Резьба, изображение и обозначение резьб.
1. Виды резьб
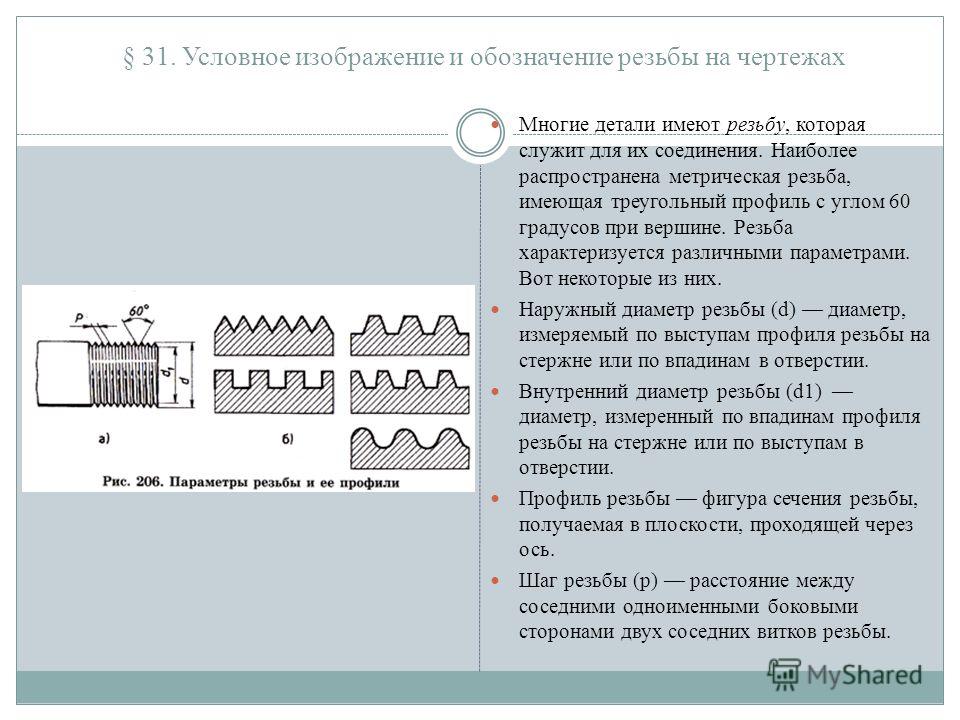
Резьбы и резьбовые соединения широко распространены в технике. К их достоинствам относятся удобство сборки и разборки, простота изготовления.
Резьбы классифицируются по следующим признакам. В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические и конические.
По расположению на поверхности стержня или отверстия они подразделяются на наружные и внутренние.
В зависимости от формы профиля различают резьбы треугольного, прямоугольного, трапецеидального, круглого и других профилей.
По эксплуатационному назначению резьбы делятся на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические) и ходовые (трапецеидальные, упорные, прямоугольные).
В соответствии с ГОСТ 11708-66 основные элементы и параметры резьбы имеют следующие определения.
Правая резьба образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя.
Левая резьба образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя.
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ее ось.
Угол профиля — угол между боковыми сторонами профиля.
Шаг резьбы P — расстояние между соседними одноименными боковыми
сторонами в направлении, параллельном оси резьбы.
Ход резьбы Ph — расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы — величина относительного осевого перемещения винта (гайки) за один оборот.
Между ходом резьбы Ph и шагом P существует зависимость: Ph = P • n,
где n — число заходов.
Так как в однозаходной резьбе n = 1, то Ph = P.
Наружный диаметр резьбы (d — для болта, D — для гайки) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.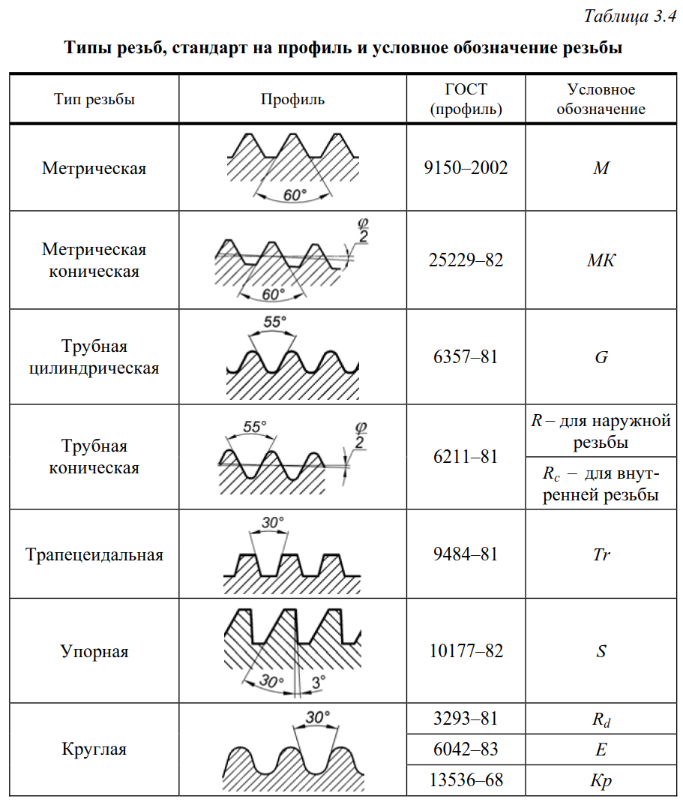
2. Условное изображение резьбы
Правила изображения резьбы на чертежах устанавливает ГОСТ 13536-68. Все резьбы изображаются одинаково.
На стержне резьба (наружная) изображается сплошными основными, толстыми линиями — по наружному диаметру и тонкими линиями — по внутреннему (рис. 1, а). На виде, где стержень с резьбой проецируется в окружность, контур его вычерчивают сплошной толстой основной линией, а внутренний контур изображают дугой окружности, проведенной тонкой линией приблизительно на 3/4 окружности, у которой разрыв может располагаться в любом месте, но концы дуги не разрешается располагать на осях. Тонкую сплошную линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной толстой основной линии и не более, чем на величину шага резьбы.
Резьбу в отверстии в продольном разрезе изображают сплошными тонкими линиями по наружному диаметру и сплошными толстыми линиями по внутреннему диаметру. Границу резьбы показывают сплошной толстой основной линией (рис.
На виде, где отверстие с резьбой проецируется в окружность, проводят по наружному диаметру резьбы тонкой линией дугу окружности, приблизительно равную 3/4 окружности, разомкнутую в любом месте (концы дуг не рекомендуется располагать на осях). Внутреннюю окружность, диаметр которой равен внутреннему диаметру резьбы, проводят сплошной толстой основной линией. Если отверстие с резьбой глухое, то его показывают так, как на рис. 1, б. Длина части глухого отверстия без резьбы на чертежах принимается равной половине наружного диаметра резьбы. Конец отверстия из-под сверла имеет форму конуса с углом при вершине, равным 1200. На чертежах величину этого угла не наносят.
На чертежах, по которым резьбу не выполняют, конец глухого резьбового отверстия допускается изображать так, как на рис. 2.
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения на плоскости, перпендикулярной оси, условно не изображаются.
Чертеж резьбового соединения слагается из изображений составляющих его деталей.
Следует помнить, что хотя чертеж соединения (рис. 3) и содержит разрез, стержень с резьбой не заштрихован, т. к. секущая плоскость проходит вдоль сплошной (непустотелой) детали, которую разрезают, но не заштриховывают.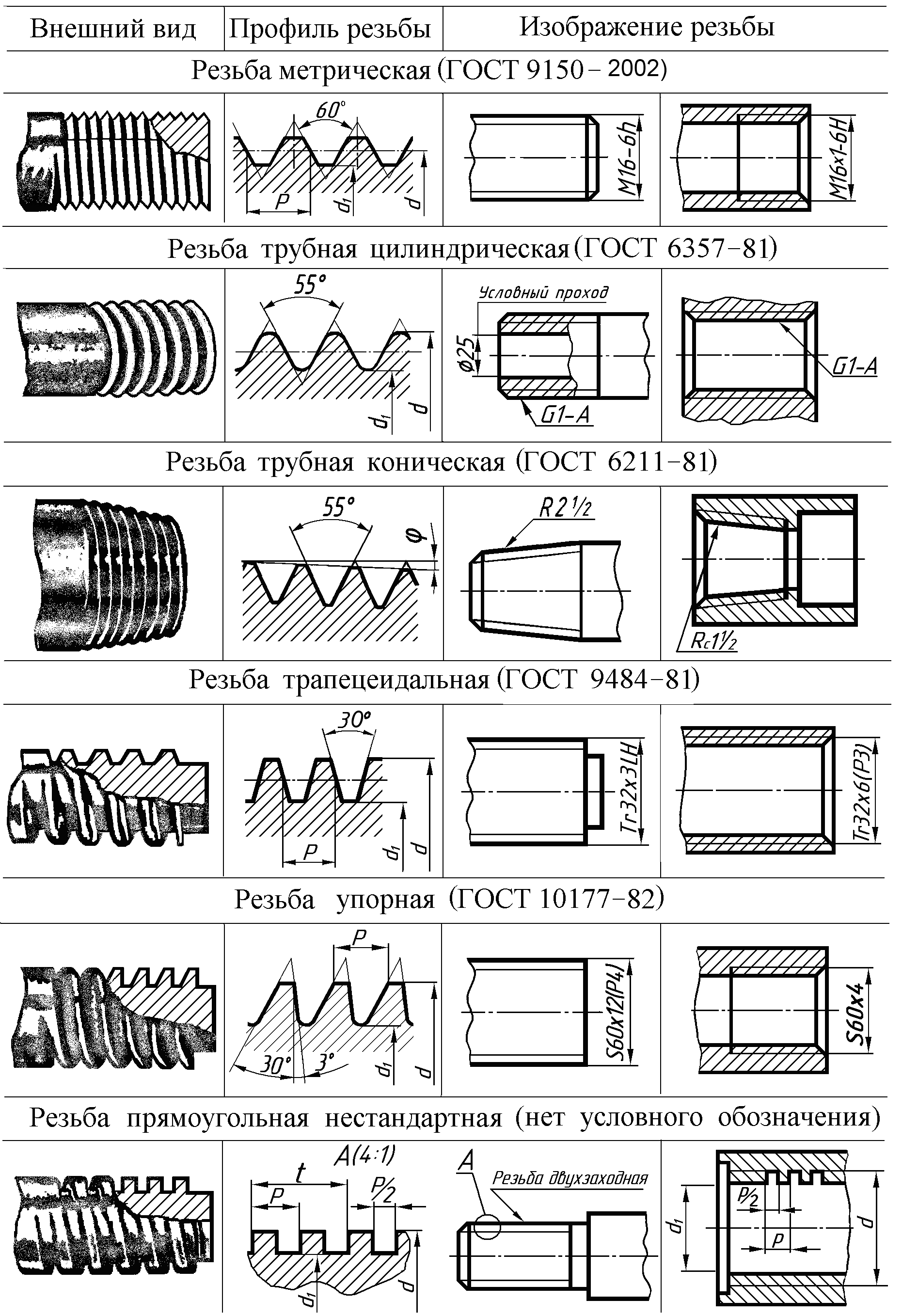
3. Обозначение резьб
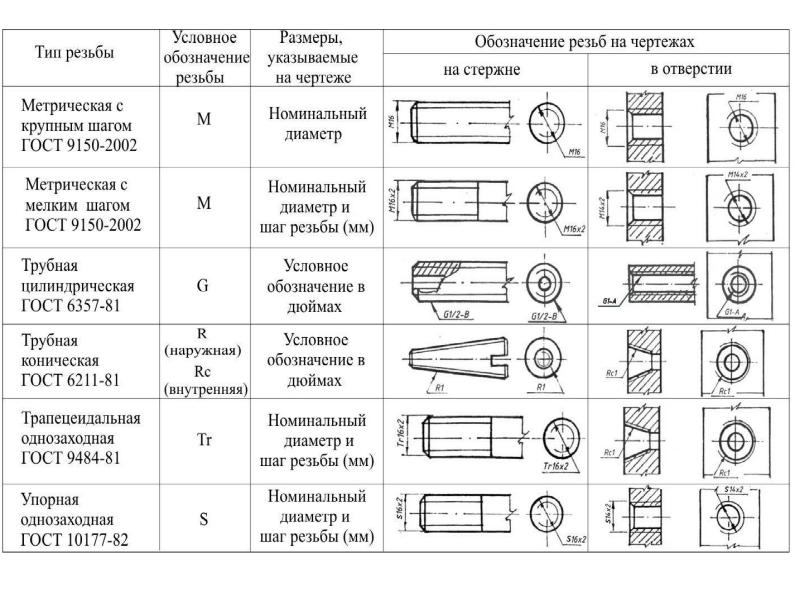
Так как все резьбы на чертеже изображают одинаково, то тип резьбы и ее основные размеры указывают на чертежах особой надписью, называемой обозначением резьбы. Примеры условных обозначений резьб общего назначения приведены в табл. 1.
Однозаходные метрические резьбы при одном и том же наружном диаметре могут иметь несколько значений шага. Шаг с максимальным значением называется крупным, а остальные — мелкими. Выбор значения крупного шага производится из условия, чтобы угол подъема винтовой нитки был не больше 2030/. Крупный шаг в условном обозначении не указывается.
Левые резьбы обозначаются латинскими буквами LH. Например, М20¥1,5LH — резьба метрическая, диаметр 20 мм, шаг мелкий — 1,5 мм, левая.
На чертежах наносится обозначение резьб: метрической, трапецеидальной, упорной (рис. 4), трубной (рис. 5). Так как прямоугольная резьба нестандартная, то у нее нет обозначения. На чертеже эта резьба изображается так, как показано на рис.
Типы резьбовых соединений — Детали машин
Резьбы цилиндрические
Метрическая резьба с симметричным треугол. профилем (угол профиля 60 градусов) характеризуется большим трением по отношению трениею дюймовой резьбы. Трубная резьба обладает симметричным треугольным профилем с углом профиля 55 градусов. Скругленные вершины и впадины в купе с отсутствие зазоров по ним обеспечивают хорошую герметичность соединения. Обозначение резьбы задают в дюймах (один дюйм равен 25,4 мм) по внутр. диаметру трубы. Трапецеидальная резьба — ходовая, с профилем симм. трапеции с углом 30 градусов, имеет меньшее трение в отличие от метрической. Упорная резьба та же является ходовой и обладает несимметричным профилем с формой трапеции и предназначена для восприятия нагрузок по осям только в 1-м направлении стороной профиля с маленьким углом наклона. Маленький угол наклона профиля позволяет шлифовать предвар. закаленную резьбу, а та же снизить силу трения и износ резьбы.
Резьбы конические
Типы профилей и размерыные параметры конических резьб показаны на рисунках 3.2.1 — 3.2.3. За внешний диаметр (или D) конической резьбы принимают диаметр в осн. плоскости (рисунок 3.2.4 и 3.2.5), который равнен наружному диаметру цилиндрической трубной резьбы (ГОСТ 6357-81) такого же размера. Шаг резьбы измеряют вдоль ее оси, а биссектриса угла профиля составляет с осью резьбы угол 90 градусов. Герметичность соединения является следствием отсутствия радиальных зазоров в резьбе.
Резьба метрическая
На листе 3.3 показаны основные размерные характеристики наиболее распространенных метрических резьб по ГОСТ 8724-81. В ГОСТ предусмотрены резьбы, имеющие диаметр 0,25-600 мм с крупным и мелкими шагами. За основную резьбу принята резьба с крупным шагом. Ее несущая способность несколько выше, чем у мелкошажных рельб, и влияние на прочность погрешностей изготовления меньше. Резьбы с мелким шагом использут в регулировочных деталях, т.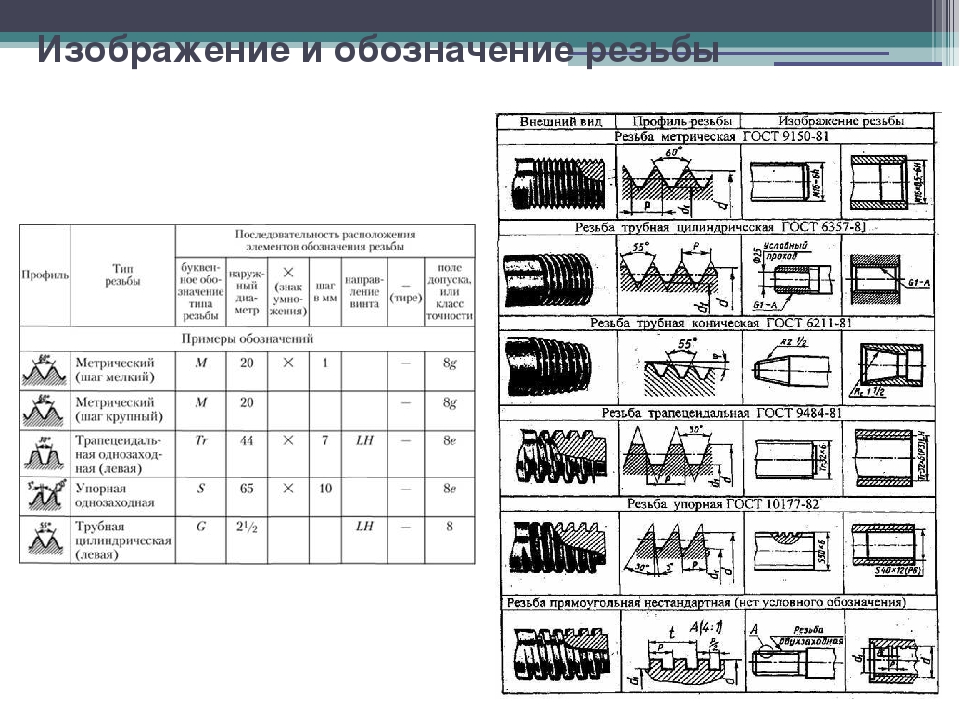
Сбеги, недорезы, проточки и фаски для метрической резьбы крепежных изделий
Для нарезания полноценной резьбы необходимой длины предусматриваютя сбеги, недорезы, а та же проточки и фаски, установленные в ГОСТ 27148-86 (рисунок 3.4.1). Ниже представлены данные для наиболее употребляемых диаметров метрической резьбы.
На листе обозначены основные размеры наиболее часто используемых упорных резьб в соответствии с ГОСТ 10177-82. Такую резьбу применяют для винтов с высокой односторонней осевой нагрузкой. Угол наклона рабочей стороны профиля резьбы с целью повышения КПД задан равным 3°.
Резьба трапецеидальная однозаходная
Данный тип резьбы является основным в системе винт-гайка, т.к. обладает меньшими потерями трения относительно метрического типа резьбы; удобен в производстве и имеет большую прочность по отношению к прямоугольному типу резьбы.
Рассказать друзьям:
|
№ п/п |
Тип резьбы и пример обозначения |
Обозначение |
Область применения |
Российский стандарт (Россия и страны СНГ) |
Зарубежные стандарты |
Эскиз резьбы |
Примечания |
| 1 | Метрическая | М12 — крупный шаг; М20*2 или MF2 — мелкий шаг М20*2LH — левая резьба |
Общемашиностроительное применение | ГОСТ 24705-81 «Резьба метрическая.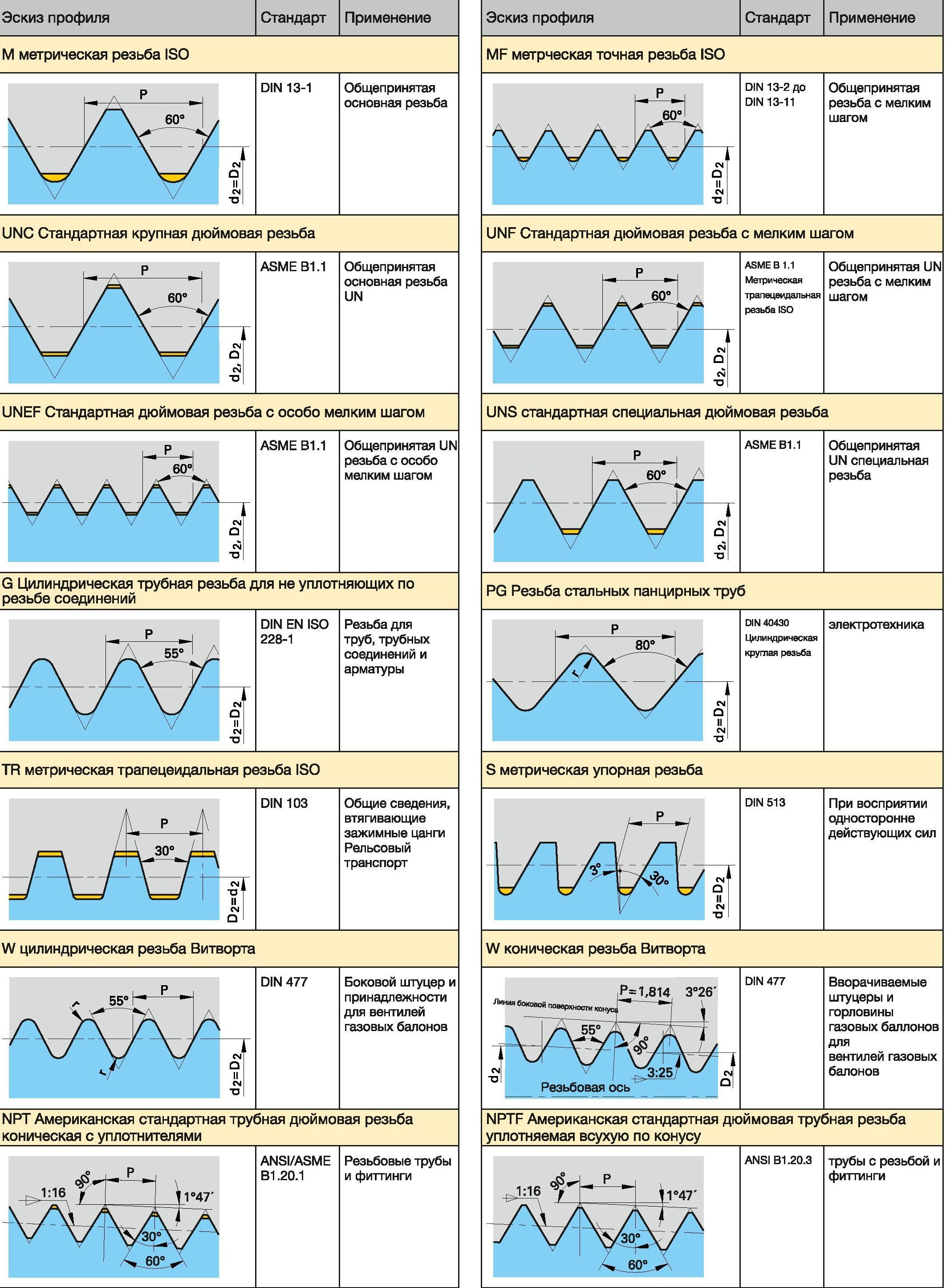 Основные размеры» Основные размеры» |
1. ISO 724 2. DIN 13 (Германия) 3. BS 3643 (Англия) 4. ANSI/ASME B1.13M (США) 5. NF E 03-050 (Франция) 6. JIS B 0205, JIS B 0207 (Япония) |
— | |
| 2 | Трапецеидальная резьба | Tr 40*7; Tr 40*7 LH — левая резьба |
Ходовые винты в общем машиностроении | ГОСТ 24737-81 «Резьба трапецеидальная однозаходная. Основные размеры» | 1. ISO 2904 2. DIN103 (Германия) 3. BS 5346 (Англия) NF E 03-618 (Франция) JIS B 0216 (Япония) |
а = 0,15мм, при Р = 1,5; |
— |
| 3 | Трубная цилиндрическая резьба (55o) | G1 1/2 — A — цилиндрическая трубная резьба класса точности А | Используют в цилиндрических резьбовых соединениях | ГОСТ 6357-81 «Резьба трубная цилиндрическая» = ОСТ 266 | 1. ISO 228/1 ISO 228/12. DIN ISO 228, DIN 159 (Германия) 3. BS 2779 (Англия) 4. ANSI/ASME B1.20.1, ANSI B 1.20.3 (США) 5. NF E 03-005 (Франция) 6. JIS B 0202 (Япония) |
Обычно нарезают метчиками плашками, гребенками и резьбофрезами | |
| 4 | Трубная коническая резьба (55o) — или Британская трубная коническая резьба BSPT | RC 1 1/2 — внутренняя резьба коническая Rp 1 1/2 — внутренняя резьба цилиндрическая R 1 1/2 — наружная резьба |
В газовой водопроводной и канализационной арматуре. Для большей герметичности используют соед. внутр. цилиндрической с наружной конической резьбой | ГОСТ 6211-81 «Резьба трубная коническая» | 1. ISO 7/1 2. 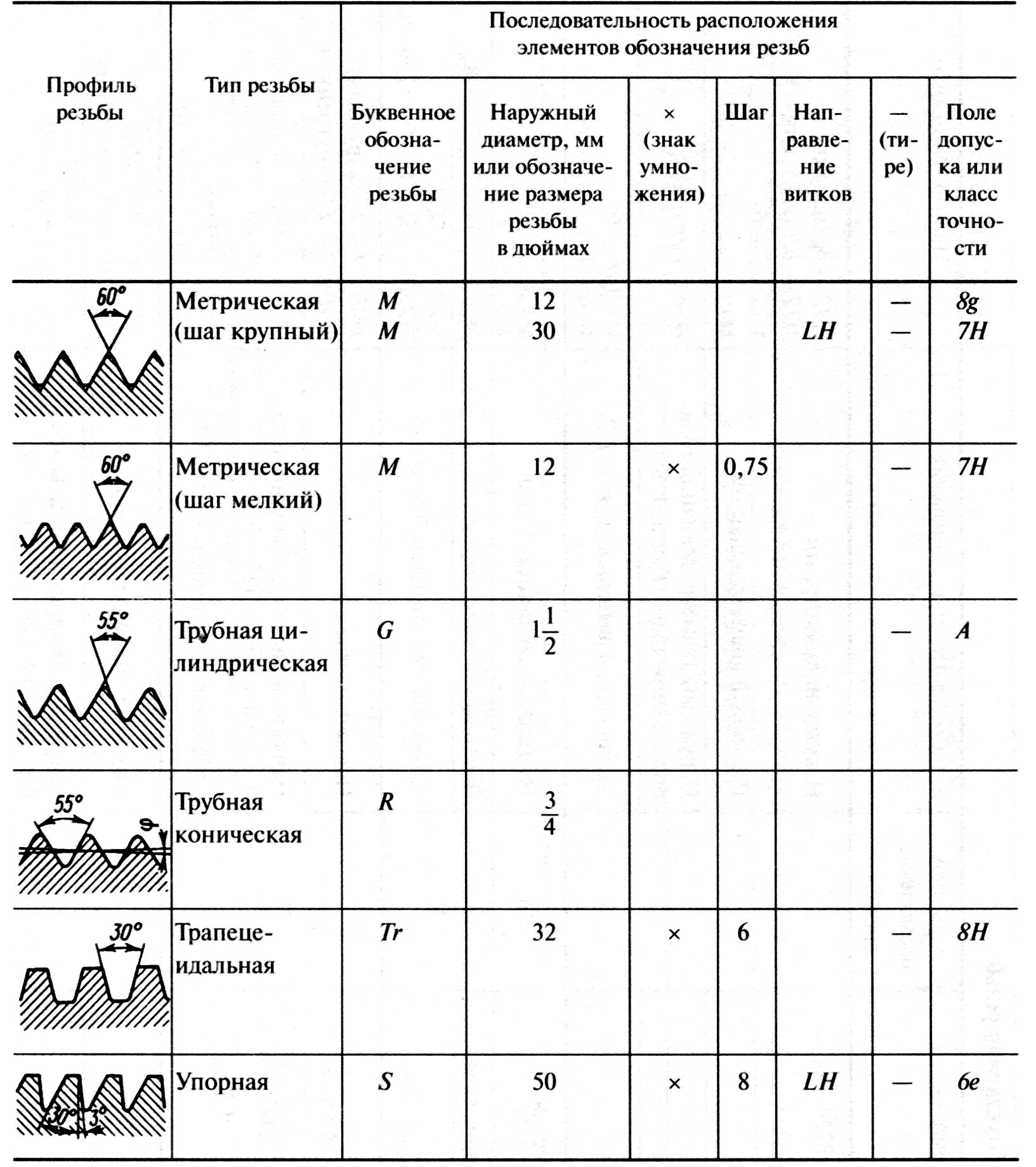 DIN 2999, DIN 3858 (Германия) DIN 2999, DIN 3858 (Германия)3. BS 21 (Англия) 4. ANSI/ASME B1.20.1, ANSI B 1.20.3 (США) 5. NF E 03-004 (Франция) 6. JIS B 0203 (Япония) |
Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности A по ГОСТ 6357-81 | |
| 5 | Унифицированная резьба (дюймовая ISO) | 1/4 — 20UNC-2A или 0,250-20UNC-2A-наружная, с крупным шагом 10-32UNF-2B-внутренняя, с крупным шагом 2 1/2 — 16UN-3A или 2.250-16UNC-3A — наружная с крупным шагом |
Общемашиностроительное применение распространенное в США | Не регламентируется | 1. ISO 725 2. BS 1580 (Англия) 3. ANSI/ACME B 1.1 (США) |
UNC, UNF, UNEF-резьбы с соответствующим шагом для разных диаметров UNC-крупный шаг, UNF-мелкий шаг, UNEF-особомелкий шаг UN-резьбы с одним значением шага для разных диаметров | |
| 6 | Метрическая резьба с профилем | MJ MJ 6*1 |
В авиационной и космической промышленности | Не регламентируется | 1.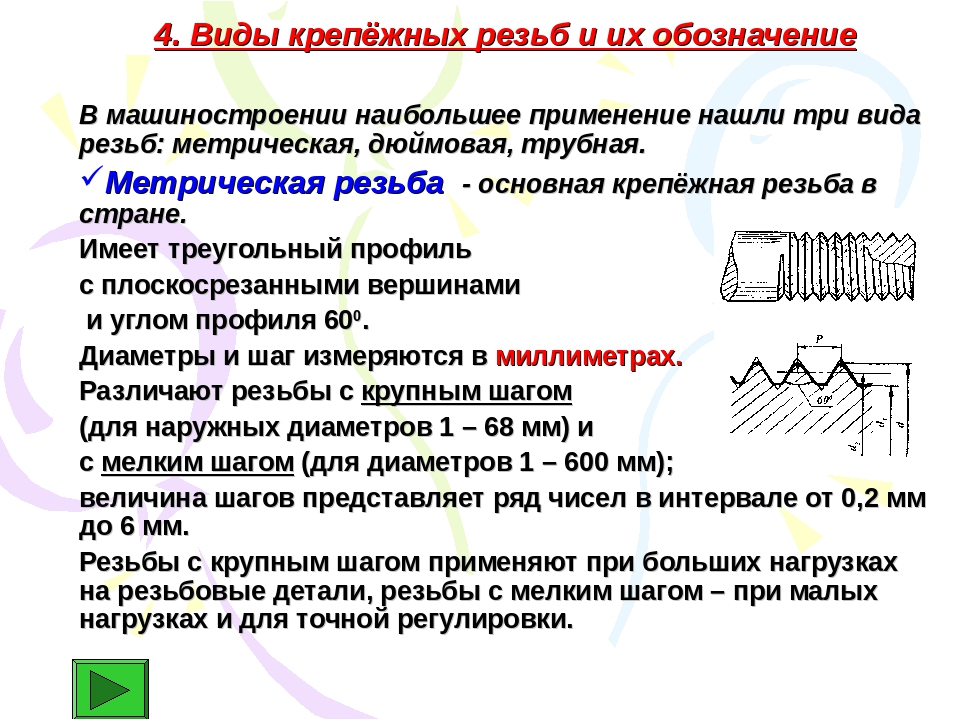 ISO 5855 ISO 58552. DIN ISO 5855 (Германия) 3. BS 6293 (Англия) |
— | |
| 7 | Унифицированная (дюймовая) наружная резьба с нормируемым радиусом впадины | UNR, UNRC, UNRF и UNREF — остальные обозначения как в п.5 | — | Не регламентируется | 1. ANSI B 1.1 (США) | — | — |
| 8 | Унифицированная (дюймовая) наружная резьба с увеличенным радиусом впадины | UNJ, UNJC, UNJF и UNJEF — остальные обозначения как в п.5 | Применяется в авиационной и космической промышленности | Не регламентируется | 1. ISO 3161 2. BS 4084 (Англия) 3. ANSI B 1.  1 (США) 1 (США) |
— | |
| 9 | Унифицированная (дюймовая) наружная резьба со специальными диаметрами, шагами и длинами свинчивания | UNS — остальные обозначения как в п.5 | — | Не регламентируется | 1. ANSI B 1.1 (США) | — | — |
| 10 | Цилиндрическая дюймовая резьба Витворта | 1/4 -20BSW или BSF, BSP | В газовой, водопроводной и канализационной арматуре, в основном, как крепежная, а не трубная | Отраслевые стандарты, например, ОСТ НКТП 1260 | 1. DIN 49301, DIN 477, DIN 4668 (Германия) 2. BS 84:1956 (Англия) |
— | |
| 11 | Трапецеидальная резьба | 13/4-4 ACME-2G | Ходовые винты в общем машиностроении | Не регламентируется | 1.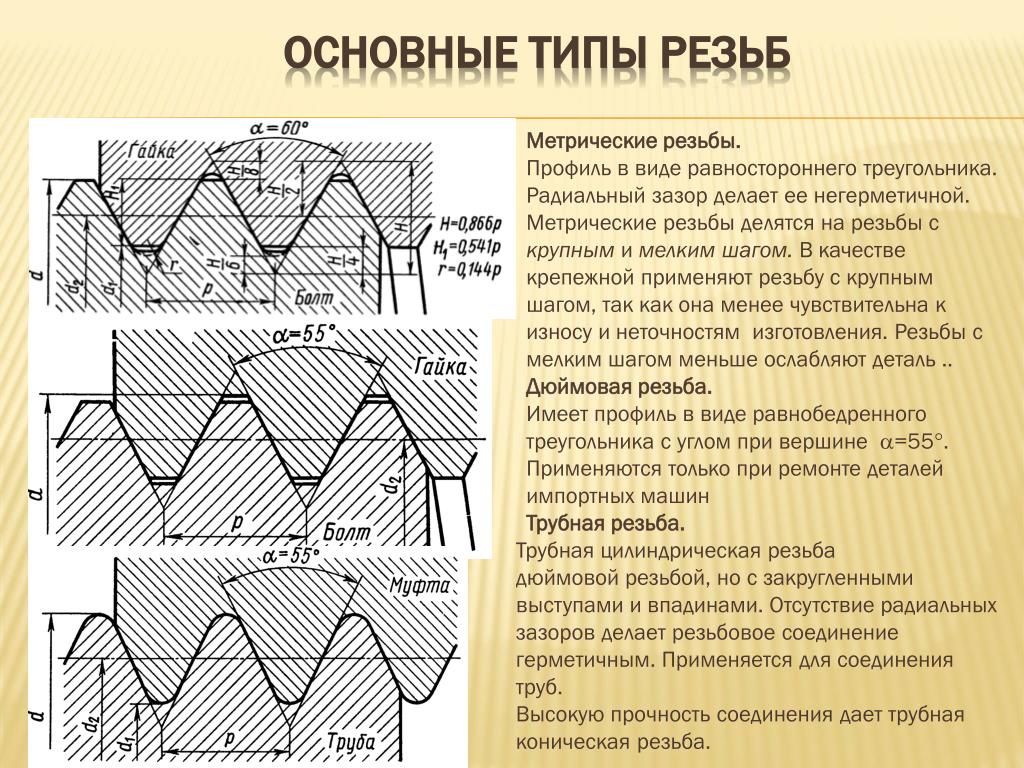 BS 1104 (Англия) BS 1104 (Англия)2. ANSI B 1.5 (США) 3. JS B 0222 (Япония) |
— | |
| 12 | Трапецеидальная резьба с уменьшенной высотой профиля | 0.500-20 STUB ACME | Ходовые винты в общем машиностроении | Не регламентируется | 1. ANSI B 1.8 (США) | — | |
| 13 | Упорная резьба | S 48*8 | Общее машиностроение | ГОСТ 10177-82 «Резьба упорная. Профиль и основные размеры» | 1. DIN 513 (Германия) | Известна также под названием «метрический Баттресс» | |
| 14 | Панцирная трубная резьба | Pg 21 | Применяется в электротехнике | Не регламентируется | 1.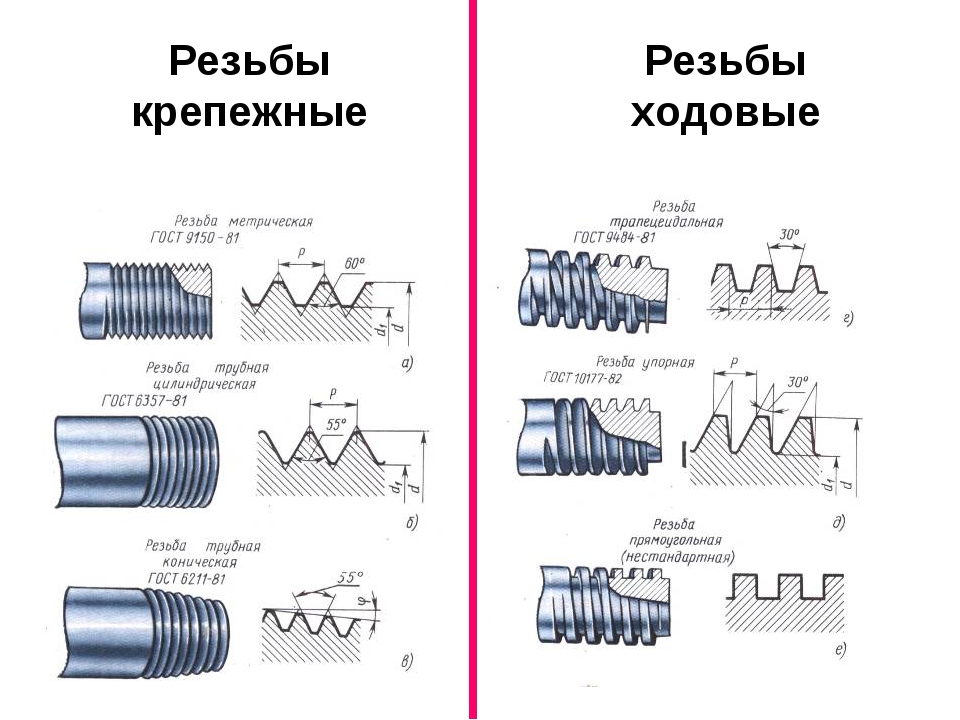 DIN 40430 DIN 40430 |
— | |
| 15 | Упорная дюймовая (Американский Баттресс) | 2.5-8 BUTT | Обсадные трубы в горном деле | Не регламентируется | 1. ANSI B 1.9 (США) | — | |
| 16 | Резьба «Баттресс» | (API Battress) | Обсадные трубы применяемые в нефтяной и газовой промышленности | Не регламентируется | 1. API спец. 5B (США) | Резьба с конусностью 1:16 схожи по профилю с резьбой ОТТМ и ОТТГ (ГОСТ 632-80). Резьбы не взаимозаменяемы. Однако, при определенных условиях выбора инструмента возможна обработка наружной резьбы по ГОСТ 632-80 | |
| 17 | Резьба дюймовая цилиндрическая с углом профиля 55o | — | — | Не регламентируется | — | — | — |
| 18 | Трубная коническая дюймовая резьба с углом профиля 60o | K3/8» обозначение по ГОСТ 3/8-18 NPT — обозначение по ANSI/ASME |
Штуцеры и присоединения машин и станков | ГОСТ 6111-52 «Резьба коническая дюймовая с углом профиля 60o« | 1.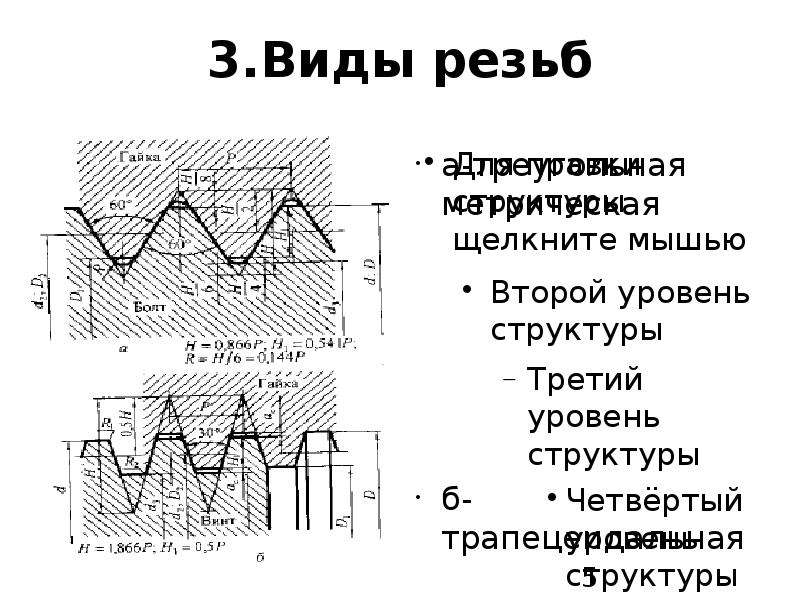 ANSI/ASME B 1.20.1 (США) ANSI/ASME B 1.20.1 (США) |
— | |
| 19 | Трубная коническая дюймовая резьба с углом профиля 60o | 1/8-27 NPTF | Герметичная резьба топливодопроводов | Не регламентируется | 1. ANSI B 1.20.3 (США) | — | — |
| 20 | Круглая резьба | RD | Пищевая промыщленность и системы пожаротушения | Не регламентируется | 1. DIN 405 (Германия) | — | |
| 21 | Замковая резьба по API | 3-117 — обозначение по ГОСТ 4 1/2 Reg — обозначение по API |
Вращающийся буровой инструмент (штанги, долота и т. д.) д.) |
ГОСТ 28487-90 «Резьба коническая замковая для элементов бурильных колонн» | 1. API спецификация 7 (CША) | — | |
| 22 | Замковая резьба API RD | — | Насоснокомпрессорные, обсадные и бурильные трубы | 1. API спецификация 5В (США) | — | Резьба API RD 8 TPI(шаг 3,175) ваимозаменяема с резьбой НКТ по ГОСТ 631-75, 632-80 и 633-80 |
Типы резьбы: наиболее распространенные типы, и когда их использовать
Наиболее распространенными типами резьбы являются унифицированная грубая / тонкая резьба на основе дюймов (UNC / UNF) и метрическая крупная / мелкая резьба. Другие типы и их назначение описаны в конце этого раздела.
Грубая или мелкая? Для упрощения используйте грубую резьбу, если только вы не нарезаете металлический лист.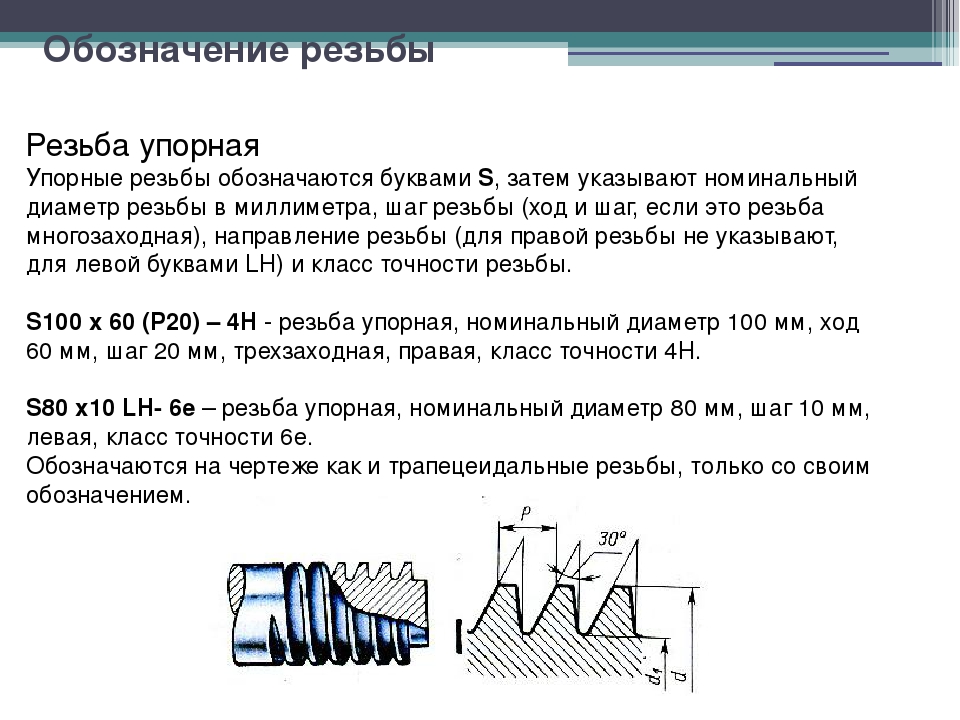 Различия заключаются в следующем:
Различия заключаются в следующем:
- Грубые резьбы имеют меньше резьбы на дюйм, чем мелкие.
- Грубая резьба более распространена, и больше магазинов будут иметь грубые метчики.
- Грубая резьба менее подвержена перекрестной резьбе или заклиниванию из-за того, что винт вставлен под углом. Они также быстрее устанавливаются.
- Винты с мелкой резьбой немного прочнее. Это связано с тем, что мелкие мелкие нити занимают меньше доступной площади. См. Диаграммы нагрузки ниже, чтобы увидеть типичные различия между прочностью на разрыв мелкой и крупной резьбы. Резьба 1/4 UNF примерно на 14% прочнее, чем ее аналог UNC.
- Крупная резьба немного прочнее (против отслаивания) на длину зацепления, чем более тонкая резьба (см. Раздел о прочности резьбы ниже).Это может быть удивительно, учитывая почти универсальную рекомендацию использовать тонкую резьбу в листовом металле и других тонкостенных материалах. Если грубая резьба более прочная и доступная длина зацепления меньше оптимальной, не лучше ли использовать более прочную резьбу?
- Крупная резьба более устойчива к легким повреждениям или коррозии, чем мелкая резьба, поскольку в ней больше места для ошибок.

- Тонкая резьба обеспечивает более тонкую регулировку, поскольку она меньше продвигается на оборот, чем крупная резьба.
- Метрическая крупная резьба фактически находится между крупной и мелкой резьбой UN, а метрическая мелкая резьба более тонкая, чем резьба UNF. В книге Блейка «Что должен знать каждый инженер о резьбовых крепежах: материалы и конструкция» не рекомендуется использовать мелкую метрическую резьбу.
Спецификация резьбы — Как обозначены / обозначены резьбы:
пример Обозначение унифицированной резьбы:
1 / 4-20 UNC-2A
- 1/4 — номинальный диаметр, а также наибольший / наибольший диаметр
- -20 — количество витков на дюйм
- UNC — UNC = Unified Coarse, UNF = Unified Fine.Вы также можете посетить UNRC или UNRF. Они относятся к внешней унифицированной скругленной резьбе (нет внутренней закругленной резьбы). UNRC и UNRF взаимозаменяемы со своими не-R коллегами. Единственное отличие состоит в том, что выступы (корни) внешней резьбы R имеют обязательную округлую форму, тогда как для резьбы UNC и UNF округлость не является обязательной.
- -2A — Представляет допуск / посадку резьбы. Существует 6 стандартных вариантов: 1A, 2A, 3A, 1B, 2B и 3B. A = внешний, B = внутренний.1 — самая свободная посадка, 3 — самая точная и плотная посадка с потенциально нулевым зазором. Если допуск не указан, скорее всего, это более распространенное обозначение 2A или 2B. 1 практически не используется, и только в тех случаях, когда требуется частая повторная сборка или резьба должна работать даже при значительных повреждениях. Класс 3 имеет немного большее сопротивление зачистке и широко используется в аэрокосмической промышленности.
 Единственное отличие состоит в том, что выступы (корни) внешней резьбы R имеют обязательную округлую форму, тогда как для резьбы UNC и UNF округлость не является обязательной.
Единственное отличие состоит в том, что выступы (корни) внешней резьбы R имеют обязательную округлую форму, тогда как для резьбы UNC и UNF округлость не является обязательной.пример обозначения резьбы ISO в метрической системе:
M6 x 1 -4g6g или M6-6g
- M6 — M для метрической системы, 6 — основной диаметр и номинальный размер в мм
- x 1 — Подача. Обратите внимание, что это отличается от того, как указываются унифицированные потоки. Резьба UN записывает количество ниток на дюйм после номинального размера, тогда как метрические обозначения пишут 1 / thread_per_inch после номинального размера. Если он отсутствует, предполагается крупный тон.
- -4g6g — это класс допуска / посадки. Число относится к окну производственных допусков, более высокие числа являются «более неровными». Буква помещает это окно допуска относительно идеальной резьбы. Заглавные буквы обозначают внутреннюю резьбу, строчные — внешнюю.H / H имеет наименьшее количество припуска, т. Е. Не может быть зазора. г / г и ниже представляют собой больший запас. Две пары букв относятся к шагу / допуску по шагу и классу / допуску по большому диаметру для внешней резьбы, шагу и малому диаметру для внутренней резьбы. Когда присутствует только одна пара (как в M6-6g), это относится как к основному / второстепенному диаметру. 6g / 6H приблизительно эквивалентно 2A / 2B, 4h6h / 4H5H приблизительно эквивалентно 3A / 3B, хотя обычно используется 4g6g / 6H, что обеспечивает небольшой зазор по сравнению с 3A / 3B.
 Обратите внимание, что это отличается от того, как указываются унифицированные потоки. Резьба UN записывает количество ниток на дюйм после номинального размера, тогда как метрические обозначения пишут 1 / thread_per_inch после номинального размера. Если он отсутствует, предполагается крупный тон.
Обратите внимание, что это отличается от того, как указываются унифицированные потоки. Резьба UN записывает количество ниток на дюйм после номинального размера, тогда как метрические обозначения пишут 1 / thread_per_inch после номинального размера. Если он отсутствует, предполагается крупный тон.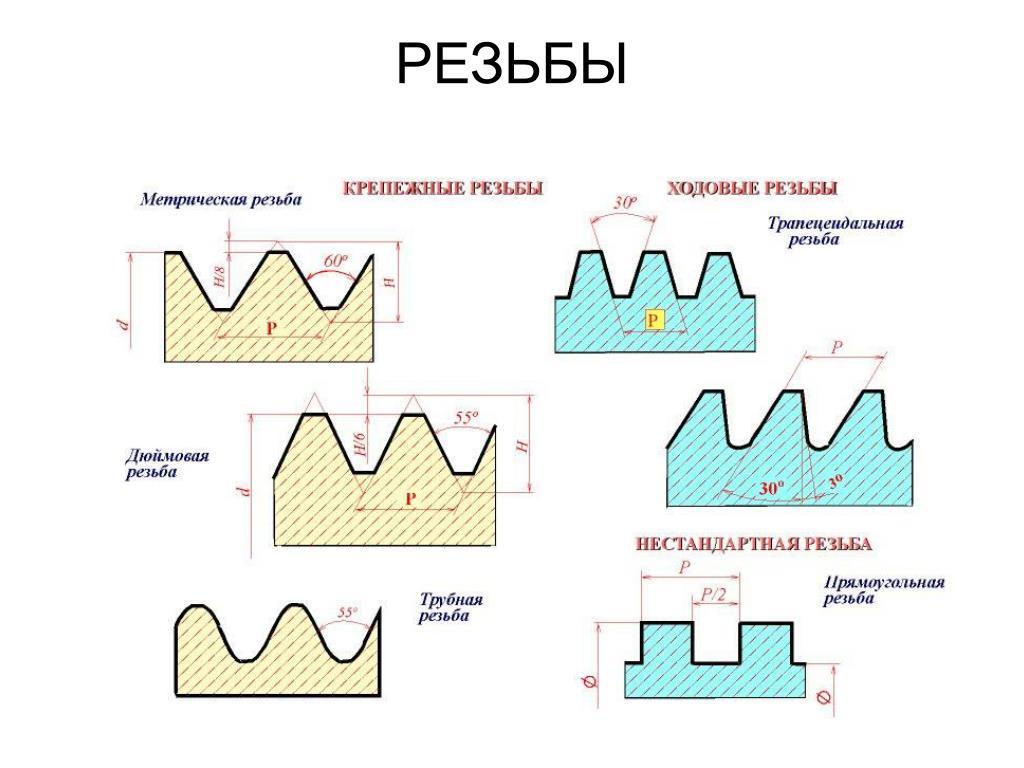
* a -LH на конце дюймовой или метрической резьбы обозначает левостороннюю резьбу.
* a (22) или другое число в конце относится к серии резьбы ANSI.
Некоторая история и информация о других резьбах:
В 1949 году Канада, Великобритания и США согласились на унифицированную резьбу, которая в значительной степени совпадает с американской национальной резьбой, которая была до нее, и винтами из обеих системы взаимозаменяемы. В новой унифицированной системе в основном были добавлены дополнительные производственные допуски и изменены некоторые другие.См. Подробности в ANSI / ASME B1.1 -1989 (R2001).
Метрическая резьба указана в ANSI B1.13M-1982 (R1995), что почти эквивалентно исходной спецификации ISO 68.
Резьба для крепления камеры: Это, как правило, более грубый старый стандарт, называемый «Whitworth» диаметром 1/4 дюйма и 20 витков на дюйм.
UNJ или MJ: Эти резьбы используются в ситуациях, когда крепежные детали должны выдерживать высокие усталостные нагрузки, особенно в аэрокосмической промышленности. Основное различие между UNJ и UN — больший радиус корня. Избегание острых углов имеет решающее значение для сопротивления усталости. Корневая часть имеет достаточно большой радиус, чтобы он потенциально мог мешать типичной внутренней резьбе UN, поэтому существуют как внешние, так и внутренние резьбы UNJ (и MJ). По словам Блейка, статистически высока вероятность того, что внешняя резьба UNJ подойдет для обычной внутренней резьбы UN.
Основное различие между UNJ и UN — больший радиус корня. Избегание острых углов имеет решающее значение для сопротивления усталости. Корневая часть имеет достаточно большой радиус, чтобы он потенциально мог мешать типичной внутренней резьбе UN, поэтому существуют как внешние, так и внутренние резьбы UNJ (и MJ). По словам Блейка, статистически высока вероятность того, что внешняя резьба UNJ подойдет для обычной внутренней резьбы UN.
Стандарты: Как правило, геометрия определяется ANSI, ASME и ISO, а прочностные характеристики материала определяются ASTM, IFI, SAE и ISO.
Нарезанная и накатанная резьба: Это относится к способу изготовления резьбы. Накатанная резьба прочнее, чем нарезанная / шлифованная резьба, потому что при изготовлении она закаливается от деформации, а внутренние зерна металла не режутся. Единый стандарт не требует, чтобы корни (выступы) внешней резьбы были закруглены, но почти все крепежные детали меньше 1 дюйма поступают таким образом, потому что их резьба скручена (см. Книгу Блейка, ссылка выше), а прокатка дает закругленные корни .
Книгу Блейка, ссылка выше), а прокатка дает закругленные корни .
Серия с постоянным шагом: Это относится ко многим сериям резьбы, где шаг не увеличивается с диаметром.Серия 8-UN (8 ниток / дюйм), по-видимому, очень популярна с крепежными деталями диаметром более 1 дюйма. Обычно они используются для регулировочных устройств, а не для крепежа.
Очень мелкая резьба и маленькие винты: В Справочнике по машинному оборудованию перечислены размеры действительно маленьких винтов.
Силовые винты и резьба ACME: Силовые винты предназначены для преобразования вращательного движения в поступательное. Из-за этого эффективность является проблемой, и профиль резьбы 60 градусов в стандартных крепежных изделиях не подходит.Наиболее эффективная резьба будет квадратной с углами 90 градусов, но ее сложно изготовить, поэтому используется резьба ACME (у нее угол между дном корня и стенкой зуба составляет 15,5 градусов). Почему квадрат более эффективен? Никакая его сила не направлена на выталкивание наружу, тогда как резьба под углом 60 градусов имеет значительную составляющую силы вдали от осевого направления винта.
Типы резьбы, термины, обозначения и способы определения и измерения резьбы
Резьбы можно разделить на шесть общих типов: UN / UNF, NPT / NPTF, BSPP (BSP, параллельная), BSPT (BSP, коническая), метрическая параллельные и метрические конические.
UN / UNF : система обозначений для резьбы унифицированной формы, эти обозначения определены в ANSI / ASME B1.1. UN — это унифицированная национальная резьба, которая используется для набора определенных серий резьбы с равномерной или постоянной резьбой на дюйм (TPI). К ООН добавлено несколько суффиксов, образующих разные серии, такие как UNC (грубая), UNF (мелкая), UNEF (сверхтонкая) и UNS (специальная), чтобы улучшить стандартизацию размеров и упростить дизайн. UNS используется, когда обозначен поток, который не соответствует ни одному из других параметров.Как правило, UNS не рекомендуется использовать. Если нет суффиксов, UN означает унифицированную национальную серию с фиксированным шагом.
NPT / NPTF : NPT означает национальную трубную резьбу, она требует, чтобы труба имела резьбу в соответствии с ANSI B1.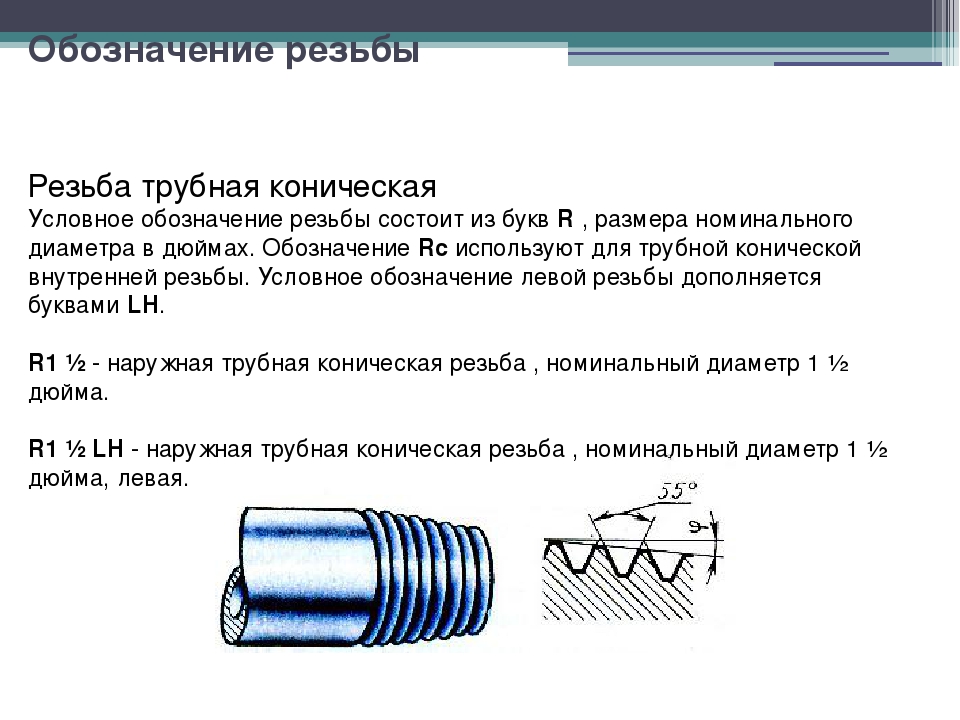 20.1, а NPTF — это топливо для национальной трубной резьбы, что требует, чтобы труба имела резьбу в соответствии с ANSI B1.20.3. Различия между NPT и NPTF, включая большой и вспомогательный диаметры, основание и вершину резьбы. Их резьба на дюйм, делительный диаметр и конусность на дюйм одинаковы.Ножки резьбы NPTF спроектированы так, чтобы сталкиваться с гребнем сопрягаемой резьбы, а концы резьбы NPT предназначены для обеспечения зазора с гребнями сопрягаемой резьбы при сборке.
20.1, а NPTF — это топливо для национальной трубной резьбы, что требует, чтобы труба имела резьбу в соответствии с ANSI B1.20.3. Различия между NPT и NPTF, включая большой и вспомогательный диаметры, основание и вершину резьбы. Их резьба на дюйм, делительный диаметр и конусность на дюйм одинаковы.Ножки резьбы NPTF спроектированы так, чтобы сталкиваться с гребнем сопрягаемой резьбы, а концы резьбы NPT предназначены для обеспечения зазора с гребнями сопрягаемой резьбы при сборке.
BSPP / BSPT : BSP означает британский стандарт трубы, может быть разделен на BSPP (параллельная, форма резьбы согласно AS 1722.2, ISO 228) и BSPT (конус, форма резьбы согласно AS 1722.1, BS 21, ISO 7). Для резьбовых фитингов BSPP не требуются герметики, и для уплотнения фитингов между заплечиком на наружной части и лицевой стороной внутренней части используются кольцевые уплотнительные кольца, тогда как для BSPT требуются герметики.Резьба BSP аналогична по функциям NPT, но у них есть угловая поперечная резьба 55 градусов, закругленные вершины и впадины, поэтому они, как правило, не взаимозаменяемы.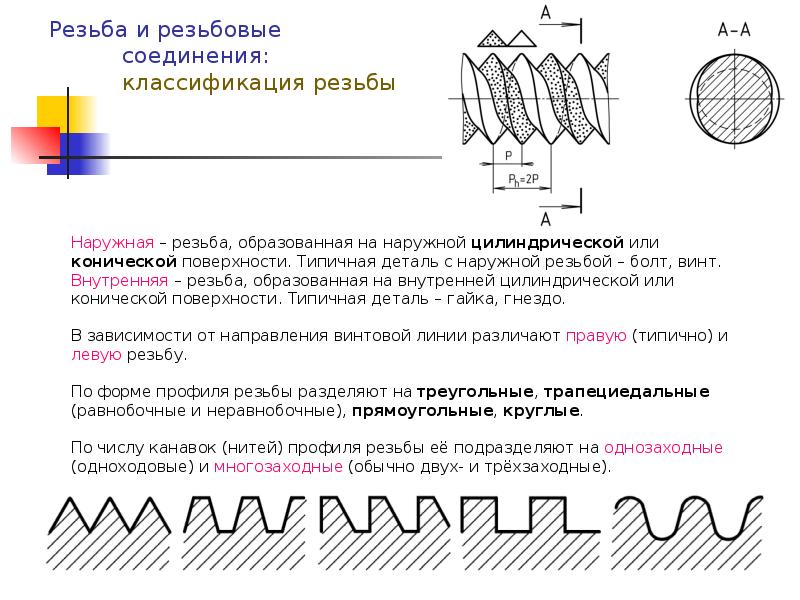
Метрическая резьба : метрическая резьба ISO является наиболее часто используемым типом резьбы общего назначения. Метрическая резьба обозначается буквой M, за которой следует значение номинального диаметра D (максимальный диаметр резьбы) и шаг P, выраженный в миллиметрах и разделенный знаком дефиса, -, например M8-1.25.
Определение резьбы
Одним из наиболее важных элементов при проектировании и производстве изделий с точной механической обработкой является резьба. Выбор стандартных конструкций и размеров резьбы помогает получить удовлетворительную деталь по экономичной цене. Для специальной резьбы требуются специальные инструменты и калибры.
Информацию о формах резьбы, размерах, большом, малом и делительном диаметрах и допусках для резьбы США, Канады и метрической резьбы можно получить в Американском национальном институте стандартов.Стандарты резьбы для федеральных служб описаны в Стандартах винтовой резьбы H-28 для федеральных служб, которые можно получить в Национальной службе технической информации.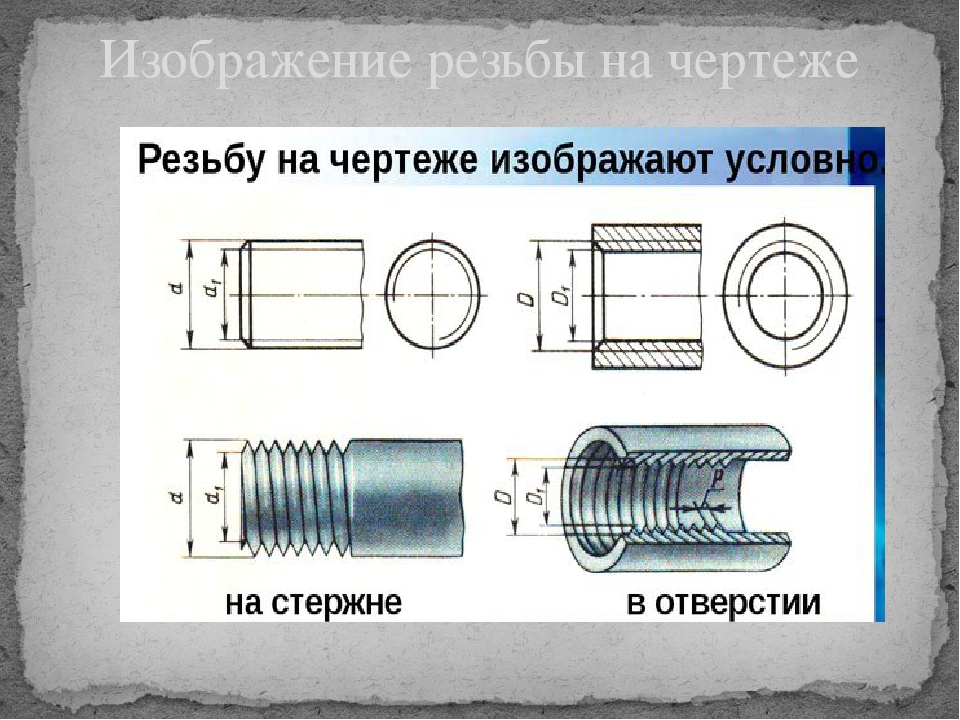
Стандартный метод обозначения винтовой резьбы заключается в последовательном указании номинального размера, количества витков резьбы на дюйм, обозначения серии резьбы и обозначения класса резьбы, необязательно дополненных диаметром шага и его допуском. Пример обозначения внешней резьбы и его значение:
1/4 — 20 — UNC — 2A
Где 1/4 = | Номинальный размер |
20 = | Число резьб на дюйм (шаг) |
UNC = | Обозначение серии резьбы |
2A = | Обозначение класса резьбы |
PD 0.2175 — 0,2147 (необязательно — требуется, если специальная резьба) PD .xxxx «- .xxxx» Перед нанесением покрытия. PD .xxxx «- .xxxx» После нанесения покрытия — необходимо для проверки
Метрическая резьба обозначается последовательным указанием заглавной буквы » M «для метрической системы, за которой следует размер резьбы в миллиметрах,» x «для отделения размера от шага, шаг в миллиметрах, тире, а затем символ допуска шага (для обозначения степени допуска и положения допуска) и основного диаметра символ допуска (для обозначения класса допуска и положения допуска). Тогда внешняя резьба будет показана как:
Тогда внешняя резьба будет показана как:
M — 6X — 0,75 — 5g — 6g
Где M = | Метрическая резьба | ||||
6X = | номинальный размер в миллиметрах | ||||
0,75 = | количество витков на миллиметр | ||||
5 = | класс допуска диаметра шага | ||||
g = | положение диаметра шага | Класс допуска основного диаметра | |||
g = | Положение допуска основного диаметра |
При нанесении внутренней или внешней резьбы важен правильный размер эффективной (пригодной для использования) резьбы или полной резьбы.Не менее важно отметить, допускаются ли на детали частично сформированная резьба или следы инструмента. Длина без резьбы также должна быть рассчитана, особенно когда это важно для функционирования детали.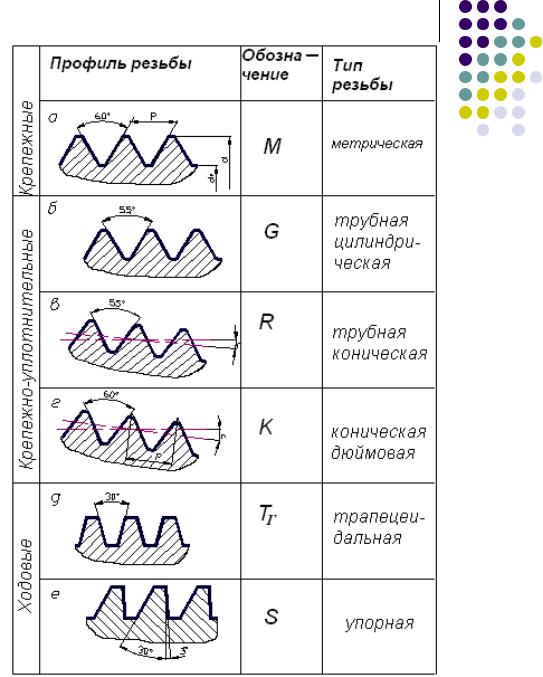
См. Чертеж № 31, где показан пример резьбы с правильным размером.
Допуск резьбы
Ранее было сказано, что основной принцип заключается в том, что фактический профиль резьбы как гайки, так и болта никогда не должен пересекать или выходить за рамки теоретического профиля.Практически, чтобы сделать резьбу, должны применяться допуски, чтобы гарантировать, что это всегда применяется существенный принцип. Допуск винтовой резьбы осложняется сложной геометрической природой винта форма резьбы. К основному профилю необходимо нанести зазоры. резьбы, чтобы можно было ввинтить резьбу болта в ореховая резьба. Для того, чтобы нить получилась практически, необходимо быть допусками, применяемыми к основным элементам резьбы. Обычно резьба гаек имеет допуск, применяемый к основной
профиль так, что теоретически возможна резьба гайки
профиль должен быть равен теоретическому профилю. Болтовая резьба
обычно имеют промежуток между основным и фактическим профилями резьбы.
Этот зазор называется припуском с дюймовой резьбой и
принципиальное отклонение с метрической резьбой.Терпимость
затем наносится на резьбу. Поскольку для резьбы с покрытием
допуски действительны для резьбы от до покрытие (если не указано иное), зазор заполняется
толщина покрытия. После покрытия фактический профиль резьбы
не должен выходить за рамки основного профиля резьбы.
Болтовая резьба
обычно имеют промежуток между основным и фактическим профилями резьбы.
Этот зазор называется припуском с дюймовой резьбой и
принципиальное отклонение с метрической резьбой.Терпимость
затем наносится на резьбу. Поскольку для резьбы с покрытием
допуски действительны для резьбы от до покрытие (если не указано иное), зазор заполняется
толщина покрытия. После покрытия фактический профиль резьбы
не должен выходить за рамки основного профиля резьбы.
Полное обозначение метрической резьбы включает информацию
не только по диаметру и шагу резьбы, но и по обозначению
для класса допуска резьбы.Например, поток, обозначенный
поскольку M12 x 1 — 5g6g означает, что резьба имеет номинальный
диаметром 12 мм и шагом 1 мм. 5g указывает на
класс точности для делительного диаметра и 6g — допуск
класс по большому диаметру.
5g указывает на
класс точности для делительного диаметра и 6g — допуск
класс по большому диаметру.
Посадка между резьбовыми частями обозначается резьбой гайки обозначение допуска, за которым следует допуск резьбы болта обозначения разделены косой чертой.Например: M12 x 1 — 6H / 5g6g указывает класс допуска 6H для гайки (внутренней) резьбы и класс допуска 5g для делительного диаметра с 6g класс точности по большому диаметру.
Класс допуска состоит из двух частей, класс допуска и позиция допуска.
Установлен ряд классов допуска для
диаметры шага и гребня (диаметр гребня — второстепенный
диаметр в случае резьбы гайки и наибольший диаметр
в случае резьбы болта.Представлены классы допуска
числами, чем меньше число, тем меньше допуск. Оценка 6 используется для качества средней точности и нормального качества.
длина зацепления резьбы. Предназначены оценки ниже 6
для тонкой точности и / или короткой длины резьбы
помолвка. Классы выше 6 предназначены для грубых допусков.
качество и / или большая длина зацепления резьбы.
Оценка 6 используется для качества средней точности и нормального качества.
длина зацепления резьбы. Предназначены оценки ниже 6
для тонкой точности и / или короткой длины резьбы
помолвка. Классы выше 6 предназначены для грубых допусков.
качество и / или большая длина зацепления резьбы.
Имеется:
5 степеней допуска (классы 4-8) для несовершеннолетних
диаметр гайки.
3 класса точности (классы 4,6 и 8) по большому диаметру
резьбы болта.
5 классов допуска (классы 4-8) на делительный диаметр
допуск на резьбу гайки.
7 классов допуска (классы от 3 до 9) на делительный диаметр
допуск резьбы болта.
Положения допуска обозначены буквами, заглавными буквами
для резьбы гаек и строчных букв для резьбы болтов.В
позиция допуска — это расстояние допуска от
базовый размер профиля резьбы.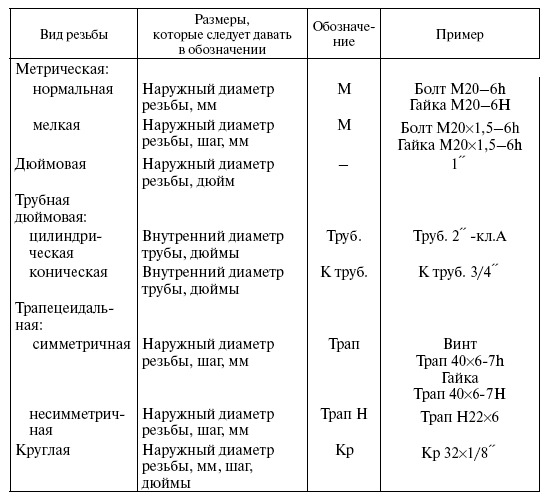
Для резьбы гайки есть два положения допуска, H с нулевое основное отклонение (расстояние от позиции допуска от базового размера) и G с положительным фундаментальным отклонением.
Для резьбы болтов имеется четыре положения допуска, h имеет нулевое фундаментальное отклонение и отрицательное фундаментальное отклонение e, f и g отклонения.(Положительное фундаментальное отклонение указывает на то, что размер элемента резьбы будет больше, чем у основного размер. Отрицательное фундаментальное отклонение указывает на то, что размер резьбового элемента будет меньше основного размер.
Одна практическая проблема, с которой часто сталкиваются, — это то, какой поток
допуск для резьбового отверстия. Стандартный допуск
классы 6g для резьбы болта и 6H для резьбы гайки
обычно включаются в чертеж по умолчанию. Проблема
иногда случается, что при зацеплении длинной резьбы (что
часто используются для резьбовых отверстий в мягких материалах)
может быть натяг между резьбой гайки и винта
резьбы, когда винт ввинчивается в резьбовое отверстие. Там
может быть небольшое несоответствие шага резьбы между
внутренняя резьба и внешняя резьба, требующие гаечного ключа
повернуть застежку до низа резьбы i.е. Это
не может свободно вращаться. Применяются стандартные классы допуска
строго только при относительно небольшой продолжительности взаимодействия
используется (например, с гайкой, которая обычно составляет 0,8d, где
d — размер резьбы). Допуск диаметра деления должен быть
способность компенсировать ошибки по тангажу и углу фланга, которые могут
иногда только путем изменения положения допуска
скажем, от H до G для внутренней резьбы (поскольку стандарт
винты — 6g — желательно использовать).
Проблема
иногда случается, что при зацеплении длинной резьбы (что
часто используются для резьбовых отверстий в мягких материалах)
может быть натяг между резьбой гайки и винта
резьбы, когда винт ввинчивается в резьбовое отверстие. Там
может быть небольшое несоответствие шага резьбы между
внутренняя резьба и внешняя резьба, требующие гаечного ключа
повернуть застежку до низа резьбы i.е. Это
не может свободно вращаться. Применяются стандартные классы допуска
строго только при относительно небольшой продолжительности взаимодействия
используется (например, с гайкой, которая обычно составляет 0,8d, где
d — размер резьбы). Допуск диаметра деления должен быть
способность компенсировать ошибки по тангажу и углу фланга, которые могут
иногда только путем изменения положения допуска
скажем, от H до G для внутренней резьбы (поскольку стандарт
винты — 6g — желательно использовать). Неспособность изменить
положение допуска может привести к заеданию резьбы и повреждению
особенно если для затяжки используются высокоскоростные инструменты
процесс.
Неспособность изменить
положение допуска может привести к заеданию резьбы и повреждению
особенно если для затяжки используются высокоскоростные инструменты
процесс.
Пример такой проблемы с захватом показан ниже:
Типы резьбовых соединений | Агентство промышленных инструментов
Существует широкий спектр типов резьбовых креплений, в том числе:
- Единая национальная грубая (UNC)
- Единый национальный штраф (ЕНФ)
- Единый национальный штраф (UNEF)
- BSW
- Метрическая система
Унифицированная национальная грубая резьба
Резьба UNC является наиболее распространенной резьбой общего назначения.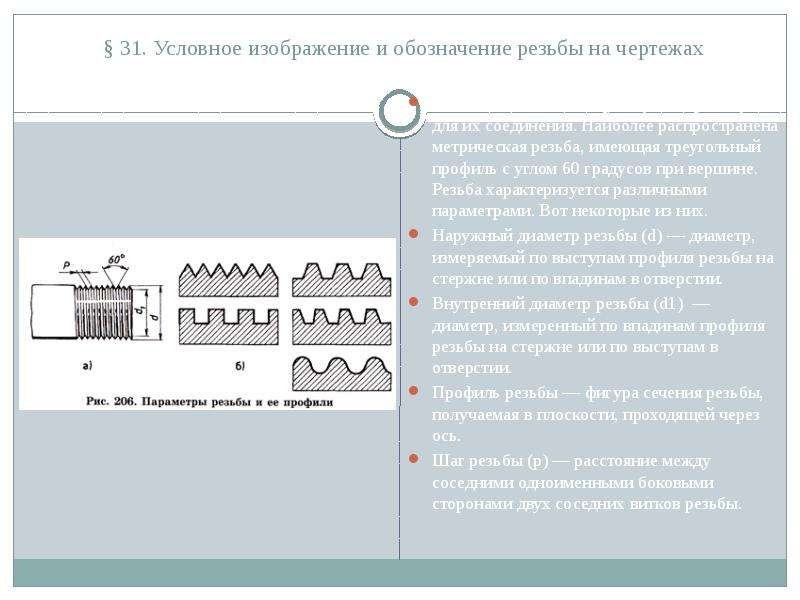 Их посадка более глубокая и универсальная, чем у тонкой резьбы, что позволяет легко снимать. Как правило, они имеют более высокие допуски при изготовлении и покрытии и не нуждаются в перекрестной резьбе для сборки.
Их посадка более глубокая и универсальная, чем у тонкой резьбы, что позволяет легко снимать. Как правило, они имеют более высокие допуски при изготовлении и покрытии и не нуждаются в перекрестной резьбе для сборки.
Унифицированная национальная тонкая резьба
РезьбаUNF имеет лучшую блокировку крутящего момента и несущую способность, чем резьба UNC, из-за их большего малого диаметра. Благодаря более точной подгонке они имеют более жесткие допуски, более тонкую регулировку натяжения и могут выдерживать более тяжелые нагрузки.Чаще всего они используются в аэрокосмической промышленности.
Экстра тонкая нить United National
Резьба UNC является наиболее распространенной резьбой общего назначения. Их посадка более глубокая и универсальная, чем у тонкой резьбы, что позволяет легко снимать. Как правило, они имеют более высокие допуски при изготовлении и покрытии и не нуждаются в перекрестной резьбе для сборки.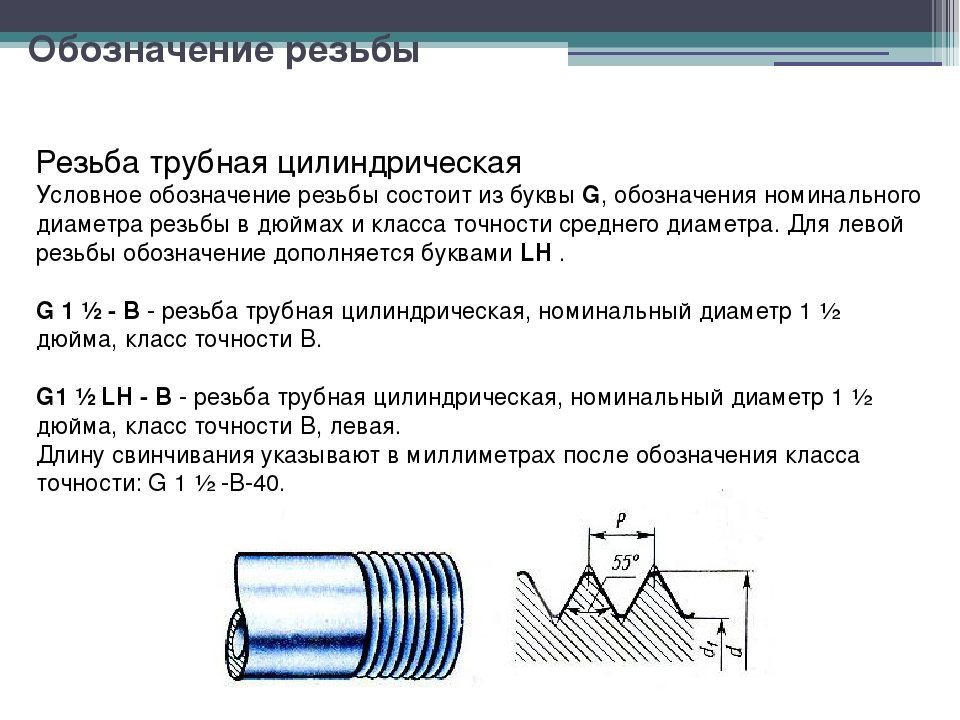
Унифицированная национальная крупная резьба
Резьба UNEF тоньше резьбы UNF; они используются в приложениях с резьбовыми отверстиями в твердом материале, тонкими резьбовыми стенками и резьбовыми отверстиями в тонком материале.Как и резьба UNF, резьба UNEF широко используется в аэрокосмической промышленности.
BSW
Унифицированная резьба под углом 60 ° имеет уплощенные гребни (гребни Уитворта округлые). От 1/4 дюйма до 1 1/2 дюйма шаг резьбы одинаков в обеих системах, за исключением того, что шаг резьбы для болта 1/2 дюйма составляет 12 резьб на дюйм (tpi) в BSW по сравнению с 13 tpi в UNC.
Метрическая система
Метрическая резьба ISO — это наиболее часто используемый в мире тип резьбы общего назначения.Они были одними из первых международных стандартов, согласованных при создании Международной организации по стандартизации в 1947 году.
Классификация резьбы
Существует три класса резьбовой посадки:
- Незакрепленный (где соединение часто разбирается) — класс 1
- Стандарт (общая сборка) Класс 2
- Close (высокая точность, точная посадка) — класс 3
Обозначения для каждого класса и типа резьбы (внутренняя или внешняя) для унифицированной и метрической приведены ниже.
| УНИФИЦИРОВАННАЯ | МЕТРИЧЕСКИЙ |
|---|
| КЛАСС | НАРУЖНАЯ РЕЗЬБА | РЕЗЬБА ВНУТРЕННЯЯ | НАРУЖНАЯ РЕЗЬБА | РЕЗЬБА ВНУТРЕННЯЯ |
| Свободный | 1А | 1Б | 8 г | 7ч |
| Стандартный | 2А | 2Б | 6 г | 6ч |
| Закрыть | 3A | 3Б | 4 г | 5ч |
Нитки и системы резьб — Rust Magazine
Нитки Acme легче нарезать и могут выдерживать большие нагрузки.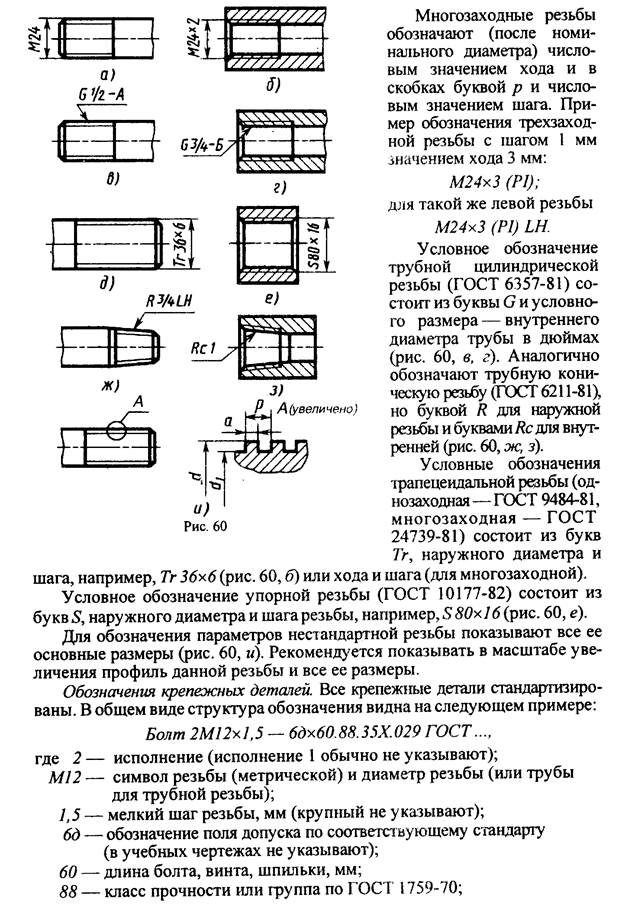 Очень точная резьба Acme часто используется в качестве «поступательной» резьбы для таких приложений, как ходовые винты в токарных, фрезерных станках, резьбонарезных станках и другом прецизионном оборудовании. Компания Proto несколько лет назад перешла с V-образной резьбы на трапецеидальную на некоторых своих съемниках шестерен, чтобы добиться большей прочности.
Очень точная резьба Acme часто используется в качестве «поступательной» резьбы для таких приложений, как ходовые винты в токарных, фрезерных станках, резьбонарезных станках и другом прецизионном оборудовании. Компания Proto несколько лет назад перешла с V-образной резьбы на трапецеидальную на некоторых своих съемниках шестерен, чтобы добиться большей прочности.
Для некоторых специальных применений, где требуется грубая, но мелкая резьба, доступна американская национальная короткая резьба Acme. Термин «заглушка» означает более мелкую резьбу, чем обычная.Существует также 60-градусная резьба V-образной формы для таких применений, как трубы, где резьба с нормальной глубиной серьезно ослабит тонкую стенку.
Другой вариант резьбы Acme Thread — это червячная резьба, которая имеет угол 29 градусов, но нарезана глубже и предназначена для использования с червячными передачами.
Резьба Buttress имеет квадратную или почти квадратную упорную поверхность и скошена с обратной стороны.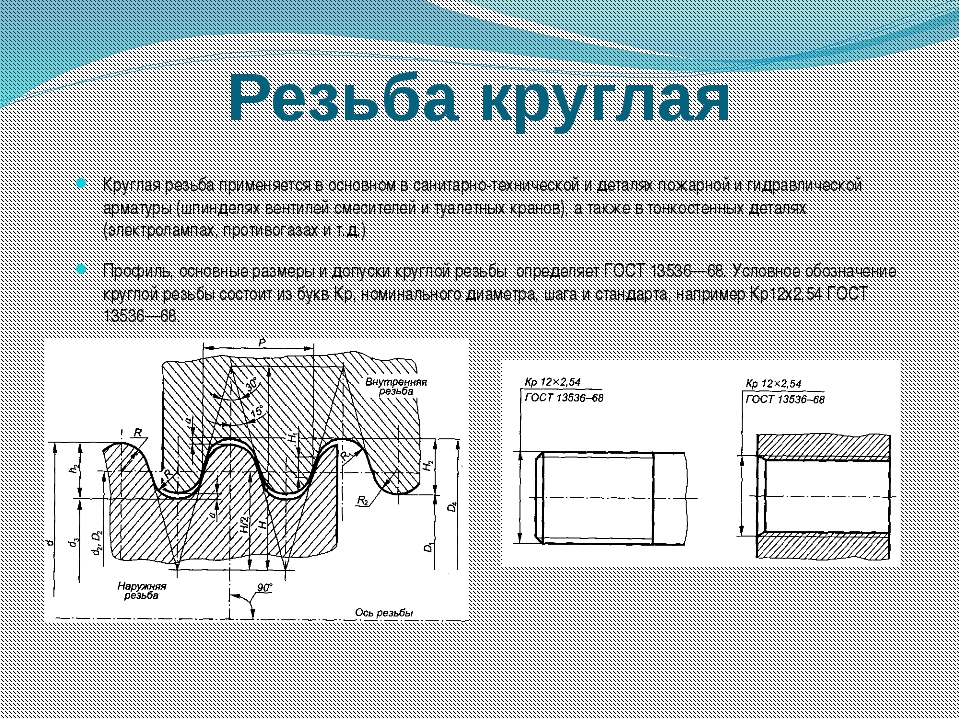 Они могут выдерживать большие нагрузки, но только в одном направлении.Я видел резьбу контрфорса с подрезанными упорными поверхностями, используемую на тисках буровых станков. Поднутрение плотно захватывает половину гайки, но при ослаблении ее можно быстро вынуть из гайки.
Они могут выдерживать большие нагрузки, но только в одном направлении.Я видел резьбу контрфорса с подрезанными упорными поверхностями, используемую на тисках буровых станков. Поднутрение плотно захватывает половину гайки, но при ослаблении ее можно быстро вынуть из гайки.
Трубная резьба обычно выполняет две функции: она скрепляет фитинги вместе, а также обеспечивает герметичное уплотнение от давления жидкости. Сужение диаметра резьбы 3/4 дюйма на фут позволяет легко получить герметичные соединения. Прямая трубная резьба используется в таких устройствах, как электрические лампы, где уплотнение не требуется.Трубная резьба, ранее известная как резьба Бриггса, в Америке — это коническая трубная резьба американского национального стандарта. В Великобритании используется британская стандартная трубная резьба, имеющая форму резьбы Уитворта. Британская трубная резьба отличается, и ее не следует заменять на трубную резьбу американского стандарта. Фитинги по британскому стандарту часто можно приобрести в крупных магазинах в Америке.
Некоторые трубные резьбы имеют очень крутой конус, поэтому стыки разъединятся всего за несколько оборотов.Бурильные трубы для скважин часто имеют этот тип резьбы, и я также видел грифы пушек с прерывистой крутой конической резьбой. Прерывистая резьба имеет продольные участки резьбы, удаленные как на охватываемой, так и на внутренней части, так что части могут скользить вместе и затягиваться с частичным оборотом. Относящиеся стволы винтовок и ружей часто имеют оборванную резьбу.
Четыре простых шага для определения гидравлической резьбы
Промышленные машины и оборудование проектируются и производятся во всех уголках мира.В одних только гидравлических системах используется бесчисленное количество различных типов фитингов и переходников с различными методами уплотнения и формами резьбы. Хотя метод уплотнения часто можно отличить по внешнему виду, все формы резьбы выглядят одинаково, что затрудняет и отнимает много времени для их идентификации, когда требуется модификация оборудования или ремонт.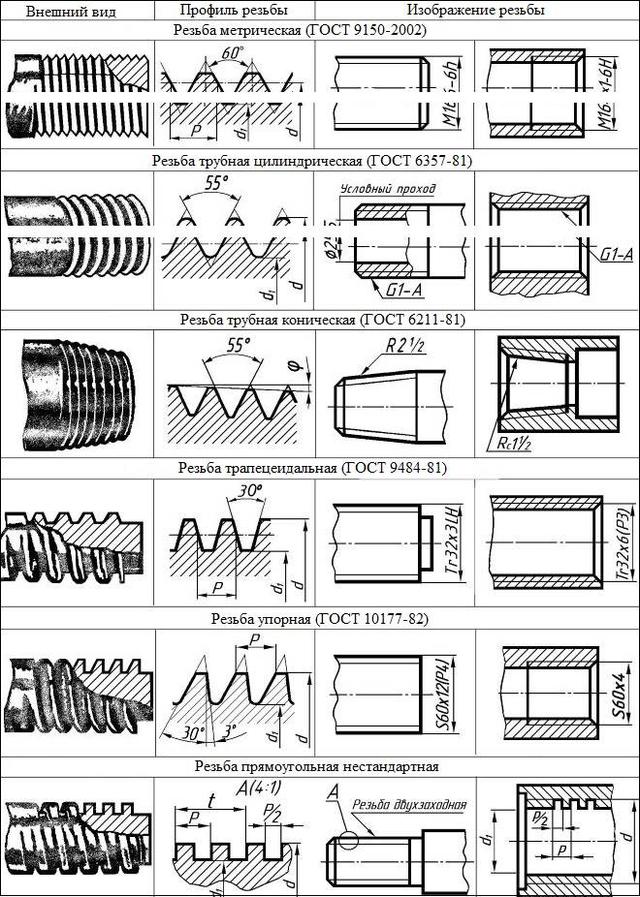
Правильная резьба имеет решающее значение для выбора правильных запасных частей для обслуживания и ремонта. Выбор неправильной детали может привести к повреждению резьбы во время установки, что снижает способность выдерживать давление и надежность уплотнения фитинга или переходника.Быстрая и правильная идентификация потоков может помочь поддерживать безопасную, продуктивную и прибыльную работу.
На гидравлических трубных фитингах обычно используются шесть типов резьбы:
- UN / UNF
- NPT / NPTF
- BSPP (BSP, параллельный)
- BSPT (BSP, конический)
- Метрическая параллельная
- Метрическая коническая
Четыре шага к идентификации резьбы
Шаг 1. Определите, коническая или параллельная резьба.
NPT / NPTF и BSPT — коническая резьба, а UN / UNF и BSPP — параллельные.Метрический конический и метрический параллельный говорят сами за себя. В некоторых случаях шаг 1 можно выполнить только визуальным осмотром.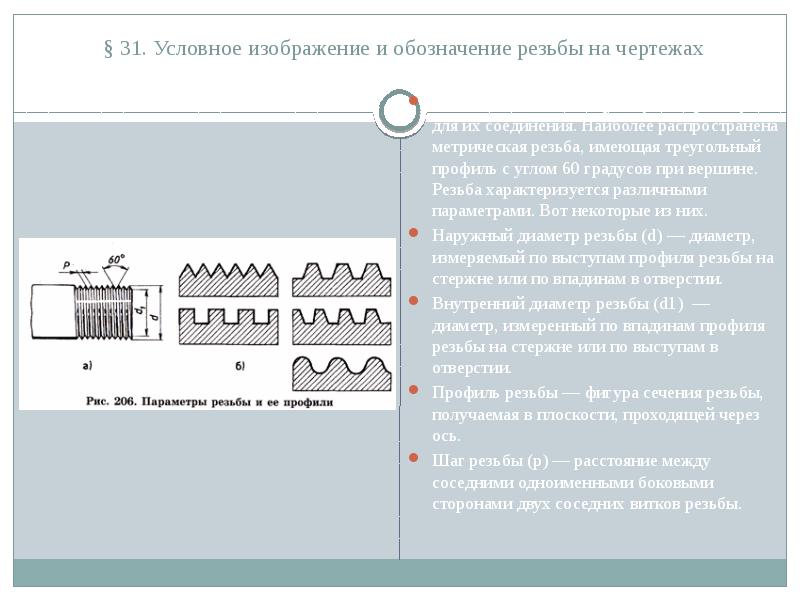 Коническая резьба становится меньше в диаметре к концу фитинга, в то время как параллельная резьба сохраняет тот же диаметр от начала до конца. Если это не очевидно при взгляде на фитинг, используйте параллельные губки штангенциркуля для сравнения. Кроме того, наличие уплотнительного кольца или снятие трубной гайки обычно указывает на то, что наружная резьба параллельна.Завершение шага 1 приведет к удалению трех из шести возможных форм резьбы.
Коническая резьба становится меньше в диаметре к концу фитинга, в то время как параллельная резьба сохраняет тот же диаметр от начала до конца. Если это не очевидно при взгляде на фитинг, используйте параллельные губки штангенциркуля для сравнения. Кроме того, наличие уплотнительного кольца или снятие трубной гайки обычно указывает на то, что наружная резьба параллельна.Завершение шага 1 приведет к удалению трех из шести возможных форм резьбы.
Шаг 2 — Определите шаг
Это можно расшифровать с помощью измерителя шага для сравнения или путем точного измерения и расчета количества витков резьбы на заданном расстоянии. Намного проще сравнивать резьбу на светлом фоне с шагомером. Поскольку некоторые значения шага резьбы относительно схожи, рекомендуется попробовать несколько калибров, прежде чем решить, какой из них подходит лучше всего.Результат шага 2 еще больше сузит возможные формы резьбы, поскольку большинство из них имеют четкий шаг. Проконсультируйтесь с колонкой «Шаг 2» в Таблице 1, чтобы узнать о возможных шагах.
Шаг 3 — Определите размер
Объединение результатов шагов 1 и 2 определит — или в некоторых случаях поможет спрогнозировать — правильную процедуру для шага 3. Существует два метода определения размера резьбы, которые следует использовать в зависимости от того, является ли резьба трубной ( NPT / NPTF, BSPT, BSPP) или не является трубной резьбой (UN / UNF, метрическая параллельная, метрическая коническая).Имейте в виду, что коническая резьба (как определено в шаге 1) не обязательно означает, что это трубная резьба (например, метрическая коническая). Точно так же трубная резьба может быть параллельной (например, BSPP).
Для трубной резьбы определите размер, сравнив его с профилем номинального размера, как показано на Рисунке 1 (полезный наконечник — размеры трубы до 2 дюймов номинального размера могут быть определены путем измерения фактического внешнего диаметра, вычитания ¼ »и округления -выключенный). Для нетрубной резьбы фактический размер можно определить путем измерения внешнего диаметра (большого диаметра) штангенциркулем, как показано на рисунке 2.
Шаг 4 — Обозначьте резьбу
Технически этот последний шаг не относится к идентификации резьбы. Скорее, это метод обозначения типа резьбы в формате отраслевого стандарта для понимания другими.Примеры различных форматов показаны в столбце «Шаг 4» таблицы 1. Обычно они имеют указание размера резьбы (номинального или фактического), типа и — в некоторых случаях — шага.
Специалисты вашей компании по обслуживанию и ремонту могут применить этот простой четырехэтапный процесс, чтобы свести к минимуму время простоя машины, избежать расходов на приобретение (и возврат) неподходящих деталей и помочь обеспечить безопасную и безаварийную рабочую среду.
Сводка по идентификации потоков
Для того, чтобы различать различные типы резьбы, все, что требуется, — это справочная таблица (как в таблице 1 ниже), штангенциркуль и калибр резьбы.Самый важный инструмент — это резьбой (или шагомер).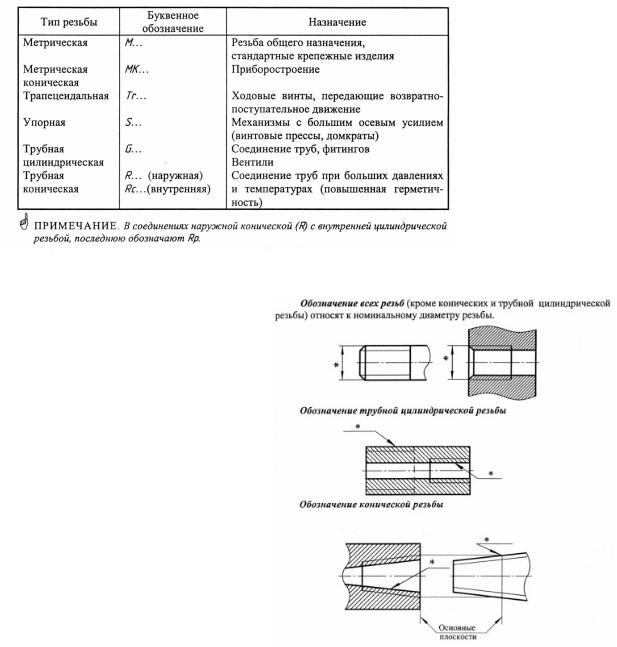 Этот инструмент, имеющий вид «зуба пилы», помогает определять шаг резьбы. Он имеет определенное количество зубцов на определенном расстоянии и (обычно) отмечен соответствующим образом. Для метрической резьбы шагом считается расстояние в миллиметрах между каждой резьбой. Для всех остальных резьб шаг считается числом витков на дюйм.
Этот инструмент, имеющий вид «зуба пилы», помогает определять шаг резьбы. Он имеет определенное количество зубцов на определенном расстоянии и (обычно) отмечен соответствующим образом. Для метрической резьбы шагом считается расстояние в миллиметрах между каждой резьбой. Для всех остальных резьб шаг считается числом витков на дюйм.
* Для JIS (Японские промышленные стандарты) резьба может быть идентифицирована аналогично BSPP и BSPT, но определена с помощью PF и PT соответственно.Например, ПФ 1/8 и ПТ 1/2.
Таблица 1
Посетите страницу с часто задаваемыми вопросами в нашем отделе трубных фитингов www.parker.com/tfd-faq, где можно найти множество информации и ресурсов.
Вы нашли этот пост полезным? Подпишитесь на сообщения TFD techConnect по электронной почте. TFD techConnect — это технически ориентированный ежемесячный блог, предназначенный для инженеров, специально посвященный проблемам управления движением и управления.