокаленные электроды.
Какие бывают виды и типы электродов по маркамЕсли зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Инструменты для сварки
Ниже перечислены основные инструменты, которые могут потребоваться для работы:
Работа со сварочным аппаратом
- Защитные очки.
Они необходимы для защиты глаз сварщиков от летящих искр и мусора. Очки должны иметь неокрашенные прозрачные линзы.
Автоматические затемняющие сварочные шлемы защищают сварщика от летящих искр и осколков, поражающих лицо, а также защищают глаза от флуоресцентной искры.
Отбойный молоток используется для удаления сварочного шлака и брызг со сварных швов.
- Проволочная щетка.
Проволочная щетка используется для очистки от мусора до, после и между каждым проходом, чтобы избежать загрязнения шва.
У пары перчаток для сварки MIG есть свободное движение запястья и прочные карманы пальцев.
Инструменты
Беруши могут помочь сохранить концентрацию, заглушая внешний шум, а также предотвращая повреждение ушей.
Высококачественный промышленный маркер из мыльного камня используется для маркировки металла и определения места, где должны быть сделаны сварные швы.
Плоскогубцы МИГ являются важными компонентами сварочного комплекта.
Требования к сотруднику для допуска к работам
Приступающий к сварке человек должен:
- Иметь установленную требованиями закона квалификацию.
- Предоставить свидетельство о прохождении краткого инструктажа по ТБ.
- Иметь навыки работы со сварочными агрегатами. Устройства применяют строго по назначению, с разрешения мастера.
- Применять средства индивидуальной защиты, поддерживать рабочую одежду в надлежащем состоянии.
- Быть ознакомленным с порядком оказания первой медицинской помощи пострадавшим при производстве людям.
- Уметь применять противопожарные системы при возникновении аварийных ситуаций. Необходимо ознакомиться с принципом действия сигнальных датчиков, расположением запасных выходов, планом эвакуации.
Сотрудник должен иметь профессиональные навыки и знания.
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Инструкция для начинающих
Не существует единого алгоритма сварки, поэтому необходимо учитывать следующие факторы: тип и толщину металла, который нужно сваривать, насколько велик объем работ, выполняется ли работа в помещении или на улице и т.д.
Сварочные аппараты
На сегодняшний день наиболее широко используемой формой сварки является электродуговая, при которой электрическая дуга плавит электрод (например, сварочную проволоку) и частично плавит основной металл. Когда расплавленные металлы остывают, детали сплавляются вместе.
В руководстве по эксплуатации машины рассказывается, что для этого нужно, и на откидной панели сбоку машины обычно есть инструкции.
Обратите внимание. Для более чистого сварной шва нужно использовать 75 процентов CO2 и 25 процентов аргона.
Работа с аппаратом
В процессе сварки могут понадобиться:
- Прямоугольная шлифовальная машина: для шлифования, скашивания и сплющивания сварных швов, а также для подготовки поверхности.
- Зажим митры или квадрат магнита: для закрепления соединений.
- Отбойный молоток и проволочная щетка: для очистки от шлаков и брызг.
- Сварочные клещи: для обрезки проволоки и удаления брызг с сопла пистолета.
Подготовка сварного шва
Нужно использовать проволочную щетку и ацетон, чтобы удалить масла и грязь. Если нужно разрезать металл, следует отметить линию шилом или твердосплавным писцом и обрезать его.
Оборудование
Горячий пуск и мягкий пуск
Многие металлы тяжело варить из-за их высокой теплопроводности. К таким относят, например, алюминий. При работе с такими металлами в начале сварки легко могут появиться дефекты шва. Для компенсации этого разработана функция горячего пуска. С использованием этой функции мощность в начале сварки сразу же возрастает, превышая предварительной заданный показатель. Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
В то же время для некоторых процессов необходим так называемый мягкий пуск. По своей сути мягкий пуск противоположен горячему. Мощность в начале сварки на мягком пуске снижается по сравнению с заданным показателем и постепенно возрастает до нужного значения. Такая функция будет полезна для стыковой сварки листов металла. Мощность и продолжительность мягкого пуска также регулируются отдельно.
Выполнение сварочных швов
До того, как узнать, какие существуют разновидности сварочных швов, требуется иметь информацию об их свойствах. Они, фактически, являются характеристиками соединения, которые определяют их качественное состояние. Среди них выделяют надёжность, вязкость, удлинение и сужение.
В зависимости от расположения
С учётом расположения сварочные швы бывают горизонтальными, вертикальными, потолочными и наклонными.
Горизонтальный
В период выполнения подобного шва главной трудностью станет стекание металла вниз. Алгоритм действий:
Вертикальный
Опытные специалисты советуют делать данное соединение 1 проходом. Алгоритм действий:
Потолочный
Подобное соединение считают наиболее трудным, поскольку сварочная ванна перевернута кверху дном и располагается над человеком. Алгоритм действий:
Наклонный
В процессе формирования углового соединения детали располагают под различными углами лодочкой так, чтобы металл мог стекать в угол. Последовательность действий:
В зависимости от конструкции соединения
С учётом конструкции соединения швы делаются встык, внахлёст или тавровыми. Рассмотрим каждый из них.
Встык
Последовательность действий:
Внахлёст
Последовательность действий:
Тавровый
Последовательность действий:
Сварка инверторным аппаратом
Большая часть выполняемой сварки относится к категории дуговой сварки. Итак, что из себя представляет эта категория и как правильно варить инверторным сварочным аппаратом?
Дуговая сварка использует электрическую дугу для расплавления рабочих материалов, а также присадочного материала (иногда называемого сварочным прутом) для сварочных соединений. Включает в себя прикрепление заземляющей проволоки к сварочному материалу или другой металлической поверхности. Другой провод, известный как электродный, помещается на материал, подлежащий сварке.
Сварочный аппарат
Подача наполнителя в сварочное соединение требует крепких рук и внимания к деталям. По мере того, как стержень плавится, сварщик должен непрерывно подавать наполнитель в соединение, используя небольшие устойчивые движения вперед и назад. Именно эти движения дают сварным швам их отличительный вид.
Дуговая сварка в защитном металле, газовая дуговая сварка (или МИГ сварка) и газовая вольфрамовая дуговая сварка (часто называемая сваркой вольфрамовым инертным газом или сваркой TIG) — все это примеры дуговой сварки инверторным аппаратом.
Работа со сварочным аппаратом
Как разжечь электродСуществует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Видео описание
В этом очень поможет обучающее видео:
Меры безопасности
Как говорят представители рабочих профессий, меры безопасности написаны кровью. Поэтому их соблюдение спасает жизни и судьбы рабочих. Вот некоторые из многих при работе со сварочным аппаратом:
- всегда нужно носить соответствующую защитную маску.
- всегда надевать надлежащие перчатки.
- всегда носить защитные наушники, чтобы не допустить попадания искр в ушной канал. Барабанная перепонка, пробитая искрой, мгновенно прижигается и никогда не заживает.
Внимание. Никогда не следует проводить сварку рядом с чем-либо, что было очищено хлорированным углеводородом, таким как очиститель тормозов. В сочетании с ультрафиолетовым излучением хлорированные углеводороды могут образовывать газ фосген, что может привести к серьезным травмам или смерти.
Меры предосторожности
Что может произойти:
- Если работник обжегся, нужно немедленно залить ожог холодной водой.
- Следует убедиться, что в зоне сварки отсутствуют материалы, такие как легковоспламеняющиеся жидкости, бумага и т. д.
Важно! Перед включением аппарата необходимо убедиться, что на полу вокруг стола или аппарата нет луж воды.
Сварной металл будет оставаться горячим в течение нескольких минут после его сварки. В большинстве случаев тепло локализуется вблизи самого сварного шва.
Перчатки необходимо надевать при сварке и обращении с недавно сваренным материалом. Белые хлопчатобумажные перчатки можно использовать для легкой сварки. Для более тяжелой сварки следует использовать защитные перчатки из оленьей кожи или приспособленные для тяжелых условий эксплуатации.
Производители постоянно исследуют и разрабатывают сварочные системы, чтобы улучшить характеристики оборудования, повысить производительность и упростить его использование. При возникновении вопросов о потенциальных преимуществах систем или помощи в выборе правильной системы для конкретного применения всегда можно проконсультироваться с доверенным дистрибьютором сварочного оборудования или производителем.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Советы и возможные ошибки
Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
- На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
- На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
- Важно взять за привычку очищать от ржавчины и налета места соединения.
Как выбирать электроды для сварки
Электроды для сварки – виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой.
В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями.
Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества.
То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению.
Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая.
Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей.
Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь.
Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А.
Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока.
Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный.
У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикальном хорошо варят электроды с целлюлозным покрытием.
Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями.
В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Поделись с друзьями
1
2
1
Источник: https://svarkalegko.com/materials/vidy-svarochnih-elektrodov-i-ih-vibor.html
Как выбрать электроды для ручной электросварки?
Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах.
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун.Еще широко применяется такая легированная сталь, как нержавейка.
2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову.
В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок. Но они никак не влияют на выбор электродов.
А в отношении требований, применяемых к данной конструкции, может быть перепад температур.
Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел.
на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое; • Основное; • Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ.
Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить.
Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3.
Поэтому в данном случае вам подойдут электроды с рутиловым покрытием. К ни относят такие марки как:
• АНО-4 • АНО-6 • АНО-21 • АНО-36
• МР-3
• ОЗС-12 • ОК46.00 • Монолит • Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва.
Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.
Электроды с рутиловым покрытием не особо привередливы к состоянию металла, а так же к самому сварщику и их могут «палить» даже новички.
При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием.
Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка.
Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как: отечественные • УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48.00 • ОК 53.70 Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока.
Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного.
Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.
е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения. Это может быть заметно на одной марке электродов от разных производителей.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока. Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
- Так же на упаковке можно увидеть информацию о свойствах сварочных швов.
К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми.
Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды.
Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Источник: http://svarka-master.ru/kak-vy-brat-e-lektrody-dlya-ruchnoj-e-lektrosvarki/
Как выбрать электроды для сварки
Зачем нужны электроды, знает каждый уважающий себя строитель. Основная задача электрода – проведение электрического тока, который будет нагревать электрод, расправлять содержащий в нем металл и создавать прочное металлические соединение. Когда речь идет об электрической сварке, то встает вопрос: как выбрать электроды для сварки?
Электроды необходимо выбирать исходя из нескольких параметров. Во-первых, необходимо знать величину тока, свариваемых материал, толщину стержня. Наиболее популярными являются электроды с диаметров 2 или 3 миллиметра.
Следует сказать, что толщина электрода и используемого тока – взаимосвязанные величины, и если вы выбрали электроды для сварки с небольшим диаметром, то и величину тока необходимо уменьшить.
Как правило, производители электродов пишут предпочтительную величину тока прямо на упаковке с электродами.
Популярные марки электродов
Итак, как же выбрать электроды для сварки? Достаточно популярными являются электроды марок АНО и МР-3. Такие электроды относительно недорогие и позволяют создавать прочное соединение для каких-то бытовых конструкций , например, каркасов теплиц, ограждений или опалубок.
Данные электроды используются при наличии сварочного аппарата, работающего на переменном токе. К сожалению, качество самих электродов может сильно отличаться от партии к партии, поэтому предугадать, что именно вы купите в итоге, достаточно сложно.
Хотя многие специалисты говорят, что данные электроды отлично варятся даже в очень сыром виде.
Электроды марки УОННИ используются на сварочных аппаратах постоянного тока. Как правило, такие электроды используют профессионалы. Данный материал достаточно дорог и прихотлив, как в использовании, так и в хранении.
Электроды марки ОК 46 называют «универсальными», потому что они могут работать как на переменном, так и на постоянном токе. Большое количество пользователей при появлении вопроса «Какие выбрать электроды для сварки?» отвечает именно так – ОК 46. Данные электроды неприхотливы, оставлять ровный и толстый шов, не теряют дугу при сварке.
Как выбрать электроды для сварки: выбираем в магазине
Качество будущей сварки зависит не только от мастерства рабочего, но и от качества электродов. Как уже было сказано, в пределах одной и той же марки качество материала может сильно колебаться.
Поэтому следует очень внимательно выбирать упаковки с электродами.
Если в самом начале выбор был сделан неверно, и вы купили электроды плохого качества, то вне зависимости от уровня вашего мастерства, хороший ровный шов уже не получится.
Главные враги электродов – это влажность и тряска. Обмазка электродов обладает большой хрупкостью, и если пачку трясли, то она просто рассыплется, в результате чего сварка превратиться в настоящий фонтан брызг и создание очень кривых швов. Исправить такой недостаток практически невозможно – лучше сразу выкидывать электрод и потрескавшейся или частично осыпавшейся обмазкой.
Если электроды отсырели, то в этом случае их можно просто прокалить. Для этого в быту можно использовать обыкновенную кухонную духовку, температуру в которой необходимо выставить в районе 200 градусов. Как правило, прокалка электродов занимает 2-3 часа. За один подход лучше прокаливать ровно то количество, которой вы будете использовать в дальнейшем.
Источник: https://stroitelstvovregione.ru/fundament/rastvor-beton-i-armatura/kak-vybrat-elektrody-dlya-svarki
Как выбрать электроды
Скорость и качество выполнения сварочных работ прямым образом зависит от электродов, применяемых в работе сварщика. Здесь имеет значение не только соответствие инструмента особенностям свариваемых металлов, но также срок годности и условия хранения электродов.
По мере обретения опыта вы научитесь правильно выбирать электроды для самых сложных работ, которых при ремонте квартиры или дачи хватает.Разберитесь в устройстве электрода. Он состоит из высококачественной сварочной проволоки и покрытия в виде обмазки из смеси разных порошков. Покрытие крепится к основе клейкой массой.
Электроды для выполнения специальных видов сварки могут и не иметь покрытия. Всего известно несколько сотен разновидностей электродов, что позволяет удовлетворить практически любые потребности, возникающие при сварке, включая работу со сталью, цветными металлами и сложными сплавами.Выбирайте электроды, ориентируясь на предстоящий вид сварочных работ.
Например, для соединения низколегированных сталей и сплавов понадобятся нержавеющие электроды со смешанным покрытием.Остановите выбор на электродах с рутиловым покрытием, если вам требуется сваривать детали, тронутые ржавчиной.
Рутиловые электроды несколько дороже обычных, но при их использовании есть возможность снизить разбрызгивание металла, стабилизировать горение и увеличить прочность сварного шва. Шлак после работы подобными электродами очень легко удаляется.Ильменитовые электроды используйте для повышения эластичности шва.
Обработанный электродом с ильменитовым покрытием шов хорошо переносит перепады температуры окружающей среды. Недостаток таких электродов состоит в том, что они не слишком надежны при сваривании ржавых деталей.Если вам необходимо соединить между собой цветные металлы, примените электроды, имеющие высокую температуру плавления.
В состав такого электрода входит вольфрам и специальные присадки, имеющие высокую устойчивость к термическому воздействию.Обращайте внимание на цветовую маркировку. Электроды с зеленой маркировкой подходят для сварки магния и алюминия. Синяя маркировка указывает на то, что электрод выполнен из вольфрама с добавлением оксида лантана.
Чаще всего последний вид электродов используют для работы с медью или легированными сталями.При выборе электродов поинтересуйтесь условиями, в которых их хранили. Дело в том, что электроды имеют определенный срок хранения. Если этот срок нарушен, электрод не сможет гарантировать высокое качество шва.
Не следует приобретать сварочные электроды, которые хранились в условиях повышенной влажности. Крайне нежелательно покупать такие изделия с рук, поскольку срок годности в этом случае определить будет практически невозможно.Предложение от нашего партнераТрансформаторные аппараты давно ушли в прошлое. Теперь их заменяют сварочные инверторы.
Они позволяют быстро и качественно сварить металлические детали и конструкции. Обычно инверторы применяются в качестве источников питания сварочных аппаратов при проведении дуговой сварки плавлением.
Применение этого типа аппаратов славится тем, что, благодаря постоянной характеристике сварочного тока и его стабильности, достигается отличное качество шва, которое гарантирует прочное и надежное соединение металла.
Что же такое инверторная сварка? Собственно говоря, это процесс с использованием схемы, системы или некоего прибора, который создает переменное напряжение при подключении источника постоянного тока. Если выражаться конкретней, то подобный тип сварки представляет собой процесс работы с помощью инвертора, традиционно – это электродуговая ручная сварка.
Общая схема такой сварки состоит из сетевого фильтра, сетевого выпрямителя, преобразователя частоты, высокочастотного трансформатора, силового выпрямителя и системы управления.
Конечно, для осуществления сварки металла одного аппарата мало, нужны еще аксессуары – маска, держатели и, конечно же, электроды. Без них никакая работа невозможна. Электроды для инверторной сварки бывают трех видов – углеродистые, легированные и высоколегированные.
Главными преимуществами сварки инверторным аппаратом являются:
– легкий и быстрый поджиг, устойчивое горение дуги, хорошая эластичность;
– качественный сварочный шов;- энергосбережение; -высокий КПД;- колебания напряжения питающей сети не оказывают влияния на параметры сварки;- легкость и мобильность.
Конечно, инверторная сварка имеет и недостатки: используемые при работе аппараты, как и любая другая электроника, очень не любят воду, пыль и морозы. Поэтому хранить инверторную сварку нужно в сухом и достаточно теплом помещении. Также важно регулярно открывать корпус и продувать компоненты аппарата сжатым воздухом.
- электроды для инверторной сварки
Источник: https://www.kakprosto.ru/kak-804759-kak-vybrat-elektrody
Как выбрать электроды для сварки
Как выбрать электроды для сварки
Все больше людей предпочитают загородную жизнь городским квартирам. Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор.
И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Содержание:
- Виды сварочных аппаратов
- Трансформатор
- Выпрямители
- Инвертор
- Полуавтоматы
- Как выбрать электроды для сварки
- Классификация сварочных электродов
- Диаметры сварочных электродов
- Как выбрать сварочные электроды с учетом режима работы и особенности металла
- Марки импортных сварочных электродов
- Общие советы, как правильно выбрать электроды
Виды сварочных аппаратов
Чтобы понять, какие именно электроды понадобятся для сварочного аппарата при тех или иных работах, вначале надо разобраться с основными видами сварки.
Все сварочные аппараты разделяют на две группы:
- бытовые сварочники могут работать без перерыва непродолжительное время. Они предназначены для использования от обычной сети в 220 В с частотой 50 Гц, а показатель силы тока находится в пределах 200 Ампер. Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;
- профессиональные сварочники более универсальны и могут работать не только от 220 В, но и от 380 В. Они уже могут при работе выдавать силу тока свыше 200 Ампер. Внешне их нетрудно отличить от бытовых аналогов более крупными габаритами. В связи с чем, для удобства работы и передвижения, их оборудуют колесиками. Их применяют на стройках, на монтаже нефтяных и газопроводов и в других профессиональных отраслях, где требуется надежная сварка.
Принцип работы всех сварочных аппаратов, независимо от стоимости, основывается на применение постоянного или переменного тока. Этот параметр зависит от того, какого качества нужен получаемый шов, разновидность металла и пр.
На сегодняшний день первенство по популярности удерживают сварочники, работа с которыми осуществляется обычным электродом. Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
Трансформатор
- Один из первых примитивных по конструкции моделей сварочного аппарата. Смысл его работы состоит в преобразовании переменного тока большого напряжения в меньшее, в итоге получается сваривание.
- По способу регулировки их делят на несколько основных видов: со стандартным магнитным рассеиванием, с увеличенным и тиристорные, оборудованные фазой регулировки. Основным их недостатком считается невозможность поддерживать постоянность дуги при сварке. К тому же, на качество шва в худшую сторону сказывается присутствие шлаковых образований и газовых выделений.
- Еще их недостатки — большие габариты и вес. Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.
Выпрямители
- Они уже совершеннее трансформаторов, с их появлением получилось исключить недостатки использования переменного тока. Их конструкция оборудована блоком полупроводников-диодов, который и позволяет преобразовывать переменный скачущий ток от сети в постоянный линейный. Данный аппарат удобен и понятен в использовании даже новичку, что делают его популярным.
- Все это позволило получать швы высокого качества и равномерной глубины на всем их продолжении. При сварке образовывается стабильная дуга высокой защищенности, которая защищает металл от разбрызгивания расплава.
Важно: для данного сварочного аппарата подойдут все виды электродов.
- Еще одно отличие от трансформатора — возможность варить алюминий, низколегированную и нержавеющую сталь.
Получается, что выпрямители удобны для использования в домашних условиях и подходят для работы с широким спектром материалов.
Инвертор
- На рынке они появились сравнительно недавно и сразу завоевали широкую популярность. На сегодня — это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.
- Первые модели инверторов способны работать только при стабильном напряжении, который может гарантировать электрогенератор. Современные аналоги уже имеют более модернизированную систему. Так, в нем присутствует специальный выпрямитель, который сглаживает синусоидный ток из сети в постоянный. Далее, он направляется в инверторный блок, где образовываясь обратно в переменный, получает большую частоту. После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу.
К основным преимуществам инвертора относят:
- точные настройки для разных видов работ;
- независят от скачков напряжения в сети;
- создают высококачественные сварные швы;
- допускается работать даже с тонкостенными металлами;
- целый ряд дополнительных функций, которые удобны в работе: горячий старт, импульсная сварка, стабилизатор мощности, который предотвращает перегрев аппарата и опция предотвращение залипания электрода.
Важно: работать с инвертором можно электродами всех видов.
Полуавтоматы
- Для работы с ним электроды не потребуются, он работает газом. Это позволяет существенно ускорить работу, сделать шов сплошным и с глубоким проваром.
- Вместо электродов в полуавтомате используется проволока и разные виды газа, которые подбираются в соответствии с металлом.
На качество шва влияет не только сварочный аппарат, но и правильно выбранные электроды. На сегодняшний день рынок представляет широкий ассортимент электродов для сварки инвертором.
Друг от друга их отличает не только материал покрытия, но и диаметр и ряд других характеристик, которые будут рассмотрены в данной статье.
Классификация сварочных электродов
Электроды, как правило, делят на две основные группы: плавящиеся и неплавящиеся. Первые изготавливаются из проволоки со специальным наружным покрытием, обеспечивающим стабильную сварочную дугу.
Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов.
А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды.
Более подробная классификация электродов выглядит следующим образом:
- проведение ремонта или наплавки;
- сварка углеродистой или низколегированной стали;
- сварка меди или любых медных сплавов;
- сварка чугуна и чугунных сплавов;
- сварка алюминия и алюминиевых сплавов;
- работа с металлами трудноподдающихся сварке;
- сварка высоколегированной стали;
- сварка сплавов с теплоустойчивыми свойствами.
Как выбрать электроды по типу покрытия стержневой проволоки электрода:
- основные электроды. Этот вид представлен наиболее популярной моделью УОНИ 13/155. С его помощью добиваются высококачественных сварных швов, отличающихся механической прочностью и устойчивостью к образованию кристаллизационных трещин. Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
- электроды с рутиловым покрытием. Наиболее популярный вид электрода этой группы МР-3. Они предназначены для сварки малоуглеродистого метала. Их достоинство заключается в устойчивой сварочной дуге не только на постоянном, но и на переменном токе. Независимо от пространственного месторасположения работы шов получается качественный с практически полным отсутствием брызг. Допускается варить ржавый или испачканный металл.
Диаметры сварочных электродов
Как уже писалось выше, электроды имеют различные диаметры. Этот параметр важен и оказывает наибольшее влияние на процесс сварки.
- Смысл заключается в том, при большем диаметре электрода, удастся сварить большую толщину металла, но при этом и потребуется добавить больше тока.
- Самый часто используемый размер — это 2,5 мм, этого вполне хватит для домашних работ, так как позволяет варить металл толщиной до 4 мм.
- На самом деле существует огромный выбор диаметров, но в широкой продаже, как правило, представлены только самые востребованные — от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм. При необходимости приобретения электрода большего диаметра, не составит труда заказать его в магазине.
Совет: не всегда толщина металла служит единственным критерием при выборе электрода. Опытные сварщики знают, что важны еще и его свойства. К сожалению, узнать это можно только опытным путем, так как четких инструкций на это счет нет. Или попытаться узнать эту информацию на специализированных форумах или блогах.
Определившись с выбором толщины электрода надо понять, как к нему правильно подобрать ток, ведь эти два параметра напрямую взаимосвязаны. Так, при слишком сильном сварочном токе метал просто прожжется насквозь, а при слишком низком — не получится образовать дугу. Эти рекомендации даются производителем на коробке с электродами.
Как выбрать сварочные электроды с учетом режима работы и особенности металла
- В первую очередь выбор зависит от вида тока, которым будет производиться работа. В большинстве случаев инверторы создают постоянный ток, а при варке им электрод получится подключить двумя способами: при прямой полярности электрод присоединяют к «минусу», а свариваемый металл к «плюсу», при обратной полярности подключение меняют на противоположное.
- В первом случае выработка тепла будет выше, что особенно хорошо для толстостенной стали или крупных деталей, но это не всегда целесообразно. Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.
Три кита, на которых держится принцип варки электродами — это диаметр изделия, толщина свариваемого металла и сила тока. Как уже писалось выше, чем толще металл, тем больший диаметр электрода потребуется. Но здесь существует один нюанс.
При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва — он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели:
- электрод диаметром 2 мм потребует силу тока 50-60 А;
- для электрода размером 2,5 мм этот показатель составит 60-90 А;
- изделие размером 3 мм варят током 80 -140 А;
- если диаметр электрода 4 мм , то ток должен находиться в пределах 130-160 А;
- при диаметре 5 мм потребуется уже профессиональный сварочник, который выдает ток 200 А;
- электрод 6 мм варят током не менее 220-240 А.
Марки импортных сварочных электродов
Зарубежные электроды довольно широко представлены на российском рынке. Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры.
Ниже расшифруем, какие электроды выбрать:
- ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов.
- ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями.
- ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных.
- ОК 61.30 и ОК 63.20. Ими варят нержавейку.
- ОК 68.81. Рекомендуются для варки трудносвариваемых металлов;
- ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом;
- ОК 96.20. Потребуются для работы с алюминием.
Общие советы, как правильно выбрать электроды
Подведя итоги вышесказанного, для себя можно четко сформулировать основные критерии выбора электродов для работы инвертором.
- Выбор зависит от вида металла, его толщины и свойств. Если требуется сделать ответственный шов, лучше остановиться на продукции известных производителей, которые годами подтверждают качество своих электродов.
- При работе с углеродистой сталью ее поверхность должна быть абсолютно чистой. Если присутствуют следы ржавчины или загрязнений, которые нет возможности очистить, то выбрать нужно изделия с рутиловой обмазкой.
- При сварочных работах на ответственных объектах лучшим выбором станут основные электроды.
Источник: http://stroitelstvo.domov.resant.ru/kak-vyibrat-elektrodyi-dlya-svarki.html
как правильно выбрать электроды для сварки
ВАЖНО! Для того, что бы сохранить статью в закладки, нажмите: CTRL + D
Задать вопрос ВРАЧУ, и получить БЕСПЛАТНЫЙ ОТВЕТ, Вы можете заполнив на НАШЕМ САЙТЕ специальную форму, по этой ссылке >>>
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами.
Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам.
Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако.
Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом.
Так что обмазка обеспечивает хорошее качество шва.
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь.
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена.
Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом.
Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.).
При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали.
Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку.
Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3
Это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов: УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
Источник: http://stroychik.ru/tools/elektrody-dlya-invertora
Все больше людей предпочитают загородную жизнь городским квартирам. Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Источник: https://pravilnoli.ru/kak-pravilno-vybrat-elektrody-dlya-svarki
Выбор сварочных электродов
Вы здесь
Оглавление:
В начале работы перед сварщиком всегда стоит задача, как выбрать сварочные электроды. В процессе их выбора необходимо учитывать важнейшие характеристики этих расходных элементов.
Лишь правильный их подбор может обеспечить высокую производительность и качество проводимых сварочных работ.
Вот почему процесс выбора электродов является таким же ответственным, как и выбор сварочной маски для безопасности работника.
Выбор диаметра электрода
В деле электросварки важнейшим моментом является выбор сварочного тока и диаметра электрода. Выбор толщины электрода зависит, в первую очередь, от толщины свариваемых элементов, марки и химического состава металла, формы кромок, способа сварки и ряда других параметров. Помочь выбрать правильный электрод может следующая информация.
- Электроды миллиметрового диаметра применяются при сварке изделий, имеющих толщину не более 1,5 мм, при этом допускаемая сила тока – не более 25 ампер.
- Прутки толщиной 1,6 мм предназначены по нормативам для сварки низкоуглеродистых и легированных сталей и имеют длину 20-25 см. Такими можно сваривать детали не толще 2 мм, используя ток 25-50 ампер.
- 2-миллиметровыми электродами длиной 25-30 см свариваются элементы толщиной 2 мм, также изготовленные из низкоуглеродистых или легированных сталей. Сила используемого тока в этом случае составляет 70 ампер.
- Для сваривания низкоуглеродистых и легированных сталей толщиной до 3 мм применяются прутки толщиной 2,5 мм со стандартной (25-30 см) длиной, требуемая сила тока – 70-100 ампер.
- Чаще всего применяются 3-миллиметровые электроды при работе с вышеупомянутыми материалами. Длина их может быть разной: 30 см, 35 см и даже 45 см. Ими можно варить детали толщиной до 5 мм, а ток потребуется силой 140 ампер.
- Прутком толщиной 4 мм можно воспользоваться в профессиональных устройствах и бытовых сварочных аппаратах. Возможная длина – 35 или 45 см. Ими можно варить любую сталь, толщина которой не превышает 10 мм, но потребуется ток 220 ампер.
- С пятимиллиметровыми электродами могут справиться только мощные сварочные аппараты. 45-сантиметровые электроды применяются для сварки низкоуглеродистых и легированных сталей, а для высоколегированных потребуются более короткие (35 см). Толщина деталей может достигать 15 мм, потребная сила тока – 280 ампер.
- Чаще всего с профессиональными аппаратами используется пруток толщиной 6 мм. Чтобы сваривать низкоуглеродистую или легированную сталь, берут пруток длиной 45 см, а при сварке высоколегированного металла – на 10 см короче. Сила тока может достигать 370 ампер.
- Промышленное оборудование высокой производительности использует электроды 8-12 мм. Для сварки обычных сталей применяются 45-сантиметровые электроды, в то время как для высоколегированных потребуется более короткий пруток – 35 см. Толщина свариваемого металла может быть 8 мм и больше, а сила тока возрастает до 450 ампер.
Важно подчеркнуть, что на диапазон силы тока влияет как диаметр электрода, так и его марка. Например, электрод УОНИ 13/55 толщиной 3 мм требует тока 70-100 ампер, а МР-3 с тем же диаметром – несколько более сильного тока (80-140 ампер).
Выбор электродов по виду тока
Современный рынок сварочного оборудования предлагает довольно широкий ассортимент, что даже несколько осложняет выбор сварочных электродов. Поэтому подбирая необходимый вариант, следует, прежде всего, оценивать важнейшие их параметры, к которым относится не только диаметр прутка, но и характеристики постоянного или переменного тока, необходимые для работы.
- При работе с постоянным током чаще всего применяются такие марки электродов, как УОНИ 13/55, МР-3, ОЗС-12, АНО-6, ЦЛ-11, ОЗЧ-12 и ряд других. По сравнению с другими аналогами, данные марки отличаются простотой применения и высокими эксплуатационными качествами. Их главными достоинствами являются: лёгкость повторного зажигания и устойчивость дуги. С помощью таких электродов свариваемые швы получаются ровными и аккуратными.
- Электроды, работающие на переменном токе, смело можно назвать устаревшими. Раньше работы с постоянным током не проводились по причине его высокой стоимости, чтобы сэкономить приходилось использовать переменный ток, неизбежно жертвуя качеством. Это объяснялось тем, что выпрямители, которые должны были обеспечивать мощные сварочные токи, до недавних пор были чрезвычайно громоздкими, дорого стоили и имели очень низкий КПД.
Однако когда были изобретены высокоэффективные выпрямители на полупроводниках, имеющие намного более скромные размеры, то ситуация намного улучшилась. Следующим шагом вперёд стало создание инверторов, после которой почти каждый человек смог бы заниматься ручной дуговой сваркой.
Видео о выборе сварочных электродов
Тем не менее переменный ток не исчез окончательно. А накопленный десятилетиями богатый опыт усовершенствования таких аппаратов, оказался полезным и при инверторной сварке.
Универсальные электроды
Есть и особая категория универсальных электродов, которая упрощает решение вопроса, какие сварочные электроды выбрать. Ведь с ними можно работать как с постоянными, так и с переменными токами. К их преимуществам относятся следующие моменты:
- увеличение производительности работ;
- низкое разбрызгивание;
- возможность качественной сварки покрытого окислами, загрязнённого и влажного металла;
- повышение экономичности;
- облегчённое отделение шлаковой корки;
- минимум требований к сварщику и его аппарату.
Подобные расходники также обеспечивают стабильную и хорошую дугу. Ими с равным успехом можно заваривать короткие швы и длинные зазоры, делать точечные прихваты. Если при выборе из разных типов прутков он пал на универсальные электроды для сварки, то сварщику нужно заранее оценить предстоящую работу, ведь конкретные задачи должны повлиять на этот самый выбор.
Можно выделить три группы, по которым распределены данные универсальные электроды:
- АНО-4 и АНО-6 – эти изделия применяются, в основном, для сварки малоуглеродистой стали.
- Электроды марок МР-3, Мр-3С, ОЗС-4, ОЗС-6, ОЗС-12, АНО-21 пригодны для сваривания углеродистой стали.
- В случае предстоящей работы с низколегированной сталью желательно выбрать такие универсальные электроды, как ОЗС-4 и ОЗС-6.
Универсальные электроды относительно недороги и обеспечивают приличное качество сварного соединения, что не могло не придать им популярности.
Подобные расходные материалы применяются как при бытовых сварочных работах, так и при строительстве или прокладке коммуникаций. Новые технологии не стоят на месте, и помимо нового вида электродов была изобретена сварочная маска-хамелеон.
Влияние свариваемого материала на выбор электродов
Немаловажно при выборе электродов учитывать конкретные особенности сварочного процесса. Так, при сварке стали инвертором потребуются одни электроды, а в случае чугуна понадобятся совершенно другие.
Частенько приходится с помощью ручной дуговой сварки варить нержавеющую сталь, для которой потребуются электроды НЖ-13.
Чтобы сваривать или наплавлять ковкий чугун или работать с ответственными чугунными деталями, потребуется тип электрода МНЧ-2.
Алюминий также можно варить с помощью инвертора, если использовать электроды марки ОЗАНА, а чтобы сваривать медные сплавы и чистую медь, чаще всего используются МНЖ-5 и МН-5.
Видео о том, какие сварочные электроды выбрать
Если вопрос состоит в том, чем можно пользоваться, работая с бытовым инвертором, то можно посоветовать универсальные электроды МР-3С, имеющие толщину 3 мм.
Такие электроды пользуются огромным спросом, ведь любой инвертор сможет с ними работать даже при недостатке напряжения в сети.
Очень часто в сельской местности в сетях напряжение немного ниже городского, поэтому эти электроды особенно популярны у сельского населения.
Популярны также электроды УОНИ, несмотря на то, что созданы они для ручной дуговой сварки. При сравнении их с прочими марками электродов становится понятно их преимущество, ведь ими вполне можно сваривать даже ответственные конструкции и особые стали.
Каким электродам Вы отдаете предпочтение, и почему? Расскажите об этом в комментариях.
Источник: https://www.rutvet.ru/in-vybor-svarochnyh-elektrodov-8228.html
РУКОВОДСТВО ПО FORNEY EASY WELD 100 ST
ДЛЯ НАЧИНАЮЩИХForney Easy Weld 100 ST требует входного напряжения 120 В и выдает выходной ток 90 А. Поставляется с электрододержателем и зажимом заземления. Убедитесь, что зажим заземления прикреплен к металлическому верстаку или к самому металлу, с которым вы хотите работать. Электрододержатель предназначен для удержания электрода на месте и позволяет легко заменять электрод.
Forney Easy Weld 100 ST может выполнять сварку Stick и TIG . Сварка палкой — это процесс дуговой сварки, в котором для укладки валика используется плавящийся электрод. Сварка вольфрамовым электродом в среде инертного газа (TIG) использует вольфрамовый электрод и такой инертный газ, как аргон. Использование присадочного металла необязательно.
Сварка TIG
Для сварки TIG на этом аппарате необходимо использовать инертный защитный газ, например 100% аргон. Вам понадобится горелка TIG размера 9 или 12 с разъемом Dinse 25 мм. Они не входят в комплект поставки машины и могут быть приобретены отдельно.
Сварка палкой
Для сварки штангой очень важно выбрать электрод, соответствующий типу материала, с которым вы работаете. Мы рекомендуем электрод Forney E6013. По нему легко наносить удары, и он хорошо работает с большинством сталей. Попробуйте начать с диаметра 3/32 дюйма и установите автомат примерно на 50-70 ампер.
Ударьте по электроду, чтобы начать работу. Вы можете сделать это с помощью касания или старта.
Почувствуйте себя комфортно
При сварке вам нужно принять очень удобное положение тела.Наклонитесь над заготовкой, зафиксируйте опорный кронштейн и очень тщательно контролируйте движение электрода. Не держите электрод в воздухе, чтобы он шатался, вы хотите поддерживать свой вес и контролировать ситуацию.
Управляйте скоростью
Не забудьте контролировать скорость движения сварного шва. Думайте об этом как об управлении скоростью во время вождения. Далее обратите внимание на выступ. Вылет — это расстояние между металлом и концом электрода. Это похоже на управление следующим расстоянием от машины перед вами.Наконец, сосредоточьтесь на пути. Вам нужен красивый и прочный сварной шов, как если бы вы оставались на своей полосе при движении.
Практика ведет к совершенству
Сварка требует практики! Если вы контролируете и отслеживаете все свои переменные, это становится вашей второй натурой. Не забудьте очистить сварной шов шлаковым молотком и металлической щеткой.
100 ST — это мощный небольшой аппарат, который идеально подходит для выполнения основных задач сварки TIG и Stick. Он идеально подходит как для тех, кто занимается своими руками, так и для любителей, а также для обслуживания и ремонта.
Гарантия на эту машину составляет 1 год.
Ищете отзывы? Посетите нашу страницу Amazon или эти онлайн-источники:
pickwelder.com
120studio.com
Чтобы узнать больше о 100 ST и увидеть его в действии, посмотрите наши видеоролики:
Сварка TIG с помощью аппарата Forney Easy Weld 100 ST
Ручная сварка с помощью Forney Easy Weld 100 ST
Руководство по сварке TIG для начинающих
Сварка TIG Названия
Сварка TIG, или TIG, является аббревиатурой от слова «сварка вольфрамовым инертным газом».TIG — широко используемый и общепринятый сленговый термин. Правильная терминология — «газовая вольфрамовая дуговая сварка» или GTAW. Это термин, используемый инженерами-сварщиками в чертежах и в процедурах сварки. Когда TIG был представлен примерно в 1940-х годах, его называли HeliArc, потому что в качестве защитного газа использовался гелий. Он больше не называется HeliArc, потому что в большинстве случаев в качестве защитного газа
используется аргон.
Свариваемость металлов
Сварка TIG — это наиболее универсальный сварочный процесс, используемый сегодня.Скорее всего, если он сделан из металла, его можно будет сварить TIG! Этот процесс обычно используется по двум причинам: качество и свариваемость. Что касается свариваемости экзотических металлов, никакой другой процесс не может справиться с этой задачей по такой цене. Это делает сварку TIG идеальным вариантом для механических мастерских или тех, кто работает с различными металлами. По качеству результаты тоже отличные. TIG обычно используется для сварки труб и сосудов под давлением на атомных электростанциях и верфях из-за его управляемости.Высокая степень управляемости, присущая сварке TIG, обеспечивает значительно более высокое качество сварки, чем любой другой широко используемый сегодня метод. Некоторые из металлов, которые обычно свариваются TIG, это:
- Мягкая сталь
- Нержавеющая сталь
- Алюминий
- Медь
- Никель
- Медно-никелевый сплав (CUNI)
- Инконель
- Магний
- Хастеллой
- Титан
Сварочный процесс TIG позволяет сваривать многие другие металлы и сплавы.Кроме того, он также может сваривать вместе множество разнородных металлов.
Электроснабжение и оборудование
Источником питания, используемым для сварки TIG, является источник питания постоянного тока или «постоянного тока», как и для ручной сварки. В большинстве случаев это тот же блок питания! Сварка TIG требует постоянного тока для поддержания дуги, в то время как напряжение колеблется в зависимости от длины дуги. Что меняет сварщика стержневой сваркой на сварщика TIG? Всего лишь несколько корректировок наворотов! Достаточно просто поиграть с приборами на машине для сварки алюминия, для чего требуется переменный или переменный ток.За пределами сварки алюминия редко требуется что-то еще, кроме постоянного или «постоянного тока». Практический результат: сварка TIG хорошо работает с любым источником питания для стержневой сварки постоянным током. Например, на большинстве промышленных строительных площадок для большей части сварки TIG используются источники питания для сварки штангой.
Оборудование для базовой сварки TIG представляет собой источник постоянного тока, горелку TIG и газовый регулятор, подключенный к баллону с газом аргоном. Это оно! Менее чем за 200 долларов вы можете превратить сварочный аппарат постоянного тока в сварочный аппарат TIG.
Это оборудование работает вместе очень просто. Горелка TIG подключается к отрицательной (-) стороне источника питания, а земля — к положительной стороне (+). Это позволяет электричеству течь от горелки к работе. Затем к регулятору присоединяется аргоновый шланг и устанавливается. После того, как все будет подключено, вам нужно вставить вольфрам в горелку TIG. После того, как вольфрам закреплен, включите источник питания и аргон. Происходит то, что газ проходит через горелку, защищая зону сварного шва, а затем вы просто зажигаете дугу.После этого образуется лужа, и другой рукой вы добавляете присадочную проволоку к стыку. Вуаля!
Что касается дополнительного оборудования, есть ножные педали для регулировки силы тока, высокочастотные пуски, прямоугольная волна переменного тока и импульсное управление, чтобы упростить сварку. Опять же, если вы не свариваете алюминий, это ненужное оборудование, которое требует простого процесса и усложняет его. Что касается сварки алюминия, то все, что вам нужно, — это источник переменного тока с высокочастотным запуском.
Защитные газы
Сварка TIG предлагает два варианта использования защитных газов:
- Аргон
- Гелий (в редких случаях)
Гелий используется крайне редко, потому что он дорог и поднимается вверх — это означает, что во время сварки вам нужно, чтобы газ шел вниз, если, конечно, вы не выполняете сварку в верхнем положении! В большинстве случаев используется газ аргон, потому что он работает с любым металлом и является единственным необходимым газом.
Размеры чашек TIG
Размеры чашек у горелок TIG различаются. Все сводится к размеру сварного шва, который будет выполнен. Чашечка обеспечивает покрытие сварного шва защитным газом. Основы размеров чашек TIG просты. Эти чашки имеют систему кодирования для их идентификации, и каждому размеру присвоен номер. Размеры чашек работают так:
- Размер 4 = внутренний диаметр 4/16
- Размер 5 = внутренний диаметр 5/16
- Размер 6 = 6/16 внутренний диаметр
- Размер 7 = внутренний диаметр 7/16
Вся система кодирования преобразует размеры в числа с шагом 1/16 дюйма.
Выбор вольфрамового электрода
Вольфрам — это то, что делает возможной сварку TIG. Когда дело доходит до выбора вольфрама, есть много вариантов, но на самом деле один тип может выполнять практически любую сварку. Для простоты вам нужно выбрать размер и тип вольфрама. Для основной сварки подойдет электрод диаметром 3/32 с 2% тория вольфрама (2% тория вольфрама окрашены в красный цвет). Этот тип вольфрама хорошо работает практически с любым металлом, а его размер идеально подходит для сварки как тонких, так и толстых металлов.
Электроды или присадочная проволока
Электроды или присадочная проволока обычно имеют стержневую форму длиной 36 дюймов. Эта присадочная проволока бывает разных размеров, которые обычно:
Размер электрода мало зависит от толщины свариваемого металла, если речь идет о сварке TIG. Что имеет значение для , так это то, сколько присадочного металла вы хотите добавить в любой момент времени для конкретных требований сварного шва (то есть вы можете подать проволоку, создать небольшую лужу и быстро протянуть тонкую линию, или вы можете подать гораздо больше провод, удерживайте горелку устойчиво, создавая лужу гораздо шире, с которой можно работать).При сварке TIG присадочная проволока всегда добавляется к стыку противоположной рукой, что дает вам полный контроль над скоростью наплавки и размером сварного шва.
Электроды имеют систему кодирования для их идентификации. Обычно используемый электрод для низкоуглеродистой стали — «ER 70S-2» .
- «ER» обозначает электрод или присадочный стержень.
- «70» — прочность сварного шва. В случае низкоуглеродистой стали сварной шов имеет предел прочности на разрыв не менее 70 000 фунтов на квадратный дюйм сварного шва.
- «S» обозначает сплошной провод. Поскольку провод твердая, всегда требуется защитный газ.
- «2» представляет количество очистителя, добавляемого к проволоке для улучшения качества сварки.
Если вы раньше выполняли сварку MIG, эти обозначения могут звучать одинаково. Присадочную проволоку для MIG можно также использовать для сварки TIG. Все сводится к первому обозначению «ER»; электрод или присадочный стержень.
Наладка сварочного аппарата
Перед настройкой сварочного аппарата TIG необходимо выполнить некоторые подготовительные работы.Сварной шов должен быть абсолютно чистым! Это означает отсутствие ржавчины, краски, масла или чего-либо еще. Абсолютно ничего, кроме голого блестящего металла. Хотя TIG — превосходный процесс сварки, следует особо подчеркнуть, что соединение всегда должно быть чистым — безупречным! Кроме того, вольфрамовые электроды необходимо затачивать до тонкости для всех металлов, кроме алюминия. Всегда необходимы чистое соединение и чистый острый вольфрамовый стержень. Без исключений!
Подготовка к сварке состоит из трех основных этапов:
- Настройка резака
- Расход газа
- НАСТРОЙКА МАШИНЫ
Корпус резака состоит из четырех основных частей и вольфрамового электрода для настройки.Корпус резака удерживает корпус цанги, цангу, заднюю крышку и чашку. Все эти части удерживают и защищают вольфрамовый электрод. Настройка резака требует наличия цанги и корпуса подходящего размера, соответствующих размеру вольфрама, который будет использоваться. Размер чашки выбирается в зависимости от размера сварного шва, а задняя крышка — это то, что стягивает вольфрам. После того, как все они будут на месте, вам нужно настроить вольфрам так, чтобы он выступал ровно настолько, чтобы сварной шов был защищен от воздуха, и достаточно далеко, чтобы увидеть дугу.Каждый сварщик делает это по-своему. Не существует правильной или неправильной формулы, пока она работает.
Расход газа регулируется в CFH «Кубических футов в час». Настройка расхода газа зависит от размера чашки, а также от сквозняков или ветра. Если вы находитесь в магазине, в котором нет сквозняков, может быть достаточно ставки в 5 франков в час. Однако 60 CFH может быть недостаточно, если вы работаете на открытом воздухе. Все сводится к текущим условиям. Более высокая скорость потока газа также нехороша, поскольку вызывает турбулентность, которая втягивает воздух в сварной шов.
Установить машину очень просто! Все, что вам нужно, — это достаточное количество усилителей, чтобы за секунду или две образовалась лужа. Остальное — техника с чистым стыком и вольфрамом!
Основы техники сварки TIG
Техника сварки TIG проста, но для ее правильного выполнения требуется много навыков! Прежде чем вы погрузитесь в технику, необходимо соблюдать некоторые правила. Во-первых, чистый стык не подлежит обсуждению. Во-вторых, обязательно нужен чистый вольфрам. Эти два правила — вот что отличает мастера от подражателей! Без шуток! Дело в том, что я тренировался под руководством двух сварщиков, завоевавших титул «Лучший сварщик мира», и они не сваривали грязные стыки.Все сводится к тому, что вы можете использовать лучшего сварщика и методы на чистом стыке и произвести идеальный сварной шов, но тот же самый сварщик, использующий те же методы, не может даже заставить лужу течь на неидеальном стыке! При сварке TIG важно иметь чистый сварной шов и чистый вольфрам. Эти правила применимы даже к стыку, который был очищен и имеет один сварной проход, но цвет металла изменился на знакомую всем нам «голубоватую волну». В этом случае лучшим решением перед сваркой является шлифовка сварного шва для очистки металла.
Основные методы сварки TIG просты. Чтобы зажечь дугу, вам нужно либо ударить вольфрам, либо поцарапать его. Все, что вам нужно, это сформировать лужу, а затем добавить в шов присадочную проволоку. Вот и все! Неважно, идете вы справа или слева. TIG — это промывание металла сварным швом. Что касается позиций, не имеет значения, сварка вы плоско или над головой, металл всегда течет одинаково.
Основное отличие техники сварки TIG заключается в используемом оборудовании.Если вы используете базовую настройку TIG, вам нужно двигаться быстрее, поскольку сварной шов становится жидким. Если у вас есть ножная педаль, вы должны уменьшить силу тока, чтобы компенсировать перегрев металла.
Руководство для начинающих по сварке TIG было написано специально для Metal Web News.Com и их читателей Go Welding.Org
Ознакомьтесь с другими нашими статьями по обучению сварке: Руководство для начинающих по сварке MIG и Руководство для начинающих по дуговой сварке порошковой проволокой.
Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в cookie-файлах может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Для чего используется каждый тип сварочного стержня?
Одна из основных проблем, с которой сталкивается большинство начинающих сварщиков, заключается в том, что они не знакомы с тем, для чего используется каждый сварочный стержень.Это может быть одним из разочарований при начале работы в сварке. Тем не менее, я могу сказать вам, что, хотя я работаю в области сварки уже несколько лет, есть определенные вещества, которые вы просто не свариваете достаточно регулярно, чтобы знать, какой пруток использовать. Вот почему я собираю эту статью. По крайней мере, это должно помочь вам начать в правильном направлении. Хотя я не могу перечислить все удилища, представленные на рынке, я сделаю все возможное, чтобы включить в статью самые подходящие.
Перед началом работыПеред тем, как приступить к сварке, вы всегда должны убедиться, что у вас есть все необходимое защитное оборудование.Одним из самых важных предметов оборудования в вашем магазине может быть аптечка. Обязательно убедитесь, что у вас есть хорошая аптечка, особенно если вы собираетесь работать с теплом и электричеством.
Низкоуглеродистая стальКогда дело доходит до сварки низкоуглеродистой стали, вы можете выбрать один из тысяч электродов. Наиболее распространенные электроды подпадают под классификацию 5.1, установленную Американским сварочным обществом (AWS). Электроды, которые я перечисляю в этой статье, являются одними из наиболее распространенных, которые вы найдете на рынке.Многие из них имеют многоцелевое назначение и могут использоваться на разных типах металла. Тем не менее, вы всегда должны быть уверены, что какой бы основной металл вы ни использовали, он соответствует исходному материалу. Может быть несколько различных вариантов, и вы можете столкнуться с разными проблемами, например, с недостаточно прочным сварным швом.
Электрододержатель с E7018 в нем
E6010
E7018
E316-16
E308L-16 E6010
Электрод E6010 предназначен для нанесения начального валика на внутреннюю часть трубы.Это один из наиболее проникающих видов сварочного стержня, потому что он прорезает масло, краску, грязь или ржавчину. Это позволяет добраться до материала, который предполагается сваривать. Поскольку E6010 разработан специально для работы с трубами и тому подобным, начинающий сварщик обычно находит эту рукоять одной из самых сложных в использовании. Сварочные стержни E6010 обычно стоят от 40 до 50 долларов за коробку со стержнями весом 10 фунтов. Цена может варьироваться в зависимости от торговой марки.
E6011Электрод E6011 обычно является первым выбором ремонтников для ремонтного персонала.Он также прорезает мусор, чтобы добраться до материала, и, как и E6010, имеет глубокую проникающую дугу. Однако, в отличие от E6010, E6011 предназначен для сварки на переменном токе и может использоваться в любом положении. Этот тип сварочного прутка варьируется от 25 до 100 долларов за коробку весом 10 фунтов.
E6012Электрод E6012 используется для сварки тонкого листового металла, такого как оконные рамы, металлическая мебель, автомобили, подвижной состав, грузовые вагоны и корабли. Это электрод из углеродистой стали, который можно использовать в любом положении.Этот тип электрода будет стоить около 16 долларов за стержень для коробки весом 10 фунтов.
E6013Электрод E6013 представляет собой электрод переменного тока, который можно использовать в любом положении, однако он разработан для нового чистого листового металла и имеет более мягкую дугу, минимальное разбрызгивание и умеренное проплавление, что упрощает очистку шлак. Эти сварочные стержни начинались примерно с 23 долларов за коробку на 10 фунтов
E7014Электроды этого типа можно использовать как на постоянном, так и на переменном токе с любой полярностью.Он обеспечивает ровную, стабильную дугу и легко удаляет шлак. Коробка с этими сварочными прутьями весом 10 фунтов стоит примерно 27 долларов.
E7024Электрод E7024 предназначен для использования с металлическими покрытиями толщиной более дюйма. Этот электрод предназначен для использования с переменным током, и вы можете выполнять большие ручные сварные швы вниз. Цена на эти электроды будет начинаться примерно с 20 долларов за коробку на 5 фунтов
E7018 Сварочный электрод E7018 предназначен для работы с постоянным током и может использоваться в любом положении.Этот электрод создает дугу с низким содержанием водорода, которая создает более однородный сварной шов. Это важно, особенно если металл будет использоваться в среде с отрицательными температурами. Упаковка этих сварочных электродов весом 10 фунтов начинается примерно с 30 долларов.
Нержавеющая сталь может быть сложной задачей. Каждый раз, когда вы собираетесь сваривать какой-либо металл, вы хотите, чтобы основной металл сварочного стержня был как можно ближе к материалу, который вы свариваете. Таким образом, у вас не возникнет проблем с реакцией дуги на металл.Примеры, которые я привожу в разделе, — не единственные палочки, доступные на рынке. Однако это наиболее распространенные из них, которые можно использовать в нескольких различных приложениях.
Это, в дополнение к тому факту, что нержавеющая сталь имеет сварной шов, который по своей природе является вялым, делает нержавеющую сталь интересным металлом для работы. Рекомендуется не только использовать сварку MIG с нержавеющей сталью, но и использовать смесь из трех газов при настройке защитного газа.Согласно тому, что я обнаружил в своем исследовании, они ищут что-то похожее на 7,5% аргона, 2,5% CO2 и 90% гелия. Используется высокий процент гелия, потому что гелий имеет более высокую теплопроводность, чем другие газы, и это позволяет получить более плоский шарик.
Эта конкретная серия сварочных стержней предназначена для работы с материалами из нержавеющей стали, такими как 301, 302, 304 и 305. Однако они также подходят для некоторых литых сплавов, таких как CF-3 и CF-8, которые предназначены для использования в высокотемпературных средах.Сварочные стержни 308L обычно начинаются от 10,99 долларов за 1 фунт.
Серия 309LСерия 309L и все ее подкатегории предназначены для сварки разнородных металлов, включая различные типы нержавеющих сталей. Однако важно, чтобы все металлы имели одинаковые свойства. Например, их можно использовать для сварки материалов 308, но не материалов 316 или 316L. Материалы 316L содержат молибден, а стержень 309L — нет. Сварочные прутки серии 309L начинались примерно с 6 долларов за 1 фунт, в зависимости от того, какой тип вы выберете.
Серия 316LСерия 316L используется для металлов 316 и 316L. К ним относятся CF-3M и CF-8M, которые являются литым эквивалентом 316 и 316L. Эти сварочные стержни начинались примерно с 25 долларов за партию 5 фунтов.
347 Серия Этот тип стержней и его подкатегории используются для основного материала 321 и 347. Они считаются стабилизированными марками, и данный тип сварочного прутка разработан с учетом этого. Литой эквивалент 347 — CF-8C, поэтому этот тип удилища также подходит для этого применения.Сварочный пруток серии 347 начинается примерно с 11 долларов за трубку весом 1 фунт.
Неважно, работаете ли вы над старинным автомобилем или просто пытаетесь сварить чугунный выпускной коллектор, выбор правильного сварочного электрода является важной частью работы. Выбирая электрод для сварки чугуна, убедитесь, что вы принимаете во внимание, требует ли стержень одного или нескольких проходов и поддается ли он механической обработке.
Хотя элементы, которые я перечисляю в этой статье, не единственные сварочные стержни, которые можно использовать для чугуна, они, как правило, являются наиболее распространенными. Прежде чем приступить к подобному проекту, убедитесь, что вы изучаете возможные варианты и используете подходящий сварочный электрод. Использование неправильного сварочного электрода для чугуна может привести ко многим проблемам, включая слабый сварной шов. Это может привести к трещинам в стыках, которые могут вызвать утечки или слабые места, которые могут вызвать проблемы позже во время использования.
Также важно отметить, что при сварке чугуна он не выдерживает резких перепадов температуры.Сварка чугуна без предварительного нагрева середины, хотя и возможна, — не лучшая идея. Вы всегда должны следить за тем, чтобы металл был предварительно нагрет. Это сделано для того, чтобы разница температур между нормальным режимом и сваркой была не такой большой. Кроме того, убедитесь, что вы правильно подготовили область для сварки. Это включает настройку стыков, которые будут свариваться с правильной шлифовкой.
Электрод серии Tech Rod 99 обычно на 99% состоит из никеля.Состав и тот факт, что сварной шов считается обрабатываемым, делают этот тип стержня желательным. Поскольку у него есть все эти атрибуты, оно считается удилищем премиум-класса. Поскольку никель стоит дорого, его стоимость будет немного выше. Коробка этого типа электрода на 10 фунтов будет стоить около 170 долларов.
Серия Tech-Rod 55Электрод серии Tech Rod 55 обычно на 55% состоит из никеля. Тот факт, что в этом электроде меньше никеля, делает его более экономичным в использовании.Их обычно используют для ремонта поврежденных отливок, если они имеют толстые или тяжелые секции. Поскольку в этом электроде 55% никеля, сварные швы намного прочнее и лучше переносят фосфор, образующийся в процессе литья. Коэффициент расширения также меньше, чем у Tech Rod 99, поэтому вы получите гораздо меньше трещин при сварке плавлением.
Ferroweld Series В этом типе электрода используется стальной сердечник, который оставляет твердый сварной шов, но не поддается механической обработке. Его нельзя обработать болгаркой, чтобы бусинка выглядела лучше.Тот факт, что у этого электрона стальной сердечник, означает, что это недорогой электрод, который можно использовать для сварки многих изделий из чугуна. Благодаря своей сердцевине он создает довольно удобную дугу, которая эффективна для любого материала, который нельзя полностью очистить. Отложения, образующиеся при использовании сварочного прутка этого типа, ржавеют, как чугун. Предварительное прессование этих сварочных стержней начинается примерно с 8 долларов за пучок в 1 фунт, в зависимости от марки и размера стержня.
Согласно определению, никелевый сплав — это любая комбинация металлов, которая содержит более половины никеля.Эти типы сплавов не затвердевают при закалке, вы должны термически обрабатывать деталь и поддерживать ее при контролируемой температуре в течение определенного времени. Благодаря этому материал после завершения сварки останется пластичным и мягким. Хотя существует несколько способов сварки никелем (сварка электродом, MIG, TIG), я перечислю только наиболее распространенный. Сварку налипанием можно делать, однако, это не самый распространенный метод.
Inconel 625 Wire Это один из наиболее распространенных типов никелевых наполнителей по одной причине.Потому что это работает. Его обычно используют для добавления нескольких слоев коррозионной и жаропрочной стали к стали, которая имеет более низкую коррозионную стойкость. Тот факт, что металл не может быть закален, означает, что даже если вы соедините два куска закаленной стали, полученный сварной шов все равно будет мягче. Катушка 30 фунтов сварочной проволоки Inconel 625 MIG стоит примерно 1800 долларов.
Возможно, вы уже поняли, что в Интернете много дезинформации о сварке алюминия, потому что сварка алюминия может быть проблемой.Одна из основных вещей, которую вы хотите сделать, — это убедиться, что свариваемый алюминий относится к типу заготовки, которую можно правильно сваривать. В противном случае вы получите грязные сварные швы, которые не расплавились. Из-за этого на них могут быть трещины и воздушные карманы, которые еще больше ослабят сварные швы.
Дуговая сварка алюминия не является предпочтительным методом сварки двух деталей, однако он работает. Обычно вам нужен материал толщиной более 1/8 дюйма. Если вы собираетесь сваривать более тонкий материал, вам придется поиграть с настройками мощности сварочного аппарата, чтобы убедиться, что вы не прожигаете материал.При этом, если вы собираетесь сваривать алюминий, правильный способ сделать это — это сварка TIG смесью гелия и аргона. Это не только самый медленный метод, но также самый чистый и контролируемый метод сварки алюминия.
При сварке алюминия очень важно правильно очистить зону сварки перед началом работы. Делать это следует латунной или металлической щеткой. Однако наждачная бумага тоже подойдет. Чтобы получить чистый сварной шов, убедитесь, что вы удалили все масла с детали во время процесса очистки.Это обеспечит прилипание сварного шва к металлу после начала сварки. Важно, чтобы сопротивление было как можно меньше.
E4043 СерияСварочные прутки этой серии обычно имеют толщину 1/8 дюйма и покрыты флюсом. Он предназначен для использования с питанием постоянного тока с нормальной полярностью. Две основные проблемы, с которыми вы столкнетесь с этим типом сварочного прутка, — это то, что для сварного шва требуется очень много прутка. Очень короткий сварной шов может быстро съесть половину стержня.Другая вещь, с которой сталкивается большинство людей, — это накопление шлака. Может быть трудно сказать, как ложится сварной шов, потому что шлак накапливается над сварным швом в лужах.
Кроме того, после наложения шва необходимо провести большую очистку от шлака. Кажется, что дуговая сварка алюминия работает лучше, если вы предварительно нагреете материал до температуры перед сваркой. Это позволяет сделать сварной шов более прочным и иметь меньше трещин и карманов. Цена на сварочные стержни E4043 начинается примерно с 15 долларов за коробку на 1 фунт.
Медь — еще один из тех металлов, которые необходимо подготовить перед сваркой. Поскольку медь будет рассеивать тепло, ее трудно сваривать, потому что область, которую вы свариваете, быстро остынет. Чтобы вылечить это, вы всегда должны предварительно нагревать медь. Это сделано для того, чтобы он не поглощал столько тепла, которое выделяет сварка. Сварка TIG (вольфрамовым инертным газом) и MIG (металл в инертном газе) являются функциональными способами сварки меди, однако дуговая сварка по-прежнему остается наиболее распространенным методом.Важно найти хороший электрод, который можно использовать с вашим сварщиком.
Если вы все же решите использовать какой-либо другой метод, предпочтительнее будет сварка TIG со 100% -ным гелием. Благодаря своей теплопроводности гелий может усилить эффект сварщика в 1,7 раза. Как вы понимаете, это значительно улучшит любую бусину, с которой вы работаете, особенно с медью. Хотя существует несколько типов сварочных стержней, которые можно использовать для меди, я перечислю лишь некоторые из наиболее распространенных.Если эти стержни не подходят для вашего применения, проведите небольшое исследование и выясните, какой стержень больше подходит для вашего сварщика.
189 Электрод из раскисленной меди Этот тип электрода разработан для использования с раскисленной медью посредством дуговой сварки в защитных оболочках (SMAW). Это позволит получить механически прочное металлургическое соединение. Он не только работает с раскисленной медью, но также эффективен для чугуна и стали. 189 электродов должны работать с обратной полярностью постоянного тока, чтобы обеспечить прочность на разрыв до 35000 фунтов на квадратный дюйм.Цена на электроды этого типа обычно начинается от 50 долларов за электрод.
Хотя очистка деталей чрезвычайно важна для других типов материалов, это необходимо для титана. Перед сваркой титановые детали должны быть очищены даже от отпечатков пальцев. Убедитесь, что вы очистили все детали стальной щеткой, которую не использовали ни для чего, кроме титана. Его нельзя использовать с другими продуктами, иначе он загрязнит изделие.Как только вы это сделаете, протрите все чистящим средством для деталей, чтобы убедиться, что все остаточные масла удалены. При этом надевайте перчатки, чтобы на металл не попали другие масла.
Саму сварку лучше всего проводить в камере, чтобы газ аргон мог течь внутри и вокруг деталей. Если вы позволите электроду выйти в кислород, он может загрязнить деталь. Прежде чем приступить к сварке титана, следует учесть все эти аспекты.Титан — один из самых трудных для плавления металлов, и очень важно соблюдать каждую процедуру.
Титан сваривается с использованием сварки вольфрамовым электродом в среде инертного газа (TIG) с использованием 36-дюймового титанового стержня вместе с электродом. Это создаст связь, которая даст вам прочность на разрыв до 50000 фунтов на квадратный дюйм. Самая большая проблема при сварке титана — это цена самих стержней. Цена на титановый сварочный пруток диаметром 36 дюймов 1/16 дюйма начинается примерно с 153 долларов за фунт.
Давайте посмотрим на последовательность классификации сварочных стержней и посмотрим, что означают различные разделы.Первая цифра указывает, для какого типа сварки следует использовать пруток. Обычно это буква E, обозначающая, что он используется для дуговой сварки. Первые две или три цифры указывают на прочность на разрыв. Это то, сколько фунтов на квадратный дюйм может выдержать материал, не разрываясь на части. Третья или четвертая цифра обозначают, какое положение следует использовать для сварки. 4-я или 5-я цифра говорит вам, какой тип покрытия имеет электрод и какой тип источника питания использовать с ним.
В качестве примера давайте разберем классификацию E6010. Буква E сообщает нам, что стержень будет использоваться для дуговой сварки. Следующие две цифры указывают, что он имеет предел прочности на разрыв 60 000 фунтов на квадратный дюйм. Единица указывает, что его можно использовать во всех положениях, а ноль указывает, что этот тип стержня следует использовать с машиной DCRP (постоянный ток с обратной полярностью). Хотя разобраться во всем этом может быть непросто. проделав это несколько раз, вы станете в этом ловким мастером.
ЗаключениеПри написании этой статьи я надеюсь, что дал вам немного больше информации о сварочных стержнях и их конкретном использовании. Хотя некоторые стержни можно использовать на нескольких типах металлов, важно отметить, что для более экзотических металлов в этом списке требуются стержни, специально разработанные для этого материала. Однако никогда не предполагайте, что сварочный стержень может быть обычным только из-за того, что вы имеете дело со старой простой сталью. Всегда лучше убедиться, какую сталь вы свариваете.Это позволит вам убедиться, что вы используете удилище, наиболее подходящее для этого типа.
Каким бы ни был ваш проект, вы можете найти инструкции и видео, которые помогут вам в этом процессе, на множестве различных веб-сайтов. Убедитесь, что вы следуете методам работы с этим конкретным металлом, чтобы получить максимально прочный сварной шов. Не позволяйте сварке пугать вас, это то, что может добавить художественного чутья в любой проект, за который вы беретесь.Даже если это деревообрабатывающий проект, возможность создавать свои собственные металлические изделия — это плюс. Я перечислил несколько проектов, которые помогут вам развить навыки сварки, в других статьях на этом сайте. Если вы хотите отточить свои навыки в этой области, найдите проект и приступайте к работе.
Электроды: определение и типы — научный класс [видео 2021]
Аноды и катоды
Точно так же существует два разных типа электродов:
- Анод — это электрод, который притягивает анионы.
- Катод — электрод, притягивающий катионы.
Полезный способ запомнить взаимосвязь между ионами и электродами — это знать, что «кот» в катоде относится к катиону. Первая буква «а» в аноде относится к аниону.
Когда вы соединяете оба электрода вместе, вы можете образовать электрическую цепь. Электрическая цепь — это путь, по которому текут электроны. Таким образом, если электрод — это наш мост, по которому движутся электроны, схема — это дорожная карта, которую электроны используют для определения, куда двигаться.В электрических устройствах электроны всегда будут течь от анода к катоду.
Как работает электрод?
При описании работы электрода есть два различных электрических устройства, которые мы можем использовать в качестве примеров. Первый пример связан с нашей батареей. Как показано на этой схеме, батарея имеет два вывода: катод и анод. Два разных процесса, происходящих внутри батареи, способствуют протеканию электрического тока. Во-первых, внутри батареи происходят химические реакции.Во-вторых, у нас есть электроны, перемещающиеся от анода и катода, чтобы генерировать электричество для устройства.
Допустим, вы хотите включить фонарик. Когда вы помещаете батарею в держатель, происходят химические реакции. Эти реакции высвобождают много ионов на аноде. Когда ионы растворяются, они оставляют свои электроны на аноде.
Накапливаясь на аноде, электроны не в восторге.Они предпочтут покинуть это тесное пространство, чем сбиться в кучу. Для этого они едут к месту установки батареи с доступной занятостью, к катоду. Переходя от анода к катоду по цепи, наш фонарик может производить свет. Но что будет, если снять батарею? Если вынуть батарею, наш источник энергии, используемый для запуска химических реакций, создающих этот поток электронов, прекратит свое существование. Конечный результат — фонарик без света.
На этой диаграмме мы также можем увидеть аналогичный процесс в электролитических ячейках.Электролитическая ячейка — это устройство, используемое для преобразования химической энергии в электрическую. Одно из применений электролитической ячейки — в электрометаллургии для удаления драгоценных металлов из минеральных руд.
Основное отличие батареи от электролитической ячейки заключается в том, что электрод погружен в раствор. Катионы и ионы, плавающие в этом растворе, называются электролитами . Вы заметили блок питания в ячейке? Этот источник энергии перемещает электроны через раствор от анода к катоду.По мере движения электронов в растворе течет ток.
Независимо от того, генерируется ли электрический ток в батарее или в электролитической ячейке, электроды позволяют протекать любому току.
Краткое содержание урока
Электроды — это проводники, по которым протекают электроны для генерации тока. Есть два типа электродов: катоды и аноды. Катод притягивает положительно заряженные катионы. Анод притягивает отрицательно заряженные анионы.
Электроды обычно изготавливаются из таких металлов, как платина и цинк. Как отличные проводники электричества, они встречаются в электрических устройствах, таких как батареи и электролитические элементы. Электроны, текущие от отрицательного конца электрода или анода к положительному концу или катоду, означают, что может генерироваться электрический ток.
Краткое введение в ЭЭГ и типы электродов
Краткое введение в ЭЭГ и типы электродов
Версии: Português | Английский
Электроэнцефалография (ЭЭГ) — это метод регистрации мозговой активности путем фиксации электрической активации.Это нейрофизиологическое измерение может быть получено с помощью неинвазивных электродов для скальпа . Измерение представляет собой сумму постсинаптических нейронных потенциалов на большой площади (от 1 до 6 см2) коры.
ЭЭГ также имеет высокое временное разрешение по сравнению с такими методами, как fMRI или PET . Он может достигать миллисекундной точности, и этот метод можно использовать для изучения спонтанной активности мозга (когда нет определенного движения или задачи) и связанной с задачей активности мозга (как вызванные потенциалы, возникающие после выполнения задачи или стимула).
В этом посте мы расскажем о различных типах электродов ЭЭГ: пассивный , активный , сухой и губчатый (R-NET) .
Пассивные электроды
Пассивные электроды обычно изготавливаются из серебра / хлорида серебра (Ag – AgCl), и во многих системах обычно используются электроды, прикрепленные к отдельным проводам. Эти электроды накладываются на кожу головы с использованием проводящего геля или пасты , обычно после подготовки области кожи головы легким истиранием, чтобы снизить импеданс между электродом и кожей головы.
Личное мнение: Пассивные электроды — это электроды, на которые мне нужно больше времени / работы, чтобы получить хороший импеданс. Иногда мне не удается получить желаемое сопротивление для некоторых электродов.
Пример пассивных электродов:
BrainCap — с аппаратурой ЭЭГ BrainVision BrainAmp Standard (plus) или BrainVision MOVE
BrainCap MR — с аппаратурой ЭЭГ 9472 BrainVision LiveCap — с оборудованием для ЭЭГ BrainVision LiveAmp
Активные электроды
Система активных электродов actiCAP упрощает снижение импеданса электродов.Эта система также существенно сокращает время, необходимое для подготовки испытуемых к началу записи ЭЭГ.
Датчики состоят из высококачественного Ag / AgCl (агломерата) и идеально подходят для измерения постоянного тока. «Активные» схемы позволяют вести запись при высоких переходных сопротивлениях (до 500 кОм) и сводят к минимуму окружающий шум, помехи из-за электрических эффектов и артефактов из-за движения кабеля благодаря встроенному активному экранированию.
Эта технология значительно улучшает соотношение сигнал / шум даже без минимизации абразивного импеданса и дополнительной очистки кожи спиртом или чистящими средствами.
Различные светодиоды цвета , которые встроены в корпус электрода, показывают качество переходного сопротивления токового электрода . Пороговые значения (красный, желтый, зеленый) и дополнительные функции можно запрограммировать с помощью прилагаемого управляющего программного обеспечения actiCAP и отобразить на экране компьютера. Эти типы ЭЭГ четко указаны в экспериментах с потенциальными событиями (ERP) .
Примеры активных электродов:
ActiCAP slim и ActiCAP snap — с аппаратным обеспечением ActiCHamp plus, LiveAmp (все), BrainAmp Standard, BrainAmp DC и V-Amp.
Для еще 2 типов активных электродов см. Следующий тип электродов:
Активные сухие электроды
Подготовка электродов и колпачка электрода обычно занимает процедуру при выполнении ЭЭГ-измерений, требующую много времени. Также отталкивающим недостатком для многих испытуемых является тот факт, что гель остается в волосах и его необходимо смывать после измерения.
Сухие электроды и колпачок actiCAP Xpress и actiCAP Xpress Twist были специально разработаны для простоты применения и оптимального контакта между электродом и кожей головы, чтобы исключить необходимость в геле для электродов.Благодаря гибкому колпачку и грибовидным электродам легко установить хорошие контакты между электродами.
Исключительной особенностью, однако, является регулируемая длина электрода, которая позволяет адаптировать колпачок к любой геометрии головы — даже когда испытуемый носит колпачок.
Примеры активных электродов:
ActiCAP Xpress — с аппаратным V-Amp.
ActiCAP Xpress Twist — с аппаратным обеспечением ActiCHamp Plus, LiveAmp (All) и BrainAmp DC.
На основе губки — R-NET
Система электродов R-Net состоит из губок и пассивных электродов Ag / AgCl, которые удерживаются на месте с помощью прочной и гибкой сетки.Благодаря применению без геля он обеспечивает быструю подготовку и высокую гибкость записи, что, например, является преимуществом. в условиях записи ЭЭГ с ограничением по времени. Предлагая оптимизированное решение для таких приложений, новый R-Net дополняет другие наши активные и пассивные системы гелевых и сухих электродов.
Система электродов R-Net доступна в 32-, 64-, 96- и 128-канальных конфигурациях (максимальное количество зависит от используемого усилителя) и в трех разных размерах для взрослых (маленький, средний, большой).
Система электродов R-Net может использоваться с оборудованием ActiCHAmp plus , LiveAmp и BrainAmp .
Влажные, сухие, активные и пассивные электроды. Какие они есть и что выбрать?
Ссылки:
[Почтовая оплата] Brain Products / EEG [по состоянию на 11 сентября 2018 г.].
[PDF] Новый сухой активный электрод для регистрации ЭЭГ. [доступ осуществлен 11 сентября 2018 г.].
Как выбрать подходящий колпачок для записи ЭЭГ (на английском языке) [Brain Products Manual].
ActiCAP Руководство по эксплуатации (на английском языке) [Руководство по продуктам Brain].
ActiCAP Xpress Twist Руководство по эксплуатации (на английском языке) [Руководство по продуктам Brain].
R-Net Инструкция по эксплуатации (на английском языке) [Brain Products Manual].
Вы можете найти другие блоги об ЭЭГ, щелкнув здесь
Как выбрать электрод, щелкнув здесь
И как выбрать наконечники электродов здесь
Информация о стержневых сварочных стержнях — NewMetalworker.com
Вы можете много узнать о стержневых электродах по номерам, напечатанным на них.Уловка состоит в том, чтобы помнить, что все они означают. Для новичка использование одной или двух удочек — хороший способ избежать путаницы и разочарования. |
Числа, значения и использование
Текст и фото Тома Хинца
Опубликовано — 17.02.2011
Электроды для дуговой сварки (SMAW = дуговая сварка защитным металлом) электроды (стержни / стержни) предназначены для использования с определенными типами тока: переменного, постоянного и некоторых стержней.Большинство стержней имеют ограничения и были разработаны для использования в некоторых или всех положениях и с определенными типами или группами металлов. Приведенная ниже информация, очевидно, носит общий характер, отчасти потому, что, хотя соглашение о нумерации является стандартным, публикуемая шумиха по поводу продуктов различных производителей электродов значительно различается. Я не знаю, что это неправильно, но вы должны прочитать литературу, прилагаемую к удилищам, которые вы решите использовать.
Как и у большинства людей, у меня есть свои любимые удилища, и я отмечу их в списке ниже.Если вы новичок в сварке, стандартный совет — оставайтесь с парой простых в использовании электродов с номерами, пока не овладеете основами. Тогда вы сможете лучше выбрать, какие удилища вы, возможно, захотите использовать для текущей работы.
Типы тока -AC — DC (и варианты)
Одно из требований, которое необходимо знать при выборе сварочных электродов, — это тип тока, который ваш сварщик использует для сварки. Обычные сварочные аппараты на переменном токе очень распространены, но обычно считаются менее мощными.Сварочные аппараты с возможностью сварки как переменным, так и постоянным током набирают популярность и обычно могут обрабатывать более толстые материалы в режиме постоянного тока. Для многих домашних сварщиков традиционный сварочный аппарат на 220 В переменного тока более чем способен удовлетворить их потребности и многое другое. Однако, как и в любом хобби, сложно устоять перед соблазном дополнительной мощности. При принятии решений не следует упускать из виду преимущества аппарата переменного / постоянного тока, особенно если ваши сварочные устремления выходят за рамки любительского домашнего магазина.
Переменный ток меняет полярность 120 раз в секунду, и это не может быть изменено.Поскольку постоянный ток течет в одном направлении, его можно использовать как прямой постоянный ток (отображается как DC +, что означает отрицательный электрод) или как обратный постоянный ток (отображается как DC-, электрод положительный). Вообще говоря, сварка постоянным током (положительным электродом) дает примерно на 10% более глубокий провар, чем та же машина в режиме постоянного тока. Режим DC + (отрицательный электрод) имеет более высокую скорость осаждения, стержень плавится быстрее и откладывается в валике. Обычно прямые сварные швы постоянным током имеют средний провар.
Что означает нумерация стержней
Если научиться расшифровывать цифры на стержнях, научиться сварке намного проще.Позже эти числа помогут выбрать правильные свойства штанги для работы. |
E — Легко начать с кода сварочного стержня, это буква E в начале. Это просто электрод. Хорошо, у нас был хороший шанс угадать это, но на этом простота в этой нумерации заканчивается.
EXXXX X? — Далее идут 4 или 5 цифр, которые описывают свойства стержня и его использование. Существуют дополнительные варианты нумерации, которые могут следовать за этими цифрами, но они обычно предназначены для специальных целей, и те из нас, кто находится по эту сторону честных и добросовестных профессиональных сварщиков, скорее всего, в любом случае не имеют дела с ними.
Первые две цифры (четырехзначный код) или первые три цифры (пятизначный код) описывают минимальную прочность на растяжение, которую может ожидать стержень, выраженную в тысячах фунтов на квадратный дюйм. Например, 60 в стержне E6013 означает, что его предел прочности составляет 60 000 фунтов на квадратный дюйм. Пруток E11013 развивает предел прочности на разрыв 110 000 фунтов на квадратный дюйм.
Следующая цифра (третья в четырехзначном коде, четвертая в пятизначном коде) описывает положение сварки, для которого предназначен стержень.1 означает, что удочка подходит для всех положений. 2 лучше подходит для плоской (горизонтальной) сварки. 4 подходит для вертикальной сварки и обычно надземных работ.
Последняя цифра обозначает требуемый сварочный ток и тип покрытия.
1 = DC + с натриево-целлюлозным покрытием.
2 = AC или DC +/- с покрытием из целлюлозы и калия
3 = переменный или постоянный ток — с покрытием из диоксида титана и натрия
4 = переменный или постоянный ток +/- с покрытием из железного порошка диоксида титана
5 = DC + с покрытием натрия с низким содержанием водорода
6 = AC или DC + с покрытием с низким содержанием водорода и калия
7 = AC или DC +/- с покрытием из оксида железа из порошка железа
8 = AC или DC + с покрытием из железного порошка с низким содержанием водорода
Fast Freeze — Это описание означает именно то, что написано: лужа быстро затвердевает, что делает ее особенно подходящей для вертикальных, потолочных и других сварных швов «смещенных».
Список номеров стержней, который следует ниже, конечно же, не охватывает все имеющиеся. Это наиболее распространенные удочки, с которыми вы можете столкнуться. Существует большая вероятность, что номера стержней, не показанные здесь, предназначены для сварщиков с уровнем квалификации, что обычно означает, что они уже знают о них. Будучи краснокровным мужчиной, я вскочил и попробовал некоторые из более сложных стержней, но безуспешно, что не удивительно для опытных сварщиков. Хорошая новость заключается в том, что со всеми типами стержней смешаны версии, которые действительно просты в использовании и могут быть полезны для психики начинающих сварщиков, позволяя им учиться.Мой лучший совет — придерживаться одного или двух простых типов стержней, пока вы, так сказать, не поставите свои сварочные ноги на землю. Позже у вас будет достаточно времени, чтобы отвлечься от более сложных удилищ.
E6010 — Это хороший пруток для сварочного материала, который нельзя полностью очистить. Требуется полярность постоянного тока +, обычно используется при работе с трубопроводами, считается стержнем быстрого замораживания, который хорошо работает в вертикальном и верхнем положениях. Наверное, не лучший выбор для новичка.
Удилища поставляются в упаковках с большим количеством информации на них. Такой диапазон силы тока для прутка в комплекте — лишь один из способов для начинающих сварщиков идти правильным курсом в процессе обучения. Профессионал может выйти за пределы этого диапазона, но обученный сварщик ничего не добьется от этого. |
E6011 — Подходит для небольших сварщиков на переменном токе.Имеет хорошую стабильность дуги и легко запускается. Это считается быстро замораживающим стержнем, который подходит для всех положений, включая вертикальное и надголовное. Он имеет относительно глубокое проплавление, легкий шлак и хорошо работает, когда свариваемый металл не может быть полностью очищен. Это может быть сложно для начинающих сварщиков.
E6012 — Универсальное средство, которое хорошо работает, перекрывая плохо подогнанные стыки. Может использоваться с машинами переменного или постоянного тока, имеет стабильную дугу, любит большие токи и производит небольшое разбрызгивание.Это универсальный стержень, который часто используется при общем техническом обслуживании.
E6013 — Пруток общего назначения на основе рутила для сварки мягких сталей. Это хороший универсальный стержень, работающий с полярностями AC / DC +/-. Имеет устойчивую дугу, легкое удаление шлака и оставляет блестящий мелко волнистый валик. Прост в использовании, удобен для новых сварщиков, хорошо работает со сварочными аппаратами переменного тока малой мощности.
Примечание: одно из любимых удилищ Тома!
E6022 — Вид специальной штанги, изначально предназначенной для укладки тяжелых полов.Сварка на переменном или постоянном токе хорошо справляется с гальваническими, гальваническими и загрязненными сталями и считается быстросохнущим стержнем.
E6027 — Еще один специализированный пруток, который позволяет выполнять сварные швы рентгеновского качества в руках квалифицированного сварщика. Работает от +/- переменного и постоянного тока. Предназначен для многопроходных сварных швов наплавочного типа. Еще одна удочка для домашних любителей, которых следует очень опасаться.
E 7014 — Пруток на основе рутилового железа, который позволяет делать мелкие волнистые валики и радиографические сварные швы с использованием полярностей переменного или постоянного тока +/-.Плавная и стабильная дуга, легкий запуск и повторное зажигание, легкий контроль лужи. Шлак легко удаляется, часто поднимается сам по себе при охлаждении.
Примечание: одно из любимых удилищ Тома!
E7018 — Пруток с низким содержанием водорода может использоваться во всех положениях, обеспечивает образование трещиностойких сварных швов рентгеновского качества квалифицированными сварщиками. Может использоваться с переменным или постоянным + током. Стержни, которые были извлечены из упаковки в течение нескольких часов, перед использованием необходимо «высушить». Эти стержни также чувствительны к длинным дугам и должны использоваться в определенных схемах движения.Не подходит для новичков.
E 7024 — Пруток на основе рутилового железа со сверхтяжелым покрытием, который создает мелкие волнистые шарики. Имеет плавную и стабильную дугу, легкое зажигание и повторное зажигание. Работает с полярностями переменного и постоянного тока +/-, легким контролем образования луж, малым разбрызгиванием и легким удалением шлака. Удобен в использовании и подходит для больших сварных швов. Еще одно хорошее удилище для новичков.
E7028 — стержень с низким содержанием водорода, работающий с переменным или постоянным + током. Подходит для плоских и горизонтальных положений, легкий отвод шлака.Стабильная дуга и хороший контроль луж.