Виды сварки
Сварочный процесс — это технология безповоротного соединения твердых металлов и других материалов, в итоге которой получаются конструкции с неразъемными составляющими. Прочность соединений, выполненных сваркой, должна быть не ниже прочности самих соединяемых деталей.
Основные виды сварки деталей: механический тип сваривания, термический тип и термомеханический тип сварки. Нагревание — суть термической сварки, а пластическое деформирование — механической. Ну а термомеханическая сварка может включать в себя и давление, и трение, и нагрев, и даже ультразвук.
Сварка может быть горновой, дуговой, газовой, взрывной. Электродуговая сварка выполняется за счёт нагрева электрической дугой. Электронно–лучевая выполняется путём применения энергии пучкового потока электронов. Плазменное сваривание осуществляется с использованием проводящего газа плазмы, а точнее его заряженных и проводящих ток частиц. Газопламенная сварка — использование тепла газового факела и дополнительного присадочного материала.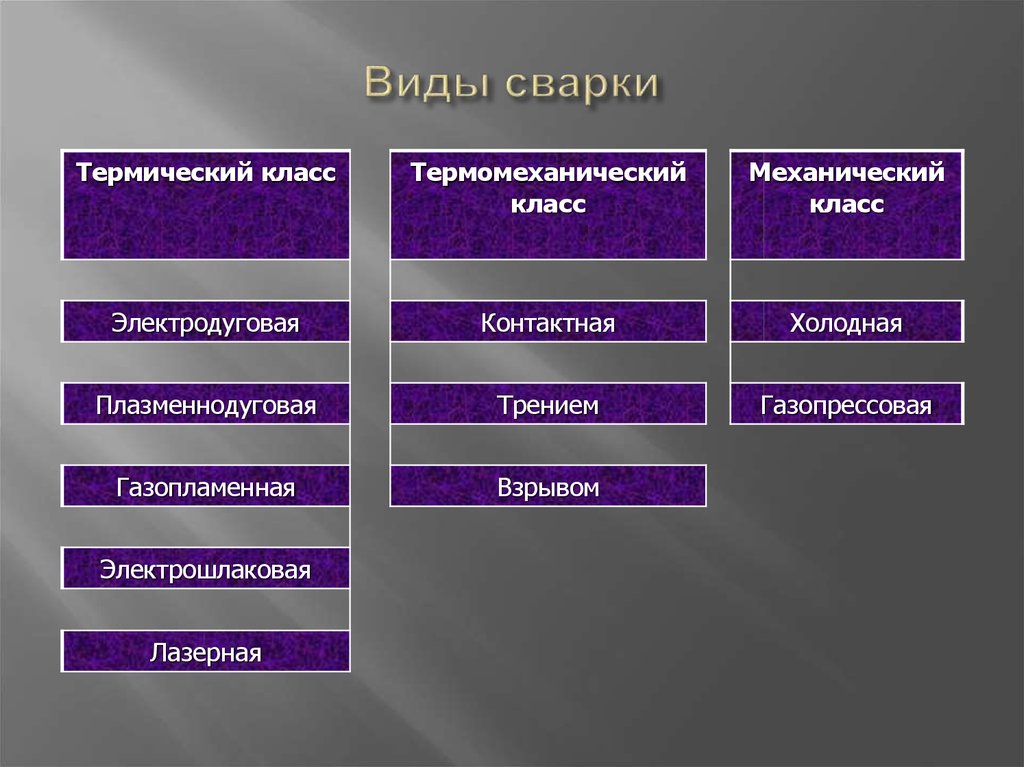
Сварка также характеризуется по техническим признакам. Так, сварка бывает прерывистой по циклам и непрерывной, ручной по типу управления и автоматической, в активных газах или инертных, со струйной местной защитой металла или в полностью контролируемой атмосфере. Также различается способ обязательной защиты свариваемого вами металла: сварка в воздухе, в пене, в газе, в вакууме и прочих, иногда и сборных видов защиты.
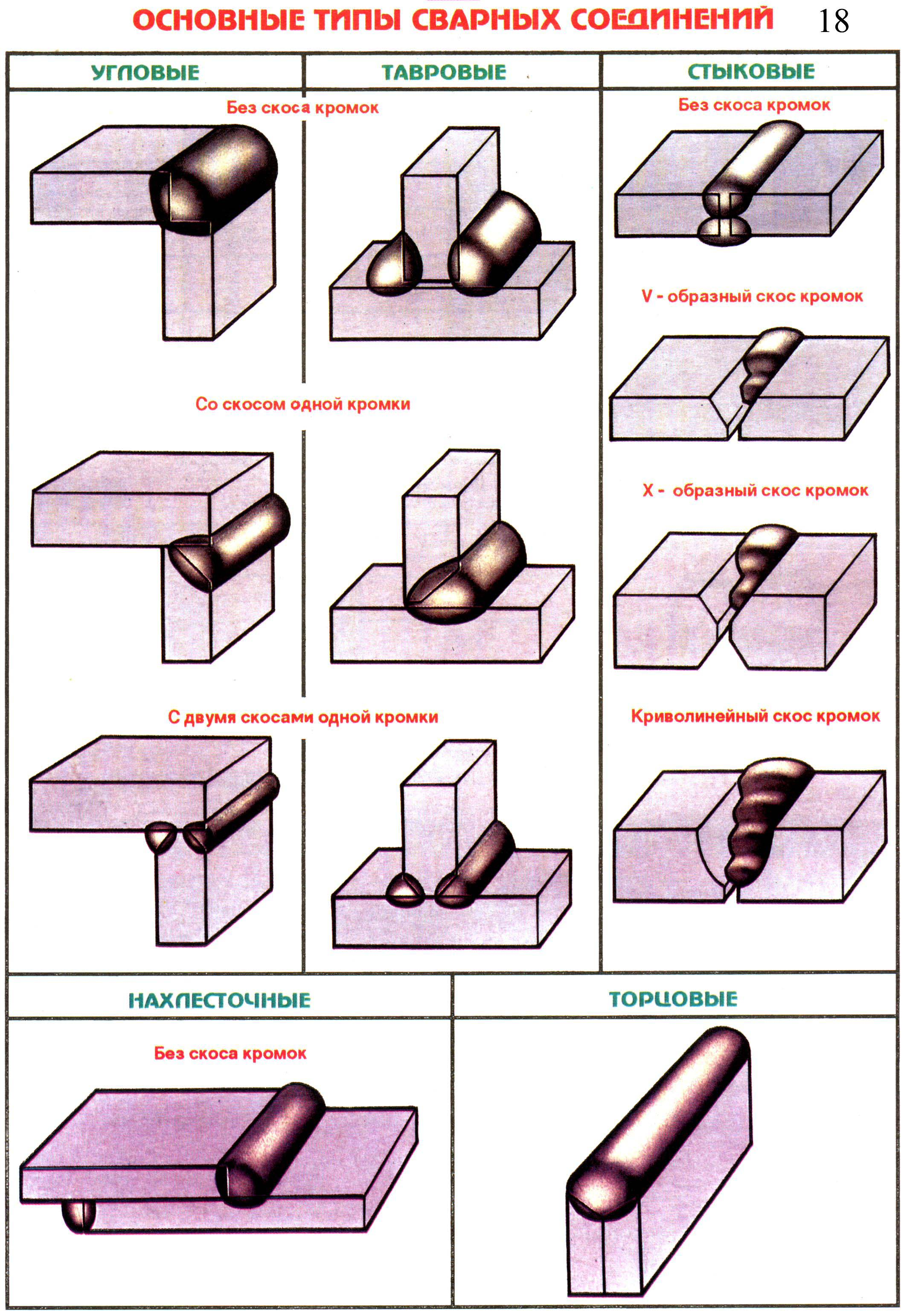
Сварка также различается типами сварных соединений. Соединение может быть стыковым, тавровым, нахлёсточным и угловым. Важно правильно выбрать и вид электрода. Его диаметр должен зависеть от толщины материала, который вы будете сваривать. Не забудьте установить последовательность и скорость сварки. Следите за тем, как сформированы сварочные швы. И помните, качество итогового соединения зависит от контроля до, во время сварки и после неё.
Соединение может быть стыковым, тавровым, нахлёсточным и угловым. Важно правильно выбрать и вид электрода. Его диаметр должен зависеть от толщины материала, который вы будете сваривать. Не забудьте установить последовательность и скорость сварки. Следите за тем, как сформированы сварочные швы. И помните, качество итогового соединения зависит от контроля до, во время сварки и после неё.
Виды сварки – Осварке.Нет
сварка покрытыми металическими электродами (MMA)
сварка пламенем горючего газа в кислороде (OAW)
автоматическая свака под флюсом (SWA)
электрическая сварка сопротивлением (ERW)
термическая и другие виды разделительной резки
Сварка в среде защитных газовмеханизированная дуговая сварка плавящимся электродом в среде защитных газов (MIG/MAG)
ручная дуговая сварка неплавящися электродом в среде аргона (TIG/WIG)
сварка порошковой проволокой в среде защитных газов и без газа самозащитной проволокой (FCAW)
ремонт сработанных деталей, нанесение специальных слоев
Классификация видов сварки
Согласно отечественной классификации по ГОСТ 19521-74 «Сварка металлов.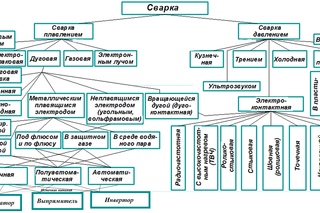 Классификация» виды сварки разделяют по основным физическим, техническим и технологическим признакам.
Классификация» виды сварки разделяют по основным физическим, техническим и технологическим признакам.
В зависимости от формы используемой энергии для создания неразъемных соединений способы сварки классифицируют на классы. Также стандартом введена классификация в зависимости от источника энергии используемого для сварки по которой технологические процессы разделяют на виды. Такие ступени классификации и признаки относят к физическим.
К техническим признакам относят: способ защиты зоны сварки, степень механизации способа сварки, непрерывность сварки.
Технологические признаки принято устанавливать для каждого вида сварки отдельно.
Классификация видов сварки по классам
Виды сварки принадлежащие к термическому классу: дуговая, электрошлаковая, электронно-лучевая, ионно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная, литейная сварка.
Виды сварки термомеханического класса: контактная, диффузионная, индукционнопрессовая, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитнопрессовая, печная сварка.
К механическому классу относят: холодная, ультразвуковая, магнитоимпульсная, взрывом и сварка трением.
1 Виды сварки и их характеристика
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
Автоматическая
сварка под флюсом.
Электрошлаковая
сварка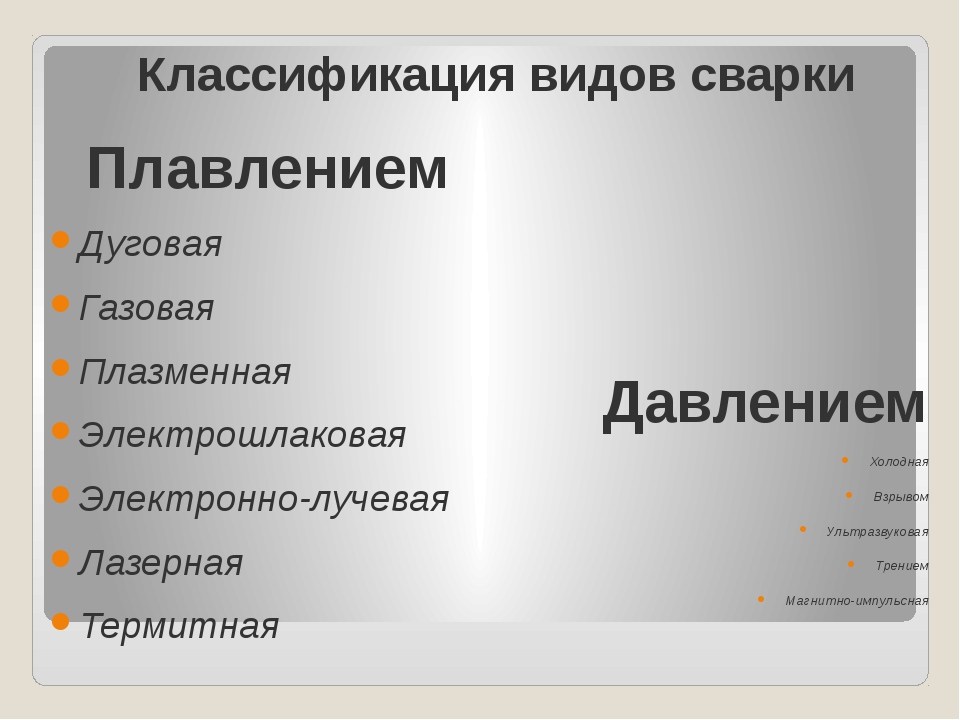 После
образования ванны из жидкого шлака
горение дуги прекращается и оплавление
кромок изделия происходит за счет
тепла, выделяющегося при прохождении
тока через расплав. Электрошлаковая
сварка позволяет сваривать большие
толщи металла за один проход, обеспечивает
большую производительность, высокое
качество шва.
После
образования ванны из жидкого шлака
горение дуги прекращается и оплавление
кромок изделия происходит за счет
тепла, выделяющегося при прохождении
тока через расплав. Электрошлаковая
сварка позволяет сваривать большие
толщи металла за один проход, обеспечивает
большую производительность, высокое
качество шва.
Электронно-лучевая сварка.Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная
сварка. источником энергии для нагрева материала
служит плазма — ионизованный газ.
Диффузионная
сварка. Способ
основан на взаимной диффузии атомов в
поверхностных слоях контактирующих
материалов при высоком вакууме. Высокая
диффузионная способность атомов
обеспечивается нагревом материала до
температуры, близкой к температуре
плавления. Отсутствие воздуха в камере
предотвращает образование оксидной
пленки, которая смогла бы препятствовать
диффузии. Надежный контакт между
свариваемыми поверхностями обеспечивается
механической обработкой до высокого
класса чистоты. Сжимающее усилие,
необходимое для увеличения площади
действительного контакта, составляет
(10-20) МПа.
Отсутствие воздуха в камере
предотвращает образование оксидной
пленки, которая смогла бы препятствовать
диффузии. Надежный контакт между
свариваемыми поверхностями обеспечивается
механической обработкой до высокого
класса чистоты. Сжимающее усилие,
необходимое для увеличения площади
действительного контакта, составляет
(10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная
электрическая сварка. нагрев
осуществляется пропусканием электрического
тока достаточной иглы через место
сварки. Детали, нагретые электрическим
током до плавления или пластического
состояния, механически сдавливают или
осаживают, что обеспечивает химическое
взаимодействие атомов металла. Таким
образом, контактная сварка относится
к группе сварки давлением. Контактная
сварка является одним из высокопроизводительных
способов сварки, она легко поддается
автоматизации и механизации, вследствие
чего широко применяется в машиностроении
и строительстве. По форме выполняемых
соединений различают три вида контактной
сварки: стыковую, роликовую (шовную) и
точечную.
Таким
образом, контактная сварка относится
к группе сварки давлением. Контактная
сварка является одним из высокопроизводительных
способов сварки, она легко поддается
автоматизации и механизации, вследствие
чего широко применяется в машиностроении
и строительстве. По форме выполняемых
соединений различают три вида контактной
сварки: стыковую, роликовую (шовную) и
точечную.
Холодная сварка. Соединение заготовок при холодной сварке осуществляется путем пластического деформирования при комнатной и даже при отрицательных температурах. Образование неразъемного соединения происходит в результате возникновения металлической связи при сближении соприкосающихся поверхностей до расстояния, при котором возможно действие межатомных сил, причем в результате большого усилия сжатия пленка окислов разрывается и образуются чистые поверхности металлов.
Свариваемые
поверхности должны быть тщательно
очищены от адсорбированных примесей
и жировых пленок.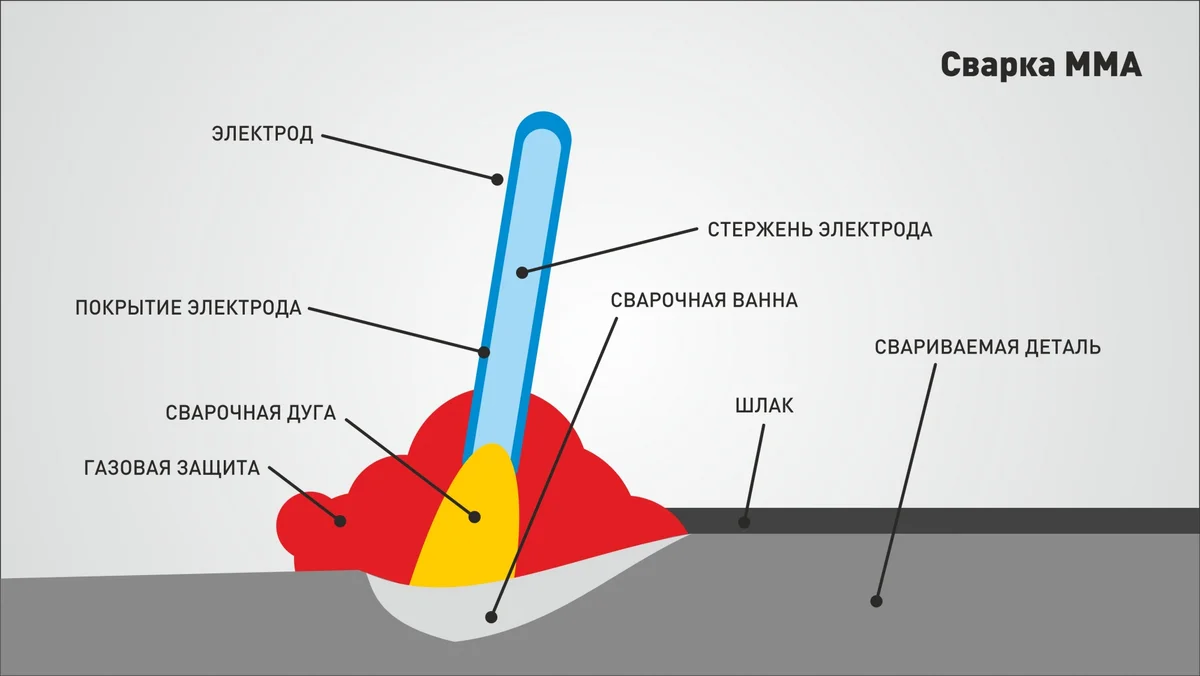 Холодной сваркой
могут быть выполнены точечные, шовные
и стыковые соединения.
Холодной сваркой
могут быть выполнены точечные, шовные
и стыковые соединения.
Виды сварки и что это такое
В наше время, когда очень часто необходимо получить неразъемные соединения, применяется сварка. Что такое сварка? Однозначно ответить на этот вопрос достаточно сложно.
Сварка используется для ремонта сложного промышленного оборудования, теплотрасс, а также нередко применяется для бытовых нужд.
Неразъемные соединения самых разных конструкций, когда применяется общий нагрев, называются сваркой. Деталь получает пластическую деформацию благодаря возникновению межатомных связей. Варить можно:
- металлические детали;
- керамику;
- стекло;
- пластмассу.
Сегодня известно несколько видов сварки, когда происходит плавление металла:
- дуговая;
- электрошлаковая;
- электронно-лучевая;
- плазменная;
- лазерная;
- газовая.
Классификация основных видов сварки.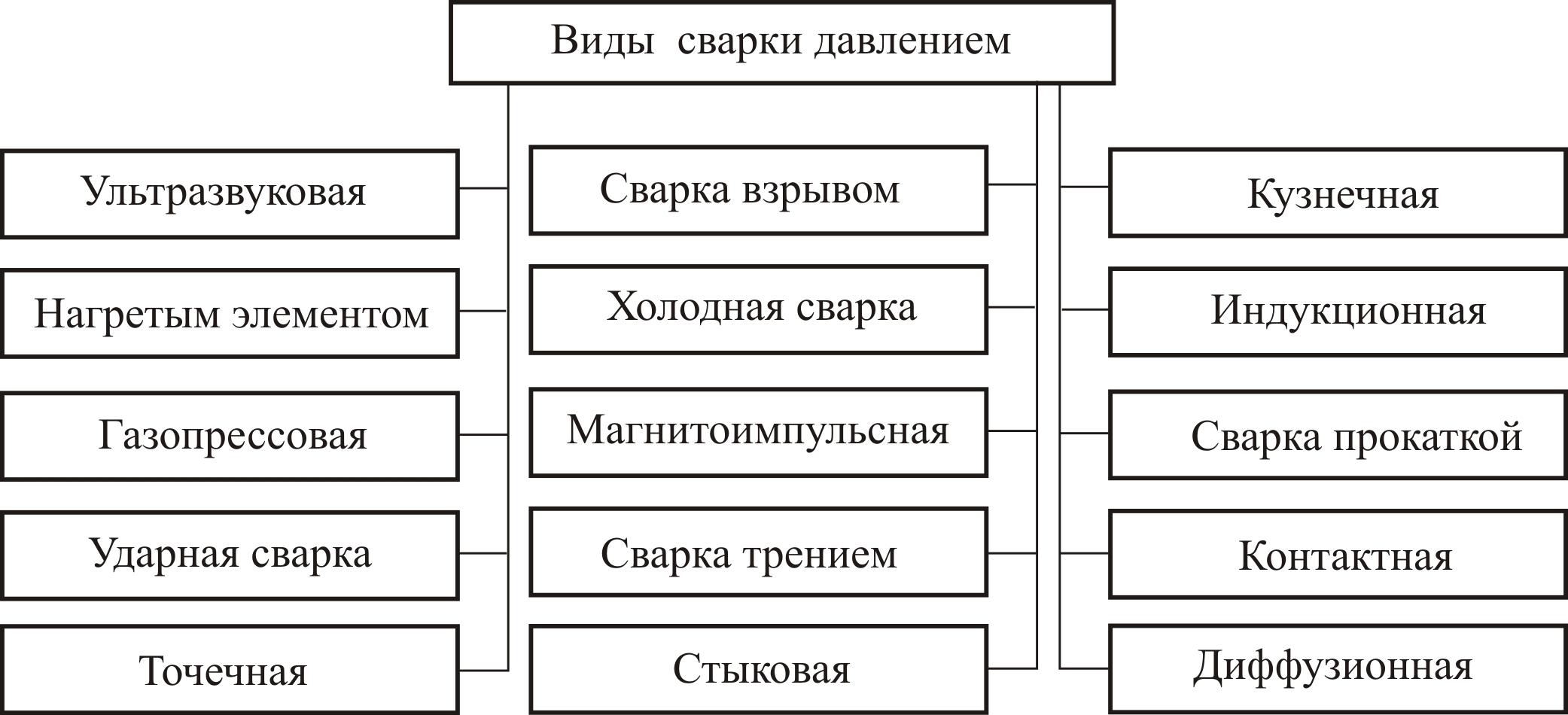
Сварка плавлением, когда происходит нагрев заготовок и их деформация, подразделяются на контактную, высокочастотную и газопрессовую. Кроме того, сварка плавлением имеет качественные результаты работы.
При деформации без нагрева применяется:
- холодная сварка;
- взрыв;
- диффузионное соединение с использованием вакуума.
Источник питания влияет на сварочный процесс. Он может быть:
- дуговым;
- газовым;
- электронно-лучевым.
Применение защитных материалов требует использования других методов сварки:
- с использованием флюса;
- в зоне защитного газа;
- в вакууме.
В зависимости от примененной механизации сварка бывает:
- ручной;
- полуавтоматической;
- автоматической.
Рассмотрим основные виды сварки плавлением.
Ручная технология
Схема ручной дуговой сварки.
В настоящее время ЭДС стала основой при выполнении сварки металлов. Теория сварки в первую очередь изучает ЭДС. Источником тепла становится электрическая дуга, образованная двумя электродами, причем один из них – свариваемая деталь. Электрической дуге можно дать определение как сильнейшему разряду, произошедшему в газовой зоне.
Теория сварки в первую очередь изучает ЭДС. Источником тепла становится электрическая дуга, образованная двумя электродами, причем один из них – свариваемая деталь. Электрической дуге можно дать определение как сильнейшему разряду, произошедшему в газовой зоне.
Для того чтобы произошло зажигание дуги, необходимо наличие нескольких критериев:
- короткое замыкание, когда электрод касается заготовки;
- быстрый отвод электрода;
- появление устойчивого горения.
Короткое замыкание требуется для разогрева электрода. Он должен достичь температуры, когда возникает эмиссия электронов.
Образовавшиеся электроны получают сильнейшее ускорение, появляется ионизация газового зазора между анодом и катодом. В результате дуговой разряд получает устойчивое горение.
Электрическая дуга – это мощный источник тепла, достигающий температуры 6000°. В это время максимальное значение сварочного тока равно 3 кА. Напряжение дуги во время работы может достигать 50 В.
Чаще всего используется ЭДС с покрытыми электродами. Ручная сварка, когда применяются такие электроды, предназначена для:
- газовой защиты жидкого металла от попадания окружающего воздуха;
- легирования.
Вернуться к оглавлению
Сварка с использованием флюса
Схема дуговой сварки под флюсом.
Широкое применение нашла автоматическая сварка, когда используется плавящийся электрод, а операция происходит под слоем специального флюса.
Его насыпают на деталь, толщина слоя при этом достигает 50 мм. Таким образом предотвращается горение дуги в воздушном пространстве. Образуется газовый пузырь, который находится под жидким флюсом, где происходит горение дуги, полностью изолированной от прямого контакта с кислородом.
Когда выполняется автоматическая сварка, не происходит разбрызгивания раскаленного металла, не нарушается форма шва, причем даже при подаче большого тока. Когда варятся детали с применением флюса, регулируется сила тока, устанавливается максимальный ток 1200 А. Когда варятся детали открытой дугой, достичь такого значения невозможно.
Когда варятся детали открытой дугой, достичь такого значения невозможно.
Сварка с флюсом позволяет увеличить сварочный ток. Причем сохраняется отличное качество шва, наблюдается высокая производительность. Для такой сварки необходимо иметь чистую электродную проволоку, подачу которой производит сварочная головка. Она медленно вращается, а проволока в это время двигается вдоль шва.
В сварочную головку по специальной трубке непосредственно в район шва подается зернистый флюс. Он плавится и равномерно закрывает шов. Получается твердая шлаковая корочка.
Основные отличия автоматической сварки, использующей флюс, от дуговой ручной:
- отличное качество шва;
- повышенная производительность;
- величина слоя флюса;
- мощность тока;
- автоматическая выдержка нужной длины дуги.
Вернуться к оглавлению
Сварка с применением шлака
Схема процесса электрошлаковой сварки.
Этот вид электрошлаковой методики считается абсолютно новой технологией соединения металлов. Он был изобретен и полностью разработан учеными института имени Патона.
Он был изобретен и полностью разработан учеными института имени Патона.
При работе все заготовки закрываются шлаком, температура нагрева которого выше температуры плавления заготовки, а также электродной проволоки.
Сначала процесс повторяет операции аналогично использованию флюса. Когда образуется жидкий шлак, полностью гасится дуга. Края изделия начинают оплавляться благодаря теплу, которое выделяется, когда ток пропускается через расплав. Этим видом можно сваривать заготовки большой толщины, причем вполне достаточно одного прохода.
Вариант отличается высокой производительностью и отличным качеством шва.
Вернуться к оглавлению
Индукционная сварка
Этот вид сварки считается новым способом, который стал применяться несколько лет назад. Обычно таким методом варятся продольные швы, когда изготавливаются трубы при непрерывной подаче. Этот метод применяется для:
- наплавки твердых сплавов;
- изготовления режущего инструмента.
Схема процесса электродуговой сварки.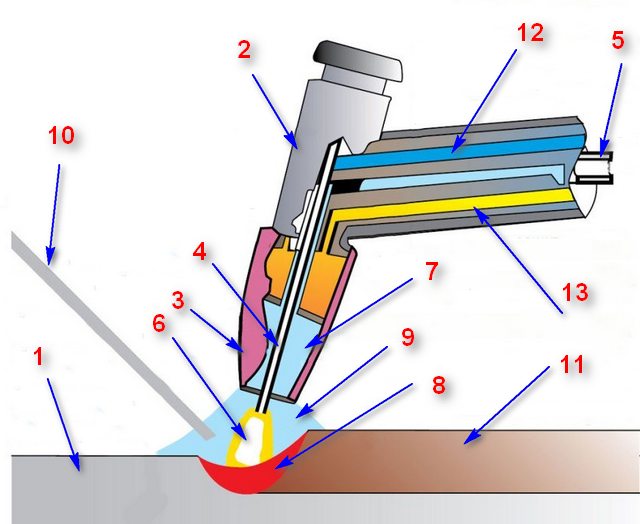
Металл в этом случае начинает нагреваться за счет использования тока высокой частоты и сильного сдавливания. Индукционная сварка совершается бесконтактно. Локализация токов высокой частоты происходит рядом с поверхностью нагреваемых деталей.
Работа этих установок совершается в следующем порядке. Ток от высокочастотного генератора передается индуктору. В заготовке начинают появляться вихревые токи, происходит сильный нагрев трубы.
Такие станы предназначены для сварки труб, максимальный диаметр которых достигает 60 мм. Скорость обработки равна 50 м/мин. Ламповый генератор мощностью 260 кВт обеспечивает питание. Используется частота 880 кГц.
Можно варить трубы и очень больших диаметров, толщина стенки которых превышает 7 мм. Максимальный диаметр трубы 426 мм, скорость сварки – 30 м/мин.
Вернуться к оглавлению
Электродуговая сварка
Заготовка нагревается дугой, возникающей между деталью и электродом. Чтобы выполнять работы, применяют несколько видов электродов:
Схема процесса аргонодуговой сварки неплавящимся электродом.
- плавящиеся;
- неплавящиеся.
К последней группе относятся:
- вольфрамовые;
- угольные.
Когда выполняется такая сварка, роль электрического разряда играет сварочная дуга, возникающая в газовой сфере. В это время выделяется огромное количество тепла, наблюдается сильная световая энергия. Сама дуга нагревается до температуры 7000°С. На самом конце электрода, где происходит сварка, нагрев достигает 2400°С.
Для работы дуговая сварка способна использовать любой вид тока (переменный, постоянный). Чтобы варить переменным током, пользуются сварочными трансформаторами. Они способны понизить напряжение максимум до 60 В.
Вернуться к оглавлению
Газоэлектрическая сварка
Сварочная дуга, возникающая при плавлении электрода, защищается инертным газом. Ток направляется к электроду через мундштук. Весь присадочный материал и электрод подается специальным роликовым устройством. Основными защитными газами являются:
- аргон;
- гелий;
- активный углерод.

Чаще всего используется аргонная сварка, а также выполняются сварочные операции с применением углекислого газа.
Чтобы варить, аргон поставляют в специальных баллонах, давление внутри которых составляет 15 МПа.
Сжиженный газ достигает давления в 7 МПа. Для регулировки рабочего давления установлен специальный газовый редуктор.
Без аргонодуговой сварки невозможно варить цветные металлы и сплавы. Она осуществляется аналогично электродуговой сварке двумя видами электродов:
- неплавящимися;
- плавящимися.
При этом при использовании неплавящихся электродов сварочная операция может проводиться на любом виде тока.
Основные виды сварки плавлением | svarnoy.info
Ручная дуговая сварка штучным электродом. Теплота, необходимая для расплавления основного металла и электродного стержня, образуется в результате горения электрической (сварочной) дуги, обладающей высокой температурой (до 4000—6000°С). Расплавленные основной и электродный металлы перемешиваются в сварочной ванне и по мере продвижения дуги быстро затвердевают, образуя сварной шов. Электродное покрытие, нанесенное на металлический стержень электрода, состоит из различных компонентов, которые при расплавлении создают, шлаковую и газовую защиту сварочной ванны от вредного влияния кислорода и азота воздуха.
Расплавленные основной и электродный металлы перемешиваются в сварочной ванне и по мере продвижения дуги быстро затвердевают, образуя сварной шов. Электродное покрытие, нанесенное на металлический стержень электрода, состоит из различных компонентов, которые при расплавлении создают, шлаковую и газовую защиту сварочной ванны от вредного влияния кислорода и азота воздуха.
Ручная дуговая сварка штучным электродом
1 — основной металл,
2 — сварочная ванна.
3 — электрическая дуга,
4 — проплавленный металл.
5 — наплавленный металл,
6 — шлаковая корка,
7 — жидкий шлак,
8 — электродное покрытие,
9 — металлический стержень электрода,
10 — электрододержатель.
Автоматическая дуговая сварка под флюсом. Электрическая дуга горит под слоем зернистого флюса, который предохраняет расплавленный металл от воздуха и при необходимости легирует его. Электродная проволока подается в дугу автоматически с помощью сварочной головки, снабженной электродвигателем.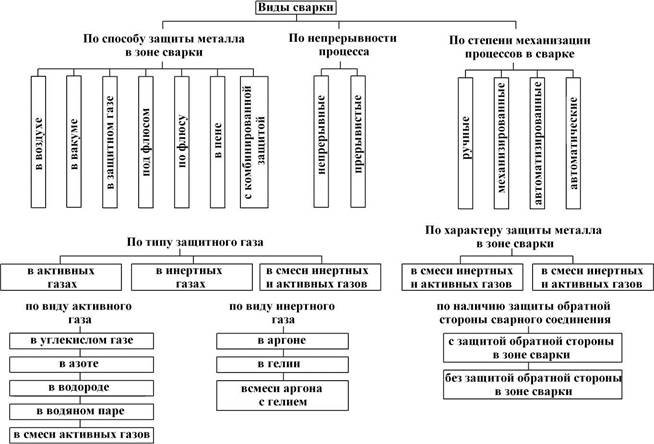 Флюс ссыпается в зону сварки под действием собственного веса. Одновременно с этим вся установка передвигается вдоль свариваемого шва. При этом виде сварки обеспечиваются высокая производительность и хорошее качество шва.
Флюс ссыпается в зону сварки под действием собственного веса. Одновременно с этим вся установка передвигается вдоль свариваемого шва. При этом виде сварки обеспечиваются высокая производительность и хорошее качество шва.
Автоматическая дуговая сварка под флюсом
1 — бункер с флюсом,
2 — электродная проволока.
3 — сварочная головка.
4 — основной металл.
5 — сварной шов.
6 — шлаковая корка.
7 — не расплавленный флюс.
8 — ограничители флюса.
9 — медная пластина-подкладка
Дуговая сварка в защитном газе неплавяшимся электродом. Электрическая дуга горит между вольфрамовым электродом и основным металлом. Сварочная ванна защищается от окисления инертным защитным газом (аргоном, гелием), который оттесняет воздух от места сварки. Для заполнения шва в сварочную ванну вводится присадочный материал. Сварка может производиться ручным, механизированным и автоматическим способами. Этот метод широко применяют при сварке высоколегированных сталей, цветных металлов и их сплавов, а также активных и редких металлов.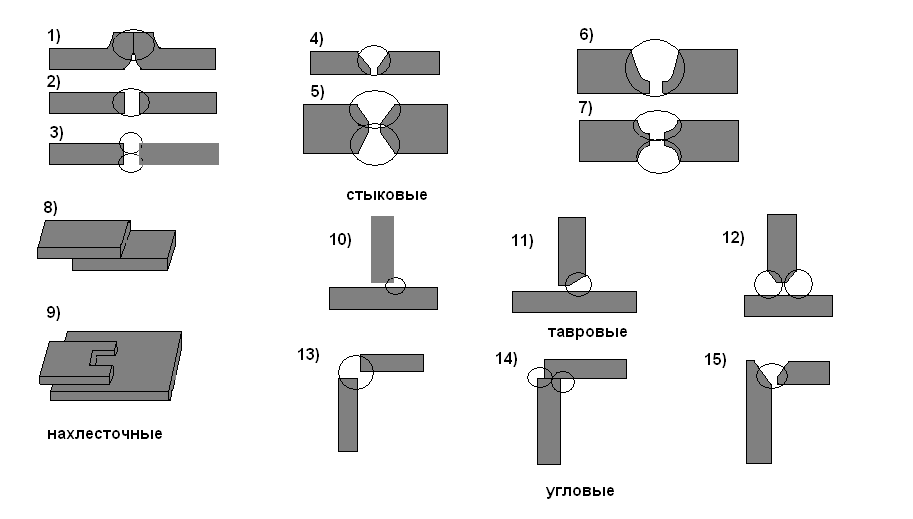
Дуговая сварка в защитном газе неплавяшимся электродом
1 — электрическая дуга,
2 — газовое сопло,
3 — вольфрамовый электрод,
4 — присадочная проволока.
Дуговая сварка в защитном газе плавящимся электродом. Электродная проволока с помощью подающих роликов непрерывно подается в зону сварки со скоростью ее плавления. Сварочную ванну от воздуха защищают как инертным, так и активным газом (например, углекислым). Углекислый газ применяют при сварке углеродистых и легированных сталей, инертные газы — при сварке высоколегированных сталей и цветных металлов. Сварку можно выполнять механизированным и автоматическим способами.
Дуговая сварка в защитном газе плавящимся электродом
1 — электрическая дуга,
2 — газовое сопло,
3 — подающие ролики,
4 — электродная проволока,
5 — токоподводяший мундштук,
6 — защитный газ.
Сварка трехфазной дугой. К двум электродам и изделию подводят переменный ток от трехфазного сварочного трансформатора. При этом возникают три дуги, горящие в одном сварочном фокусе: по одной между каждым электродом и изделием и одна между самими электродами. При горении дуг выделяется большое количество теплоты, что увеличивает производительность процесса сварки. Сварку можно выполнять как ручным, так и автоматическим способом.
При этом возникают три дуги, горящие в одном сварочном фокусе: по одной между каждым электродом и изделием и одна между самими электродами. При горении дуг выделяется большое количество теплоты, что увеличивает производительность процесса сварки. Сварку можно выполнять как ручным, так и автоматическим способом.
Сварка трехфазной дугой
1, 2 — плавящиеся электроды,
3, 5, 6 — сварочные дуги,
4 — основной металл.
Электрошлаковая сварка отличие от дуговой сварки для плавления основного и электродного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания основного и электродного металлов образуется сварной шов. Сварку выполняют при вертикальном расположении свариваемых деталей с большим зазором между ‘ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны, охлаждаемые водой. Для свободного перемещения ползунов вверх сборка под сварку производится с помощью специальных (сборочных) скоб.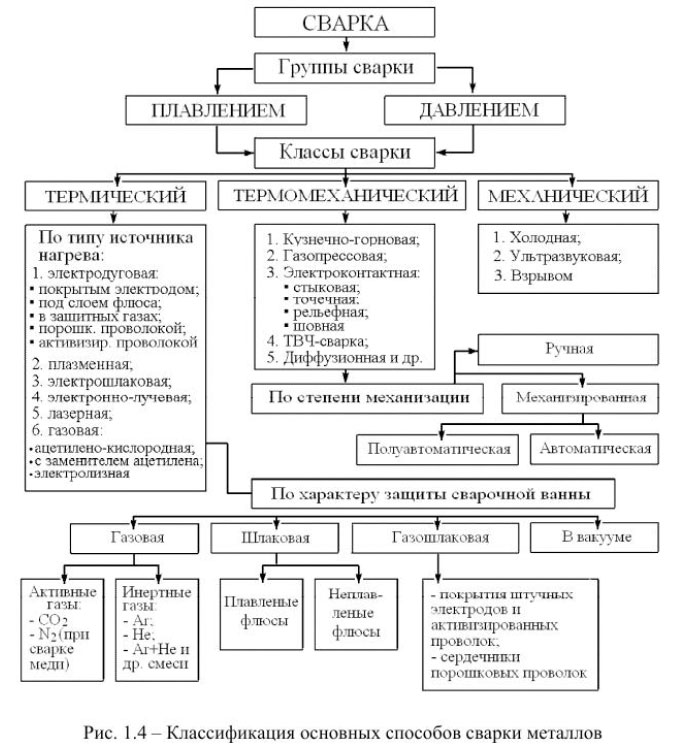 Электрошлаковую сварку применяют при соединении деталей большой толщины (от 30 до 1000 мм и более).
Электрошлаковую сварку применяют при соединении деталей большой толщины (от 30 до 1000 мм и более).
Электрошлаковая сварка
1 — начальная скоба для возбуждения процесса сварки,
2 — металлическая (сварочная) ванна,
3 — токоподводящий мундштук,
4 — подающие ролики,
5 — электродная проволока,
6 — шлаковая ванна,
7 — медные формующие ползуны,
3 — сварной шов,
9 — сборочная скоба,
10 — свариваемые детали.
Виды сварки пластиковых труб — статьи и другая полезная информация от компании Voll.su
Превосходная свариваемость полиэтиленовых труб стала одной из причин их широкого распространения и быстрого возрастания их популярности. Относительно невысокая стоимость материала, почти безотходная сварка или монтаж, которые, тому же, занимают гораздо меньше времени, чем работа с металлическими трубами, возможность работать в любых условиях и выполнять любые объемы работ в короткие сроки – все это делает область применения сварки ПЭ труб практически безграничной.
Качественно сваренные полиэтиленовые трубы в месте соединения так же прочны, как и по всей поверхности изделия. Кроме того, техника сварки гарантирует абсолютную прочность и гибкость трубопровода по всей длине.
Соединения пластиковых труб принято разделять на два вида – разъемные (фланцевые и раструбные) и неразъемные (электромуфтовые и сваренные встык). В зависимости от назначения полимерного трубопровода выбирается соответствующий метод соединения труб и выбирается аппарат для сварки.
Стыковая сварка
Данная технология является основным способом соединения труб диаметром более 50 мм или с толщиной стенки более 5 мм. Концы труб устанавливаются в специальный аппарат для стыковой сварки, нагреваются при непосредственном контакте с нагревательной плитой, при расплавлении до нужной степени, после удаления плиты – соединяются. Существует несколько видов аппаратов для сварки полиэтиленовых труб встык: аппараты с механическим приводом, с гидравлическим приводом, а также сварочные машины с программным управлением. Каждый аппарат рассчитан на сварку труб определенного диаметра.
Каждый аппарат рассчитан на сварку труб определенного диаметра.
Муфтовая сварка
При электромуфтовой сварке разогрев соединяемых концов труб происходит за счет использования полиэтиленовых фасонных деталей (муфт, отводов, заглушек, тройников) с вмонтированным нагревательным элементом (спиралью). При прохождении тока через спираль она нагревается, расплавляя трубу. Таким образом, фасонная деталь приваривается к стенке полиэтиленовой трубы. Важно, чтобы в процессе расплавления и естественного остывания соединения, свариваемые трубы и детали были неподвижны относительно друг друга.
Аппараты для муфтовой сварки труб диаметром от 20 до 800 мм широко применяются при монтаже газопроводов и при работе в труднодоступных местах, поскольку данные машины полностью контролируют процесс сварки.
Сварка в раструб
Контактно-тепловая сварка враструб основана на одновременном нагревании поверхности конца трубы и внутренней части раструба фасонной детали и их соединении после оплавления до нужной степени. Применяется, в основном, для труб диаметром 16-125 мм при монтаже водопроводов и теплосетей.
Применяется, в основном, для труб диаметром 16-125 мм при монтаже водопроводов и теплосетей.
Фланцевые соединения
Данный подвид разъемного соединения осуществляется при помощи втулки под фланец. Втулка приваривается к концу полиэтиленовой трубы с одной стороны, свободному металлическому фланцу – с другой. Метод часто используется при соединении полиэтиленовых труб с трубопроводами из других материалов. Целесообразен только для труб больших диаметров.
Виды сварки | Строительный справочник | материалы — конструкции
Термический класс сварки
К термическому классу сварки относятся соединения, получаемые местным плавлением поверхностей при помощи тепловой энергии. Тепло для сварки можно получить при помощи электрической дуги (дуговая сварка), от сгорания газовой смеси (газовая сварка), электронным или фотонным лучом (электронно-лучевая или лазерная сварка), сжиганием термитной смеси (термитная сварка), при прохождении электрического тока через расплавленный металл (электрошлаковая сварка) и т. д.
д.
При этом способе тепло для плавления получают от электрической дуги, возникающей в узком разрыве электрической цепи между сварочным электродом и изделием. Электрическое сопротивление этого зазора поднимает температуру до 4500 — 6000°С, в результате чего расплавляется конец электрода и участок детали, подлежащий соединению посредством сварки. После остывания металла получается сварочный шов, по прочности не уступающий основному металлу изделия. Яркий голубой свет и эффектный фонтан искр являются отличительной чертой дуговой сварки. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляется сжатой дугой.
Газовая сваркаПри газовой сварке разогрев свариваемой кромки происходит при помощи газопламенной ее обработки. Пламя, полученное при выходе из газовой горелки, создает температуру до 3000°С и позволяет не только проводить сварку металлических кромок отдельных деталей, но и резать металл, нагревать его для гибки и т.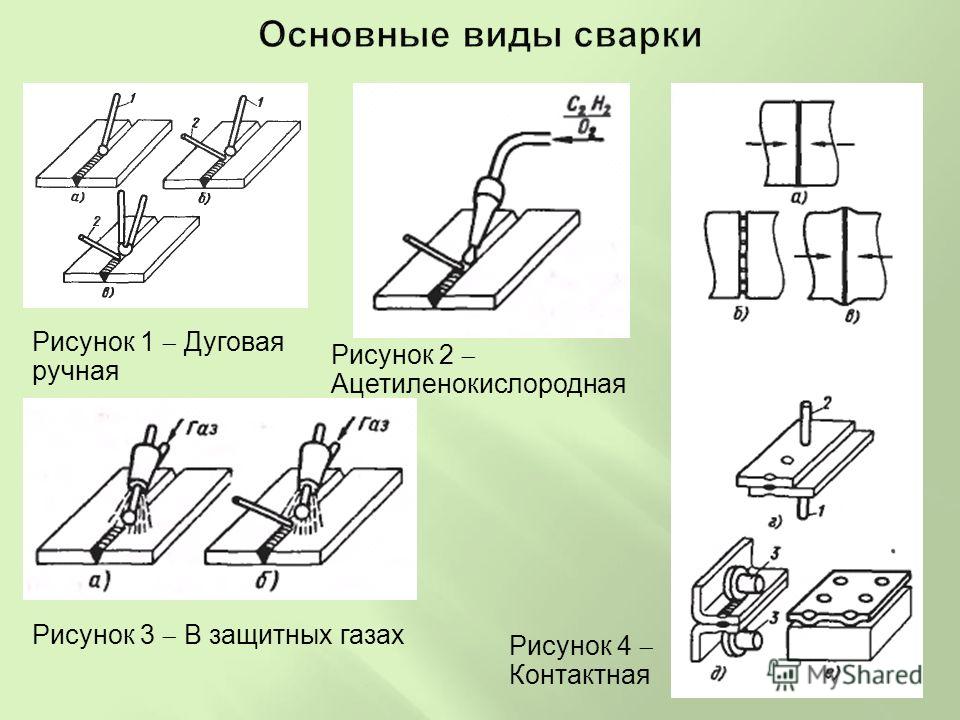 д.
д.
Тепло в зоне сварки при лучевой сварке получают, бомбардируя сварочную кромку направленным электронным или фотонным потоком. Электронный поток получают при помощи специального прибора — электронной пушки, а фотонный поток создают в лазерных установках.
Термитная сваркаПри термитной сварке используют тепло, полученное в результате сжигания термитной смеси, состоящей из алюминия и оксидов железа.
Электрошлаковая сваркаПри электрошлаковой сварке плавление кромок свариваемых деталей получают теплом, возникающим при прохождении электрического тока через расплавленный электропроводный шлак.
Термическая разделительная резкаПод термической разделительной резкой понимают процесс обратный сварке, то есть, когда атомы металла сгорают в струе технически чистого кислорода, а полученные при этом продукты сгорания удаляются из зоны резания.
Термомеханический класс сварки
К термомеханическому классу относят кузнечную, контактную, диффузионную и прессовую сварку, использующую одновременно энергию механического и термического воздействия.
Кромки свариваемых деталей нагревают в специальных печах-горнах до требуемой температуры, а затем при помощи ударного механического воздействия соединяют между собой. Если для соединения деталей используют механические прессы, а для нагрева — все ранее перечисленные способы термического воздействия, то такой вид сварки называют прессовым.
Контактная сваркаСоединяемые детали сдавливают между собой, а тепло для сварки получают при прохождении электрического тока через контактную часть деталей. В зависимости от размеров контактной части свариваемых деталей различают точечную, стыковую, шовную и рельефную контактную сварку. Этот вид получил одно из ведущих мест в машиностроении, так как является наиболее экономичным и производительным. Контактная сварка легче всего поддается механизации и автоматизации, где механические роботы заменяют человека со сварочным электрододержателем.
Диффузионная сваркаСварку деталей получают за счет диффузии атомов из одной детали в другую, возникающей при относительно небольшом длительном нагреве и пластической деформации, получающейся от механического давления.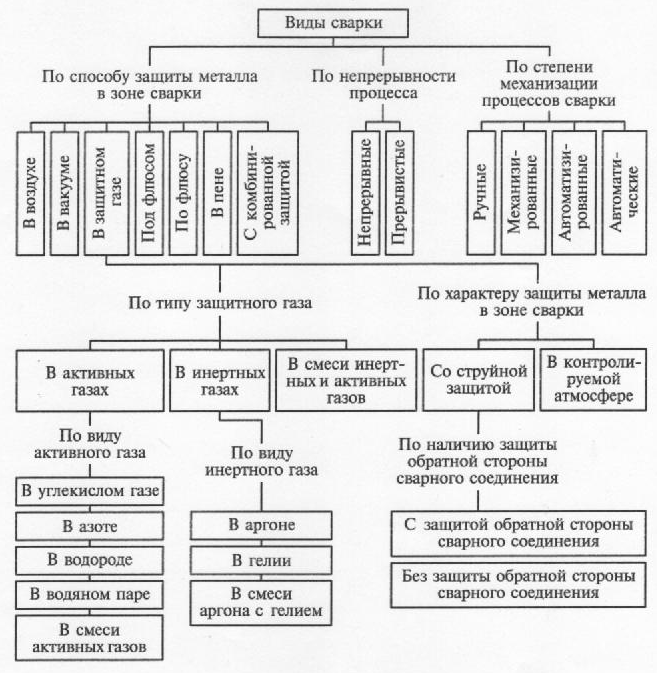
Механический класс сварки
В механическом классе сварки соединение поверхностей осуществляется механическим воздействием (давление, трение, взрыв и т.д.) без использования внешнего источника тепла.
Сварка трениемПри сварке трением нагрев свариваемых деталей получают за счет сил трения, возникающих при вращении деталей относительно друг друга при одновременном сдавливании их между собой.
Холодная сваркаПри сильном сдавливании деталей между собой получается пластическая деформация металла, при которой атомы двух деталей настолько близко сближаются, что между ними возникают силы взаимодействия. В результате этого получается достаточно прочное соединение деталей, называемое холодной сваркой.
Сварка взрывомСближение атомов между собой может происходить в результате направленного взрыва, при котором частицы быстро движутся навстречу друг другу и, соударяясь, сближаются между собой настолько, что между ними возникают силы взаимодействия.
Силы взаимодействия между атомами при ультразвуковой сварке возникают в результате колебаний кристаллической решетки металла под действием ультразвуковых колебаний.
9 различных типов сварочных процессов (с фотографиями)
0Последнее обновление: 13 января 2021 г.
Когда вы начинаете учиться сварке, вас легко ошеломить огромным количеством доступной информации по этой теме. Может быть трудно начать свой путь к сварке, не зная о различных существующих типах сварки. Некоторым легче научиться, а другим довольно сложно.
В то время как некоторые типы сварки производят чистые валики, которые выглядят привлекательно и практически не требуют очистки, другие типы дают прямо противоположное.Какой металл вы планируете сваривать? Это имеет значение. Чтобы упростить задачу, мы собрали важную информацию о девяти различных типах сварочных процессов.
9 различных типов сварочных процессов
1.
 TIG — газовая дуговая сварка вольфрамовым электродом (GTAW)
TIG — газовая дуговая сварка вольфрамовым электродом (GTAW)Изображение предоставлено: Prowelder87, Викимедиа
СваркаTIG также называется дуговой сваркой Heliarc и газовой вольфрамовой дугой (GTAW). При этом типе сварки электрод не расходуется и изготавливается из вольфрама.Это один из немногих типов сварки, который можно выполнить без присадочного металла, используя только два металла, свариваемых вместе. При желании можно добавить присадочный металл, но подавать его придется вручную. Газовый баллон необходим при сварке TIG для обеспечения постоянного потока газа, необходимого для защиты сварного шва. Это означает, что его лучше выполнять в помещении и вдали от элементов.
СваркаTIG — это точный вид сварки, который создает визуально привлекательные сварные швы и не требует очистки, так как без брызг.Из-за этих особенностей этот сложный вид сварки лучше всего подходит для опытных сварщиков.
2. Дуговая сварка порошковой проволокой (FCAW)
Изображение предоставлено: Альфред Т. Палмер, Викимедиа
Палмер, Викимедиа
Этот вид сварки аналогичен сварке MIG. Фактически, сварщики MIG часто могут выполнять двойную работу и в качестве сварщиков FCAW. Как и при сварке MIG, проволока, которая служит электродом и присадочным металлом, подается через трубку. Здесь все начинает отличаться.Для FCAW проволока имеет сердечник из флюса, который создает газовый экран вокруг сварного шва. Это устраняет необходимость во внешнем газоснабжении.
FCAW лучше подходит для более толстых и тяжелых металлов, так как это метод высокотемпературной сварки. По этой причине его часто используют при ремонте тяжелого оборудования. Это эффективный процесс, не вызывающий больших потерь. Поскольку нет необходимости во внешнем газе, это также не требует больших затрат. Тем не менее, останется немного шлака, и его нужно будет немного очистить, чтобы сделать красиво законченный сварной шов.
3. Палка — дуговая сварка экранированного металла (SMAW)
Изображение предоставлено: Джастин МакГарри из Hull Technician, Викимедиа
Этот процесс сварки начался в 1930-х годах, но его продолжают обновлять и улучшать сегодня. Он остается популярной формой сварки, потому что он прост и легок в освоении, а также дешев в эксплуатации. Тем не менее, он не позволяет получить самые аккуратные сварные швы, поскольку легко разбрызгивается. Обычно требуется очистка.
Он остается популярной формой сварки, потому что он прост и легок в освоении, а также дешев в эксплуатации. Тем не менее, он не позволяет получить самые аккуратные сварные швы, поскольку легко разбрызгивается. Обычно требуется очистка.
Сменный электрод «стержень» также выполняет роль присадочного металла.Создается дуга, соединяющая конец стержня с основным металлом, плавление электрода с присадочным металлом и создание сварного шва. Клюшка покрыта флюсом, который при нагревании создает газовое облако и защищает металл от окисления. По мере охлаждения газ оседает на металле и становится шлаком.
Поскольку для этого не требуется газа, этот процесс можно использовать на открытом воздухе, даже в неблагоприятную погоду, такую как дождь и ветер. Он также хорошо работает на ржавых, окрашенных и грязных поверхностях, что делает его отличным средством для ремонта оборудования.Доступны различные типы электродов, которые легко заменять, что упрощает сварку металлов самых разных типов, хотя для тонких металлов это не очень удобно. Сварка палкой — это высококвалифицированный процесс, требующий длительного обучения.
Сварка палкой — это высококвалифицированный процесс, требующий длительного обучения.
4. MIG — газовая дуговая сварка металла (GMAW)
СваркаMIG — это простой вид сварки, который могут легко выполнить начинающие сварщики. MIG означает металлический инертный газ, хотя иногда его называют дуговой сваркой металла в газе (GMAW). Это быстрый процесс, при котором присадочный металл подается через трубку, в то время как газ выходит вокруг нее, чтобы защитить ее от внешних элементов.Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, с помощью которого можно сваривать множество различных типов металла разной толщины.
Присадочный металл представляет собой расходную проволоку, подаваемую с катушки, которая также действует как электрод. Когда дуга создается от кончика проволоки к основному металлу, проволока плавится, становясь присадочным металлом и создавая сварной шов. Проволока непрерывно проходит через трубку, что позволяет вам выбрать желаемую скорость. При правильном выполнении сварка MIG обеспечивает гладкий и плотный сварной шов, который выглядит привлекательно.
При правильном выполнении сварка MIG обеспечивает гладкий и плотный сварной шов, который выглядит привлекательно.
5. Лазерная сварка
Изображение предоставлено: Krorc, Wikimedia Commons
Этот вид сварки можно использовать для металлов или термопластов. Как следует из названия, для создания сварных швов в качестве источника тепла используется лазер. Его можно использовать для обработки углеродистой стали, нержавеющей стали, стали HSLA, титана и алюминия. Он легко автоматизируется с помощью робототехники и поэтому часто используется на производстве, например, в автомобильной промышленности.
6. Электронно-лучевая сварка
Изображение предоставлено: SDASM Archives, Flickr
Это тип сварки, при котором высокоскоростной пучок электронов создает тепло за счет кинетической энергии, сваривая два материала вместе.Это сложный вид сварки, выполняемый на машине, как правило, в вакууме.
7. Плазменно-дуговая сварка
Плазменно-дуговая сварка похожа на GTAW, но при этом используется дуга меньшего размера, что увеличивает точность сварки. Он также использует другую горелку, позволяющую достичь гораздо более высоких температур. Газ сжимается внутри трубки, создавая плазму. Затем плазма ионизируется, что делает ее электропроводной. Это позволяет создавать дугу, создавая невероятно высокие температуры, которые могут плавить основные металлы.Это позволяет выполнять плазменную сварку без присадочного металла, что является еще одним сходством со сваркой TIG.
Он также использует другую горелку, позволяющую достичь гораздо более высоких температур. Газ сжимается внутри трубки, создавая плазму. Затем плазма ионизируется, что делает ее электропроводной. Это позволяет создавать дугу, создавая невероятно высокие температуры, которые могут плавить основные металлы.Это позволяет выполнять плазменную сварку без присадочного металла, что является еще одним сходством со сваркой TIG.
Этот тип сварки позволяет выполнять глубокий провар узких швов, создавая эстетически привлекательные швы, а также обеспечивая высокий уровень прочности. Кроме того, возможны высокие скорости сварки.
8. Сварка атомарным водородом
Сварка атомарным водородом — это сварка с использованием чрезвычайно высоких температур, известная как дуговая атомная сварка. Этот тип сварки включает использование газообразного водорода для защиты двух электродов из вольфрама.Он может достигать температуры выше, чем у ацетиленовой горелки, и может выполняться с присадочным металлом или без него. Это более старый вид сварки, который в последние годы был заменен сваркой MIG.
Это более старый вид сварки, который в последние годы был заменен сваркой MIG.
9. Электрошлак
Это усовершенствованный процесс сварки, который используется для вертикального соединения тонких кромок двух металлических пластин. Вместо того, чтобы наносить сварной шов на внешнюю сторону стыка, он будет проходить между краями двух пластин. Проволока из медного электрода подается через расходную металлическую направляющую трубку, которая выполняет роль присадочного металла.Когда вводится электричество, создается дуга, и сварной шов начинается в нижней части шва и медленно продвигается вверх, создавая сварной шов на месте шва по мере его продвижения. Это автоматизированный процесс, выполняемый машиной.
Заключение
Надеюсь, теперь у вас есть базовое представление о различных типах сварки. Некоторые виды выполняются машинным способом и требуют дорогостоящего специального оборудования. Другие могут быть выполнены любителем дома, не нарушая при этом денег. Если вы хотите купить сварщика, обязательно ознакомьтесь с одним из наших руководств, в котором сравниваются лучшие сварочные аппараты для домашнего использования.
Если вы хотите купить сварщика, обязательно ознакомьтесь с одним из наших руководств, в котором сравниваются лучшие сварочные аппараты для домашнего использования.
Изображение предоставлено: Pixabay
9 видов сварки (за и против)
Научиться сваривать достаточно просто, не так ли? Существует несколько видов сварки, одним из которых научиться легче, чем другим. Некоторые методы оставляют приятную аккуратную отделку, в то время как другие требуют доработки, чтобы улучшить их.
Мы познакомим вас с 9 различными типами сварки, чтобы увидеть, как они работают и для чего лучше всего подходят.
Что такое сварка?
Сварка — это техника соединения материалов вместе с использованием тепла для плавления деталей и процесса охлаждения для создания соединения, которое их связывает. Обычно это металл, но иногда это могут быть термопласты.
Сварка отличается от методов соединения металлов с меньшей температурой нагрева, таких как пайка и пайка, тем, что эти процессы не плавят основной металл.
Разъяснение типов методов сварки
Как мы уже говорили во введении, в этой статье рассматриваются 9 методов сварки, но на самом деле существует 30 различных способов сварки.
1. Газовая дуговая сварка вольфрамом (TIG / GTAW)
Сварка TIG, как ее обычно называют, является одним из немногих видов сварки, выполняемых без присадочного металла. При желании можно добавить наполнитель, но его кормление вручную требует сноровки и терпения. Сварка TIG работает, потому что электрод не является расходуемым и изготовлен из вольфрама, то есть он не плавится во время процесса сварки.
Вам понадобится газовый баллон для сварки TIG, чтобы обеспечить постоянный источник газа, необходимый для защиты сварного шва.Сварщики TIG дают аккуратные и весьма удовлетворительные результаты, не требующие очистки. По этой причине этот метод лучше подходит для более опытных сварщиков.
По этой причине этот метод лучше подходит для более опытных сварщиков.
TIG широко используется в автомобильной, авиационной и космической промышленности, а также при ремонте кузовов.
ПРОФИ:
- Очистить сварные швы.
- Высокая степень контроля для сварщика.
- Используется с наполнителем или без него.
- Используется ручным и автоматическим способами.
- Сверхпрочные сварные швы.
Минусы:
- Требуется постоянная подача газа.
- Не подходит для использования на открытом воздухе.
- Требуется высокая квалификация.
- Требуется много времени.
- Не подходит для более толстых металлических соединений.
2. Дуговая сварка порошковой проволокой (FCAW)
Этот тип сварки напоминает сварку MIG, поэтому сварщики MIG часто могут выполнять обе функции. Флюсовая проволока и присадочный металл проходят через трубку.В отличие от сварки TIG, которая требует подачи газа, FCAW сваривает сердечник из флюса вокруг электрода, который создает газовую защиту вокруг сварного шва, устраняя потребность в газе.
Флюсовая проволока и присадочный металл проходят через трубку.В отличие от сварки TIG, которая требует подачи газа, FCAW сваривает сердечник из флюса вокруг электрода, который создает газовую защиту вокруг сварного шва, устраняя потребность в газе.
FCAW идеально подходит для тяжелых работ и для более толстых материалов, поэтому она отлично подходит для ремонта заводов и тяжелого оборудования. Кроме того, из-за отсутствия подачи газа сварочные аппараты с сердечником из флюса дешевле и лучше адаптируются к внешним условиям.
Он в основном используется в строительстве железных дорог, судостроении, производственных предприятиях, а также при обслуживании и ремонте промышленных трубопроводов.
ПРОФИ:
- Подходит для более толстых швов.
- Гибкое перемещение и ориентация резака.
- Требуется очень мало навыков.
- Превосходное проплавление сварного шва.
- Максимальная скорость наплавки металла.
Минусы:
- Образует шлак.
- Провода с фиксированной жилой дороги.
- Более шероховатая отделка шва.

3. Дуговая сварка металла с защитным электродом (SMAW)
Сварка палкой — это старый вид сварки, применяемый с 1930-х годов.Его легко освоить, но сварной шов получается несовершенным, и после его отделки потребуется некоторая очистка. Электрод-стержень является расходным материалом, плавится при образовании дуги для образования присадочного металла и затвердевает, создавая связь между металлами.
Как и FCAW, стержень покрыт флюсом для защиты сварного шва, создавая облако газа для предотвращения окисления. По мере охлаждения металла газ оседает на поверхности и образует шлак.
Сварочные аппараты можно использовать на открытом воздухе в любых погодных условиях.Поскольку он работает на поврежденных и ржавых поверхностях, это отличный метод для ремонта оборудования.
ПРОФИ:
- Отлично работает в любых погодных условиях.
- Легко освоить.
- Отлично подходит для сварки деталей.
- Не требует газа.
Минусы:
- Оставляет неаккуратный вид.
- Образует дым.
- Это не непрерывный процесс, так как ручка требует замены.
- Скорость осаждения металла низкая.
4.Газовая дуговая сварка металла (MIG / GMAW)
СваркаMIG — это один из самых простых способов сварки, который легко выполняется начинающими сварщиками. MIG расшифровывается как Metal Inert Gas и представляет собой метод подачи наполнителя через трубку, в то время как непрерывная подача газа создает экран для защиты сварного шва от элементов.
Это не лучший метод сварки для использования на открытом воздухе, но он универсален, и сварщики mig-сварки эффективны для многих различных типов металла. Присадочная проволока подается с катушки и действует как электрод. По этой причине сварка MIG также является более эффективным методом сварки, поскольку процесс останавливается только тогда, когда требуется заменить катушку.
По этой причине сварка MIG также является более эффективным методом сварки, поскольку процесс останавливается только тогда, когда требуется заменить катушку.
MIG широко применяется в автомобилестроении, строительстве и высокопроизводительном производстве.
ПРОФИ:
- Непрерывная сварка.
- Более высокие скорости сварки.
- Более высокая производительность наплавки.
- Более аккуратные результаты сварки.
- Требуются низкие навыки.
- Процесс легко автоматизируется.
Минусы:
- Более высокие затраты на установку.
- Образует летучие газы.
- Более высокие затраты на техническое обслуживание.
- Радиационные эффекты более серьезны.
5. Лазерная сварка
Как правило, сварка с помощью лазерного луча используется в промышленных условиях, поскольку ее легче автоматизировать с помощью робототехники. Он включает в себя лазерный луч для создания тепла и плавления основных металлов и используется с углеродистой сталью, нержавеющей сталью, алюминием и титаном. Лазерная сварка подходит для производственного процесса и автомобильной промышленности.
Лазерная сварка подходит для производственного процесса и автомобильной промышленности.
ПРОФИ:
- Легко автоматизировать.
- Точнее.
- Сварной шов повышенной прочности.
- Более высокая скорость производства.
- Без потери рабочего времени при замене электродов.
Минусы:
- Не подходит для ручной сварки.
- Дорогая начальная настройка.
- Лучше всего подходит для использования с роботизированным управлением.
6. Электронно-лучевая сварка
Электронные лучи создают тепло за счет кинетической энергии.Высокоскоростной пучок электронов плавит основной металл и, охлаждая, сливается. Это очень сложно, автоматизировано и дорого. Также требуется вакуумная среда.
ПРОФИ:
- Эффективный.
- Чистая отделка.
- Fast.
- Непрерывное производство.
Минусы:
- Дорогая установка.
- Очень сложный.
- Не ручная форма сварки.

7. Плазменно-дуговая сварка
Плазменно-дуговая сварка похожа на сварку TIG, но обеспечивает более высокие температуры и меньшую дугу.Это делает его более точным и лучше подходит для детальной сварки. Он работает за счет сжатия газа внутри палочки для создания плазмы. Затем плазма ионизируется, чтобы сделать ее электропроводной.
Это создает невероятно высокую температуру дуги и позволяет сваривать основные металлы без использования присадочного металла. Благодаря точному характеру этого метода, он точен, обеспечивает более глубокое проникновение сварного шва и оставляет аккуратный и удовлетворительный сварной шов.
Плазменная сварка используется в авиакосмической, авиационной и электронной промышленности.
ПРОФИ:
- Низкое энергопотребление.
- Более глубокий провар для более толстых материалов.
- Более высокие скорости сварки.
- Устойчивая дуга.

Минусы:
- Дорогая начальная установка.
- Шумно.
- Требуется высокая квалификация.
- Более высокие уровни радиации.
8. Сварка атомарным водородом
Сварка атомарным водородом — это метод, при котором происходит сильное нагревание, которое часто может увеличиваться до температуры, превышающей температуру ацетиленовой горелки.Он использует газообразный водород для защиты двух вольфрамовых электродов, а интенсивное нагревание означает, что для создания прочного сплавления материалов нет необходимости в присадочном металле.
Это более старый вид сварки, который в значительной степени заменен методом MIG. Этот тип сварки используется там, где требуется быстрая сварка, и хорошо работает с нержавеющей сталью и цветными металлами.
ПРОФИ:
- Очень быстрые результаты.
- Экстремальные температуры.
- Эффективный.
- Меньше искажений.
- Присадочный металл не требуется.
Минусы:
- Более высокие эксплуатационные расходы.
- Сваривает только плоские позиции.
- Высокая температура означает высокую опасность.
- Требуется высокий уровень навыков.
- Водород легко воспламеняется.
9. Электрошлак
Электрошлак — это современный автоматизированный метод сварки. Он вертикально соединяет тонкие края двух металлических пластин.Сварка происходит между соединениями, а не снаружи, и, когда медный электрод проходит через расходную направляющую трубку, он действует как присадочный металл.
Электричество создает дугу, и сварной шов перемещается от нижней части шва, поднимаясь вверх, создавая уплотнение. Этот тип сварки широко используется в производстве стальных конструкций, поскольку он подходит для толстых стальных листов.
Этот тип сварки широко используется в производстве стальных конструкций, поскольку он подходит для толстых стальных листов.
ПРОФИ:
- Автомат.
- Высокая производительность.
- Низкое шлаковое производство.
- Высокая производительность наплавки.
- Более тяжелые секции можно сваривать за один проход.
Минусы:
- Высокие температуры требуют постоянного охлаждения.
- Медленное охлаждение.
- Высокие затраты на установку.
- Требуется высокая квалификация.
Мир без сварки
Представьте себе мир, в котором не существовало сварки. Практически во всех областях проектирования и строительства используются сварочные технологии. С годами сварка стала более совершенной, и с ней открылся мир возможностей, о которых наши предшественники могли только мечтать.
Итак, в следующий раз, когда вы будете проходить под металлическим мостом, найдите момент, чтобы посмотреть вверх и оценить мастерство и качество сварки.
Общие сведения о различных типах сварки
Автор: G.E. Компания Матис
Для понимания различных типов сварки, которые лучше всего подходят для конкретного проекта, необходимо учитывать множество свойств, областей применения и многое другое. За прошедшие годы было сделано много достижений, которые позволили сварщикам более легко соединять различные металлы и материалы.По мере того, как специализированные методы сварки разрабатываются, чтобы лучше соответствовать потребностям конкретных отраслевых задач, может стать менее ясным, какой вариант лучше всего подходит для выполняемой работы. G.E. Команда экспертов компании Mathis всегда готова обсудить проекты с нашими клиентами, чтобы выбрать лучший вариант из имеющихся.
Чтобы определить, какой тип сварки лучше всего подходит для конкретного проекта, сварщики должны учитывать физические свойства обрабатываемой детали и присадочного материала, требуемые характеристики продукта, а также необходимое оборудование и источники питания.
Давайте посмотрим на некоторые из наиболее широко используемых сегодня методов сварки и на то, чем они отличаются:
Сварка под флюсом (SAW)
Требуется непрерывная подача электрода для создания дуги между сварочным стержнем и заготовкой, при этом типе сварки добавляется толстый гранулированный флюс для формирования экрана. В результате получается покрытие из флюса, под которое погружается дуга, чтобы защитить зону сварного шва от атмосферного загрязнения. Этот процесс может быть автоматизирован, механизирован или полуавтоматизирован за счет использования ручных пистолетов.
Дуговая сварка защищенного металла (SMAW)
Дуговая сварка в экранированном металле (SMAW), обычно называемая «сваркой палкой», представляет собой ручной процесс, требующий сварочного стержня, покрытого флюсом, по которому проходит электрический ток большой мощности. Во время сварки флюсовое покрытие электрода разрушается, образуя слой шлака, а также газовую защиту для защиты сварного шва до его охлаждения. Однако для конечных продуктов могут потребоваться услуги отделки, поскольку брызги расплавленного металла являются обычным явлением.
Однако для конечных продуктов могут потребоваться услуги отделки, поскольку брызги расплавленного металла являются обычным явлением.
Газовая дуговая сварка металла (GMAW)
Газовая дуговая сварка металлическим электродом, также называемая сваркой MIG (металл в инертном газе), отличается использованием регулируемой непрерывной подачи сплошной проволоки.Универсальный и легко автоматизированный, GMAW требует только, чтобы сварщик направлял сварочную горелку в правильное положение и сориентировался вдоль точки сварки. Электрическая дуга, возникающая между электродом и заготовкой, нагревает и плавит металлы, чтобы соединиться с ними.
Дуговая сварка сердечником под флюсом (FCAW)
Подобно сварке MIG, в дуговой сварке с сердечником из флюса вместо сплошной проволоки используется трубчатая проволока, заполненная флюсом. FCAW с двойной защитой использует флюс с внешним защитным газом для защиты, в то время как самозащитный FCAW полагается только на флюс для защиты расплавленной сварочной ванны, что делает его идеальным вариантом для наружных применений. Как автоматизированный процесс, FCAW также популярен для проектов, требующих быстрого выполнения работ.
Как автоматизированный процесс, FCAW также популярен для проектов, требующих быстрого выполнения работ.
Газовая дуговая сварка вольфрамом (GTAW)
При газовой вольфрамовой дуговой сварке, более часто называемой сваркой TIG (сварка вольфрамовым инертным газом), используется неплавящийся вольфрамовый сварочный стержень (или электрод) для воздействия сильного тепла на основной металл. Это дает автогенный сварной шов путем непосредственного плавления двух металлических частей без присадки. Сварочные швы TIG также защищены внешним защитным газом — обычно аргоном.Этот метод позволяет получить прочные и высококачественные сварные швы, хотя процесс может быть кропотливым, требуя особой фокусировки и точности для сварки небольшого пространства между дугой и заготовкой.
Специальная сварка в G.E. Компания Матис
В G.E. Компания Mathis, наша опытная и квалифицированная команда сварщиков, сертифицирована по стандартам AWS D1.1, D1.6, D9.1 и D10.9. Мы регулярно работаем с износостойкими листами HARDOX, высокопрочными сталями, такими как STRENX, углеродистой сталью, нержавеющей сталью, а также другими сплавами.
Чтобы узнать больше о специальной сварке или обсудить, как наша команда экспертов может помочь в вашем следующем проекте, свяжитесь с нами сегодня.
Какие бывают 4 типа сварки? TIG против MIG против Stick против Arc
На данный момент существует довольно много сварочных процессов и типов сварки. Понимание различий между этими сварочными процессами имеет решающее значение, если вы хотите выбрать для себя наиболее подходящий.
В этом справочнике «Сравнение типов сварщиков » будут описаны различные типы сварки и их использование.
Некоторые из них очень примитивны, но некоторые из них очень продвинуты. Эти методы сварки различаются от относительно простых до чрезвычайно сложных, поэтому важно решить, какой из них подходит вам.
Тем не менее, для тех, кто работает в рубильном цехе или хочет заняться сваркой в домашних условиях, вам необходимо знать четыре стандартных процесса сварки: TIG , MIG , Stick и Arc Сварка.
(Ознакомьтесь с нашим обзором лучшего многопроцессорного сварочного аппарата, который объединяет их все!)
Независимо от того, являетесь ли вы экспертом, ищущим лучшие торцовочные пилы и инструменты для резки металла, или если вы новичок и хотите изучить основы, вы пришли в нужное место.
Лучший тип сварки зависит от того, чего именно вы хотите достичь, и в этом руководстве мы рассмотрим четыре стандартных типа сварки.
Наш небольшой справочник проведет вас через все процессы сварки, включая четыре основных типа сварки. Мы даже поговорим о сварке MIG и TIG.
Итак, без лишних слов, приступим!
Какие бывают 4 типа сварки?
Это основные 4 вида сварочных технологий. Читайте ниже, чтобы получить дополнительную информацию о сварочных процессах и подробную информацию о каждом типе сварки.
Сварка МИГ
КАК ЭТО РАБОТАЕТ?
Газовая дуговая сварка металла (GMAW), наиболее широко известная как сварка MIG, представляет собой процесс непрерывной подачи линии электродов через специализированный «пистолет».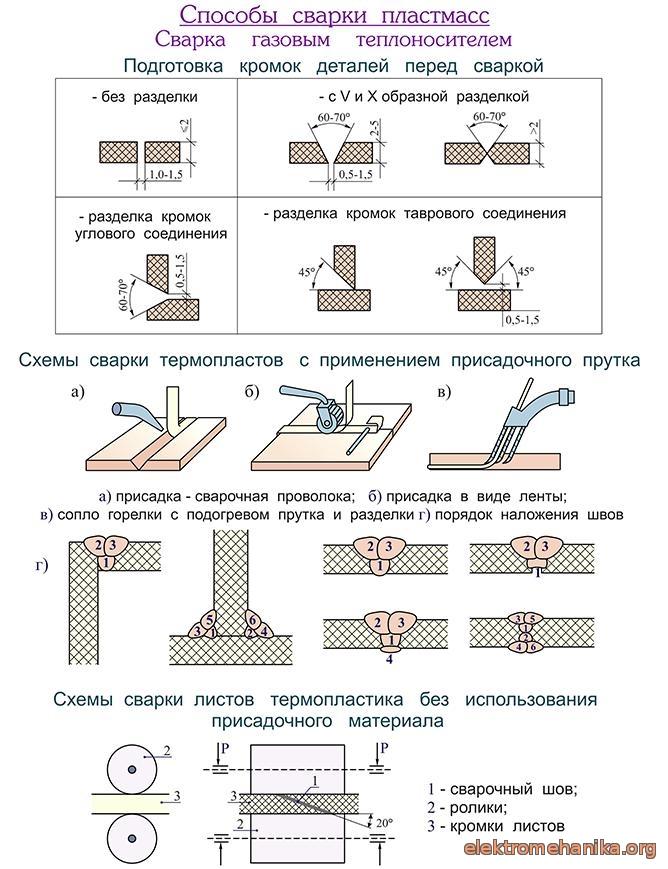
При дуговой сварке металлическим электродом в газе электрод образует дугу с основным металлом, который вы пытаетесь сварить, а затем плавится, сплавляя материал.
Во всех процессах сварки MIG используется пузырек защитного газа, который защищает сварной шов от окружающего воздуха и компонентов внутри него.
Следует также сказать, что, поскольку к материалу подводится проволока, свариваемые детали на самом деле не сплавляются, что дает вам возможность сваривать различные виды металлов вместе.
Естественно, поскольку в сварочном аппарате MIG используются «расходные материалы», через некоторое время придется заменить электрод. Кроме того, газ, образующий защитный пузырек, тоже нужно время от времени заменять.
Для чего можно использовать сварку MIG?
Итак, для чего вы применяете сварку методом газовой дуговой сварки?
Следует отметить, что сварочные процессы MIG могут применяться в различных ситуациях.
Хороший сварщик MIG должен уметь сваривать как толстые, так и тонкие листы металла.
Качественные машины имеют широкий диапазон выходной мощности и калибр, который позволяет регулировать мощность, позволяя работать с более мягкими материалами, не опасаясь прожечь его.
В то же время они все еще достаточно мощные, чтобы сваривать толстые стальные трубы и обеспечивать надежное соединение.
Это лучший сварщик? Давайте сначала рассмотрим преимущества и недостатки каждого из них.
Каковы основные преимущества сварочных аппаратов MIG?
- Простота использования
- Много применений
- Простота эксплуатации
- Просто нужен сварочный пистолет
- Простота управления
- Запуск и остановка с помощью спускового крючка
- Эстетично
- Хорошо для скульптуры
Недостатки Сварка MIG
- Работает с ограниченными материалами
- Не годится, если материал слишком тонкий или толстый
- Слишком слабый для чугуна
- Слишком мощный для тонкого алюминия
- Требуются чистые материалы
- Не подходит для ветреной или влажной погоды
Сварка TIG
КАК ЭТО РАБОТАЕТ?
В этом руководстве по сравнению типов сварочных аппаратов Сварка TIG является одним из наиболее популярных типов сварочных процессов. Многих интересует дискуссия о tig и дуговой сварке .
Многих интересует дискуссия о tig и дуговой сварке .
TIG, Heliarc или GTAW (газовая дуговая сварка вольфрамом) — это процесс сварки, при котором используется неплавящийся вольфрамовый электрод для нагрева материала и его плавления, создавая сварочную ванну.
В отличие от GMAW, газовая сварка вольфрамовым электродом производится из металла одного типа, поскольку для сварки не используется присадочный металл. Эти сварочные процессы претерпели значительные изменения в последние годы, что сделало их более повседневными и облегчило жизнь среднего человека.
Однако вы можете добавить еще один стержень, чтобы предоставить вам присадочный материал, чтобы процесс сварки можно было применить к большему количеству материалов или к различным металлам одновременно.
Как и GMAW, эти сварочные процессы требуют наличия пузырька газа для защиты сварного шва от загрязнений. В качестве газов, используемых при сварке TIG, обычно используются гелий или аргон, тогда как для сварки MIG используется диоксид углерода.
Поскольку нет необходимости в подаче, заменять электрод не нужно, достаточно просто наполнить бензобак.Это большое преимущество для дуговой сварки вольфрамовым электродом в газе.
Для чего можно использовать сварку TIG?
Подобно другим типам сварочных процессов, GTAW (или дуговая сварка вольфрамовым электродом в газе) может применяться ко многим материалам.
Однако диапазон толщины этого типа сварки более ограничен.
Хотя вы можете сваривать сталь и алюминий с одинаковой легкостью, материалы, которые вы будете сваривать, будут тоньше.
Вольфрамовый стержень намного тоньше стержня стержня, что позволяет выполнять более точные, но гораздо более тонкие сварные швы.
Каковы основные преимущества?
Недостатки сварки TIG
- Для опытных сварщиков
- Крутая кривая обучения
- Начинающим лучше всего учиться с другими типами сварки
Сварка палкой
КАК ЭТО РАБОТАЕТ?
Дуговая сварка защищенного металла (SMAW) или сварка штучной сваркой — один из старейших видов сварочных процессов.
Принцип его работы очень прост, но он обеспечивает исключительно прочные сварные швы, и его можно использовать для сварки самых толстых материалов.
Ручная сварка работает с использованием одного электрода, который также обеспечивает большую часть сварочного материала. Электрод нагревается, затем плавится, но сильное тепло расплавляет заготовку и сваривает две части вместе. Стержень также покрыт флюсом, который создает защитный экран вокруг сварного шва, защищающий его от загрязнения.
При сварке палкой используется расходный стержень, и этот стержень необходимо будет часто менять по мере продолжения сварки.
Для чего можно использовать сварку прилипанием?
Сварка палкой — это разновидность дуговой сварки, которая широко используется в строительстве из-за прочности этого сварного шва.
Это лучший вариант для толстых материалов, в том числе чугуна, который может быть жестким или невозможным для других типов сварки.
Но если вы хотите соединить два куска толстого металла вместе и убедиться, что сварка будет долговечной, это лучший вариант.
Преимущества сварки штангой
- Прочные сварные швы
- Отлично подходят для очень толстых материалов
- Часто используется в строительстве, в тяжелом ремонте
- Работы с чугуном
- Оборудование дешевле других типов сварки
- Можно выполнять даже в плохую погоду
Недостатки электродной сварки
- Не подходит для тонких материалов
- Крутая кривая обучения
- Трудно образовать дугу
- Некрасиво и оставляет шлак
- Требуются последние штрихи для улучшения внешнего вида Arc135
- Высокоэффективный
- Мало отходов
- Защитный экран и сварочный материал в одном
- Не для более тонких материалов
- Оставляет шлак, требует отделки
- Источник питания обеспечивает электричеством для выработки тепла.
- Система подачи проволоки подает проволоку от катушки к сварному шву.
- Рукоятка с спусковым крючком управляет механизмом подачи проволоки.
- Защитный газ защищает сварной шов от воздуха.
- Дуговая сварка порошковой проволокой. Подобно сварке MIG, при дуговой сварке порошковой проволокой на электроде используется сердечник из флюса. Это защищает сварной шов от воздуха, что позволяет проводить сварку на открытом воздухе.
- Роботизированная дуговая сварка. В связи с возросшими требованиями к производительности и качеству роботизированная сварка стала более популярной и доступной.Как следует из названия, сварка выполняется автоматически с помощью аппарата. Для настройки оборудования нужен человек.
Сварка (флюсовый сердечник)
КАК ЭТО РАБОТАЕТ?
Наконец, мы подошли к нашему финальному виду сварки, дуговой сварке или порошковой , сварке.
Этот тип сварки очень похож на другие виды сварки, например сварку MIG. Оба они используют расходную проволоку, которая постоянно подается к сварному шву. Однако именно здесь они начинают различаться.![]()
При дуговой сварке используемая проволока имеет сердечник из флюса, который сразу создает газовый экран вокруг сварного шва, тогда как для MIG требуется дополнительная подача газа.
Существует также так называемая сварка с двойным экраном, при которой используется еще один внешний источник газа для формирования второго экрана для еще более надежной сварки.
Естественно, поскольку расходник есть, придется время от времени его заменять.
Однако, в отличие от MIG, вам не нужно заправлять бензобак, если вы не собираетесь использовать дуговую сварку с двойной защитой.
Для чего можно использовать дуговую сварку?
При сварке порошковой порошковой проволокой рекомендуется применять его для более тяжелых и толстых материалов.
Сварка порошковой проволокой также создает больше тепла, чем другие виды сварки, и вы захотите использовать ее там, где достаточно основного металла, чтобы выдержать такое большое количество тепла.
Этот тип в основном используется для строительства и монтажа тяжелых стальных конструкций, тяжелого ремонта и тяжелой техники и другого подобного оборудования.
Каковы основные преимущества?
Недостатки дуговой сварки
mig vs tig Сварка
Оба Сварка MIG и TIG использует электрическую дугу для создания сварного шва.Однако одно большое различие между ними — процесс дуги.
При сварке MIG используется подающая проволока, которая непрерывно проходит через горелку для создания искры. Этот процесс плавится, и это формирует сварной шов.
При сварке TIG, наоборот, используются более длинные стержни для непосредственного соединения двух металлов.
Заключение
Повторяю, наша цель здесь — показать сравнение типов сварщиков между четырьмя стандартными типами сварки. Хотя существуют и другие типы сварки (дуговая сварка порошковой проволокой, газовая сварка, плазменно-дуговая сварка и лазерная сварка), они являются наиболее популярными четырьмя.
Хотя существуют и другие типы сварки (дуговая сварка порошковой проволокой, газовая сварка, плазменно-дуговая сварка и лазерная сварка), они являются наиболее популярными четырьмя.
Как мы уже говорили, MIG является наиболее универсальным и легким для изучения; TIG — самый эстетичный вид; Ручка и дуга обеспечивают самые прочные сварные швы и могут работать в менее чем желательных условиях.
Мы также обсудили лучшего сварщика для начинающих и тип, который дает самый прочный сварной шов.
После всего этого выбор, конечно, за вами.
Какой вид сварки самый лучший? Если вы хотите начать с легкости со сварочным аппаратом MIG, или вы хотите освоить сложнейшую игру со сварщиком TIG, вы выберете сварщика, который вас больше всего интересует.
Три основных типа сварки
Сварка, процесс соединения металла с использованием тепла и электричества, требуется во всех типах производства и строительства. Будь то гоночный автомобиль, небоскреб, самолет или металлическая садовая мебель, сварщик необходим, чтобы спаять металлические компоненты вместе.
Всегда пользуясь большим спросом, сварщики получают конкурентоспособную заработную плату и гарантии занятости. Это также вариант карьеры, когда больше женщин должны заниматься, поскольку многие сварные швы требуют кропотливости меньших рук.Вот три основных типа сварки и их применения.
Дуговая сварка экранированного металла (SMAW)
Из всех видов сварки наиболее распространенной является дуговая сварка экранированного металла (также называемая сваркой палкой). Часто называемую просто дуговой сваркой, это самый старый и самый экономичный вид сварки. «Дуга» — это интенсивный конус тепла, в котором металлы плавятся и соединяются.
Для этого процесса электрод или «стержень» покрывается металлическим покрытием, которое плавится и образует газовый экран при воздействии тепла.Когда электричество проходит через наконечник электрода с покрытием и касается основного металла, возникает дуга.
В этот момент металлический электрод плавится в сварочной ванне и становится частью сварного шва, когда металл затвердевает. В результате этого процесса образуется шлак, подобный стеклу побочный продукт, который необходимо отколоть.
Ручная сварка лучше всего подходит для толстых металлов, таких как нержавеющая сталь, высоколегированная сталь, низколегированная сталь, чугун из углеродистой стали и ковкий чугун.
Он используется при производстве конструкционной стали, судостроении, креплении сельскохозяйственного оборудования, сварочных труб, строительстве электростанций и любых сварочных работах с использованием металла толщиной 1/16 дюйма или более.Это не лучший выбор для тонких металлических листов.
MIG — газовая дуговая сварка металла (GMAW)
При сварке металла в инертном газе используется катушка сплошной стальной проволоки, которая подается через контактный наконечник горелки MIG. Иногда ее называют полуавтоматической сваркой, потому что сварочная проволока, электричество и защитный газ подаются через «пистолет» MIG, одновременно создавая сварной шов и защищая его от воздействия воздуха.
Сварочный аппарат MIG непрерывно заполняет свариваемый шов, и нет необходимости менять электроды между сварками.В нем используется комбинация инертных газов; Аргон, диоксид углерода и гелий.
Четыре компонента сварки MIG:
Основное назначение сварки MIG — обработка листового металла и высокопроизводительное производство.Его можно использовать для обработки алюминия, мягкой стали и нержавеющей стали.
Предпочтительно для сварки в помещении, где сквозняки не вытесняют газовую защиту, но также может использоваться в полевых условиях с ветровыми блоками. Применяется для ремонта автомобилей, металлических ограждений, рельсов, ремонта тракторов.
TIG — газовая дуговая сварка вольфрамом (GTAW)
При сварке вольфрамом в инертном газе для сварки швов используется аргон. Это один из самых сложных процессов сварки, но он также очень универсален, когда речь идет о различных типах металлов.
Сварка TIG требует использования двух рук, если одной рукой удерживать горелку TIG, а другой добавлять присадочный металл в сварное соединение.
Медленный процесс, при правильном выполнении дает высококачественный сварной шов. Сварка TIG используется для критических сварных швов, где требуются небольшие точные сварные швы, а также для сварки металлов, отличных от обычной стали.
Поскольку он не выделяет токсичных паров или дыма, он идеально подходит для сварки в ограниченном пространстве. В сварке TIG используется вольфрам, очень твердый и слегка радиоактивный хрупкий металл.
Он представляет собой электрод, создающий дугу, которая может поддерживать температуру до 11 000 градусов по Фаренгейту. Когда два куска металла начинают плавиться в дуге, сварщик заполняет стык вручную, погружая сварочную проволоку в дугу.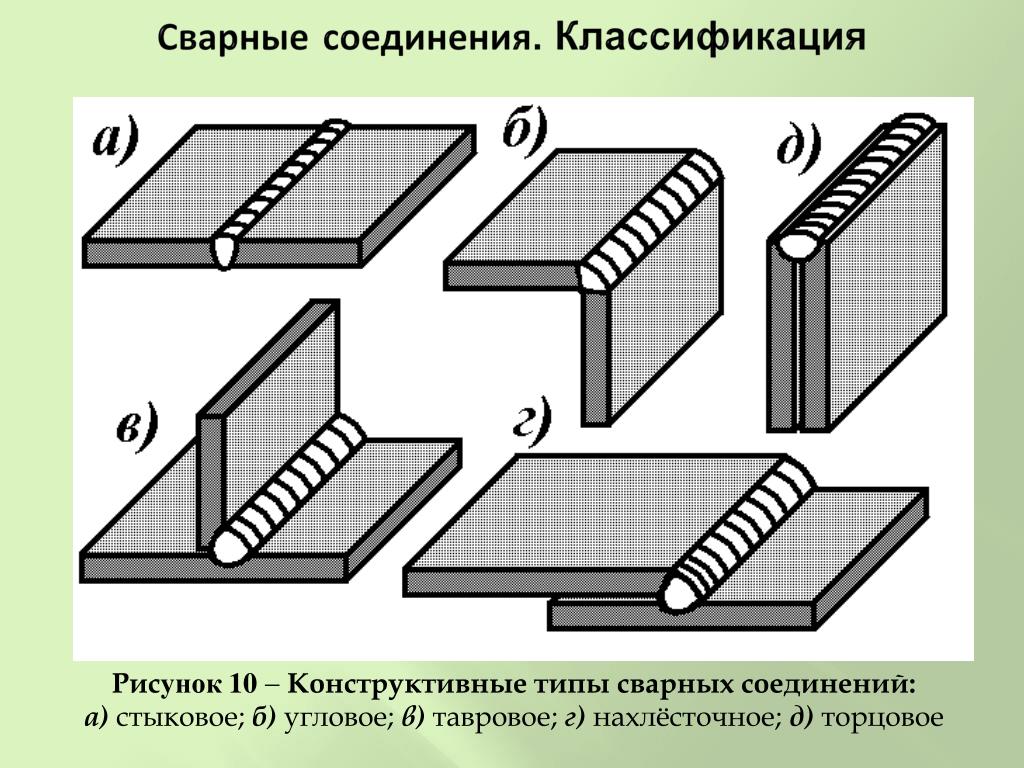
Затем создается цельный кусок металла. Сварка TIG используется производителями автомобилей для изготовления крыльев, а также в конструкции космических аппаратов и самолетов. Художники любят использовать сварные швы TIG для скульптур из-за их превосходного качества.
Другие виды сварки
Благодаря новым инновациям стали популярными другие виды сварки. Ниже перечислены несколько различных типов сварки.
Все виды сварки связаны с высоким напряжением, которое может быть опасным, если не будут приняты надлежащие меры предосторожности. Правильные сварочные материалы должны включать в себя огнестойкие кожаные сварочные перчатки, защитную огнестойкую одежду и обувь, сварочный колпачок, маску для лица и надлежащие хорошо сидящие защитные очки.
Подготовка к карьере сварщика
Пришло время контролировать свою жизнь.Если вы заинтересованы в сварке в качестве профессии, запишитесь на программу обучения, которая даст вам образование и подготовку, необходимые для открытия дверей.
Southern Careers Institute предлагает 7-месячную программу по сварке, которая подготовит вас к работе в области дуговой сварки экранированного металла (сварка штучной сваркой), газовой дуговой сварки (GMAW / MIG), газовой дуговой сварки вольфрамом (GTAW / TIG), и дуговая сварка порошковой проволокой (FCAW).
По окончании учебы вы будете готовы работать сварщиком TIG, MIG или комбинированной сваркой, мастером по обработке листового металла, монтажником или изготовителем. Вы можете сразу же начать накапливать часы практического опыта, необходимые для тестирования на сертификацию.
Вы можете сразу же начать накапливать часы практического опыта, необходимые для тестирования на сертификацию.
Посетите наш веб-сайт или позвоните нам сегодня по телефону 1.888.SCI.TEXAS . Позвольте нашей опытной приемной команде провести вас через процесс, чтобы начать воплощать ваши мечты в жизнь.
Источники
https://www.bls.gov/ooh/production/welders-cutters-solderers-and-brazers.htm#tab-6
https://www.gowelding.org/
https : //www.sciencedirect.com/topics/materials-science/shielded-metal-arc-welding
https: // www.twi-global.com/technical-knowledge/job-knowledge/robotic-arc-welding-135
Блог Отказ от ответственности: Информация, представленная в этом блоге, предназначена только для общих информационных целей. SCITexas.edu не предполагает и не гарантирует потенциальный доход или ожидаемую заработную плату, основанную на программах, предлагаемых Южным институтом карьеры. Информация о карьере и программе, указанная в этом блоге, не гарантирует, что программы и особенности предлагаются в Southern Careers Institute.
Информация о карьере и программе, указанная в этом блоге, не гарантирует, что программы и особенности предлагаются в Southern Careers Institute.
РАЗЛИЧНЫЕ ВИДЫ СВАРКИ И ИХ ПРИМЕНЕНИЕ
Металлы — одни из самых прочных материалов на планете. Таким образом, были предприняты значительные разработки в области инженерии для формования и придания формы металлу деталей машин и приспособлений, которые вы видите и используете ежедневно. Одним из этапов, используемых в металлических конструкциях, является сварка, процесс, в котором рабочий плавит один кусок металла концентрированным теплом в выбранном месте, а затем связывает его с соответствующей металлической деталью.Со временем изобретатели разработали различные методы сварки двух или более металлических деталей.
Три наиболее распространенных типа сварки — это MIG, TIG и ручная сварка. Каждый из этих методов пригоден для различных сварочных работ. В следующей статье рассматриваются эти и другие типы сварки и определения.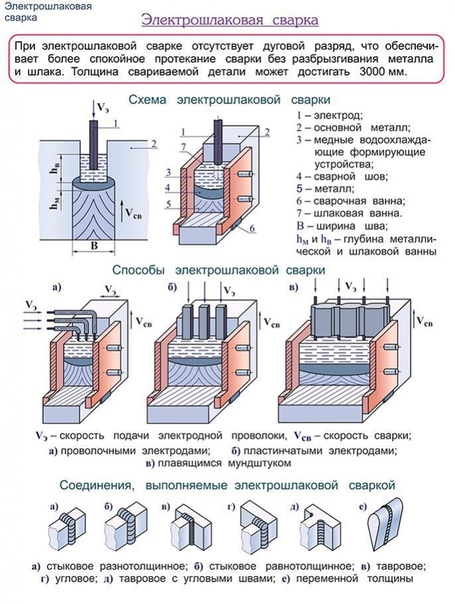
Сварка металла в среде инертного газа (MIG) — это форма ручной дуговой сварки тяжелых металлов, также известная как дуговая сварка металла в газе.
СваркаMIG — это процесс соединения металла и придания ему формы, при котором электрод пропускается через инструментальный пистолет и наносится на соответствующие металлические поверхности.Чтобы предотвратить загрязнение, сварочный пистолет использует защитный газ, который защищает область сварного шва. Процесс MIG — это простой и доступный процесс сварки для слесарных рабочих и любителей.
Этот процесс работает с металлами толщиной от 24 до полдюйма. Сварка MIG популярна среди новичков в области металлообработки, потому что это более простой метод для изучения и освоения. Проволока MIG не защищает металлические конструкции от ржавчины или коррозии. Поэтому перед нанесением MIG очистите и обработайте щеткой металлические детали.Чтобы обеспечить беспрепятственное прохождение электрического провода, используйте в процессе только чистый металл.
MIG — один из методов, наиболее часто используемых в проектах дуговой сварки в тяжелых условиях. Некоторые из металлических компонентов, из которых состоит система канализации или водоснабжения вашего города, являются результатом сварки MIG. Этот процесс является стандартным для сварки труб. Таким образом, вода, которую вы используете для питья, приготовления пищи и санитарии, поступает по трубам, что было бы невозможно без сварки MIG.
Из-за сверхмощного характера метода, сварка MIG является типичным методом наплавки твердым сплавом, при котором грубые материалы привариваются к основным металлам.Вам следует поблагодарить сварку MIG за некоторые детали тракторов, кранов и других типов подвижного состава.
Сварка MIG также сыграла важную роль при подготовке и сборке железнодорожных путей страны. Благодаря способности этого метода соединять толстые металлические детали с непревзойденной прочностью, сварка MIG используется для железных дорог и путей общественного трамвая, которые редко требуют обслуживания.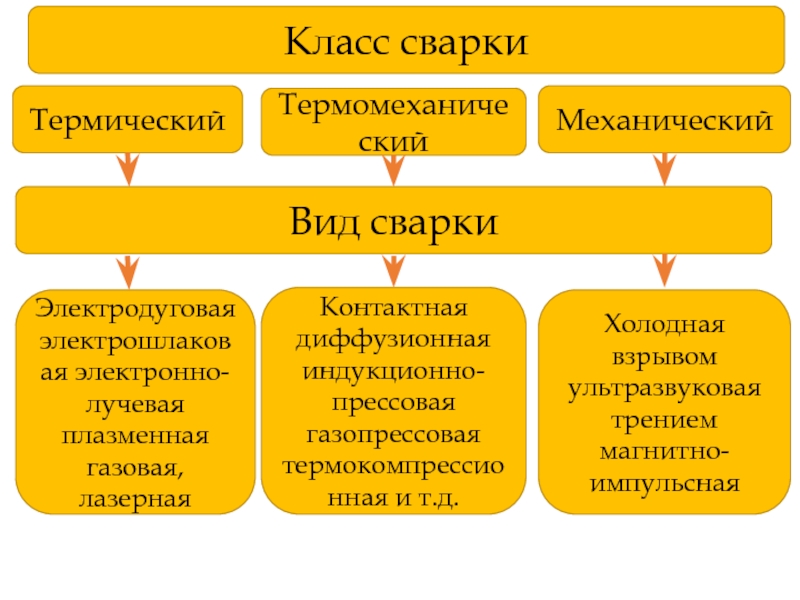 Таким образом, сварка MIG — это главный помощник в транспортировке и торговле.
Таким образом, сварка MIG — это главный помощник в транспортировке и торговле.
Автомобильная промышленность также полагается на сварку MIG. На заводах, где рабочие готовят и собирают автомобильные детали в готовые автомобили, они используют сварку MIG для более тяжелых металлов и оборудования. Кроме того, сварка MIG отвечает за изготовление заводского оборудования, которое вы видите вдоль производственных линий. Сварка МИГ также является популярным методом в автомастерских.
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс ручной дуговой сварки тяжелых металлов, также известный как дуговая сварка вольфрамовым газом.
Сварка TIG — это процесс соединения металлов, в котором используется вольфрамовый электрод для соединения одной металлической поверхности с другой. Во время процесса газообразный аргон или гелий образует защитный экран на обрабатываемых поверхностях от окисления и других загрязнителей, связанных с воздухом. Применения, в которых используется газообразный гелий, также называют гелиарными сварными швами.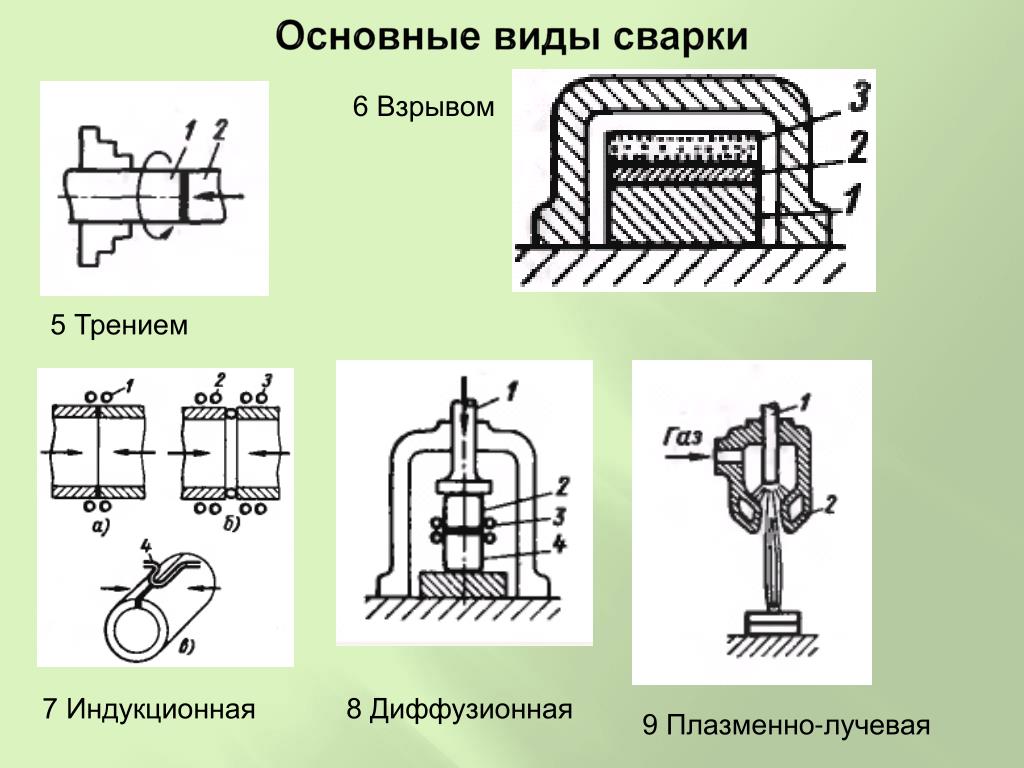 В большинстве приложений TIG используется средний металл. Исключения из правила называются автогенными швами.
В большинстве приложений TIG используется средний металл. Исключения из правила называются автогенными швами.
Существенное различие между сваркой MIG и TIG заключается в том, что первая основана на непрерывной подаче проволоки, а вторая — на сварочных стержнях, которые вы направляете в сварочную ванну.
СваркаTIG играет жизненно важную роль в автомобильной промышленности, где этот процесс эффективен для соединения металлических деталей друг с другом при строительстве автомобилей, фургонов, грузовиков и внедорожников. Вольфрамовые электроды хорошо работают на заводах, где рабочие собирают детали двигателя из отдельных кусков металла, а также на заводах, где детали кузова готовятся к сборочным конвейерам.
Сварка TIG также важна в строительной отрасли, где оборудование доставляется на рабочие места и используется при подготовке деталей для зданий и общественных памятников.Многие из зданий, которые вы видите вдоль улиц и проездов в вашем районе, были работой строительных бригад, которые в значительной степени полагаются на сварку TIG.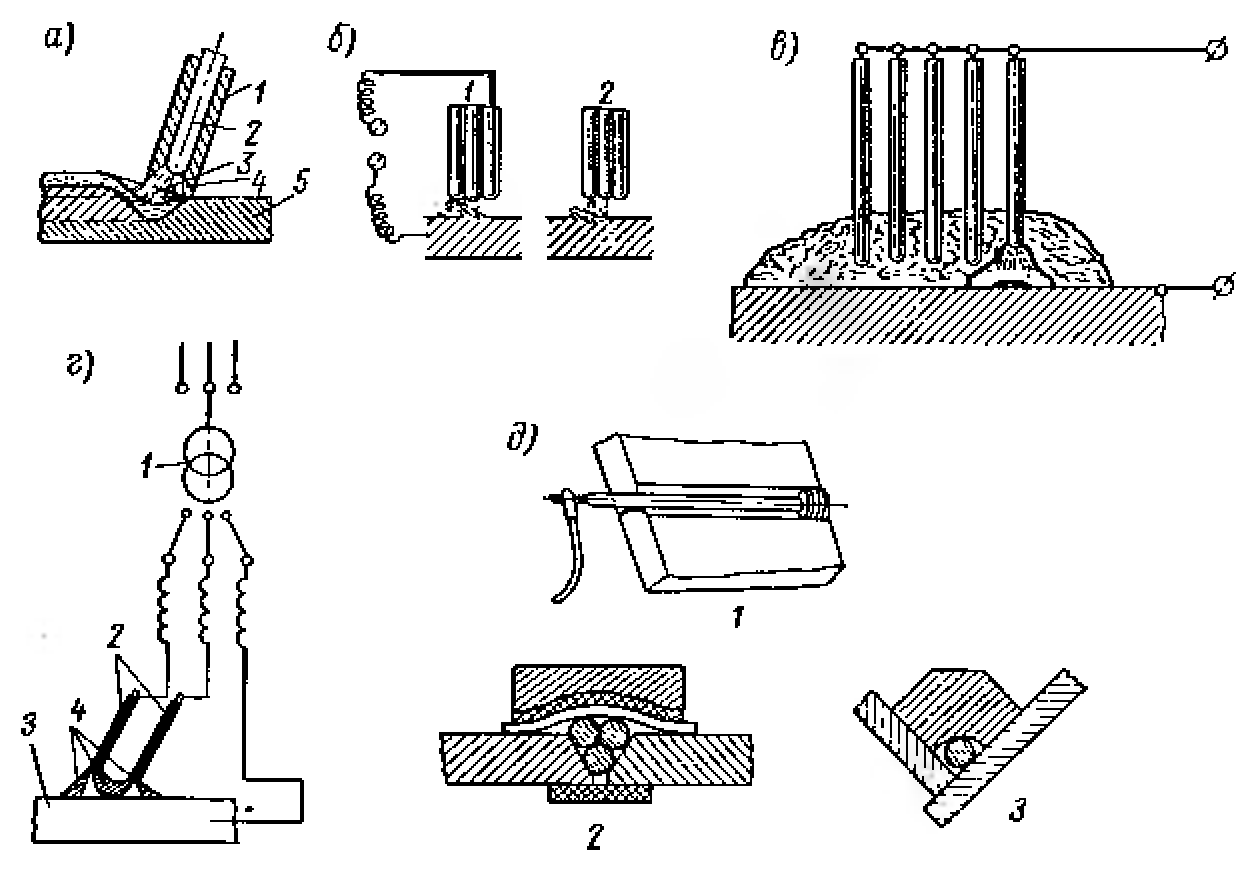
В судостроении также применяется сварка TIG. Этот процесс упрощает для судостроителей соединение фасонных металлических деталей для таких кораблей, как авианосцы или круизные лайнеры. Если во время службы в ВМС США вы летали на пассажирском судне или путешествовали за границу, вольфрамовые электроды, скорее всего, сварили корпус каждого корабля полностью или частично.
СваркаTIG также имеет решающее значение в аэрокосмической промышленности, где в процессе объединяются детали, из которых состоят ракетные корабли и космические корабли НАСА.
Ручная сварка — это форма ручной дуговой сварки, применяемая для различных металлов. Этот процесс также известен как дуговая сварка в защитном металлическом корпусе и дуговая сварка в защитном флюсе.
Сварка палкой — это метод соединения металлов, при котором покрытый флюсом плавящийся электрод соединяет две металлические поверхности вместе. В процессе сварки штангой между электродом и прилегающими металлическими поверхностями возникает постоянный или переменный ток. Пары, образующиеся в результате тускнеющих электродов, создают защитный газ. Люди обычно используют этот процесс для сварки стали и железа, а также меди, никеля и алюминия.
Пары, образующиеся в результате тускнеющих электродов, создают защитный газ. Люди обычно используют этот процесс для сварки стали и железа, а также меди, никеля и алюминия.
палкой может помочь рабочим выполнять большие и малые задачи практически в любом месте. Для исходящих приложений этот процесс удобен, поскольку необходимое оборудование портативно и его легко транспортировать для выполнения задач ремонта по вызову. Поэтому сварка штангой часто применяется в труднодоступных местах и удаленных общественных зданиях.
Сварка палкойтакже распространена на строительных площадках под открытым небом, где рабочий процесс упрощает сборку и модификацию металлических деталей на месте. Покрытые флюсом электроды устойчивы к ветру, что делает процесс удобным в различных средах. Когда случается бедствие, сварка стержнем часто используется для ремонта поврежденных металлических приспособлений.
При удаленных настройках дуговая сварка — один из самых удобных видов дуговой сварки. Когда рабочие собирают временные конструкции для окружных ярмарок и карнавалов, сварка стержнем может укрепить и укрепить опорные балки палаток и заборов.Для сообществ, живущих за пределами сети, сварка стержнем — один из самых надежных методов ремонта и строительства металла.
Когда рабочие собирают временные конструкции для окружных ярмарок и карнавалов, сварка стержнем может укрепить и укрепить опорные балки палаток и заборов.Для сообществ, живущих за пределами сети, сварка стержнем — один из самых надежных методов ремонта и строительства металла.
Портативность и простота сварки штангой также сделали ее одним из предпочтительных методов среди любителей и независимых мастеров. Поскольку этот подход работает с широким спектром металлов, ювелиры иногда используют сварку стержнем.
В большинстве отраслей промышленности, где используются металлоконструкции, наиболее широко используются процессы MIG, TIG и сварки штучной сваркой благодаря мощности, эффективности и универсальности каждого метода.Однако многие другие процессы также позволяют сваривать две или более металлических детали. Итак, сколько существует видов сварки? Существует множество различных подходов к сварке, включая следующие 12 методов, некоторые из которых в некоторой степени относятся к трем наиболее популярным типам.
Дуговая сварка порошковой проволокой (FCAW) — это метод соединения металлов, аналогичный сварке MIG, поскольку в обоих случаях используется сплошной электрод. Однако для FCAW требуется проволока в форме трубки, а не сплошная. Этот метод подходит как для внутреннего, так и для наружного использования, если провода имеют надлежащее экранирование.FCAW — один из наиболее эффективных подходов к дуговой сварке, поскольку он использует большую часть электрода, который используется в процессе. Благодаря форме порошковой проволоки, использование защитного газа при FCAW не требуется. Этот метод оставляет мало мусора и, следовательно, требует лишь небольшого процесса очистки после завершения.
Электронно-лучевая сварка (ЭЛС) — это метод соединения металлов, при котором электронные лучи запускаются с высокой скоростью, чтобы соединить одну поверхность металла с другой. Когда луч попадает в цель, пораженное пятно расплавляется ровно настолько, чтобы соединить соседний кусок на месте.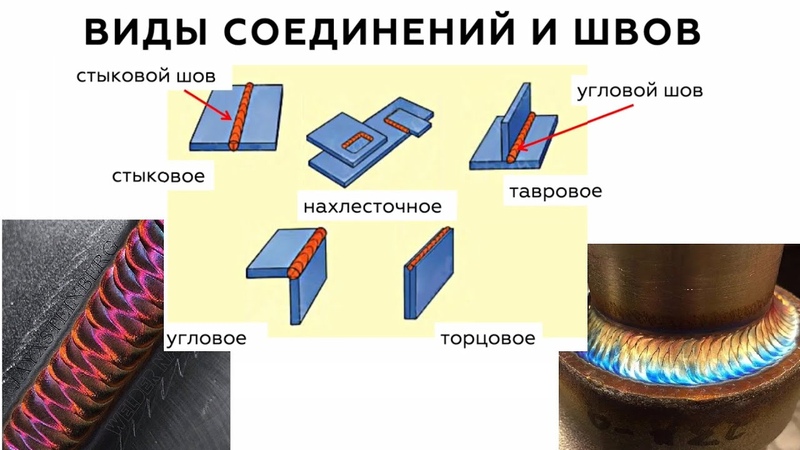 Электронно-лучевая сварка играет важную роль во всем промышленном секторе. Этот метод особенно полезен для производителей автомобилей и авиакосмической промышленности, которые используют сварку EBW для плавления многих металлических деталей, используемых в автомобилях, грузовиках, самолетах и космических кораблях. Благодаря вакуумной природе электронно-лучевой сварки, процесс безопасен для аварийных работ в эвакуированных зданиях и жилых домах.
Электронно-лучевая сварка играет важную роль во всем промышленном секторе. Этот метод особенно полезен для производителей автомобилей и авиакосмической промышленности, которые используют сварку EBW для плавления многих металлических деталей, используемых в автомобилях, грузовиках, самолетах и космических кораблях. Благодаря вакуумной природе электронно-лучевой сварки, процесс безопасен для аварийных работ в эвакуированных зданиях и жилых домах.
Сварка атомарным водородом (AHW) — это старый метод соединения металлов, который по большей части уступил место более эффективным и действенным методам, таким как дуговая сварка металлическим газом.Одна область, в которой AHW все еще широко распространена, — это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреванию, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия атомарного водорода.
Плазменная дуговая сварка, изобретенная в середине 1950-х годов, представляет собой метод, аналогичный дуговой сварке вольфрамовым электродом. В этом процессе используется электрический ток, который проходит через крошечное сопло, прорезающее защитный газ. Когда вам нужно сварить небольшие участки на металлической поверхности, плазменная сварка обеспечивает максимальную точность.Плазменно-дуговая сварка идеально подходит для сварочных работ при суровых температурах, так как при этом создаются более прочные и плотные швы. Производители самолетов используют этот метод, как и независимые мастера для ряда проектов.
В этом процессе используется электрический ток, который проходит через крошечное сопло, прорезающее защитный газ. Когда вам нужно сварить небольшие участки на металлической поверхности, плазменная сварка обеспечивает максимальную точность.Плазменно-дуговая сварка идеально подходит для сварочных работ при суровых температурах, так как при этом создаются более прочные и плотные швы. Производители самолетов используют этот метод, как и независимые мастера для ряда проектов.
Электрошлак — это процесс быстрой сварки, который был новшеством 1950-х годов. Электрошлаковая сварка склеивает детали из тяжелых металлов для использования в машинах и промышленном оборудовании. Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее обретения.Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие участки во время сеанса сварки.
Одной из менее часто используемых форм соединения металлов является процесс дуговой сварки под флюсом, который подходит только для нержавеющей стали и других металлов, богатых железом. Процесс позволяет использовать как автоматические, так и полуавтоматические средства, что делает его быстрым и эффективным. Несмотря на скорость, для этого процесса требуется флюс для защиты металла во время сварки, отсюда и название «погруженный».«С этой обложкой люди могут завершить свою работу без риска разбрызгивания. Поэтому дуговая сварка под флюсом — безопасная практика для независимых мастеров.
Процесс позволяет использовать как автоматические, так и полуавтоматические средства, что делает его быстрым и эффективным. Несмотря на скорость, для этого процесса требуется флюс для защиты металла во время сварки, отсюда и название «погруженный».«С этой обложкой люди могут завершить свою работу без риска разбрызгивания. Поэтому дуговая сварка под флюсом — безопасная практика для независимых мастеров.
Углеродная дуговая сварка (CAW) — это метод соединения металлов с применением температур, превышающих 300 градусов Цельсия. При сварке CAW между металлическими поверхностями и электродом образуется дуга. Когда-то этот метод был популярен, но в последние десятилетия его заменила дуговая сварка с двумя углями.
Кислородная сварка — это процесс, в котором для придания формы металлу используется жидкое топливо и кислород.Французские инженеры Эдмон Фуше и Шарль Пикар изобрели его на рубеже 20-го века. Температура, генерируемая кислородом, используемая в процессе, применяется к концентрированным областям поверхности металла.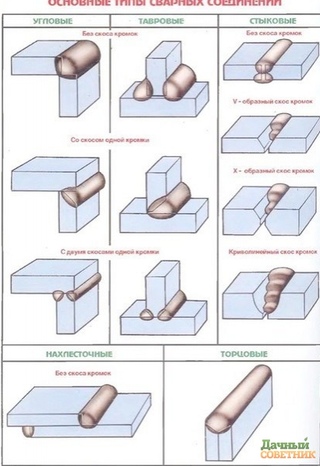 Кислородная сварка осуществляется в помещении.
Кислородная сварка осуществляется в помещении.
Контактная точечная сварка — это метод дуговой сварки, при котором металлические поверхности склеиваются при нагревании. Это тепло выделяется благодаря сопротивлению электрическим токам. Сварка RSW относится к группе методов сварки, известных как контактная сварка сопротивлением.
Сварка контактным швом — это метод, при котором между соприкасающимися поверхностями металлов с аналогичными свойствами выделяется тепло. Сварка шва начинается с одной стороны стыка и продолжается до другого конца. Процесс зависит от двойных электродов, обычно сделанных из меди.
Как форма точечной сварки, выступающая сварка — это процесс, при котором тепло локализуется в определенной области для позиционирования. Этот процесс распространен в проектах, в которых используются гайки, шпильки и другие металлические крепежные детали с резьбой, а также перекрещенные стержни и провода.
Холодная сварка, также известная как контактная сварка, представляет собой метод соединения поверхностей без нагрева или плавления.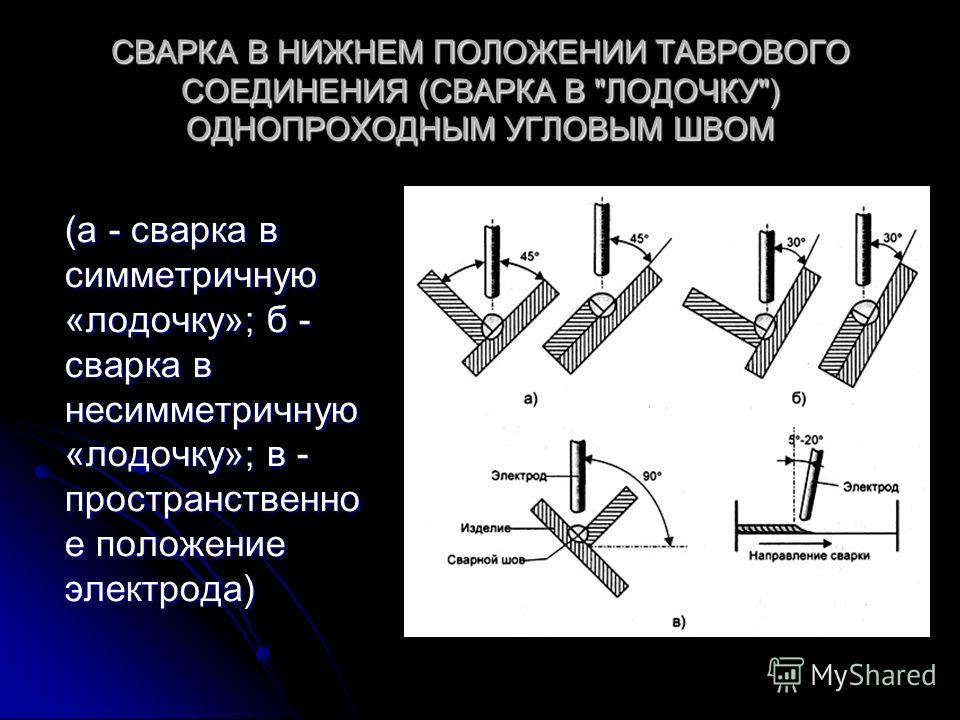
Более 30 лет Astro Machine Works сваривает металлы для изделий и оборудования, используемого в различных отраслях промышленности. Как основные специалисты по сварке в Пенсильвании, наша команда обслуживала, в частности, аэрокосмическую, электронную, телекоммуникационную, пищевую и фармацевтическую промышленность. Чтобы узнать больше о наших сварочных услугах, свяжитесь с нами сегодня, чтобы поговорить с нашими представителями.
3 основных типа сварочных аппаратов и их особенности | by Beryl Agency
Узнайте о 3 основных типах сварочных аппаратов и их характеристиках, которые помогут в ваших сварочных проектах. Узнайте, какой тип сварки лучше всего использовать для различных работ.
Источник: https://electrawelding.com/welding-machines/ Этот тип сварочного процесса заключается в пропускании неизолированной металлической присадочной проволоки из того же материала, который сваривается, через переносную горелку в сочетании с защитным газом.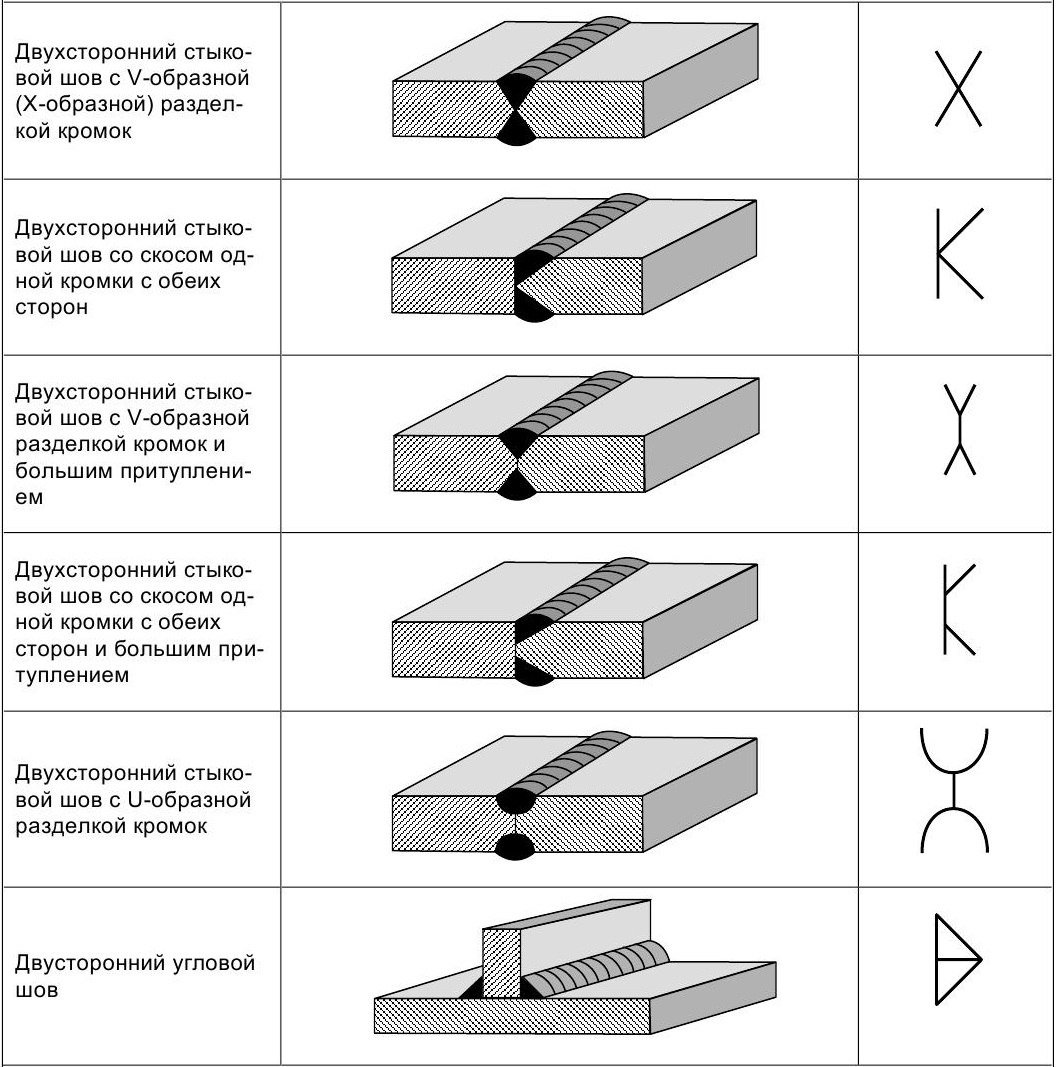 Сварочная проволока принимает на себя ток, подаваемый от стандартного источника питания, а затем контакт создает дугу, которая берет на себя сварку. Поскольку проволока подается от станка к обрабатываемой детали, проволока действует как непрерывный расходуемый электрод, поэтому требуется меньше пусков и остановов, чем у других.
Сварочная проволока принимает на себя ток, подаваемый от стандартного источника питания, а затем контакт создает дугу, которая берет на себя сварку. Поскольку проволока подается от станка к обрабатываемой детали, проволока действует как непрерывный расходуемый электрод, поэтому требуется меньше пусков и остановов, чем у других.
Сварщик MIG может предложить больше преимуществ, чем любой другой сварочный процесс, особенно при рутинных операциях соединения.
Здесь перечислены некоторые преимущества сварки MIG:
· Новичкам проще всего изучить процесс сварки.Даже немного попрактиковавшись, новичок в сварке MIG наверняка сможет получить красивый сварной шов.
· Возможность сварки легких материалов или толстых листов.
· Также сваривает все обычные металлы, включая углеродистую сталь, нержавеющую сталь и алюминий.
· Обеспечивает гибкость, поскольку сварка может выполняться в любом положении.
· Удаление флюса не требуется, так как защита выполняется газом.
· Могут быть достигнуты даже высокие скорости сварки, которые в четыре раза быстрее, чем при сварке штучной сваркой, что также сокращает время ремонта или строительства.
В процессе сварки TIG используется неплавящийся вольфрамовый электрод и защитный газ, которые защищают зону сварки от любых загрязнений. Даже сварка TIG может выполняться во всех положениях. Концентрированное нагревание TIG и точное управление дугой позволяют сваривать тонкий материал даже толщиной 0,01 дюйма.
Преимущества сварки TIG:
· Достижима прецизионная сварка тонких материалов, а также в целом уменьшены искажения.
· Сварка TIG обеспечивает высокое качество и эстетичный вид.
· Он также позволяет сварщику регулировать подвод тепла во время сварки.
· Обеспечивает сварку мелким наплавом для процессов формования и изготовления инструментов.
· Сваривать сталь, алюминий и другие металлы с помощью одного газа-аргона.
· Нет брызг или флюсов, которые нужно удалить.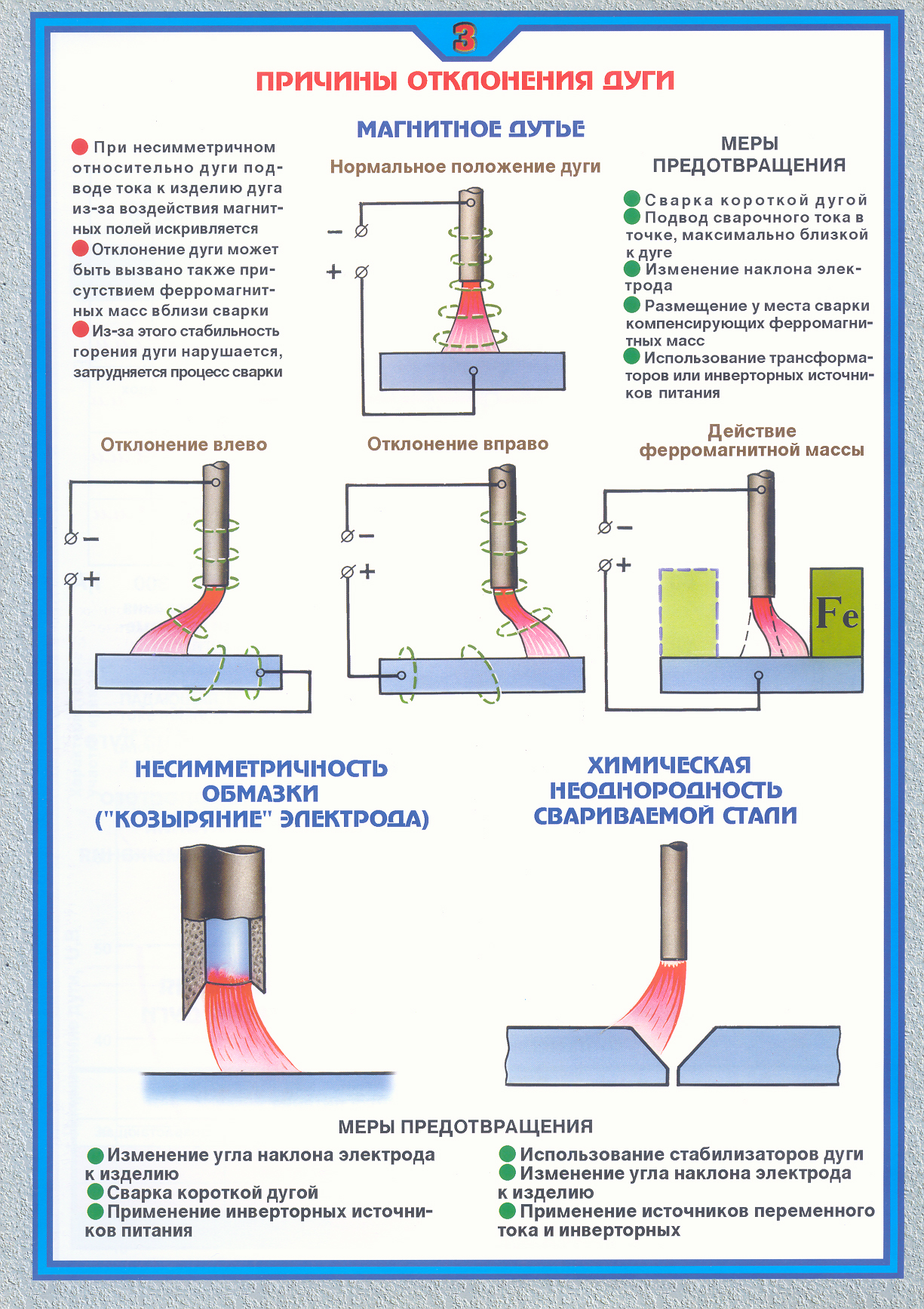
Хотя сварка TIG является относительно более медленным процессом, чем другие, она в то же время обеспечивает более высокое качество сварки, чем сварка MIG или порошковой проволокой. Даже для его эксплуатации требуется более высокая квалификация.
Этот процесс включает использование расходуемого электрода с флюсовым покрытием, который содержит низкоуглеродистую сталь, нержавеющую сталь, чугун и другие сплавы. Эти электроды выбираются в зависимости от свариваемого основного материала. Требуемое оборудование включает источник питания, электрододержатель и рабочий зажим.
Ниже перечислены преимущества дуговой сварки:
· Ее можно выполнять даже в труднодоступных местах. Но считается менее подходящим для потолочных сварочных работ.
· Может использоваться на открытом воздухе.
· Практически все материалы можно сваривать палкой.
· Среди других вариантов это наименее дорогостоящий вариант.
· Природа более снисходительна к сварке грязного или ржавого металла.