Виды покрытия металлических изделий. Статьи компании «Крепсила»
Виды покрытия металлических изделий
Изнашивание и коррозия являются основными причинами выхода из строя деталей машин и металлоконструкций. По этой причине большое внимание уделяется увеличению эксплуатационного срока и восстановлению рабочих поверхностей различных металлических деталей. Одним из самых надежных способов является нанесение на металл различных защитных и упрочняющих покрытий.
Защита от коррозии при помощи металлических покрытий
При непосредственном контакте металла с неблагоприятной окружающей средой, происходит окисление, которое приводит к коррозии. Коррозия влияет не только на внешние качества изделий из металла, но и способствуют разрушению поверхности. Следовательно, поверхность изделий необходимо защищать.
Виды коррозионных поражений
Одним из лучших защитных покрытий является цинк. Также для защиты от коррозии часто используют и другие металлы — кадмий, олово, свинец, хром, никель и прочее. Металлические покрытия пользуются большой популярностью, так как они не только защищают основу от коррозии, но и придают поверхности ряд важных свойств: износостойкость, твердость.
Металлические покрытия пользуются большой популярностью, так как они не только защищают основу от коррозии, но и придают поверхности ряд важных свойств: износостойкость, твердость.
Блестящие металлические покрытия также применяют для придания конструкции эстетически красивого вида. Дополнительные металлические покрытия помогают восстановить форму и размеры изношенных деталей конструкции.
Основные методы покрытий металлических изделий
На сегодняшний день существует несколько методов нанесения защитных покрытий на металлическую поверхность деталей:
- Горячий метод.
- Термомеханический метод.
- Напыление.
- Гальванический метод.
Остановимся более подробно на каждом из них.
Горячий метод заключается в нанесение защитной пленки, погружая деталь с специальную емкость с расплавленным металлом. Для этого используют металлы с низкой температурой плавления, такие как олово или свинец. Данным способом наносят защитное покрытие уже на готовые изделия.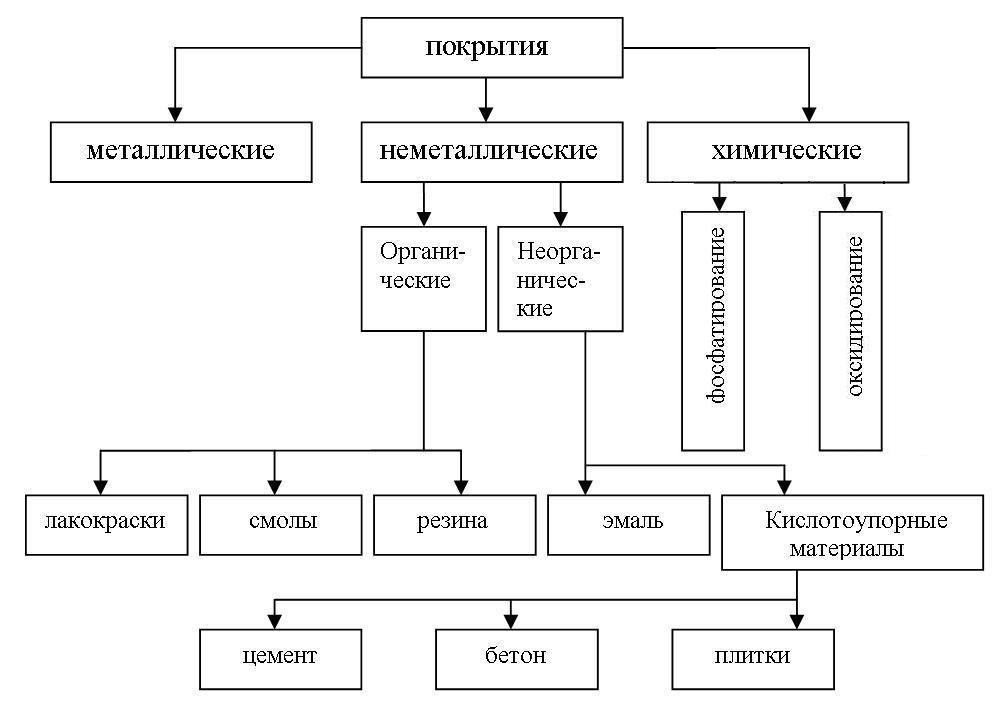 Основным недостатком такого способа защиты является невозможность получения необходимой толщины покрытия, а также не экономный расход наносимого материала.
Основным недостатком такого способа защиты является невозможность получения необходимой толщины покрытия, а также не экономный расход наносимого материала.
Основной принцип термомеханического метода состоит в использовании для защиты от коррозии основного металла другой металл, который достаточно устойчив к воздействию окружающей среды. Основной металл и покрытие соединяют путем прокатки, на основной лист металла накладывают лист защитного материала и в горячем состоянии, при помощи валков, прокатывают поверхность листа. В результате выходит очень прочное соединение двух металлов за счет взаимной диффузии. Данный метод защиты часто используют в авиастроении.
Напыление или металлизация — это процесс, который заключается в нанесении расплавленного металла на поверхность при помощи специального приспособления (электрометаллизатора), который работает на основе сжатого воздуха. Сущность метода состоит в том что частицы расплавленного металла, двигаясь с большой скоростью, совместно с воздушным потоком ударяются о поверхность защищаемого металла, прикрепляются к нему, образуя покрытие.
Схема устройства металлизатора
К недостаткам такого метода можно отнести:
- Покрытие, получаемое таким способом, выходит пористым.
- Сцепление покрытия с поверхностью получается слабое. Так как данный метод не обеспечивает необходимой диффузии.
Более продуктивный метод напыления называется детонационный. Его принцип состоит в металлическом порошке, помещенном в камеру, который при взрыве специального вещества, с огромной скоростью направляется к поверхности детали. При использовании данного метода, частицы металла глубоко проникают в поверхность конструкции, образовывая надежное покрытие.
Схема детонационного напыления
Существенным преимуществом, по сравнению с другими методами, обладает гальванический метод нанесения защитного покрытия. Такому методу характерны высокие физико-химические и механические свойства:
- Повышенная износостойкость и твердость.
- Малая пористость покрытия.
- Высокая коррозионная стойкость.


Также данный метод позволяет контролировать толщину покрытия, потому он получил широкое применение.
Принцип нанесения покрытия гальваническим методом заключается в использовании электролиза. Для того чтоб гальваническое покрытие плотно соединилось с основой, поверхность детали необходимо очистить от всевозможных загрязнений, жировых пятен и окисных пленок.
Покрытие, нанесенное при помощи хромирования, обладает высокой твердостью, износостойкостью и коррозиеустойчивостью. Благодаря тому, что хром может сильно пассивироваться он обретает свойства благородных металлов.
Хромирование происходит в несколько этапов:
- Очистка детали от загрязнений.
- Нанесение на деталь подслоя меди и никеля.
- Окунание детали в емкость с насыщенным раствором и выравнивание температуры.
- Подключение тока.
Деталь находится в емкости до получения необходимой толщины покрытия.
Наиболее распространенным методом защиты металла от коррозии является цинкование. Данный метод заключается в нанесении цинка на поверхность изделия из металла. В зависимости от необходимой степени защиты металлической поверхности толщина покрытия может находиться в диапазоне от 10 до 200 мкм. Оцинкованный крепеж пользуется большим спросом, так как он совмещает в себе такие положительные качества как надежность и приемлемая цена.
Данный метод заключается в нанесении цинка на поверхность изделия из металла. В зависимости от необходимой степени защиты металлической поверхности толщина покрытия может находиться в диапазоне от 10 до 200 мкм. Оцинкованный крепеж пользуется большим спросом, так как он совмещает в себе такие положительные качества как надежность и приемлемая цена.
Виды и обозначение покрытий
Согласно ГОСТ 9.306-85 в настоящий момент принято следующие условное обозначение видов защитных покрытий различных деталей и крепежных изделий:
Вид покрытия | Обозначение согласно ГОСТ 9.306-85 | Обозначение цифровое |
Цинковое, хроматированное | Ц.хр | 01 |
Кадмиевое, хроматированное | Кд.хр | 02 |
Многослойное: медь-никель | М.Н | 03 |
Многослойное: медь-никель-хром | М. | 04 |
Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
Оловянное | О | 07 |
Медное | М | 08 |
Цинковое | Ц | 09 |
Цинковое, горячее | Гор. Ц | 09 |
Окисное, наполненное хроматами | Ан. Окс. Нхр | 10 |
Окисное, из кислых растворов | Хим. Пас | 11 |
Серебряное | Ср | 12 |
Никелевое | Н | 13 |
 Н.Х.б
Н.Х.б
Наименование покрытия ставится после точки, в конце обозначения элемента крепежа. А число, которое ставится сразу после обозначения покрытия, означает толщину наносимого слоя в микронах.
А число, которое ставится сразу после обозначения покрытия, означает толщину наносимого слоя в микронах.
Болт М14-6gх80.58.019 ГОСТ 7798-70 — это обозначает, что болт имеет покрытие 01(цинковое, хромированное) с толщиною 9мкм.
Компания «КрепСила» производит метизы с любым видом покрытия, соблюдая все нюансы технологического процесса. Покупая крепежные изделия у нас вы получаете качественные метизы, имеющие высокие показатели коррозиеустойчивости.
Защитные покрытия: виды, функции, особенности
Уникальной разновидностью неметаллических защитных покрытий являются антифрикционные материалы. По внешнему виду они напоминают краски, однако вместо пигментов содержат частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
В противокоррозионной практике для изоляции металла от воздействия агрессивных сред используются специальные защитные покрытия. Все они подразделяются на металлические и неметаллические.
Все они подразделяются на металлические и неметаллические.
Металлические – анодные и катодные – покрытия наносятся на поверхности методами газотермического напыления, окунания, гальванизации, плакирования или диффузии.
К неметаллическим защитным покрытиям относятся лакокрасочные составы, полимерные пленки, силикатные эмали, резины, оксиды металлов, соединения фосфора, хрома и др.
Рассмотрим все виды покрытий подробнее.
Металлические защитные покрытия
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.
Анодные покрытия обеспечивают электрохимическую защиту металлических поверхностей и выполняют свои функции даже при нарушении целостности слоя.
Катодные покрытия препятствуют проникновению агрессивных сред к основному металлу благодаря образованию механического барьера.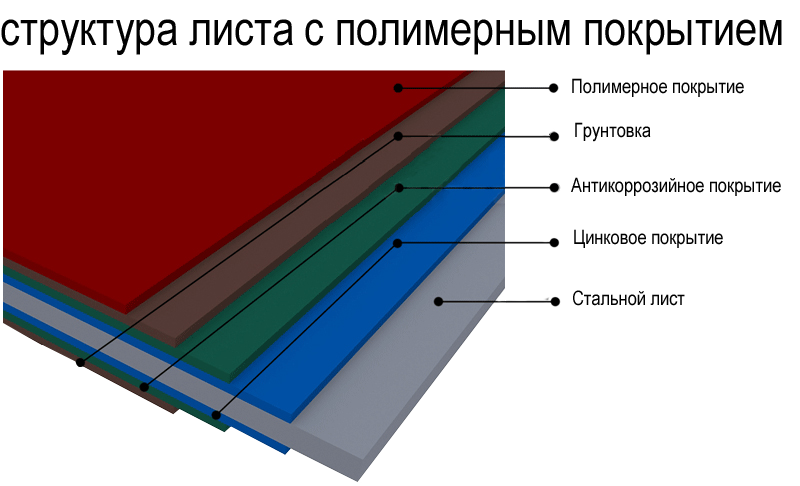
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей на них наносятся защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные гальванические покрытия улучшают характеристики обрабатываемых поверхностей, повышают их прочность, износостойкость, электроизоляционные свойства и т.д.
Разновидностями гальванических покрытий являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение и пр.
Газотермическое напыление
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Они не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах в химически агрессивных средах.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
Разновидностью полимерных являются антифрикционные твердосмазочные покрытия. Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
Основу покрытий могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки.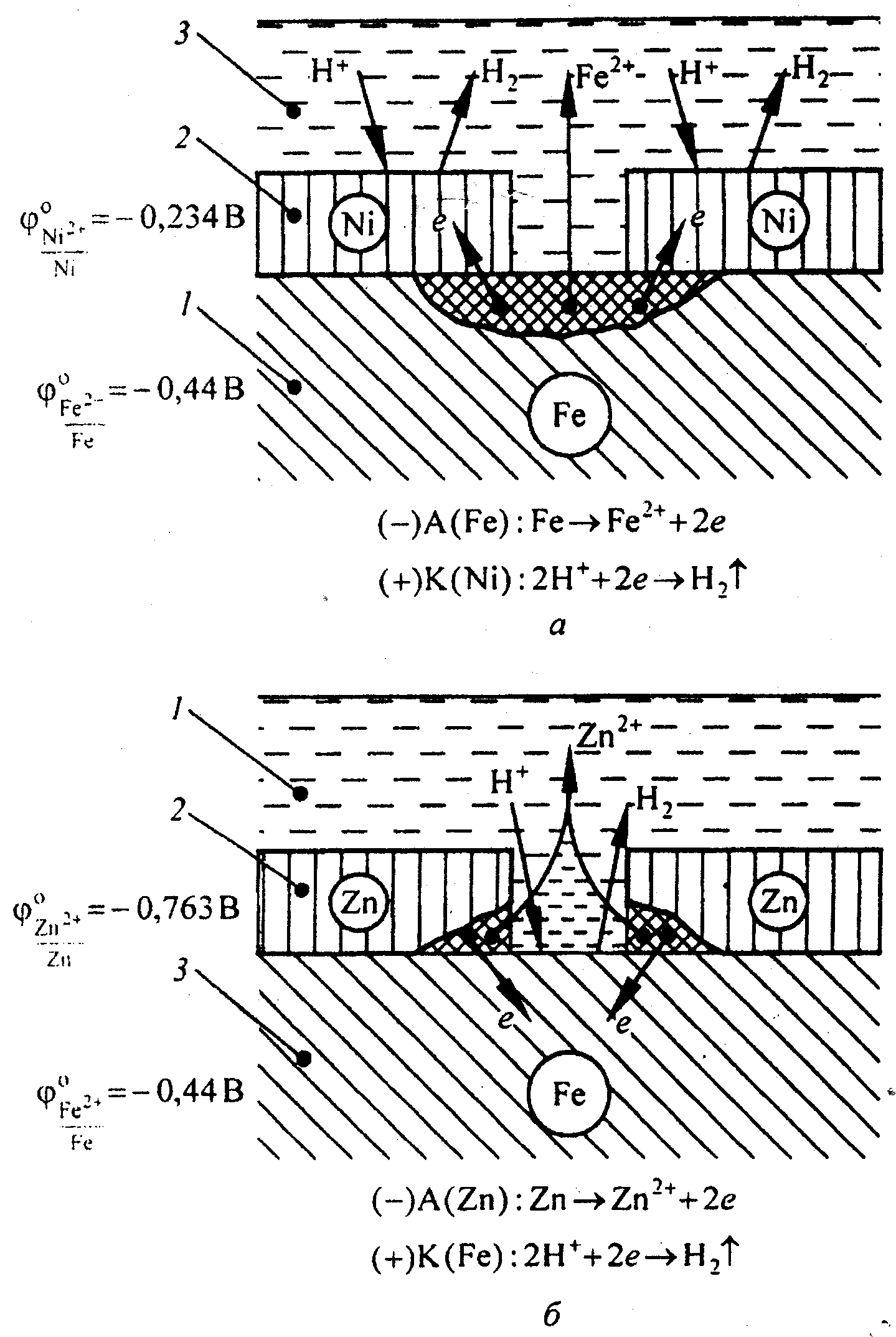
Антифрикционные твердосмазочные покрытия, а также специальные растворители и очистители для предварительной подготовки поверхностей разрабатывает российская компания «Моденжи».
Материалы MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, вкладышах валов, дроссельной заслонке), в резьбовом крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Покрытия MODENGY наносятся однократно на весь срок службы деталей. С их помощью создаются узлы трения, не требующие дальнейшего обслуживания и применения традиционных смазочных материалов.

Антифрикционные покрытия MODENGY отличаются:
- Высокой несущей способностью
- Работоспособностью в запыленной среде
- Низким коэффициентом трения
- Широким диапазоном рабочих температур
- Высокой износостойкостью
- Противозадирными и антикоррозионными свойствами
- Стойкостью к воздействию кислот, щелочей, растворителей и других химикатов
- Работоспособность в условиях радиации и вакуума
Покрытия ложатся тонким слоем, поэтому практически не меняют исходные размеры деталей, зато обеспечивают им необходимый комплекс триботехнических и защитных свойств.
Применение материалов MODENGY позволяет эффективно управлять трением, повышать ресурс и энергоэффективность оборудования.
Оксидные защитные пленки
Оксидирование – это окислительно-восстановительная реакция металлов, которая возникает благодаря их взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
Оксидирование используется для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоев. Различают химические, анодные (электрохимические), термические, плазменные и лазерные методы этой обработки.
Резиновые защитные покрытия
Гуммирование, или создание защитных покрытий из резины или эбонита, помогает защитить трубопроводы, химические аппараты, резервуары для перевозки и хранения химических веществ от воздействия агрессивных сред.
Защитное покрытие может быть сформировано из мягкой или твердой резины. Консистенция контролируется добавками серы: мягкая содержит от 2 до 4 % этого вещества, твердая – от 30 до 50 %.
Покрытие наносится на предварительно очищенные и обезжиренные поверхности. Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Резиновые покрытия являются хорошими диэлектриками, обладают стойкостью ко многим кислотам и щелочам (но не к сильным окислителям). Из существенных недостатков резиновых покрытий можно выделить их старение со временем.
Смазки и пасты
При длительном хранении и перевозке металлоизделий в качестве защитных покрытий могут использоваться специальные смазки и пасты – они препятствуют попаданию на поверхности влаги, пыли и различных газообразных веществ, наносятся кистью или методом распыления.
Консервационные материалы изготавливаются на основе минеральных масел (вазелинового, машинного) и воскообразных веществ (воска, парафина, мыла). Очень популярны смазки, в состав которых входит 5 % парафина и 95 % петролатума (смеси парафинов, масел и минеральных восков – церезинов).
Главный недостаток паст и смазок, применяющихся в качестве защитных покрытий, состоит в том, что целостность образовавшейся пленки легко нарушить. Именно поэтому лучшей альтернативой пластичных составов являются антифрикционные твердосмазочные покрытия.
Виды металлических покрытий — Справочник химика 21
Одним из главных условий получения прочно сцепленного с основой, хорошего по внешнему виду металлического покрытия в гальваностегии является тщательная очистка поверхности покрываемого изделия от жировых, окисных и других загрязнений. При наличии этих загрязнений осаждаемый металл не сплошь покрывает поверхность зделий, образует шишковатые наросты, легко отслаивается от основы. [c.366] Различают два вида металлических покрытий анодное и катодное. Покрытия называют анодными, если они изготовлены нз металла с более отрицательным потенциалом, чем защищаемый (в ряду напряжений стоят левее последнего), и катодным, если они состоят из металла с более положительным потенциалом, т. е. [c.194]
е. [c.194]
В чистом виде металлические покрытия, наносимые горячим методом, всегда мягче основных металлов, на которые они наносятся. [c.70]
В табл. 112 представлены данные о видах металлических покрытий на деталях из пластмасс. [c.200]
Рост машиностроения и развитие реактивной техники в послевоенный период привели к необходимости разработки совершенно новых видов металлических покрытий с высокими механическими, термическими и магнитными свойствами, усовершенствованию существующей технологии процессов покрытий и интенсификации их режимов работы с использованием автоматического регулирования и контроля. [c.9]
Толщину некоторых видов металлических покрытий можно определять на микроскопических шлифах [9]. Испытуемый образец заливают смолой, которая после отвердения защищает покрытие от повреждений. Хорошей заливочной средой служит метилметакрилат, полимеризацию которого проводят в присутствии перекиси бензоила. После отвердения заливочной массы образец можно шлифовать и полировать. [c.149]
После отвердения заливочной массы образец можно шлифовать и полировать. [c.149]
Цинк — светло-серый с тусклым блеском металл, легко растворимый как в кислотах, так и в щелочах. В пресной воде и в атмосфере, не содержащей значительного количества промышленных газов, таких, как сернистый газ, сероводород, цинк достаточно стоек. Около 50% всего производимого цинка расходуется на защиту изделий из стали и железа от атмосферной коррозии. Среди других видов металлических покрытий покрытия чугуна и стали цинком наиболее распространены, причем существует несколько способов нанесения цинка, в зависимости от вида и назначения изделий. Цинк применяется также в качестве покрытия для алюминия и его сплавов как подслой для последующего хромирования. [c.35]
Разница этих двух видов металлических покрытий заключается в следующем. Если покрытие частично будет разрушено, откроется поверхность защищаемого металла, в результате образугальваническая пара, в которой роль отрицательного электрода выполняет металл с более низким электродным потенциалом. Этот металл постепенно разрушается, а второй сохраняется до тех пор, пока первый полностью не разрушится. Таким образом, если покрытие сделано из металла с меньшим электродным потенциалом, то защитное действие его будет продолжаться и после повреждения его. Если же электродный потенциал покрывающего [c.184]
Этот металл постепенно разрушается, а второй сохраняется до тех пор, пока первый полностью не разрушится. Таким образом, если покрытие сделано из металла с меньшим электродным потенциалом, то защитное действие его будет продолжаться и после повреждения его. Если же электродный потенциал покрывающего [c.184]
Луженые изделия легко подвергаются пайке и потому покрытие оловом применяется предпочтительно перед другими видами металлических покрытий. Покрытие оловом в ряде случаев имеет специфическое назначение для защиты участков поверхности стали от диффузии азота при азотировании, для защиты медного кабеля перед гуммированием его [c.178]
Нанесение некоторых видов металлических покрытий на алюминий и его сплавы практически стало возможным только после того, как удалось разработать способы подготовки поверхности, предусматривающие удаление окисных пленок с поверхности покрываемых изделий, уменьшить активность ионов осаждаемых металлов, а также выбрать режимы электролиза, сводящие к минимуму возможность контактного вытеснения металлов. Хотя оба эти обстоятельства — особый способ подготовки поверхности и условия электроосаждения, уменьшающие возможность контактного вытеснения, очень важны для покрытия алюминия и его сплавов, первое из них является решающим и заслуживает более детального рассмотрения. [c.333]
Хотя оба эти обстоятельства — особый способ подготовки поверхности и условия электроосаждения, уменьшающие возможность контактного вытеснения, очень важны для покрытия алюминия и его сплавов, первое из них является решающим и заслуживает более детального рассмотрения. [c.333]
ГЛАВА I. ВИДЫ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ [c.5]
Виды металлических покрытий на стали [c.274]
Почвы и осадки могут содержать примеси, входящие в состав воздуха, воды, перегноя и живых организмов, адсорбированные коллоидными частицами почвы, минералами на основе глины или перегноем, попавшие внутрь кристаллических структур или находящиеся в виде металлических покрытий (за счет осаждения и соосаждения) на частицах почвы. [c.637]
Иопользование новых конструкционных материалов, таких, как алюминиевые аплавы, титан и его сплавы, взамен традиционных углеродистых сталей в значительной степени могло бы способствовать повышению технико-экономических показателей оборудования. Применение этих и других материалов в виде металлических покрытий углеродистой стали позволяет расширить диапазон свойств конструкционных материалов и увеличить долговечность оборудования. Конструкционный материал необходимо выбирать с учетом характера коррозионного разрушения оборудования в процессе его эксплуатации. [c.3]
Применение этих и других материалов в виде металлических покрытий углеродистой стали позволяет расширить диапазон свойств конструкционных материалов и увеличить долговечность оборудования. Конструкционный материал необходимо выбирать с учетом характера коррозионного разрушения оборудования в процессе его эксплуатации. [c.3]
Кадмий. Кадмий используется в виде металлического покрытия иа стали. В морских атмосферах предпочтение обычно отдается цинкоцым покрытиям, но если местные условия очень агрессивны, то применение кадмия может дать заметное преимздаество (рис. 93). [c.167]
Выбор вида металлического покрытия для изделия зависит от условий эксплуатации изделия, конструкционных особенностей, экономических соображений и других факторов. В чертеже на изделия должны указываться вид покрытия, который назначается в соответствии с ГОСТ 9.303—84, толщина покрытия по ГОСТ 9.303—84 и обозначение вида покрытия, принятого по ГОСТ 9.306—85. Технологическая схема нанесения покрытия выбирается в зависимости от назначения данного покрытия (защитное, защитнодекоративное, специальное), формы и габаритов деталей, природы покрываемого металла (сталь, латунь, медь, алюминий, цинковый сплав и др. ), а также от способа изготовления (штамповка, литье, резание и др.). Помимо данных о покрытии, технологические схемы содержат описание подготовительных, заключительных и промежуточных операций, а также данные о технологическом оборудовании (стационарные ванны, автоматы, барабаны, колокола и др.). [c.143]
), а также от способа изготовления (штамповка, литье, резание и др.). Помимо данных о покрытии, технологические схемы содержат описание подготовительных, заключительных и промежуточных операций, а также данные о технологическом оборудовании (стационарные ванны, автоматы, барабаны, колокола и др.). [c.143]
Одним из видов металлических покрытий являются металлические сетки. Исследование кипения R12 и R22 на трубке диаметром 16 X 2 мм покрытой медной сеткой из проволоки толщиной 0,025 мм с размером ячейки (в свету) S = 0,04 X 0,04 мм было проведено В. П. Гаврилкиным и др. [21J. Толщина покрытия (в три слоя) б =0,15 мм. В результате экспериментов получено обобщенное расчетное уравнение, отражающее влияние на теплоотдачу размеров сетки, свойств и давления хладагента, плотности теплового потока. [c.95]
I протеканию процесса коррозии. Олово в виде металлического покрытия (лужение) можно защитить от коррозии в четырех-хлористом углероде введением в СС14 дифениламина или оки- [c. 169]
169]
Предварительная обработка поверхности детали из магния зависит от вида (деформируемый или литейный сплав) и состояния деталей перед гальванической обработкой, а также от вида металлического покрытия. Все детали должны быть протравлены или механически отполированы. Перед травлением их необходимо обезжирить, чтобы удалить жир, масло и остатки загрязнений. Для получения лучшего гальваническо го покрытия при пористом литье следует детали подвернуть дробеструйной очистке, пользуясь при эгохМ стальной дробью с диаметром шарика [c.311]
Особым видом металлического покрытия является покрытие из благородного металла, который не образует окисных слоев, а защищает вследствие своей инертности. В отдельных случаях такие покрытия выгодны, например при производстве электрических контактов. Но они не способны заменить стойких к окислению сплавов, поскольку они обеспечивают лишь кратковременную защиту из-за усиленной диффузии при высоких температурах. Как установил Бюкл [912], платиновая пленка толщиной 20 мкм защищала вольфрамовый цилиндр при 1250° С в течение 30 мин. Другой недостаток платины заключается в ее летучести в виде РЮг в атмосфере воздуха или кислорода, становящейся заметной при температурах около 1100° С. [c.395]
Другой недостаток платины заключается в ее летучести в виде РЮг в атмосфере воздуха или кислорода, становящейся заметной при температурах около 1100° С. [c.395]
Описаны различные виды металлических покрытий тепловой изоляции, материалы и изделия, употребляющиеся для металлопокрытий изоляции й з ащиты, металлопокрытий от коррозии. Специальный раздел посвящен оборудованию, приспособлениям, инвентарю и инструменту, которыми пользуются при изготовлении и монтаже металлопокрытий. Подробно изложены изготовление элементов металлопо1сры-тнй н их монтаж. Приведены требования техники безопасности. [c.2]
Полимерные покрытия металла и их особенности
Для изготовления металлочерепицы, сайдинга, профнастила, строительных конструкций, бытовой техники все чаще используется сталь с полимерным покрытием, так называемая «полимерка», «металлопласт». Полимерные покрытия для металла используются в Европе уже более 40 лет для придания строительным конструкциям декоративных свойств и защиты от коррозии. Металлы с полимерным покрытием объединяют в себе прочность стали с коррозийной стойкостью полимерного покрытия.
Металлы с полимерным покрытием объединяют в себе прочность стали с коррозийной стойкостью полимерного покрытия.
Цветовая палитра металла с полимерным покрытием весьма разнообразна, поэтому при выборе цвета обычно используют каталоги цветов либо образцы цвета. Покрытие может быть матовым и блестящим, иметь различную фактуру (в том числе имитировать дерево, камень и пр.).
Структура стального листа с полимерным покрытием
Нанесение полимерных покрытий на оцинкованную сталь – сложнейший процесс, так как стальной лист с полимерным покрытием имеет многослойную структуру: стальной лист, слой цинка, пассивирующий слой, слой грунта, с лицевой стороны – слой цветного полимера, а с нижней стороны листа «многослойный пирог» завершает защитная краска.
В качестве основы при изготовлении берется стальной прокат толщиной 0,4-2,0мм. На него может наноситься слой цинка (или алюмоцинка) как гальваническим методом, так и методом погружения в расплав. Иногда полимерное покрытие наносят сразу на черный металл (однако такие металлопласты очень недолговечны). Затем металл пассивируется, грунтуется и покрывается защитным слоем различных полимеров.
Затем металл пассивируется, грунтуется и покрывается защитным слоем различных полимеров.
Методы нанесения полимерного покрытия
Полимерное покрытие получают различными методами:
- путём нанесения на полосу заранее изготовленной плёнки,
- погружением полосы в расплав полимера,
- валковым методом нанесения жидкого полимера(Coil Coating),
- напылением полимера в порошкообразном состоянии электростатическим методом.
Покрытие может быть как одностороннее, так и двустороннее. Прокат с односторонним полимерным покрытием – это прокат с двухслойным полимерным покрытием на лицевой стороне и однослойным полимерным покрытием на обратной стороне.
Двухслойное полимерное покрытие – покрытие, состоящее из слоя грунта и слоя отделочного полимера.
Однослойное покрытие – это, как правило, покрытие обратной стороны проката, состоящее из слоя защитной эмали без регламентирующих требований к внешнему виду, толщине, коррозионной стойкости и т. д.
д.
Нанесение полимерного покрытия является заключительным этапом производства металлопроката. По желанию заказчика может наноситься защитная пленка из полиэтилена.
Таким образом, чаще всего сталь с полимерным покрытием имеет нижеприведенную структуру.
1 – стальной лист
2 – слой цинка
3 – пассивирующий слой (антикоррозионный слой)
4 – слой грунта
5 – полимерное покрытие
6 – защитная краска с обратной стороны
Грунтовочный слой предназначен для обеспечения прочного сцепления и высокой коррозионной стойкости всей системы, т.е. от качества грунтовки зависит, насколько будет крепко держаться полимерное покрытие.
Виды полимерных покрытий для стального листа
В качестве полимерных покрытий используют:
- полиэстер (полиэфир), обозначается PE. SP;
- пищевой ламинат;
- полиэстер матовый, модифицированный тефлоном, PEMA;
- пурал – полиуретан, модифицированный полиамидом, PURAL;
- пластизоль поливинилхлоридный, PVS;
- поливинилиденфторид, PVDF, состоит из 80% поливинилхлорида и 20% акрила;
- акрил, AY.

Полиэстер является самым популярным покрытием из-за оптимального соотношения «цена-качество» и имеет удовлетворительную устойчивость к УФ-излучению и коррозии. Однако стойкость к механическим повреждениям выше у покрытий Пурал и PVDF.
Пурал дороже полиэстера, но он имеет и более высокую химическую стойкость, а также к механическому воздействию и перепадам температур.
Самым устойчивым к механическим повреждениям из-за толщины, но вместе с тем и наименее стойким к перепадам температур и к УФ-излучениям является пластизоль.
Самое долговечное и наиболее дорогостоящее покрытие – это поливинилиденфторид (PVDF).
Наименее долговечное и нестойкое к механическому и атмосферному воздействию-это акриловое покрытие.
Все эти покрытия могут иметь различную фактуру, блеск, цвета. Таким образом, полимерные покрытия имеют разную стойкость к ультрафиолетовому излучению, к высоким и низким температурам, атмосферному воздействию, к механическим повреждениям и другим
Вышеприведенные покрытия являются изначально жидкими и наносятся валковым методом, который является наиболее распространенным и востребованным как в России, так и в других странах.
Важнейшие требования к покрытиям – прочное сцепление (адгезия) отдельных слоев друг с другом, нижнего слоя с подложкой, твердость, прочность при изгибе и ударе, износосотойкость, влагонепроницаемость, атмосферостойкость, комплекс декоративных свойств (прозрачность или укрывистость, цвет, степень блеска, узор и др.).
Антикоррозионные защитные свойства покрытий для внутреннего использования классифицируются в соответствии со стандартом EU 10169:2008. Процесс испытаний во влажной камере регламентируется стандартом EN 13523-26.
Основные преимущества проката с полимерным покрытием
- Возможность штамповки, профилирования, гибки металла в готовые изделия (металлочерепица, профилированный настил, детали бытовых приборов и пр.)
- Однородные и стабильные свойства по всей поверхности
- Прекрасные защитные свойства
- Атмосферостойкость
- Сохранение защитных и декоративных свойств более 10 лет
- Разнообразие цветов и фактур
Изготовлением металла с полимерным покрытием занимаются чаще всего металлургические заводы, производящие тонколистовую сталь. Наиболее известные из них: Новолипецкий металлургический комбинат, Череповецкий металлургический комбинат, международные концерны Arcelor Mittal, RАUТАRUUККI OY (Финляндия), ЕСО STAНL (Германия), ISPAT KARMET (Караганда, Казахстан), HOGOVENS (Голландия), BRITISH STEEL (Великобритания), MIRIAD (Франция ) SSAB TUNNPLAT AB ( Швеция ). Однако, сейчас появляется все больше и больше производителей, оказывающих услуги по нанесению полимерных покрытий на любой необходимый заказчику типоразмер листа металлургических гигантов.
Наиболее известные из них: Новолипецкий металлургический комбинат, Череповецкий металлургический комбинат, международные концерны Arcelor Mittal, RАUТАRUUККI OY (Финляндия), ЕСО STAНL (Германия), ISPAT KARMET (Караганда, Казахстан), HOGOVENS (Голландия), BRITISH STEEL (Великобритания), MIRIAD (Франция ) SSAB TUNNPLAT AB ( Швеция ). Однако, сейчас появляется все больше и больше производителей, оказывающих услуги по нанесению полимерных покрытий на любой необходимый заказчику типоразмер листа металлургических гигантов.
Металл с полимерным покрытием применяется в основном для изготовления профиля. Пример линий от китайских партнеров.
Автор Ирина Химич.
| Цинковое покрытие | |||||||
|---|---|---|---|---|---|---|---|
| Горячее цинкование | 12-20 мкм | 0xt отличная | Отличная | Высокая | 30-40 лет | Покрытие состоит из нанесенного на поверхность стального листа цинка. Надёжность и экономичность горячего цинкования определили подобное нанесение цинка в качестве одного из самых распространённых способов защиты стального листа от коррозии. Производитель, ориентируясь на толщину цинкового слоя, гарантирует беспроблемную эксплуатацию данного покрытия в течение пятнадцати лет. Надёжность и экономичность горячего цинкования определили подобное нанесение цинка в качестве одного из самых распространённых способов защиты стального листа от коррозии. Производитель, ориентируясь на толщину цинкового слоя, гарантирует беспроблемную эксплуатацию данного покрытия в течение пятнадцати лет. | Гладкая матовая |
| Покрытие на основе цинка | |||||||
| Aluzinc® (Алюцинк) | 20 мкм | 0,5 xt отличная | высокая | Высокая | 30-40 лет | Алюцинк представляет собой покрытие с комбинированным составом. Его формируют цинк, алюминий и кремний с добавлениями ванадия и стронция. Сравнительно с оцинкованной сталью алюцинк эффективнее в два-четыре раза противостоит коррозийным процессам; без нареканий выдерживает температурные перепады, хорошо держит краску и потому оптимально подходит для её нанесения. Не имеет существенных недостатков. Производитель обеспечивает данное покрытие гарантийными обязательствами на протяжении десяти лет. Производитель обеспечивает данное покрытие гарантийными обязательствами на протяжении десяти лет. | гладкая серебристая |
| Покрытия на основе пластизола | |||||||
| Пластизол | 20 мкм | 0,5 xt отличная | высокая | Высокая | 30-40 лет | Покрытие на основе модифицированного поливинилхлорида привлекает эстетичным внешним видом «под кожу». При покрытии поверхности модифицированным поливинилхлоридом обеспечивается надёжная и долговечная защита изделия при любых погодных условиях, создаётся прекрасная устойчивость к воздействию атмосферных осадков. Данное покрытие имеет отличные грязеотталкивающие свойства, защищает от повреждений механического типа, но чувствительно к воздействию высокой температуры. Интенсивный солнечный свет, нагревающий поверхность свыше восьмидесяти градусов, разрушает покрытие и способствует его выцветанию. Производитель своей гарантией подтверждает, что это покрытие прослужит в течение пятнадцати лет. | матовая текстурированная |
| Solano 30 (Солано 30) | 20 мкм | 0,5 xt отличная | высокая | Высокая | 30-40 лет | Высокая коррозийная стойкость пластизолевого покрытия обеспечивается основой из улучшенного металлического сплава цинка и алюминия. В результате на обрезных кромках и в местах царапин достигается максимальная защита от коррозии. Для покрытия характерна рельефная поверхность, не дающая бликов на солнце. Современное пластизолевое покрытие выполняется без включения тяжёлых металлов. В нём нет сурьмы, кадмия, олова, свинца. При производстве полимерного составляющего исключаются фталаты – эфиры и соли фталовой кислоты (содержатся в пластмассах). Рекомендуется к применению в неблагоприятных климатических условиях (морозные и ветреные районы севера, южные районы и районы с повышенной влажностью). Гарантия на покрытие составляет двадцать пять лет. | матовая |
| Полиэфирная порошковая краска | |||||||
| Порошковое напыление | 20 мкм | 0,5 xt отличная | высокая | Высокая | 30-40 лет | Абсолютно безопасное экологически чистое покрытие. При гладкой порошковой краске, возможно достигать степени блеска, начиная с матового (7-10%) вплоть до высокоглянцевого (95%). Такой тип краски, наносимой на изделий порошковым методом, создаёт гладкую декоративную поверхность, которая поддаётся лёгкому уходу. Оно обладает устойчивостью к атмосферным переменам, высокими механическими свойствами. Теплостойкость порошкового покрытия составляет порядка 150 градусов. Это покрытие производитель обеспечивает своей гарантией в течение десяти лет. При гладкой порошковой краске, возможно достигать степени блеска, начиная с матового (7-10%) вплоть до высокоглянцевого (95%). Такой тип краски, наносимой на изделий порошковым методом, создаёт гладкую декоративную поверхность, которая поддаётся лёгкому уходу. Оно обладает устойчивостью к атмосферным переменам, высокими механическими свойствами. Теплостойкость порошкового покрытия составляет порядка 150 градусов. Это покрытие производитель обеспечивает своей гарантией в течение десяти лет. Как и гладкое порошковое напыление, это покрытие так же экологически чистое, имеющее твердую структуру. Поверхность данного покрытия напоминает корку апельсина. Благодаря его нанесению, на поверхности легко скрываются разнообразные мелкие дефекты, которые не исключены при прокатке металлического листа. Этот вариант покрытия характеризуется хорошей коррозийной сопротивляемостью, высокой ударопрочностью и адгезией. Покрытие обеспечивается гарантией производителя в течение десяти лет. | глянцевая матовая гладкая текстурированная |
| Покрытие на основе полиэстра | |||||||
| Полиэстер (РЕ) | 25 мкм | 3xt | хорошая | хорошая | 15-20 лет | Самое экономичное полимерное покрытие, где полиэфирная краска является основным функциональным компонентом. Полиэстер не восприимчив к УФ-фактору и атмосферным воздействиям. Чувствительность к механическим нагрузкам обуславливает ограничения, которые накладываются на применение полиэстера для высоких эксплуатационных нагрузок в условиях загрязнённости внешней среды. Монтаж и последующая эксплуатация изделий в обязательном порядке требует осторожности и особого внимания. Теплостойкость глянцевого полиэстера – порядка 120-ти градусов. Производитель на данное покрытие даёт гарантию десять лет. Полиэстер не восприимчив к УФ-фактору и атмосферным воздействиям. Чувствительность к механическим нагрузкам обуславливает ограничения, которые накладываются на применение полиэстера для высоких эксплуатационных нагрузок в условиях загрязнённости внешней среды. Монтаж и последующая эксплуатация изделий в обязательном порядке требует осторожности и особого внимания. Теплостойкость глянцевого полиэстера – порядка 120-ти градусов. Производитель на данное покрытие даёт гарантию десять лет. | глянцевая |
| Print CT (Принт СТ) | 25 мкм | 3xt низкая | хорошая | хорошая | 15-20 лет | Нанесение этого покрытия на стальной оцинкованный лист выполняется офсетным способом. В основе покрытия – PVDF и полиэстер. Своим внешним видом оно напоминает древесную структуру. От Printech отличается меньшей сохранностью внешнего вида, соответственно и сроком службы. В данном случае производитель даёт только двухгодичную гарантию. | глянцевая |
| Printech (Принтеч) | 25 мкм | 3xt низкая | хорошая | хорошая | 25-30 лет | Покрытие, допускающее всевозможные виды рисунков (кортен-сталь, светлый камень, тёмное и светлое дерево, античный дуб, сосна), которые на оцинкованную сталь наносятся офсетным способом. В основе покрытия — PVDF и полиэстер. Его теплостойкость – порядка 120-ти градусов. Гарантийные обязательства производителя действуют в течение десяти лет. | глянцевая |
| Purex (Пурекс) | 26 мкм | 4xt низкая | хорошая | хорошая | 35-40 лет | Покрытие, где цинк присутствует в количестве 258-570 г/кв.м. Благодаря увеличенному количеству содержания цинка срок службы данного полимерного покрытия продлевается в разы. Общая толщина покрытия – 26 микрон, где 20 микрон относятся к внешнему слою, а 6 микрон занимает специальный грунтовочный слой. Разные производители дают на это покрытие произвольную гарантию: от одного года до пятнадцати лет. Разные производители дают на это покрытие произвольную гарантию: от одного года до пятнадцати лет. | полуматовая |
| Ecosteel (Экостил) | 30 мкм | 3xt низкая | хорошая | хорошая | 15 лет | Покрытием воспроизводится натуральный древесный рисунок (мореный дуб, сосна, клён) или текстура белого камня. В покрытии не содержится веществ, проявляющих вредоносную активность по отношению к организму человека. Основа – полиэстер. Цинковый слой – 120 г/кв.м. От Print CT и Purex отличается увеличенной толщиной полимерного покрытия, но меньшим содержанием цинка, что в свою очередь ведет к снижению срока службы изделия. Гарантированный срок службы покрытия – десять лет. | глянцевая |
| Agneta (Агнета) | 30 мкм | 3xt низкая | хорошая | хорошая | 35-40 лет | Покрытие выполняется с двух сторон: с лицевой стороны его толщина – 30 мкм, с обратной – 25 мкм. Цвет меди достигается благодаря присутствию специальных микрочастиц. В покрытии предусмотрен утолщённый слой грунта с улучшенной пластичностью. Отличительная особенность – повышенная устойчивость к выцветанию и разрушению под воздействием ультрафиолета. Цинковый слой – 275 г/кв.м. Покрытие обеспечивается гарантийными обязательствами производителя в течение 25-ти лет. Цвет меди достигается благодаря присутствию специальных микрочастиц. В покрытии предусмотрен утолщённый слой грунта с улучшенной пластичностью. Отличительная особенность – повышенная устойчивость к выцветанию и разрушению под воздействием ультрафиолета. Цинковый слой – 275 г/кв.м. Покрытие обеспечивается гарантийными обязательствами производителя в течение 25-ти лет. | матовая |
| Полиэстер (РЕME) | 35 мкм | 4xt низкая | средняя | средняя | 15-20 лет | Для создания матового полиэстера в обычный полиэстер добавляются металлические опилки. В результате, при солнечном свете поверхность приобретает характерный блеск. Сравнительно с обычным полиэстером матовый вариант имеет меньшую стойкость цвета и механическую устойчивость. Преимущество заключается в более высокой коррозионной стойкости. Нетребователен к обслуживанию. Рекомендован к использованию в средней полосе, в местностях, удалённых от автомагистралей и промышленных зон. Данное покрытие обеспечивается производителем десятилетней гарантией. Данное покрытие обеспечивается производителем десятилетней гарантией. | матовая |
| Viking (Викинг) | 35 мкм | 3xt низкая | отличная | отличная | 15-20 лет | Основа полимерного покрытия — полиэстер. За счет особой технологии нанесения полимерного покрытия имеет матовую структуру. Более высокая сопротивляемость механическим повреждениям и УФ-агрессии отличает данный вариант от покрытия с матовым и глянцевым полиэстером. Расчетная теплостойкость 120 градусов. Производитель даёт на данное покрытие всего один год гарантии. | матовая текстурированная |
| Velur (Велюр) | 35 мкм | 2xt средняя | отличная | отличная | 15-20 лет | Модифицированный текстурированный полиэстер. Это покрытие характеризуется наилучшей адгезией, устойчиво к появлению царапин, к температурным колебаниям, выцветанию и коррозии.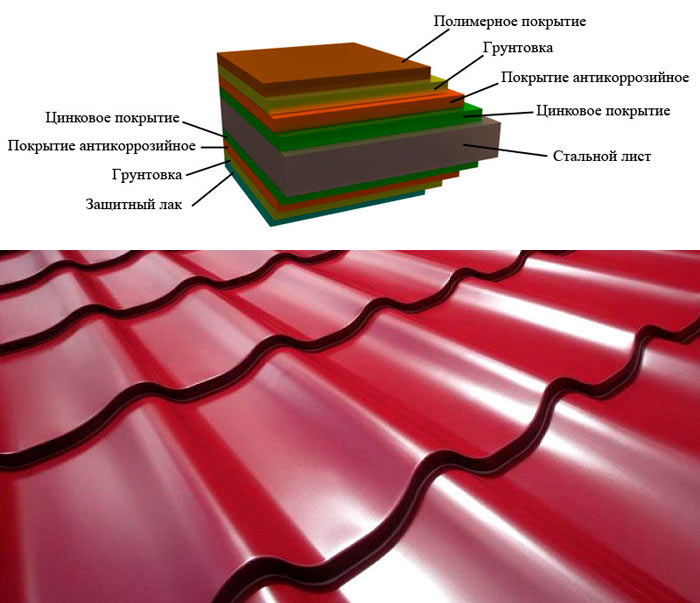 Сравнительно с обычным полиэстером обладает повышенной прочностью при изгибе и обратном ударе. Теплостойкость 120 градусов. Производитель даёт на данное покрытие десятилетнюю гарантию. Сравнительно с обычным полиэстером обладает повышенной прочностью при изгибе и обратном ударе. Теплостойкость 120 градусов. Производитель даёт на данное покрытие десятилетнюю гарантию. | матовая текстурированная |
| Cloudy (Клауди) | 35 мкм | 3xt низкая | отличная | отличная | 15-20 лет | Покрытие выглядит, как старая керамика. В основе покрытия – модифицированный полиэстер. На поверхности – гладкая матовость и уникальный рисунок обожжённой керамики. Внешний вид поверхности формируется в процессе двухслойного нанесения покрытия. По сравнению с обычным полиэстером покрытие Cloudy обладает следующими преимуществами: допустима эксплуатация в агрессивной среде, показательная коррозийная сопротивляемость, слабая восприимчивость к механическому воздействию, цветостойкость, общая долговечность. Гарантированный срок службы данного покрытия – один год. | гладкая матовая |
| Sunmatt (Санмат) | 35 мкм | 3xt низкая | отличная | отличная | 15-20 лет | Поверхность покрытия – матовая и шероховатая. Характеризуется повышенной сопротивляемостью УФ-излучению и механической стойкостью. Несомненно, привлекателен более чем пятнадцатилетний гарантированный срок службы покрытия. Характеризуется повышенной сопротивляемостью УФ-излучению и механической стойкостью. Несомненно, привлекателен более чем пятнадцатилетний гарантированный срок службы покрытия. | матовая текстурированная |
| Prelaq Nova (Прелак Нова) | 50 мкм | 3xt низкая | отличная | отличная | 15-20 лет | Добавление акрилового полимера делает полиэстер более совершенным. Сильные морозы и жара – стихия покрытия. Оно обладает высокой коррозионной стойкостью, долго не выцветает. Толщина покрытия определяет эффективное противодействие эксплуатационным и механическим нагрузкам. Производитель предоставляет на данный вариант гарантию в течение десятилетнего периода. | шелковисто-матовая |
| Покрытие на основе поливинилиден фторида | 27 мкм | 1xt отличная | высокая | отличная | 30-40 лет | Покрытие состоит большей частью из поливинилфторида — восемьдесят процентов, и ещё двадцать процентов – акрил. Имеет глянцевую поверхность с эффектом «металлик». К преимуществам покрытия относятся: устойчивость к УФ-воздействию, выгоранию, различным агрессивным средам; способность противостоять механическим повреждениям. Это – оптимальный вариант для городских объектов и зданий, которые расположены в промышленных зонах, рядом с водоёмами, особенно, близко к солёной воде, на морском или океаническом побережье. Даже при условиях «экстремальной» эксплуатации производитель на данное покрытие предоставляет гарантию в течение десяти лет. Имеет глянцевую поверхность с эффектом «металлик». К преимуществам покрытия относятся: устойчивость к УФ-воздействию, выгоранию, различным агрессивным средам; способность противостоять механическим повреждениям. Это – оптимальный вариант для городских объектов и зданий, которые расположены в промышленных зонах, рядом с водоёмами, особенно, близко к солёной воде, на морском или океаническом побережье. Даже при условиях «экстремальной» эксплуатации производитель на данное покрытие предоставляет гарантию в течение десяти лет. | глянцевая |
| Granite (Гранит), Armacor (Армакор) | 50 мкм | 1xt хорошая | отличная | отличная | 20-40 лет | Структура покрытия образована толстым слоем грунта (25 мкм) и слоем модифицированного полиуретана с полиамидом (30 мкм). Высокая коррозионная сопротивляемость, УФ-стойкость, слабая чувствительность к механическим повреждениям позволяют с успехом использовать покрытие в местностях с неблагоприятными климатическими условиями (северные районы, южные жаркие местности и районы с высокой влажностью). Предельная теплостойкость — плюс 120. Гарантийное обеспечение в течение пятнадцати лет. Предельная теплостойкость — плюс 120. Гарантийное обеспечение в течение пятнадцати лет. | шелковисто-матовая |
| Prisma (Призма) | 50-55 мкм | 1xt хорошая | высокая | отличная | 20-40 лет | Технические и эстетические показатели преподносят покрытие Prisma в более выгодном свете, чем полиэстер и прочие варианты. Металлический слой, состоящий на 95% из цинка с пятипроцентным добавлением алюминия, определяет исключительные антикоррозионные свойства материала, которые распространяются на обрезанные кромки. Prisma — это устойчивость к истиранию и царапанию. Всё это в совокупности позволяет производителю давать на данное покрытие пятнадцатилетнюю гарантию. | глянцевая |
Разновидности полимерных покрытий, используемых для обработки стали
Металл, имеющий полимерное покрытие, обрёл немалую популярность в строительной сфере, так как обладает большим количеством положительных качеств. Среди главных преимуществ такого материала выделяют прочность и устойчивость к коррозии. Сталь с полимерным покрытием используется для изготовления сайдинга, профнастила, бытовой техники и различных строительных конструкций. Также одним из вариантов применения данного материала, является производство перфорированного крепежа. О том, какие виды покрытий существуют, необходимо рассказать более подробно.
Среди главных преимуществ такого материала выделяют прочность и устойчивость к коррозии. Сталь с полимерным покрытием используется для изготовления сайдинга, профнастила, бытовой техники и различных строительных конструкций. Также одним из вариантов применения данного материала, является производство перфорированного крепежа. О том, какие виды покрытий существуют, необходимо рассказать более подробно.
Сталь с полимерным покрытием. Основные моменты
Для начала следует отметить, что все полимеры наносятся на поверхность рулонной стали в заводских условиях по специальной технологии. При этом покрытие может быть как на одной, так и на обеих сторонах материала.
Немалой популярностью пользуется полиэстер. Данное вещество выдерживает высокую температуру воздуха, а также обладает прекрасными антикоррозийными свойствами. Обычно сталь с полимерным покрытием этого типа исправно служит в течение двадцати или тридцати лет. Материал нередко используется при монтаже кровли. Кроме того, при желании можно найти изделия с матовой поверхностью.
Кроме того, при желании можно найти изделия с матовой поверхностью.
Также немалую популярность получило такое покрытие, как PVDF. Оно на восемьдесят процентов состоит из поливинилхлорида, в то время как остальные двадцать — это акрил. Сталь, защищённая таким образом, устойчива к различным немеханическим воздействиям окружающей среды. Данное покрытие является одним из самых экологичных и подходит как для облицовки зданий, так и для монтажа кровли.
Пастизол наиболее устойчив к механическим повреждениям. Это связано с тем, что данный полимер образует достаточно толстый и прочный слой на металлической поверхности. Благодаря повышенной устойчивости к коррозии покрытие из пастизола может быть использовано для облицовки стен зданий, расположенных на морском побережье. Недостатком полимера является быстрое выцветание на солнце. Поэтому рекомендуется использовать светлые покрытия, которые менее всего склонны к потере первоначального цвета под воздействием ультрафиолета.
виды обработки, применение, способы нанесения
Коррозия – процесс разрушения металлов под влиянием химических веществ, находящихся в окружающей среде. Антикоррозийное покрытие металла позволяет минимизировать воздействие агрессивных факторов любого свойства и продлить срок службы конструкции.
Антикоррозийное покрытие металла позволяет минимизировать воздействие агрессивных факторов любого свойства и продлить срок службы конструкции.
Наиболее эффективными и недорогими способами защиты металлических изделий от ржавчины считаются цинкование и никелирование. Суть технологии заключаются в нанесении на поверхность слоя цинка или никеля, образующих устойчивый защитный слой.
Цинкование
Цинковое антикоррозийное покрытие, нанесенное на поверхность, окисляется под воздействием разрушающих факторов и создает прочную, непроницаемую пленку, защищающую металлоконструкции.
Способы нанесения цинка на поверхность металлов:
- Гальванизация – цинк осаживается на поверхность металлоконструкции из электролитического раствора, под воздействием электрического тока. Управляя продолжительностью процесса, можно получить слой цинка различной толщины. Единственным недостатком методики является невозможность гальванизации крупногабаритных металлоконструкций.
- Холодное цинкование – технология металлической антикоррозийной защиты, лишенная отрицательных черт, присущих другим методикам. Один из немногих методов, который может применяться на конструкциях любого размера и не требует специализированного стационарного оборудования.

Суть способа проста, металлоизделие покрывается цинкосодержащим составом по технологии нанесения лакокрасочных материалов. Такое антикоррозийное покрытие обеспечивает защиту металла, не уступающую в прочности, нанесенной по технологии горячего цинкования.
Преимущества
Цинкование применяется для обработки изделий из черных металлов. Покрытие повышает их качество и значительно увеличивает срок службы, защищая от воздействия неблагоприятных факторов окружающей среды:
- В условиях промышленного предприятия до 65 лет;
- В условиях повышенной температуры и влажности до 70 лет;
- В зоне пригорода до 85 лет;
- В экологически благоприятных условиях до 120 лет.

| Типы цинкования | Достоинства | Недостатки |
| Холодное цинкование | Быстрое нанесение на месте эксплуатации, не нужно никуда перевозить, выгодная цена составов, надежная, долгая защита от коррозии. | Металлы приобретают серый, матовый цвет, но возможна последующая окраска. |
| Газо-термическое цинкование | Теже плюсы как и у холодного цинкования, возможность нанесения без перевозки. | Более высокая стоимость, и множество требований к подготовке процедуры и выполнению процесса. И самое главное – это не допустить деформации металлического изделия. |
| Гальваническое цинкование | Долговечное, внешне привлекательное защитное покрытие при этом размеры деталей остаются точными. | К сожалению подходит только для маленьких деталей, высокая стоимость утилизации отходов. |
| Термодиффузионное цинкование | Процесс термодиффузионного цинкования подходит для сложных деталей и к то муже безотходный. | Сравнивая с другими методами этот метод цинковой антикоррозийной обработки не популярен из-за низкой производительности, наличие цинковой пыли в воздухе возле процесса, не дает металлам привлекательного внешнего вида и блеска. |
| Горячее цинкование | Цинк полностью обволакивает конструкцию, защищает все труднодоступные места, металлы приобретают привлекательный внешний вид. | Не подходит для очень больших конструкций – не помещаются в ванну, необходима перевозка конструкции в место проведения процедуры оцинковки, за счет этого увеличивается стоимость. |
Главное достоинство цинкования – значительное сокращение эксплуатационных расходов на обслуживание и замену металлоконструкций.
Применение технологии цинкования
Благодаря прочности и безопасности получаемого покрытия, технология нашла широкое применение во многих сферах промышленности:
- для защиты металлопроката;
- в производстве комплектующих водосточных и вентиляционных систем;
- для покрытия кровельных материалов;
- в производстве крепежа;
- для защиты стальной посуды и других емкостей, используемых в быту, в том числе в декоративных целях, и многое другое.

Никелирование
Защита никелем применяется на изделиях из стали и цветных металлов. Благодаря способности переходить в пассивное состояние, никель создает на поверхности металлических изделий антикоррозийную защиту.
Способы нанесения никелевого покрытия металла:
Гальванический. Под воздействием электрического тока никель осаждается на поверхности металлоизделия. Этот метод является наиболее популярным, поскольку отличается простотой, экономичностью и высокой прочностью получаемого защитного покрытия.
Гальванизация обычно проводится в открытых ваннах. Электролитический раствор состоит из сернокислого никеля, борной кислоты, хлористого натрия, формалина, бутандиола и хлорамина. Металлоизделия помещаются в специальные барабаны, которые затем погружаются в жидкость и подвергаются воздействию электрического тока.
Химический. Метод основан на реакции восстановления никеля из водных растворов его солей гипофосфитом натрия. В промышленности используются щелочные и кислые растворы. Данный способ используется как средство защиты чернометаллических, медных, алюминиевых и никелевых деталей сложного профиля и формы.
В промышленности используются щелочные и кислые растворы. Данный способ используется как средство защиты чернометаллических, медных, алюминиевых и никелевых деталей сложного профиля и формы.
Реакция проводится в специальных ваннах устойчивых к химическому воздействию. Детали располагаются на специальных подвесках и погружаются в раствор, который затем нагревается. Никелирование крупных деталей происходит в шахтных печах с регулировкой температуры воздействия. Для изготовления подвесок используется углеродистая сталь.
Наиболее популярным покрытием антикоррозии на сегодняшний день является никель-борное. Оно обладает рядом преимуществ перед катодным, поскольку является более прочным, и равномерным, независимо от формы изделия. Метод обеспечивает плотное сцепление материалов друг с другом, снижая вероятность отслаивания защитного покрытия. Эта технология позволяет наносить защиту любой толщины и практически на все металлы.
Преимущества
Никелевое антикоррозийное покрытие может служить в качестве финишного слоя или как подслой. Этот способ защиты металлов широко применяется во многих областях:
Этот способ защиты металлов широко применяется во многих областях:
- В промышленности. Для защиты электрических контактов при эксплуатации во влажной среде, а также как покрытие под пайку.
- Как замена хромированию. При точном соблюдении технологии, эксплуатационные характеристики никелированных изделий практически не отличаются от показателей свойственных хромированным, тогда как процесс никелирования с технической точки зрения гораздо проще и дешевле.
- В декоративных целях. Никелированные изделия отличаются высокими эстетическими свойствами, они обладают зеркальным блеском, не тускнеют и не требуют особого ухода. В купе с высокими защитными качествами и прочностью покрытия никелирование стало идеальным способом финишной отделки различных декоративных изделий, ограждений, инструмента, оборудования, сантехники. Кроме этого, технологию применяют для создания многослойных покрытий в сочетании с медью и хромом.
Компания «ПЗКИ» оказывает услуги нанесения различных видов покрытий металла для защиты от коррозии по выгодной цене. Задать вопросы по ассортименту товаров и услуг можно позвонив по телефону, указанному на сайте или через форму обратной связи.
Задать вопросы по ассортименту товаров и услуг можно позвонив по телефону, указанному на сайте или через форму обратной связи.
Техническая консультация
Задайте вопрос нашим техническим специалистам, отправьте чертеж или сделайте заявку.
Задать вопрос
Заказать звонок
Покрытия для металла — archtoolbox.com
Металлические покрытия используются для предотвращения коррозии черных металлов, а также для улучшения внешнего вида всех металлов. Каждый тип покрытия преследует разные цели и имеет свой внешний вид.
Анодирование
Хотя анодирование чаще всего применяется для алюминия, его также можно использовать для других металлов, таких как титан и цинк. Однако черные металлы нельзя анодировать, потому что оксид железа или ржавчина отслаивается, что приводит к отслаиванию анодированного слоя. Когда алюминий подвергается воздействию кислорода, на поверхности металла образуется слой оксида алюминия. Анодирование эффективно увеличивает толщину этого слоя оксида алюминия, что делает его более устойчивым к коррозии. Для дальнейшего повышения долговечности и коррозионной стойкости можно использовать прозрачный герметик. Процесс анодирования также обеспечивает лучшую адгезию красок и других покрытий. Наконец, анодированный алюминий можно покрасить перед герметизацией, чтобы получить цветной алюминий.
Когда алюминий подвергается воздействию кислорода, на поверхности металла образуется слой оксида алюминия. Анодирование эффективно увеличивает толщину этого слоя оксида алюминия, что делает его более устойчивым к коррозии. Для дальнейшего повышения долговечности и коррозионной стойкости можно использовать прозрачный герметик. Процесс анодирования также обеспечивает лучшую адгезию красок и других покрытий. Наконец, анодированный алюминий можно покрасить перед герметизацией, чтобы получить цветной алюминий.
Многие потребительские товары имеют анодированное алюминиевое покрытие, включая компьютеры и планшеты.На фотографии ниже показан iPad с анодированным покрытием серого цвета.
Анодированный алюминий на iPadЦинкование
Цинкование — это процесс, при котором на черный металл наносится слой цинка для предотвращения коррозии. Чаще всего этот процесс относится к горячему цинкованию, когда кусок стали погружают в ванну с расплавленным цинком. Цинк прилипает к стали и немедленно вступает в реакцию с кислородом воздуха, образуя очень прочный слой оксида цинка, который предотвращает коррозию стали под ним. Цинк и сталь образуют металлургическую связь, поэтому покрытие не отслаивается. Финиш имеет тускло-серый цвет и имеет кристаллический вид. Оцинкованную сталь можно окрасить в определенный цвет. При сварке оцинкованного металла сварной шов и незащищенная сталь должны быть покрыты специальной цинковой краской, чтобы предотвратить ржавчину соединения, так как оцинкованное покрытие было удалено.
Цинк и сталь образуют металлургическую связь, поэтому покрытие не отслаивается. Финиш имеет тускло-серый цвет и имеет кристаллический вид. Оцинкованную сталь можно окрасить в определенный цвет. При сварке оцинкованного металла сварной шов и незащищенная сталь должны быть покрыты специальной цинковой краской, чтобы предотвратить ржавчину соединения, так как оцинкованное покрытие было удалено.
Гальваника
Электрический ток используется для прилипания раствора (обычно) кадмия и хрома к металлу.Никелирование — это разновидность гальваники. Одна из проблем с нанесением гальванических покрытий заключается в том, что трудно добиться однородной толщины детали. Покрытие устойчиво к коррозии и обеспечивает приятный внешний вид.
Порошковые покрытия
Сухой порошок электростатически наносится на металлическую деталь. Затем деталь отверждается при температуре около 200 градусов по Фаренгейту, что обеспечивает очень стабильный и приятный внешний вид. Порошковые покрытия обычно более безопасны для окружающей среды, чем краски, поскольку не требуют растворителей.Порошковые покрытия бывают неограниченной цветовой гаммы. На большую часть коммерческой металлической мебели наносится порошковое покрытие, поскольку она обеспечивает более прочную поверхность, чем краска. Порошковые покрытия также можно наносить на древесину, если влажность достаточно высока для создания электростатического заряда.
Порошковые покрытия обычно более безопасны для окружающей среды, чем краски, поскольку не требуют растворителей.Порошковые покрытия бывают неограниченной цветовой гаммы. На большую часть коммерческой металлической мебели наносится порошковое покрытие, поскольку она обеспечивает более прочную поверхность, чем краска. Порошковые покрытия также можно наносить на древесину, если влажность достаточно высока для создания электростатического заряда.
Эмалевые покрытия для фарфора
Эмалевое покрытие, наиболее часто встречающееся в чугунной посуде, обеспечивает гладкое и прочное покрытие, устойчивое к пятнам и царапинам. Покрытие также предотвращает коррозию.Поскольку эмалевые покрытия устойчивы к появлению пятен, они легко очищают поверхности, подверженные граффити. Чаще всего керамогранит используют на перегородках туалетной комнаты.
Посуда с эмалевым покрытием из фарфораПокрытия для металлов | Конструкция машин
Было разработано много новых материалов, но сталь остается основным конструкционным материалом для автомобилей, бытовой техники и промышленного оборудования.Из-за уязвимости стали к агрессивным химическим средам или даже к простому атмосферному окислению необходимы покрытия для обеспечения различной степени защиты. Они варьируются от металлов, нанесенных методом горячего окунания и гальваники, до прочных полимеров и керамики, напыленной пламенем.
В общем, коррозионные среды содержат более одного активного материала, и покрытие должно сопротивляться проникновению комбинации окислителей, растворителей или того и другого. Таким образом, лучший барьер — это тот, который противостоит «широкополосной» коррозии.
Во многих областях применения физическая целостность покрытия так же важна, как и его химические барьерные свойства. Например, покрытия на крыльчатках, которые смешивают абразивные шламы, могут быстро истираться; покрытия на стыках труб будут стекать в холодном состоянии от нагруженной зоны, если скорость ползучести не низкая; Покрытия на фланцах и опорных кронштейнах могут быть повреждены или повреждены во время сборки, если ударная вязкость недостаточна. Выбор лучшего покрытия для применения требует оценки всех воздействий конкретной среды, включая термические и механические условия.
Выбор лучшего покрытия для применения требует оценки всех воздействий конкретной среды, включая термические и механические условия.
Цинк: Один из самых распространенных и недорогих методов защиты стали — цинк. Оцинкованная или оцинкованная сталь производится различными методами горячего погружения, но сегодня все больше сталелитейных компаний переходят на гальваническое цинкование, чтобы обеспечить и то, и другое.
Защита стали от окисления цинком действует двумя способами: сначала как барьерное покрытие, затем как защитное покрытие. Если цинковое покрытие поцарапано или повреждено, оно продолжает обеспечивать защиту за счет гальванического воздействия, пока цинковый слой не истощится.Это жертвенное действие также предотвращает коррозию вокруг пробитых отверстий и на кромках среза.
Сорта оцинкованной стали, продаваемые в последние годы, были разработаны с целью преодоления недостатков традиционной оцинкованной стали, которую трудно сваривать и окрашивать до гладкой поверхности. Новые материалы предназначены специально для штампованных автомобильных компонентов, которые обычно соединяются точечной сваркой и для которых требуется гладкое окрашенное покрытие класса А.
Новые материалы предназначены специально для штампованных автомобильных компонентов, которые обычно соединяются точечной сваркой и для которых требуется гладкое окрашенное покрытие класса А.
Среди улучшенных на сегодняшний день оцинкованных сталей — это семейство трех продуктов Inland Steel Paint-Tite B.Эти отожженные (термообработанные) стали имеют горячеоцинкованное покрытие с одной стороны и легкое покрытие, обработанное газовой струей с гладкой стороны. Они подвергаются термической обработке для получения равномерного, легко окрашиваемого и свариваемого покрытия из сплава цинк-железо без блесток. Поскольку кристаллы цинка и железа на стороне с покрытием очень мелкие, лист можно формовать или катать без «сквозных отпечатков» на верхней поверхности.
Еще одна улучшенная сталь с цинковым покрытием — это сталь Armco Ultrasmooth, которая имеет горячеоцинкованное цинковое покрытие с обеих сторон и поверхностей, сопоставимое с обработкой холоднокатаной стали класса 1.Струи азота, окружающие сталь, когда она выходит из расплавленного цинка, регулируют толщину покрытия. Полученные поверхности не имеют ряби и оксидов, которые обычно встречаются на обычных горячеоцинкованных сталях.
Полученные поверхности не имеют ряби и оксидов, которые обычно встречаются на обычных горячеоцинкованных сталях.
Новейший оцинкованный продукт Armco, Electrasmooth, имеет гальваническое покрытие с одной или обеих сторон. Изготовленный по технологии вертикальных ячеек, он имеет гладкую однородную поверхность, подходящую для окрашенных автомобильных панелей, обертки бытовой техники и архитектурных изделий.Покрытия Electrasmooth доступны во всем диапазоне промышленных и волочильных марок.
Еще одним новым процессом цинкования стали является Galfan, разработанный Международной организацией по исследованиям цинка (ILZRO). Помимо цинка, покрытие содержит мишметалл (смесь церия, лантия и других редкоземельных металлов) и 5% алюминия. Утверждается, что Galfan обеспечивает улучшенную формуемость и окрашиваемость, а также имеет в два-три раза большую коррозионную стойкость по сравнению с обычной горячеоцинкованной сталью при испытаниях на распыление соли, двуокись серы и влажность.
Лицензии на производство материала в США были предоставлены Gregory Galvanizing & Metal Processing Inc., Кантон, Огайо, и Weirton Steel Corp., Weirton, W.Va. Galfan использовался в Европе и Японии в таких приложениях, как строительные панели, детали автомобилей и бытовой техники, а также морской трос. Приложения в США включают панели для стиральных машин, столбы заборов и связанные с ними компоненты, а также оборудование для гаражных ворот. В автомобильной промышленности используются трубопроводы для линий охлаждения трансмиссии, различные кронштейны и кожухи под капотом, а для Ford T-Bird 1988 года — щит топливного бака.
Еще одним продуктом из коррозионно-стойкой стали с покрытием, включающим цинк, является Zincrometal (Metal Coatings International), который обрабатывается по запатентованной двухслойной системе. Базовое покрытие представляет собой неорганический материал на основе хрома под названием дакромет. После обжига покрытия змеевик покрывается вторым материалом — цинкрометом, верхним слоем на эпоксидной основе с высоким содержанием цинка, после чего следует еще один цикл обжига.
Как и другие оцинкованные материалы, цинкрометалл используется в основном для изготовления наружных панелей грузовиков и автомобилей.Минимальная толщина сухой пленки для таких применений составляет 0,5 мил. При наличии подходящих смазочных материалов и составов для волочения формуемость материала сравнима с холоднокатаной сталью. Заявленные характеристики сварки аналогичны характеристикам стали без покрытия.
В отличие от горячеоцинкованных или гальванических материалов, цинкрометалл обеспечивает барьерную, а не жертвенную защиту. Таким образом, он рекомендуется для использования там, где защита от коррозии является первоочередной задачей, где компоненты не подвергаются истиранию или механическим повреждениям.Цинкрометалл, который производится на платной основе компаниями, производящими рулонное покрытие, по сути, является односторонним продуктом, однако в некоторых автомобильных применениях его заменяют стали с двусторонним покрытием.
Алюминий: Производятся два типа стали с алюминиевым покрытием, каждый для разного вида защиты от коррозии. Тип 1 имеет алюминиево-кремниевое покрытие, нанесенное методом горячего погружения, для обеспечения устойчивости к нагреванию и коррозии. Тип 2 имеет горячее покрытие из технически чистого алюминия, которое обеспечивает отличную долговечность и защиту от атмосферной коррозии.Обе марки, разработанные Armco, производителем этих алюминированных сталей, обычно используются неокрашенными.
Тип 1 имеет алюминиево-кремниевое покрытие, нанесенное методом горячего погружения, для обеспечения устойчивости к нагреванию и коррозии. Тип 2 имеет горячее покрытие из технически чистого алюминия, которое обеспечивает отличную долговечность и защиту от атмосферной коррозии.Обе марки, разработанные Armco, производителем этих алюминированных сталей, обычно используются неокрашенными.
Сталь с алюминиевым покрытием типа 1 устойчива к тепловым накипям до 1250 ° F и имеет отличную теплоотражающую способность до 900 ° F. Номинальное покрытие из алюминиевого сплава составляет около 1 мил с каждой стороны. Простыня имеет мягкую атласную отделку. Типичные области применения включают отражатели и кожухи для промышленных панелей обогревателей, внутренние панели и теплообменники для бытовых печей, микроволновые печи, системы глушителей автомобилей и грузовиков, тепловые экраны для каталитических преобразователей и оборудование для борьбы с загрязнением.
Алюминированная сталь типа 2 с алюминиевым покрытием толщиной около 1,5 мил с каждой стороны, противостоит атмосферной коррозии и, как утверждается, дольше, чем оцинкованный лист в промышленных условиях, в пять раз больше. Типичные области применения — промышленные и коммерческие кровли и сайдинг, сушильные шкафы, крыши силосов и кожухи для наружных осветительных приборов и кондиционеров.
Типичные области применения — промышленные и коммерческие кровли и сайдинг, сушильные шкафы, крыши силосов и кожухи для наружных осветительных приборов и кондиционеров.
Для более высоких температур покрытия Тип 1 поставляются на двух новых продуктах. Aluma-Ti — это дегазированная под вакуумом сталь без примесей, содержащая колумбий и титан, которая может использоваться в циклических условиях при температурах до 1400 ° F.Второй продукт, Aluma-Fuse, работает при максимальной температуре металла 1600 ° F. Его высокотемпературные свойства обусловлены сочетанием диффузного покрытия и основного металла из низколегированной стали, содержащей хром, алюминий, кремний, колумбий и титан, а также термообработки.
Armco также разработала процесс алюминиевого покрытия нержавеющей стали Тип 409. Ожидается, что этот продукт, впервые испытанный на некоторых автомобилях 1987 года, продлит срок службы выхлопной системы до пяти или более лет из-за его превосходной устойчивости к коррозии, вызванной горячими конденсатами выхлопных газов и дорожными солями. Еще одно преимущество алюминиевого покрытия — косметическое. Предотвращает образование красных пятен ржавчины на неопределенный срок.
Еще одно преимущество алюминиевого покрытия — косметическое. Предотвращает образование красных пятен ржавчины на неопределенный срок.
Гальваника: Использование защитных гальванических металлов изменилось в последние годы, в основном из-за постановлений Агентства по охране окружающей среды. Растворы для цианистого покрытия, кадмиевые и свинцовые покрытия строго ограничены или полностью запрещены. Хромовые и никелевые покрытия широко используются, однако, они применяются как обычными методами гальваники, так и новыми, более эффективными методами, такими как быстрое электроосаждение (FRED).Этот последний метод также успешно использовался Battelle Columbus Labs для нанесения нержавеющей стали на подложки из черных металлов.
Функциональное хромовое покрытие, или «твердый хром», используется для обеспечения противозадирных свойств и снижения трения, а также для защиты от коррозии. Эти покрытия обычно наносятся без медных или никелевых подкладок толщиной от 0,3 до 2 мил. Хромирование рекомендуется для использования в соленых средах для защиты компонентов из железа.
Хромирование рекомендуется для использования в соленых средах для защиты компонентов из железа.
Никелированные покрытия толщиной от 0.От 12 до 3 мил используются в пищевом оборудовании, на изнашиваемых поверхностях упаковочного оборудования и для облицовки реакционных сосудов.
Никелирование без применения электролита, в отличие от обычного гальванического покрытия, работает химически, а не с использованием электрического тока для осаждения металла. Процесс химического восстановления обеспечивает равномерное покрытие независимо от формы подложки, преодолевая главный недостаток гальваники — сложность нанесения равномерного покрытия на компоненты неправильной формы. Соответствующие аноды и сложное крепление не требуются в процессе химического восстановления.Толщина покрытия контролируется простым контролем времени погружения. Процесс осаждения является автокаталитическим, обеспечивая толщину от 0,1 до 5 мил.
Запатентованные системы химического осаждения содержат, помимо никеля, такие элементы, как фосфор, бор и / или таллий. Относительно новый состав, называемый полиаллой, включает в себя три или четыре элемента в ванне. Эти продукты, такие как Nibron от Pure Coatings Div. компании Pure Industries и Niklad от Allied Kelite Div. компании Witco Chemical Corp., как утверждается, обеспечивают превосходную износостойкость, твердость и другие свойства по сравнению с обычными методами химического нанесения покрытия.
Относительно новый состав, называемый полиаллой, включает в себя три или четыре элемента в ванне. Эти продукты, такие как Nibron от Pure Coatings Div. компании Pure Industries и Niklad от Allied Kelite Div. компании Witco Chemical Corp., как утверждается, обеспечивают превосходную износостойкость, твердость и другие свойства по сравнению с обычными методами химического нанесения покрытия.
Полисплав «Ниброн» содержит никель, таллий и бор. Изначально разработанный для авиационных газотурбинных двигателей, Ниброн обладает превосходной износостойкостью. Сравнительные испытания показывают, что относительный износ детали с покрытием из найброна, измеренный с помощью альфа-теста Dow Corning LFW-1, значительно меньше, чем у твердых хромовых и никель-фосфорных покрытий.
Обычно никель-борные покрытия имеют шаровидную форму. По мере увеличения толщины покрытия размер узелков также увеличивается. Поскольку столбчатая структура покрытия изгибается при движении подложки, никель-бор сопротивляется скалыванию и износу.
Качество адгезии Nibron зависит от таких факторов, как материал подложки, подготовка детали и загрязнение. Хотя он отлично подходит для инструментальной стали, нержавеющей стали, высокопроизводительных сплавов на основе никеля и кобальта и титана, некоторые металлические подложки несовместимы.К ним относятся металлы с высоким содержанием цинка или молибдена, алюминий, магний и карбид вольфрама. Однако модификации могут устранить эту несовместимость. Например, Ниброн можно наносить на хромированный алюминий.
Другая тенденция в нанесении покрытия методом химического восстановления заключается в соосаждении твердых частиц в металлической матрице. Эти покрытия коммерчески доступны только с несколькими типами частиц — алмазом, карбидом кремния, оксидом алюминия и PTFE — причем алмаз возглавляет список по популярности.
Одним из примеров запатентованного композитного покрытия, включающего ПТФЭ, является NiCoTef от Nimet Industries, которое равномерно диспергирует субмикронные частицы ПТФЭ в никелево-фосфорной матрице. ПТФЭ содержится в слоях покрытия в количестве от 23 до 25%, что обеспечивает чрезвычайно низкий коэффициент трения. Поскольку ПТФЭ наносится совместно с матрицей никель / фосфор, а не наносится на поверхность при последующей операции, непрерывная подача присутствует на протяжении всего срока службы покрытия.
ПТФЭ содержится в слоях покрытия в количестве от 23 до 25%, что обеспечивает чрезвычайно низкий коэффициент трения. Поскольку ПТФЭ наносится совместно с матрицей никель / фосфор, а не наносится на поверхность при последующей операции, непрерывная подача присутствует на протяжении всего срока службы покрытия.
NiCoTef хорошо изнашивается при скольжении, когда нагрузка мягкая и равномерно распределенная. Он эффективно продлевает срок службы детали во многих областях применения за счет уменьшения трения. Кроме того, высокое содержание фосфора в матрице обеспечивает непористое покрытие, обладающее высокой устойчивостью к коррозии как в щелочной, так и в технологической кислотной среде.
Комбинация смазывающей способности, равномерной толщины покрытия и коррозионной стойкости NiCoTef делает его особенно подходящим для клапанов; гидросистемы; застежки; прецизионные электронные приложения; карбюратор, тормоз, двигатель и компоненты системы впрыска топлива; насосы; опорные и погрузочно-разгрузочные поверхности; маленькие слухи; цилиндры, формы и штампы; смесительные лопасти; и компьютерные компоненты.
Покрытие можно наносить на большинство металлов, включая железо, углеродистую сталь, чугун, алюминиевые сплавы, медь, латунь, бронзу, нержавеющую сталь и высоколегированные стали.
Конверсионные покрытия: Покрытия, нанесенные методом химического восстановления, более точно называют конверсионными покрытиями, поскольку они образуют защитный слой или пленку на поверхности металла посредством химической реакции. Другой процесс конверсии, покрытие черной оксидной пленкой, успешно применяется в различных областях, от крепежа до аэрокосмической промышленности.Черный оксид становится все более популярным, поскольку он обеспечивает коррозионную стойкость и эстетическую привлекательность без изменения размеров деталей.
На химическом уровне окисление черного происходит, когда железо на поверхности стали реагирует с образованием магнетита (Fe3O4). Для проведения реакции переработчики используют неорганические чернильные растворы. Окисляющие соли сначала растворяют в воде, затем кипятят и выдерживают при температуре от 280 до 285 ° F. Поверхность продукта очищается в щелочной среде, а затем ополаскивается перед погружением в раствор для чернения.После второго ополаскивания поверхность покрывается антикоррозийными средствами, которые могут привести к получению покрытия от слегка маслянистого до твердого и сухого.
Поверхность продукта очищается в щелочной среде, а затем ополаскивается перед погружением в раствор для чернения.После второго ополаскивания поверхность покрывается антикоррозийными средствами, которые могут привести к получению покрытия от слегка маслянистого до твердого и сухого.
Черное оксидирование образует микропористую поверхность, которая легко склеивается с верхним покрытием. Например, может быть добавлено дополнительное масляное верхнее покрытие для повышения стойкости к солевому туману до того же уровня, что и у цинковой пластины с прозрачным хромовым покрытием (от 100 до 200 часов).
Черный оксид можно использовать с мягкой сталью, нержавеющей сталью, латунью, бронзой и медью.Пока детали не содержат окалины и не требуют травления, отделка не приведет к водородному охрупчиванию или изменению размеров деталей. Диапазон рабочих температур от криогенных до 1000 ° F.
Распыление: Ранее использовавшееся в первую очередь для производства компонентов интегральных схем, распыление перешло к крупным производственным работам, таким как нанесение покрытия на детали отделки автомобилей. В процессе нанесения тонкие клейкие пленки, обычно из металла, в плазменной среде наносятся практически на любую подложку.
В процессе нанесения тонкие клейкие пленки, обычно из металла, в плазменной среде наносятся практически на любую подложку.
Распыление дает производителям автомобилей ряд преимуществ, поскольку является экономичной заменой традиционного хромирования. Линии напыления дешевле в установке и эксплуатации, чем системы нанесения покрытий. А поскольку напыленные покрытия являются однородными, а также тонкими, для получения приемлемой отделки требуется меньше материала покрытия. Кроме того, нет необходимости в контроле за загрязнением, потому что в процессе не образуются сточные воды. Наконец, для распыления требуется меньше энергии, чем для традиционных систем нанесения покрытия.
Хромирование пластмасс и металлов — это всего лишь одна из областей применения напыления. Методика не ограничивается нанесением металлических пленок. Исследовательский центр Льюиса НАСА успешно напыил ПТФЭ на металлические, стеклянные, бумажные и деревянные поверхности. В другом случае кость крупного рогатого скота напылялась на металлические протезы для использования в качестве замены тазобедренной кости. Распыленная костная пленка способствует росту кости и прикреплению к живой кости.
Распыленная костная пленка способствует росту кости и прикреплению к живой кости.
Распыление — единственный метод нанесения, который не зависит от температуры плавления и давления паров тугоплавких соединений, таких как карбиды, нитриды, силициды и бориды.В результате пленки из этих материалов можно напылять непосредственно на поверхность без изменения свойств подложки.
Большая часть исследований в области распыления в Lewis Research Center направлена на производство твердопленочных смазок и твердых износостойких тугоплавких компаундов. НАСА заинтересовано в этих трибологических применениях, потому что покрытия можно наносить распылением без связующего, с прочной адгезией и контролируемой толщиной на изогнутые поверхности и поверхности сложной формы, такие как шестерни и фиксаторы подшипников, дорожки качения и шарики.Кроме того, поскольку распыление не ограничено термодинамическими критериями (в отличие от большинства традиционных процессов, которые включают подвод тепла), свойства пленки можно изменять способами, недоступными с другими методами осаждения.
Большинство исследований напыленных пленок твердой смазки проводилось с использованием MoS2. Другие напыленные пленки — это карбид вольфрама, нитрид титана, оксид свинца, золото, серебро, олово, свинец, индий, кадмий, ПТФЭ и полиимид. Из этих покрытий наиболее заметными являются покрытия из нитрида титана (TiN) золотого цвета.
Покрытия TiN меняют как внешний вид, так и характеристики металлорежущего инструмента из быстрорежущей стали. Срок службы инструментов с покрытием из TiN, по заявлению производителей, увеличивается в десять раз, скорость съема металла может быть увеличена вдвое, а перед тем, как инструмент будет списан или восстановлен, возможны дополнительные переточки.
Ионное покрытие: Основное различие между распылением и ионным покрытием состоит в том, что распыленный материал образуется в результате ударного испарения и передается в процессе передачи импульса.При ионном осаждении испаритель образуется путем термического испарения. Ионное покрытие сочетает в себе высокую рассеивающую способность гальванического покрытия, высокую скорость нанесения при термическом испарении и столкновение с высокой энергией ионов и энергичных атомов в процессах распыления и ионной имплантации.
Ионное покрытие сочетает в себе высокую рассеивающую способность гальванического покрытия, высокую скорость нанесения при термическом испарении и столкновение с высокой энергией ионов и энергичных атомов в процессах распыления и ионной имплантации.
Превосходная адгезия пленок с ионным покрытием объясняется образованием градиентной границы раздела между пленкой и подложкой, даже если эти два материала несовместимы. Градиентная граница раздела также укрепляет поверхностные и подповерхностные зоны и увеличивает усталостную долговечность.
Высокая метательная сила и отличное сцепление делают возможным покрытие сложных трехмерных конфигураций, таких как внутренние и внешние трубы, зубья шестерен, шарикоподшипники и крепежные детали. Шестерни для космического применения, например, были покрыты ионами золота толщиной от 0,12 до 0,2 мкм для смазки и предотвращения холодной сварки линии шага шестерен. Ионное покрытие также применялось в производственных условиях для нанесения алюминиевого покрытия на детали шасси самолетов с целью защиты от коррозии.
Ионное покрытие также является одним из двух методов нанесения алмазоподобных покрытий (DLC). Относительный новичок в области покрытий, алмазоподобные углеродные волокна обычно изготавливаются из углеводородов (часто метана) и водорода, нагретых до 2000 ° C. Углеродные покрытия ценятся за их износостойкость, а также электрические и оптические свойства. Несмотря на то, что они представляют собой огромный потенциал, нынешние DLC находятся на самых ранних стадиях коммерциализации. Однако их широкий спектр свойств, наряду с их относительно низкой стоимостью, заставляет многих предсказывать огромный рост DLC.
В лабораториях Battelle в Колумбусе, Огайо; Женева, Швейцария; и Франкфурт, Западная Германия, работа над DLC продолжается. Исследователи Battelle предлагают использовать покрытия для улучшения износостойкости насадок, в качестве электронных радиаторов, а также для повышения износостойкости и коррозионной стойкости оптических материалов.
Химическое осаждение из паровой фазы (CVD) — это метод, наиболее часто используемый для нанесения алмазоподобных углеродов. Регулировка условий наплавки позволяет процессору изменять покрытие с графитового на алмазоподобное.Один из процессов, используемых в Battelle, позволяет наносить алмазоподобный углерод в газовой атмосфере при пониженном давлении без фиксированной цели. Это плазменное химическое осаждение из паровой фазы позволяет покрывать большие детали со всех сторон без точения. Однако при использовании CVD подложки необходимо нагреть примерно до 800 ° C.
Регулировка условий наплавки позволяет процессору изменять покрытие с графитового на алмазоподобное.Один из процессов, используемых в Battelle, позволяет наносить алмазоподобный углерод в газовой атмосфере при пониженном давлении без фиксированной цели. Это плазменное химическое осаждение из паровой фазы позволяет покрывать большие детали со всех сторон без точения. Однако при использовании CVD подложки необходимо нагреть примерно до 800 ° C.
Пониженная температура подложки достигается за счет двойного ионно-лучевого осаждения, процесса, разработанного BeamAlloy Corp. Температура подложки достигает всего 150 ° F, а двойной ионно-лучевой процесс не зависит от эпитаксиального роста, как это делает CVD. .Эпитаксиальный рост требует кристаллической подложки; Поскольку двойная ионно-лучевая обработка не требует этой необходимости, она позволяет также наносить покрытия на аморфные материалы.
Материалы, совместимые с процессом Diond BeamAlloy, включают черные и цветные металлы, стекло, керамику, пластмассы и композиты. В дополнение к покрытию Diond с помощью двойного ионно-лучевого осаждения можно наносить металлические покрытия на углеродные / углеродные материалы, армированные волокном.
В дополнение к покрытию Diond с помощью двойного ионно-лучевого осаждения можно наносить металлические покрытия на углеродные / углеродные материалы, армированные волокном.
Основной процесс ионной имплантации направляет пучки элементарных атомов (произведенные в ускорителе частиц) на поверхность целевого компонента.При осаждении, усиленном двойным ионным пучком, используются два одновременных пучка. Один луч непрерывно распыляет углерод на поверхность, обеспечивая углеродный материал, необходимый для выращивания алмазной пленки. Второй луч, состоящий из инертного газа с более высокой энергией, перемещает часть алмазного слоя в зону раздела. Затем энергия второго луча уменьшается, чтобы обеспечить рост алмаза. Имплантация алмазного материала в зону сопряжения оптимизирует адгезию.
Термическое напыление: Дуговое напыление, форма термического напыления металлов, выполняется на подготовленную (обычно подвергнутую пескоструйной очистке) металлическую поверхность с использованием электродугового пистолета. Металлическое покрытие представляет собой две проволоки, которые подают со скоростью, обеспечивающей постоянное расстояние между их концами. Электрическая дуга разжижает металл, а воздушная струя толкает его на подложку. Поскольку скорость частиц может значительно варьироваться, в процессе можно получить покрытие различной отделки от мелкой до грубой текстуры.
Металлическое покрытие представляет собой две проволоки, которые подают со скоростью, обеспечивающей постоянное расстояние между их концами. Электрическая дуга разжижает металл, а воздушная струя толкает его на подложку. Поскольку скорость частиц может значительно варьироваться, в процессе можно получить покрытие различной отделки от мелкой до грубой текстуры.
Покрытия, нанесенные дуговым напылением, в некоторой степени пористы и состоят из множества перекрывающихся пластинок. Термически напыленные покрытия используются там, где важен внешний вид, с помощью пигментированных виниловых сополимеров или красок, которые обычно увеличивают срок службы металлического покрытия.Покрытия, нанесенные дуговым напылением, толще, чем покрытия, нанесенные горячим окунанием: от 3 до 5 мил для легких и низкотемпературных применений до 7-12 мил для тяжелых условий эксплуатации.
Поскольку цинк и алюминий в большинстве случаев более устойчивы к коррозии, чем сталь, они являются наиболее широко используемыми металлами для нанесения покрытий распылением. Кроме того, поскольку оба металла являются анодными по отношению к стали, они действуют гальванически для защиты подложек из черных металлов.
Кроме того, поскольку оба металла являются анодными по отношению к стали, они действуют гальванически для защиты подложек из черных металлов.
В целом алюминий более долговечен в кислой среде, а цинк лучше работает в щелочной среде.Для защиты стали на газовых или химических предприятиях, где температура может достигать 400 ° F, рекомендуется алюминий. Цинк предпочтителен для защиты стали в пресной холодной воде; в водных растворах при температуре выше 150 ° F обычно используется алюминий.
Для работы при температуре до 1000 ° F алюминиевое покрытие, нанесенное термическим напылением, должно быть покрыто силикон-алюминиевой краской. При температуре от 1000 до 1650 ° F алюминиевое покрытие плавится и вступает в реакцию со стальным основным металлом, образуя покрытие, которое, не будучи герметичным, защищает конструкцию от окислительной среды.А для непрерывной работы при температуре 1800 ° F используется никель-хромовый сплав, иногда за ним следует алюминий.
В Европе, где термически напыляемые металлические покрытия для защиты от коррозии используются гораздо шире, чем в США, многие конструкции, такие как мосты, по прошествии 40 лет все еще находятся в хорошем состоянии при минимальном техническом обслуживании. Другие области применения включают в себя дымовые трубы, корпуса лодок, мачты и многие наружные конструкции.
Другие области применения включают в себя дымовые трубы, корпуса лодок, мачты и многие наружные конструкции.
Термическое напыление стало намного больше, чем просто процесс восстановления изношенных металлических поверхностей.Благодаря высокотехнологичному оборудованию и точному контролю, он теперь включен в процесс проектирования, позволяя получать однородные покрытия металлов и керамики. С помощью некоторых процессов можно наносить даже градиентные покрытия. Это достигается путем покрытия подложки материалом, который обеспечивает хорошее сцепление и имеет совместимые характеристики расширения, а затем постепенно переходят на второй материал для получения необходимого качества поверхности, такого как износостойкость, паяемость или термобарьерные характеристики.
Плазменное напыление: Покрытие плазменным напылением основывается на горячем, высокоскоростном плазменном пламени (азот, водород или аргон) для расплавления порошкообразного материала и его распыления на подложку. Поддерживается дуга постоянного тока для перевода газов в состояние плазмы.
Поддерживается дуга постоянного тока для перевода газов в состояние плазмы.
Высокотемпературная плазма (выше 15 000 ° F) позволяет использовать этот процесс для обработки различных материалов покрытия — большинства металлов, керамики, карбидов и пластмасс. Хотя большинство материалов покрытия нагреваются до температуры, значительно превышающей их точки плавления, температура основы обычно остается ниже 250 ° F.
Этот процесс нашел широкое применение в авиастроении. Металлические покрытия с плазменным напылением защищают лопатки турбины от коррозии, а напыляемая керамика обеспечивает термобарьерную защиту для других деталей двигателя.
Запатентованные усовершенствования в технологии плазменного напыления включают износостойкий материал покрытия, который позволяет образовывать аморфные / микрокристаллические фазы при плазменном напылении. Полученное покрытие обеспечивает превосходную коррозионную стойкость с минимальным окислением при более высоких температурах.Это обещает устранить проблемы, связанные с деформационным упрочнением кристаллических покрытий, которые отслаиваются или отслаиваются в ответ на напряжение, которые ранее устранялись дорогостоящими легирующими элементами.
Еще одна разработка аморфного сплава включает кристаллический материал, который при абразивном износе превращается в аморфный твердофазный сплав. Верхний слой толщиной от трех до пяти микрон обеспечивает твердость более 1300 единиц по Виккерсу. Испытания на износ показали, что этот материал превосходит более дорогие покрытия из карбида вольфрама.
Покрытия для детонационных пистолетов, разработанные Union Carbide и считающиеся многими отраслевым стандартом, используют детонационную волну для нагрева и ускорения порошкового материала до 2400 кадров в секунду. В процессе прямой видимости каждая отдельная детонация наносит круг покрытия диаметром 1 дюйм и толщиной 2 мкм. Таким образом, покрытия состоят из нескольких слоев плотно упакованных линзообразных частиц, прочно связанных с поверхностью.
Super D-Gun, следующее поколение Union Carbide, было разработано для увеличения скорости частиц.Новые покрытия (серия UCAR 2000), наносимые с помощью пистолета, обеспечивают улучшенную износостойкость, не влияя на усталостные характеристики. Система предназначена для компонентов самолетов, чувствительных к усталости.
Система предназначена для компонентов самолетов, чувствительных к усталости.
A Справочник по металлическим покрытиям
Покрытия защищают металлические компоненты и предметы от повреждений, таких как коррозия. Металлические детали могут быть уязвимы для различных типов коррозии, например:
- Едкий агент коррозии от химического воздействия
- Гальваническая коррозия от электрического контакта
- Общая коррозия
- Локальная коррозия
- Растрескивание под напряжением
К счастью, существует широкий спектр защитных покрытий для предотвращения коррозии металлических деталей.Эти материалы можно наносить с помощью различных процессов, таких как гальваническое или химическое нанесение покрытия, напыление и распыление, облегчая полное покрытие уязвимых металлических поверхностей.
Существует множество материалов и способов защитного покрытия на выбор, и каждый из них предназначен для работы с конкретными материалами и средами конечного использования. При выборе покрытия важно также учитывать экологические и нормативные вопросы. Металлические покрытия могут быть составлены с учетом времени отверждения, летучих органических соединений, блеска и других желаемых свойств.
При выборе покрытия важно также учитывать экологические и нормативные вопросы. Металлические покрытия могут быть составлены с учетом времени отверждения, летучих органических соединений, блеска и других желаемых свойств.
Общие процессы нанесения покрытий на металлические подложки
Различные типы покрытий по-разному связываются с металлической подложкой. Пять из наиболее распространенных способов нанесения покрытий включают:
- Гальваника : Этот процесс ионного покрытия изменяет ионный состав поверхности, поэтому едкие агенты, электролиты и влага с меньшей вероятностью вызывают коррозию. Этот метод идеально подходит для сложных поверхностей, которые нельзя полностью покрыть другими способами.
- Гальваническое покрытие, или преобразование: Этот набор процессов преобразует поверхностный слой материала в коррозионно-стойкую поверхность.Например, процессы черной окиси окисляют поверхность и превращают ее в микропористую почерневшую поверхность.

- Горячее погружение: Как следует из названия, детали погружены в жидкое покрытие. Этот процесс часто используется для металлических деталей, которые работают в экстремальных условиях или имеют сложную геометрию, которую трудно равномерно покрыть краскопультом.
- Покрытие кистью или валиком: Возможно, самый простой метод нанесения краски, защитный материал наносится кистью или валиком.Чаще всего используется для простых поверхностей, где все участки легко доступны, особенно для покрытий, наносимых в полевых условиях.
- Распыление жидкости и порошка: Распыление жидкости можно использовать для нанесения краски или других жидких покрытий на сложные геометрические области, которые трудно достать кистью или валиком. Порошковое напыление использует электростатический заряд для полного покрытия основы порошковым покрытием. Чем больше и плотнее деталь, тем больше энергии требуется для ее зарядки для порошкового покрытия.

Преимущества покрытия металлических деталей
Покрытияпопулярны, потому что они обеспечивают значительные долговременные преимущества. Некоторые из этих преимуществ включают:
- Долговечность и поверхностная прочность, особенно для деталей с высоким контактом
- Электропроводность, полезная для промышленных и коммерческих компонентов
- Высококачественная эстетика, особенно для полированных поверхностей
- Устойчивость к повреждениям — металлические покрытия устойчивы к истиранию, химическим повреждениям, коррозии, электричеству и гальванике, а также к эксплуатационному износу
- Улучшенный крутящий момент и простая смазка крепежных деталей и аналогичных деталей
Обслуживаемые отрасли
Почти каждая отрасль промышленности использует растворы для металлических покрытий для улучшения физических характеристик деталей и подложек. Aexcel обслуживает следующие отрасли:
Aexcel обслуживает следующие отрасли:
- Аэрокосмическая промышленность
- Сельское хозяйство
- Архитектурный
- Автомобильная промышленность
- Товары народного потребления
- Электроника
- Крепежные детали / мелкие детали
- Обработка пищевых продуктов
- Промышленное
- Морской
- Нефтехимия
- Емкости для хранения
- Складские помещения
Металлические покрытия от Aexcel Corp.
Aexcel имеет 50-летний опыт создания металлических покрытий для простых и сложных подложек.Наша компания предлагает 500 продуктов, разработанных по индивидуальному заказу, и опыт, необходимый для сочетания любых металлических изделий с правильным решением для покрытия. У нас есть опыт в следующих областях:
- Покрытия по индивидуальному заказу для сложных оснований и конечных сред
- Соблюдение большого количества нормативных, экологических и отраслевых стандартов
- Партнерские отношения между производством красок и частной торговой маркой в соответствии с соглашениями о конфиденциальности
Просмотрите наши материалы для промышленных покрытий, чтобы узнать больше о наших услугах и продуктах по составлению рецептур металлических покрытий. Когда будете готовы, запросите расценки, чтобы приступить к следующему проекту покрытия.
Когда будете готовы, запросите расценки, чтобы приступить к следующему проекту покрытия.
Полное руководство по типам металлических покрытий
2 ноября 2017
Обработка металла — это процесс нанесения покрытия на поверхность компонента.
Независимо от того, на какую основу вы наносите покрытие, металлическая обработка может использоваться для защиты вашего продукта, улучшения его внешнего вида или улучшения его характеристик.
Когда вы выбираете металлическое покрытие, вы можете быть поражены различными вариантами. Некоторые из них могут использоваться для уменьшения трения, в то время как другие защищают поверхность металлического оборудования. Это особенно удобно для компаний обрабатывающей промышленности и строительства.
Но есть много других отраслей, в которых покрытие металлов может быть выгодным.Продолжайте читать, чтобы узнать все, что вам нужно знать, чтобы сделать лучший выбор для ваших нужд.
Типы металлических покрытий
Металлическое покрытие — это термин для покрытия неметаллических объектов с металлической отделкой, а также для покрытия металлических объектов другими веществами.
Существует четыре различных покрытия, которые можно наносить на металлическую поверхность. Это пластик, краска, металл и полимеры. Вот краткое изложение.
Пластик
Одно из самых больших преимуществ использования пластикового покрытия заключается в том, что оно позволяет размещать продукты различных размеров и форм.
Одним из наиболее известных пластиковых покрытий, используемых на металле, является тефлон. Он используется для покрытия посуды, чтобы еда не прилипала к ней. Все знают, как здорово иметь антипригарное покрытие, когда вы готовите такие блюда, как домашние макароны с сыром!
Краска
Краска может быть не первой основой, о которой вы думаете, когда смотрите на типы металлических покрытий. Традиционно он отслаивается от металлических предметов, что не позволяет использовать его в долгосрочной перспективе.
Традиционно он отслаивается от металлических предметов, что не позволяет использовать его в долгосрочной перспективе.
К счастью, сегодня на рынке есть жаропрочная краска.Он может проникать в мельчайшие трещины между движущимися частями машины и часто используется для защиты металла от коррозионных элементов. Точно так же краска предохраняет кузов вашего автомобиля от ржавчины.
Металл
Иногда типы металлического покрытия необходимы для обеспечения правильной защиты металлического компонента. Два популярных типа металла на металлических покрытиях — это NiroCoat и дисульфид молибдена. Оба они используются для дополнительной смазки.
Полимеры
Мир промышленности наполнен широким спектром полимеров, которые могут обеспечить превосходное покрытие металлов.Как и список пластиков, которые можно использовать, список полимеров довольно длинный. Их можно использовать для водонепроницаемых покрытий и защиты от непогоды.
Назначение металлических покрытий
Есть множество отраслей, которые используют металлические покрытия для своей продукции, от аэрокосмической до электроники, ювелирных изделий и потребительских товаров.
Металлообработка используется для некоторых из следующих целей:
- Повышенная коррозионная стойкость
- Больше толщины поверхности
- Повышенная прочность и долговечность
- Внешний вид лучше
- Паять проще
- Лучшая электропроводность
- Больше электрического сопротивления
- Повышенная химическая стойкость
- Повышенная твердость поверхности
- Лучшая адгезия
- Повышенный допуск крутящего момента
- Повышенная водонепроницаемость
Выбор типов металлических покрытий
Существует ряд факторов, которые необходимо принять во внимание, чтобы выбрать правильный процесс отделки металла в соответствии с вашими требованиями.Во-первых, вам нужно будет определить конкретную цель, которую вы хотите достичь.
Как только вы составите представление о ваших потребностях, вы захотите также рассмотреть количество времени, которое потребуется для завершения процесса отделки. Эти типы циклов могут сильно отличаться от одного процесса к другому.
Эти типы циклов могут сильно отличаться от одного процесса к другому.
Есть несколько факторов, которые могут повлиять на сроки вашего проекта. К ним относятся носитель, размер детали и объем работы. Вы должны быть уверены, что какой бы процесс вы ни выбрали, он может вписаться в ваш производственный график.
Последним важным фактором при выборе покрытия является стоимость. Когда вы рассматриваете стоимость покрытия, вам нужно подумать как о стоимости завершения покрытия, так и о долгосрочной экономии, которую может обеспечить правильное покрытие.
Хотя некоторые процессы отделки металла имеют более высокие первоначальные затраты, они также могут значительно сократить количество денег, которые вам нужно потратить в будущем.
Популярные процессы промышленной обработки металлов
Сортировка вариантов металлической отделки может немного запутать.Вот обзор некоторых из наиболее часто используемых процессов, чтобы вы могли выбрать тот, который подходит для ваших нужд.
Промышленное покрытие
Промышленное покрытие — это процесс нанесения тонкого слоя покрытия на поверхность. Наиболее распространенная форма — гальваника — процесс увеличения толщины.
Другой термин для гальваники — электроосаждение. Это достигается путем пропускания электрического тока через раствор электролита, называемый ванной.
Ванна содержит металлическую основу, а также растворенные ионы металла, которые будут использоваться в качестве покрытия.
Четыре самых популярных промышленных материала покрытия: олово, медь, цинк и никель. Олово — мягкий, ковкий металл, который легко найти, что делает его очень экономичным вариантом. Процесс лужения также называют «лужением».
Медь используется, когда субстрат должен проводить электричество. Определенные электронные платы и другие электронные детали будут подвергаться медному покрытию.Медь также отлично подходит для улучшения адгезии и может использоваться в качестве противомикробной поверхности.
Цинк также является легко доступным элементом. Это делает его недорогим вариантом защиты от коррозии. Он в основном используется для небольших деталей, таких как болты и винты.
Никель прочен и часто используется в качестве основного покрытия для покрытий драгоценными металлами. Может затвердеть поверхность основания, предотвращая попадание воды внутрь.
Нанесение металлических покрытий
Типы металлических покрытиймогут предоставить вам экономичный способ сделать ваши продукты более проводящими, менее корродированными и лучше выглядящими.Его можно рассматривать для компаний во всех отраслях промышленности.
Если вы являетесь владельцем коммерческого предприятия и хотите, чтобы ваш проект был оценен, свяжитесь с Petrusse Norris Painting.
Они имеют многолетний опыт и могут посоветовать вам, какие покрытия могут понадобиться вашему бизнесу.
Сравнение 5 коррозионно-стойких металлических покрытий
Легкие металлы стали популярным выбором во многих отраслях промышленности. Такие металлы, как алюминий, титан и теперь даже магний, стали жизненно важными для автомобильной, аэрокосмической и многих других областей применения. Сочетание их изобилия, исключительного отношения прочности к весу и универсальности означает, что они являются предпочтительным выбором для инженеров по продукции во всем мире.
Такие металлы, как алюминий, титан и теперь даже магний, стали жизненно важными для автомобильной, аэрокосмической и многих других областей применения. Сочетание их изобилия, исключительного отношения прочности к весу и универсальности означает, что они являются предпочтительным выбором для инженеров по продукции во всем мире.
Некоторые легкие сплавы обладают превосходной коррозионной стойкостью даже в необработанном виде, но неизбежно потребуется обработка поверхности готового продукта для обеспечения рабочих характеристик, долговечности и качества.Магний известен своей плохой коррозионной стойкостью, но менее хорошо известно, что некоторые алюминиевые сплавы, такие как 2xxx, 7xxx и другие высокопрочные семейства, содержащие медь или другие переходные металлы, также подвержены такой же чувствительности.
Выбор правильного метода защиты от коррозии важен для успешного проектирования и производства компонентов. Каждый метод имеет уникальный набор преимуществ и потенциальных проблем. Мы собрали это сравнение различных методов лечения, чтобы помочь вам найти наиболее подходящее решение для ваших нужд.
Мы собрали это сравнение различных методов лечения, чтобы помочь вам найти наиболее подходящее решение для ваших нужд.
1. Анодирование
Анодирование — самый популярный метод улучшения коррозионной стойкости алюминия. Вообще говоря, он включает четырехэтапный процесс достижения защиты.
Первая стадия включает погружение материала в ванну с проводящим раствором — обычно кислотную ванну с низким pH — и соединение сплава с анодом электрической цепи. При подаче электрического тока на поверхности металла происходит реакция окисления:
2Al (S) + 6OH — (водный) — 6e — Al 2 O 3 (s) + 3H 2 O (l)
Это вызывает утолщение естественного оксида на поверхности металла, создавая защитный внешний слой оксида алюминия.Толщина может быть изменена за счет увеличения времени нанесения покрытия, что обеспечивает широкий спектр применения:
- При легком нанесении может обеспечить хорошую предварительную обработку для окраски или
последующих покрытий - При окрашивании можно получить особые цветовые эффекты
- При нанесении тонким слоем (обычно <20 мкм) он является полупрозрачным, что
сохраняет металлический эстетический вид, при желании
Выбор толщины покрытия играет ключевую роль в определении коррозионной стойкости. В наружных условиях или при интенсивной внутренней нагрузке (например, при постоянном контакте с жидкостью) рекомендуется минимум 20 мкм. Если для слоев требуется толщина 10 мкм, более высокое напряжение может повредить материал, растрескивая защитный оксидный слой и становясь пористым.
В наружных условиях или при интенсивной внутренней нагрузке (например, при постоянном контакте с жидкостью) рекомендуется минимум 20 мкм. Если для слоев требуется толщина 10 мкм, более высокое напряжение может повредить материал, растрескивая защитный оксидный слой и становясь пористым.
Кроме того, механизм роста и столбчатая микроструктура вызывают растрескивание по всей толщине в углах, ограничивая защиту кромок, обеспечиваемую слоями анодирования. Уплотнения с горячей водой могут использоваться для обеспечения более надежной защиты, но более эффективных уплотнений можно достичь за счет использования опасных химических растворов, таких как ацетат никеля или бихромат натрия.
В конечном счете, для материалов, требующих определенных эстетических качеств, при сохранении высокой устойчивости к коррозии при контакте с жидкостями, анодирование — не лучший метод повышения коррозионной стойкости.
2. ПЭО
Плазменное электролитическое окисление (ПЭО) включает использование плазменных разрядов для преобразования металлической поверхности легких металлов. Он образует твердый и плотный клейкий оксидный слой.
Он образует твердый и плотный клейкий оксидный слой.
Компоненты погружаются в ванну, и электрический ток используется для «выращивания» однородного слоя оксида на поверхности.ПЭО состоит из трех этапов:
- Окисление подложки (как происходит в процессе анодирования)
- Совместное осаждение элементов из электролита в покрытие
- Модификация полученного слоя плазменным разрядом
Хотите узнать больше о методологии PEO Keronite? Щелкните ниже, чтобы загрузить бесплатный информационный документ.
PEO образует твердые, плотные и износостойкие покрытия для легких металлов, таких как алюминий, титан и магний.По сравнению непосредственно с анодированными покрытиями, PEO образует покрытия с более высокой твердостью, химической пассивностью и выгодной нерегулярной структурой пор, которая обеспечивает высокую устойчивость к деформации и более прочную адгезию.
Помимо превосходных физических и химических характеристик, процесс ПЭО можно проводить экологически безопасным методом благодаря доброкачественным электролитам, доступным для использования, и нетоксичным побочным продуктам процесса окисления. Электролиты не содержат кислот, аммиака, тяжелых металлов и хрома, в то время как используемые щелочные растворы низкой концентрации не представляют опасности и легко утилизируются.
Электролиты не содержат кислот, аммиака, тяжелых металлов и хрома, в то время как используемые щелочные растворы низкой концентрации не представляют опасности и легко утилизируются.
Это означает более экологичное решение, чем альтернативы, а также ряд других преимуществ.
3. Хроматное конверсионное покрытие
Усиление надзора за производственными процессами со стороны государственных органов и регулирующих органов привело к постепенному отказу от использования хроматных конверсионных покрытий как метода защиты от коррозии, хотя это один из наиболее эффективных методов.
Химические составы конверсии хромата сильно различаются, но многие из них включают применение растворов хромовой кислоты, натрия, хромата или дихромата калия для очистки металлических поверхностей вместе с другими добавками.Использование таких добавок вызывает окислительно-восстановительные реакции с поверхностью, оставляя на металле подложки пассивную пленку, содержащую оксид хрома (IV) и гидратированные соединения.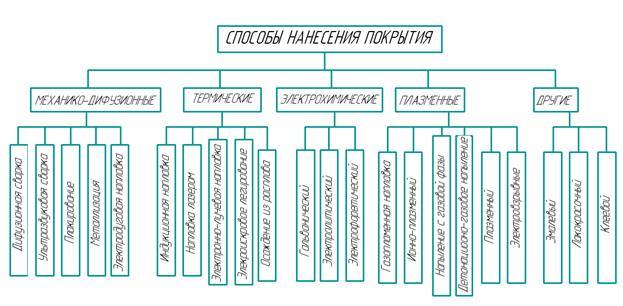 Это обеспечивает высокую коррозионную стойкость и хорошо сохраняет последующие покрытия.
Это обеспечивает высокую коррозионную стойкость и хорошо сохраняет последующие покрытия.
Высокая защита от коррозии обусловлена способностью соединений хрома (VI) восстанавливать защитную оксидную пленку на поврежденном участке покрытия, подверженном воздействию атмосферного кислорода. Это называется самовосстановлением. Похожий механизм используется для создания нержавеющей стали: хром, добавленный к сплаву, естественным образом образует на поверхности очень тонкий пассивный слой оксида хрома, предотвращая окисление железа.Это быстро восстанавливается, если поверхность повреждена, а подповерхностный хром подвергается воздействию атмосферы. Хромат также может использоваться в качестве добавки к краскам или в качестве герметика при анодировании, повышая их защиту от коррозии.
Однако в настоящее время известно, что соединения шестивалентного хрома, используемые при обработке с конверсией хромата, обладают повреждающими и канцерогенными свойствами. Побочные продукты хроматных конверсионных покрытий очень опасны, и поэтому неудивительно, что материалы, использующие этот процесс, занимают жесткую позицию.
Сегодня его использование запрещено во многих отраслях промышленности и строго регулируется. Он по-прежнему широко используется в аэрокосмической отрасли, не склонной к риску, но требует все большего изменения. К сожалению, он остается лучшим методом химической пассивации алюминия благодаря своим самовосстанавливающимся свойствам. В 1980-х годах начались интенсивные исследования, чтобы найти альтернативы самовосстановлению без хрома, но они еще не соответствуют его общему уровню защиты. Инженеры ищут альтернативы, такие как анодирование или обработка на основе PEO, для повышения производительности в суровых условиях.
4. Краски
Растворы для поверхностных покрытий, такие как краски, грунтовки и другие полимерные системы, кажутся безграничными как по наличию, так и по разнообразию. Наиболее привлекательным преимуществом работы с красками является то, что их можно раскрашивать, обрабатывать или наносить разными способами.
Полимерные финишные покрытия также доступны в таком разнообразии и способах нанесения.![]() Могут быть внесены альтернативные химические составы и добавки, которые обеспечивают такие свойства, как блеск, дополнительную твердость, смазывающую способность, определенные текстуры, температурную стабильность и химическую стойкость, и это лишь некоторые из них.
Могут быть внесены альтернативные химические составы и добавки, которые обеспечивают такие свойства, как блеск, дополнительную твердость, смазывающую способность, определенные текстуры, температурную стабильность и химическую стойкость, и это лишь некоторые из них.
представляют собой относительно недорогой метод повышения коррозионной стойкости. Однако задействованные процессы крайне неэффективны; Во время нанесения до 50% покрытия может испариться, а при отверждении в печи образуются вредные побочные продукты, которые опасны и дороги в утилизации в больших объемах.
Обладая превосходной химической и, в частности, коррозионной стойкостью, как и другие полимерные углеводороды, краски мягкие (их твердость определяется сравнением грифеля карандаша), что означает, что они легко царапаются и истираются.
5. Порошковые покрытия
Порошковые покрытия, как и краски, представляют собой еще один относительно недорогой вариант. Хотя преимущества порошковых покрытий во многом такие же, как и у красок, но более толстые защитные слои можно наносить более эффективно и быстрее.
Покрытия толстые, что добавляет объемные слои (обычно до 80 мкм вверх), которые существенно повышают коррозионную стойкость материала. Стоимость этой дополнительной защиты заключается в увеличении толщины, а также в том, что эстетические эффекты не столь привлекательны и неодинаковы для разных материалов.
Заключение
В этой статье мы попытались дать краткий обзор покрытий из легких материалов для улучшения коррозионной стойкости легких сплавов. На самом деле, существуют сотни различных методов и процессов, доступных от разных поставщиков, каждый с небольшими вариациями в способах достижения результатов.
Выбор правильного покрытия жизненно важен, но непрост. Примите целостный взгляд на процесс нанесения покрытия с ранних этапов проектирования компонентов. Геометрия компонентов, обеспечение подходящего дренажа, исключение несовместимых комбинаций материалов и выбор сплава — все это решающие факторы.
Для достижения наилучших результатов выберите предварительную обработку, обеспечивающую хорошую адгезию к основанию и любой последующей обработке. Верхние покрытия следует выбирать с учетом их совместимости с предварительной обработкой и требуемых конечных / функциональных / эстетических свойств.
Металлические покрытия — SteelConstruction.info
Существует четыре широко используемых метода нанесения металлического покрытия на стальные поверхности. Это горячее цинкование, термическое напыление, гальваника и шерардирование. Последние два процесса не используются для металлоконструкций, но используются для фурнитуры, крепежа и других мелких предметов.В общем, защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
Стальные конструкции, оцинкованные горячим способом.
Проект Эдем, Корнуолл.
(Изображение любезно предоставлено Ассоциацией гальванизаторов)
[вверх] Горячее цинкование
|
| Процесс цинкования (видео любезно предоставлено Highland Metals Ltd) |
Горячее цинкование — это процесс, который включает погружение стального компонента, на который будет нанесено покрытие, в ванну с расплавленным цинком (примерно при 450 ° C) после травления и флюсования, а затем его извлечение.Погружаемые поверхности равномерно покрыты цинковым сплавом и слоями цинка, которые образуют металлургическую связь с подложкой. Получающееся в результате покрытие является прочным, прочным, стойким к истиранию и обеспечивает катодную (протекторную) защиту любых небольших поврежденных участков, на которых обнажается стальная подложка.
По мере затвердевания цинк обычно приобретает кристаллический металлический блеск, часто называемый блестками. На толщину оцинкованного покрытия влияют различные факторы, включая размер и толщину заготовки, подготовку поверхности стали и химический состав стали.Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм. Толстые стальные детали и стали, подвергнутые абразивно-струйной очистке, имеют тенденцию давать относительно толстые покрытия до 140 мкм.
Поперечное сечение типичного горячеоцинкованного покрытия
Стальные элементы извлекаются из стандартной ванны горячего цинкования
Поскольку горячее цинкование представляет собой процесс погружения, очевидно, что существуют некоторые ограничения на размер компонентов, которые могут быть оцинкованы.Однако «двойное окунание» часто можно использовать, когда длина или ширина заготовки превышает размер ванны. Самый длинный резервуар в Великобритании в настоящее время имеет длину 21 метр, максимальный размер двойного погружения — 28 метров, а максимальный подъемный вес — 16 тонн.
Некоторые аспекты конструкции стальных конструкционных элементов должны учитывать процесс цинкования, особенно в том, что касается простоты заполнения, вентиляции и опорожнения, а также вероятности деформации. Чтобы обеспечить удовлетворительное покрытие, в полости должны быть предусмотрены подходящие отверстия, чтобы обеспечить доступ для расплавленного цинка, отвода горячих газов и последующего слива цинка.Дополнительное руководство по проектированию изделий, подлежащих горячему цинкованию, можно найти в BS EN ISO 14713-1 [1] и на видео ниже.
Также следует учитывать пригодность сталей для горячего цинкования. Конструкционная сталь, которая должна быть оцинкована горячим способом, должна быть четко указана с использованием соответствующих опций в стандартах на материалы, например: Вариант 5 в BS EN 10025-1 [2] .
Этапы горячего цинкования
Известно, что в очень редких случаях горячее цинкование стали приводило к растрескиванию в результате того, что было идентифицировано как растрескивание с помощью жидкого металла (LMAC).Следует принимать во внимание и учитывать факторы, способствующие этому эффекту. К ним относятся дизайн и детализация компонента, состояние и качество стали, изготовление и процесс цинкования. Доступно опубликованное руководство, в котором описывается явление и дается руководство, как минимизировать риск возникновения.
Мост из горячеоцинкованной стали, Шотландия
(Изображение любезно предоставлено Forestry Civil Engineering)
Спецификация покрытия горячим цинкованием для стальных конструкций соответствует стандарту BS EN ISO 1461 [3] .
Во многих случаях горячее цинкование используется без дополнительной защиты. Однако для обеспечения дополнительной прочности или там, где есть декоративные требования, наносятся лакокрасочные покрытия. Комбинацию металлических и лакокрасочных покрытий обычно называют «дуплексным» покрытием. При нанесении красок на оцинкованные покрытия необходимо использовать специальные средства подготовки поверхности для обеспечения хорошей адгезии. К ним относятся легкая струйная очистка для придания шероховатости поверхности и создания механического ключа, а также нанесение специальных грунтовок для травления или T-смывки, которая представляет собой подкисленный раствор, предназначенный для взаимодействия с поверхностью и обеспечения визуальной индикации эффективности.
Дополнительную информацию о горячем цинковании см .:
Дизайн для цинкования
(видео любезно предоставлено Highland Metals Ltd)
[вверх] Металлические покрытия с термическим напылением
Газовое (пламенное) напыление компонента перемычки между алюминием и сталью
(Изображение предоставлено компанией Metallisation)
Термически напыленные покрытия из цинка, алюминия и цинк-алюминиевых сплавов обеспечивают долговременную защиту от коррозии стальных конструкций, подверженных воздействию агрессивных сред.Они являются важным компонентом систем покрытий, которые в настоящее время указаны компанией Network Rail, и обычно используются на стальных настилах мостов перед покрытием из мастичных асфальтовых систем.
Для компонентов мостов обычно предпочтительнее термически напыляемый алюминий, который действует как барьерное покрытие. Однако для железнодорожных мостов, которые могут быть повреждены при столкновении, часто предпочтительнее цинк из-за его жертвенного характера.
Металл в виде порошка или проволоки подается через специальный распылитель, содержащий источник тепла, которым может быть кислородное пламя или электрическая дуга.Расплавленные частицы металла выдуваются струей сжатого воздуха на стальную поверхность, предварительно очищенную пескоструйной очисткой. Легирования не происходит, покрытие состоит из перекрывающихся пластинок металла и является пористым. Считается, что адгезия напыленных металлических покрытий к стальным поверхностям носит в основном механический характер. Поэтому необходимо наносить покрытие на чистую шероховатую поверхность, и обычно требуется струйная очистка с использованием грубого абразива.
Распыление алюминия пламенем
(видео любезно предоставлено Metallisation)
Дуговое напыление алюминиевого покрытия
(Видео любезно предоставлено Metallisation)
Поперечное сечение алюминиевого покрытия, нанесенного термическим напылением
Поры затем закрываются тонким органическим покрытием, проникающим в поверхность.Герметики могут быть непигментированными, с красителями или алюминиевыми хлопьями. Обычно указанная толщина покрытия варьируется от 100 до 200 мкм (микрон) для алюминия и от 100 до 150 мкм для цинка.
Металлические покрытия с термическим напылением можно наносить в цехе или на строительной площадке. Время высыхания не требуется, они не проседают и не растекаются, их можно нанести до необходимой толщины за одну операцию. Нет никаких ограничений на размер обрабатываемой детали, как при горячем цинковании, а поскольку стальная поверхность остается холодной, не возникает проблем с деформацией.Руководство по дизайну изделий, подлежащих термическому напылению, можно найти в BS EN ISO 14713-1 [1] . Термическое напыление значительно дороже горячего цинкования.
Для некоторых применений (например, мостов) на покрытия, нанесенные термическим напылением, наносят поверх лакокрасочных покрытий (после нанесения герметизирующего покрытия) для образования «дуплексной» системы покрытия. Комбинация металла и краски в дуплексном защитном покрытии имеет большую долговечность по сравнению с прочностью отдельных компонентов.
Защита стальных конструкций от атмосферной коррозии с помощью термически напыленных алюминиевых или цинковых покрытий описана в BS EN ISO 2063-1 [4] и BS EN ISO 2063-2 [5] .
Для получения дополнительной информации о металлических покрытиях с термическим напылением, обратитесь к Руководству компании Steel Bridge Group GN 8.04.
[вверх] Защитная обработка крепежа
Открытые поверхности болтов, гаек и шайб должны быть защищены, по крайней мере, на том же уровне, что и основные элементы стальных конструкций.Следовательно, после сборки болтового соединения следует наносить полную систему покрытия. Однако болты, гайки и шайбы нуждаются в некоторой краткосрочной защите от коррозии в период строительства, пока не будет нанесена полная система покрытия. Обычно это имеет форму металлического покрытия, наносимого во время производства компонентов. Рекомендуемый подход заключается в выборе болтов, гаек и шайб, оцинкованных горячим способом, поскольку это обеспечивает наивысший уровень защиты от коррозии со значительно более толстым покрытием, чем при нанесении шерардита или гальванике.
Количество кромок и потенциальных щелей в болтовых соединениях делает их особенно уязвимыми для коррозии. Следовательно, Спецификация Highways England для дорожных работ (SHW) [6] требует нанесения полосовых покрытий на все открытые поверхности болтов, гаек и шайб.
Дополнительную информацию о защитной обработке болтов см. В Руководстве группы стальных мостов GN 8.02.
Этот веб-сайт поддерживается Steel for Life при финансовой поддержке ряда отраслевых участников BCSA.К спонсорам, имеющим отношение к этой статье, относятся:
| Золото | |
|---|---|
| Горячее цинкование предлагает вам долгосрочную защиту от ржавчины и коррозии стальных изделий. Wedge Group Galvanizing Ltd — одна из крупнейших в Великобритании организаций по горячему цинкованию, имеющая 14 заводов по всей Великобритании. Группа может обработать все, что угодно, от плоской шайбы толщиной 1,5 мм до балки длиной 29 метров. | |
[вверху] Каталожные номера
- ↑ 1.0 1,1 BS EN ISO 14713-1: 2017, цинковые покрытия. Руководства и рекомендации по защите от коррозии железа и стали в конструкциях. Общие принципы конструкции и коррозионной стойкости. BSI
- ↑ BS EN 10025-1: 2004, Горячекатаный прокат из конструкционных сталей, Общие технические условия поставки. BSI
- ↑ BS EN ISO 1461: 2009, Горячеоцинкованные покрытия на готовых изделиях из железа и стали. Технические характеристики и методы испытаний. BSI
- ↑ BS EN ISO 2063-1: 2017, Термическое напыление.Цинк, алюминий и их сплавы. Соображения по конструкции и требования к качеству систем защиты от коррозии. BSI
- ↑ BS EN ISO 2063-2: 2017, Термическое напыление. Цинк, алюминий и их сплавы. Изготовление систем защиты от коррозии. BSI
- ↑ Руководство по контрактной документации на дорожные работы: Том 1 — Технические условия на дорожные работы, серия 1900 «Защита стальных конструкций от коррозии», август 2014 г., The Stationery Office
[вверх] Ресурсы
[вверх] Дополнительная литература
[вверху] См. Также
[вверх] Внешние ссылки
Защитные металлические покрытия — типы и преимущества
Защитные металлические покрытия относятся к покрытиям, которые состоят из металлического элемента или металлического сплава и могут наноситься на поверхность с помощью распылителя химическим, электрохимическим или механическим способом.Очень часто эти покрытия наносят на оборудование, которое требует глянцевого или блестящего внешнего вида, а также защиты от окисления, коррозии и солнечного света. В Secoa Technology мы предлагаем металлические покрытия, которые можно использовать для обеспечения исключительной защиты оборудования и промышленных установок.
Металлическое покрытие состоит из защитного слоя, устойчивого к коррозии и способного защитить поверхность от суровых условий окружающей среды за счет изменения свойств поверхности материала.Для нанесения металлических покрытий на поверхность используются различные методы. Некоторые из них перечислены ниже:
Горячее цинкование
Этот процесс цинкования состоит из покрытия стали, железа или черных металлов слоем цинка. Процесс осуществляется путем перемещения металла через расплавленный цинк при очень высокой температуре 860 ° F (460 ° C). В результате этого процесса образуется карбонат цинка (ZnCO3), материал, обладающий значительной прочностью для защиты стальных поверхностей и предотвращения коррозии.
Термическое напыление
С помощью этого процесса напыления мелкоизмельченные металлические материалы покрытия помещают в расплавленное или частично расплавленное состояние для образования покрытия.Сам материал покрытия может быть в форме проволоки, порошка, расплавленного материала или керамических стержней.
Гальваника
Процесс гальваники включает покрытие металлической поверхности другим тонким слоем металла посредством электролиза, который служит для повышения коррозионной стойкости металла.
На металлическую поверхность можно наносить различные покрытия. Выбранный тип покрытия должен определяться исходя из характеристик и использования металлического изделия.Некоторые металлические покрытия специально разработаны для защиты металла от коррозии, ржавчины, мусора и грязи. Эти приложения могут включать автомобили, лодки, поезда, самолеты и другое тяжелое уличное оборудование. Поверхности этих предметов часто подвергаются воздействию различных типов потенциально вредных веществ, таких как масло, грязь, топливо и смазочные материалы.
В других случаях металлические покрытия наносят в качестве крутящего момента или для смазывания. Некоторые примеры включают болты, винты и другие металлические крепежные детали, обработанные металлическим покрытием, которое позволяет их затягивать или откручивать намного проще.
Если у вас есть оборудование, машины или продукт, на который требуется нанесение защитного металлического покрытия, мы можем помочь. Позвоните нам по телефону 706.