Электроды для переменного и постоянного тока
Электроды постоянного и переменного тока внешне не отличаются. Но с завода уже указано для каких токов они разработаны, а именно это стержень электрода и покрытие, полярности и положения при которых можно выполнять сварку,рекомедуемый ток при сварке тех или иных металлов. В чем основные различия переменного и постоянного тока. В том что на электрод при сварке подается ток либо переменно с какой либо частотой, а именно это 50 герц либо постоянно. Возьмем к примеру электроды уони. Они предназначены для постоянного тока. Если взять и попробовать варить переменным то они будут прилипать либо дуга будет гулять или вовсе не будет стабильной дуги.
Давайте рассмотрим ток постоянный и переменный. Буду начинать с переменного так как это будет проще всего понять.
И так как у на работает переменный ток и постоянный при сварке электродом. Я нарисую наглядно.
А теперь посмотрим как поступает к нам переменный ток в дома. Все знают что есть фаза и есть ноль. Ноль это как минус но не совсем так. Ну да ладно рассмотрим фазу переменного тока и как она работает. Переменный ток то он есть то его нет то он опять есть.
Как видим переменный ток то в одну сторону возрастает то в другую (красная линия показано как возрастает то в одну то в другую) то есть ток меняется. Вот почему при сварке электродами переменным током разбрызгивания больше. Ну а постоянный ток тоже как и переменный только пропустив через выпрямитель ( поэтому его так называют потому что он выпрямляет ток который на графике) мы получаем несколько переменных токов которые работают синхронно и образую постоянный ток.
Из этого можно сделать вывод что качественная сварка получится при сварке постоянным током. Наверное не всем понятно что это на графике изображено. Отвечаю на вопрос чем отличаются электроды постоянного тока от переменного. Например электродами мр-3с можно варить как переменным так и постоянным током любой полярности. А вот уони например только постоянным и только лишь допускается обратной полярностью. Скажу от себя берем электроды для переменного тока и варим постоянным и ни чего не боимся. Многими марками электродов можно варить постоянным током, а переменным нужно смотреть. Теперь
Например электродами мр-3с можно варить как переменным так и постоянным током любой полярности. А вот уони например только постоянным и только лишь допускается обратной полярностью. Скажу от себя берем электроды для переменного тока и варим постоянным и ни чего не боимся. Многими марками электродов можно варить постоянным током, а переменным нужно смотреть. Теперь
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.
УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.
Процесс возможен на постоянном и переменном токах, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.
Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.
ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Также, профессионалы советуют применять:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21, МР–3С для углеродистых сталей;
- ОЗЧ–2 хорошо сваривают сплавы чугуна.
Видео:
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
Прямая полярность : к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).
Обратная полярность : масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.


Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:
Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:
На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.
Современный рынок предлагает множество типов электродов для выполнения различных сварочных работ. Многие из них разделяются по типу используемого тока, что очень удобно как для производителей, так и для мастеров. Поэтому большинство сварщиков используют электроды постоянного и переменного тока. В этой статье мы подробно расскажем, какие электроды лучше для сварки с использованием переменного тока и чем отличаются электроды постоянного тока от электродов переменного.
Где используется переменный ток
Переменный ток, переменное напряжение или, как его часто называют, просто «переменка» широко используется и при любительской сварке в гараже, и при сборке сложных металлоконструкций на заводе. Аппараты с «переменкой» завоевали свою популярность благодаря демократичной цене и простоте эксплуатации. Поэтому многие начинающие и опытные сварщики имеют в своем арсенале хотя бы один сварочник с переменным напряжением.
Для работы сварщику необходим не только аппарат, но и расходные материалы, в частности электроды. У многих начинающих сварщиков возникает вопрос: «В чем отличия электродов для переменного и постоянного тока?». Отвечаем: электроды переменного тока от электродов постоянного отличаются тем, что вы можете без страха использовать их при сварке с любым током, а вот электроды для «постоянки» запрещено использовать для переменного напряжения. Поэтому электроды для переменного тока и качественной сварки можно назвать универсальными, что является большим преимуществом. Какие еще плюсы и минусы есть у такого типа электродов?
Достоинства и недостатки электродов для переменного тока
Говоря о достоинствах следует также упомянуть отличные защитные свойства таких электродов: они хорошо защищают сварочную ванну от негативного воздействия атмосферы. Также в работе с трансформатором не нужно использовать выпрямитель.
Но, несмотря на это, сварочные электроды переменного тока имеют свои недостатки. Они проигрывают материалам для постоянного напряжения в качестве получаемого шва, способствуют активному разбрызгиванию металла и слабо поглощают энергию от механических нагрузок, из-за чего менее долговечны.
Виды обмазок для электродов
На данный момент производители предлагают электроды с четырьмя видами обмазки (или покрытия):
- Кислое покрытие. В его состав в большом количестве входит железо и марганец, иногда к ним добавляют титан и кремнезем. Сами электроды маркируются буквой «А». Такое покрытие позволяет варить неочищенный металл, но при этом весьма токсично.
- Основной покрытие. Одно из самых популярных, имеет индекс «Б». Электродами с основным покрытием можно работать на переменном токе, но мы не рекомендуем это делать. Потенциал ионизации у основного покрытия крайне мал, а это важно при работе с переменным напряжением.
- Рутиловое покрытие. Наиболее подходящее и востребованное среди электродов для работы с переменкой. Процесс сварки быстрый и удобный, металл разбрызгивается меньше, а качество шва заметно лучше. Маркируются буквой «Р».
- Целлюлозное покрытие. Оно менее распространено из-за сильного разбрызгивания металла при работе с такими электродами, но в целом подходит и для переменки, и для постоянки. Имеет индекс «Ц/С».
 Процесс сварки быстрый и удобный, металл разбрызгивается меньше, а качество шва заметно лучше. Маркируются буквой «Р».
Процесс сварки быстрый и удобный, металл разбрызгивается меньше, а качество шва заметно лучше. Маркируются буквой «Р».Лучшие модели
Мы выбрали марки электродов, популярных у профессионалов и новичков. Конечно, это не все типы электродов, предлагаемых на рынке, но с них можно начать без страха испортить работу:
- ОЗС-12 с рутиловым покрытием. Эта марка широко используется при сварке особо важных металлических конструкций, когда требуется повышенное качество сварных швов. Дуга очень устойчивая, в шве не образуются поры, материал нетоксичен.
- МР-3. Наиболее популярный диаметр у этой марки — 3 мм. Используется для сварки стали с небольшим содержанием углерода. Швы так же получаются качественными и надежными, можно варить неочищенный металл.
- АНО-4. В большинстве случаев такие электроды используются в работе со сталью, в составе которой содержится большое количество углерода. Они легко зажигаются, не образуют трещин, шлак легко удаляется с поверхности детали, и, по сравнению с другими марками, металл почти не разбрызгивается.
- МР-3С с рутиловым покрытием. Так же, как и предыдущие электроды, применяются для работы со сталью с высоким содержанием углерода. Это самый распространенный тип электрода для работы с переменкой. Дуга легко воспламеняется и стабильно держится, шов не окисляется и получается относительно ровным, надежным и устойчивым к механическим нагрузкам. Можно варить в любом положении, что удобно в труднодоступных местах. Мы рекомендуем эту марку новичкам.
- АНО-6. По аналогии с МР-3 их так же используют для сварки стали с низким содержанием углерода. Можно без проблем варить по неочищенному металлу и в местах слабой коррозии, дуга горит ровно и стабильно, шов получается прочным и долговечным.

Вместо заключения
Теперь вы знаете, как выбрать электроды для сварки переменным током, чем отличаются электроды постоянного и электроды переменного тока, и какие электроды лучше для каждой отдельной задачи. Чтобы отличить качественные электроды от некачественных, достаточно выбрать популярного производителя (например, ESAB или Continent) и не стремиться за самой низкой ценой. Желаем удачи в работе!
Сварка током обратной полярности. Особенности сварки переменным током
На территории Российской Федерации, сварки для переменного тока заключается в используемой частоте в 50 Гц. В качестве источника питания используется сеть с напряжением 220В. А все трансформаторы для сварки, имеют первичную и вторичную обмотку.
В агрегатах, которые используются в промышленной зоне, регулирования тока осуществляют по-разному. Например, с помощью подвижных функций обмоток, а также магнитного шунтирования, дроссельного шунтирования различного типа. Используют также магазины балластных сопротивлений (активных) и реостат.
Такой выбор силы сварочного тока нельзя назвать удобным способом, благодаря сложной схеме конструкции, перегревов и дискомфортом при переключении.
Но контролировать напряжение в широких пределах, в этом случае, не получится. Также отмечают определенные недостатки при корректировке с вторичной цепи.
Таким образом, регулятор сварочного тока, на начальных оборотах пропускает через себя ток высокой частоты (ТВЧ), что влечет за собой громоздкость конструкции. А стандартные переключатели вторичной цепи, не предусматривают нагрузку в 200 А. Зато в цепи первичной обмотки, показатели в 5 раз меньше.
В результате был найден оптимальный и удобный инструмент, при котором регулирование сварочного тока не кажется такой запутанной — это тиристор. Специалисты всегда отмечают его простоту, удобство в управлении и высокую надежность. Сила сварочного тока зависит от отключения первичной обмотки на конкретные промежутки времени, на каждом из полупериодов напряжения.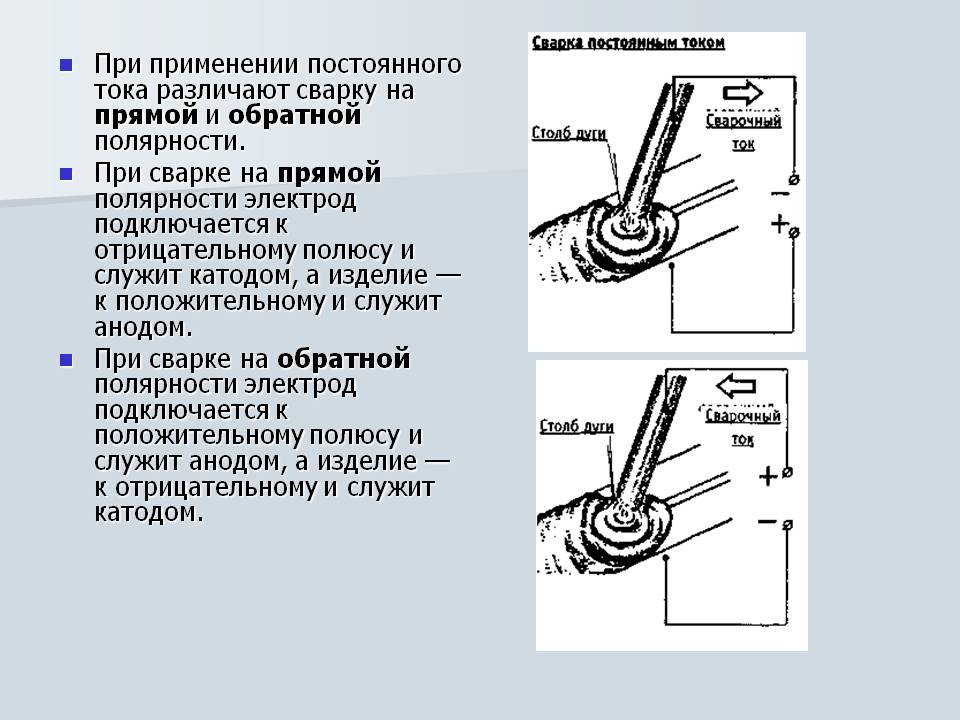 При этом средние показатели напряжения снизятся.
При этом средние показатели напряжения снизятся.
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7.
В тот момент, когда напряжение любого из конденсаторов достигнет напряжения лавинной пробивки транзистора, то открывается, и через него и идет ток разряда, общего с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, предусматривает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но опять подключит нагрузку в сеть.
В современном мире, в большей степени используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающих с переменным напряжением можно разделить на несколько видов:
А методы сварки переменным способом делятся на два типа:
Ссора постоянным током бывает двух типов, обратная и прямой полярности. Во втором варианте сварочный ток движется от минуса к положительному показателя, а тепло концентрируется на заготовке. А обратная концентрирует внимание на торце электрода.
Сварочный генератор для постоянного тока состоит из двигателя и самого генератора тока. Их используют для ручной сварки в монтажных работ и в полевых условиях.
Чтобы изготовить систему управления для сварочного тока, потребуются следующие компоненты:
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путем эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъемниках.
Уменьшить сварочное напряжение высокой частоты, можно даже используя стальную пружину для дверей.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели. Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет кувыркаться по всей длине спирали, позволит выбрать нужную силу напряжения.
Основная часть резисторов с использованием проволоки большой мощности, осуществляется в виде открытой спирали. Она монтируется на конструкцию в длину полуметра. Таким образом, спираль делается также из проволоки ТЭНа. Когда резисторы, изготовленные из магнитного сплава совместить со спиралью или любой деталью из стали, в процессе работы прохождение тока с высокими показателями, она начнет заметно дрожать. Такой зависимости спираль имеет только до того момента, пока она не растянется.
Вполне реально самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямого катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путем выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и проведения должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину. Такой дроссель изготавливается с сопротивлением, которое можно менять. Чтобы провести такую операцию, необходимо замерить углубления прохождения стержня сердечника внутрь катушки. С отсутствием этого инструмента, катушка будет иметь незначительное сопротивление, но если стержень будет введен в нее, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при взимании и креплении железных пластин.
Это учитывается при взимании и креплении железных пластин.
Что представляет собой сварки переменным током? Сварочные работы — это особый вид работ с металлом, который предназначен для скрепления металлических конструкций. В настоящее время в связи с тока сварки бывает с применением постоянного и переменного электрического тока. Рассмотрим более подробно сварки с помощью подачи переменного электрического тока.
Первым и, пожалуй, самым основным преимуществом сварки переменным током является получение качественного сварного шва. От качества сварного шва зависит прочность всей конструкции, ну а сам эффект прочности достигается благодаря тому, что дуга не имеет никаких отклонений от начальной оси, а это, в свою очередь, является залогом сверхкачественные и сверхнадежного сварного шва.
Вторым же преимуществом является то, что можно использовать менее дорогое оборудование. Об аппаратах, вырабатывающих переменный электрический ток, речь пойдет чуть ниже.
Все оборудование, предназначенное для сварки переменным током, можно разделить на следующие категории:
Кроме того, необходимо добавить, что эти аппараты имеют свои собственные аббревиатуры и позволяют производить сварку постоянным или переменным током. Дуговая сварка штучными электродами обозначается как ММА, а аргоновое — TIG.
Кроме того, методы сварки подразделяются на следующие виды:
- MMA-AC / MMA-DC (РДС штучными электродами)
- TIG -AC / TIG-DC (плавятся).

Рассмотрим основные плюсы и минусы, которые присущи TIG. Независимо от типа подачи тока, данный вид сварки имеет следующие преимущества:
- высочайшее качество сварного шва;
- возможность «варить» металлические объекты, обладающие большой площадью сечения;
- отсутствие брызг.
Вполне естественно, что там, где есть преимущества, есть и недостатки. А недостатки вышеназванного метода следующие:
- Сварщику нужно иметь высокую квалификацию, а также обладать особым профессионализмом.
- Постоянно надо с собой таскать баллон с газом.
- Очень низкая скорость выполнения сварочных работ.
Теперь следует сказать пару слов о методе MMA. Его преимуществами являются:
- более экономичное использование;
- отсутствие необходимости в наличии баллона с газом.
- очень низкую производительность работы;
- необходимость снимать шлак из готового изделия.
Вернуться к списку
Применяемые электроды
Электроды, предназначенные для сварки переменным током, применяемых в данной области уже довольно-таки давно, когда сварки постоянным током была очень дорога. Поэтому приходилось искать компромиссные варианты, пусть и уменьшая качество конечного результата.
Такая ситуация возникла в большей степени из-за того, что выпрямительные элементы, которые были рассчитаны на большие сварочные токи до недавнего времени представляли собой громоздкие, дорогие и неэффективные агрегаты. Ситуация изменилась в лучшую сторону относительно недавно. Это стало возможным благодаря тому, что появились малогабаритные, высокоэффективные полупроводниковые выпрямители последнего поколения. Ну после того, как были изобретены инверторы, РДС стала доступна широкому кругу пользователей. Ниже будут приведены основные марки электродов, которые позволяют производить инверторную сварки.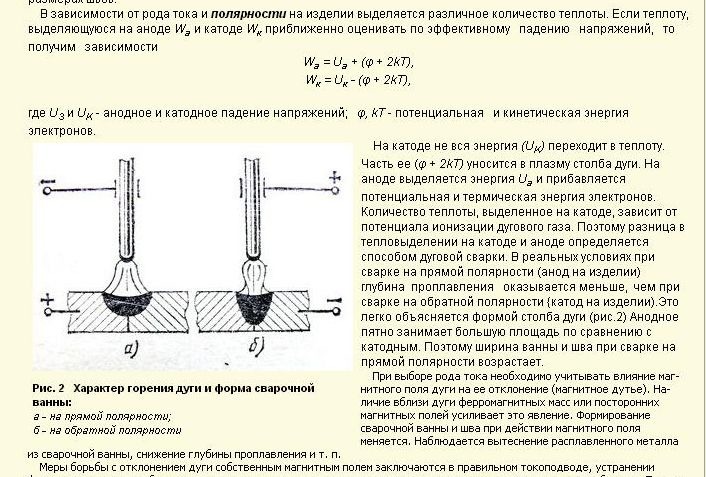
Наиболее популярными электродами, которыми варят на переменном электрическом токе, есть такие, как AHO, O3C и MP.
Данные виды отличаются не только по виду покрытия, но и также по химическому составу. Например, электроды, имеющие маркировку МР-3 и АНО-6, имеют особое рутиловое покрытие, оно является основным и ильменитовым соответственно. Ну а все остальные марок МР-3С, ОЗС-12, ОЗС-6, ОЗС-4, АНО-6, АНО-4, АНО-21, имеют обычное рутиловое покрытия. Необходимо отметить, что эти электроды применяются для сварки углеродистых, малоуглеродистых и низколегированных сталей. Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.
На переменном токе можно выполнять только сварки обычной низкоуглеродистой стали. В практике же много случаев сварки деталей из чугуна, средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги прямой или обратной полярности дает дополнительные технологические преимущества.
Профессиональная сварки сосудов, работающих под давлением, также выполняется на постоянном токе.
Схема сварочного аппарата постоянного тока
Трансформатор 1 мая — обычный сварочный, без каких-либо переделок. Лучше, если он будет иметь жесткую характеристику, то есть вторичная обмотка намотана поверх первичной. Диоды D 1 D 4 любые, рассчитанные на ток не менее 100 А.
Радиаторы диодов подбирают такой площади, чтобы нагрев диодов в процессе работы не превышал 100 ° С Для дополнительного охлаждения можно использовать вентилятор.
Конденсатор С1 — составной из оксидных конденсаторов общей емкостью не менее 40 000 мкФ. Конденсаторы можно использовать любой марки емкостью 100 мкФ каждый, включая их параллельно. Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует принимать не менее 150 В. Возможно использование конденсаторов и других номиналов.
Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует принимать не менее 150 В. Возможно использование конденсаторов и других номиналов.
Резистор R 1 — проволочный. Можно использовать стальную проволоку диаметром 6 — 8 мм и длиной несколько метров. Длина зависит от напряжения вторичной обмотки вашего трансформатора и от тока, который вы хотите получить. Чем дольше провод, тем меньше ток. Для удобства ее лучше намотать в виде спирали.
Полученный у вас сварочный выпрямитель допускает сварки прямой и обратной полярности.
Ссора прямой полярности — на электрод подается «минус», на изделие «плюс».
Ссора обратной полярности — на электрод подается «плюс», на изделие — «минус» (показано на рис. 4. 1.).
Если трансформатор 1 мая имеет свою регулирования тока, то лучше установить на нем максимальный ток, а избыток тока тушить сопротивлением R 1.
Сварка чугуна
Практикой частных сварщиков отработанные два надежных и эффективных способа сварки чугуна.
Первый используется для сварки изделий простой конфигурации, там, где чугун может «потянуться» вслед за остывающим швом. Следует учитывать, что чугун — абсолютно непластичный металл, а каждый остывает шов делает поперечную усадку примерно на 1 мм.
Таким способом можно сваривать отвалилось ушко станины, что лопнул пополам чугунный корпус и так далее.
Перед сваркой трещину обрабатывают V-образной разделкой на всю толщину металла.
Заваривать обработки можно любым электродом, хотя лучшие результаты дает сварка электродом марки УОНИ (с любыми цифрами) на постоянном токе обратной полярности.
После сварки шов зашлифовывается вровень с основным металлом, и привариваются накладки из малоуглеродистой стали.
Накладки следует зарабатывать во всех возможных местах. Чем их больше, тем сваренное соединение прочнее. Наваривать накладки следует вдоль действующего усилия.
Сварные конструкции с накладками часто оказываются прочнее исходной чугунной отливки.
Второй способ разработан для изделий сложной конфигурации: блоков цилиндров, картеров и так далее. Чаще всего он используется для устранения течи различных жидкостей.
Перед сваркой трещина очищается от грязи, масла, ржавчины.
Для сварки используется медный электрод марки «Комсомолец» диаметром 3 — 4 мм. Ток постоянный обратной полярности.
Перед сваркой трещину или заплату ставят на точечные прихватки.
Сварку ведут короткими швами вразброс. Первый шов выполняется в любом месте. Длина его не более 3 см.
Сразу после проваривания шва его интенсивно проковывают молотком.
Остывает шов уменьшается в размерах, а проковка, наоборот, его раздает. Проковка выполняют примерно полминуты.
Затем ждут полного остывания металла. Охлаждение контролируют рукой. Если прикосновение к шву не вызывает болезненных ощущений, сваривают второй короткий шов такой же длины.
Второй и все последующие швы сваривают дальше от предыдущих. После сварки каждого короткого шва идет проковка и охлаждения.
В последние проваривают замыкают участки между короткими швами. В результате получается сплошной шов.
Определение сорта стали по искре
В ремонтной практике достаточно много случаев сварки сталей, неизвестных по химическому составу. Без определения состава таких сталей качественная их сварки невозможна.
Существует способ определения содержания углерода в стали с точностью до ± 0,05%. Он основан на столкновении испытывается металла с вращающимся наждачным кругом. По форме образующихся при этом искр можно судить как о процентной доле углерода, так и о наличии легирующих примесей.
Углерод в отделяемых частицах металла сгорает, образуя вспышки в виде звездочек. Звездочки характеризуют содержание углерода в испытуемой стали. Чем выше в ней содержание углерода, тем усиленно сгорают частицы углерода и тем большее число звездочек (рис. 4. 7.).
Такую пробу желательно проводить на карборундовом кругу с размером зерна 35 — 46 Скорость вращения 25 — 30 м / с. Помещение должно быть затемнено.
1 — искра имеет вид светлой, длинной, прямой линии с двумя утолщениями на конце, с которых первое светлое, а второе темно-красное. Весь пучок искр светлый и имеет продолговатую форму;
2 — от первого утолщения начинают отделяться новые светлые искры. Пучок искр становится короче и шире предыдущего, но тоже светлый.
3 — пучок искр получается короче и шире. От первого утолщения отделяется целый сноп искр светло-желтого цвета
4 — на концах искр, отделяются от первого утолщения, наблюдаются блестяще-белого цвета звездочки;
5 — образуются длинные искры красного цвета с характерными отделяются звездочками;
6 — длинная прерывистая (пунктирная) искра темно-красного цвета со светлым утолщением на конце;
7 — двойная прерывистая (пунктирная) искра со светлыми утолщениями на концах, толстая и длинная — красного цвета, тонкая и короткая — темно-красного цвета
8 — искра такая же, как и в пункте №7, с той лишь разницей, что искры имеют разрыв.
Обучение методу искровой пробы следует начинать с образцов известных марок стали.
Применяя этот метод, следует учитывать, что сталь в закаленном состоянии дает более короткий пучок искр, чем незакаленных.
Пробу на искру необходимо принимать на глубине 1 — 2 мм от поверхности, так как на поверхности металла может быть обезуглероженная слой.
При столкновении с наждачной вокруг цветных металлов и их сплавов, в которых углерод отсутствует, искр не получается.
Сварка среднеуглеродистой и высокоуглеродистой стали
Среднеуглеродистые стали сваривают электродами с небольшим содержанием углерода. Глубина провара должна быть небольшая, поэтому применяют постоянный ток прямой полярности. Величина тока выбирается снижена.
Все эти меры снижают содержание углерода в металле шва и предупреждают появление трещин.
Для сварки используют электроды УОНИ-13/45 или УОНИ-13/55.
Некоторые изделия перед сваркой необходимо нагреть до температуры 250 — 300 ° С Лучше полный нагрев изделия; если это невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до более высокой температуры недопустим, так как вызывает появление трещин из-за увеличения глубины провара основного металла и вызванный этим повышение содержания углерода в металле шва.
После сварки изделие заворачивают термоизолирующим материалом и дают возможность медленно остыть.
В случае необходимости после сварки проводится термическая обработка: изделие нагревают до темно-вишневого цвета и обеспечивают медленное охлаждение.
Высокоуглеродистой стали сваривать труднее. Сварных конструкций из него не производят, но в ремонтном производстве сварки применяется. Для сварки такой стали лучше применять те же методы, что описывались ранее для сварки чугуна.
Сварка марганцовистой
Марганцовистого сталь применяется для деталей с высокой износостойкостью: ковшей землечерпалок, зубьев ковшей экскаваторов, железнодорожных крестовин, шеек камнедробилок, тракторных траков и так далее.
Для сварки применяют электроды ЦЛ-2 или УОНИ-13нж.
Сварочный ток выбирается из расчета 30 — 35А на 1 мм диаметра электрода.
При сварке образуется большое количество газов. Для облегчения их выхода из расплавленного металла наплавку следует выполнять широкими валиками и короткими участками, иначе шов получается пористый.
Сразу после сварки нужно проковка.
Для повышения твердости, прочности, вязкости и износостойкости наплавки необходимо после наложения каждого валика, пока он еще нагретый до красного каления, производить закалку с помощью холодной воды.
Сварка хромовой стали
Хромистых стали применяются как нержавеющие и кислотостойкие для изготовления аппаратуры нефтеперерабатывающей промышленности.
Сварка хромистых сталей следует выполнять с предварительным нагревом до температуры 200 — 400 ° С
При сварке используется снижена сила тока из расчета 25 — 30 А на 1 мм диаметра электрода.
Применяют электроды ЦЛ-17-63, СЛ-16 УОНИ-13/85 на постоянном токе обратной полярности.
После сварки изделие охлаждают на воздухе до температуры 150 — 200 ° С, а затем проводят отпуск.
Отпуск производят путем нагрева изделия до температуры 720 — 750 ° С с выдержкой при такой температуре не менее часа и последующим медленным охлаждением на воздухе.
Сварка вольфрамовой и хромовольфрамовой стали
Такая сталь используется для изготовления режущего инструмента.
С помощью сварки режущий инструмент можно изготовить двумя способами:
1) приваркой готовых пластин быстрорежущей стали на держатель из малоуглеродистой стали;
2) наплавкой быстрорежущей стали на малоуглеродистой стали.
Готовые пластины наваривают способами:
1) используя контактную сварку;
2) с помощью аргоновой сварки неплавящимся электродом;
3) используя газовую долю высокотемпературным припоем;
4) плавится постоянного тока.
Для наплавки можно использовать отходы быстрорежущей стали: поломанные сверла, резцы, зенкеры, развертки и др.
Эти отходы можно наплавлять с помощью газовой или аргоновой сварки, а также изготавливая из них электроды для сварки.
После наплавки инструмент отжигают, обрабатывают механическим путем, затем подвергают трехкратной закалке и отпуску.
Сварка высоколегированной нержавеющей стали
Нержавеющая сталь в быту нашла достаточно широкое применение: из нее изготавливают различные емкости, теплообменники, водонагреватели. Используют в частных банях как жаростойкий.
Отличить такую сталь от обычной можно по трем характерным признакам:
1) «нержавейка» отличается светло-стальным цветом
2) при приложении постоянного магнита не притягивается, хотя бывают и исключения;
3) при обработке на наждачной кругу дает мало искр (или совсем не дает).
Нержавеющая сталь обладает повышенным коэффициентом линейного расширения и пониженным коэффициентом теплопроводности.
Увеличен коэффициент линейного расширения вызывает большие деформации сварного соединения до появления трещин. Некоторые сварные конструкции из «нержавейки» перед сваркой желательно подогреть до температуры 100 — 300 ° С
Низкий коэффициент теплопроводности вызывает концентрацию тепла и может привести к прожига металла. По сравнению со сваркой обычной стали такой же толщины при сварке «нержавейки» ток уменьшают на 10 — 20%.
Для сварки применяют постоянный ток обратной полярности.
Используют электроды марки ОЗЛ-8, ОЗЛ-14, ЗИО-3, ЦЛ-11, ЦТ-15-1.
Одно из главных условий при сварке — поддержание короткой дуги, это обеспечивает лучшую защиту расплавленного металла от кислорода и азота воздуха.
Коррозионная стойкость швов увеличивается при ускоренном их охлаждении. Поэтому сразу после сварки швы поливают водой. Поливка водой допустимо только для того стали, которая после сварки не дает трещин.
Сварка алюминия и его сплавов
Сварки покрытыми электродами применяют для алюминия и сплавов толщиной более 4 мм.
Для сварки технического алюминия применяют электроды марки ОЗА-1.
Для заварки литейных дефектов применяются электроды ОЗА-2.
В последнее время электроды марки ОЗА заменяются более совершенными электродами марки Озане.
Обмазка электродов для сварки алюминия сильно впитывает влагу. При хранении таких электродов без влагозащиты обмазка в буквальном смысле слова может стечь со стержня. Поэтому такие электроды хранят в пластиковом пенале со средствами влагопоглощение. Перед сваркой их дополнительно просушивают при температуре 70 — 100 ° С
Перед сваркой алюминиевые детали обезжиривают ацетоном и зачищают до блеска металлической щеткой.
Сварка производится на постоянном токе обратной полярности.
Сварочный ток 25 — 32 А на 1 мм диаметра стержня электрода.
Деталь перед сваркой прогревают до температуры 250 — 400 ° С
Сварку необходимо выполнять непрерывно одним электродом, так как пленка шлака на детали и конце электрода препятствует повторному зажигания дуги.
Если есть возможность, с обратной стороны шва заключаются подложки (см. Газовая сварка алюминия).
Электродуговой сваркой получают швы среднего качества.
Сварка меди и ее сплавов
Чистый медь хорошо поддается сварке, и ее рекомендуется варить двумя способами. Способ сварки зависит от толщины детали.
При толщине изделия не более 3 мм лучше использовать сварку угольным электродом. Ссора выполняется постоянным током прямой полярности при длине дуги 35 — 40 мм.
В качестве присадочного материала можно использовать электротехнический провод. Не забудьте перед сваркой очистить его от изоляции.
Для повышения качества шва на свариваются кромки и на присадочные проволока наносят флюс, состоящий из 95% прокаленной буры и 5% металлического порошкообразного магния.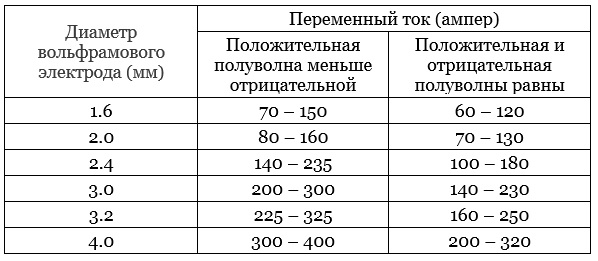 Можно использовать одну бурю, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Можно использовать одну бурю, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Высокая прочность пайки таким припоем гарантируется при пайке деталей внахлестку. Чем больше площадь нахлестки, тем крепче соединения.
Второе условие прочности паяного соединения — выполнение пайки вдоль действующего усилия.
Паяные соединения латуни и бронзы отличаются достаточной прочностью и герметичностью.
Техника безопасности при сварке
Электродуговая сварка имеет несколько вредных для здоровья сварщика факторов: напряжение электрического тока, излучения электрической дуги, газы, искры и брызги металла, термический нагрев, сквозняки.
Предельно допустимым напряжением холостого хода сварочного трансформатора считается 80 В, а сварочного выпрямителя 100 В. В условиях сухой погоды такое напряжение практически не ощущается, но в условиях влажности начинается довольно ощутимое покалывание руки. Это же можно наблюдать при нахождении сварщика на свариваемой металлической детали, а тем более в ней.
При сварке в сырую погоду, а также стоя на металле, независимо от погоды, необходимо использовать резиновые перчатки, резиновый коврик, резиновые калоши. Перчатки, коврик и галоши должны быть с диэлектрической резины, то есть той, что используют электричества. Резиновые изделия, которые продаются для бытового использования, электроизолирующими не является.
Для защиты сварщика от случайного пробоя трансформатора используется защитное заземление. Устройство заземления описано в Главе 1.
Для уменьшения вероятности поражения электрическим током лучше всего использовать трансформаторы с невысоким напряжением холостого хода.
Защитой от излучения дуги является костюм сварщика, маска с набором стекол, перчатки. Верхний ворот костюма всегда застегивайте, иначе у вас появится несмываемый «галстук».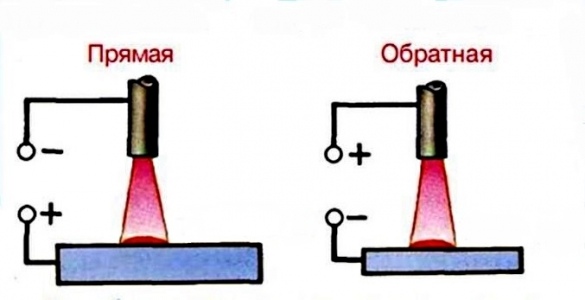
Ультрафиолетовое излучение дуги с достаточной степенью надежности ослабляется столбом воздуха в 10 м, поэтому не подпускайте никого к месту сварки ближе чем на 10 м (особенно детей!).
В состав покрытия электродов входят газообразующие вещества, поэтому покрытые электроды сильно дымят. Единственный способ защиты от дыма — принудительная вентиляция. Устройство такой вентиляции описано в Главе 1.
С вентиляцией связан еще один неблагоприятный фактор в работе сварщика — сквозняки. Нагрузка сварщика в процессе работы является чаще всего статической, то есть сварщик работает практически неподвижно. При этом не происходит саморазогрева тела, что может привести к переохлаждению.
Как показывает опыт многих сварщиков, никакая закалка от сквозняков не помогает. Более надежная защита — теплая одежда, особенно в районе пояса (сварщик работает согнувшись).
Теплая одежда может влиять и отрицательно. При переходе к динамической нагрузке сварщик начинает потеть, пот вместе с течение вызывает гарантированную простуду.
Лучший вариант избежать простуды — поставить приточный тепловентилятор. Он должен подогревать приточный воздух до плюсовой температуры даже в сильный мороз. Если вы в такие морозы предпочитаете не работать, то мощность вентилятора достаточна в 3 кВт.
Достаточно неприятным явлением считаются брызги металла. Попадая на костюм, в обуви, они вызывают тление защитной одежды или пожар, если рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые сапоги — и вы в достаточной мере защитите свое тело.
При сварке на больших токах и электродуговой резки металла держатель электродов, сварочные провода и сварочный маска могут перегреваться. Поэтому не прикасайтесь лицом металлических частей маски, а на рукоятку владельца наденьте теплоизолирующий рукав. Регулярно проверяйте все соединения проводов — они могут стать причиной пожара.
Вышеуказанные правила применяются и для других видов электрической сварки: аргоновой, полуавтоматической, контактной.
Сварочный аппарат переменного тока и постоянного в чем разница
Главная » Статьи » Сварочный аппарат переменного тока и постоянного в чем разницасварка постоянным током — сварочные аппараты переменного и постоянного тока, в чем разница? — 2 ответа
В разделе Добро пожаловать на вопрос сварочные аппараты переменного и постоянного тока, в чем разница? заданный автором Евгений Савчук лучший ответ это разная дуга — разные электроды.. .Устройство сварочных трансформаторов: под корпусом находится сердечник — замкнутый магнитопровод, первичная и вторичная обмотка. Проходя через первичную обмотку, ток намагничивает сердечник. Магнитный поток на вторичной обмотке индуцирует переменный ток. Напряжение полученного переменного тока зависит от количества витков на вторичной обмотке. Чем больше вторичная обмотка, тем выше напряжение. Результат работы — переменный сварочный ток; сварочный трансформатор постоянного тока включает в свою конструкцию выпрямитель.Сварка на постоянном токе обеспечивает получение сварного соединения более высокого качества по сравнению со сваркой на переменном токе. Из-за отсутствия нулевых значений тока повышается стабильность горения дуги, увеличивается глубина проплавления, снижается разбрызгивание, улучшается защита дуги, повышаются прочностные характеристики металла сварного шва, снижается количество дефектов шва, а пониженное разбрызгивание улучшает использование присадочного материала и упрощает операции зачистки сварного соединения от шлака и застывших брызг металла. Всё это привело к тому, что для сварки качественных швов ответственных соединений больше применяют сварку на постоянном токе.
ссылка
2oa.ru
Чем отличается сварочный аппарат от инвертора?
При необходимости самостоятельного проведения сварочных работ возникает вопрос: какого типа сварочный аппарат приобрести. Сварка — это создание неразъёмных соединений между свариваемыми частями на уровне атомов. Сварное соединение является одним из самых прочных и поэтому применяется довольно часто.
Сварное соединение является одним из самых прочных и поэтому применяется довольно часто.
При электросварке нагрев и плавление металла происходит за счёт образования электрической дуги между торцевой частью электрода и свариваемой поверхностью. Источники образования и поддержания дуги делятся на несколько типов:
- Трансформаторные.
- Инверторные.
- Выпрямители.
- Сварочные агрегаты на основе двигателя внутреннего сгорания.
Рассмотрим два типа, нашедших наиболее широкое применение: сварочный аппарат на основе трансформатора и инверторный источник электрической дуги.
Трансформаторный сварочный аппарат
Это самый простой из сварочных аппаратов, использующий переменный ток сети. Работает за счёт трансформатора, который регулирует напряжение сети до сварочного. Трансформаторные или индукционные сварочные аппараты имеют деление по следующим признакам:
- Мощность (чем больше сила сварочного тока, тем более толстый металл возможно обрабатывать).
- Количество постов, то есть рабочих мест (сколько человек одновременно могут работать).
- Напряжение (однофазная или трёхфазная сеть).
Преимуществом его является более простая и надёжная конструкция, невысокая стоимость, высокая ремонтопригодность.
Трансформаторный сварочный аппарат
К недостаткам относят зависимость дуги от скачков напряжения сети, большой вес и габаритные размеры, сильный нагрев во время проведения работ.
Что такое инвертор?
Инверторный сварочный аппарат или просто инвертор — один из источников энергии для электродуговой сварки, в основе которого лежит использование тока высокой частоты. Его работа осуществляется за счёт силовой электроники и небольшого трансформатора.
Инверторный сварочный аппарат
Достоинствами его признано низкое энергопотребление, компактность, небольшой вес и размеры, достаточно высокое качество шва.
К отрицательным сторонам инвертора можно отнести относительно высокую стоимость, боязнь влаги, пыли и низких температур (характерно для бюджетных моделей), чувствительность к скачкам напряжения, дорогостоящий ремонт.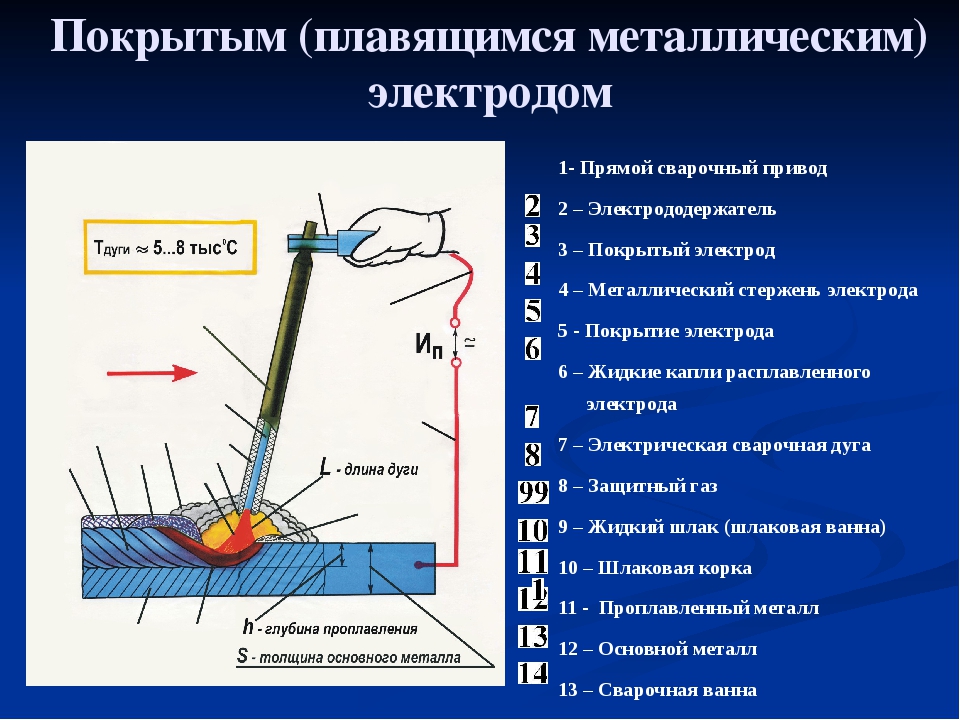
Что общего у инвертора и трансформаторного сварочного аппарата
Сходство этих аппаратов в их назначении — образование и поддержание электрической дуги. Но есть ещё некоторые моменты, которые их объединяют:
- Рассматриваемые аппараты объединяет наличие трансформатора, но разного размера. За счёт предварительного получения тока высокой частоты, в инверторах нет необходимости в использовании больших трансформаторов. Для получения тока 160 А нужен трансформатор весом 0,25 кг. Для получения такого же тока в индуктивных аппаратов необходим трансформатор весом 18-20 кг.
- Возможность плавной регулировки тока. Трансформаторные аппараты имеют такую возможность благодаря изменению величины воздушного зазора в магнитопроводе.
- Питание аппаратов осуществляется от бытовой (220В) или промышленной (380В) сети.
- У большинства сварочных аппаратов есть защита от короткого замыкания.
Чем отличаются инверторный и трансформаторный источник электрической дуги
- Габариты и вес сварочного аппарата трансформаторного типа больше, чем у инвертора. Промышленные образцы могут весить более ста килограммов.
- Принцип действия. В инверторе переменный ток сети преобразуется первичным выпрямителем в постоянный, затем снова в переменный ток высокой частоты и далее снова происходит изменение на постоянный на вторичном выпрямителе. У сварочных аппаратов трансформаторного типа сила тока изменяется за счёт изменения положения магнитопровода, то есть сердечника понижающего трансформатора или включения в цепь разного количества витков обмоток.
- Инвертор имеет более устойчивую дугу, благодаря стабильности сварочного тока, что влияет на качество шва.
- Разница в конструкции. Инвертор более сложный и может оснащаться следующими дополнительными функциями: HOT START – увеличение начального тока для улучшения поджига сварочной дуги. ARC FORCE — увеличение сварочного тока для ускорения процесса плавления и препятствия залипанию, то есть происходит форсирование дуги. ANTI-STICK – снижение тока при залипании электрода для увеличения времени на его отрыв и защиты от перегрузки.
- Процесс обучения работе на трансформаторе более сложный и трудоёмкий. Однако, освоив эти навыки, без труда можно работать на инверторе.
- Инвертор выдаёт постоянный ток, трансформатор работает на переменном с частотой бытовой электросети 50 Гц.
- Коэффициент мощности инвертора наибольший из всего сварочного оборудования, а КПД превышает трансформаторные аналоги на 20-30%.
- Широкий диапазон изменения тока сварки.
- Инвертор имеет такой показатель как коэффициент прерывистости работы (КП). Он определяет время непрерывной работы на максимальном сварочном токе. То есть, если КП равен 50%, то после 10 минут работы ему требуется 5 минут на охлаждение. К трансформаторному сварочному аппарату такие требования не предъявляются.
- Возможность использования электродов, предназначенных как для постоянного, так и для переменного тока.
 ANTI-STICK – снижение тока при залипании электрода для увеличения времени на его отрыв и защиты от перегрузки.
ANTI-STICK – снижение тока при залипании электрода для увеличения времени на его отрыв и защиты от перегрузки.На сегодняшний день на рынке довольно широкий выбор оборудования для сварки различных производителей. Выбор сварочного аппарата следует производить исходя из задач, которые с его помощью предстоит выполнять.
vchemraznica.ru
Преимущества и недостатки аппаратов переменного тока для сварки
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата. Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.
Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.

В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.
Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой. При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока. Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя. Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.
Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность. Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах. На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора. На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора. На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва. Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов. К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги. К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной. Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается. Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Похожие статьи
svaring.com
В чем разница переменного тока и постоянного?
Лишь немногие способны реально осознать, что переменный и постоянный ток чем-то отличаются. Не говоря уже о том, чтобы назвать конкретные различия. Цель данной статьи – объяснить основные характеристики этих физических величин в терминах, понятных людям без багажа технических знаний, а также предоставить некоторые базовые понятия, касающиеся данного вопроса.
Сложности визуализации
Большинству людей не составляет труда разобраться с такими понятиями, как «давление», «количество» и «поток», поскольку в своей повседневной жизни они постоянно сталкиваются с ними. Например, легко понять, что увеличение потока при поливе цветов увеличит количество воды, выходящей из поливочного шланга, в то время как увеличение давления воды заставит ее двигаться быстрее и с большей силой.
Электрические термины, такие как «напряжение» и «ток», обычно трудно понять, поскольку нельзя увидеть или почувствовать электричество, движущееся по кабелям и электрическим контурам. Даже начинающему электрику чрезвычайно сложно визуализировать происходящее на молекулярном уровне или даже четко понять, что собой представляет, например, электрон.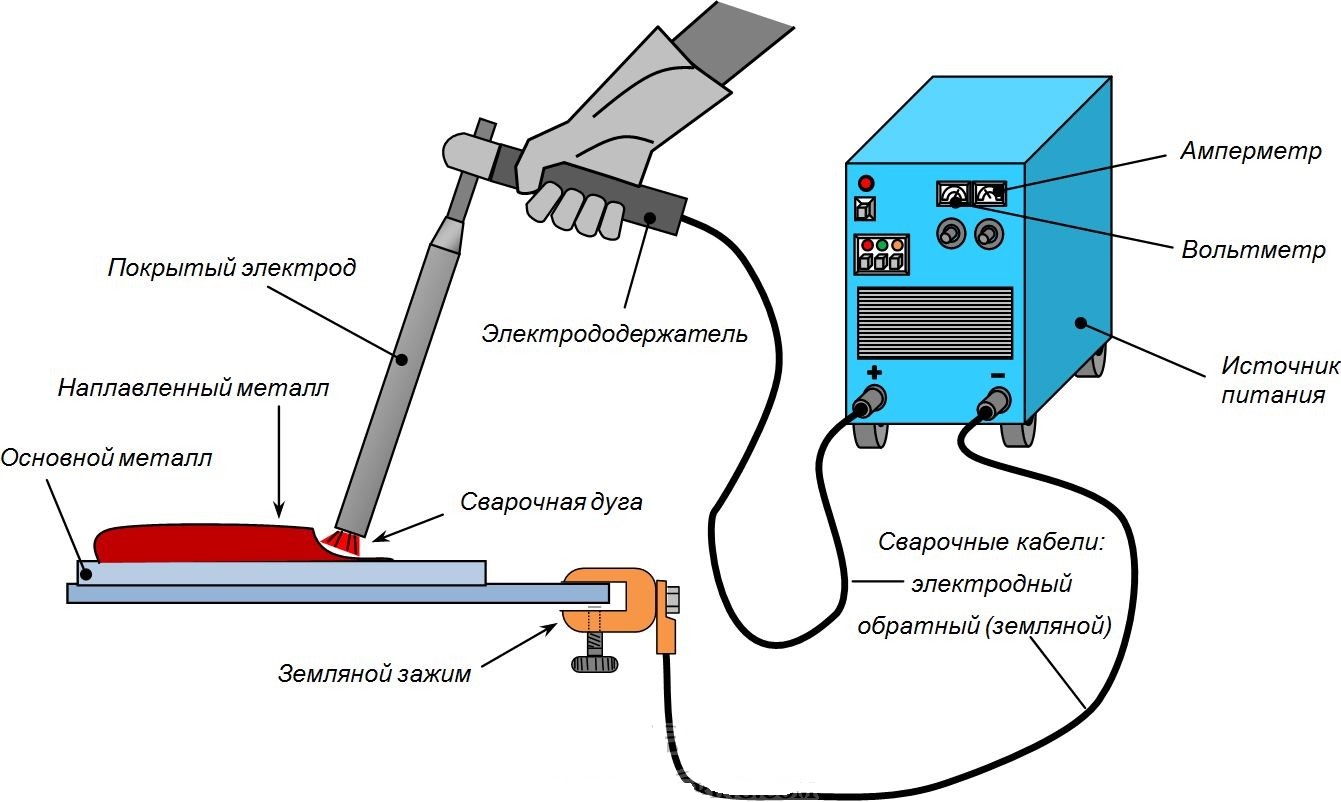 Эта частица находятся вне пределов сенсорных возможностей человека, ее невозможно увидеть и к ней нельзя прикоснуться, за исключением случаев, когда определенное количество их не пройдет через тело человека. Только тогда пострадавший определенно ощутит их и испытывает то, что обычно называют электрическим шоком.
Эта частица находятся вне пределов сенсорных возможностей человека, ее невозможно увидеть и к ней нельзя прикоснуться, за исключением случаев, когда определенное количество их не пройдет через тело человека. Только тогда пострадавший определенно ощутит их и испытывает то, что обычно называют электрическим шоком.
Тем не менее, открытые кабели и провода большинству людей кажутся совершенно безвредными только потому, что они не могут увидеть электронов, только и ждущих того, чтобы пойти по пути наименьшего сопротивления, которым обычно является земля.
Аналогия
Понятно, почему большинство людей не могут визуализировать то, что происходит внутри обычных проводников и кабелей. Попытка объяснить, что что-то движется через металл, идет вразрез со здравым смыслом. На самом базовом уровне электричество не так сильно отличается от воды, поэтому его основные понятия довольно легко освоить, если сравнить электрическую цепь с водопроводной системой. Основное различие между водой и электричеством заключается в том, что первая заполняет что-либо, если ей удастся вырваться из трубы, в то время как второе для передвижения электронов нуждается в проводнике. Визуализируя систему труб, большинству легче понять специальную терминологию.
Напряжение как давление
Напряжение очень похоже на давление электронов и указывает, как быстро и с какой силой они движутся через проводник. Эти физические величины эквивалентны во многих отношениях, включая их отношение к прочности трубопровода-кабеля. Подобно тому, как слишком большое давление разрывает трубу, слишком высокое напряжение разрушает экранирование проводника или пробивает его.
Ток как поток
Ток представляет собой расход электронов, указывающий на то, какое их количество движется по кабелю. Чем он выше, тем больше электронов проходит через проводник. Подобно тому, как большое количество воды требует более толстых труб, большие токи требуют более толстых кабелей.
Использование модели водяного контура позволяет объяснить и множество других терминов. Например, силовые генераторы можно представить как водяные насосы, а электрическую нагрузку – как водяную мельницу, для вращения которой требуется поток и давление воды. Даже электронные диоды можно рассматривать как водяные клапаны, которые позволяют воде течь только в одну сторону.
Например, силовые генераторы можно представить как водяные насосы, а электрическую нагрузку – как водяную мельницу, для вращения которой требуется поток и давление воды. Даже электронные диоды можно рассматривать как водяные клапаны, которые позволяют воде течь только в одну сторону.
Постоянный ток
Какая разница между постоянным и переменным током, становится ясно уже из названия. Первый представляет собой движение электронов в одном направлении. Очень просто визуализировать его с использованием модели водяного контура. Достаточно представить, что вода течет по трубе в одном направлении. Обычными устройствами, создающими постоянный ток, являются солнечные элементы, батареи и динамо-машины. Практически любое устройство можно спроектировать так, чтобы оно питалось от такого источника. Это почти исключительная прерогатива низковольтной и портативной электроники.
Постоянный ток довольно прост, и подчиняется закону Ома: U = I × R. Мощность нагрузки измеряется в ваттах и равна: P = U × I.
Из-за простых уравнений и поведения постоянный ток относительно легко осмыслить. Первые системы передачи электроэнергии, разработанные Томасом Эдисоном еще в XIX веке, использовали только его. Однако вскоре разница в переменном токе и постоянном стала очевидной. Передача последнего на значительные расстояния сопровождалась большими потерями, поэтому через несколько десятилетий он был заменен более выгодной (тогда) системой, разработанной Николой Теслой.
Несмотря на то что коммерческие силовые сети всей планеты в настоящее время используют переменный ток, ирония заключается в том, что развитие технологии сделало передачу постоянного тока высокого напряжения на очень больших расстояниях и при экстремальных нагрузках более эффективной. Что, например, используется при соединении отдельных систем, таких как целые страны или даже континенты. В этом заключается еще одна разница в переменном токе и постоянном. Однако первый по-прежнему используется в низковольтных коммерческих сетях.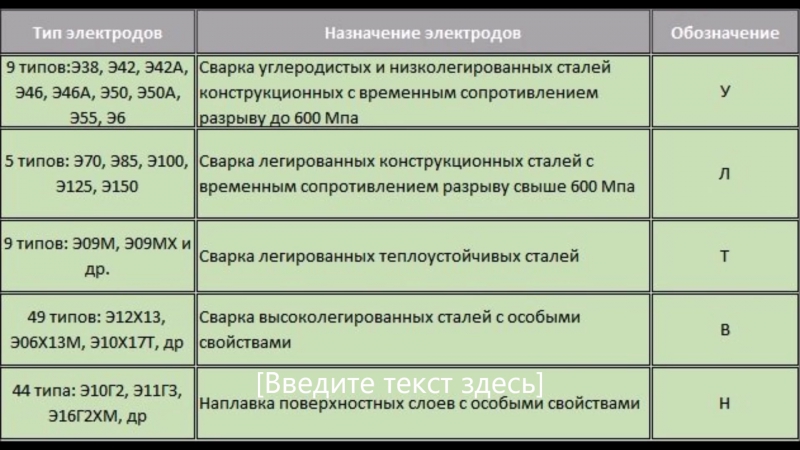
Постоянный и переменный ток: разница в производстве и использовании
Если переменный ток намного проще производить с помощью генератора, используя кинетическую энергию, то батареи могут создавать только постоянный. Поэтому последний доминирует в схемах питания низковольтных устройств и электроники. Аккумуляторы могут заряжаться только от постоянного тока, поэтому переменный ток сети выпрямляется, когда аккумулятор является основной частью системы.
Широко распространенным примером может служить любое транспортное средство – мотоцикл, автомобиль и грузовик. Генератор, устанавливаемый на них, создает переменный ток, который мгновенно преобразуется в постоянный с помощью выпрямителя, поскольку в системе электроснабжения присутствует аккумулятор, и большинству электроники для работы требуется постоянное напряжение. Солнечные элементы и топливные ячейки также производят только постоянный ток, который затем при необходимости можно преобразовать в переменный с помощью устройства, называемого инвертором.
Направление движения
Это еще один пример разницы постоянного тока и переменного тока. Как следует из названия, последний представляет собой поток электронов, который постоянно меняет свое направление. С конца XIX века почти во всех бытовых и промышленных электрических всего мира используется синусоидальный переменный ток, поскольку его легче получить и гораздо дешевле распределять, за исключением очень немногих случаев передачи на большие расстояния, когда потери мощности вынуждают использовать новейшие высоковольтные системы постоянного тока.
У переменного тока есть еще одно большое преимущество: он позволяет возвращать энергию из точки потребления обратно в сеть. Это очень выгодно в зданиях и сооружениях, которые производят больше энергии, чем потребляют, что вполне возможно при использовании альтернативных источников, таких как солнечные батареи и ветряные турбины. Тот факт, что переменный ток позволяет обеспечить двунаправленный поток энергии, является основной причиной популярности и доступности альтернативных источников питания.
Частота
Когда дело доходит до технического уровня, к сожалению, объяснить, как работает переменный ток, становится сложно, поскольку модель водяного контура к нему не совсем подходит. Однако можно визуализировать систему, в которой вода быстро меняет направление потока, хотя не понятно, как она при этом будет делать что-то полезное. Переменный ток и напряжение постоянно меняют свое направление. Скорость изменения зависит от частоты (измеряемой в герцах) и для бытовых электрических сетей обычно составляет 50 Гц. Это означает, что напряжение и ток меняют свое направление 50 раз в секунду. Вычислить активную составляющую в синусоидальных системах довольно просто. Достаточно разделить их пиковое значение на √2.
Когда переменный ток меняет направление 50 раз в секунду, это означает, что лампы накаливания включаются и выключаются 50 раз в секунду. Человеческий глаз не может это заметить, и мозг просто верит, что освещение работает постоянно. В этом заключается еще одна разница в переменном токе и постоянном.
Векторная математика
Ток и напряжение не только постоянно меняются – их фазы не совпадают (они несинхронизированные). Подавляющее большинство силовых нагрузок переменного тока вызывает разность фаз. Это означает, что даже для самых простых вычислений нужно применять векторную математику. При работе с векторами невозможно просто складывать, вычитать или выполнять любые другие операции скалярной математики. При постоянном токе, если по одному кабелю в некоторую точку поступает 5A, а по другому – 2A, то результат равен 7A. В случае переменного это не так, потому что итог будет зависеть от направления векторов.
Коэффициент мощности
Активная мощность нагрузки с питанием от сети переменного тока может быть рассчитана с помощью простой формулы P = U × I × cos (φ), где φ – угол между напряжением и током, cos (φ) также называется коэффициентом мощности. Это то, чем отличаются постоянный и переменный ток: у первого cos (φ) всегда равен 1.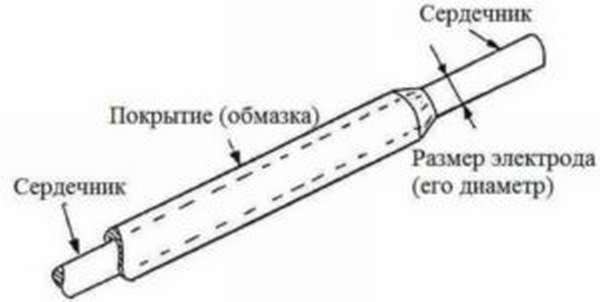 Активная мощность необходима (и оплачивается) бытовыми и промышленными потребителями, но она не равна комплексной, проходящей через проводники (кабели) к нагрузке, которая может быть рассчитана по формуле S = U × I и измеряется в вольт-амперах (ВА).
Активная мощность необходима (и оплачивается) бытовыми и промышленными потребителями, но она не равна комплексной, проходящей через проводники (кабели) к нагрузке, которая может быть рассчитана по формуле S = U × I и измеряется в вольт-амперах (ВА).
Разница между постоянным и переменным током в расчетах очевидна – они становятся более сложными. Даже для выполнения самых простых вычислений требуется, по крайней мере, посредственное знание векторной математики.
Сварочные аппараты
Разница между постоянным и переменным током проявляется и при сварке. Полярность дуги оказывает большое влияние на ее качество. Электрод-позитивная сварка проникает глубже, чем электрод-негативная, но последняя ускоряет наплавление металла. При постоянном токе полярность всегда постоянная. При переменном она меняется 100 раз в секунду (при 50 Гц). Сварка при постоянном предпочтительнее, так как она производится более ровно. Разница в сварке переменным и постоянным током заключается в том, что в первом случае движение электронов на долю секунды прерывается, что приводит к пульсации, неустойчивости и пропаданию дуги. Этот вид сварки используется редко, например, для устранения блуждания дуги в случае электродов большого диаметра.
fb.ru
Полезная и справочная информация информация
При аргонодуговой сварке, используются вольфрамовые электроды, иными словами сварка неплавящимся электродом в среде защитного газа.Температура плавления вольфрама – 3422 °С, температура кипения – 5550 °С. Это один из самых тугоплавких из существующих металлов.
Вольфрам, благодаря своей структуре, остаётся устойчивым к нагрузкам даже при очень высоких температурах.
Именно по этому из него делают неплавящиеся электроды.
В окружающей среде вольфрам встречается, чаще, в виде окислов — вольфрамита и шеелита.
При аргонодуговой сварке, дуга горит между вольфрамовым электродом и свариваемой деталью.
Электрод закреплён внутри сварочной горелки.
Для сварки в аргоновой среде, применяют постоянный ток прямой полярности. Для сварки на переменном токе или постоянном токе обратной полярности используются вольфрамовые электроды с легирующими элементами. Которые корректируют свойства электрода и вносят положительные изменения в сварочный процесс.
Для сварки на переменном токе или постоянном токе обратной полярности используются вольфрамовые электроды с легирующими элементами. Которые корректируют свойства электрода и вносят положительные изменения в сварочный процесс.
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок в зависимости от добавок и их процентного содержания в электроде. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Марки электрода легко отличить по цвету, в который окрашен один из концов электродов. Вольфрамовые электроды делятся на три типа: Постоянного (WT, WY), Переменного (WP, WZ) и Универсальные (WL, WC).
Международные марки электродов
Международные стандарты маркировок электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды показывают высокую устойчивость дуги при сварке переменным током, сбалансированным или не сбалансированным с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды рекомендуются для сварки на переменном синусоидальном токе алюминия, магния и их сплавов. Заточенный рабочий конец электрода WP формируют в форме шарика.
Основные свариваемые материалы: алюминий, магний и их сплавы.
WZ-8 (белый) — Электроды с содержанием оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды формируют чрезвычайно стабильную дугу. Токовая нагрузка на электрод немного выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме шарика.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
WT-20 (красный) — Электрод с добавлением оксида тория. Одни из наиболее распространенных электродов, так как они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Не стоит забывать что, торий — радиоактивный материал низкого уровня, как следствие, пыль и пары, образующиеся при заточке электрода, могут негативно влиять на здоровье сварщика.
Сравнительно небольшое выделение тория при эпизодической сварке, чаще всего, не являются факторами риска. Но, если сварка производится регулярно в течение длительного времени и в ограниченных пространствах или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией согласно ГОСТ 12.3.003-86. Тарированные электроды предпочтительнее при работах на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды менее подвержены деформации при больших сварочных токах, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Заточенный конец электрода обрабатывается в форме площадки с выступами.
Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный не радиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный поджёг дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно сваривать на переменном токе и на постоянном прямой полярности.
Цериевый электрод дает большую устойчивость дуги как при малых так и при больших значениях тока, по сравнению с чисто вольфрамовыми электродами. Электроды используются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. Одним из недостатков цериевых электродов, что при сварке большими токами происходит концентрация оксида церия в раскаленном конце электрода.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых на сегодняшний день. Применяют для сварки ответственных соединений на постоянном токе прямой полярности. Легирующий элемент увеличивает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, нержавеющих и низколегированных сталей, титана, меди и их сплавов.
WL-20, WL-15 (синий, золотистый) — Электроды легированные оксидом лантана обладают легким первоначальным поджиганием дуги, низкую склонность к прожогам, устойчивую дугу и хорошую характеристику повторных зажиганий дуг.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток. Лантановые электроды имеют меньший износ рабочего конца электрода и меньше загрязняют вольфрамом сварной шов, по сравнению с цериевыми и ториевыми. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь форму шарика.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун, а также разнородные соединения). Для каждого материала нужна свой присадочный пруток чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, надежней и красивей будет сварочный шов. Горелка подключатся в «-», а зажим массы (кабеля заземления) в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление.
При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе самое главное требование, вольфрамовый электрод должен быть заточен точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать точильный станок. Заточка производится к острию электрода, риски должны идти вдоль оси электрода при этом не допускается его перегрев т.к. вольфрам становится хрупким и начинает крошиться.
Качество газа играет важную роль в сварочном процессе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %). При не качественном газе возможно потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для задува. Что в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «заварка кратера», то их надо обязательно использовать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно отрывать горелку от места сварки т.к. газ выходящий из горелки защищает сварочный шов пока тот не остыл.
На переменном токе вольфрам при не затачивают как иглу, а только слегка закругляют. При сварке алюминия важно уделить время подготовке как материала так и присадки. Поверхность должна быть зачищена и обезжирена. Произведены разделки кромок, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, это может быть чистый Аl 99%, AlSi (силумин) или AlMg (дюраль).
Принцип работы, отличия постоянного от переменного электрического тока
Электрический ток— это направленное или упорядоченное движение заряженных частиц: электронов в металлах, в электролитах — ионов, а в газах — электронов и ионов. Электрический ток может быть как постоянным, так и переменным.
Определение постоянного электрического тока, его источники
Постоянный ток ( DC, по-английски Direct Current) — это электрический ток, у которого свойства и направление не меняются с течением времени. Обозначается постоянный ток и напряжение в виде короткой горизонтальной черточки или двух параллельных, одна из которых штриховая.
Постоянный ток используется в автомобилях и в домах, в многочисленных электронных приборах: ноутбуки, компьютеры, телевизоры и т. д. Перемеренный электрический ток из розетки преобразуется в постоянный при помощи блока питания или трансформатора напряжения с выпрямителем.
Любой электроинструмент, устройство или прибор, работающие от батареек так же являются потребителями постоянного тока , потому что батарея или аккумулятор- это исключительно источники постоянного тока, который при необходимости преобразуется в переменный с использованием специальных преобразователей (инверторов).
Принцип работы переменного тока
Переменный ток (AC по-английски Alternating Current)- это электрический ток, который изменяется по величине и направлению с течением времени. На электроприборах условно обозначается отрезком синусоиды « ~ ».
Иногда после синусоиды могут указываться характеристики переменного тока — частота, напряжение, число фаз.
Переменный ток может быть как одно- , так и трёхфазным, для которого мгновенные значения тока и напряжения меняются по гармоническому закону.
Основные характеристики переменного тока — действующее значение напряжения и частота.
Обратите внимание, как на левом графике для однофазного тока меняется направление и величина напряжения с переходом в ноль за период времени Т, а на втором графике для трехфазного тока существует смещение трех синусоид на одну третью периода. На правом графике 1 фаза обозначена буквой «а», а вторая буквой «б». Хорошо известно, что в домашней розетке 220 Вольт. Но мало кто знает, что это действующие значение переменного напряжения, но амплитудное или максимальное значение будет больше на корень из двух, т.е будет равно 311 Вольт.
Таким образом, если у постоянного тока величина напряжения и направление не изменяются в течении времени, то у переменного тока- напряжение постоянно меняется по величине и направлению (график ниже нуля это обратное направление).
И так мы подошли к понятию частота— это отношение числа полных циклов (периодов) к единице времени периодически меняющегося электрического тока. Измеряется в Герцах. У нас и в Европе частота равна 50 Герцам, в США- 60 Гц.
Что означает частота 50 Герц? Она означает, что у нас переменный ток меняет свое направление на противоположное и обратно (отрезок Т- на графике) 50 раз за секунду!
Источниками переменного тока являются все розетки в доме и все то, что подключено напрямую проводами или кабелями к электрощиту. У многих возникает вопрос: а почему в розетке не постоянный ток? Ответ прост. В сетях переменного тока легко и с минимальными потерями преобразовывается величина напряжения до необходимого уровня при помощи трансформатора в любых объемах. Напряжение необходимо увеличивать для возможности передачи электроэнергии на большие расстояния с наименьшими потерями в промышленных масштабах. С электростанции, где стоят мощные электрогенераторы, выходит напряжение величиной 330 000-220 000 Вольт, далее возле нашего дома на трансформаторной подстанции оно преобразуется с величины 10 000 Вольт в трехфазное напряжение 380 Вольт, которое и приходит в многоквартирный дом, а к нам в квартиру приходит однофазное напряжение, т. к. между фазой и нулем или землей напряжение равняется 220 В, а между разноименными фазами в электрощите 380 Вольт.
И еще одним из важных достоинств переменного напряжения является то, что асинхронные электродвигатели переменного тока конструктивно проще и работают значительно надежнее, чем двигатели постоянного тока.
Как переменный ток сделать постоянным
Для потребителей, работающих на постоянном токе- переменный преобразуется при помощи выпрямителей.
- Первоначальный этап преобразования— это подключение диодного моста, состоящего из 4 диодов достаточной мощности (на рисунке ниже), который срезает верхние границы переменных синусоид или делает ток однонаправленным.
- Второй этап— это подключение параллельно на выход с диодного мостика конденсатора или сглаживающего фильтра, который исправляет провалы между пиками синусоид. Обратите внимание, как выглядит синусоида после прохождения через диодный мост (на рисунке выделена зеленным цветом).
И как уменьшаются пульсации (изменения напряжения) после подключения конденсатора- на рисунке выделено синим цветом.
- Далее при необходимости для уменьшения уровня пульсаций, дополнительно могут применяются стабилизаторы тока или напряжения.
Преобразователь постоянного тока в переменный
Если с преобразованием переменного тока в постоянный не возникает сложностей, то со обратным преобразованием все гораздо сложнее. В домашних условиях для этого используется инвертор — это генератор периодического напряжения из постоянного, по форме приближённого к синусоиде.
Инвертор технически сложное устройство, поэтому и цены на него не маленькие. Стоимость зависит напрямую от выходной максимальной мощности переменного тока.
Как правило, преобразование постоянного тока требуется в редких случаях. Например, для подключения от бортовой электросети автомобиля домашних электроприборов, инструмента и т. п. в походе, на даче и т. д.
Что такое фаза, ноль, заземление читайте в следующей нашей статье.
Основные отличия Электродов ано и уони. Как отличить электроды переменного тока от постоянного
Отличие электродов уони от мр
Сами по себе сварочные электроды имеют много отличий. Отличаются марки электродов, а также их подвиды. Сварочные электроды используются для произведения сваривания углеродистых сталей, которые содержат в своем составе до 0,25% углерода. Также они используются для сваривания низколегированных сталей, которые имеют временное сопротивление разрыву до 590 МПа.
Сварочные электроды отличаются друг от друга своими характеристиками, например пространственное положение сварочного шва, род сварочного тока, производительность сваривания, склонность к образованию пор и разрушению и т.д. По типу покрытия сварочные электроды делятся на кислые, рутиловые, целлюлозные и основные. А теперь давайте рассмотрим подробнее характеристики электродов уони и мр, а потом Вы сразу же увидите разницу между ними.
Электроды мр:
Покрытие сварочных электродов мр рутиловое. Род тока для сваривания электродами мр – это переменный или постоянный ток обратной полярности. Сваривание электродами мр Вы можете производить во всех пространственных положениях кроме вертикального сверху вниз.
Электроды мр используются для сваривания углеродистых и низколегированных видов сталей. С использованием мр рекомендуется производить сваривание трубопроводов, котлов, газопроводов, а также маслопроводов и им подобных конструкций.
Производить сваривание электродами мр Вы можете даже по неочищенным кромкам свариваемого металла, а также по окисленной и неподготовленной поверхности. Металл, который был наплавлен электродами мр, можно использовать для работы при температуре до 20 градусов ниже нуля по Цельсию. Как Вы видите, электроды мр используются для сваривания ответственных конструкций, которые в дальнейшем будут работать в нестандартных условиях.
Электроды уони:
Покрытие сварочных электродов уони – основное. Для сваривания электродами уони Вам нужно использовать постоянный ток обратной полярности. Производить сваривание с использованием уони Вы можете во всех пространственных положениях кроме вертикального сверху вниз.
Основным назначением электродов уони для сваривания металла является сваривания ответственных конструкций из углеродистых и низколегированных видов стали. Электроды уони используют в том случае, если к металлу сварочного шва предъявляются высокие требования по ударной вязкости и пластичности.
Сварочные электроды уони используются для сваривания конструкций, которые работают в условиях пониженных температур, а также их используют для сваривания судостроительных конструкций. Также их используют для сварки металлов большой толщины и заварки дефектов литья. Для того чтобы производить сваривание электродами уони Вам нужно предварительно очистить металл шва от ржавчины, окалины и следов масла. Отличие мр от уони
Мр: использование переменного и постоянного тока; Уони: использование постоянного тока; Мр: сваривание конструкций для работы при температуре, как ниже, так и выше нуля; Уони: сваривание конструкций для работы при температуре ниже нуля, а также для сваривания суден; Мр: очистка металла перед свариванием необязательна; Уони: очистка металла перед свариванием должна производиться в обязательном порядке; Вот основные отличия электродов мр от уони. Какие из них использовать? – решать только Вам. elektrod-3g.ruОтличие электродов АНО от УОНИ
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
В отличие от тех, кто остановил свой выбор на электродах АНО, многие люди все же решают использовать электроды УОНИ, которые считаются одними из лучших в России. Для того, чтобы купит и Вам не нужно стоять в долгих очередях, отнимающих много времени и сил, а просто перейти на специальную страницу нашего сайта «Контакты» и выбрать подходящий Вам завод-изготовитель электродов и сварочного оборудования. В отличие от многих заводов,- те заводы, ссылки на сайты которых Вы можете найти на странице «Контакты», могут утверждать высокое качество выпускаемой продукции. Помимо высокого качества электродов, эти заводы продают свою продукцию по выгодным ценам, поэтому покупка электродов является для Вас выгодной.
elektrod-3g.ru
В чем разница переменного тока и постоянного?
Лишь немногие способны реально осознать, что переменный и постоянный ток чем-то отличаются. Не говоря уже о том, чтобы назвать конкретные различия. Цель данной статьи – объяснить основные характеристики этих физических величин в терминах, понятных людям без багажа технических знаний, а также предоставить некоторые базовые понятия, касающиеся данного вопроса.
Сложности визуализации
Большинству людей не составляет труда разобраться с такими понятиями, как «давление», «количество» и «поток», поскольку в своей повседневной жизни они постоянно сталкиваются с ними. Например, легко понять, что увеличение потока при поливе цветов увеличит количество воды, выходящей из поливочного шланга, в то время как увеличение давления воды заставит ее двигаться быстрее и с большей силой.
Электрические термины, такие как «напряжение» и «ток», обычно трудно понять, поскольку нельзя увидеть или почувствовать электричество, движущееся по кабелям и электрическим контурам. Даже начинающему электрику чрезвычайно сложно визуализировать происходящее на молекулярном уровне или даже четко понять, что собой представляет, например, электрон. Эта частица находятся вне пределов сенсорных возможностей человека, ее невозможно увидеть и к ней нельзя прикоснуться, за исключением случаев, когда определенное количество их не пройдет через тело человека. Только тогда пострадавший определенно ощутит их и испытывает то, что обычно называют электрическим шоком.
Тем не менее, открытые кабели и провода большинству людей кажутся совершенно безвредными только потому, что они не могут увидеть электронов, только и ждущих того, чтобы пойти по пути наименьшего сопротивления, которым обычно является земля.
Аналогия
Понятно, почему большинство людей не могут визуализировать то, что происходит внутри обычных проводников и кабелей. Попытка объяснить, что что-то движется через металл, идет вразрез со здравым смыслом. На самом базовом уровне электричество не так сильно отличается от воды, поэтому его основные понятия довольно легко освоить, если сравнить электрическую цепь с водопроводной системой. Основное различие между водой и электричеством заключается в том, что первая заполняет что-либо, если ей удастся вырваться из трубы, в то время как второе для передвижения электронов нуждается в проводнике. Визуализируя систему труб, большинству легче понять специальную терминологию.
Напряжение как давление
Напряжение очень похоже на давление электронов и указывает, как быстро и с какой силой они движутся через проводник. Эти физические величины эквивалентны во многих отношениях, включая их отношение к прочности трубопровода-кабеля. Подобно тому, как слишком большое давление разрывает трубу, слишком высокое напряжение разрушает экранирование проводника или пробивает его.
Ток как поток
Ток представляет собой расход электронов, указывающий на то, какое их количество движется по кабелю. Чем он выше, тем больше электронов проходит через проводник. Подобно тому, как большое количество воды требует более толстых труб, большие токи требуют более толстых кабелей.
Использование модели водяного контура позволяет объяснить и множество других терминов. Например, силовые генераторы можно представить как водяные насосы, а электрическую нагрузку – как водяную мельницу, для вращения которой требуется поток и давление воды. Даже электронные диоды можно рассматривать как водяные клапаны, которые позволяют воде течь только в одну сторону.
Постоянный ток
Какая разница между постоянным и переменным током, становится ясно уже из названия. Первый представляет собой движение электронов в одном направлении. Очень просто визуализировать его с использованием модели водяного контура. Достаточно представить, что вода течет по трубе в одном направлении. Обычными устройствами, создающими постоянный ток, являются солнечные элементы, батареи и динамо-машины. Практически любое устройство можно спроектировать так, чтобы оно питалось от такого источника. Это почти исключительная прерогатива низковольтной и портативной электроники.
Постоянный ток довольно прост, и подчиняется закону Ома: U = I × R. Мощность нагрузки измеряется в ваттах и равна: P = U × I.
Из-за простых уравнений и поведения постоянный ток относительно легко осмыслить. Первые системы передачи электроэнергии, разработанные Томасом Эдисоном еще в XIX веке, использовали только его. Однако вскоре разница в переменном токе и постоянном стала очевидной. Передача последнего на значительные расстояния сопровождалась большими потерями, поэтому через несколько десятилетий он был заменен более выгодной (тогда) системой, разработанной Николой Теслой.
Несмотря на то что коммерческие силовые сети всей планеты в настоящее время используют переменный ток, ирония заключается в том, что развитие технологии сделало передачу постоянного тока высокого напряжения на очень больших расстояниях и при экстремальных нагрузках более эффективной. Что, например, используется при соединении отдельных систем, таких как целые страны или даже континенты. В этом заключается еще одна разница в переменном токе и постоянном. Однако первый по-прежнему используется в низковольтных коммерческих сетях.
Постоянный и переменный ток: разница в производстве и использовании
Если переменный ток намного проще производить с помощью генератора, используя кинетическую энергию, то батареи могут создавать только постоянный. Поэтому последний доминирует в схемах питания низковольтных устройств и электроники. Аккумуляторы могут заряжаться только от постоянного тока, поэтому переменный ток сети выпрямляется, когда аккумулятор является основной частью системы.
Широко распространенным примером может служить любое транспортное средство – мотоцикл, автомобиль и грузовик. Генератор, устанавливаемый на них, создает переменный ток, который мгновенно преобразуется в постоянный с помощью выпрямителя, поскольку в системе электроснабжения присутствует аккумулятор, и большинству электроники для работы требуется постоянное напряжение. Солнечные элементы и топливные ячейки также производят только постоянный ток, который затем при необходимости можно преобразовать в переменный с помощью устройства, называемого инвертором.
Направление движения
Это еще один пример разницы постоянного тока и переменного тока. Как следует из названия, последний представляет собой поток электронов, который постоянно меняет свое направление. С конца XIX века почти во всех бытовых и промышленных электрических всего мира используется синусоидальный переменный ток, поскольку его легче получить и гораздо дешевле распределять, за исключением очень немногих случаев передачи на большие расстояния, когда потери мощности вынуждают использовать новейшие высоковольтные системы постоянного тока.
У переменного тока есть еще одно большое преимущество: он позволяет возвращать энергию из точки потребления обратно в сеть. Это очень выгодно в зданиях и сооружениях, которые производят больше энергии, чем потребляют, что вполне возможно при использовании альтернативных источников, таких как солнечные батареи и ветряные турбины. Тот факт, что переменный ток позволяет обеспечить двунаправленный поток энергии, является основной причиной популярности и доступности альтернативных источников питания.
Частота
Когда дело доходит до технического уровня, к сожалению, объяснить, как работает переменный ток, становится сложно, поскольку модель водяного контура к нему не совсем подходит. Однако можно визуализировать систему, в которой вода быстро меняет направление потока, хотя не понятно, как она при этом будет делать что-то полезное. Переменный ток и напряжение постоянно меняют свое направление. Скорость изменения зависит от частоты (измеряемой в герцах) и для бытовых электрических сетей обычно составляет 50 Гц. Это означает, что напряжение и ток меняют свое направление 50 раз в секунду. Вычислить активную составляющую в синусоидальных системах довольно просто. Достаточно разделить их пиковое значение на √2.
Когда переменный ток меняет направление 50 раз в секунду, это означает, что лампы накаливания включаются и выключаются 50 раз в секунду. Человеческий глаз не может это заметить, и мозг просто верит, что освещение работает постоянно. В этом заключается еще одна разница в переменном токе и постоянном.
Векторная математика
Ток и напряжение не только постоянно меняются – их фазы не совпадают (они несинхронизированные). Подавляющее большинство силовых нагрузок переменного тока вызывает разность фаз. Это означает, что даже для самых простых вычислений нужно применять векторную математику. При работе с векторами невозможно просто складывать, вычитать или выполнять любые другие операции скалярной математики. При постоянном токе, если по одному кабелю в некоторую точку поступает 5A, а по другому – 2A, то результат равен 7A. В случае переменного это не так, потому что итог будет зависеть от направления векторов.
Коэффициент мощности
Активная мощность нагрузки с питанием от сети переменного тока может быть рассчитана с помощью простой формулы P = U × I × cos (φ), где φ – угол между напряжением и током, cos (φ) также называется коэффициентом мощности. Это то, чем отличаются постоянный и переменный ток: у первого cos (φ) всегда равен 1. Активная мощность необходима (и оплачивается) бытовыми и промышленными потребителями, но она не равна комплексной, проходящей через проводники (кабели) к нагрузке, которая может быть рассчитана по формуле S = U × I и измеряется в вольт-амперах (ВА).
Разница между постоянным и переменным током в расчетах очевидна – они становятся более сложными. Даже для выполнения самых простых вычислений требуется, по крайней мере, посредственное знание векторной математики.
Сварочные аппараты
Разница между постоянным и переменным током проявляется и при сварке. Полярность дуги оказывает большое влияние на ее качество. Электрод-позитивная сварка проникает глубже, чем электрод-негативная, но последняя ускоряет наплавление металла. При постоянном токе полярность всегда постоянная. При переменном она меняется 100 раз в секунду (при 50 Гц). Сварка при постоянном предпочтительнее, так как она производится более ровно. Разница в сварке переменным и постоянным током заключается в том, что в первом случае движение электронов на долю секунды прерывается, что приводит к пульсации, неустойчивости и пропаданию дуги. Этот вид сварки используется редко, например, для устранения блуждания дуги в случае электродов большого диаметра.
fb.ru
Переменный и постоянный сварочный ток
Переменный и постоянный сварочный ток, их отличия и особенности применения вызывают много вопросов у сварщиков-любителей. Рассмотрим основные отличия и сферу их применения на практике.
Что такое переменный сварочный ток
Переменный ток синусоидально изменяется по направлению через одинаковые промежутки времени. В бытовой электросети он имеет частоту 50 Гц, и если для сварки использовать сварочный трансформатор, то частота его сварочного тока также будет 50 Гц.
Что такое постоянный сварочный ток
Постоянный ток получают из переменного при помощи выпрямителей и стабилизаторов, которыми оборудованы сварочные аппараты, рассчитанные на работу постоянным током. Он бывает прямой и обратной полярности — об этом вы можете подробнее прочитать тут: http://www.elektrosvarka-blog.ru/polyarnost-svarochnogo-toka/.
Отличие и преимущества постоянного сварочного тока на практике
- Низкая степень отклонений сварочной дуги. Это позволяет снизить уровень окалины в сварном шве и добиться максимальной ровности и прочности шва.
- Высокий КПД и меньшая шумность работы.
- Меньшее количество присадочного материала (электродов), необходимого для сварки.
- Практически отсутствую брызги расплавленного металла в процессе работы.
Тем не менее, в некоторых ситуациях «постоянка» не годится, и нужно использовать «переменку».
Переменный и постоянный сварочный ток. Особенности применения
Переменный больше всего подходит для сварки тугоплавких металлов, содержащих оксиды. Также его используют для сварки алюминия, т.к. изменение направления движения электронов разрушает оксидную плёнку на поверхности алюминия. Аналогичная ситуация и со сваркой металлов с загрязнёнными поверхностями (если их невозможно очистить), поскольку изменение направления движения электронов разрушает и грязь.
Кроме того, аппараты переменного тока обычно выбирают для таких работ, где не требуется высокая точность шва, но при этом есть необходимость снизить затраты на сварку.
Однако если вам требуется сварить, например, тонкостенные детали, то лучше всего использовать «постоянку». Его также используют и в том случае, если прочность и долговечность конструкции играют ключевую роль.
Ещё по теме:
Каким должен быть сварочный ток на самом деле
Полярность сварочного тока — прямая и обратная
Полярность при сварке. Что означают названия полярности
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
www.elektrosvarka-blog.ru
AC/DC: что такое полярность тока
Вы знаете, что означают надписи AC (переменный ток) и DC (постоянный ток) на сварочных аппаратах и электродах? По сути эти термины описывают полярность электрического тока, который вырабатывается источником питания и направляется к рабочему изделию через электрод. Выбор правильной полярности для той или иной марки электродов оказывает существенное влияние на прочность и качество соединений – поэтому не забывайте проверить надпись на упаковке! Чтобы лишний раз убедиться, Вы можете сделать две пробные попытки с разной полярностью на краю рабочего изделия.В обиходе используются термины «прямая» и «обратная» полярность или «электрод-отрицательная» и «электрод-положительная» полярность. Последнее звучит более наглядно и поэтому здесь мы будем использовать именно эти обозначения.
Полярность обусловлена тем, что электрический контур имеет отрицательный и положительный полюсы. Постоянный ток (DC) все время движется в одном направлении, из-за чего его полярность всегда одинакова. Переменный ток (AC) половину времени движется в одном направлении и половину – в другом. Таким образом, при частоте 60 Герц полярность тока меняется 120 раз в секунду.
Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки. С некоторыми исключениями электрод-положительная (обратная) полярность обеспечивает более глубокое проплавление. Электрод-отрицательная (прямая) полярность имеет более высокую производительность расплавления электрода и, как следствие, производительность наплавки. На это могут влиять химические вещества в покрытии. Электроды из углеродистой стали с покрытием целлюлозного типа, например, Fleetweld 5P или Fleetweld 5P+, обычно рекомендуют использовать с положительной полярностью. Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности.
Применение сварочных аппаратов трансформаторного типа породило необходимость в электродах, пригодных для сварки с любой полярностью из-за постоянных смен направления переменного тока. Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Чтобы обеспечить необходимое проплавление, однородную форму шва и высокие сварочные характеристики, обязательно нужно использовать подходящую полярность. Неправильная полярность вызовет недостаточное проплавление, непостоянную форму шва, избыточное разбрызгивание, сложности с контролем дуги, перегрев и быстрое сгорание электрода.
На большинстве аппаратов четко обозначены контакты или подробно описано, как их настроить на определенную полярность. Например, некоторые аппараты имеют переключатель полярности, а на других для этого нужно сменить кабельные разъемы. Если Вы не уверены, какая в данный момент используется полярность, есть два несложных способа это выяснить. Первый – это сварка угольным электродом для постоянного тока, который будет нормально работать только при прямой полярности. Второй – сварка электродом Fleetweld 5P, который показывает намного лучшие результаты с обратной полярностью.
Проверка полярности:
А: Определение полярности с помощью угольного электрода
1. Проведите очистку основного металла и расположите его горизонтально.2. Заострите кончики двух угольных электродов на шлифовальном диске, чтобы они имели одинаковую форму в плавным скосом, начинающимся в 5–7.5 см от кончика электрода.3. Вставьте один электрод в электрододержатель возле начала скоса.4. Настройте силу сварочного тока 135–150А.5. Выберите интересующую Вас полярность.6. Подожгите дугу (не забывайте о маске) и некоторое время подождите. Увеличьте длину дуги, чтобы было удобнее наблюдать действие дуги.7. Понаблюдайте за дугой. При электрод-отрицательной (прямой) полярности дуга имеет коническую форму и отличается высокой стабильностью, легкой управляемостью и однородностью. При электрод-положительной (обратной) полярности дугой достаточно сложно управлять. Она будет оставлять черные отложения углерода на основном металле.8. Смените полярность. Подожгите дугу вторым электродом и подождите такое же время. Понаблюдайте за дугой.9. Сравните кончики двух электродов. При прямой полярностью электрод сгорает равномерно, сохраняя свою форму. При обратной полярности электрод быстро сгорает и принимает плоскую форму.
Б. Определение полярности с помощью металлического электрода (E6010)
1. Проведите очистку основного металла и расположите его горизонтально.2. Настройте силу сварочного тока 130–145 А (для электродов диаметром 4 мм).3. Выберите одну из полярностей.4. Подожгите дугу. Начните сварку, соблюдая стандартную длину дуги и угол наклона электрода.5. Прислушайтесь к звуку дуги. При подходящей полярности, нормальной длине дуги и силе тока, дуга будет издавать равномерный «треск».Неправильная полярность при нормальной длине дуги и силе тока вызовет нерегулярный «хруст» и «хлопки» и нестабильность дуги. См. выше, как ведет себя дуга и как выглядит шов при использовании металлического электрода с правильной и неправильной полярностью.7. Смените полярность и создайте второй шов.8. Проведите чистку швов и внимательно их осмотрите. При неправильной, прямой полярности шов будет иметь отрицательные характеристики, перечисленные в Уроке 1.6.9. Повторите несколько раз, пока Вы не научитесь быстро определять текущую полярность.
www.lincolnelectric.com
В чем разница между сваркой на переменном и постоянном токе?
Если вы работали в сварке или хотя бы немного знакомы с тем, как это работает, вы, возможно, слышали термины «переменный ток» и «постоянный ток» в сварке. Переменный и постоянный ток — это разные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, которая создает тепло, необходимое для расплавления металла, потребуется стабильный ток разной полярности, который зависит от свариваемого материала.
Чтобы сделать хороший сварной шов, вам сначала нужно понять, что эти два тока означают на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой на переменном и постоянном токе?
Сварка переменным и постоянным током относится к полярности тока, протекающего через электрод аппарата. AC означает переменный ток, а DC — постоянный ток. Прочность и качество сварного шва будут зависеть от полярности электрода.
В этой статье я расскажу об этом немного подробнее и объясню, почему вам важно это понять.
Какая полярность?
Вы, вероятно, знакомы с термином «полюса». Например, у магнита есть северный и южный полюса.
Точно так же электрические цепи также будут иметь полюса — отрицательный и положительный. В цепи постоянный ток (DC) будет течь в одном направлении, что приведет к постоянной полярности — одна сторона останется отрицательной, с большим количеством отрицательных ионов, а другая сторона останется положительной, с большим количеством положительных ионов. все время цепь активна.
С другой стороны, переменный ток (AC), как следует из названия, чередуется в направлении своего протекания. Половину времени он течет в одном направлении, а другую половину — в противоположном. Переменный ток изменит свою полярность примерно 120 раз в течение одной секунды при токе 60 Гц.
Переменный ток, также известный как электрод с положительной или обратной полярностью, обеспечивает более глубокое проникновение, а отрицательный или прямой ток электрода — постоянный ток — приводит к более высокой скорости осаждения, поскольку плавление на электроде происходит быстрее.На эти условия могут влиять разные типы электродов, а также различные виды защиты электродов.
Экранированные электроды иногда могут использовать любую полярность, в то время как некоторые работают только с одной полярностью.
Хороший сварной шов требует надлежащего проплавления и равномерного загиба, и для этого необходимо соблюдать правильную полярность. При неправильной полярности вы не только получите плохое проплавление и неровные валики, но также получите чрезмерное разбрызгивание и перегрев, а в некоторых случаях можете даже потерять контроль над дугой.
Электрод также может быстро сгореть.
У большинства аппаратов дуговой сварки клеммы или направления четко обозначены, чтобы пользователи знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют изменения клемм кабеля.
Сварка разными токами
Различные типы сварных швов лучше подходят для разных типов тока из-за их природы и воздействия этого конкретного вида тока.
Сварка переменным током
Сварка переменным током уступает сварке постоянным током, поэтому применяется редко. Сварочные аппараты переменного тока в основном используются только тогда, когда отсутствуют аппараты постоянного тока, и их иногда называют «жужжащими коробками».
Сваркана переменном токе чаще всего используется для сварки толстых листов вниз, быстрой заливки и высокочастотной сварки TIG алюминия, хотя иногда ее также используют для устранения проблем с дугой. Проблемы с дугой возникают, когда дуга раздувает свариваемое соединение при более высоких уровнях тока, что чаще всего происходит при работе с электродами большого диаметра.
Сваркана переменном токе также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке на переменном токе означает, что намагниченный металл не влияет на электрическую дугу.
Переменный ток также лучше подходит для более высоких температур. Поскольку он обеспечивает более высокий уровень тока, он обеспечивает более глубокое проплавление и, таким образом, используется для сварки швов при строительстве судов.
Сваркана переменном токе хороша для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, которые заржавели.
Однако нестабильность направления при сварке на переменном токе также может быть недостатком, поскольку этот процесс имеет более низкий выход продукта, чем сварка на постоянном токе.
Сварка постоянным током
Сваркапостоянным током, как и сварка на переменном токе, имеет свои преимущества и используется в некоторых конкретных случаях, когда сварка на переменном токе бесполезна, например, при вертикальной сварке, одноуглеродистой пайке или сварке TIG нержавеющей стали.
Поскольку сварка постоянным током имеет более высокую скорость наплавки, она лучше всего подходит для пользователей, которым требуется лучшее наращивание более крупных отложений.Хотя сварка на переменном токе имеет лучшее проплавление, у нее более низкая скорость наплавки, что может не подходить.
Сварка постоянным током также дает меньше брызг, чем сварка переменным током, что делает сварной шов более однородным и гладким, а также приводит к более высокому выходу продукта. Постоянный ток также более надежен, и, таким образом, с ним становится легче работать, поскольку электрическая дуга остается постоянной и стабильной.
Сваркапостоянным током лучше подходит для сварки более тонких металлов, что делает ее желательной для многих сварщиков. Оборудование, используемое с этим типом тока, также дешевле, что помогает сократить расходы и делает их еще более привлекательными.
Однако, хотя само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это связано с тем, что вам необходимо специальное оборудование для переключения переменного тока в постоянный, поскольку последнее, вероятно, не обеспечивается какой-либо электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, они считаются необходимыми затратами.
Хотя сварка постоянным током лучше подходит для многих различных металлов, она не рекомендуется при работе с алюминием, так как для этого требуется высокоинтенсивное тепловыделение, что невозможно при постоянном токе.Вдобавок ко всему, если при работе с постоянным током возникнет магнитное поле, возникнет более высокий риск возникновения дуги, что может быть опасно.
Какой электрод использовать?
Поскольку тип используемого тока влияет на полярность электрода, вам также необходимо учитывать используемый электрод. Для сварки постоянным током ищите электрод с покрытием натриевого типа с высоким содержанием целлюлозы, который предназначен только для использования на постоянном токе и обеспечивает более глубокое проплавление.
Для сварки на переменном токе, поскольку дуга имеет тенденцию гаснуть и восстанавливаться из-за переменного тока, электроды имеют специальные элементы, которые поддерживают их зажигание.Электроды для сварки на переменном токе должны иметь покрытие типа калия с высоким содержанием целлюлозы, которое может работать во всех положениях, а также работать на ржавом или грязном металле.
Существует несколько различных типов электродов для сварки на переменном токе, но многие из них могут использоваться как для сварки на переменном, так и на постоянном токе.
Как и все остальное, невозможно сказать одно «лучше» другого. Оба вида сварки используются для разных целей.
Во многих случаях сварка постоянным током лучше подходит для данной ситуации — но по своей сути не «лучше», чем сварка переменным током, но в других случаях сварка переменным током может быть более предпочтительным выбором.Выбор правильной полярности и силы тока, а также правильного электрода для использования может иметь решающее значение для получения хорошего сварного шва, и поэтому его следует выполнять осторожно.
Связанные вопросы
Сварка MIG постоянным или переменным током?
При сварке MIG полярность должна быть установлена на отрицательном электроде постоянного тока или на постоянном токе, когда отрицательная клемма аппарата подсоединена к электроду, а положительная клемма подсоединена к заземлению.
Что такое проплавление при сварке?
При сварке проплавление означает расстояние, на которое линия плавления проходит под поверхностью свариваемого материала.Обычно это результат используемого тока.
Что такое наплавка при сварке?
Скорость наплавки — или просто наплавка — это количество присадочного металла, которое расплавляется и примешивается к сварному соединению, и обычно определяется фунтами в час. Это сильно зависит от размера, типа и полярности провода.
Похожие сообщения:
Знайте разницу — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте.Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Тем, у кого нет сертификатов на сварку, понять разницу между сваркой на переменном и постоянном токе может быть непросто. Дилемма переменного и постоянного тока иногда может вводить в заблуждение, поэтому важно сравнить их лицом к лицу.
Итак, каковы основные различия между сваркой на переменном токе (переменном токе) и постоянном токе (постоянный ток)? Разница заключается в полярности.Сварка постоянным током основана на постоянном токе прямой полярности, тогда как сварка переменным током быстро чередуется между отрицательным и положительным постоянным током. Применение каждого из них зависит от материала.
Вот удобная таблица, которая поможет расшифровать различия.
| | Сварка переменным током | Сварка постоянным током |
| Полярность | Переменная полярность | Одна полярность; может быть положительным или отрицательным |
| Общие приложения | Алюминий; магнитные материалы; толстые металлы; длинные сварные швы | Большинство сварочных работ; накладные / вертикальные; нержавеющая сварка TIG; метчик |
| Прочность сварного шва | Слабее; сильные брызги | Прочный и гладкий |
| Дуговый разряд | Нет | Да |
| Предпочтения | Алюминий | Тяжелая пластина для быстрой заливки вниз4 Постоянная стабильная дуга |
Хотя сварка постоянным током предпочтительна для большинства сварочных работ, переменный ток удобен в некоторых особых ситуациях.Эти области применения включают сварку алюминия методом TIG; борьба с дугой; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще встречается в небольших сварочных аппаратах начального уровня, которые некоторые называют «ящиками для жужжания».
Сварка постоянным током, с другой стороны, очень удобна для более тяжелых условий эксплуатации. Сварные швы получаются гладкими, без особых брызг, и сварные швы становятся намного прочнее.
Сварочным аппаратам постоянного тока требуются внутренние электронные компоненты для преобразования переменной полярности в прямую.Это увеличивает размер и стоимость машин.
Они также обычно требуют напряжения 220 В, что требует специальной проводки дома или в магазине.
Ознакомьтесь с нашим рекомендуемым сварочным оборудованием, чтобы ознакомиться с нашими последними рекомендациями.
Что такое сварка на переменном токе?
muygocho / CC BY-SA (https://creativecommons.org/licenses/by-sa/2.0)Переменный ток описывает электрический ток, используемый при сварке на переменном токе. В отличие от сварки постоянным током, переменный ток использует переменный ток, чередующийся между положительным и отрицательным. Вместо постоянного тока (прямая линия) изобразите на графике колеблющийся ток (волнистая линия).Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без каких-либо изменений.
Параметры сварки на переменном токе (AC)
Полярность переменного тока не является предпочтительной для большинства видов сварки. В большинстве случаев наилучшие результаты дает сварка постоянным током. Вот некоторые из самых больших недостатков сварки на переменном токе:
- Распространенным явлением при сварке на переменном токе является потеря дуги . Поскольку ток колеблется взад и вперед, дуга должна перезапускаться при каждом повороте тока между положительным и отрицательным.Иногда дуга не может перезапустить сама себя, и ее необходимо перезапустить вручную. Иногда это может быть проблемой для сварщика, поскольку создает разрыв в сварном шве, делая его более слабым.
Это особенно проблема для новичков. Постоянно растрескивать дугу и поддерживать сварку может быть сложно. Использование машины, которая сбрасывает дугу, еще больше усложняет задачу. Необходимость разрывать сварной шов для повторной работы быстро устаревает.
- Другой распространенной проблемой является разбрызгивание. Брызги — это крошечные кусочки металлического мусора, которые часто встречаются вокруг сварных швов переменного тока.Это также результат колебания тока. При многих видах сварки образуются брызги, но на переменном токе дела обстоят хуже. Если вы используете эту полярность, вы потратите больше времени на измельчение брызг.
Однако сварка на переменном токе полезна во многих областях, где использование сварки постоянным током может быть более трудным или совершенно непрактичным.
Сварка на переменном токе Pros
Несмотря на то, что у использования сварки на переменном токе есть много недостатков, особенно то, что она создает беспорядочные сварные швы, есть также много преимуществ. Сварка переменным током имеет множество полезных применений, которые делают ее простой в использовании и практичной для ремонта в промышленных условиях.
Одним из самых больших преимуществ сварки на переменном токе является ее способность работать с металлами, имеющими магнитное поле. Иногда сварочная дуга не совмещается с электродом; обычно это следствие магнитных токов в металле шва. Это называется «блужданием дуги», и это может затруднить получение чистых и прямых сварных швов.
Сварка постоянным током подвержена блужданию дуги; AC нет. Это очень удобно, особенно при ремонте тяжелого оборудования (которое часто содержит какие-либо магнитные поля).Строительная техника, лесозаготовительное оборудование и даже более мелкие машины, такие как вилочные погрузчики, являются хорошими примерами этого применения.
Сварочные аппараты переменного тока используются в основном в качестве второго варианта, когда ток 220 недоступен, но это хороший способ сократить время сварки, когда параметры мощности ограничены, например, в небольшом домашнем магазине или гараже. Не расстраивайтесь из-за большого количества брызг; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Переменный ток также рекомендуется для сварки алюминия методом TIG.Алюминий покрыт очень тонким слоем оксида алюминия, который мешает сварному шву. Быстрые скачки полярности переменного тока оказывают очищающее действие, разрушая этот слой и предохраняя соединение от загрязнения.
Хотя сварка постоянным током обычно лучше подходит для большинства промышленных нужд, сварка переменным током очень полезна тем, у кого нет доступа к розетке на 220 В. Хотя вы можете получить розетку 220 в домашних условиях, для этого потребуется присутствие электрика. Это делает переменный ток отличным способом для сварки в домашних условиях, ремонта мелкой бытовой техники и автомобильных деталей, а также изготовления всего, что не должно выглядеть «красиво».”
Что такое сварка постоянным током?
Сварка постоянным током использует постоянный ток для подачи электричества на электрод, соединяющий два свариваемых металла. Когда вы изобразили волнистую линию на графике, она колебалась взад и вперед. Этот тип сварки будет выглядеть на графике как прямой, устойчивый поток, который не позволяет дуге постоянно останавливаться при каждом изменении полярности.
Постоянный ток может иметь положительную или отрицательную полярность. Отрицательная полярность имеет ток, протекающий от сварочного аппарата к электроду, к изделию и обратно к сварочному аппарату.При положительной полярности ток течет от сварочного аппарата к заготовке к электроду, а затем обратно к сварочному аппарату.
Отрицательная полярность электрода иногда называется «прямой» полярностью. Он предпочтителен для большинства сварочных работ. Прямая полярность приводит к более горячей дуге и более быстрому плавлению электрода. Это позволяет быстрее укладывать бусинки и работать более продуктивно. Если у вас нет особой потребности в чем-то еще, прямой полярный постоянный ток почти всегда подходит.
Положительная или обратная полярность электрода обеспечивает более глубокое проникновение.Предпочтительно для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. С обратной полярностью нужно работать медленнее, но это преимущество, если вы работаете с металлом толщиной более полдюйма.
Сварка постоянным током (DC) Недостатки
Сварка постоянным током, хотя она дает в целом лучшие сварные швы, имеет несколько недостатков, которые затрудняют ее использование в повседневных применениях. В некоторых случаях эти недостатки затрудняют использование сварки постоянным током там, где это может быть лучше всего.
Самый большой минус — это стоимость. Постоянный ток не подается в электрические сети, поэтому необходимо использовать внутренний трансформатор, чтобы изменить переменный ток на постоянный. Трансформаторы увеличивают вес и сложность сварочных аппаратов постоянного тока, делая их более дорогими. Для машин постоянного тока также требуются цепи на 220 вольт, а это значит, что вам нужно будет вызвать электрика. Это может стоить столько же, сколько и сам сварщик.
Дуговая дуга также является проблемой при сварке постоянным током. Магнитные токи в металле сварного шва приведут к смещению дуги с электродом и разрушению валика.Поскольку дуговая дуга является серьезной проблемой при сварке постоянным током, многие сварщики предпочитают сварку переменным током практически во всех сферах применения. Выдувание дуги не является проблемой для сварочных аппаратов на переменном токе, потому что полярность дуги меняется слишком быстро, и дуга не может двигаться.
В целом, при использовании сварки постоянным током меньше проблем, чем переменного тока, но сварка постоянным током требует от оператора большей квалификации и ресурсов. Хотя сварка постоянным током дороже, она является предпочтительным током для многих профессиональных сварщиков. Если вы серьезно относитесь к сварке или хотите использовать MIG или TIG, выберите постоянный ток.
Профессиональная сварка постоянным током
Несмотря на недостатки использования сварки постоянным током, существуют обстоятельства, которые требуют ее перед использованием сварки переменным током. В ситуациях, когда желателен или необходим гладкий, эстетичный сварной шов, сварка постоянным током — это способ добиться гладких сварных швов с минимальным разбрызгиванием и постоянной неизменной полярностью.
Возможно, лучше всего сварку на постоянном токе использовать в местах, где сварные швы видны и должны быть привлекательными. Общие экземпляры включают мебель, транспортные средства и инструменты.Сварка постоянным током также полезна при изготовлении деталей, которые должны выдерживать экстремальное давление или неправильное обращение.
Некоторые примеры сварочных работ на постоянном токе включают сцепные устройства, шасси, косынки, большие топливные баки и поперечины. Эти типы применений требуют, чтобы сварные швы оставались прочными в течение длительных периодов времени и выглядели чистыми.
The Machines
Во-первых, я нашел очень интересное руководство по сварочным аппаратам переменного и постоянного тока. Как сварщик-любитель, я чувствовал, что он очень хорошо общается с людьми в моей ситуации.Проверьте это…
https://youtu.be/lh_Uo_zWQBo
В следующих разделах мы рассмотрим различия между реальными машинами. Все сварщики работают по одному и тому же принципу.
Электроэнергия высокого напряжения течет через электрод к свариваемому стыку.
Электрод нагревает металл вдоль стыка до плавления, и он течет вместе. Присадочный стержень добавляет немного металла, чтобы гарантировать правильное заполнение стыка.
Есть три основных процесса сварки для домашних сварщиков.Сравнение каждого типа сварочного аппарата практически бесконечно, поэтому вот краткое изложение того, чего ожидать:
Сварочные аппараты переменного тока
Ток — не единственное различие между сваркой на переменном и постоянном токе. Сварочные аппараты только на переменном токе обычно ограничиваются дуговой сваркой, в то время как аппараты постоянного тока доступны для дуговой, MIG и TIG сварки. Если вы действительно не можете определиться, есть несколько сварщиков, которые могут переключаться вперед и назад. Конечно, эта функция увеличивает расходы сварщика.
Сварочные аппараты переменного тока обычно меньше и компактнее.Они также дешевле по сравнению со сварочными аппаратами постоянного тока и, как правило, более портативны. Небольшой вес позволяет этим машинам быть легко доступными на рабочих площадках для строительства и ремонта машин.
Сварочные аппараты на переменном токе не только удобны и доступны по цене, но и просты в эксплуатации. Дуга дуги в машинах переменного тока варьируется от несуществующей до легко управляемой, а в машинах используются розетки на 110 вольт. Эти машины легко перемещать по рабочей площадке для различных проектов.
Сварочные аппараты на постоянном токе
Сварочные аппараты на постоянном токе — лидеры соревнований по размерам. Большие, тяжелые и трудные для перемещения сварочные аппараты постоянного тока более неуклюжие, но в конечном итоге более прочные. Их размер делает их идеальными для тяжелых и промышленных применений, помимо ремонта случайных металлических повреждений в автомобиле или домашнем хозяйстве.
К сожалению, сварочные аппараты на постоянном токе очень дорогие. Вот почему многие новички сначала выбирают AC, но профессионалы в области сварки и предприятия с большой нагрузкой на сварку извлекают выгоду из наличия более крупного устройства под рукой.Сварочные аппараты постоянного тока отлично подходят для магазинов и складов, то есть там, где может быть доступен ток 220 В.
Ручная сварка
Ручная сварка, или дуговая сварка в среде защитного металла, — это тип сварки, при котором используется металлический присадочный пруток и электрический ток. Этот металлический стержень называется электродом. Он имеет покрытие, состоящее из соединений, которые помогают связывать свариваемые металлы вместе и предотвращают загрязнение сварного шва. Покрытие называется «флюс». Флюс используется в различных формах во многих сварочных процессах.
Электрод сам проводит электричество; вот где течет ток. В этом процессе электрод (стержень) служит присадочным металлом, соединяющим два сваренных металла вместе. Поскольку электрод плавится под действием тепла, покрытие образует небольшое облако газа, которое защищает металл от окисления при его нанесении.
Ознакомьтесь с некоторыми из наших защитных приспособлений для электродной сварки.
Можно ли использовать стержни переменного тока в сварочном аппарате постоянного тока и наоборот?Нет, нельзя использовать стержни переменного тока в сварочном аппарате постоянного тока или стержни постоянного тока в сварочном аппарате переменного тока.Однако можно использовать стержни переменного или постоянного тока в сварочном аппарате переменного / постоянного тока. Все, что вам нужно сделать, это установить правильную полярность (точные инструкции для каждой машины см. В руководстве по эксплуатации машины).
Причина этого в том, что присадочные материалы, используемые для каждого процесса сварки, различаются. Условия для сварочных аппаратов переменного и постоянного тока сильно различаются, поэтому использование неправильных стержней неизбежно приведет к полной катастрофе.
Сварочные аппараты MIG
Сварка металла в среде инертного газа (или MIG) — это процесс подачи проволоки из катушки в качестве электрода и присадочного металла.У этой проволоки нет флюсового покрытия, которое есть у дугового стержня, поэтому сварщик также подает защитный газ по сварному шву для защиты валика. Используемый присадочный металл и газ зависят от свариваемых металлов.
Сварщики MIG отлично подходят для обучения в первую очередь. Поскольку они подают присадочную проволоку с постоянной скоростью, легко получить однородный валик. Сварщики MIG проще в обращении и более снисходительны к ошибкам новичков.
Сварка сердечником под флюсомСварка сердечником под флюсом в чем-то сравнима со сваркой MIG, поскольку в ней используется система подачи проволоки.Некоторые сварщики могут выполнять как MIG, так и флюсовую сварку. Однако сварка сердечником под флюсом является самозащитой и не требует использования защитного газа. Проволока, проходящая через систему, уникальным образом отличается от сварки MIG.
Проволока, подаваемая в систему сердечника из флюса, является полой и заполнена флюсом. Таким образом, нет необходимости использовать защитный газ для предотвращения нарушения дуги. Проволока с флюсовым сердечником — отличный способ сваривать без использования дополнительных газов, но проволока с флюсовым сердечником, как правило, дороже, чем другие типы сварочной проволоки, поэтому это не лучший вариант, если вы хотите снизить расходы.
Сварочные аппараты TIG
Prowelder87 / CC BY-SA (https://creativecommons.org/licenses/by-sa/4.0)Сварочные аппараты TIG работают несколько иначе. Вместо расходуемого электрода из присадочного материала сварщики TIG используют неплавящийся электрод и отдельный присадочный стержень. Электрод используется для нагрева металла и образования сварочной лужи. Наполнитель многократно втыкается в лужу, чтобы получился валик. Сварка TIG известна тем, что дает очень привлекательные сварные швы.
Сварка с помощью сварочного аппарата TIG также является отличным способом получения аккуратных сварных швов.В отличие от брызг сварочного аппарата MIG, сварка TIG практически не производит брызг, поэтому дополнительные меры по шлифовке и полировке обычно не требуются. Это приложение отлично подходит для металла, который можно открыто увидеть на готовом продукте, например, на оборудовании или металлической мебели.
К сожалению, сварка TIG требует строгой координации и контроля со стороны сварщика. По этой причине многие компании, производящие сварочные аппараты TIG, также предлагают компоненты с ЧПУ (с числовым программным управлением), которые позволяют использовать робота для поддержания согласованности сварных швов.В противном случае сварщик должен быть очень квалифицированным и опытным для этого.
Сварочные аппараты переменного / постоянного тока
На рынке представлены сварочные аппараты, которые могут сваривать как переменным, так и постоянным током. Есть однопроцессные сварочные аппараты (например, только TIG), а другие — многопроцессорные. Сварщики, работающие с несколькими процессами, могут использовать два из трех основных процессов или даже все три.
Сварочные аппараты переменного / постоянного тока более гибкие, чем аппараты для однополярной сварки, а многопроцессорные сварочные аппараты еще более гибкие.Эти машины могут справиться с любой задачей, которую вы хотите. Конечно, большой недостаток сварочных аппаратов постоянного и переменного тока — это цена. Добавление возможностей означает увеличение расходов. Они хороши, если хочешь взять на себя все, но за это придется платить.
Как определить, какой тип тока использовать
При выборе сварочного аппарата бывает сложно просмотреть всю рекламную информацию, чтобы понять, что именно вы получаете. Если у вас уже есть сварочный аппарат или даже сварочный аппарат как переменного, так и постоянного тока, может быть сложно решить, какой из них использовать для определенного проекта или приложения.
По сути, вот для чего вы захотите использовать сварку постоянным током: Сварка над головой или под необычным угломДополнительные брызги от сварки переменным током — большая проблема, когда вы работаете над головой. Вместо того, чтобы брызгать на свариваемую деталь, вы получаете брызги на себя и свою рабочую зону. Постоянный ток уменьшает разбрызгивание и делает вещи более чистыми и безопасными. Если у вас много работы над головой, используйте постоянный ток.
Более тонкие металлыВы можете работать немного быстрее со сварными швами постоянным током, что хорошо для тонких металлов.Если вы будете слишком медленно двигаться по тонкой ложи, вы можете прожечь металл, что приведет к еще большему количеству проблем. Скорость важна при сварке листового металла. Все, что замедляет вас, может привести к прожиганию ложи — используйте постоянный ток для листового металла.
Большая часть сварки TIGБольшинство видов сварки TIG лучше всего работают на постоянном токе. Сталь, нержавеющая сталь и медь лучше всего сваривать TIG на постоянном токе. Хорошее проплавление, гладкий валик и прочные соединения — все это обеспечивается сваркой TIG на постоянном токе. Некоторые сварочные аппараты TIG работают на переменном / постоянном токе, что позволяет работать с алюминием, а остальные — только на постоянном токе.Они не делают аппаратов для сварки TIG на переменном токе.
Одноуглеродистая пайкаПодобно сварке TIG, в этом процессе используются неплавящийся электрод и отдельный присадочный пруток. Для этого требуется установка постоянного тока прямой полярности. При обратной полярности электрод загорится, и переменный ток разрушит его. Одноуглеродистая пайка только будет работать с постоянным током прямой полярности.
Вот несколько примеров того, когда использовать сварку на переменном токе: Небольшое домашнее применениеМногие из небольших сварочных аппаратов переменного тока типа «жужжащая коробка» будут работать от бытового тока.Для настройки сварщиков начального уровня не нужно вызывать электрика. Если вы только начинаете или хотите взять с собой портативный сварочный аппарат в магазин вашего приятеля, AC — лучший выбор.
МашиныРазличные части тяжелого оборудования могут намагничиваться, что требует применения сварщиков на переменном токе. Кроме того, с помощью сварочных аппаратов переменного тока немного легче работать с ржавым или грязным оборудованием, чем с другими процессами. Кроме того, с помощью сварочных аппаратов других типов легче работать на улице, чем с другими типами, которые подходят для аппаратов переменного тока.
Сварка TIG алюминияБыстрая смена полярности переменного тока очищает алюминий. Это предохраняет оксидный слой от загрязнения сварного шва и ослабления соединения. Высококачественные аппараты для сварки TIG имеют настройки переменного тока, оптимизированные для алюминия. Если вы хотите сваривать алюминий TIG, обязательно приобретите аппарат для сварки TIG на переменном / постоянном токе.
Судостроение / ремонтДлинные прямые стыки между пластинами лучше всего подходят для глубокого проплавления при сварке на переменном токе.Самый цитируемый пример — судостроение. Однако, если вы свариваете грузовой корабль Panamax длиной в тысячу футов или авианосец, вам действительно следует обращаться к техническим характеристикам, а не к Интернету.
Вокруг намагниченных полейВ любом месте, где магнитные поля могут вызвать блуждание дуги, лучше всего использовать сварочный аппарат переменного тока. Намагниченные поля чаще встречаются в стали с высоким содержанием никеля или в трубах, которые долгое время находились под землей. Это также проблема в соединениях с глубокими пазами или внутренних углах угловых швов.Все это хорошие кандидаты на роль сварщика на переменном токе, а не на постоянном токе.
Когда есть смысл в сварочном аппарате постоянного и переменного тока: Мастер на все рукиЕсли у вас небольшой сварочный цех и вам нужно уметь обрабатывать все, что проходит через дверь, очень гибкий сварщик сделает все возможное. много смысла. С помощью всего лишь нескольких настроек переключателей на сварочном аппарате вы можете работать на переменном или постоянном токе и использовать дуговую, MIG или TIG сварку.
Деньги — не объектИногда нам везет.Может быть, вы купили правильный скретч-билет, или, может быть, бабушка Гортензия прошла и оставила вам немного денег (кстати, извините за вашу потерю). Во всяком случае, бывают моменты в жизни, когда у вас есть деньги, которые нужно потратить. Если вы там, потратьте немного денег на качественный сварочный аппарат переменного / постоянного тока. Вы сможете выполнять все виды сварочных работ, и вы не пожалеете о том, что сделали.
The Takeaway
Есть много разных сварочных аппаратов, каждая из которых имеет уникальные характеристики, требующие определенных материалов и силы тока.Важное различие между сварочными аппаратами на переменном токе и постоянным током.
Понимание этого различия важно при принятии решения, какой вид сварки использовать для проекта или какой тип сварочного аппарата купить. Небольшие сварочные аппараты переменного тока будут работать от розеток на 110 вольт, в то время как более крупным сварщикам для наилучшей работы требуется 220 вольт. В большинстве домашних гаражей и магазинов нет 220 розеток, поэтому не забудьте проверить, планируете ли вы покупать сварочный аппарат постоянного тока.
(Если вы все же решите приобрести сварочный аппарат постоянного тока, для которого требуется 220, электрик может установить прерыватель и розетку в вашем магазине или гараже.Это не опасно — 220 — это то же напряжение, которое используется в сушилках для одежды, духовках и системах отопления, вентиляции и кондиционирования воздуха. Большинство людей не занимаются сваркой, поэтому гаражи не построены с использованием цепей на 220 В.)
Сварочные аппараты переменного тока, как правило, лучшее место для начала, если вы впервые решите заняться сваркой. Дешевле и удобнее владеть, сварочные аппараты переменного тока могут не обеспечивать идеальные сварные швы, но их универсальность делает их лучшим вариантом для любых сварочных работ под солнцем.
Если вам нужно что-то здоровенное и профессиональное, сварщик постоянного тока сделает эту работу.Однако, если сварка, которую вам нужно выполнить, выполняется в полевых условиях или дома в гараже, сварочный аппарат переменного тока поможет вам начать работу без риска возникновения дуги, что сделает работу быстрее и проще.
* Изображение предоставлено: https://www.flickr.com/photos/natematias/6575916393
В чем разница между сваркой на переменном и постоянном токе >> Сравнение переменного и постоянного тока
Существует два типа дуговой сварки: переменным током (AC) и постоянным током (DC), которые лучше использовать для определенных сварочных целей. Сварка — это ремесло, которое требует приспособляемости в зависимости от типа проекта, который вы хотите выполнить.
Что такое сварочный аппарат переменного / постоянного тока? AC или переменный ток и DC или постоянный ток относятся к двум различным типам источников питания, используемых для дуговой сварки. Любая сварка требует использования дуги между электродом, который проводит ток, и материалом, который вы соединяете. Ток, положительный или отрицательный, создает слияние. Чтобы получить правильный сварной шов, вам нужно использовать правильный ток.
Выбор между переменным и постоянным током — важное решение.У каждого из этих источников питания есть свои идеальные применения. Выбор неподходящего источника питания для идеального сварного шва может привести к различным последствиям для конечного продукта вашего проекта.
Сравнение переменного и постоянного тока в сварке
AC или переменный ток и DC или постоянный ток относятся к двум различным типам источников питания, используемых для дуговой сварки, которые зависят от полярности.
Постоянные токи возникают, когда электричество течет в постоянном направлении и сохраняет постоянную полярность (положительную или отрицательную). Переменные токи возникают, когда электричество переключает направление вперед и назад, а полярность меняется в ответ на изменение направления тока.
Рабочие места постоянного и переменного тока в других местах
Эти два типа токов проходят через многие электронные устройства, с которыми вы сталкиваетесь каждый день:
- Токи постоянного тока : батареи, мобильные телефоны, пульты дистанционного управления
- Токи переменного тока : электрические розетки и бытовая техника
Плюсы и минусы переменного и постоянного тока
Сварка постоянным током (DC) имеет прямой ток, что позволяет ускорить наплавку.
Это вызвано более быстрым оплавлением электрода. Поскольку переменный ток (AC) переключает свое направление вперед и назад из-за изменений направления тока, наплавка происходит медленнее, чем сварка постоянным током (DC))
Хотя сварка постоянным током обеспечивает более быструю скорость наплавки, сварка переменным током обеспечивает более медленный, но более глубокий проплав . Его изменение полярности составляет 120 раз в секунду при токе 60 Гц.
Эта обратная полярность переменного тока (AC) приводит к более глубокому проникновению.
Сварочные аппараты переменного и постоянного тока >> Посмотрите видео ниже
Применение сварки на переменном токе
Сваркана переменном токе используется для сварки магнитных металлов, поскольку направление переменного тока позволяет избежать воздействия магнетизма. Однако сварка постоянным током не может использоваться для магнитных металлов. Следующие типы сварных швов идеально подходят для сварки на переменном токе:
Возможность сварки на переменном токе на намагниченных материалах является ее основным преимуществом по сравнению со сваркой на постоянном токе.
Сварка переменным током также является предпочтительным методом для:
- Судостроение, в частности сварка швов, , потому что более глубокое проникновение листового металла может быть достигнуто за счет более высокого значения силы тока
- Ремонт оборудования, поскольку часто оборудование имеет намагниченное поле и потенциальная ржавчина не является проблемой для сварки на переменном токе
Хотя сварка на переменном токе имеет большой недостаток. Качество сварки на переменном токе не такое гладкое, как при сварке на постоянном токе.Это вызвано постоянным изменением направления тока. Также более вероятно появление брызг или капель расплавленного материала.
Применение сварки постоянным током
Сваркупостоянным током нельзя использовать для намагниченных металлов, потому что ее ток течет только в фиксированном направлении. Следующие типы сварных швов идеально подходят для сварки постоянным током:
- Образование сильных отложений
- Метчик
- Наплавка
- Сварка над головой или вертикальная
- Одноуглеродистая пайка
- Сварка TIG нержавеющей стали
- Сварка палкой (SMAW)
Обычно для сварки рекомендуется постоянный ток по следующим причинам:
- Обеспечивает более гладкий сварной шов: меньше брызг из-за постоянного направления тока
- С ним легче работать, чем с переменным током, потому что он поддерживает стабильную дугу
- Оборудование, необходимое для постоянного тока, составляет дешевле и проще в использовании
- Он сваривает более тонкие металлы лучше, чем переменный ток
Хотя сварка постоянным током широко используется, она также может иметь недостатки:
- Не рекомендуется использовать для сварки алюминия
- Для постоянного тока требуется внутренний трансформатор для изменения тока с переменного на С для использования. Это делает сварку постоянным током потенциально более дорогостоящей в использовании, чем сварку переменным током.
- Существует большая вероятность возникновения дуги или нежелательного отклонения дуги
Прочность сварных швов
При сварке важно учитывать все факторы, чтобы получить максимально прочный сварной шов. Если не принять надлежащих мер предосторожности, время и ресурсы могут быть потрачены впустую вместо того, чтобы идти вместе с сильным конечным продуктом.
Факторы, влияющие на прочность сварного шва:
- Скорость перемещения
- Постоянное поддержание угла электрода
- Подготовка кромок / чистота
- Текущие настройки — знание того, когда использовать постоянный или переменный ток
- Качество и свойства металла: магнитные v.немагнитный
- Правильная техника: предварительная или последующая термообработка
- Используемые стержни
Сварка как переменным, так и постоянным током может обеспечить прочный сварной шов. Важно помнить, что желаемый прочный сварной шов будет достигнут только при сварке с током, соответствующим материалу.
Сваркана переменном токе может использоваться для магнитных металлов, а сварка на постоянном токе — нет. Если на магнитных металлах используется сварка постоянным током, сварка не будет успешной.
Отказ сварного шва: дуговая дуга
При сварке существует множество причин, по которым сварной шов может выйти из строя.Распространенная и очень неприятная причина сбоев при сварке называется дутьем магнитной дуги. Удары магнитной дуги вызываются наличием магнитного поля в месте соединения двух металлических компонентов сварным швом.
Важно помнить, что дуга возникает только при сварке постоянным током (DC). Хотя известно, что сварка переменным током (AC) имеет худшее качество, чем сварка постоянным током, если возникновение дуги становится проблемой, наиболее эффективным способом решения этой проблемы является переключение на переменный ток.
Удары дуги могут повлиять на качество сварки из-за взаимодействия магнитного поля сварочного тока с магнитным полем, присутствующим в металле.
Почему дуговые дуги возникают только при сварке постоянным током?
Ранее было отмечено, что лучшее преимущество сварки переменным током перед сваркой постоянным током состоит в том, что ее можно использовать с намагниченными материалами. Вот почему при сварке постоянным током преобладают дуги, а не переменным током.
Если вместо сварки переменным током используется сварка постоянным током, сварщику придется бороться с дугой, поддерживая стабильный электрический ток.Это может привести к снижению качества работы, что сводит на нет преимущество качества постоянного тока над качеством переменного тока.
Правильный электрод для использования
Электроды используются при сварке для пропускания тока через заготовку для сплавления двух частей вместе. В зависимости от того, используется ли сварка постоянным или переменным током, следует использовать разные электроды, также называемые стержнями, чтобы обеспечить наилучшее качество сварки.
- Для сварки постоянным током лучше всего подходит электрод 6010, потому что он предназначен только для прямого использования.Покрытие натриевого типа с высоким содержанием целлюлозы обеспечивает лучшее проникновение.
- При сварке переменным током выбор электрода зависит от различных факторов. Электроды, используемые для сварки на переменном токе, имеют в своем покрытии специальные элементы, обеспечивающие зажигание дуги.
Некоторые сварочные прутки переменного тока включают:
- 6011: покрытие на основе калия с высоким содержанием целлюлозы, хорошо работает на ржавом и грязном металле
- 6013: для чистого листового металла
- 7018: также может использоваться для сварки постоянным током
- 7024: может использоваться при высоких уровнях тока, используется для общего производства, когда требуется более высокая скорость наплавки
Какую сварку использовать: переменным или постоянным током?
Выбор использования сварки постоянным или переменным током в конечном итоге остается за сварщиком.Хотя у них обоих есть свои плюсы и минусы, то, что вы выберете, будет зависеть от материала, который вы используете, и проекта, который вы свариваете.
Например, сварка постоянным током всегда дает более качественный сварной шов, но для намагниченных металлов можно использовать только переменный ток.
Существует множество факторов, которые могут повлиять на решение использовать сварку на переменном или постоянном токе. Перед принятием решения о сварке постоянным или переменным током важно учитывать все факторы проекта. Вот быстрое сравнение этих двух:
| Сварщик переменного тока | Сварщик постоянного тока |
| Маленький и легкий | Большой и тяжелый |
| Дешевле, чем простой DC | Дороже, чем AC |
| Трудно управлять дугой | |
| Использует меньше энергии — дешевле в эксплуатации | Использует больше энергии — дороже в эксплуатации |
В чем разница между сваркой на переменном и постоянном токе?
Сварка — это соединение двух или более металлических частей путем их плавления.Этот процесс отличается от пайки, при которой две металлические поверхности просто соединяются вместе с помощью куска расплавленного металла. Поскольку температуры плавления большинства металлов очень высоки, специализированное сварочное оборудование использует тепло от электрического тока для сварки металлов.
Дуговая сварка, присадочный металл и защита сварного шва
Процесс сварки включает три основных аспекта: сварочная дуга, присадочный металл и защита сварного шва. Сварочная дуга — это непрерывная искра, которая генерируется сварочным аппаратом и используется для нагрева металла на несколько тысяч градусов по Фаренгейту.Искра создается цепью, которая проходит от машины через свариваемый металл. Присадочный металл — это дополнительный металл, добавляемый во время сварки для усиления сварного соединения. Сварной шов должен быть защищен от окружающего воздуха, пока он не схватится, так как воздух может загрязнить сварной шов. Эта защита достигается путем добавления в процесс защитного газа, который обеспечивается либо резервуаром, прикрепленным к сварочному аппарату, либо специально разработанным присадочным металлом, который выделяет газ по мере его плавления.
Полярность сварочной дуги
Как и любой электрический ток, протекающий по цепи, сварочная дуга имеет полярность, с положительным и отрицательным полюсами.Полярность существенно влияет на прочность сварного шва. Положительная полярность электрода или обратная полярность вызывает более глубокое проникновение сварного шва, чем отрицательная полярность электрода или положительная полярность. Однако отрицательная полярность электродов приводит к более быстрому осаждению присадочного металла. При использовании постоянного тока полярность всегда постоянна. При переменном токе полярность переключается 120 раз в секунду при токе 60 Гц.
Что лучше?
Во всех смыслах сварка постоянным током является предпочтительным типом сварки.Независимо от того, используете ли вы положительную (DC +) или отрицательную (DC–) полярность, постоянный ток обычно обеспечивает более гладкую сварку, чем переменный ток. В то время как постоянный ток обеспечивает постоянный и последовательный ток, природа переменного тока означает, что он дает ток, который постоянно колеблется от положительного к отрицательному. Поскольку ток колеблется вперед и назад, он должен проходить через точку, в которой выходной ток равен нулю. Хотя ток находится в этой нулевой точке только на долю секунды, разрыва может быть достаточно, чтобы разорвать дугу, заставляя ее колебаться, трепетать или полностью гаснуть.
Когда используется переменный ток?
Поскольку сварка переменным током значительно уступает сварке постоянным током, она используется только в редких случаях. Сварочные аппараты переменного тока чаще всего используются, когда аппарат постоянного тока отсутствует. Сварочные аппараты на переменном токе, производно именуемые «жужжащими коробками», считаются технологией начального уровня. Сварка переменным током также может использоваться для устранения проблем с дугой. Это явление отмечается дугой, которая блуждает или выдувает свариваемое соединение. Обычно это происходит при работе с электродами большого диаметра на больших токах.
В чем разница между сваркой на переменном и постоянном токе?
У большинства упоминание AC / DC вызывает воспоминания об определенной рок-группе. Для сварщиков это означает сравнение двух разных электрических токов, которые используются в процессе сварки. Есть только один вопрос: В чем разница между сваркой на переменном и постоянном токе?
Сравнение токов
В процессе сварки между электродом и свариваемым металлом образуется электрическая дуга. Жизненно важно использовать правильный источник питания для этой электрической дуги, чтобы не получить плохой сварной шов ужасного качества.В конце концов, качество и прочность сварного шва во многом зависят от использования правильной полярности и правильного электрода.
Здесь вступают в игру переменный ток (AC) и постоянный ток (DC).
Электроэнергия течет одним из двух способов: переменным или постоянным током. В результате электроны движутся по проводнику, и разница между полярностью переменного и постоянного тока сводится к одному элементу: , как движутся электроны для каждого из них, .
Сварка переменным током
Как следует из «чередующейся» части его названия, переменный ток постоянно меняет направление потока электронов. Электроны движутся вперед и назад, меняя полярность до 120 раз в секунду. Поскольку он передает электричество на большие расстояния, переменный ток используется в высоковольтных устройствах, таких как бытовые приборы и бытовые розетки.
Когда полярность меняется с отрицательной на положительную, выходная сила тока на долю секунды равна нулю. Это плохо, потому что электрическая дуга либо блуждает, либо полностью гаснет.
Чтобы этого не произошло, вы можете найти электродов, специально созданных для сварки на переменном токе . На них нанесено специальное покрытие , обеспечивающее зажигание дуги . Просто имейте в виду, что дуга будет сильнее колебаться и порхать по сравнению с полярностью постоянного тока.
При сварке переменный ток обычно уступает постоянному току в порядке иерархии. Однако это не означает, что нет обстоятельств, при которых AC является предпочтительным вариантом. Например, если это единственный доступный источник питания, вам может помочь переменный ток.Кроме того, благодаря стабильной дуге переменный ток также может помочь в устранении любых проблем, связанных с возникновением дуги.
Применение для сварки на переменном токе
Поскольку переменный ток способствует более высокой температуре, алюминий является более подходящим материалом для работы в сварочных проектах. Например, алюминий имеет прочную оксидную пленку на своей поверхности, что не идеально для сварки. Тем не менее, когда переменный ток переключается на положительный электрод , эта оксидная пленка удаляется , и поверхность становится чистой.
Сваркана переменном токе также рекомендуется, когда листовой металл требует более глубокого проплавления, например, в судостроении.Кроме того, переменный ток используется, если сварочные материалы имеют намагниченное поле.
Недостатки сварки на переменном токе
Несмотря на то, что постоянный ток не является основным вариантом сварки, в вышеупомянутом руководстве установлено, насколько полезен переменный ток в определенных ситуациях. Тем не менее, у него есть несколько заметных недостатков. Это:
- Не такой гладкий : По сравнению со сваркой постоянным током качество сварного шва, как правило, не совпадает с точки зрения гладкости.
- Образуется больше брызг : Ни один сварщик не хочет иметь дело с брызгами.Тем не менее, сварка на переменном токе подвержена образованию значительного его количества, что означает, что вы можете часами чистить свою рабочую поверхность, пол, сварочные работы и т. Д. — , если вы не используете спрей для защиты от брызг и другие меры предосторожности .
- Ненадежная дуга : дуга не только менее надежна по сравнению со сваркой постоянным током, но и сложнее в обращении.
Сварка постоянным током
Так почему же сварка постоянным током более популярна, чем сварка переменным током? Все его электроны текут в одном красивом устойчивом направлении. Нет чередующегося . Полярность постоянна, ее можно выбрать как положительную, так и отрицательную. Это основная причина, по которой постоянный ток обычно используется в устройствах с низким напряжением. Сюда входят такие продукты, как пульты дистанционного управления и аккумуляторы для сотовых телефонов.
Выделив недостатки сварки на переменном токе, постоянный ток имеет несколько преимуществ по сравнению с аналогами. Благодаря более стабильной дуге, , сварка в целом становится более простой. . Сварка более плавная, чем на переменном токе, и создается меньше брызг.
Еще одно преимущество постоянного тока — возможность использования его положительной и отрицательной полярности. Когда используется положительный ток постоянного тока, он обеспечивает большее проникновение стали, когда это необходимо. Из-за более высокой скорости наплавки рекомендуется использовать отрицательный постоянный ток при работе с тонким листовым металлом.
Применение для сварки постоянным током
Благодаря своим положительным моментам сварка постоянным током используется в самых разных областях. Например, он используется в подавляющем большинстве приложений для сварки штангой.Сварка постоянным током также подходит для следующих случаев:
- Сварка TIG из нержавеющей стали
- Одноуглеродистая пайка
- Сварка потолочная и вертикальная
- При сварке более тонких металлов
Недостатки сварки постоянным током
Это предпочтительный вариант из двух. У него масса преимуществ. Тем не менее, несмотря на все это, сварка постоянным током имеет ряд заметных недостатков. Это правда — , хотя ущерб от этих недостатков по большей части минимален. .
- Дуговая дуга : Самая большая техническая проблема, связанная с использованием сварки постоянным током, — это дуговая продувка. При сварке сварщик хочет направить профилированную дугу в стык, чтобы получить полное проплавление. Тем не менее, когда возникает дуга, эта дуга перемещается либо в одну, либо в другую сторону. Исправление — использование полярности переменного тока.
- Более дорогое оборудование : Для сварки постоянным током обычно необходим внутренний трансформатор. Этот трансформатор позволяет пользователю переключать ток, , но он стоит — буквально.
- Не идеально для алюминия : Постоянный ток — не решение, когда при сварке пытаются получить высокоинтенсивное тепло. В результате он уступает сварке переменным током как лучший выбор при работе с алюминием.
Резюме
Как установлено в этом руководстве, сварка как переменным, так и постоянным током может использоваться для выполнения множества задач. В большинстве случаев постоянный ток имеет преимущество перед переменным током и является более универсальным из двух. Однако важно не упускать из виду кондиционер, так как это лучший вариант для определенных работ.В конечном счете, как переменный, так и постоянный ток необходимы в репертуаре любого серьезного сварщика.
Битва между сваркой на переменном токе и постоянным током (2021 г.): какая из них лучше?
Какая из них больше СТАБИЛЬНАЯ: сварка на переменном или постоянном токе?
Это вопрос, который сводит вас с ума, верно?
Не могу винить вас!
Сварка — обширная область . И, скорее всего, вы начинающий. Неудивительно, что термин AC / DC выглядит для вас как ракетостроение.
Разве вы не ненавидите, когда это сбивает с толку?
Что ж, позвольте мне вам помочь.AC — это основная сварка, используется пайка и сварка угольной дугой. Он преобразован в питание постоянного тока, что в первую очередь упрощает сварку.
Все еще не уверены?
Продолжайте читать, и вы узнаете основы дуговой сварки о промышленном оборудовании и разницу между сваркой на переменном и постоянном токе.
Разница между сварочными аппаратами переменного и постоянного тока: подробное сравнениеВнешний вид:
Сварка — это соединение или соединение двух или более металлических частей, обычно путем их плавления.Как и любой электрический ток, сварочная дуга имеет полярность, состоящую из положительного и отрицательного полюса.
Я знаю, что тебе становится скучно и ты беспокоишься, почему я трогаю этот технический термин похож на полярность, но эта полярность сварочной дуги близко связанных со сваркой на переменном и постоянном токе.
Так что же такое полярность сварочной дуги?
Полярность оказывает значительное влияние на прочность сварного шва. Между тем, положительный электрод, также известный как обратная полярность, вызывает проникновение, а затем отрицательную полярность электрода (резерв).Так что обычно бывает два типа полярности.
- сварка с обратной полярностью
- сварка с прямой полярностью
прямая и обратная полярность являются обычным термином в Arc сварка.
Понять?
В большинстве случаев предпочтительной полярностью при сварке является постоянный ток. Теперь давайте посмотрим, в чем разница между сварочными аппаратами переменного и постоянного тока.
Спешите? Тогда ознакомьтесь с таблицей быстрого сравнения.
| Point | Сварочный аппарат переменного тока | Сварочный аппарат постоянного тока | |
| Размер | Маленький размер | Большой размер | |
| Большой вес | Легкий | Вес | Вес|
| Диапазон цен | Разумный | Дорогой | |
| Дуговый разряд | Сравнительно легко | Трудно контролировать | |
| Эксплуатационные расходы | Меньше124 | 9089 9089 Более дешевое напряжение9089 | Высокий |
| Энергопотребление | От 3 до 4 кВтч | От 6 до 10 кВтч |
Связано: Обзор сварочного аппарата Everlast: готовое руководство
1.Обзор сварки постоянным током«Отличный вариант для начинающих, обучающихся сварке»
DC относится к постоянному току , , процессу, при котором заряд движется только в одном направлении и возвращает постоянную полярность. Как я упоминал ранее, при сварке в основном используются два соединения электродов. Это:
- Токовый электрод положительный (прямой)
- Токовый электрод отрицательный (прямой)
Следовательно, отрицательный или прямой электрод (DCEN) быстрее в его процесс, как и оплавление электрода, происходит относительно быстро.
Итак, мы все поняли?
Прямой ток производит меньше тепла, чем положительный. электрод. Вот почему он широко используется на более тонких подложках.
Каков принцип работы сварочного аппарата постоянного тока?
В методе обратной полярности постоянного тока электрод положительный; с другой стороны, ток течет от его заготовки к электроду.
Преимущества сварки на постоянном токе
- Меньше брызг
- Легко запускать
- Меньше прилипаний / простоев
- Лучше при вертикальной сварке
- Делаем дугу более гладкой
- Отлично подходит для более тонких металлов
Недостатки сварки постоянным током
- Недостаточно хорошо для устранения дуги.
- Дороже
- Не подходит для интенсивного нагрева.
Подробнее о Hobart Ironman 230 Отзывы | Превратите сварку из воображения в реальность
2. Обзор сварки переменным токомAC относится к переменному току, при котором электрический заряд половину времени движется в одном направлении, а затем в течение другой половины времени течет в противоположном направлении. (Переносное руководство для сварщика)
Ничего не понимаю?
Проще говоря, поток электронов всегда меняет направление и движется вперед и назад.Следовательно, он может даже 120 раз менять свою полярность; да, это за секунду.
А теперь давайте будем честными.
AC должен быть второстепенным ВЫБОРОМ в сварке. Конечно, есть несколько случаев, когда предпочтительнее сварка на переменном токе. Например, недорогие машины начального уровня иногда работают только от сети переменного тока.
Давайте посмотрим на преимущества и недостатки сварочного аппарата на переменном токе.
Преимущества сварки на переменном токе
- Намагниченные материалы
- по доступной цене
- Для использования на алюминии
- Высокая портативность
Недостатки сварки на переменном токе
- Создает больше брызг
- Не ожидайте гладкого среза, как DC
СВЯЗАННЫЕ: Отзывы сварщика Tig
Различия между сваркой на переменном токе и постоянным токомЕсть несколько больших различий, которые имеют большое влияние на Независимо от того, подходит ли вам сварка на переменном или постоянном токе.
Сначала поговорим о размере. Машины переменного тока имеют небольшие размеры. В результате вес также довольно небольшой. С другой стороны, DC относительно больше, вес тоже довольно большой.
Теперь переходим к падению напряжения. В сварочном аппарате переменного тока падение напряжения на переменном токе меньше, поэтому его можно использовать на больших расстояниях. Напротив, падение напряжения постоянного тока относительно выше и может использоваться на небольшом расстоянии.
Подождите, это еще не все.
Там, где у постоянного тока более высокие эксплуатационные расходы, машина переменного тока сравнительно доступна.При этом снижается потребление электроэнергии на 1 кг наплавленного металла при сварке на переменном токе.
Использование и применение имеют огромное значение между ними. С блоком питания переменного тока можно использовать только несколько машин, которым требуется низкий коэффициент мощности.
Виды сварки на АС
- TIG сварка алюминия
- В судостроении
- Downhand на толстом листе
С другой стороны, DC может использоваться где угодно с машиной с приводом от двигателя D.Генератор переменного тока или даже выпрямленный источник переменного тока.
Видите разницу?
Одним словом, поддерживает большое количество машин и многое другое. универсальный. Взгляните на Типы сварки с использованием DC:
- Чугун
- Накладные
- Вертикальные
- Листовой металл
- Заклепки
- Тяжелый алюминий
- Дуговой бронзовый стержень
- С низким содержанием водорода
Итак, какой из них лучше?
Как мы видим, у обоих есть определенные области, каждая из которых будет НЕПРЕРЫВНОЙ. Таким образом, сварка на переменном и постоянном токе используется для решения различных задач.
Но да, в большинстве случаев сварочный аппарат постоянного тока больше выгодно по сравнению со сваркой на переменном токе. Следовательно, в некоторых случаях классический AC будет также будет лучшим выбором.
Независимо от того, что вы выберете, не забудьте использовать лучшие сварочные перчатки и защитное снаряжение, например сварочный шлем.
Часто задаваемые вопросы (FAQ)Вопрос: Сварка MIG постоянным или переменным током?
Ответ: Хорошо. Да, технически источник переменного тока можно использовать для сварки MIG, и он также дешевле, чем источник постоянного тока.
Вопрос: Выполняет ли сварку стержнем нержавеющей стали постоянным или постоянным током?
Ответ: Ручная сварка на постоянном токе обеспечивает больше преимуществ по сравнению с электродной сваркой на переменном токе при сварке стали, включая более стабильные и плавные дуги, более легкий пуск, меньшее количество брызг и сварку над головой.
3. Вопрос: Используете ли вы для сварки алюминия переменным или постоянным током?
Ответ: Ac предпочтительнее для сварки алюминия.
AC Vs Сварка постоянным током: в чем разница?
Полярность электрического тока, создаваемого при сварке. машина, которая проходит через электрод, работает либо на переменном, либо на постоянном токе. Эти два типа полярности и качество и эффективность сварки зависят существенно зависит от типа используемого тока.
Сварка переменным током
Сварочный аппарат переменного токаПеременный ток означает переменного тока. В сети переменного тока цепи, атомы, покидающие источник питания, раскачиваются от положительного заряжен до отрицательно заряженного. Полюса продолжают меняться вперед и назад от положительного к отрицательному, и поток меняет направление. Использование сварки на переменном токе источника питания, полярность дуги всегда меняется (альтернативно) с положительный на отрицательный. Использование сварочного аппарата переменного тока с переменным потоком снижает «Дуговая дуга» и обеспечивает лучший сварной шов.Сварка переменным током лучше всего подходит для:
- Сварка толстого листа вниз
- Сварка с быстрой заливкой
- Алюминий TIG с высокой частотой.
Что вам нужно Знайте о сварке на переменном токе
- Дуговая сварка от сети переменного тока, полярность дуги всегда меняется (переменный ток) с положительной на отрицательный, и поток должен изменить направление.
- Используется при сварке алюминия и других цветных металлов. металлы.
- AC используется для нескольких определенных типов сварки, то есть тяжелая плита с опущенным вниз, быстрая заливка и алюминиевая TIG с высокой частотой.
- AC производит большое количество брызг, что приводит к грубый сварной шов и низкий выход продукта.
- AC эффективен только при сварке толстых и тяжелых металлов поэтому многие сварщики не желают этого делать.
- Обычно машины, требующие переменного тока, очень дорого.
- Опасность возникновения дуги в случае магнитного поля при сварке на переменном токе наросты значительно уменьшаются. Таким образом, его можно использовать для намагниченных сварка металла.
- AC позволяет сваривать / отлично работает при высоких температуры.
- Надежность переменного тока очень высока. низкий, и с ним сложно работать.
- Машины переменного тока утомительны в использовании и ручка.
- Сварка на переменном токе обычно медленнее и приводит к медленное плавление электрода.
- Обеспечивает более глубокое проплавление сварного шва.
Сварка постоянным током
Сварочный аппарат постоянного токаDC означает Direct Current . В электрическом постоянном токе В цепи есть постоянный отрицательный полюс и постоянный положительный полюс.В поток электричества создается, когда отрицательно заряженные атомы производятся источник питания движется к положительному полюсу, чтобы соединиться с положительно заряженные атомы. Это в конечном итоге создает электрический поток от отрицательного полюса. к положительному полюсу. В постоянном токе сварка, полярность к основному металлу и электроду остается прежней во время сварки, если полярность не изменена вручную. Обычно постоянный ток включают ток в батареях и часто используются в устройствах низкого напряжения, таких как сотовые телефоны и пульты дистанционного управления.Сварка постоянным током лучше всего подходит для:
- Наплавка
- Сварка над головой или вертикальная сварка
- Образование сильных отложений
- Одноуглеродистая пайка
- Сварка TIG нержавеющей стали
Что вам нужно Знайте о сварке постоянным током
- Дуговая сварка от источника постоянного тока, полярность электрической дуги — это постоянный поток в одном направлении от отрицательного до положительный.
- Применяется при сварке черных металлов.
- DC используется для нескольких определенных типов сварки. например, вертикальная сварка, пайка одноуглеродистой пайкой, сварка TIG нержавеющей стали и т. д.
- Тип постоянного тока дает меньшую величину разбрызгивание, что приводит к гладкому сварному шву и более высокому выходу продукта.
- DC наиболее эффективен при сварке более тонких металлов и поэтому желательно многим сварщикам.
- Обычно машины, для работы которых требуется постоянный ток, очень доступный.
- Обычно существует высокий риск возникновения дуги, если магнитное поле нарастает.
- DC не подходит для высокой интенсивности нагрева.
- Надежность постоянного тока выше, что значительно упрощает работу.
- Сварка постоянным током проходит быстрее и приводит к быстрее оплавить электрод. Машины
- постоянного тока просты в обращении и использовании.
- Не обязательно обеспечивает более глубокий сварной шов проникновение.
Также прочтите : Разница между сваркой TIG и MIG