Виды сварочных швов и техника их выполнения
Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
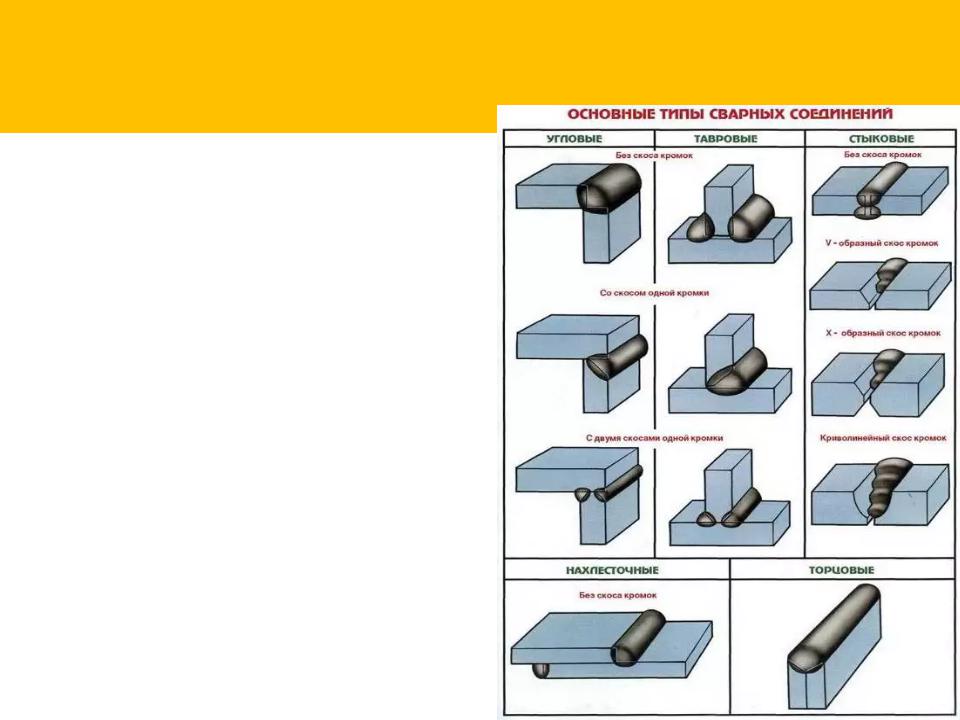
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
- торцевые – получаемые за счет сваривания торцов заготовок.

Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
- с отбортовкой – для деталей толщиной до 4мм,
- без скоса – для деталей толщиной до 8мм,
- с V-образным скосом – для деталей толщиной от 3 до 60мм,
- с X-образным скосом – для деталей толщиной от 8 до 120мм,
- с K-образным скосом – для деталей толщиной от 8 до 100мм,
- с криволинейным скосом – для деталей толщиной от 15 до 100мм.

Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15o-45o. Если угол наклона будет выходить за эти пределы, то шов «заползет» на одну и сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла.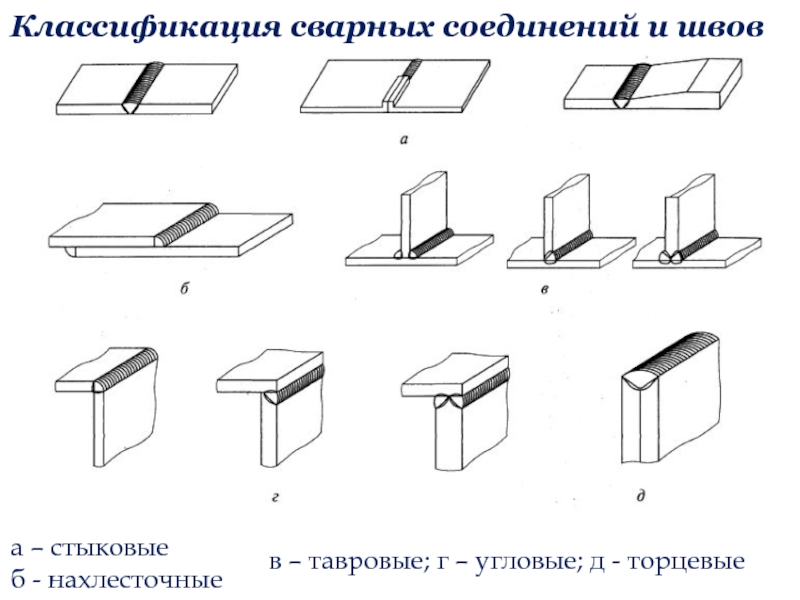 Этот момент нужно учитывать при проектировании и проведении работ.
Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Виды сварных соединений и швов
Конспект. Ручная электро-дуговая сварка … … …
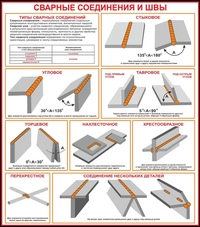
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения:
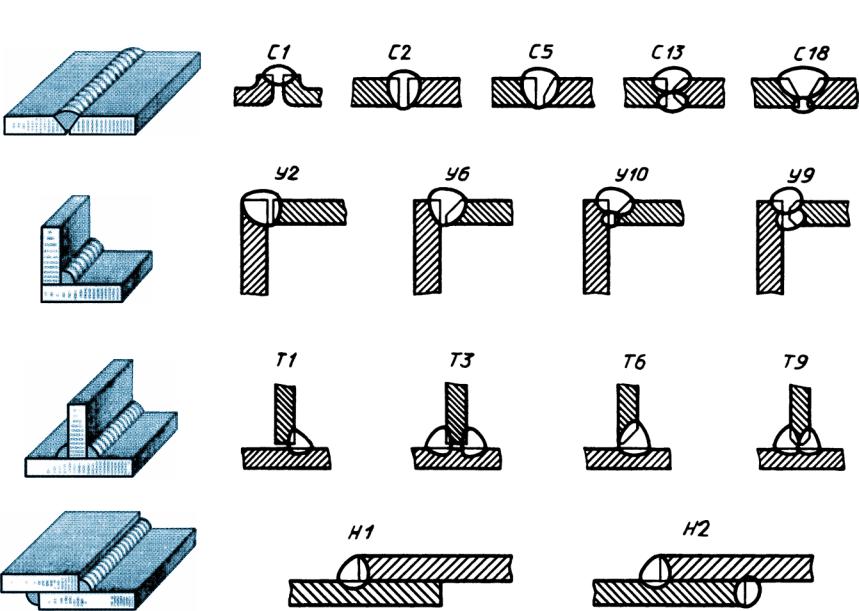
- Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д.
- Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга.
- Тавровые сварные соединения(Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое). Обозначаются Т3, Т6 и т.д.
- Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.

Рисунок 1. Типы сварных соединений.
а) стыковое; б) нахлесточное; в) тавровое; г) угловое.
Обозначаются согласнo ГОСТ 5264-80 У1, У2, У3 и т.д.
По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные.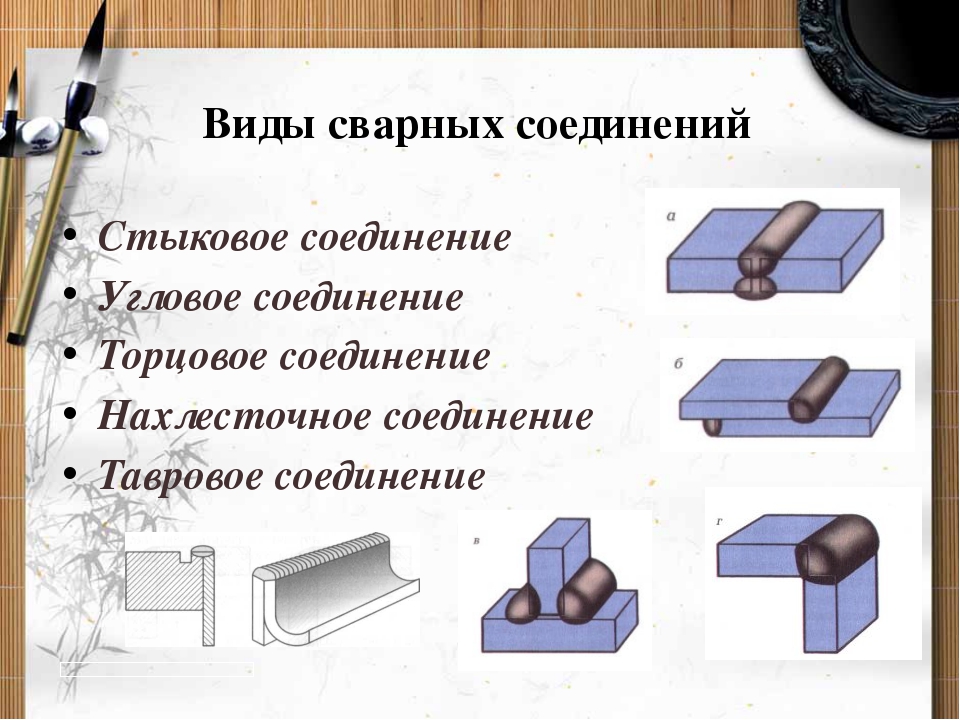
По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные.
По протяженности сварного соединения – сплошные и прерывистые.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках.
По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости.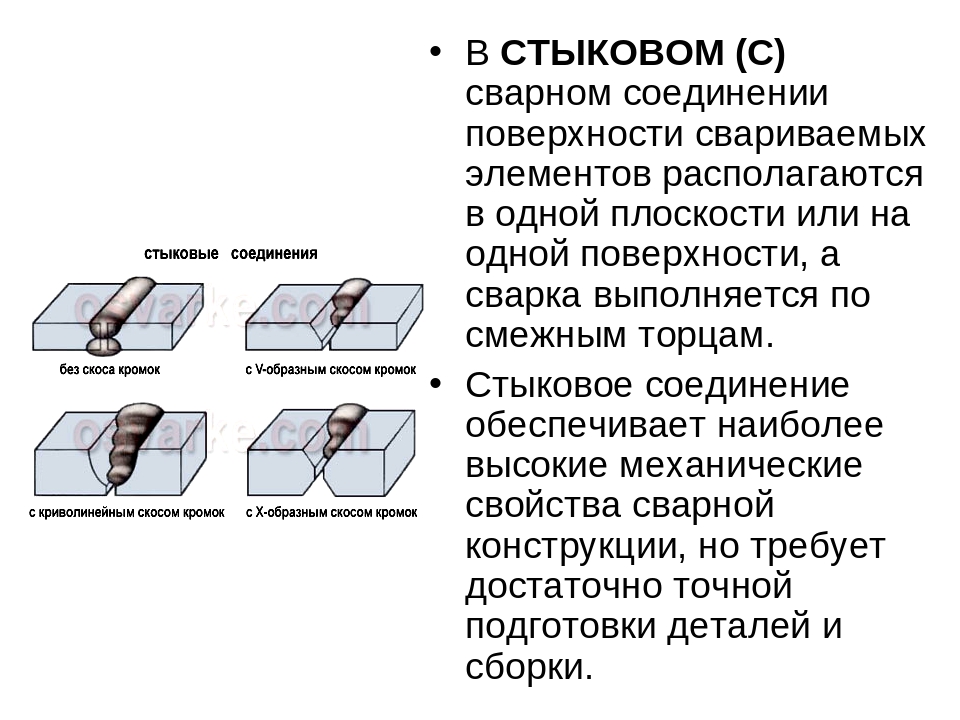
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.
По объему наплавленного металла нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции на изделии продольные и поперечные.
- < Характеристики основных видов сварки. Конспект
- Оборудование для ручной дуговой сварки. Конспект.Ручная дуговая сварка >
Сварочные швы и соединения — виды сварочных швов
Сварочные соединения используются во многих отраслях промышленности. Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы. Виды сварочных швов различаются в зависимости от характера сопряжения и формы сечения.
Сварочный шов является участком закристаллизовавшего металла, образующегося при расплавлении в процессе сварки. Сварочным соединением называется участок конструкции, который содержит от одного до нескольких швов.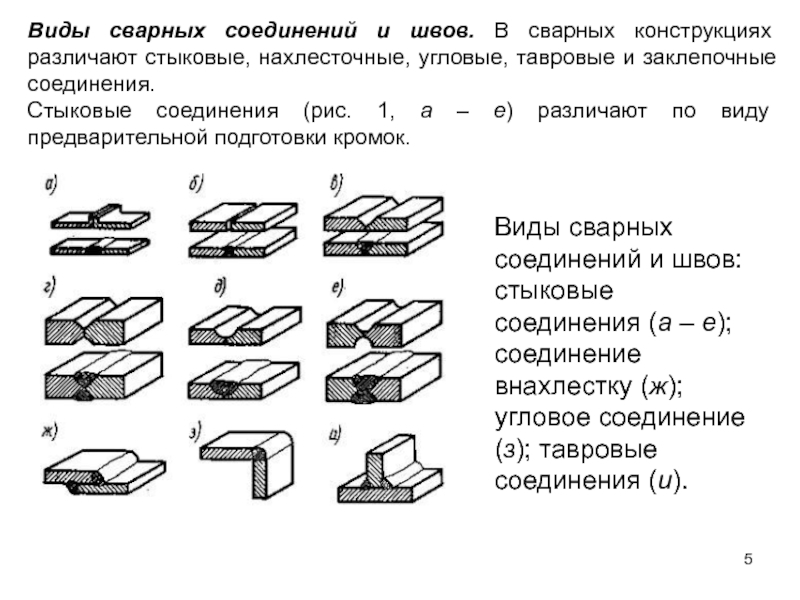 Рассмотрим основные сварочные швы и соединения, а также их обозначения.
Рассмотрим основные сварочные швы и соединения, а также их обозначения.
Виды сварных швов
- В зависимости от отношения к действующим нагрузкам сварные швы разделяются на:
- Фланковые.
- Косые.
- Лобовые.
- Комбинированные.
- По положению в пространстве существуют определенные виды сварочных швов:
- Потолочное исполнение. Самый сложный вид сварки.
- Нижнее исполнение. Является самым простым и популярным видом сварки.
- Горизонтальное исполнение. Достаточно распространенный вид сварки, но и более сложный, чем сварки в нижнем исполнении.
- Вертикальное исполнение. По сложности процесса сварки аналогичны горизонтальному исполнению.
- В зависимости от количества наплавленного металла также различают определенные виды сварочных швов:
- Ослабленные.
- Нормальные.
- Усиленные.
Виды сварных соединений
Сварные соединения представляют собой две или несколько деталей, которые соединены между собой при помощи швов.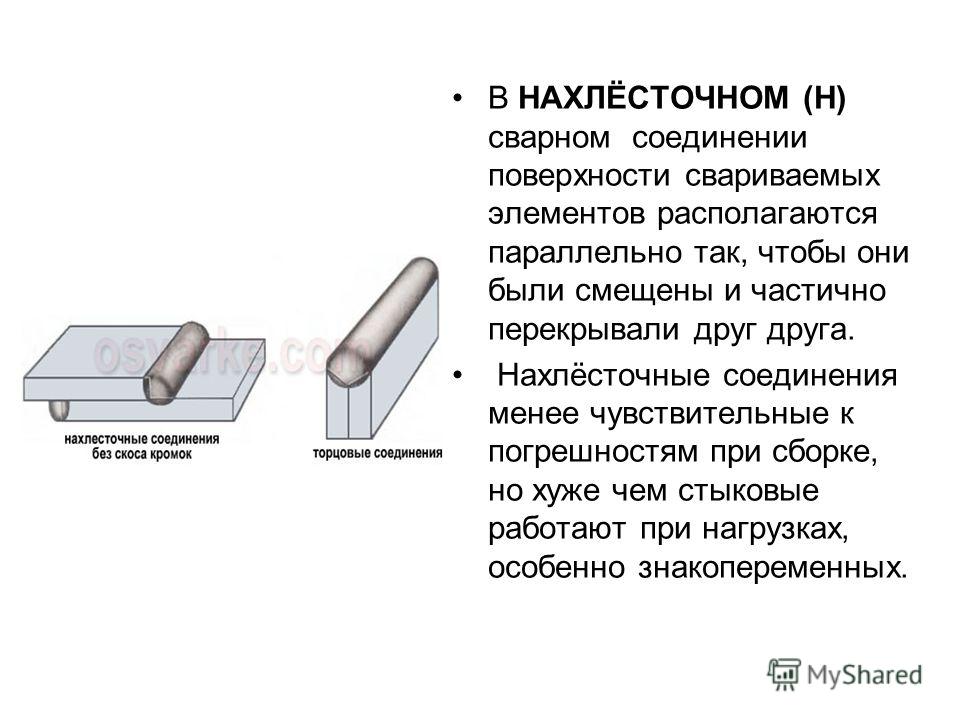
- Внахлест. Данный вид соединений чаще всего используется при дуговой сварке конструкций, толщина металла которых составляет от 10 до 12 мм. Использование такого соединения позволяет менее тщательно подгонять стыки. Для качественного соединения требуется сваривать металл с двух сторон.
- Стыковое соединение. Широко применяемый вид соединений. Преимуществом данного вида соединений является наименьшая деформация металла при сварке, а также наименьшее внутреннее напряжение.
- Тавровые соединения. Чаще всего используются для сваривания различных балок, стоек, колонн и других видов строительных конструкций.
- Угловые соединения. Используются в том случае, если необходимо соединить детали под определенным углом друг к другу.
- Прорезные соединения. Данный тип сварных соединений используется в том случае, если длины шва внахлест недостаточно для обеспечения надежности и прочности конструкции.
- Торцевые соединения. При таком типе сварочных соединений листы металла соединяются по торцам.
- Соединения при помощи электрозаклепок. Выполняются отверстия в верхнем листе, после чего листы завариваются так, чтобы нижний лист соединился с верхним. Такой вид соединения очень прочный, однако, имеет небольшую плотность.

Условные обозначения
Чтобы обозначить сварочные швы и соединения, используются буквенно-цифровые и графические обозначения. Рассмотрим обозначение сварочного шва в зависимости от вида соединения.
- Если торец одной детали соединяется с торцом другой, то соединение называется стыковым и обозначается буквой С.
- Если детали соединяется, образуя букву Т, то соединение называется тавровым и обозначается буквой Т.
- Когда детали при соединении образуют угол, то соединение обозначается буквой У.
- При соединении внахлест используется условное обозначение сварочного шва – Н.
Сварочные швы ГОСТ позволяют использовать оптимальный тип соединения в зависимости от необходимой работы, типа сварки.
Для обозначения сварных соединений используется ГОСТ 5263-58. В технической документации используются следующие условные обозначения:
- Вид сварки (буквенное обозначение).
- Тип шва (графический знак).
- Длина участка шва и размер сечения (численное).
- Дополнительные знаки.
Сварочные швы ГОСТ на чертежах обозначаются знаком, который состоит из двух отрезков, включающих в себя описание размеров и месторасположения шва. Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Для обозначения видимого и невидимого сварного шва используется подпись внизу для невидимого и сверху для видимого. Также для обозначения шва могут использоваться штриховые линии, которые расположены перпендикулярно к линии шва.
Помимо обозначения вида шва следует обозначать вид сварки, который будет использоваться для соединений. Если для одной и той же детали используются разные виды сварки, то достаточно обозначить только способ, которым будут производиться работы.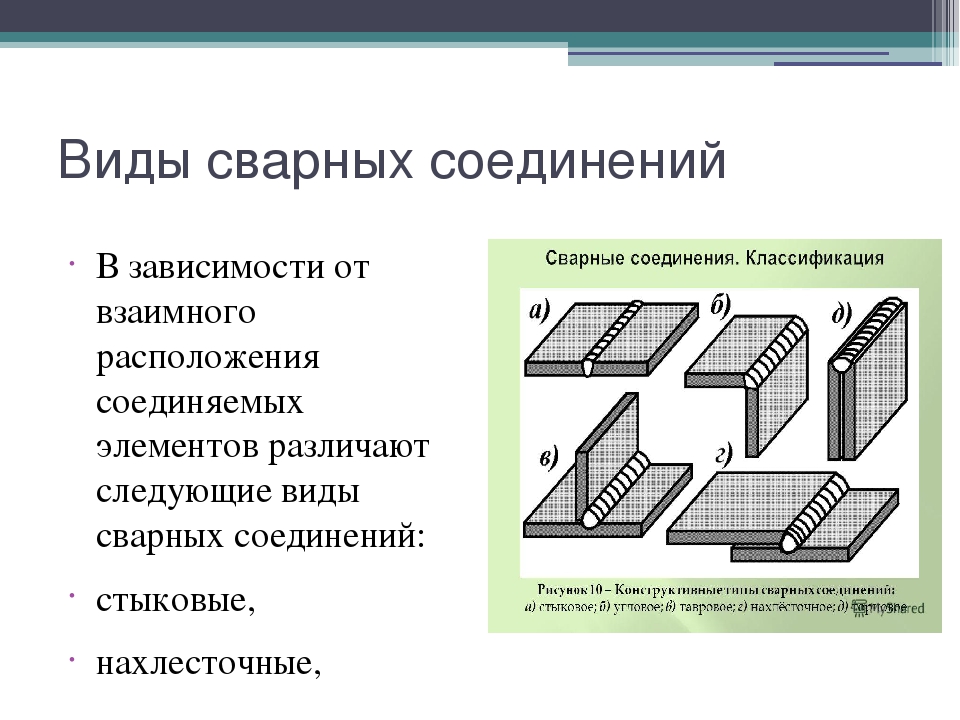
К примеру, буквой А обозначается автоматическая сварка, буквой Р – ручная, а П – полуавтоматическая. Использование условных обозначений позволяет быстрее разобраться в чертежах и другой технической документации.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
5. Виды сварки, типы сварных швов и соединений, их расчет
В настоящее время все шире внедряются такие процессы, как электронно-лучевая, плазменная, лазерная и другие виды сварки. В основном используют сварку электродуговую, реже газовую и контактную.
Длинномерные
швы в конструкциях (поясные швы балок,
колонн и др.) выполняются в заводских
условиях, как правило, автоматической
сваркой под слоем флюса. Флюс защищает
изделие от вредного воздействия
окружающей среды на металл соединения. К недостаткам автоматической сварки
можно отнести затруднительность
выполнения швов в вертикальном и
потолочном положениях и в стесненных
условиях, что ограничивает ее применение
на монтаже.
К недостаткам автоматической сварки
можно отнести затруднительность
выполнения швов в вертикальном и
потолочном положениях и в стесненных
условиях, что ограничивает ее применение
на монтаже.
Относительно короткие швы (приварка ребер, сварка узлов в решетчатых конструкциях и т.п.) выполняют полуавтоматической сваркой. При этом автоматически подается сварочная электродная проволока, а передвижение дуги по изделию производится вручную. Полуавтоматическую сварку стальных конструкций чаще всего выполняют в среде защитного газа. В качестве защитного используют обычно достаточно дешевый углекислый газ СО2. Реже применяют сварку порошковой проволокой.
В ряде
случаев используют ручную сварку
качественными электродами, т.е. электродами
с качественным покрытием (толстым
покрытием). При ручной дуговой сварке
оба главных рабочих движения — подача
электродной проволоки и передвижение
дуги по изделию — выполняются вручную.
В этом случае сварочная ванна расплавленного
металла защищена от вредного воздействия
окружающей среды плавящимся и частично
испаряющимся электродным покрытием.
Электрошлаковая сварка представляет собой разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака. Качество шва, выполняемого этим способом, получается очень высоким.
Ванная сварка, являющаяся разновидностью электрошлаковой, применяется в некоторых случаях при сварке арматуры большой толщины в железобетонных конструкциях.
Виды сварных швов и соединений
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварным соединением является комплекс сварного шва и части основного металла, соединяемых элементов, прилежащего к шву.
Сварные
швы. Сварные швы классифицируют по
конструктивному признаку, назначению,
положению, протяженности и внешней
форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые).
Рис. Виды швов
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже.
Сварные соединения. Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые, или впритык (рис. 4.3).
Стыковыми
называют соединения, в которых элементы
соединяются торцами или кромками,
при этом один элемент является продолжением
другого (рис. 4.3,а). Стыковые соединения
наиболее рациональны, так как имеют
наименьшую концентрацию напряжений
при передаче усилий, отличаются
экономичностью и удобны для контроля. Толщина свариваемых элементов в
соединениях такого вида почти не
ограничена.
Толщина свариваемых элементов в
соединениях такого вида почти не
ограничена.
Соединениями внахлестку называются такие, в которых поверхности свариваемых элементов частично находят друг на друга (рис. 4.3,6). Эти соединения широко применяют при сварке листовых конструкций из стали небольшой толщины (2—5 мм), в решетчатых и некоторых других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками, которые применяют для соединения элементов из профильного элемента и для усиления стыков.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом (рис. 4.3,г).
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (рис. 4.3,3).
Расчет сварных соединений
При
расчете сварных соединений прежде всего
необходимо учитывать вид соединения,
способ сварки (автоматическая,
полуавтоматическая, ручная) и сварочные
материалы, соответствующие основному
материалу конструкции.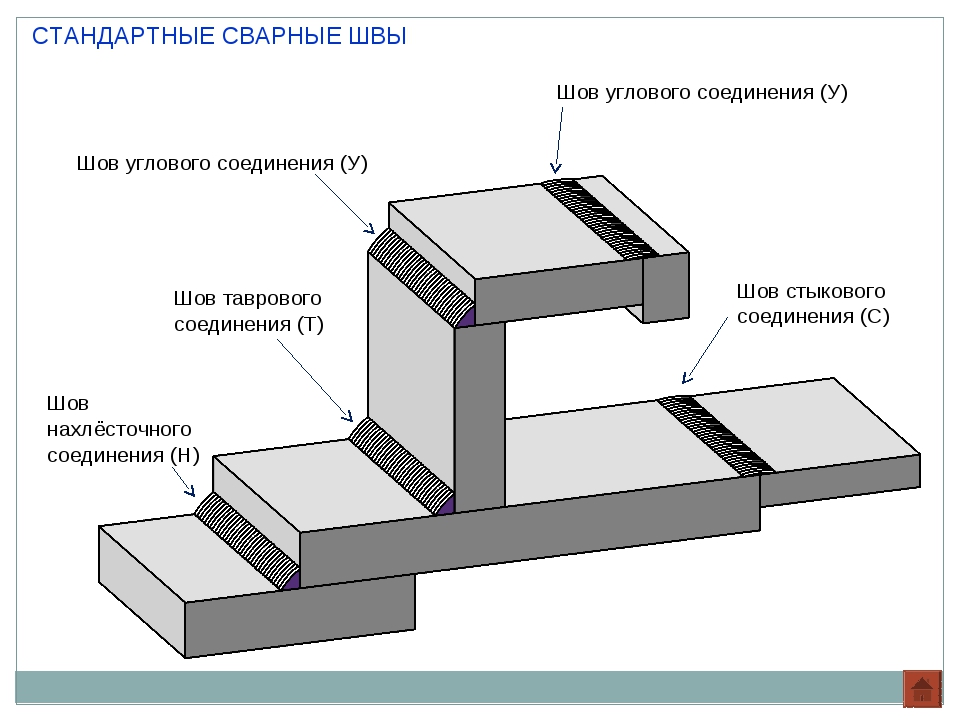
Расчет сварных стыковых соединений на центральное растяжение или сжатие следует производить по формуле
,
где t — наименьшая толщина соединяемых элементов;
lw — расчетная длина шва, равная полной его длине, уменьшенной на 2t, или полной его длине в случае вывода концов шва за пределы стыка.
При расчете сварных стыковых соединений элементов из стали с отношением Ru/γu > Ry, эксплуатация которых возможна и после достижения металлом предела текучести, а также в конструкциях из стали с пределом текучести Run> 440 кН/мм вместо Rwy следует принимать Rwy/ γu , т.е. считать достижение предельного состояния по временному сопротивлению металла шва.
При
отсутствии физических методов контроля
расчетное сопротивление металла сварного
соединения по нормам составляет Rwy
= Q,85Ry. Для того чтобы соединение было равнопрочным
основному элементу, длина шва должна
быть больше размера b,
поэтому в соединении применяют косой
шов. Косой шов с наклоном реза α при tgα
= 2:1, как правило, равнопрочен с основным
металлом и поэтому не требует проверки
Для того чтобы соединение было равнопрочным
основному элементу, длина шва должна
быть больше размера b,
поэтому в соединении применяют косой
шов. Косой шов с наклоном реза α при tgα
= 2:1, как правило, равнопрочен с основным
металлом и поэтому не требует проверки
Расчетное сопротивление при сдвиге соединения Rws = RS, где Rs — расчетные сопротивления основного металла на сдвиг.
Сварные стыковые соединения, выполненные без применения физических методов контроля качества, при одновременном действии в одном и том же сечении шва нормальных напряжений, σwx и σwy, действующих по взаимно перпендикулярным направлениям х и у, и касательных напряжений τwxy, следует проверять по формуле:
Расчет
соединений с угловыми швами.
Разрушение сварных соединений с
угловыми лобовыми и фланговыми швами
возможно как по металлу шва, так и по
металлу границы сплавления. Сварные
соединения с угловыми швами при действии
продольной и поперечной сил следует
рассчитывать на срез (условный) по двум
сечениям (рис.
20):
Сварные
соединения с угловыми швами при действии
продольной и поперечной сил следует
рассчитывать на срез (условный) по двум
сечениям (рис.
20):
Рис. 20. Схема расчетных сечений сварного соединения с угловым швом: 1 — сечение по металлу шва; 2 — сечение по металлу границы сплавления по металлу шва (сечение 1).
N/f kf lw Rwf wf c;
по металлу границы сплавления (сечение 2)
N/z kf lw Rwz wz c,
где lw — расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
f и z — коэффициенты;
wf и wz — коэффициенты условий работы шва.
Расчет сварных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, следует производить по двум сечениям по формулам:
по металлу шва
;
по металлу границы сплавления
,
где Wf — момент сопротивления расчетного сечения по металлу шва;
Wz — то же, по металлу границы сплавления.
Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов следует производить по двум сечениям по формулам:
по металлу шва
;
по металлу границы сплавления
,
где Jfx и Jfy — моменты инерции расчетного сечения по металлу шва относительно его главных осей;
Jzx и Jzy — то же, по металлу границы сплавления;
х и у — координаты точки шва, наиболее удаленной
от центра тяжести расчетного сечения
швов, относительно главных осей этого
сечения.
При расчете сварных соединений с угловыми швами на одновременное действие продольной и поперечной сил и момента должны быть выполнены условия
f Rwfwfc и z Rwzwzc,
где f и z — напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.
Классификация сварных швов | Мир сварки
Классификация сварных швов
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.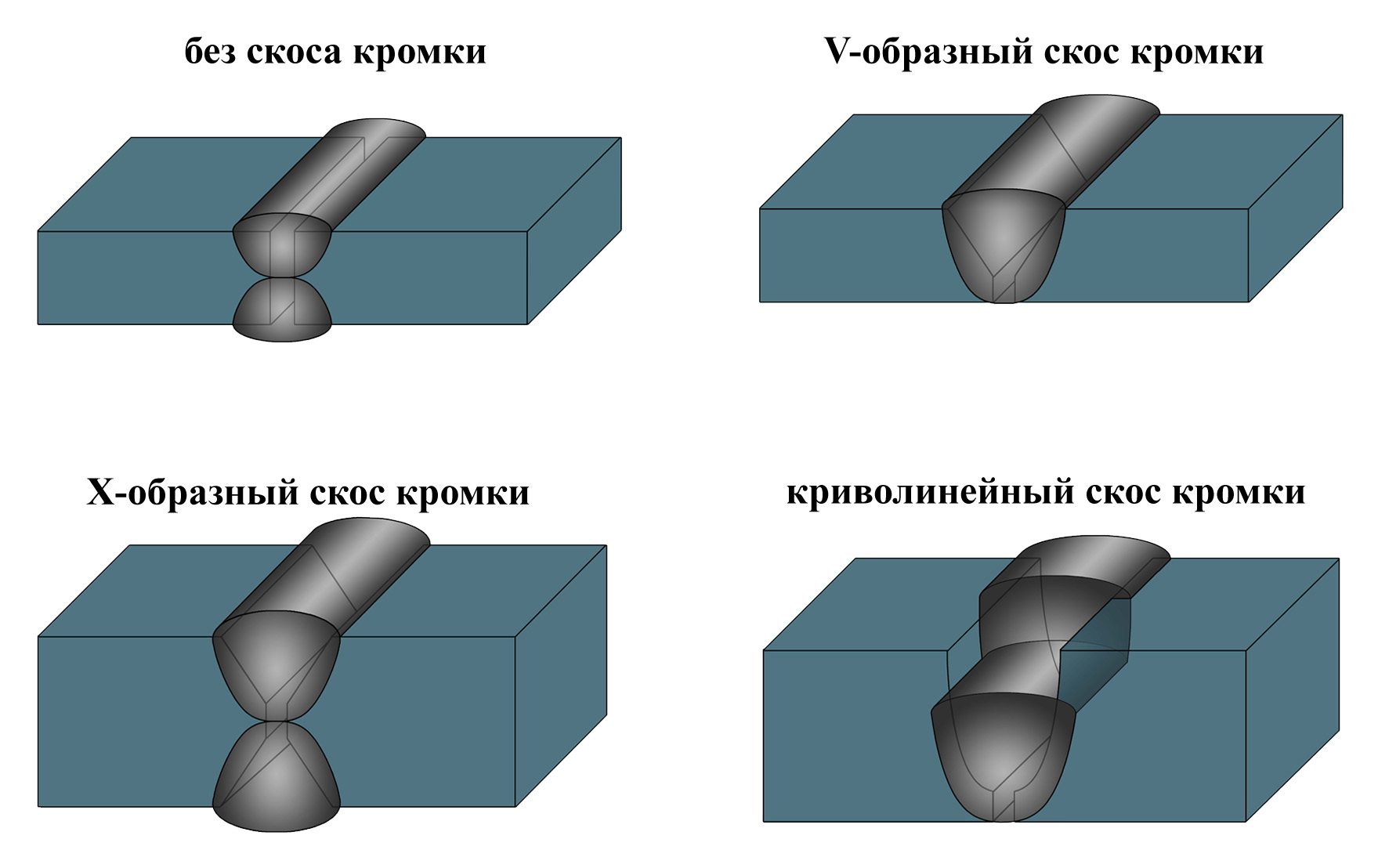
Сварные швы подразделяются:
Классификация по положению в пространстве| 1 — нижнее положение 2 — горизонтальное или вертикальное положения 3 — потолочное положение |
Сварка швов в нижнем положении по сравнению со сваркой других швов наиболее удобна и экономична (при прочих равных условиях).
Классификация по протяженностиПо протяженности швы подразделяют:
| Сплошные | ||
| Прерывистые | цепные | |
| шахматные |
Швы подразделяются:
| Продольный (фланговый) | усилие параллельно оси шва | |
| Поперечный (лобовой) | ось шва перпендикулярна направлению действия усилий | |
| Комбинированный | комбинация продольного и поперечного швов | |
| Косой | ось шва располагается под углом к направлению действующих усилий |
Швы подразделяются:
Выпуклые швы лучше работают в соединениях при статических нагрузках, однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны.
Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного шва.
Классификация по условиям работы сварного узлаВ процессе эксплуатации изделия сварные швы подразделяют:
- рабочие — которые непосредственно воспринимают нагрузки
- нерабочие (соединительные или связующие) — предназначенные только для скрепления частей или деталей изделия
Швы делятся на:
- ниточные
- уширенные
Ниточные швы обычно выполняют при сварке тонкого металла, а уширенные швы — при наплавочных работах.
Классификация по числу проходов (слоев)По числу проходов (слоев) сварные швы подразделяются:
- однопроходные (однослойные)
- многопроходные (многослойные)
При сварке каждый слой многослойного стыкового шва, кроме усиления и подварочного шва, отжигается при наложении следующего слоя. В результате такого теплового воздействия улучшается структура и механические свойства металла шва.
В результате такого теплового воздействия улучшается структура и механические свойства металла шва.
- односторонние
- двусторонние
ЛИТЕРАТУРА
- Сварочные работы / В.И. Маслов. — М.: Издательский центр «Академия», 2002. — 240 с.
Классификация сварных швов | Сварка металлов
Сварные швы подразделяют по типу сварного соединения и геометрическому очертанию сечения шва на стыковые и угловые (рис. 12). Стыковой шов характеризуется шириной е и усилением q, глубиной провара А, зазором b; угловой — катетом К.
Стыковые швы применяют для выполнения стыковых соединений. Угловые швы применяют в нахлесточных, тавровых и угловых соединениях. Размеры сечения швов установлены ГОСТ 5264-80.
Форма наружной поверхности
По форме наружной поверхности стыковые швы могут быть плоские или выпуклые. Угловые швы могут выполняться и вогнутыми. Сварные соединения с выпуклыми швами лучше работают на статическую нагрузку, чем соединения с плоскими или вогнутыми швами. Однако швы со слишком большой выпуклостью
Однако швы со слишком большой выпуклостью
Рис. 12. Геометрические параметры сварных швов
Рис. 14. Классификация сварных швов по протяженности (а), отношению к направлению действующих усилий (б), форме наружной поверхности (в)
Рис. 13. Основные положения сварки и их обозначения
вследствие большого количества наплавленного металла неэкономичны. Стыковые соединения с плоскими швами и угловые, тавровые и нахлесточные соединения с вогнутыми швами лучше работают на динамическую или знакопеременную нагрузку, чем соединения с выпуклыми швами. Это объясняется тем, что при плоских и вогнутых швах нет резких переходов от основного к наплавленному металлу, в которых имеется концентрация напряжении и от которых может начаться разрушение соединения. В соответствии со стандартом допускается выпуклость шва при нижней сварке до 2 мм и не более 3 мм для швов, выполненных в остальных положениях. Вогнутость допускается во всех случаях не более 3 мм.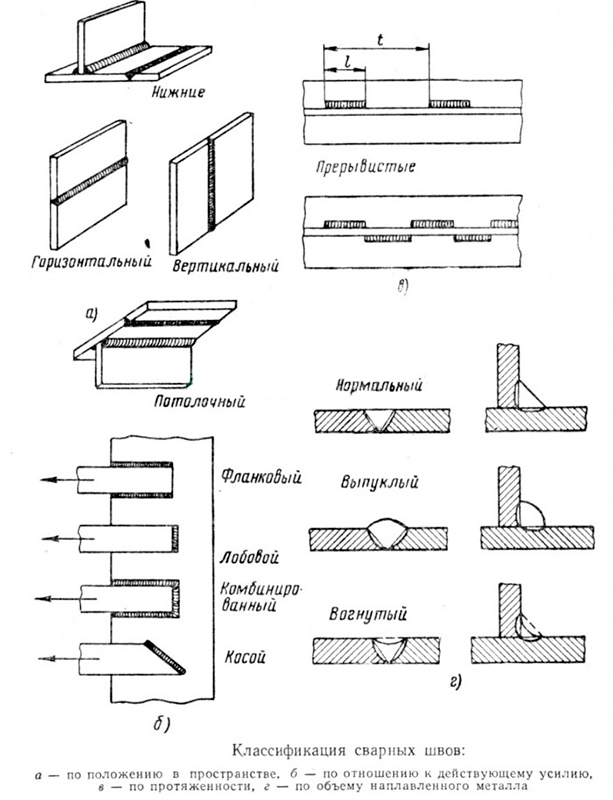
По положению
Согласно ГОСТ 11969 — 79, швы подразделяют по положению: в лодочку — Л, нижние — Н, полугоризонтальные — Пг, горизонтальные — Г, полувер- тикальные — Пв, вертикальные — В, полупотолочные — Пп, потолочные — П (рис. 13).
Сварка нижних швов наиболее удобна, легко поддается механизации. Наиболее сложен и труден потолочный шов, выполнение которого требует специальной тренировки. Выполнение горизонтальных и вертикальных швов несколько труднее, чем нижних, но легче потолочных. Вертикальные, горизонтальные и потолочные швы в большинстве случаев применяют в строительстве и монтаже крупных сооружений и значительно реже — в заводских условиях, где с помощью приспособлений удается почти полностью сваривать конструкцию только в нижнем положении. Многие сварщики высокой квалификации выполняют вертикальные швы с лучшим качеством, чем нижние, гак как в этом случае из сварочной ванны легче удаляются загрязнения и металл шва становится чище, плотнее и прочнее.
По направлению действуюищих усилий
По отношению к направлению действующих усилий швы подразделяют на фланговые (продольные, боковые), оси которых параллельны направлению усилия; лобовые (поперечные), оси которых перпендикулярны направлению усилия; комбинированные и косые (рис. 14).
14).
По протяженности
По протяженности различают швы сплошные и прерывистые. Прерывистый шов может быть ценным или шахматным. Цепной шов представляет собой двусторонний прерывистый шов таврового соединения, в котором участки сварки и промежутки расположены по обеим сторонам стенки один против другого (рис. 14, а). Шахматный шов — двусторонний прерывистый шов таврового соединения. В котором промежутки на одной стороне стенки расположены против сваренных участков шва на другой стороне. Расстояние от начала проваренного участка шва до начала следующего участка называется шагом шва.
По условию работы
По условиям работы швы подразделяются на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные швы), предназначенные только для скрепления частей изделия. Связующие швы часто называют нерабочими швами.
Виды сварных соединений и швов: классификация
В процессе современной сварки используются инновационные технологии, улучшающие качество работ.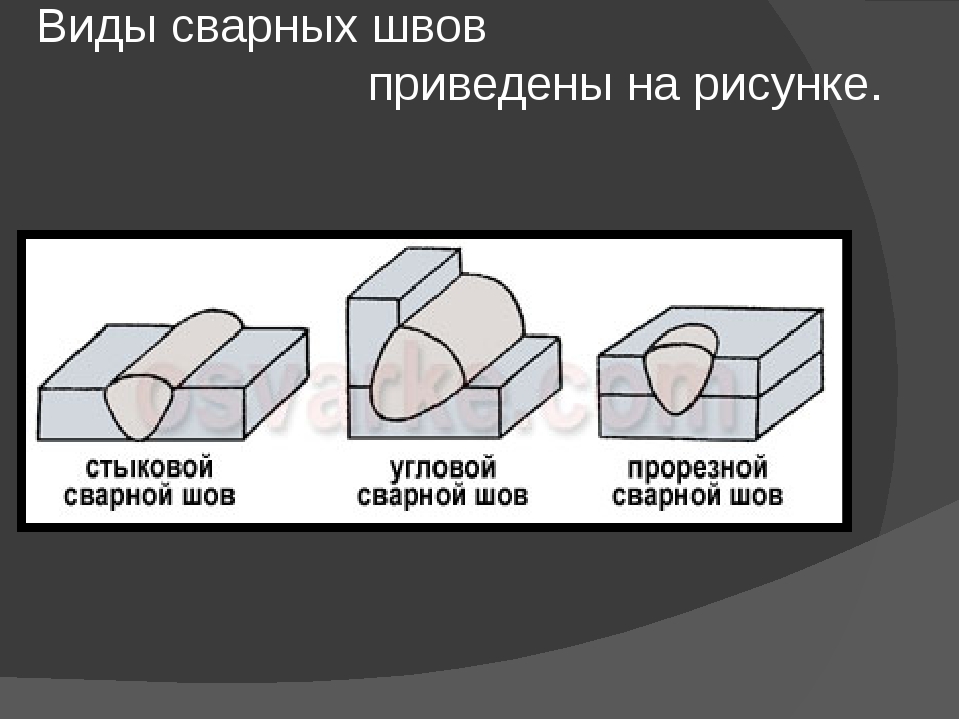 Итоговым продуктом являются швы. На их надежность влияют виды сварных соединений, которые имеют свои особенности и критерии исполнения. Результат работы зависит от толщины материалов, формы изделий, протяженности шва.
Итоговым продуктом являются швы. На их надежность влияют виды сварных соединений, которые имеют свои особенности и критерии исполнения. Результат работы зависит от толщины материалов, формы изделий, протяженности шва.
Сварочный шов — это участок, где 2 или больше деталей соединяются между собой в процессе кристаллизации (деформации) вещества. Иными словами, это неразъемное соединение сваркой. Четкое описание данного процесса, а также конструктивных элементов, размеров, способов наложения швов имеется в ГОСТ 5264-80 от 1981 г.
Рассматриваемые конструкции классифицируются по нескольким критериям.
Основные типы швов: встык, угловые, внахлест, тавр. Какой бы вид обработки ни был выбран, следует помнить о главном правиле: на металле, который подвергается сварке, не должно быть ржавчины. Предварительно поверхности обязательно обрабатываются шлифовальной машинкой или напильником.
Встык
Этот способ считается самым популярным, надежным и экономичным (особенно при сварке заготовки с обеих сторон).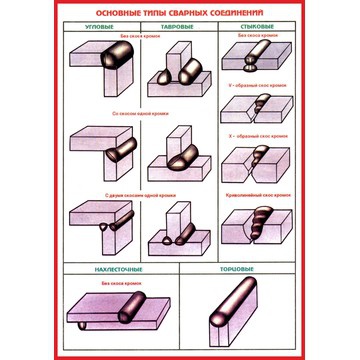 Он используется для обработки металла листового, труб по торцам. Главное требование — стабильная фиксация скрепляемых элементов с оставлением зазора до 2 мм: в ходе сварки он заполняется расплавленным металлом.
Он используется для обработки металла листового, труб по торцам. Главное требование — стабильная фиксация скрепляемых элементов с оставлением зазора до 2 мм: в ходе сварки он заполняется расплавленным металлом.
Обработка краев деталей, которые будут расплавляться и сопрягаться, должна быть выполнена правильно. Это основа качественного шва.
Тавровые соединения
Схема этого метода в разрезе похожа на русскую букву «Т». Один элемент приваривается к боковой части другого. Заготовки располагаются перпендикулярно по отношению друг к другу. ГОСТ 5264-80 включает в себя описание 9 разновидностей тавровых соединений (Т1-Т9). Для качественного крепления требуется глубокая наплавка, выполняемая при помощи автоматической сварки. При ручной обработке тщательная подготовка кромок обязательна.
Тавровые швы прочнее основного металла. При выполнении работ нужно производить соответствующие расчеты. Варианты, как это сделать, описаны в разделе технической механики.
Угловые конструкции
Некоторые источники, давая определения тому, что такое угловой способ в классификации сварных швов, относят его к разновидности тавровых соединений. Внешне описать шов не так легко. Его профиль похож на русскую букву «Г», при этом в ГОСТ 5264-80 угловые конструкции обозначены от У1 до У10. Кажущаяся простота рассматриваемого метода чревата некоторыми сложностями. Металл может стекать с вертикального угла на горизонталь. Поэтому надо постоянно контролировать электродами правильный угол наклона, стараться ровно вести инструмент.
Хороший результат качественной обработки указанным методом дает «сварка в лодочку». Угол относительно обрабатываемых деталей является прямым, длина швов составляет 8 мм и больше. Если свариваются металлические листы разной толщины, электрод удерживают ближе к утолщенному элементу под 60°.
Внахлест друг на друга
Существуют швы внахлест, которые параллельны между собой и частично перекрывают друг друга.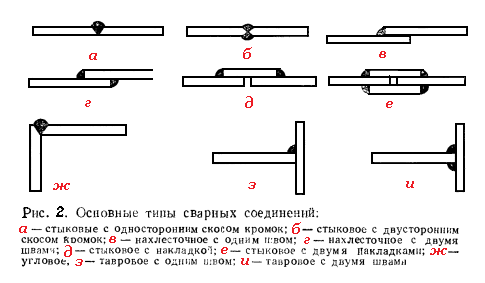 Обработка угловым способом — самый простой метод, который прекрасно подходит для обучения начинающих работников. Все типы указанных конструкций обладают ограничением по толщине листовой стали (не более 8 мм). Обозначение в ГОСТ — Н1 и Н2, Правильный угол при удержании электрода — 15-45°.
Обработка угловым способом — самый простой метод, который прекрасно подходит для обучения начинающих работников. Все типы указанных конструкций обладают ограничением по толщине листовой стали (не более 8 мм). Обозначение в ГОСТ — Н1 и Н2, Правильный угол при удержании электрода — 15-45°.
При обработке 2 деталей часто применяют одностороннюю точечную сварку. Она имеет существенный недостаток: между связующими деталями образуются зазоры. Главными проблемами в этом случае становятся влага и коррозия, в результате сокращается срок службы изделия.
Швы внахлест используются для:
- монтажа легких конструкций;
- установки рекламных щитов и похожих агрегатов;
- сборки навесов, тентов.
Как еще можно классифицировать сварные соединения
Швы делятся еще по нескольким категориям. К ним относится размещение заготовок в пространстве. Если деталь невозможно снять и перенести, а находится она выше уровня пола, применяют разные технологии.
Метод выполнения
По этому критерию бывают несколько вариаций. Горизонтальный шов тянется справа налево или в обратном направлении по вертикально размещенной детали. Во избежание стекания металла вниз следует правильно подбирать темп подвижки электрода и силу тока.
При вертикальном методе соединение ведется сверху вниз либо обратно. Из-за действия силы притяжения раскаленная масса металла постоянно стремится вниз, делая неприглядным внешность заготовки. Вертикальное соединение выполняется мастерами, имеющими соответствующий опыт.
Потолочный способ сварки — это обработка детали, которая находится выше головы работника. Проведение потолочных швов требует строжайшего соблюдения технологии и мер безопасности, поскольку расплавленная масса может попасть на одежду или лицо работника.
Нижний способ удобен тем, что заготовка находится внизу от мастера: металл не растекается, газы беспрепятственно выходят на поверхность. Электрод нужно просто вести прямо или зигзагообразно.

Протяженность шва
Сварные соединения по этому параметру классифицируются на 2 вида: сплошные и прерывистые. Первый вариант подразделяется на дорожки (короткие и длинные). Обработка совершается продольно по всей детали.
Второй имеет заданную длину с синхронным интервалом. Выделяют 2 метода: цепь и шахматный порядок. Такие виды соединений спаивают заготовку с обеих сторон, дистанция между обрабатываемыми участками может называться сварочным шагом.
Направление вектора
По этому параметру сварка стыковых соединений делится на несколько способов:
- Продольный вариант по флангам. Усилие направлено параллельно оси сварочной трассы.
- Поперечный (лобовой) метод. Ось к вектору усилия расположена под прямым углом.
- Косой тип. Звено размещено к действующему усилию диагонально.
- Комбинированная обработка. Состоит из фланговой и поперечной разновидностей.
 youtube.com/embed/GQC4AWRRvVg?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/GQC4AWRRvVg?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Форма изделий
Для выпуклых заготовок подходят усиленные швы в несколько слоев. Они используются в сцеплениях при статических нагрузках, при этом увеличенный наплыв приводит к перерасходу электродов.
Для соединения тонкого металла применяются ослабленные (вогнутые) способы соединения. Для средних плоских заготовок подходит нормальный тип шва. Он используется при динамических нагрузках, так как не наблюдается сильной разницы между металлом и дорожкой.
Толщина материалов
При правильном выборе режима сварки в нижней позиции обеспечивается качественная обработка металла толщиной до 4 мм. Во избежание непровара пласта материала большей величины рекомендуется использовать подходящую конфигурацию разделки кромок.
Стыковые сварные соединения с V-образным скосом краев подходят для работы с металлом толщиной до 26 мм. При показателе 60 мм используют скос типа Х, что приводит к снижению шовных напряжений и деформации соединений.
При показателе 60 мм используют скос типа Х, что приводит к снижению шовных напряжений и деформации соединений.
Типы сварных соединений
1) UTI является образовательным учреждением и не может гарантировать работу или зарплату.
2) Для получения важной информации об образовательном долге, заработках и показателях завершения студентов, которые посещали эту программу, а также для ознакомления с применимым раскрытием информации о доходах, посетите сайт www.uti.edu/disclosures.
3) Методология опроса: OnePoll опросил 2000 американцев в возрасте от 18 до 35 лет в Калифорнии, Аризоне, Техасе, Иллинойсе, Флориде, Северной Каролине, Нью-Джерси и Пенсильвании в октябре 2020 года. 2 Проводятся оплачиваемые производителем программы повышения квалификации
UTI от имени производителей, определяющих критерии и условия приемки. Эти программы не являются частью аккредитации UTI. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации о
долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
Для получения важной информации о
долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонтным работникам, мотоциклистам и морским техникам.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, таких как: помощник по запчастям, сервисный писатель, производитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых Вакансии, по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах.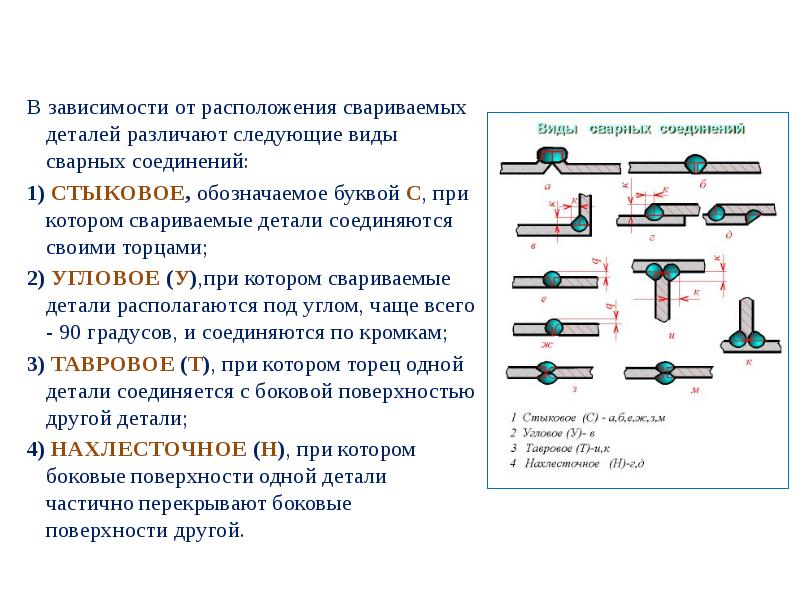 Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, во всех университетских городках. Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые прошли факультативные занятия, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, сервисный писатель, смог
инспектор и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные за май 2018 г., штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные за май 2018 г., штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сертифицированный инспектор и
контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов.
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую оплату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов. 77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотр в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотр в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например оценщика, оценщика.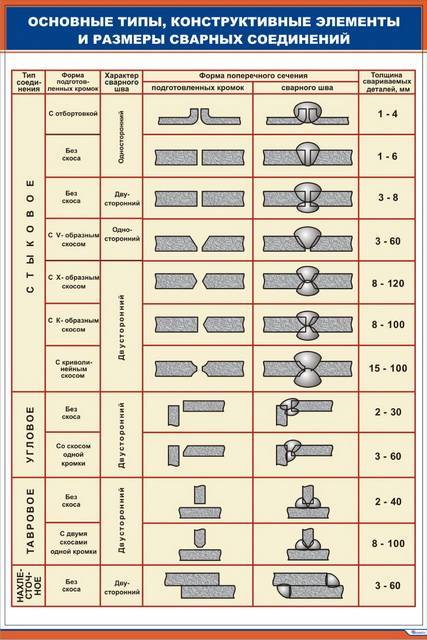 и инспектор. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетс, составляет от 31 360 до 34 590 долларов
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
и инспектор. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетс, составляет от 31 360 до 34 590 долларов
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Службе занятости и заработной платы Бюро статистики труда США, май 2019 года. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве дизельных техников . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизеля.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г.,
просмотрено 10 сентября 2020 г.). Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.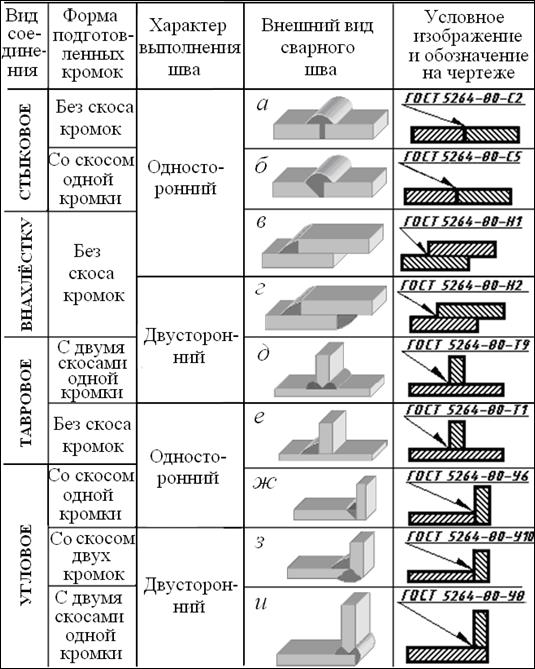 04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
30) Ориентировочная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов (данные по Массачусетсу, данные за май 2018 г. , просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 доллара и 10,69 доллара.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 доллара и 10,69 доллара.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. , Механика моторных лодок и
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, Механика моторных лодок и
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя зарплата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператора ЧПУ, ученика.
слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве
штата Массачусетс составляет 36 740 долларов (данные за май 2018 г. , данные за май 2018 г., данные за 10 сентября
2020).Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
, данные за май 2018 г., данные за 10 сентября
2020).Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
40) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых
вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек.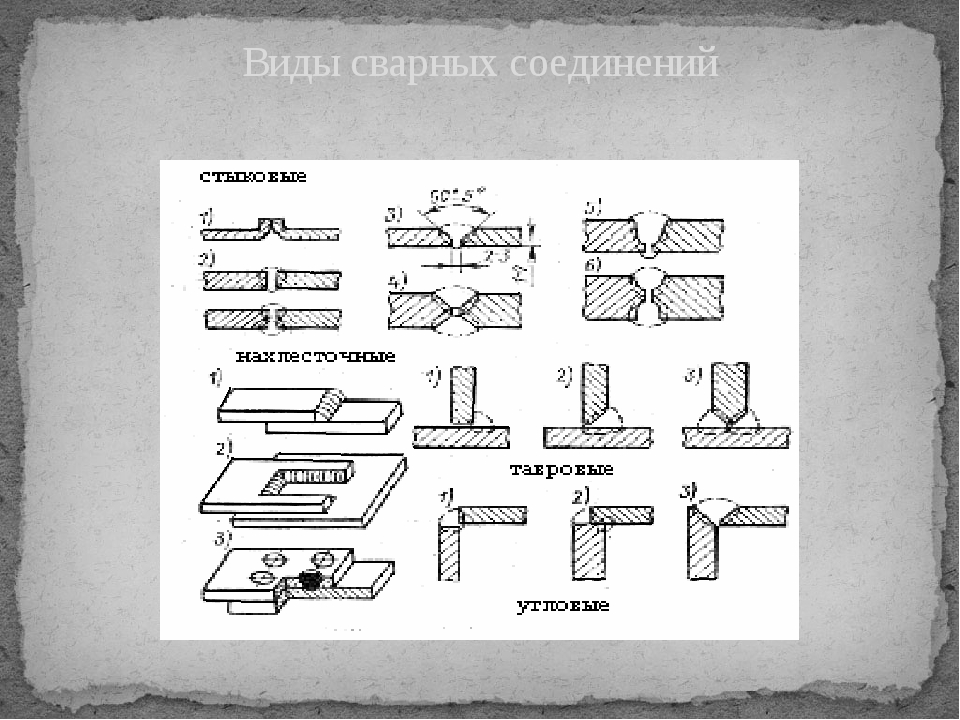 Вакансии включают вакансии, связанные с ростом и чистым замещением.
Вакансии включают вакансии, связанные с ростом и чистым замещением.
41) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Прогнозируемое количество годовых вакансий по классификации должностей: Автомеханики и механики, 61 700. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых вакансий, по классификации должностей: Сварщики, резаки, паяльщики и паяльщики, 43 400 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
48) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.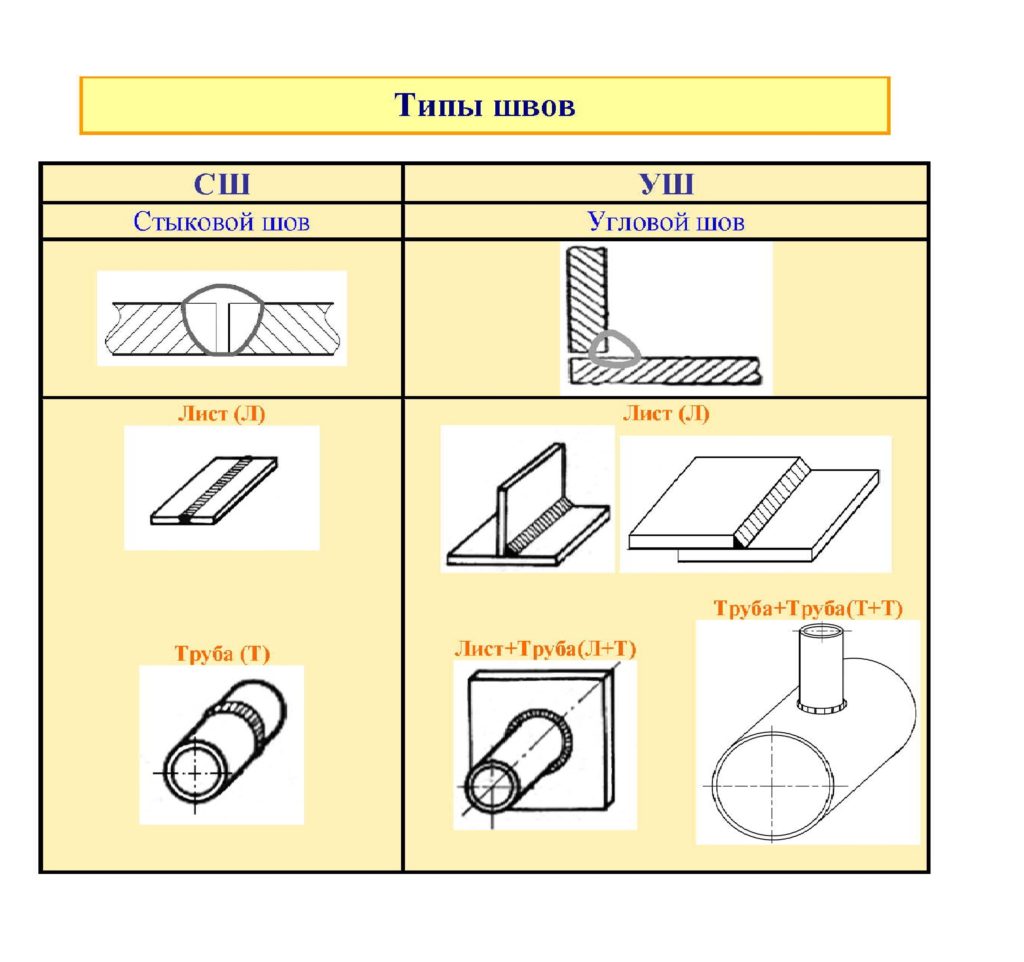 Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www.uti.edu/disclosures.
Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www.uti.edu/disclosures.
Универсальный технический институт штата Иллинойс, Inc.утвержден Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Типы сварных швов и соединений
Любое обсуждение типов сварных швов начинается с идеи о том, что важно различать соединение и сварной шов.
Каждый должен быть описан, чтобы полностью описать сварное соединение.
Существует много различных типов сварных швов, которые лучше всего можно описать по форме, если они показаны в поперечном сечении.
Самый популярный сварной шов — угловой шов, названный в честь формы поперечного сечения.
Другие типы сварных швов включают фланцевые, электрозаклепочные, щелевые, шовные, наплавочные и подкладочные.
Стыки совмещаются со сварными швами для получения сварных соединений.
Типы соединений
При сварке используется 5 основных соединений. Это:
- Стык
- Угловой шарнир
- Шов кромочный
- Внахлестку
- Тройник
Типы сварных швов
Угловые швы
Угловой шов соединяет две поверхности примерно под прямым углом друг к другу.Угловой шов бывает нескольких видов:
- Полный угловой сварной шов — это сварной шов, размер сварного шва которого равен толщине более тонкого объекта, соединенного вместе.
- Ступенчатый прерывистый угловой шов — это две линии прерывистой сварки на стыке. Примером может служить тройник (см. Ниже), в котором приращения скругления в одной линии смещены по сравнению с другой.
- Цепь Прерывистый угловой сварной шов — это две линии прерывистых угловых швов внахлест или Т-образный шов, где сварные швы в одной линии примерно противоположны швам в другой линии.

Прочие термины, связанные с угловыми сварными швами, включают:
- Бокс : относится к продолжению углового шва вокруг угла элемента. Это продолжение основного сварного шва.
- Выпуклость : Относится к максимальному перпендикулярному расстоянию от поверхности выпуклого углового шва до линии, соединяющей пальцы.
Швы с разделкой кромок
Второй по популярности тип сварного шва — это сварной шов с разделкой кромкой.Существует семь основных типов сварных швов с разделкой кромок, которые показаны на рис. 6-25.
Сварной шов с разделкой кромок относится к валикам, которые размещаются в канавке между двумя соединяемыми элементами.
Иллюстрации основных сварных швов с разделкой кромокДополнительные примеры показаны на рис. 6-26 выше.
Тип используемого сварного шва определяет способ подготовки шва, стыка или поверхности.
Стандартные типы сварных швов с разделкой кромок см. На рис. 6-27.
На рис. 6-27.
Наплавочный шов
Это сварные швы, состоящие из одной или нескольких нитей или валиков, нанесенных на непрерывную поверхность для получения желаемых свойств или размеров.
Этот тип сварного шва используется для наращивания поверхностей или замены металла на изношенных поверхностях. Он также используется для стыковых соединений квадратного сечения.
Примеры см. На рисунке 6-28 ниже.
Сварной шов
Электрозаклепка — это кольцевые сварные швы, выполненные через один элемент внахлестку или тройник, соединяющий этот элемент с другим.
Сварка может быть выполнена или не выполнена через отверстие в первом элементе; если используется отверстие, стенки могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
Такие сварные швы часто используются вместо заклепок.
ПРИМЕЧАНИЕ: Отверстие под угловую сварку или точечную сварку не соответствует этому определению.
Примеры см. На рисунке 6-28 ниже.
Сварной паз
Это сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройник, соединяющий этот элемент с поверхностью другого элемента, который выходит через отверстие.
Это отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва.
ПРИМЕЧАНИЕ. Паз, сваренный угловым сварным швом, не соответствует этому определению.
Иллюстрации наплавки, вставки и пазаСварка оплавлением
Оплавление — это процесс контактной сварки, при котором сплавление осуществляется по всей прилегающей поверхности.
Тепло создается за счет сопротивления току между двумя поверхностями и приложения давления после того, как нагрев в основном завершен.
Прошивка сопровождается вытеснением металла из стыка.
Пример сварки оплавлением см. На Рис. 6-29 ниже.
Подробнее : Обозначения сварных швов и фланцевых сварных швов
Сварной шов
Сварочный шов, выполненный дуговой сваркой или контактным швом, для которого не указан способ сварки.
Этот термин означает сварку контактным швом.
Пример сварного шва показан на рисунке 6-29 ниже.
Точечная сварка
Точечная сварка — это сварка, выполненная дуговой точечной сваркой или точечной сваркой сопротивлением, для которой не указан процесс сварки.
Этот термин обозначает точечную сварку сопротивлением.
Подробнее : Обозначения точечных швов и дуговой сварки
Высаженный шов
Сварка с осадкой — это процесс контактной сварки, при котором плавление происходит постепенно вдоль стыка по всей прилегающей поверхности.
Приложение давления перед нагревом требуется и происходит во время периода нагрева.
Тепло возникает из-за сопротивления прохождению электрического тока в области контакта между поверхностями.
Иллюстрации сварных швов оплавлением, швом, точечной сваркой и высаженной сваркойПоложения для сварки
Сварка конструкций часто выполняется в том месте, где они находятся.
Были разработаны методы, позволяющие выполнять сварку в любом положении.
Некоторые сварочные процессы могут использоваться во всех положениях, в то время как другие могут использоваться только в одном или двух положениях.
Все виды сварки можно классифицировать по положению заготовки или положению сварного шва на свариваемых пластинах или секциях.
Есть четыре основных положения сварки, которые показаны на рисунках 6-30 и 6-31.
Иллюстрации положений сварки с разделкой кромок Сварные швы с разделкой кромок, кромок и поверхности можно выполнять во всех положениях, показанных на рис. 6-31 выше. Подробнее о различных положениях сварки.
различных типов сварных соединений — The Welding Master
Сварное соединение — это край или точка, в которой две или более металлических или пластмассовых детали соединяются вместе.Две или более детали (металлические или пластмассовые) соединяются с помощью подходящего процесса сварки для образования прочного соединения.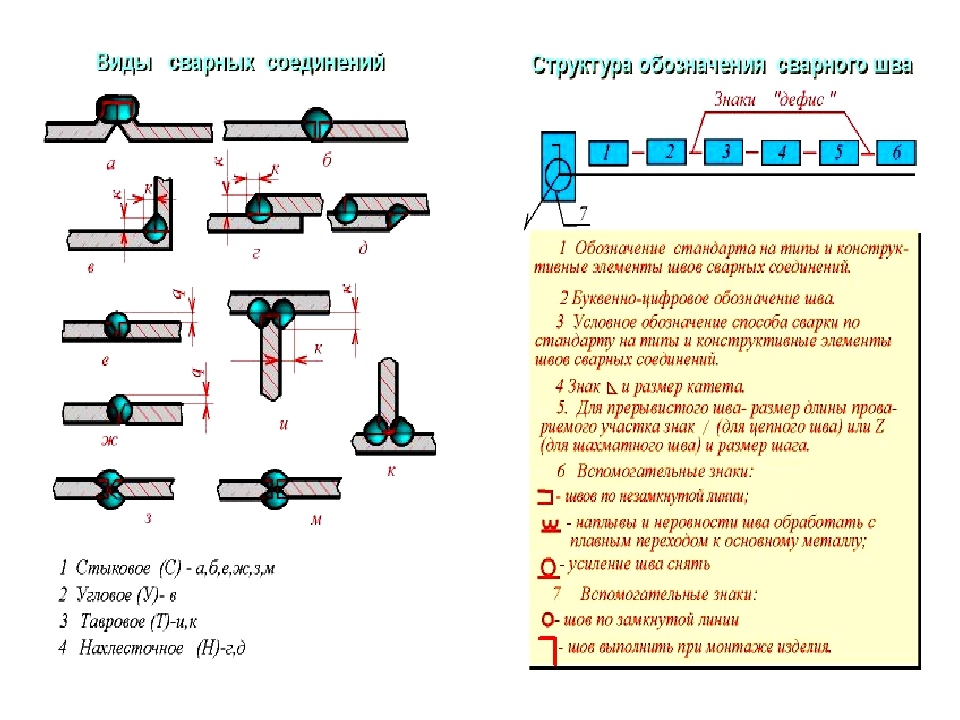 По данным Американского сварочного общества, существует пять основных типов сварных соединений: стыковые, угловые, внахлестку, тройники и кромочные соединения.
По данным Американского сварочного общества, существует пять основных типов сварных соединений: стыковые, угловые, внахлестку, тройники и кромочные соединения.
Пять основных сварных швов:
1. Стыковое соединение
2. Угловое соединение
3. Внахлест
4. Тройник и
5. Торцевое соединение
Давайте подробно обсудим каждую из них
1.Стыковое соединение:Соединение, образованное соединением концов двух частей вместе, называется стыковым соединением. В стыковом соединении две части лежат в одной плоскости или бок о бок. Это самый простой тип соединения, используемый для соединения металлических или пластиковых деталей.
Различные типы сварных швов при стыковой сварке:
(i) Сварка встык
(ii) Сварка с канавкой под углом
(iii) Сварка с V-образной канавкой
(iv) Сварка с J-образной канавкой
(v) Сварка с U-образной канавкой
(vi) Сварка с развальцовкой и V-образной канавкой
( vii) Стыковой сварной шов с развальцовкой, скосом и канавкой
Также читают:
2. Угловой шарнир
Угловой шарнир Соединение, образованное путем размещения угла двух частей под прямым углом, называется угловым соединением (см. Рис. Выше). Две части, которые будут свариваться угловым соединением, образуют форму L.
.Различные типы сварных швов в угловых соединениях следующие:
(i) Угловой шов
(ii) Точечная сварка
(iii) Сварка с квадратной канавкой или стыковая сварка
(iv) Сварка с V-образной канавкой
(v) Сварка с канавкой под углом
(vi) Сварка с U-образной канавкой
(vii ) Сварной шов с J-образной канавкой
(viii) Сварной шов с развальцовкой и V-образной канавкой
(ix) Краевой сварной шов
(x) Сварной шов с угловым фланцем
Соединение, образованное пересечением двух частей под прямым углом (т. Е. Под углом 90 градусов), при этом одна часть лежит в центре другой. Он называется Т-образным соединением, так как две сварные части выглядят как английская буква «Т».
Типы сварных швов в тройнике следующие
(i) Угловой сварной шов
(ii) Вставной сварной шов
(iii) Щелевой шов
(iv) Сварной шов со скосом и канавкой
(v) Сварной шов с J-образной канавкой
(vi) Конический шов с развальцовкой
(vii) Сквозной шов
Соединение внахлест образуется, когда две части кладут одна на другую и затем сваривают (см. Рис. Выше). Он может быть односторонним или двусторонним. Эти типы сварных соединений чаще всего используются для соединения двух деталей разной толщины.
Различные типы сварных швов внахлестку:
(i) угловой сварной шов
(ii) сварной шов со скосом и канавкой
(iii) сварной шов с J-образной канавкой
(iv) вставной шов
(v) щелевой сварной шов
(vi) точечный сварной шов
(vii) развальцовочный шов со скосом с канавкой
5.Краевое соединение
Соединение, образованное сваркой краев двух частей вместе, называется краевым соединением.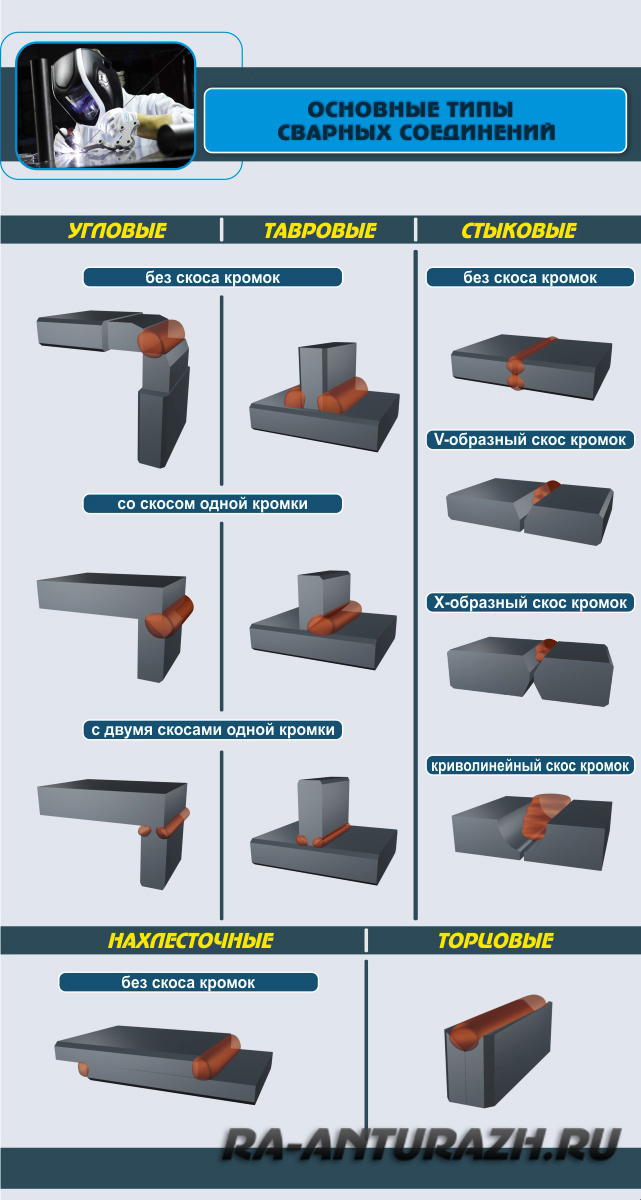 Это соединение используется там, где края двух листов прилегают друг к другу и в точке сварки находятся примерно в параллельных плоскостях. В этом соединении сварной шов не полностью проникает через толщину соединения, поэтому его нельзя использовать при приложении напряжения и давления.
Это соединение используется там, где края двух листов прилегают друг к другу и в точке сварки находятся примерно в параллельных плоскостях. В этом соединении сварной шов не полностью проникает через толщину соединения, поэтому его нельзя использовать при приложении напряжения и давления.
Различные типы сварных швов в этом сварном шве:
(i) Сварной шов с квадратной канавкой или стыковой сварной шов
(ii) Сварной шов с канавкой под углом
(iii) Сварной шов с V-образной канавкой
(iv) Сварной шов с J-образной канавкой
(v) Сварной шов с U-образной канавкой
(vi) Торцевой фланец Сварной шов
(vii) Фланцевый угловой шов
В этой статье мы узнали о различных типах сварных соединений, используемых для соединения металлических или пластиковых деталей.Если вы считаете эту информацию ценной, не забудьте поставить лайк и поделиться ею.
Типы сварных соединений и сварных швов
Ознакомьтесь с основными типами сварных соединений, распространенными типами сварных швов, их частями и использованием.
Для сварщиков, которые только начинают разбираться в конструкции сварного шва — как металлические части соединяются или выравниваются друг с другом для сварки — важно различать соединение и сварной шов.
Типы сварных соединений
Сварщики описывают точку, в которой два или более основных металла встречаются для сварки, как сварное соединение.Пять основных типов сварных соединений:
- Стыковые соединения
- Нахлесточные соединения
- Тройники
- Угловые соединения
- Торцевые соединения
Стыковые соединения
Рисунок 1. Основные типы стыковых сварных соединений.Используйте стыковое соединение для сварки материалов, выровненных в одной плоскости. Он работает с листом, листовым металлом и трубопроводами. Это соединение может быть квадратным или желобчатым.
Квадратное стыковое соединение
Лучшее для металлов толщиной 3/16 дюйма или меньше, квадратное стыковое соединение достаточно прочное, когда оно не подвергается усталостным или ударным нагрузкам (Рисунок 1, вид A) .
Стыковое соединение с одним клином
Для более прочной сварки металлов толщиной от 1/4 до 3/4 дюйма используйте стыковое соединение с одной канавкой (рисунок 1, вид B) . Используйте угол наклона канавки (примерно 60 градусов для пластины), который позволяет электроду входить в стык для хорошего проникновения.
Стыковое соединение с двойным V-образным вырезом
Вы можете использовать стыковое соединение с двойным v-образным вырезом при сварке металлов толщиной более 3/4 дюйма или на более тонких пластинах для дополнительной прочности (Рисунок 1, вид C) .
Другие конструкции стыковых соединений
Рис. 2 — Другие примеры сварных стыков с желобками.Другие стандартные, но реже используемые типы стыковых сварных соединений с канавками включают одинарные и двойные скосы, одинарные и двойные J, а также одинарные и двойные U (Рисунок 2) .
Соединения внахлест
Рисунок 3 — Примеры соединений внахлест.
Соединение внахлестку, изготовленное путем наложения одного куска металла внахлест, может быть одним из самых прочных типов соединений.Перекрытие металлов, по крайней мере, в три раза большей толщины самого тонкого элемента, приводит к наиболее эффективному соединению (самому прочному по сравнению с основным металлом).
Одно угловое соединение внахлест
Одно угловое соединение внахлест (рис. 3, вид A) зависит от размера сварного шва для его прочности.
Этот сварной шов используется для металла толщиной до 1/2 дюйма, не подверженного большим нагрузкам.
Двойное угловое соединение внахлест
При правильной сварке двойное угловое соединение внахлест почти так же прочно, как и сам основной металл.Он идеально подходит для тяжелых нагрузок (рис. 3, вид B) .
Тройники
Рисунок 4 — Примеры тройников . Чтобы сварить две детали примерно под прямым углом, используйте тройник (или тройник). Он образует букву «Т» и используется в различных конструкциях шарниров.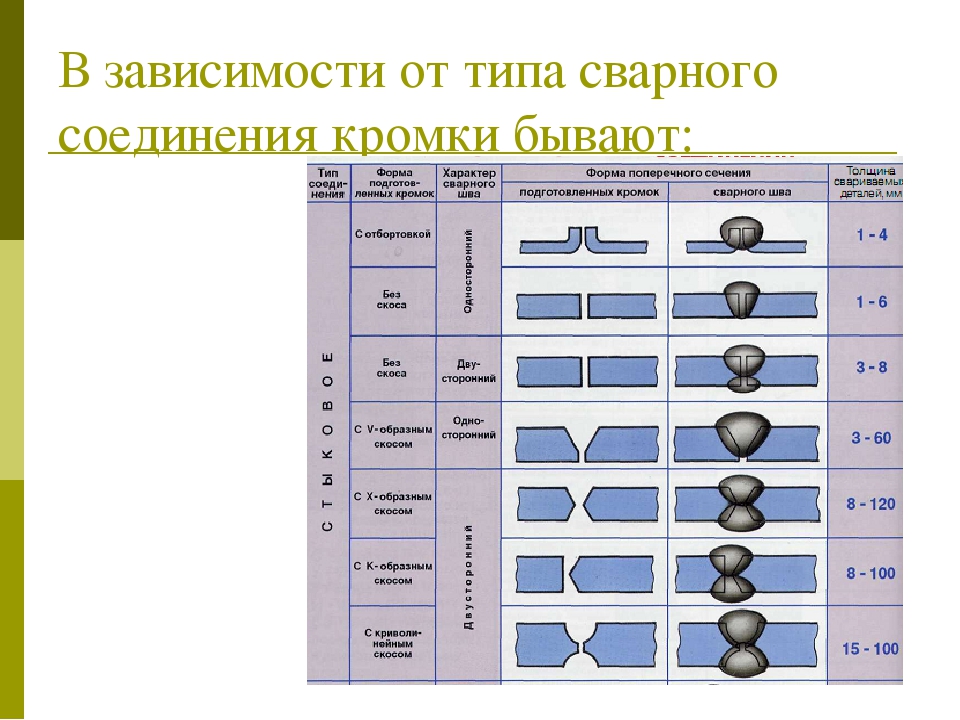 Тройник встречается во многих типах сварных металлических конструкций.
Тройник встречается во многих типах сварных металлических конструкций.
Квадратное тройниковое соединение
Квадратное тройниковое соединение (рис. 4, вид A) , используемое для сварки легких или умеренно толстых материалов, требует углового шва с одной или двух сторон.
Тройник с одним скосом
Тройник с одним скосом (рисунок 4, вид B) с лучшим распределением напряжений может выдерживать более серьезные нагрузки. Используйте это соединение с пластинами толщиной 1/2 дюйма или меньше, если сварка возможна только с одной стороны.
Тройник с двойным скосом
Тройник с двойным скосом выдерживает большие нагрузки при сварке с обеих сторон (рис. 4, вид C) .
Угловые соединения
Рисунок 5 — Примеры угловых сварных соединений.Угловое соединение, как и тройник, имеет L-образную форму.
Угловое соединение заподлицо
Лучше всего использовать для сварки листового металла толщиной 12 или более тонких листов. Конструкция углового соединения заподлицо может выдерживать только умеренные нагрузки. Хороший провар сварного шва часто затруднен с этим типом соединения (Рисунок 5, вид A) .
Конструкция углового соединения заподлицо может выдерживать только умеренные нагрузки. Хороший провар сварного шва часто затруднен с этим типом соединения (Рисунок 5, вид A) .
Полуоткрытый угловой шарнир
Поскольку проплавление лучше, используйте полуоткрытый угол (рис. 5, вид B) для сварки элементов тяжелее 12-го калибра.Этот шарнир выдерживает умеренные нагрузки.
Полностью открытое угловое соединение
Для создания прочного соединения с пластинами всех размеров, особенно при сварке с обеих сторон, используйте полностью открытое угловое соединение (рис. 5, вид C) .
Торцевые соединения
Рисунок 6 — Примеры торцевых соединений.Соединение между краями двух или более параллельных или почти параллельных элементов. Часто с этим типом соединения одна из частей имеет фланцевое соединение.
Хотя такое соединение встречается при работе с листами, это соединение чаще встречается при обработке листового металла.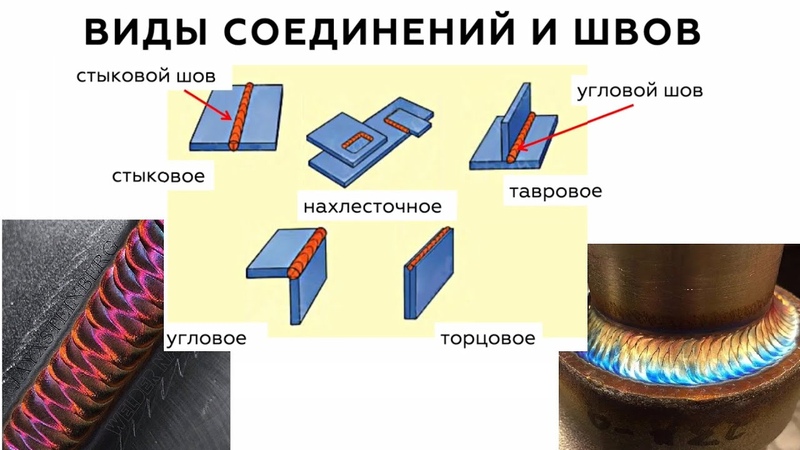 Используйте кромочный сварной шов только для соединения элементов размером 1/4 дюйма или меньше, которые не подвергаются большим нагрузкам.
Используйте кромочный сварной шов только для соединения элементов размером 1/4 дюйма или меньше, которые не подвергаются большим нагрузкам.
Фланцевые краевые соединения
Фланцевые краевые соединения (рис. 6, вид A) подходят для листов толщиной 1/4 дюйма или меньше при малых нагрузках.
Рис. 6. Виды B и C показывают совместную подготовку тонких и толстых заготовок.
Детали соединений
Вы захотите познакомиться со стандартными терминами, используемыми для описания частей соединения.
Корень шва
Рисунок 7 — Примеры корня шва.Основание соединения является самой узкой точкой в зазоре между двумя свариваемыми элементами или точкой зазора, наиболее удаленной от электрода. В общем, эти точки совпадают.
Как показано на рис. 7, корень может быть точкой, линией или областью при просмотре в поперечном сечении.
Канавка соединения
Отверстие или канал на поверхности детали или между двумя компонентами, обеспечивающее пространство для сварного шва, называется канавкой соединения .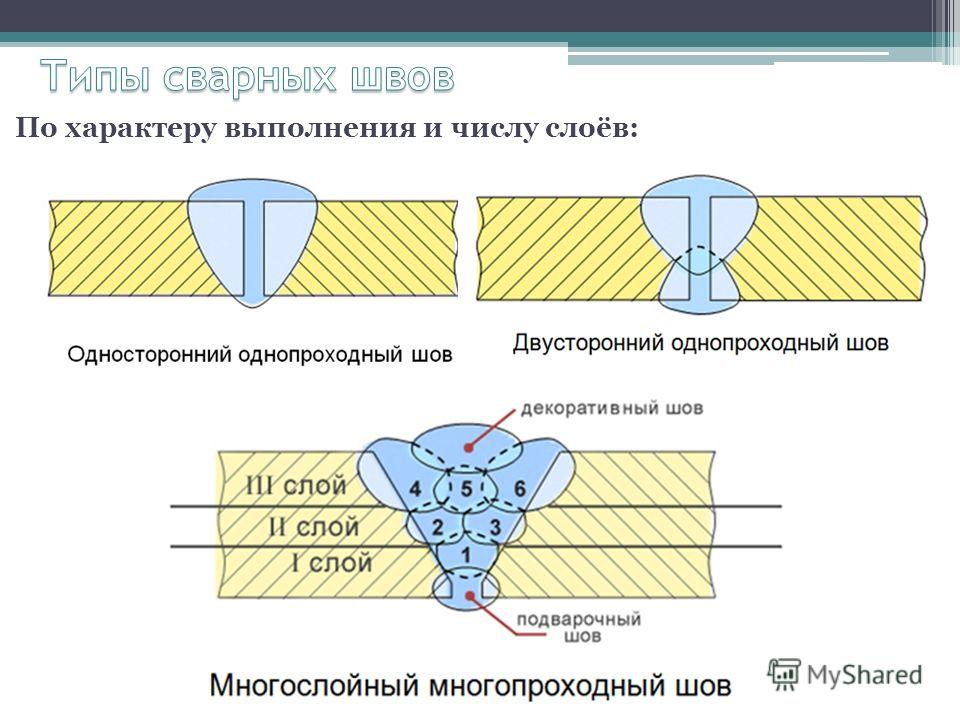
Поверхность канавки
Поверхность канавки — это поверхность элемента, включенного в канавку (, рис. 8, вид A ).
Соединение может иметь корневую грань или корневую кромку.
Корневая поверхность
Корневая поверхность ( Рис. 8, вид A ) — это область кромки с канавками, на которой нет канавок. Обычно он имеет небольшие, но измеримые размеры.
Кромка корня
Когда поверхность канавки проходит на всю толщину элемента, оставляя поверхность корня практически с нулевой шириной, это называется корневым краем ( Рис. 8 Вид B ).
Иногда поверхность канавки и поверхность корня занимают одни и те же поверхности. ( Рисунок 8, виды C и D ).
Сварщики описывают индивидуальные требования к конкретному стыку с помощью таких терминов, как угол скоса, угол канавки, радиус канавки и отверстие в корне.
Угол, образованный между подготовленной кромкой основного металла и плоскостью, перпендикулярной поверхности основного металла, представляет собой угол скоса (Рисунок 9) Этот угол относится к металлу, который был удален.
Угол канавки — это общий угол канавки между соединяемыми материалами. Таким образом, при стыковке кромок двух пластин, каждая со скосом 45 градусов, общий угол канавки составляет 90 градусов. Вы также увидите, что это называется включенным углом .
Рисунок 10 — Примеры радиуса канавки и раскрытия корня.Используемый для специальных конструкций соединений с пазами радиус, используемый для формирования формы сварного соединения с J- или U-образной пазом, равен радиусу паза (Рисунок 10) .
Расстояние между соединяемыми элементами в основании стыка составляет корневое отверстие или корневое отверстие .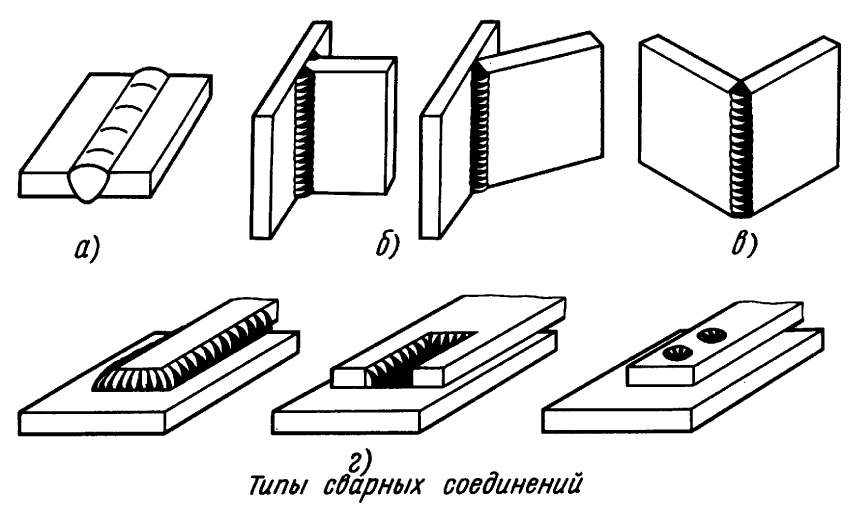
Спецификации угла скоса, угла канавки и корневого отверстия для соединения основаны на процессе сварки, толщине основного металла и типе используемого сварного соединения. Газовая сварка обычно требует большего угла канавки, чем дуговая сварка.
Корневой проем должен соответствовать диаметру присадочного материала, который выбирается в зависимости от толщины основного металла и положения сварки.Правильное открытие корня важно для правильного проникновения корня.
Рисунок 11 — Примеры корневого проплавления и проплавления сварных швов.Корневой провар — это расстояние, на которое металл сварного шва заходит в корневое соединение. Он измеряется по средней линии корневого сечения (Рис. 11) .
Минимальная глубина прохождения канавки или фланцевого сварного шва от его поверхности до стыка без учета армирования.
Проникновение в стык может включать проникновение корня, как в Виды A, C и E.
Однако посмотрите, как Вид B показывает разницу между корневым проникновением и проникновением в стык, а Вид D показывает только проникновение в стык.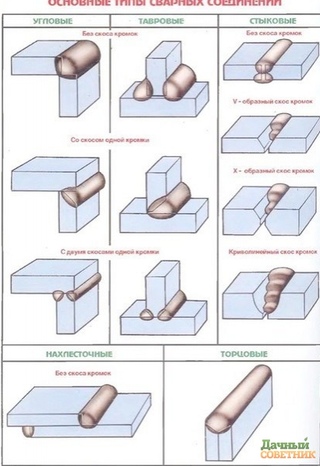
Усиление сварного шва — это металл, количество которого превышает количество, необходимое для заполнения стыка на торце или корне. (Рисунок 12) .
Типы сварных швов
Несмотря на то, что существует множество типов сварных швов, наиболее распространенными являются сварные швы, угловые, канавки, наплавки, прихватки, заглушки, пазы и сопротивления.
Сварной шов
Рисунок 13 — Пример сварного шва.Большинство из нас начинают с изучения основного сварного шва . Также известный как валик , это простой однопроходный сварной шов на основном металле (рис. 13) .
Сделайте узкую полосу стрингера , практически не используя поперечных движений. Вы создаете более широкий валик с большим поперечным движением.
Сварные швы с разделкой кромок
Рисунок 14 — Стандартные типы сварных швов с разделкой кромок различной толщины.
Сделанные в канавке между двумя элементами заготовки, сварные швы с разделкой кромок (Рис. 14) подходят для многих стыковых соединений разной толщины.
Многопроходный сварной шов
Если для заполнения канавки требуется два или более валика, это многопроходный или многопроходный сварной шов. Многопроходные слои (Рисунок 15) обычно изготавливаются вручную с использованием узких бусинок стрингера.
Рисунок 15 — Пример многопроходных слоев.При выполнении этого типа сварного шва последовательность наращивания определяет порядок укладки каждого валика (Рисунок 16) .
Рисунок 16 — Пример последовательности слоев сварного шва. Чтобы контролировать влияние накопленного тепла на металлические материалы, в инструкциях по многопроходной сварке может быть указана температура между проходами . Это минимальная или максимальная температура, которую должен достигнуть наплавленный металл шва перед началом следующего прохода.
Используемый для соединения двух поверхностей примерно под прямым углом (90 градусов) угловой сварной шов образует треугольник, если смотреть в поперечном сечении.Соединения внахлестку, тройники и угловые соединения относятся к типам угловых швов (Рисунок 17) .
Наплавочный шов
Рисунок 18 — Пример наплавки сварных швов.Наплавочный шов добавляет присадочный металл к подложке из основного металла для получения желаемых свойств или размеров (Рис. 18) .
Наплавка или — это разновидность наплавки для нанесения материала на деталь с целью уменьшения износа или потери материала из-за истирания, удара, эрозии, истирания и кавитации.
Этот тип сварного шва состоит из одного или нескольких стрингеров или валиков.
Наплавка сварного шва — это экономичный способ продления срока службы машин, инструментов и оборудования, который особенно полезен в строительной отрасли.
Вставные и щелевые сварные швы
Рисунок 19 — Примеры сварных швов электрозаклепки и щелевых швов.Сварной шов, сделанный через отверстия в одном элементе соединения внахлест, представляет собой электрозаклепку . Когда отверстия имеют удлиненную форму, это называется сварным швом с пазом (Рисунок 19) .
В зависимости от работы отверстия могут быть заполнены или не полностью заполнены присадочным материалом. Часто этот тип сварного шва прикрепляет закаленные пластины к более мягкому материалу основы или для установки металлических футеровок внутри резервуаров.
Сварка сопротивлением
Когда температура плавления создается в соединении из-за сопротивления прохождению электрического тока через заготовку, это сварка сопротивлением .
Рисунок 20 — Пример процесса контактной сварки. Это происходит при пропускании электрического тока через два или более листов металла, зажатых между медными электродами.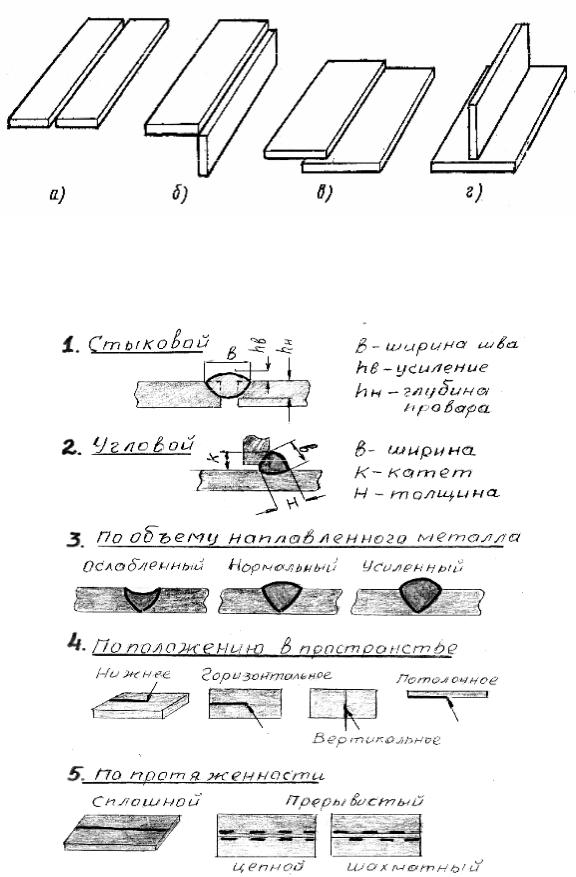 Как только температура достигнет точки плавления, приложенное давление сваривает детали вместе (Рисунок 20) .
Как только температура достигнет точки плавления, приложенное давление сваривает детали вместе (Рисунок 20) .
Одним из распространенных вариантов является точечная контактная сварка (RSW), при которой вдоль стыка (Рисунок 21) выполняется серия точечной сварки.
Другой стиль, сварка контактным швом (RSEW), используемый в промышленном производстве, обеспечивает серию плотных сварных швов при подаче материала через электродные колеса.
Рисунок 22 — Примеры точечной и прихваточной сварки.Точечная сварка
На стыках внахлест тонких листов металла сварщики могут создать точечную сварку (Рисунок 22) . Короткая дуга на одной поверхности прожигает другую, сплавляя части вместе.
Он не такой аккуратный, как RSW, потому что при таком сварном шве на поверхности металла остается небольшой кусочек.
Прихваточный шов
Прихваточный шов — это слабый временный сварной шов, используемый для удержания металла на месте до его приваривания (Рисунок 22) .Размер зависит от толщины металла, но прихваточные швы должны быть небольшими и однородными, чтобы минимизировать их влияние на окончательный сварной шов.
Детали сварных швов
Некоторые термины для описания сварного шва могут применяться к нескольким соединительным узлам, в то время как другие являются уникальными.
Лицевая поверхность — открытая поверхность основного металла, на которой выполняется сварка.
Носок — стык между лицевой стороной сварного шва и основным металлом.
Корень — точки, в которых обратная сторона сварного шва пересекает поверхности основного металла.
Ветвь — часть сварного шва от носка до корня, если смотреть на треугольное поперечное сечение углового шва.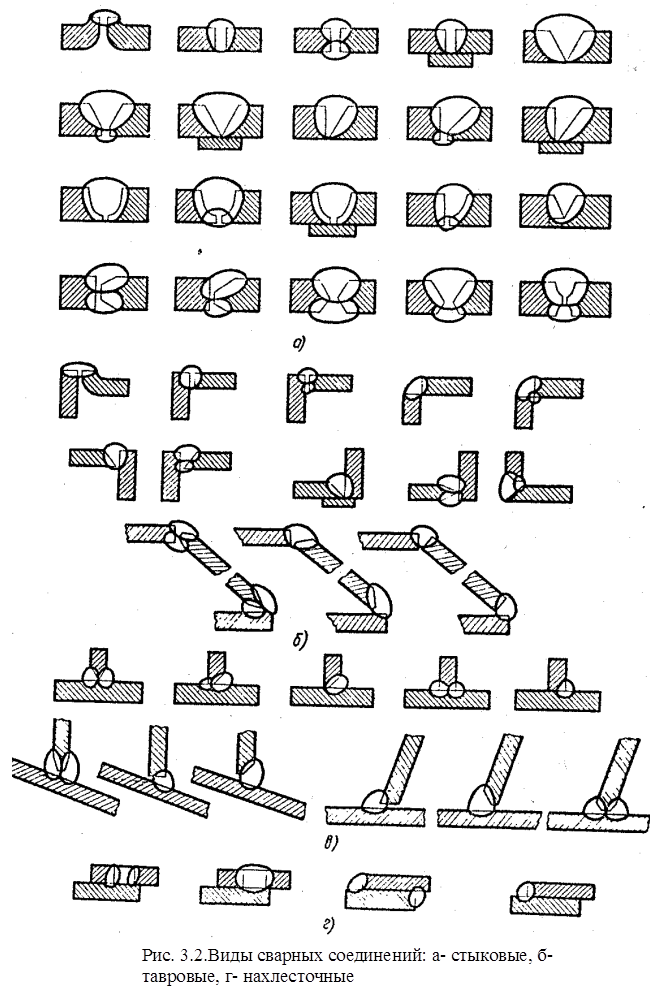
Горловина — расстояние от корня до точки на лицевой стороне сварного шва по линии, перпендикулярной поверхности сварного шва. Теоретически лицо образует прямую линию между пальцами ног.
ПРИМЕЧАНИЕ. Термины «полка» и «горловина» применимы только к угловым сварным швам.
Рисунок 23 — Детали сварного шва с разделкой кромок.Части сварного шва с канавкой
- Корневое отверстие : разделение между соединяемыми элементами в основании соединения.
- Корневая поверхность : поверхность канавки рядом с основанием соединения.
- Поверхность канавки : поверхность элемента, входящая в канавку.
- Угол скоса : Угол, образованный между подготовленным краем элемента и плоскостью, перпендикулярной поверхности элемента.
- Угол канавки : Общий угол наклона канавки между соединяемыми деталями.
- Размер сварного шва : проплавление шва (глубина скоса плюс провар корня, если это указано). Размер сварного шва с разделкой кромок и его эффективное сечение одинаковы.
- Толщина листа : Толщина свариваемого листа.
 Размер сварного шва с разделкой кромок и его эффективное сечение одинаковы.
Размер сварного шва с разделкой кромок и его эффективное сечение одинаковы.Части углового сварного шва
Рисунок 24 — Части углового сварного шва .- Фактическое отверстие углового сварного шва : кратчайшее расстояние от корня углового сварного шва до его поверхности.
- Участок углового сварного шва : Расстояние от основания стыка до носка углового сварного шва.
- Корень сварного шва : точки, в которых обратная сторона сварного шва пересекает поверхности основного металла.
- Носок сварного шва : стык между лицевой стороной сварного шва и основным металлом.
- Лицевая сторона сварного шва : Открытая поверхность сварного шва на свариваемой стороне.
- Глубина плавления : расстояние, на которое плавление распространяется в основной металл или предыдущий проход от поверхности, расплавленной во время сварки.
- Размер сварных швов : Длина полки скругления.
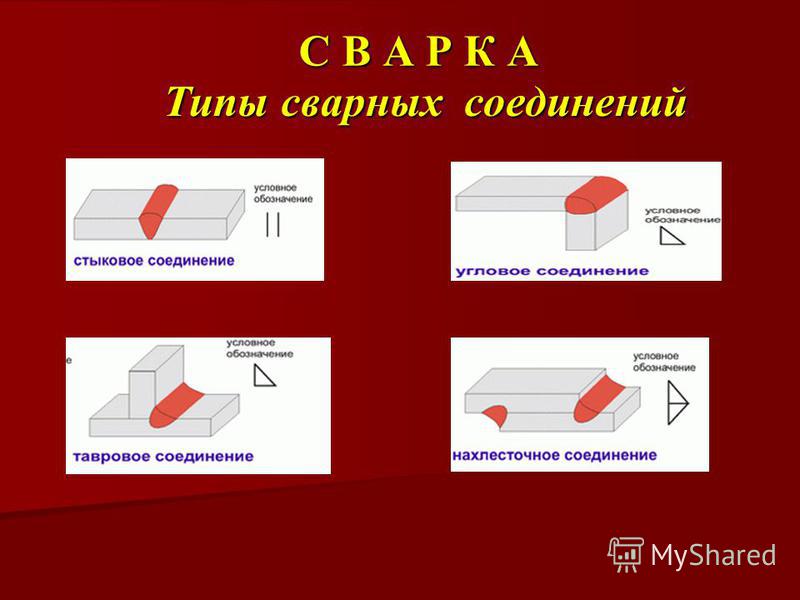
При определении размера сварного шва (Рис. 23) необходимо учитывать глубину канавки, отверстие в корне и угол канавки.
Размер углового сварного шва (Рисунок 24) — это длина плеч сварного шва. Предположим, что ноги равны, если не указано иное.
Существует множество стилей и типов сварочных калибров для подготовки материала к сварке и проверки готового шва. Вот пример комплекта сварочного калибра.
Рисунок 25. Примеры терминологии зоныв сварном шве.
Сварщики используют еще несколько терминов для описания областей сварного шва.
Зона термического влияния (HAZ) (Рисунок 25) — это часть основного металла, которая не расплавилась, но изменилась из-за высокой температуры сварки.ЗТВ находится между наплавленным слоем сварного шва и неповрежденным основным металлом. После сварки физический состав или механические свойства этой зоны отличаются.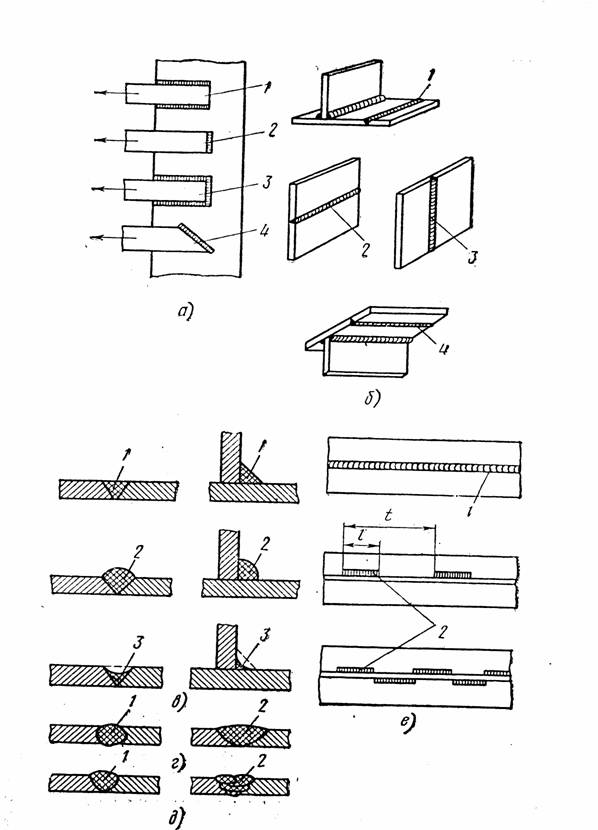
Fusion описывает плавление основного и / или присадочного металла. Зона плавления — это область основного металла, который расплавился во время сварки (Рисунок 25) .
Поскольку тепло при сварке влияет на структурные свойства основного металла, контроль нагрева имеет важное значение для хорошего сварного шва.
Положения для сварки листов
Рисунок 26 — Примеры положений для сварки листов.Американское сварочное общество (AWS) разделяет сварку листов на четыре основных положения: (1) плоская, (2) горизонтальная, (3) вертикальная и (4) надземная.
Сварной шов можно идентифицировать по номеру, показывающему положение сварки, за которым следует буква «G» для сварного шва с разделкой кромок или «F» для углового шва (Рисунок 26) . Например, сварной шов с вертикальной разделкой кромок называется сварным швом 3G.
Внахлест, скругление, стык, квадрат, угол
Итак, вы только что купили новый сварочный аппарат TIG или сварочный аппарат с приводом от двигателя, и вы пытаетесь стать лучше. Что ж, это та статья, которая вам нужна.
Что ж, это та статья, которая вам нужна.
Вопреки чему большинство может подумать, что сварные соединения бывают разных типы. Но любой, у кого нетренированный глаз, может просто посмотреть одинаковый.
Что ты наверное не понимаю, что эти разные типы не только о стиль или эстетика, но они служат законным целям. Металлы и пластмассы свариваются встык или угловой шов сваривать в разных положениях для удовлетворения конкретных потребностей и усилий, но суставы, которые они образуют, разнообразны.
Не знаете, что это за разные типы? Мы вас позаботимся! В этой статье вы узнаете о каждом из пяти основных типов сварных соединений, представленных в соответствии с Американским обществом сварки, и узнаете, что отличает их друг от друга. Таким образом, вы можете выбрать, какой из них использовать для своего следующего проекта. Мы надеемся, что вы получите столько же удовольствия от чтения по этой теме, сколько мы гордимся публикацией статьи по ней. Мы потратили на это много времени и надеемся, что качество его отражает.
Если вы новичок, мы также можем посоветовать вам прочитать эту статью о самых основах сварки.
стыковое соединение
Если когда-либо видимые плоские металлические или пластмассовые поверхности, параллельные кромки которых свариваются вместе, стык, на который вы смотрите, является стыковым. Это состоит сварки краев или «стыков» размещаемого материала бок о бок и в одной плоскости. Считается выполнение стыкового соединения как самый простой метод, поэтому он также считается самым популярный.
Стыковые соединения могут быть сделать как есть или подготовить сварку, или отрезать участки кромок, чтобы приварить, может понадобиться. Они созданы разными стили сварки, а именно:
- Канавка под фаску сварка — только один из материалов имеет диагонально прямой скос, идущий сверху вниз
- Развальцовка-коническая канавка стыковой сварной шов — то же, что и косой паз сварка, но есть канавка
- Развальцовка с V-образной канавкой стыковой шов — каждая параллельная сторона два материала имеют канавки, идущие сверху вниз
- Квадратный паз стыковой шов — без скосов и канавок сделали; параллельные кромки просто свариваются
- J-образная канавка стыковой шов — только один материал имеет канавка на краю, но эта канавка проходит только на 3/4 по всей длине этого края, образуя «J»
- П-образный паз стыковой шов — оба материала имеют параллельные кромки с канавками, которые занимают 3/4 длины каждой кромки
- V-образный паз стыковая сварка — фаски на обеих параллельных края выполнены сверху вниз
Этот тип соединения
часто используется для изготовления различных материалов и оборудования, например, труб,
фитингов, фланцев и клапанов, но их нельзя использовать
который получит нагрузки при сильном ударе. Стыковая сварка может выполняться для
металлы и пластмассы толщиной от 3 мм до 12 мм. Но
если он толщиной 5 мм и более, нужно скосить один или оба края
прежде, чем вы сможете их сварить.
Стыковая сварка может выполняться для
металлы и пластмассы толщиной от 3 мм до 12 мм. Но
если он толщиной 5 мм и более, нужно скосить один или оба края
прежде, чем вы сможете их сварить.
Некоторые также выбирают иметь двойной стыковой сварной шов для фаски. В отличие от традиционный стыковой шов, включающий только одну сторону, двойной стыковой шов предполагает выполнение одинаковых скосов с обеих сторон кромок, чтобы что они являются зеркальным отображением друг друга. Это позволяет параллельно кромки, подлежащие сварке с двух сторон.
Помимо выполнения двойной стыковой шов, вы также можете выбрать сварку с полным проплавлением для укрепить образовавшийся стык. Срезание кромок материалов и выполнение полного сварка проплавлением приведет к прочному стыковому соединению. Обратите внимание, что чрезмерное нагревание может привести к скручиванию или изгибу, но не к прямому покрытию.
Кромочный стык
Краевой стык
сделано, когда края двух металлов расположены параллельно друг другу, и
их смежные кромки свариваются встык. Этот край
стык формируется либо из металлов, уложенных друг на друга
и приваривают сбоку, или ставят рядом и
приварен сверху.Вместо того, чтобы быть в одном самолете, как задница
стык они свариваются в параллельных плоскостях.
Этот край
стык формируется либо из металлов, уложенных друг на друга
и приваривают сбоку, или ставят рядом и
приварен сверху.Вместо того, чтобы быть в одном самолете, как задница
стык они свариваются в параллельных плоскостях.
Краевой стык очень похож на стыковое соединение, поэтому многие сварочные стили, используемые для создания этого типа соединения, такие же:
- П-образный паз сварка
- J-образная канавка сварка
- V-образный паз сварка
- Квадрат сварной шов с разделкой кромок или встык
- Фаска-паз сварка
Вы также можете использовать
стили сварки кромок фланцев и угловых фланцев для образования стыка кромок.Кромочный шов фланца обычно состоит из двух изогнутых металлов, края которых сварены на
их параллельные точки, а угол фланцевый шов включает один прямой металлический
и один изогнутый металл, также сваренный в параллельных точках.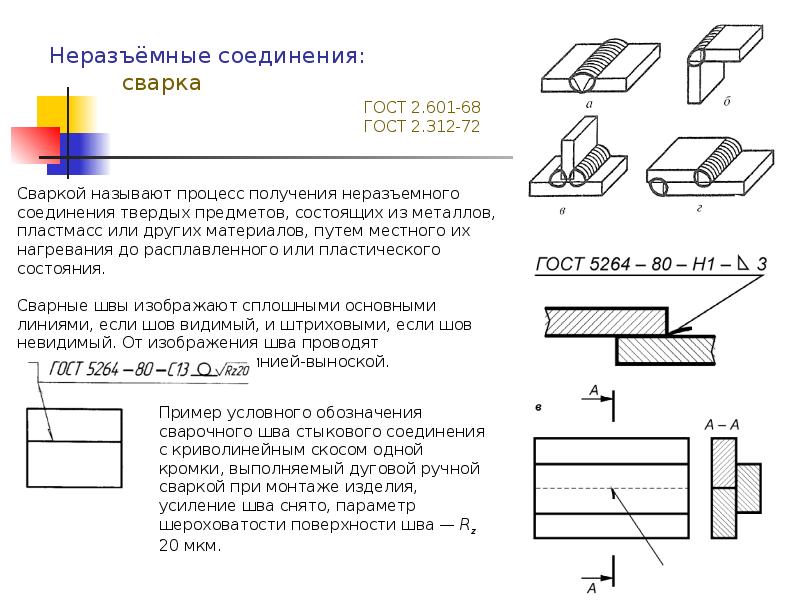
Кромки стыков слабее, потому что сварной шов неглубокий и не полностью проникают в стык, поэтому обычно используются на листе металлические пластины толщиной менее 6 мм, например глушители. это также не рекомендуется, если предполагается, что свариваемые материалы будут сильное давление, напряжение или изгиб.
Для усиления краевое соединение, вы можете выполнить сварку с полным проплавлением или добавить присадку материал во время сварки. Важно, чтобы материалы были зажаты вместе перед сваркой, потому что они могут разделиться во время сварки и начать открываться как моллюск.
Тройник
У вас может быть
предположил, что тройник имеет какое-то отношение к букве «Т».
Тройник, или иногда его называют тройником, состоит из двух
металлы или пластмассы пересекаются под прямым углом и свариваются
вместе.Вертикальный материал обычно помещается в центр
плоский, образующий букву «Т». Сварка выполняется угловым швом.
в обоих углах, образованных их пересечением в основании
вертикальный материал.
Разные стили сварки, используемые для создания тройника:
- Электрозаклепка — в одном из металлов или пластмасс делается отверстие, а край другой должен пересекаться с отверстием. Затем это отверстие заполняется или забиты сваркой, которая затем склеивает материалы вместе
- Щелевой шов — имеет сходство с электрозаклепкой, но сделанное отверстие больше и может доходить до одного края
- Угловой шов — оба угла из пересекающихся материалов свариваются вместе.
- J-образная канавка Weld — аналогичен угловому сварному шву, но основание вертикального материала имеет паз
- Фаска-паз сварной шов — такой же, как сварной шов с J-образной канавкой, но у него есть скос вместо паза в основании стойки материал.
- Развальцовка-коническая канавка сварной шов — предполагает трубчатый материал помещается над плоским материалом, и они свариваются вместе в точках их пересечения
- Сквозной расплав Weld — приваривается только одна сторона, но сварной шов полностью проникает, так что он достигает другой стороны вертикальный материал
Пока тройник
может показаться простым, сваривать их вместе сложно, потому что
материал, расположенный вертикально, может перемещаться при сварке с одной стороны
первым или даже быть искаженным.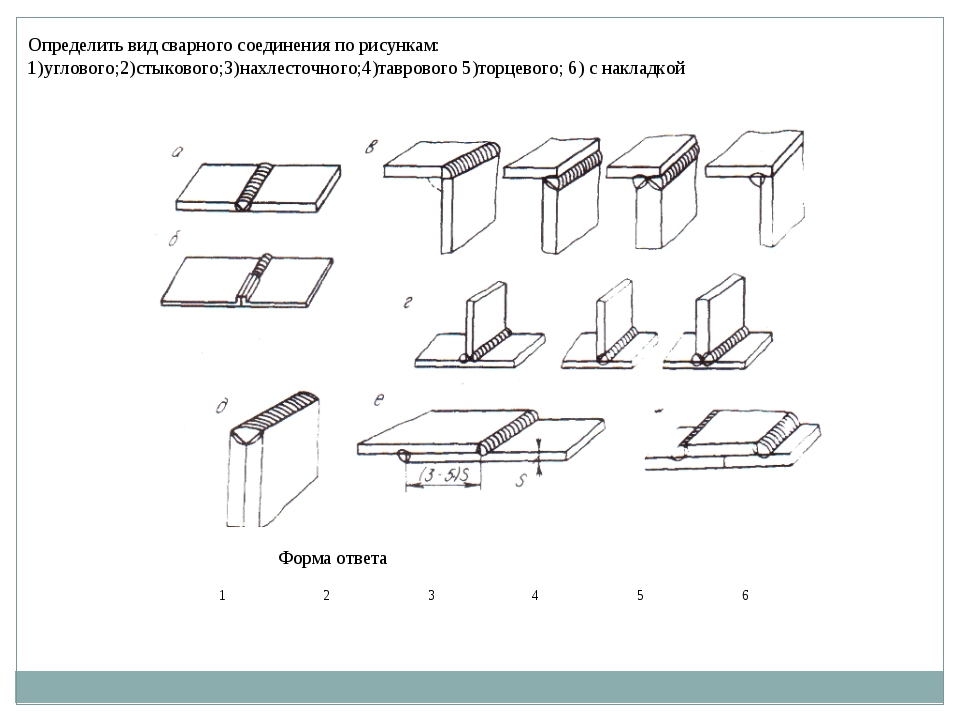 Этот вертикальный материал должен иметь
скоба, чтобы удерживать его на месте или позволить ему стоять под небольшим углом, чтобы
что он будет двигаться в правильном положении во время сварки. В случае если
Тройник смещен после сварки, постучите мягким молотком по
приварил секцию на место. Сделайте это быстро, пока он еще горячий, так что
что будет легче двигаться.
Этот вертикальный материал должен иметь
скоба, чтобы удерживать его на месте или позволить ему стоять под небольшим углом, чтобы
что он будет двигаться в правильном положении во время сварки. В случае если
Тройник смещен после сварки, постучите мягким молотком по
приварил секцию на место. Сделайте это быстро, пока он еще горячий, так что
что будет легче двигаться.
Тройники обычно используется для материалов, толщина которых не превышает 3 мм и даже для приклеивания трубы к металлу. Кроме того, все четыре стороны пересекающиеся секции обычно свариваются для придания прочности.Немного выбирайте сварку только по длине или по концам материалов, что приводит к более слабому сварному шву.
Угловой шарнир
Угловой стык
выполняется аналогично тройнику, но материал стойки обычно
расположен на краю другого, лежащего на плоскости, образуя «L» или
прямой угол. Этот тип соединения, также известный как квадратное соединение,
также один из наиболее часто используемых, особенно для листового металла. Это
также позволяет сваривать два материала разной толщины,
длины или ширины.
Это
также позволяет сваривать два материала разной толщины,
длины или ширины.
Потому что угол стык включает угловой шов на пересекающейся стороне и стыковой шов на параллельной стороне, где встречаются края, его прочность неравномерна и он обычно слабее тройника. Некоторые из наиболее распространенных применений углового стыка заключаются в создании коробок и рам с использованием как световых и толстые материалы.
Эти стили сварки используются в стыковых соединениях и тройниках, также используются для формирования угла сустав:
- Фаска-паз сварка
- Угловой шов
- Квадрат сварной шов с разделкой кромок или встык
- J-образная канавка сварка
- П-образный паз сварка
- V-образный паз сварка
- Развальцовка с V-образной канавкой сварка
Следующие стили сварки также образуют угловые соединения, но в результате внешний вид не образует L-образной формы, поэтому часто ошибочно для краевых швов:
- Уголок-фланец сварной шов — включает одну плоскость и одну изогнутый материал, но только углы их параллельных краев сваренный
- Торцевой шов — выполняется аналогично базовому стыку кромок, где размещаются кромки параллельно друг другу, а затем сварены
- Точечная сварка — только небольшие пятна по бокам пересекающихся краев сваренный
Угловые соединения
обычно делается так, чтобы края обоих материалов касались каждого
другие, но также можно сваривать только их углы. Вы можете
также сделайте стыковой шов только для углового шва и оставьте внутреннюю часть
уголок без сварного шва. Для усиления стыка проводится подготовка к сварке.
по сторонам, которые будут свариваться встык.
Вы можете
также сделайте стыковой шов только для углового шва и оставьте внутреннюю часть
уголок без сварного шва. Для усиления стыка проводится подготовка к сварке.
по сторонам, которые будут свариваться встык.
Lap Joint
Если нужно сварить два материала разной толщины, соединение внахлест — другое способ сделать это, если угловой стык не подходит. Внахлестку включает складывание двух материалов вместе так, чтобы они перекрывали друг друга, и сварка выполняется либо сверху, либо снизу, либо на обоих.При угловых швах чаще всего используются, сварной шов, образующий соединение внахлест, также известен как сварной шов внахлест.
Вы можете выбрать среди следующие стили, помимо углового шва, если вам нужно создать соединение внахлест:
- J-образная канавка сварка
- Щелевой шов
- Электрозаклепка
- Фацетная канавка сварка
- Развальцовка-коническая канавка сварка
- Точечная сварка
Обычно вы можете
увидеть соединение внахлестку, когда пятно сопротивления, лазерный луч и электронный луч
Сварка применяется, а также в тренировочном и промышленном оборудовании. Колени
суставы — одни из самых простых в создании, потому что почти нет
подготовка необходима помимо размещения материалов. Не только
что они также часто имеют гладкую поверхность. Однако это также
склонны к короблению, если во время сварки будет слишком много тепла.
Колени
суставы — одни из самых простых в создании, потому что почти нет
подготовка необходима помимо размещения материалов. Не только
что они также часто имеют гладкую поверхность. Однако это также
склонны к короблению, если во время сварки будет слишком много тепла.
Теперь, когда вы зная о пяти различных типах сварных соединений, теперь вы можете определите, какие стыки наиболее подходят для вашего проекта. Да ты могут использовать различные типы в одном проекте.
Но помимо выбора подходящих шарниров, всегда обязательно используйте соответствующие средства индивидуальной защиты (СИЗ) во время работы.Сварку можно легко выполнить, но всегда существуют различные риски для безопасности и здоровья, независимо от того, насколько мал ваш проект. Безопасность прежде всего! Удалось ли вам узнать, что вы пришли сюда узнать? Мы очень на это надеемся, и что вы не зря потратили время на чтение.
Еще немного об Atlantic Aspiration
Хотя эта информация не обязательно может относиться к различным типам сварных соединений, мы хотим помочь вам понять нашу миссию и то, что мы пытаемся выполнить с помощью этого веб-сайта, о котором вы можете узнать больше в разделе о раздел нас.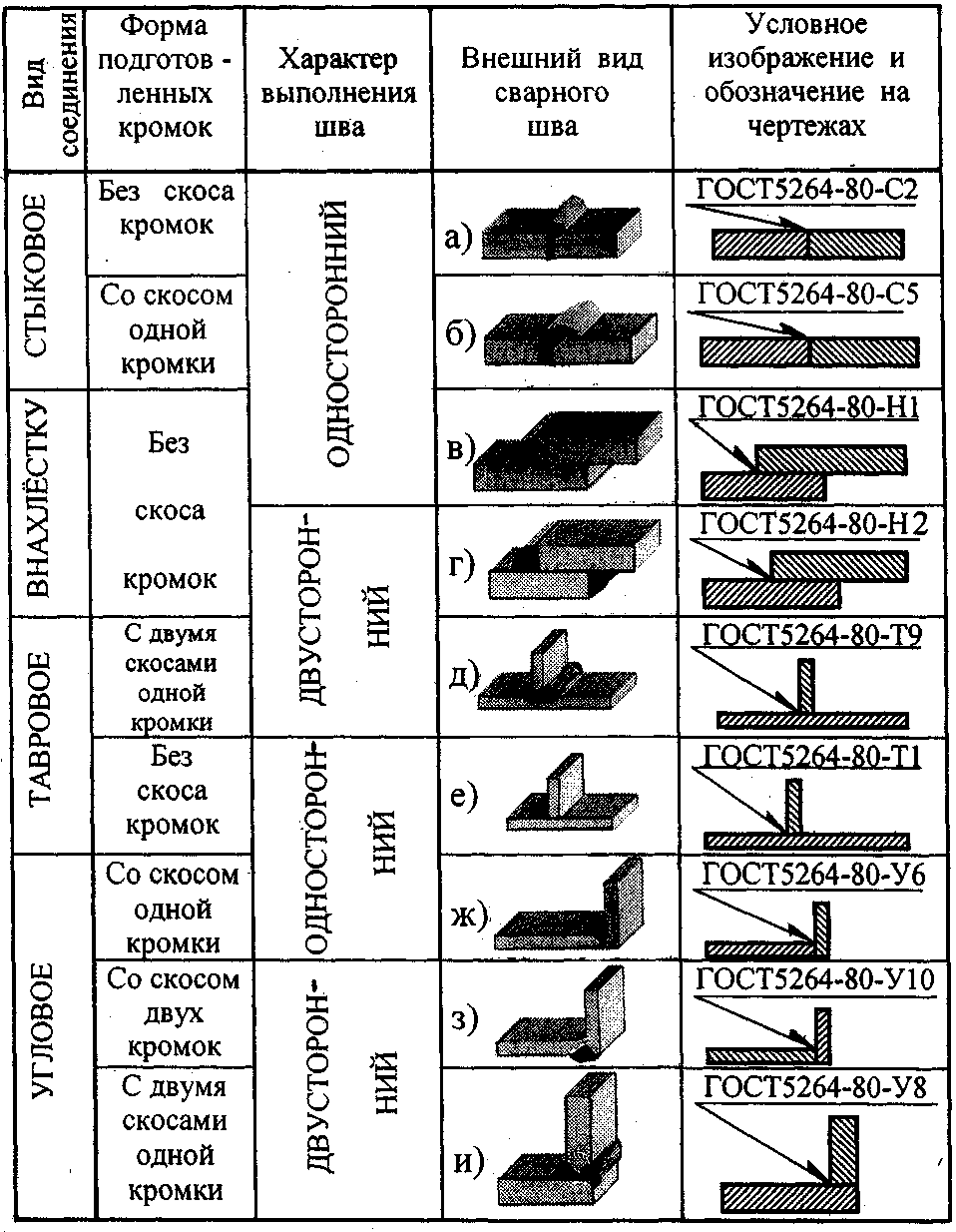
Atlantic Aspiration — это в основном проект, созданный людьми, посвятившими себя обеспечению высокого уровня информации и контента в профессиональном пространстве. Большая часть текущей информации ориентирована на потребителей, а на профессиональном рынке нет такого количества доступного контента, как на потребительском рынке. На данный момент это включает в себя различные вещи, такие как помощь профессионалам в выборе лучших плазменных резаков, лучших сварщиков двигателей, широких ленточных шлифовальных машин, и, поскольку мы продолжаем развивать этот сайт, мы надеемся добавлять все больше и больше информации, чтобы вы могли воспользоваться ею. .
5 типов сварных соединений и их использование — полное руководство 2020
Вас может удивить, сколько отраслей промышленности используют сварочные соединения. Существует довольно неограниченное количество приложений, от домашних проектов до производства автомобилей и многого другого.
Хотя в определенном смысле все это замечательно, вам необходимо знать, какие сварочные соединения типа типа s использовать для какой работы.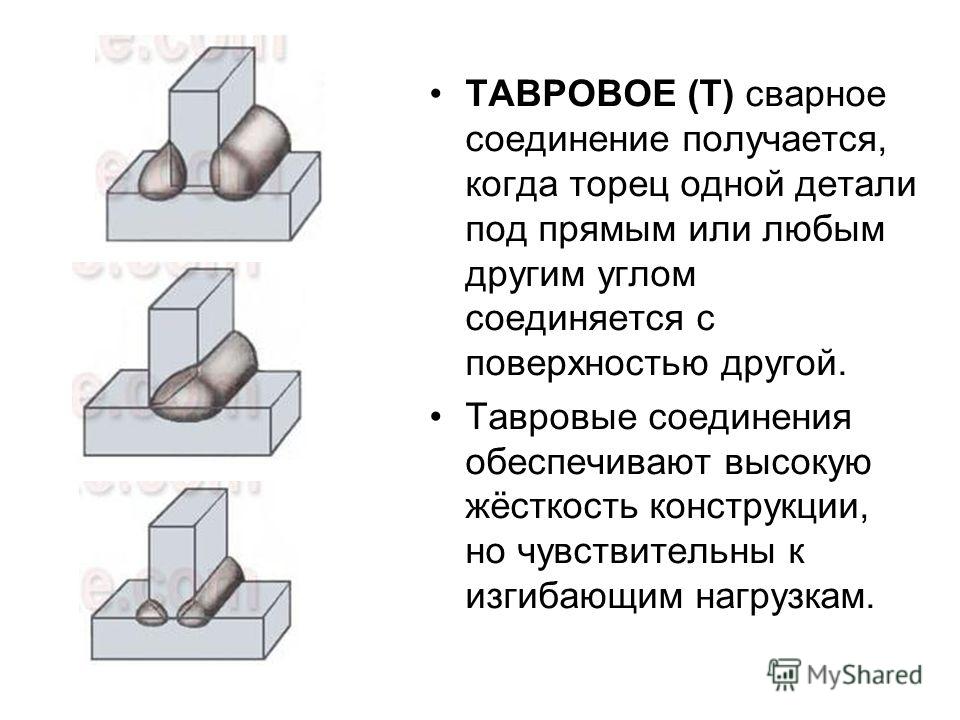 Это может доставить лот хлопот (особенно для начинающих сварщиков).
Это может доставить лот хлопот (особенно для начинающих сварщиков).
К счастью, вы наткнулись на нас! Мы собираемся предоставить вам и информацию, необходимую для того, чтобы стать экспертом в области сварных соединений и их использования.
Сколько основных типов соединений бывает при сварке? Всего 5 основных сварных швов. Однако их можно использовать в комбинациях. В списке ниже вы можете найти их:
- Тройник или тройник
- Торцевое соединение
- Угловое соединение
- Внахлест
- Стыковое соединение
Что такое сварные соединения?
Итак, что же на самом деле сварное соединение ? Хотя это кажется довольно очевидным — и по правде говоря, это так — мы собираемся углубиться в детали.
Что такое сварные соединения? Сварные соединения — это процедура соединения пары металлических (или пластиковых) кусков на краю или в точке.
Здесь играет роль множество факторов, включая форму материалов, и некоторые геометрические аспекты.
Еще одно важное соображение, которое необходимо сделать перед сваркой для соединения деталей, — это то, какой стиль сварки использовать. Плюс, который нужен типа стыка.
Каждый тип соединения может быть соединен множеством различных типов сварных швов. На рисунке ниже показаны наиболее распространенные типы сварных соединений, выполненных
. Различные типы сварных соединенийЗная все это, можно, наконец, создавать сварное соединение.
Итак, перейдем к типам сварных соединений. Мы знаем, что вам не терпится начать!
5 типов сварных соединений
Мы кратко упомянули, что одним из факторов, которые необходимо учитывать перед фактической сваркой соединения, является соединение типа .Именно это мы и будем сейчас обсуждать, так что пристегнитесь! Скоро станет интересно.
На рисунке ниже показаны пять основных сварных соединений.
5 основных сварных швов1. Сварка тройников
Как вы уже могли догадаться, желаемый результат — Т-образная форма. Это достигается за счет того, что две металлические детали перекрещиваются под углом 90 градусов. Следовательно, края компонентов будут встречаться в центре пластины или образца.
Иногда, тройники суставы или Т-соединения могут быть сформированы с помощью трубки, что вы сварить на опорную плиту.
Сварка ТройникКогда бы вы использовали тройник?
Этот тип сварного соединения обычно используется, когда вам нужно приложить что-то (как труба ) к опорной плите (как мы уже упоминали выше).
При использовании их в реальных приложениях вы должны быть осторожны, чтобы обеспечить надлежащую глубину проникновения в материал дна.
Для изготовления тройника можно использовать следующий стиль сварки:
- Электрозаклепка
- Угловой сварной шов
- Сварка с канавкой под углом
- Сварка с развальцовкой под углом
- Сварка с J-образной канавкой
- Сквозной шов
- Щелевой сварной шов
Поскольку мы еще не обсуждали стили сварки, мы рассмотрим каждый из них по очереди. Таким образом, вы получите полную информацию о том, когда вам в следующий раз придется заняться сваркой стыков.
Сварной шов
Электрозаклепка — это стиль, используемый, когда точечная сварка невозможна.В большинстве случаев производители раллийных автомобилей любят использовать это, поскольку точечный сварочный аппарат не помещается в щели.
Итак, как это сделано?
Давайте поговорим о процессе. Если вы уже занимались точечной сваркой раньше, вам это не понадобится так сильно, как новичкам, так что можете пропустить.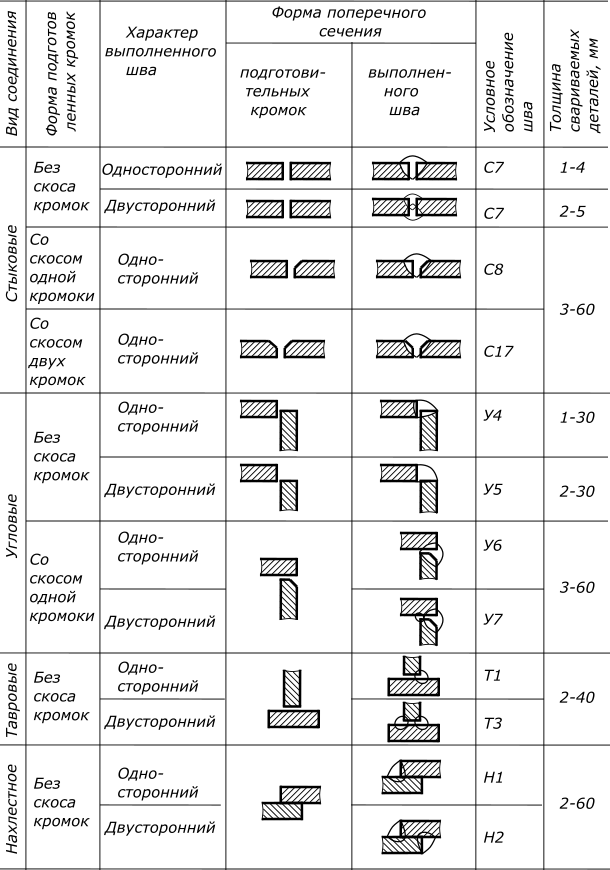
- Просверлите отверстия 7,5 мм в верхнем металле. Разместите их на расстоянии примерно 25-40 мм друг от друга. Если вы работаете с толстым металлом, вам нужно просверлить отверстия большего размера. Но над этим можно поработать.
- Прикрепите этот лист к заднему листу.
- Установите сварочную горелку на место. Проволока должна находиться в центре отверстия, касаясь заднего листа.
- Дуга относительно заднего листа.
- Направьте резак прямо в отверстие.
- Начать сварку.
- Не перемещайте , а сварочный аппарат, пока отверстие не будет почти полностью заполнено.
- Достигнув этой точки, перемещайте сварочный аппарат круговыми движениями наружу, пока он не завершится.
Хотя для не обязательно нужен специальный зажим для электрозаклепки , он невероятно полезен.Он скрепляет две металлические пластины, но позволяет фонарю проникать внутрь, чтобы вы могли продуктивно работать.
Это особенно актуально, когда вы выполняете тройник с этой техникой.
Читать далее: Да, вы умеете сваривать паяльной лампой! — Вот как!
Угловой шов
Тройники угловыми сварными швами используются в основном в строительстве и строительстве мостов. Обычно они включают в себя плоские фермы, ребра жесткости, концевые пластины и соединения распорок.
Так как это наиболее распространенный стиль (при дуговой сварке), используемый при выполнении тройников, вы, возможно, проделывали его сотни раз, даже не подозревая.
Пример угловых швовСварной шов со скосом под кромку
Это может быть легко создано при попытке соединения тройника. Но зачем вам нужен сварной шов под углом? Разве это не просто дополнительная работа?
В некотором смысле да . Тем не менее, канавка со скосом обеспечивает невероятную прочность тройника.
Итак, как это работает?
Вертикальная пластина (то есть «шток» Т-образной формы) будет иметь фаску с правой или с левой стороны.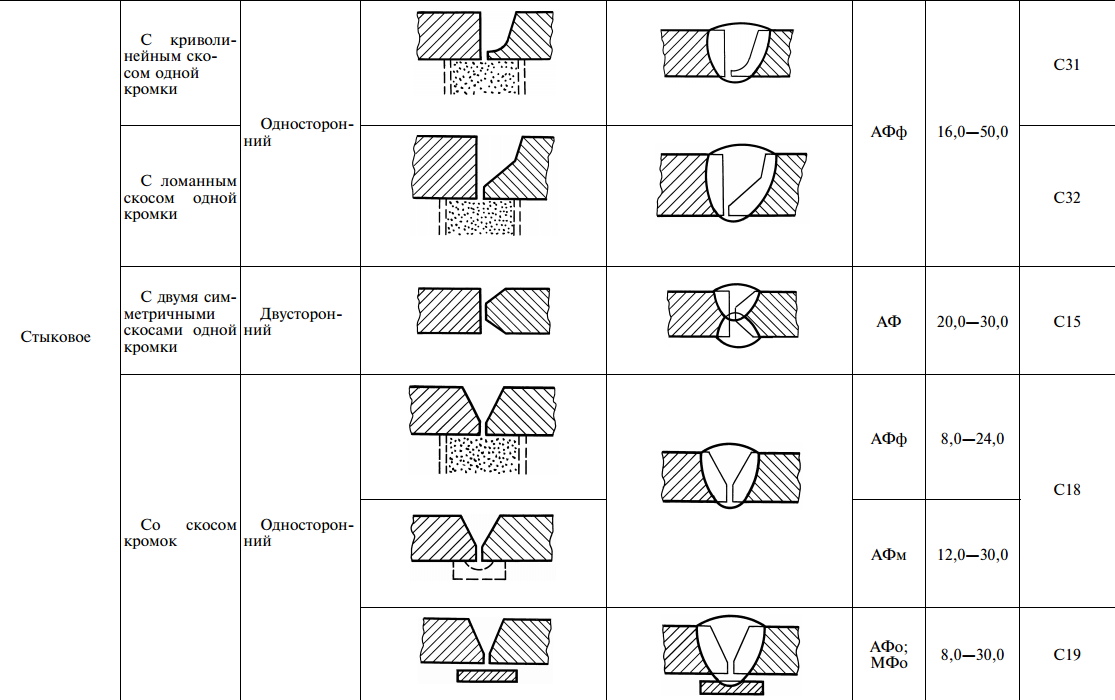 Если вы сделаете это правильно, вы должны увидеть по диагонали по возрастанию отрыва от базовой пластины к вертикальной пластине.
Если вы сделаете это правильно, вы должны увидеть по диагонали по возрастанию отрыва от базовой пластины к вертикальной пластине.
Это делает соединение удивительно прочным и снижает вероятность его растрескивания под давлением.
Сварной шов с развальцовкой под углом
Сварной шов со скосом и канавкой обычно используют, когда вы пытаетесь создать угловое соединение (о котором мы поговорим позже). Сказав, что они используются для тройника суставов тоже — особенно, когда вы подключаете пруток к плоской опорной плите.
Итак, как это работает?
Когда вы поместите круглый стержень на основание, вы увидите, что между двумя материалами есть определенные промежутки.
В общих чертах, выполнение сварного шва со скосом под развальцовку и канавкой означает заполнение этих двух зазоров. Почему? Чтобы прочно склеить две части.
Сварной шов с J-образной канавкой
Вы помните, как раньше мы обсуждали сварные швы со скосом с разделкой кромок? Что ж, сварной шов с J-образной канавкой невероятно похож на .
Итак, как это работает?
Как и в случае со сварным швом со скосом с канавкой, вертикальная деталь будет иметь форму. В этом случае вышеупомянутая форма должна быть изогнутой.
Помните, что при сварке со скосом с разделкой кромок скос представляет собой прямую и диагональную линию . Однако J-образные канавки требуют изгиба около конца прямой диагональной линии.
Затем вам нужно заполнить диагональный пробел несколько странной формы.
Сквозной сварной шов
Этот вид сварки заметно усиливает основание сварного шва (в данном случае тройника). Здесь металл сварного шва должен выходить за заднюю пластину и привариваться также с нижней стороны.
Итак, как это работает?
Когда вы выполняете этот метод с тройником, вы будете выполнять сварку через заднюю часть, чтобы металл плавился до вертикальной пластины.
Сварной паз
При сварке с пазами в тройниковых соединениях опорная плита — это область, которой манипулируют.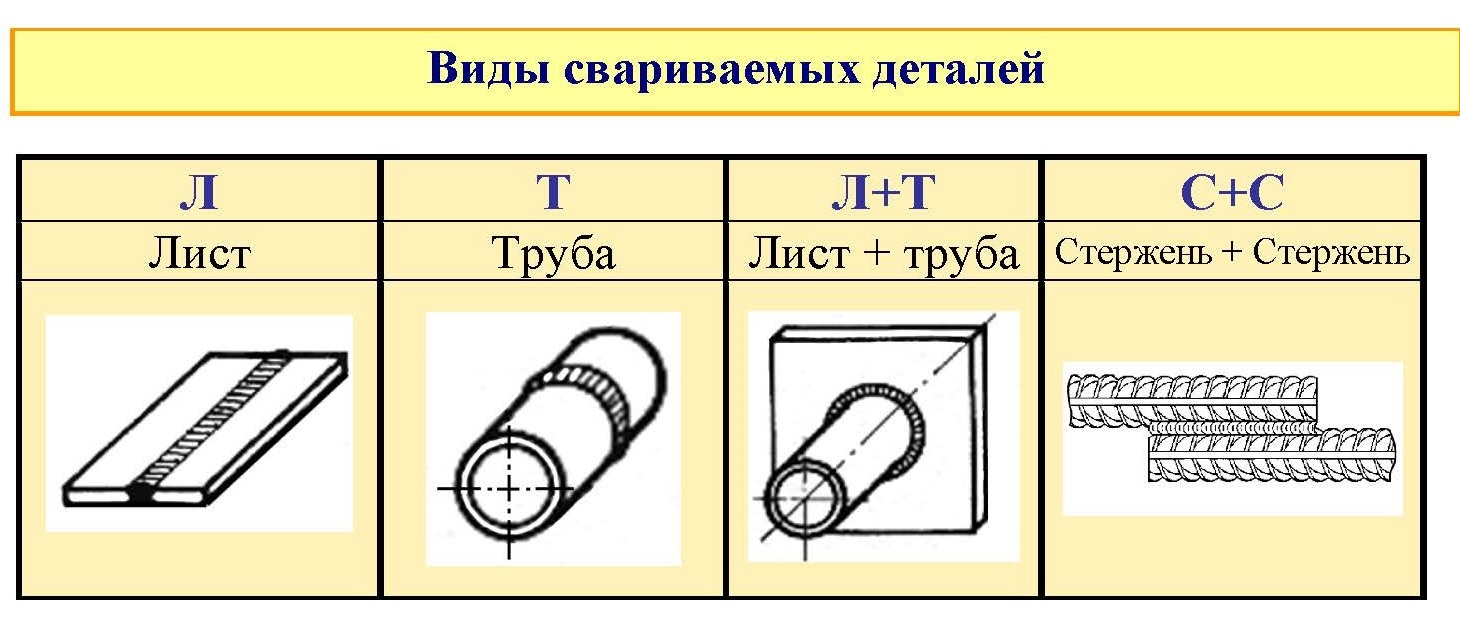 У него будет вырез, который немного больше, чем у вертикальной пластины.
У него будет вырез, который немного больше, чем у вертикальной пластины.
Итак, как это работает?
Когда опорная плита подготовлена, вы вставляете в нее вертикальную пластину.
Затем вы заполняете промежутки аналогично тому, как образуется электрозаклепка. Однако не всегда нужно заполнять его полностью — это решается для каждого проекта.
Хорошо, теперь вы готовы заняться сваркой второго типа? Фантастика! Тогда давай.
Сколько основных типов соединений бывает при сварке? Как сварить стык? >> Посмотрите видео ниже :
2. Сварка краевых швов
Торцевые соединения обычно используются, когда два куска листового металла имеют фланцевые кромки . Другие приложения, как правило, находятся в местах, где сварной шов является единственным способом соединения деталей, расположенных рядом друг с другом.
Другие приложения, как правило, находятся в местах, где сварной шов является единственным способом соединения деталей, расположенных рядом друг с другом.
Обычно металлические детали устанавливаются рядом, а затем привариваются к одной кромке.
Краевой шовЭто не очень прочное соединение, потому что металл шва не проходит через все соединение.
Когда бы вы использовали краевое соединение?
Из-за вышеупомянутой слабости краевые соединения используются только в глушителях или для соединения тонких деталей из листового металла.
Сварка кромокВы, , можете добавить присадочный металл для увеличения прочности, но есть и другие соединения, которые можно использовать, когда вам нужны сверхпрочные соединения.
Существует 7 стилей сварки, которые можно использовать для создания стыка кромок. В частности:
- Сварной шов с угловой канавкой
- Сварной шов с квадратной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с кромкой фланца
- Сварной шов с U-образной канавкой
- Сварной шов с угловым фланцем
Мы уже обсуждали угловой шов и Варианты сварки с J-образной канавкой в тройнике.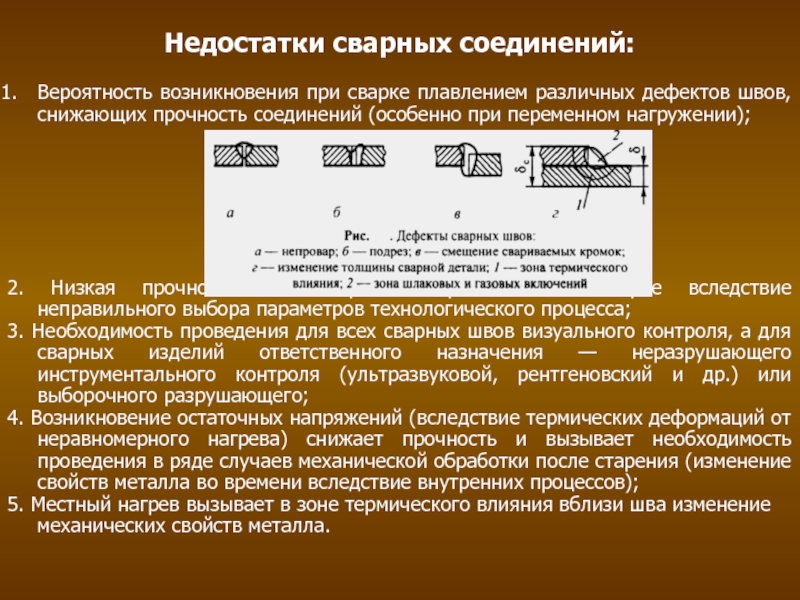 Итак, мы кратко коснемся остальных.
Итак, мы кратко коснемся остальных.
Сварной шов с квадратной канавкой
Сварка с квадратной канавкой проста.Кроме того, он обеспечивает дополнительную прочность (но при использовании в качестве кромочного соединения этого практически не наблюдается).
Здесь нет промежутков между деталями, и он чаще используется при газовой или дуговой сварке.
Конечно, с толщиной сварного шва можно поиграться. Но если вы ищете довольно плавную кромку, с этим нельзя заходить слишком далеко.
Сварной шов с V-образной канавкой
Если оба края вашей детали скошены с каждой стороны, вам придется выполнить сварку с V-образной канавкой.
Что мы имеем в виду?
Когда ваш материал стоит на основании, выглядит ли он как дом с остроконечной крышей? Да? Затем, когда вы помещаете кончик «крыши» на кончик второй части крыши, единственный способ соединить их — это сделать сварной шов с V-образной канавкой.
Здесь вам нужно заполнить верхние и нижние , чтобы закрепить детали.
Приварной фланец кромки
Если обе металлические детали, которые вы планируете соединить кромкой, имеют фланцевое соединение, то кромочный шов будет вашим новым лучшим другом.
Просто соедините две прямые кромки вместе (фланцы должны быть расширены с обеих сторон) и приварить соединение.
Это было легко, не правда ли?
Сварной шов с U-образной канавкой
Вернемся к V-образной канавке. У вас ведь были штуки с остроконечными крышами? Что ж, представьте, что диагональные стороны были вдавлены внутрь, и когда две части сложены вместе, образуются полукруги. Это U-образный паз.
Подобно вышеупомянутой V-образной канавке, вам необходимо сварить верхнюю и нижнюю части, чтобы закрепить ее.
Приварной угловой фланец
Угловой шов с фланцем должен использоваться, когда одна деталь представляет собой прямоугольник (т. Е. Без кромок этого фланца), а другая — с отбортованной кромкой.
Здесь вы должны соединить прямую сторону фланца с плоским металлом так, чтобы верхние части были выровнены. Затем сварите уголки, чтобы закрепить два листа.
Затем сварите уголки, чтобы закрепить два листа.
3. Сварка угловых швов
Сектор листового металла любит этот тип соединения.
Применяется при сварке снаружи прилегающих металлических деталей.Если вы разместили детали правильно (под прямым углом), готовый предмет будет иметь L-образную форму.
Сварка угловых стыковКогда бы вы использовали угловое соединение?
Обычно этот тип соединения используется при изготовлении прямоугольных рам или строительных коробов.
Для сварки угловых швов можно использовать следующие 9 стилей:
- Угловой шов
- Краевой шов
- Точечная сварка
- Угловой шов
- Сварка с квадратной канавкой
- Сварка с V-образной канавкой
- Сварка с U-образной канавкой
- Сварка с J-образной канавкой
- Сварка с канавкой под углом
Мы уже рассмотрели все это, так что обратите внимание на наш предыдущий разговор, если вам нужно напомнить.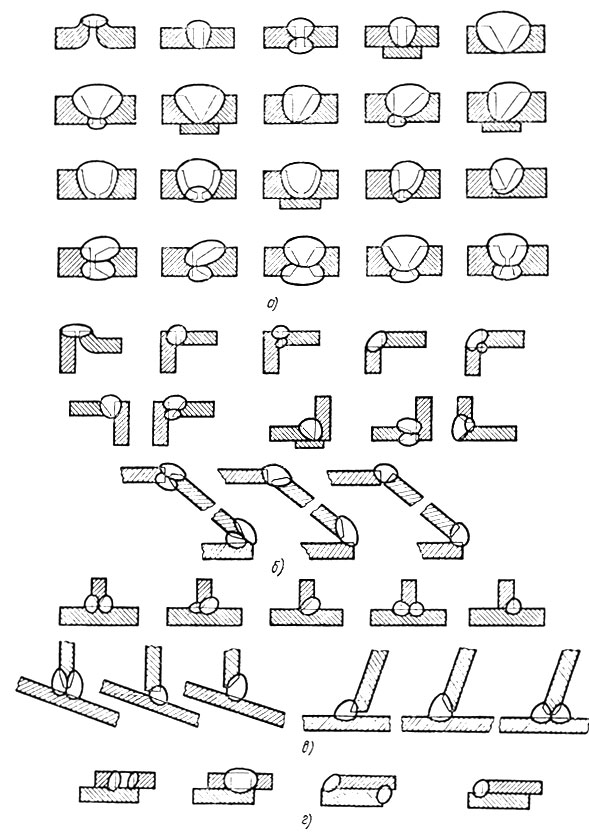
4. Сварка внахлест
Если вам нужно соединить два куска металла разной толщины, соединение внахлест — это то, что вам нужно. Как вы, наверное, догадались по названию, металлические части накладываются друг на друга, образуя соединение внахлест.
Соединение внахлестку СваркаВы можете выбрать, сваривать ли с одной стороны или с обеих, в зависимости от того, насколько прочным должно быть соединение.
Когда бы вы использовали коленчатое соединение?
Этот тип сварного соединения обычно используется в следующих случаях:
- Изготовление временного каркаса
- Изготовление шкафа (для создания каркаса)
- Изготовление стола
- И аналогичные попытки
Для изготовления соединения внахлест можно использовать любой из следующих 6 стилей:
- Точечная сварка
- Сварка со скосом с канавкой
- Сварка с J-образной канавкой
- Сварка с развальцовкой под углом
- Заглушка
- Сварка с пазом
Да, мы рассмотрели все эти вопросы! Вы можете найти все, что вам нужно знать, в разделе тройников или краевых соединений.
5. Сварка стыковых соединений
Для стыковой сварки две детали должны располагаться рядом друг с другом в параллельном положении. Это наиболее распространенный вид сварки для многих бытовых промышленных применений и .
Стыковое соединение сваркаКогда бы вы использовали стыковое соединение?
Обычно этот вид сварного соединения используется при соединении фланцев, клапанов, определенного оборудования, труб, трубок и других фитингов.
Стыковое соединение горизонтальноеЕсть 7 стилей, из которых можно выбрать стыковые соединения.Посмотрите ниже:
- Сварной шов с канавкой под углом
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с квадратной канавкой
- Сварной шов с развальцовкой и V-образной канавкой
- Сварной шов под углом
сварка под развальцовку с V-образной канавкой, поскольку мы еще не обсуждали это.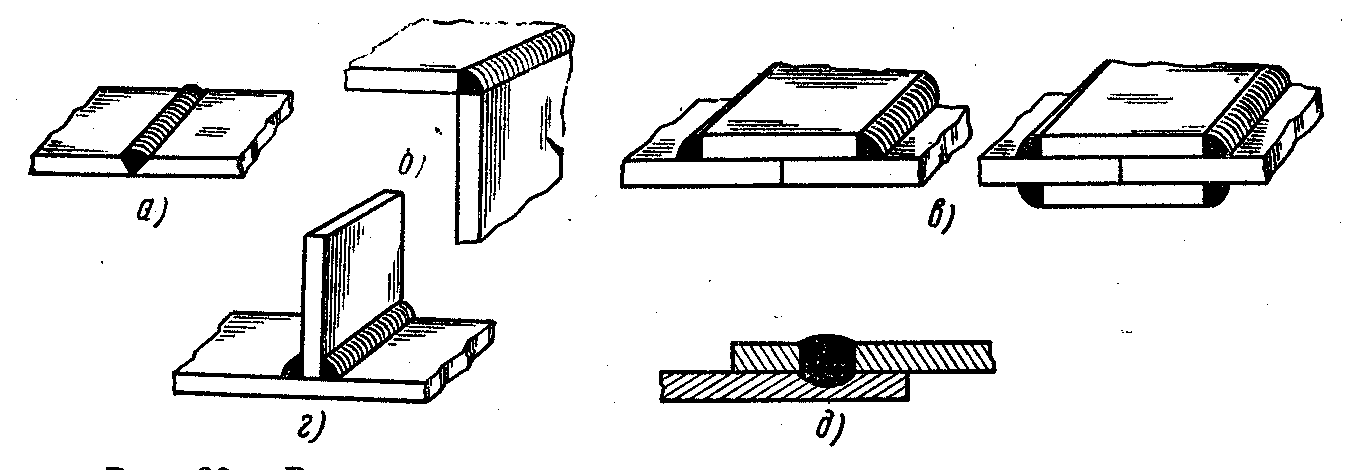
Сварной шов с отбортовкой и V-образной канавкой
Это просто сварка со скосом под фаску, но когда обе детали имеют цилиндрическую форму. Здесь детали размещаются вдоль друг друга, и вы будете сваривать с обеих сторон, чтобы усилить соединение.
Недавно я написал статью о 4 основных положениях сварки, взгляните на нее.
Как проверить различные типы сварных соединений?
Иногда вы можете захотеть проверить долговечность и прочность ваших сварных соединений. Это может быть более заметным в таких отраслях, как автомобилестроение , но это не всегда так. Гарантия того, что вы производите высококачественный товар, не ограничивается определенными секторами.
Ссылки по теме: Physical Weld Testing — Ultimate Guide: Destructive & Non-Destructive
Есть много способов проверить сварные соединения; некоторые легче, чем другие.Поскольку мы не хотим вас утомлять, сегодня мы поговорим только о четырех основных из них.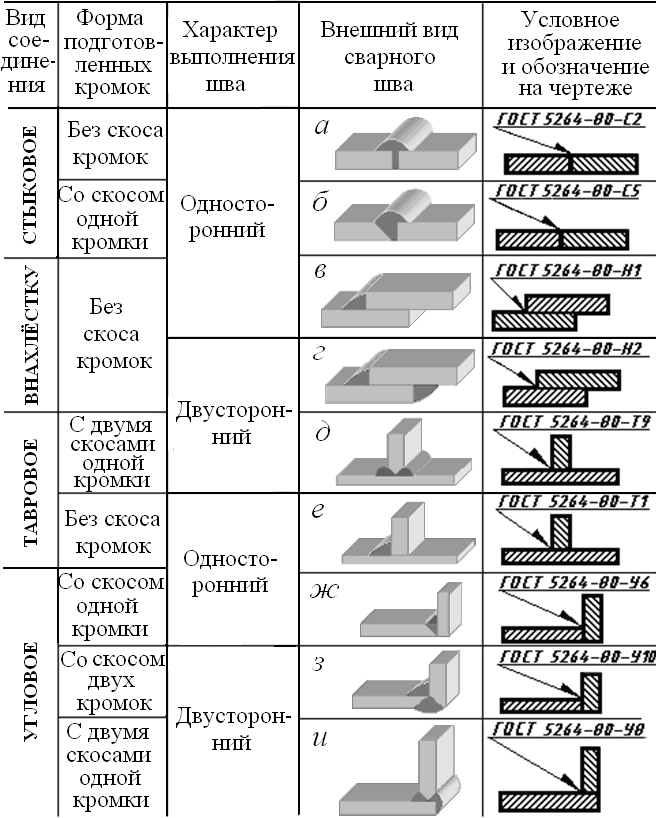
Давайте углубимся в подробности.
Испытания на изгиб
Это самый популярный тест, который используется для проверки навыков и порядочности вас, сварщика. Сказать по правде, это обычное дело, потому что это быстро и просто. Никаких дополнительных инструментов не требуется, поэтому любой сварщик может выполнить испытание на изгиб.
Какая теория стоит за этим? Что ж, это работает на основе философии, согласно которой сварное соединение должно выдерживать определенное давление, прежде чем оно сломается или потрескается.
Существуют различные версии испытаний на изгиб: тест на управляемый изгиб, обратный изгиб и свободный изгиб. Мы рассмотрим каждый из них по очереди.
Управляемый тест на изгиб
Эта версия используется для проверки качества впадины и торца сварного шва. Обычно кусок сгибается на 180 градусов.
В зависимости от того, исследуете ли вы лицо или корень, деталь будет удерживаться в разных точках.
Для правильного проведения управляемой проверки на изгиб вам понадобится приспособление.
Испытание на обратный изгиб
Опция испытания на изгиб назад определяет качество используемого металла и степень проплавления стыка.
Используемые элементы похожи на элементы бесплатного теста, которые вы можете найти ниже, если вы не знакомы со всем, что там включено.
Ваш кусок должен быть согнут ровно на 90 градусов, не ломаясь, чтобы он соответствовал этому требованию. Однако вы не увидите, чтобы многие люди выполняли это, так как это было превзойдено управляемым тестом на изгиб.
Испытание на свободный изгиб
Этот тип испытания на изгиб был изобретен для проверки пластичности металла в сварном шве.
Чтобы сделать это правильно, вам нужно будет удерживать и сгибать вашу деталь через определенные промежутки времени. Концы будут загнуты примерно на 30 градусов, треть пути посередине. Это гарантирует, что все изгибы происходят внутри сварного шва.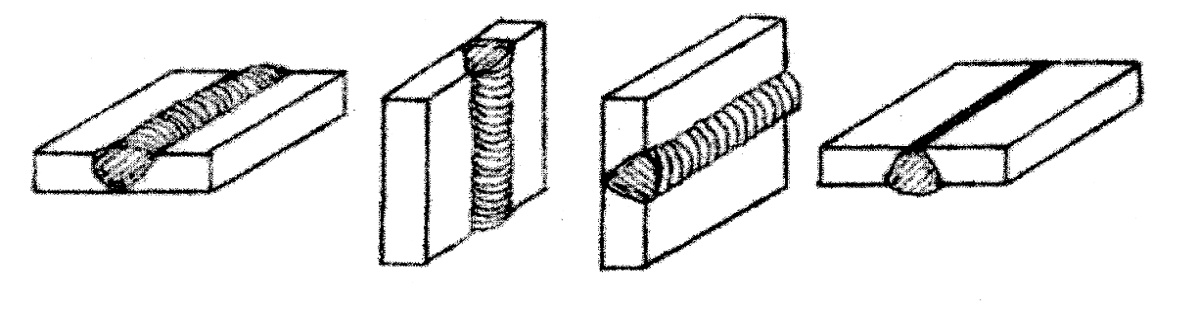
Затем вы поместите свою деталь в специализированную машину, которая приложит к ней большую сжимающую силу.Не остановится, пока не появятся трещины. Именно тогда вы знаете, насколько пластично ваше сварное соединение.
Тесты на разрыв ников
Чтобы провести испытание на разрыв зазубрин, вам нужно разорвать сварное соединение и осмотреть части, которые сломались. Мы слышим, вы спросите, что вы могли бы получить от этого? Ну, а сколько там газовых карманов, пористость и степень плавления, можно установить.
Вы должны поместить свою деталь между двумя опорными системами, которые затем оказывают давление. После этого вам понадобится молоток, чтобы нанести короткий резкий удар.Несомненно, это сломает ваш кусок. После этого остается только осмотреть детали на предмет дефектов.
Ссылки по теме: 11 распространенных дефектов сварки и способы их предотвращения
Тесты кислотным травлением
Этот вид теста поможет вам определить прочность сварного шва.
Во-первых, вам нужно вырезать поперечное сечение стыка. Эта вырезанная часть будет помещена в раствор для травления.
Под «раствором для травления» мы подразумеваем йод, йодид калия или азотную кислоту.
Раствор в конечном итоге вступит в реакцию с металлом, чтобы показать вам, в чем заключаются недостатки изделия. Кроме того, это позволит вам увидеть, где проходит граница между основным металлом и металлом шва.
Неразрушающие испытания сварных швов
До сих пор все тесты, которые мы рассматривали, были разрушительными. Другими словами, к концу экзамена ваш кусок сломан. Однако , этот последний гарантирует, что ваш образец останется нетронутым после факта.
Это просто проверит целостность материала, который вы использовали.
К сожалению, это очень технический, продвинутый тип тестирования, который требует чрезвычайно специализированного оборудования. К этим методам относятся рентгенография, визуальные испытания, контроль проникновения жидкости, испытания магнитными частицами и многое другое.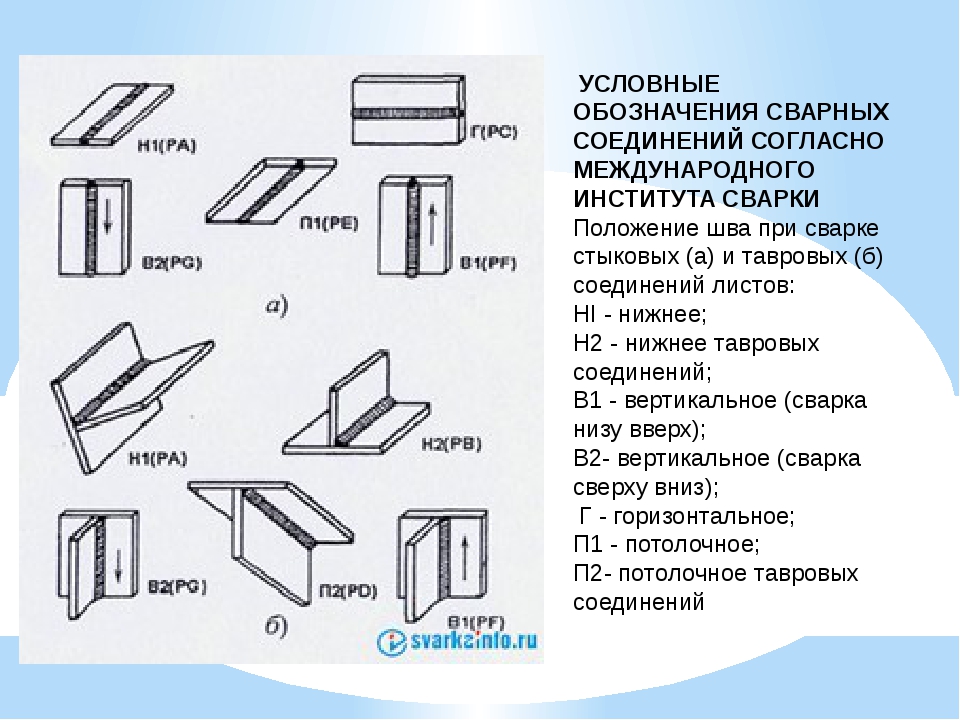
Часто задаваемые вопросы
Вот несколько часто задаваемых вопросов о типах сварных швов:
Сварные соединения постоянные?
Сварные швы постоянные? Да, когда вы делаете сварной шов, он будет там постоянно.
Поскольку металлы плавятся при такой высокой температуре, заполняются для создания сварочной ванны, а затем охлаждаются, разорвать соединение практически невозможно.
Однако вы должны отметить, что соединение будет намного менее прочным, чем соединенные с ним детали. Имеет ли это смысл? Отлично!
Какие сварные соединения самые прочные?
Какие сварочные соединения самые прочные? Профессиональные сварщики скажут, что тройники или угловые соединения являются самыми прочными из-за правильного проплавления при использовании сварочного аппарата .
Однако на самом деле все зависит от материалов, но мы предполагаем, что вы используете какой-то довольно прочный материал. Итак, если это так, вы захотите использовать открытый сварной угловой шов.
Итак, если это так, вы захотите использовать открытый сварной угловой шов.
Здесь L-образная форма будет достигнута путем размещения частей рядом друг с другом, оставляя небольшой промежуток между ними. Сварной шов заполняют угол и зазор.
Какой металл сложнее всего сваривать?
Специально для новичков алюминий считается самым трудным для сварки металлом.
Очень трудно определить температуру плавления алюминия, потому что он смешивается со многими другими металлами.
Подробнее о сварке алюминия читайте в этой статье.
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (NO CRAP)
Итог
Сварка может оказаться сложной задачей, если вы позволите всей этой информации ошеломить вас. Но так быть не должно! Возвращайся сюда, когда тебе понадобится освежиться. Мы всегда рады помочь вам с любыми вопросами по пяти основным сварным швам и многому другому.
Но так быть не должно! Возвращайся сюда, когда тебе понадобится освежиться. Мы всегда рады помочь вам с любыми вопросами по пяти основным сварным швам и многому другому.
Всем спокойной и счастливой сварки!
Список литературы
https://en.wikipedia.org/wiki/Welding_joint#Square_butt_joints
https://www.weldersuniverse.com/welding_joints.html
https://www.steelconstruction.info/Welding
https: // www.thefabricator.com/glossary/guided-bend-test
https://www.mig-welding.co.uk/plug-weld.htm
Сварные соединения: соединение угловых профилей под углом 90 градусов с помощью простого соединения Cope >> Посмотрите видео ниже:
 youtube.com/embed/AZVqMnktPq0?start=9&feature=oembed»/>
youtube.com/embed/AZVqMnktPq0?start=9&feature=oembed»/>
6 различных типов сварных соединений — в чем различия? | автор: Jacob Mills
Опубликовано на WeldingChamps.com
Фото Hortlander на FlickrВы боретесь с терминологией сварных соединений или не знаете, как сварить конкретное соединение наилучшим образом для вашего проекта? Без подробного руководства или значительного опыта это может быть сложно.Читайте дальше, и вы узнаете о шести соединениях, их различиях и о том, на что обращать внимание при их сварке.
Есть два типа сварных швов, выполняемых в шести различных соединениях. Все они просты для понимания, и когда каждое имя будет объяснено, вы оцените полезные словесные перехваты, которые каждое имя должно запомнить.
Эти два шва могут выполняться одинаково. Их сила может отличаться в зависимости от того, как они подготовлены и выполнены в своих настройках, но в основном это пространство, в которое вы ввариваетесь, определяет его название.
Стыковой шов — это когда две грани разных пластин плотно прилегают друг к другу и заподлицо вдоль их вершин. Иногда они расположены под небольшим углом, но обычно они выровнены прямо. Этот сварной шов получил свое название, потому что две пластины обычно стыкуются друг с другом встык.
Этот тип сварного шва может иметь участки, вырезанные из углов пластин различной формы и размеров. Они называются подготовкой к сварке и добавляются для обеспечения большей глубины сварного шва.Соединение также может иметь два квадратных конца без какой-либо подготовки к сварке. Чем больше добавляется подготовка к сварке, тем прочнее будет соединение, в результате чего на работу добавляется время. Поэтому, когда проект не требует этого, лучше сваривать их квадратные концы, а не разрезать подготовительные части под сварку.
Этот тип сварного шва находится внутри внутреннего угла двух пластин. Чаще всего угол составляет 90 °, но может быть любой угол меньше, если вы можете сваривать его, и любой угол больше примерно до 145 °.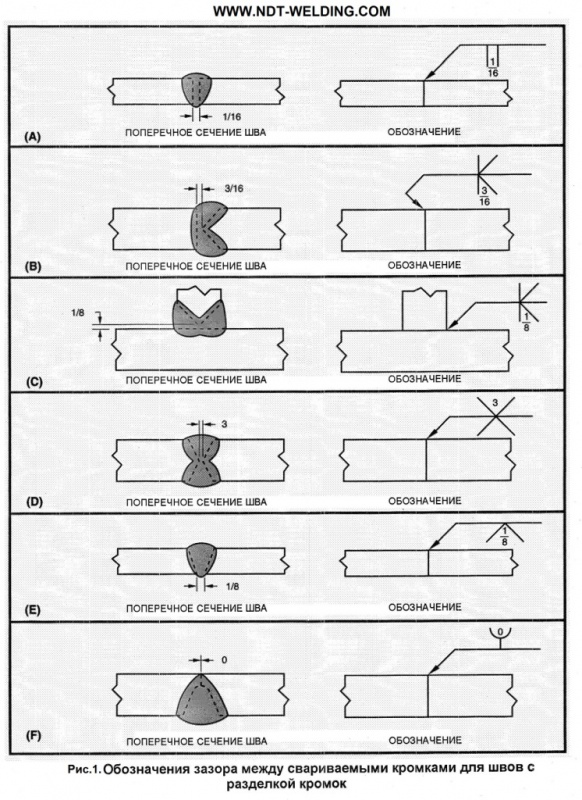 Он получил название «скругление», потому что «скругление» — старое слово, используемое для описания куска материала треугольной формы, аналогичного форме внутреннего угла, с которым вы привариваете угловой сварной шов.Я помню угловой шов под термином «заполнить его», потому что, когда есть угол, который нужно сварить, вы заполняете его сварным швом, в отличие от стыкового шва, где вы обычно покрываете его сварным швом.
Он получил название «скругление», потому что «скругление» — старое слово, используемое для описания куска материала треугольной формы, аналогичного форме внутреннего угла, с которым вы привариваете угловой сварной шов.Я помню угловой шов под термином «заполнить его», потому что, когда есть угол, который нужно сварить, вы заполняете его сварным швом, в отличие от стыкового шва, где вы обычно покрываете его сварным швом.
Тройник, как следует из названия, представляет собой соединение в форме буквы T. Один кусок металла ложится ровно, а другой участок приваривается, стоя на боку или концом вверх. Это простой на вид косяк. Хотя этот сварной шов имеет тенденцию быть более легким во многих отношениях, его выполнение может оказаться сложным из-за того, что сварной шов растягивается в любом направлении из-за недостаточной площади поверхности между двумя сварными швами.
Это почти всегда имеет сварные швы на обеих длин вертикальной пластины, и часто имеет концы сварены, завершив его с четырех сторон, слитых с опорной плитой.
Важно знать, как сварные швы деформируют металл. Кусок, который стоит вертикально, должен быть под определенным углом, и если вы закрепите его под прямым углом и приварите, он всегда будет тянуться к той стороне, которую вы свариваете первой. Поэтому необходимо сварить его так, чтобы этого не произошло.Есть два хороших способа предотвратить это, описанные ниже. Используемый материал и требования к отделке поверхности определят наилучший способ обеспечить концы стыка в пределах допустимого угла.
Закрепите пластину так, чтобы она располагалась под правильным углом и в правильном месте. Затем прикрепите скобы к обеим свариваемым секциям, проверяя по ходу, что они не смещались и не тянулись в процессе. Когда будет достаточно скоб, чтобы он не двигался, выполните четыре этапа выполнения.Полностью сварите соединение, подождите, пока он остынет, отрежьте скобы (следя за тем, чтобы не врезаться в работу) и отшлифуйте сварной шов мягким шлифовальным кругом, например, откидным кругом, чтобы оставить чистую поверхность.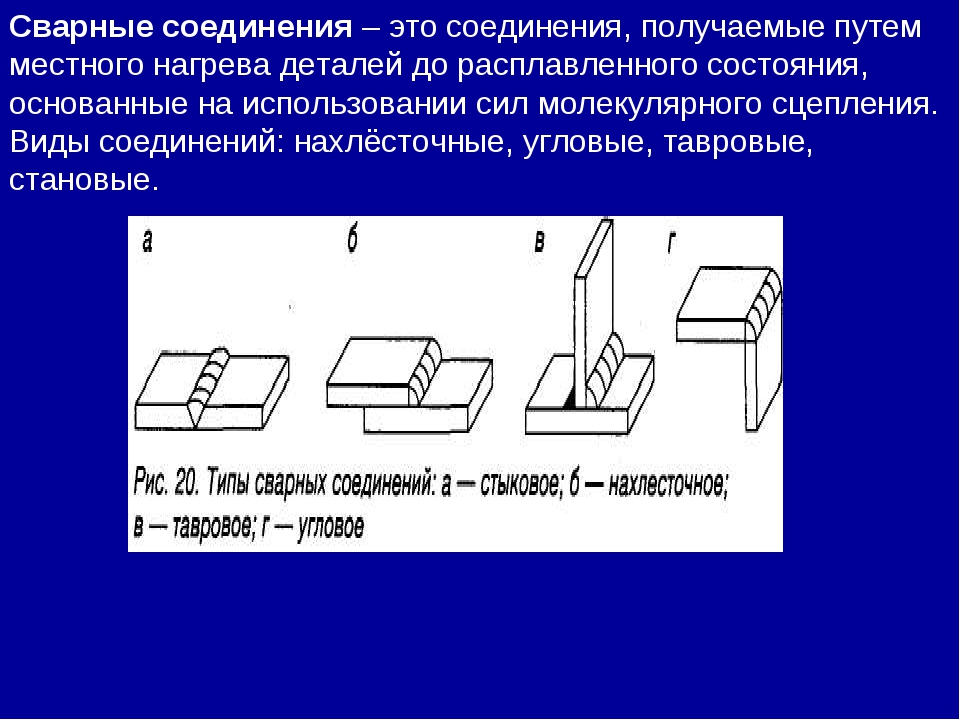 Этот параметр можно использовать для небольших работ, но обычно он используется для больших участков, где правка после сварки затруднена.
Этот параметр можно использовать для небольших работ, но обычно он используется для больших участков, где правка после сварки затруднена.
Закрепите пластину под небольшим углом от стороны, которую вы будете сначала сваривать, чтобы при сварке она заняла то положение, в котором должна находиться. Это требует опыта и никогда не будет освоено сразу.Вам нужно будет узнать, на сколько пластина будет тянуть в различных обстоятельствах, потому что она будет меняться в зависимости от материала и размера ваших сварных швов. Со временем вы станете точнее с ним, но тем временем продолжайте практиковаться, постепенно корректируя ненужные кусочки тарелки, чтобы прочувствовать это.
По завершении сварки проверьте правильность угла. Убедитесь, что ваш измерительный инструмент очищает сварной шов для точного измерения. Например, если стык должен быть под углом 90 °, для используемого квадрата потребуется отрезать угол между двумя сторонами измерения, чтобы он очищал сварной шов при использовании.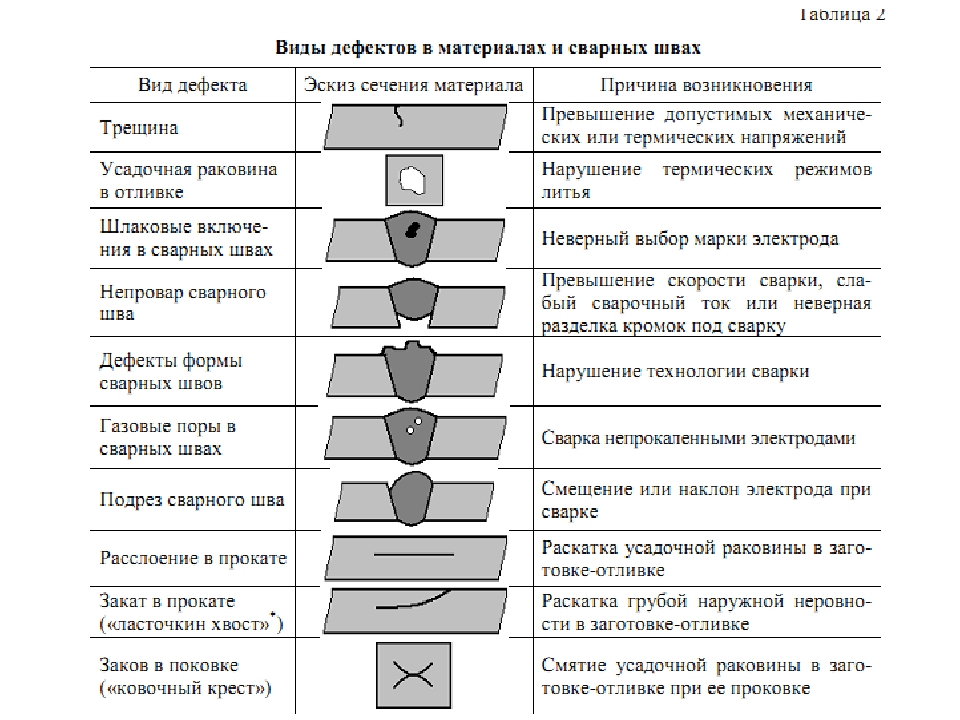
Если угол неправильный, постучите по сварной пластине мягким молотком, чтобы заставить ее встать на место. Чем горячее сварной шов, тем легче он будет двигаться. Убедитесь, что он изгибается по сварному шву, а не изгибает пластину над швом. Не используйте стальной молоток; в противном случае вы можете вмять пластину при ударе.
Квадратное соединение похоже на тройник, только это L, а не T. Пластина A лежит ровно, а пластина B стоит на своем конце заподлицо с концом пластины A для стыковой сварки.На другой стороне листа будет угловой шов под углом 90 °. Пластины могут быть одинаковой или разной длины, ширины и толщины. Любой конец пластины A также может быть приварен к пластине B, в зависимости от требований проекта. Название «квадратное соединение» относится к стыку 90 °, то есть под тем же углом, что и квадрат.
Квадратные соединения обычно не так прочны, как тройники. Квадратное соединение имеет стыковой сварной шов с одной стороны и угловой шов с другой, что придает ему неравномерную прочность, в отличие от тройника, в котором с обеих сторон имеется два угловых шва. Для повышения прочности стыкового шва стоит предусмотреть подготовку стыкового шва. Следуйте одному из двух вариантов, предусмотренных в разделе тройникового соединения, чтобы закончить квадратным соединением, а не угловым соединением от вытягивания пластины А.
Для повышения прочности стыкового шва стоит предусмотреть подготовку стыкового шва. Следуйте одному из двух вариантов, предусмотренных в разделе тройникового соединения, чтобы закончить квадратным соединением, а не угловым соединением от вытягивания пластины А.
Это соединение для большинства стыковых швов, отсюда оно и получило свое название. Две пластины соединяются один за другим и проходят заподлицо по верхней и нижней сторонам. Это может быть труднее выполнить сварку из-за того, что у него меньше визуальной направляющей линии для выполнения прямого шва, в отличие от большинства других соединений.Также требуется подготовка сварного шва, чтобы придать ему достаточную прочность, если только он не является критическим сварным швом или имеет большую выпуклую поверхность с глубоким проплавлением.
При сварке стыковых соединений, чем больше будет подготовленных сварных швов, тем прочнее он будет. Будьте осторожны, чтобы не продуть дно, если у вас есть обширная подготовка к сварке. Часто для этого необходим подкладочный шов. Подложка — это когда вы заполняете небольшой участок в нижней части подготовительного шва сварным швом перед тем, как сварить его полностью.
Часто для этого необходим подкладочный шов. Подложка — это когда вы заполняете небольшой участок в нижней части подготовительного шва сварным швом перед тем, как сварить его полностью.
Хотя большее количество сварного шва дает более прочный сварной шов, если вы вложите в него слишком много тепла, превышение температуры приведет к искривлению или искривлению вашего проекта.Сварка с обеих сторон помогает, но она все равно может деформировать пластины при воздействии слишком большого количества тепла.
Соединение внахлест — это когда одна пластина перекрывает другую, оставляя две секции для угловых швов, одну сверху и одну снизу. Часто это самый надежный сварной шов из-за большой площади поверхности между сварными швами. Я лично считаю, что это самый простой в сварке шов. Термин «соединение внахлестку» происходит от слова «перекрытие». Две перекрывающиеся пластины описываются сокращенным термином «соединение внахлест».”
Эти соединения гладкие под сварку. Когда они будут размещены в нужном месте, больше не о чем беспокоиться, кроме как просто сварить их.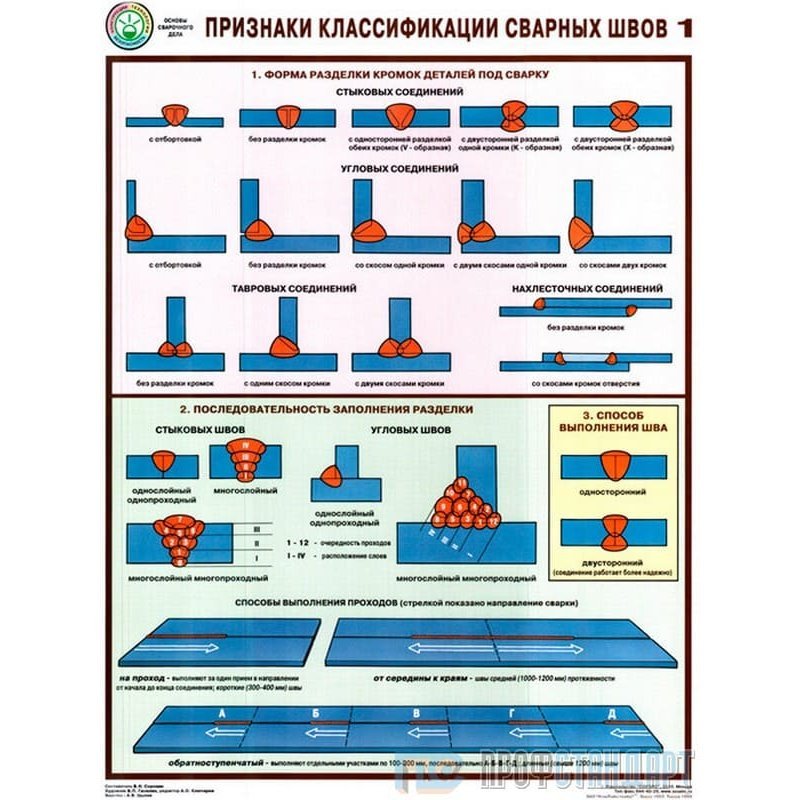 Это отличный вариант для начала сварки. Если вы можете включить эти соединения в свой проект, это добавит дополнительной прочности там, где в противном случае ее могло бы не хватить.
Это отличный вариант для начала сварки. Если вы можете включить эти соединения в свой проект, это добавит дополнительной прочности там, где в противном случае ее могло бы не хватить.
Как и в случае с другими соединениями, будьте осторожны, чтобы не подвергать сварные швы слишком сильному нагреву, так как они все равно могут деформироваться, даже если имеют приличное сечение перекрытия. Если есть деформация пластин, она будет на концах без изгиба внахлест, так как они являются самым слабым местом.
Краевое соединение — это соединение двух пластин лицом к лицу друг с другом, как соединение внахлест, но края, по крайней мере, на одной стороне соединяемых деталей встречаются. На нем всегда есть один стыковой шов. Иногда это все, что он может иметь, но он может иметь и другие три стороны, сваренные угловыми или стыковыми швами.
Если у вас только один стыковой шов, имейте в виду, что при сварке пластина, скорее всего, разделится, как отверстие моллюска. Имеет смысл зажать или прихватить сварной шов перед сваркой соединения. Если на нем несколько сварных швов, краевой сварной шов может быть сплошным, как соединение внахлест, из-за большой площади поверхности, зажатой между сварными швами.
Если на нем несколько сварных швов, краевой сварной шов может быть сплошным, как соединение внахлест, из-за большой площади поверхности, зажатой между сварными швами.
Хороший внешний вид кромочного сварного шва может оказаться сложной задачей, если он сваривается без предварительной подготовки. Если позволяет время, рекомендуется вырезать один клин между пластинами. Это придаст больше прочности и улучшит внешний вид.
Как следует из названия, это стыки, в которых соприкасаются только углы двух пластин.Угол между пластинами варьируется, но часто он составляет 90 °, и остается большая V, которую нужно заполнить. Любая сторона углового соединения обычно сваривается, но внутренний угол иногда остается без сварного шва. При правильной сварке получается гладкая вогнутая поверхность, которая выглядит фантастически.
Обязательно закрепите угловые соединения, чтобы они не выходили из-под угла. Не нагревайте его, так как это усилит тягу. Даже если он закреплен, сильная жара может деформировать сустав.