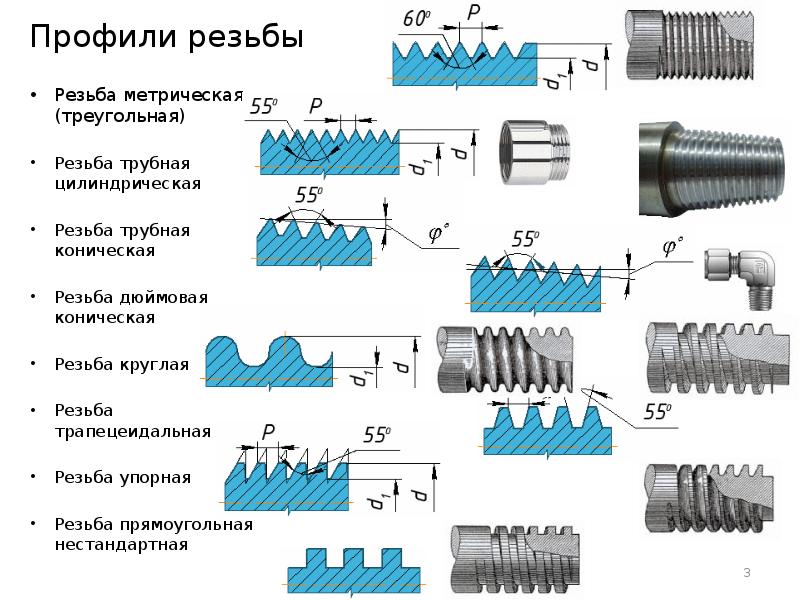
Резьба и ее элементы.
Резьбовыми называют соединения деталей с помощью резьбы — чередующихся выступов и впадин на поверхности тел вращения, расположенных по винтовой линии. Различают конические и цилиндрические резьбовые соединения. Цилиндрические в свою очередь подразделяют на соединения крепежными и специальными резьбами.
К крепежным резьбам относят крупную и мелкие метрические резьбы по ГОСТ 9150—81, а также резьбы со спиральными вставками; к специальным — трубную, прямоугольную, упорную, круглую, трапецеидальную и др.
Деталь с внутренней резьбой называют гайкой, с наружной — болтом (винтом, шпилькой).
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на (рис.
где R — радиус впадины;
Р — шаг резьбы. Рис. 1 — Профиль метрической резьбы (а) и впадины резьбы (б)
Резьбы определяются следующими основными параметрами:
- наружным, средним и внутренним диаметрами;
- шагом;
- углом профиля;
- углом наклона сторон профиля.
Наружный диаметр резьбы
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и d1 для наружной и внутренней резьбы одинаковые.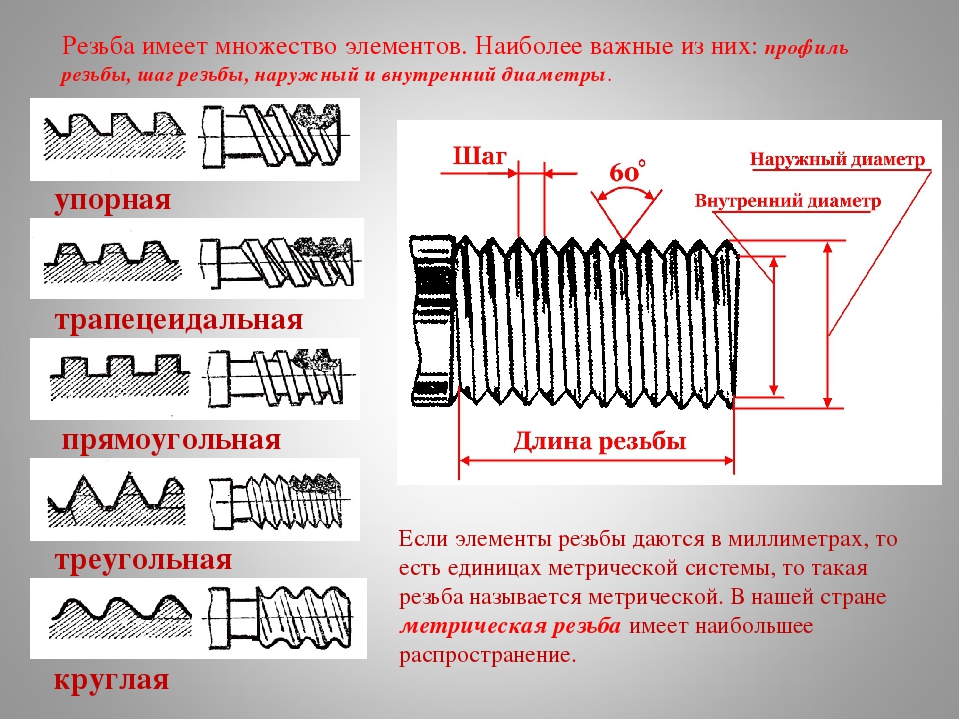
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков, измеренное вдоль оси.
ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25…600 мм и шаги 0,075…6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25…68 мм) и мелкий шаг (при диаметрах 1…600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угoл между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β=0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения.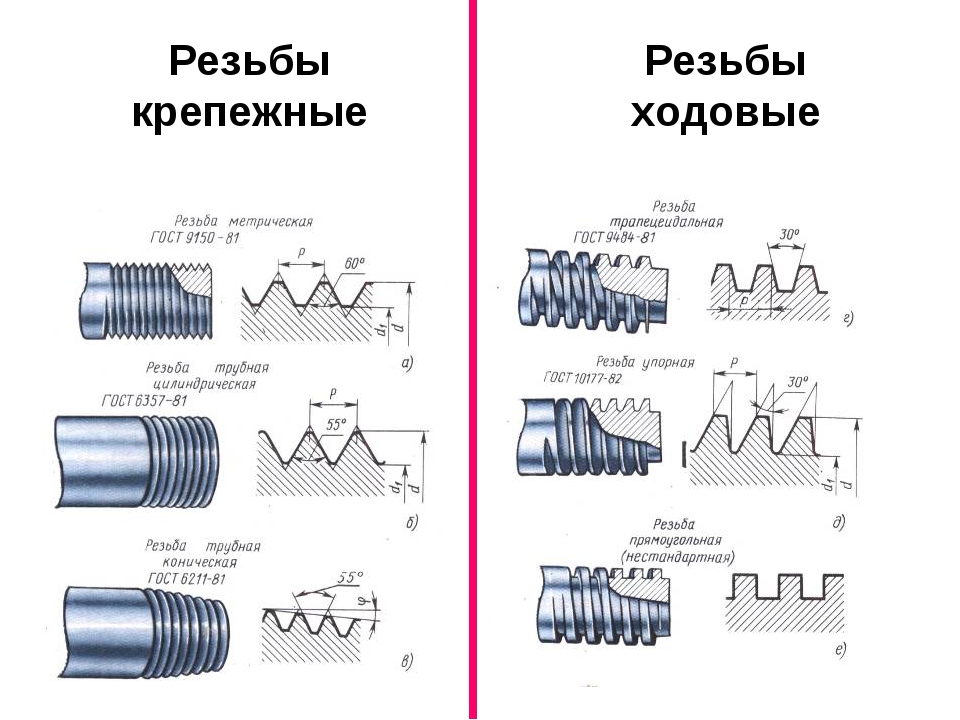 Рабочая высота профиля H1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н=0,866025Р, Н1=0,54126Р.
Рабочая высота профиля H1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н=0,866025Р, Н1=0,54126Р.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка H1 — наибольшая высота соприкосновения; наименьшая высота соприкосновения обозначается H1 min. Для резьбы с плоскосрезанным профилем H1 и H1 min определяют наибольшее и наименьшее перекрытие витков резьбы и гайки.
Угол подъема резьбы (винтовой линии)
Для многозаходных резьб в числитель этой формулы следует подставлять вместо Р произведение n0P,
где n0 — число заходов.
Длина свинчивания l (высота гайки H) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Виды резьбы и обозначение
ли движение точки по образующей и вращение образующей вокруг оси равномерны, то винтовая цилиндрическая линия является линией постоянного шага. На развертке боковой поверхности цилиндра (рис.1.1.1) такая винтовая линия преобразуется в прямую линию.
Рис.1.1.1
Если на поверхности цилиндра или конуса прорезать канавку по
винтовой линии, то режущая кромка резца образует винтовую
поверхность, характер которой зависит от формы режущей кромки. Образование винтового выступа можно представить как движение
треугольника, трапеции, квадрата по поверхности цилиндра или
конуса так, чтобы все точки фигуры перемещались по винтовой линии
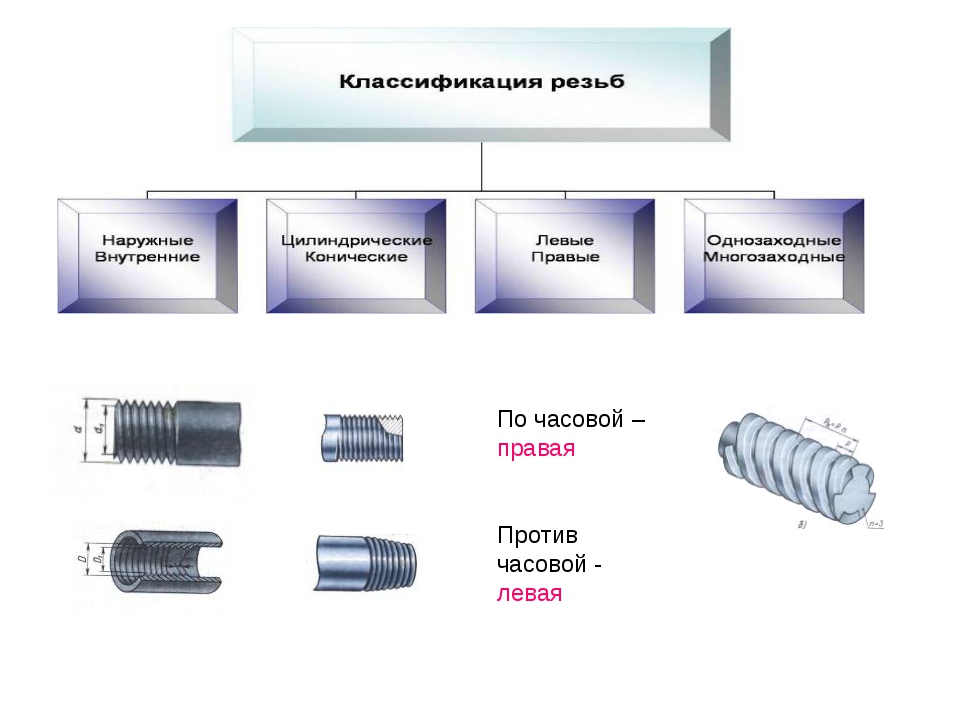
(рис.1.1.2). В случае, если подъем винтового выступа на видимой
(передней) стороне идет слева направо, резьба называется правой,
если подъем винтового выступа идет справа налево – левой. Если по
поверхности перемещаются одновременно два, три и более плоских
профиля, равномерно расположенные по окружности относительно друг
друга, то образуются двух- и трехзаходные винты.
Образование винтового выступа можно представить как движение
треугольника, трапеции, квадрата по поверхности цилиндра или
конуса так, чтобы все точки фигуры перемещались по винтовой линии
(рис.1.1.2). В случае, если подъем винтового выступа на видимой
(передней) стороне идет слева направо, резьба называется правой,
если подъем винтового выступа идет справа налево – левой. Если по
поверхности перемещаются одновременно два, три и более плоских
профиля, равномерно расположенные по окружности относительно друг
друга, то образуются двух- и трехзаходные винты.
Рис.1.1.2
В качестве примера
образования одно-, двух- и трехзаходной резьбы можно рассмотреть
процесс навивки на цилиндрическую поверхность проволоки треугольного
сечения (витки плотно прилегают друг к другу) .
Приведенные положения, с некоторыми изменениями и уточнениями, могут быть отнесены и к конической поверхности.
Рис.1.1.3
1.2. Классификация резьбы
Таблица 1.2.1
|
№ п/п |
Тип резьбы |
(некоторые параметры) |
Условное изображение резьбы |
Примеры обозначения |
Примеры обозначения резьбового соединения |
|
|
1 |
2 |
3 |
4 |
|
6 |
7 |
|
1 |
Метрическая |
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
3 |
Трубная цилиндрическая |
|
|
|
|
|
|
4 |
Трубная коническая |
|
|
|
|
|
|
5 |
Коническая дюймовая |
|
|
|
|
|
|
6 |
Трапецеидальная |
|
|
|
|
|
|
7 |
Упорная |
|
|
|
|
|
Продолжение таблицы 1. 2.1
2.1
|
8 |
Круглая |
|
|
|
|
|
|
9 |
Прямоугольная |
|
|
|
|
|
1. 2.1. Метрическая резьба
2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом
соответствует несколько мелких шагов. Резьбы с мелким шагом
применяются в тонкостенных соединениях для увеличения их
герметичности, для осуществления регулировки в приборах точной
механики и оптики, с целью увеличения сопротивляемости деталей
самоотвинчиванию. В случае, если диаметры и шаги резьб не могут
удовлетворить функциональным и конструктивным требованиям, введен
СТ СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному
диаметру соответствует несколько значений шагов, то в первую
очередь применяются большие шаги. Диаметры и шаги резьб, указанные в
скобках, по возможности не применяются.
Если одному
диаметру соответствует несколько значений шагов, то в первую
очередь применяются большие шаги. Диаметры и шаги резьб, указанные в
скобках, по возможности не применяются.
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в
эксплуатации находятся детали с дюймовой резьбой.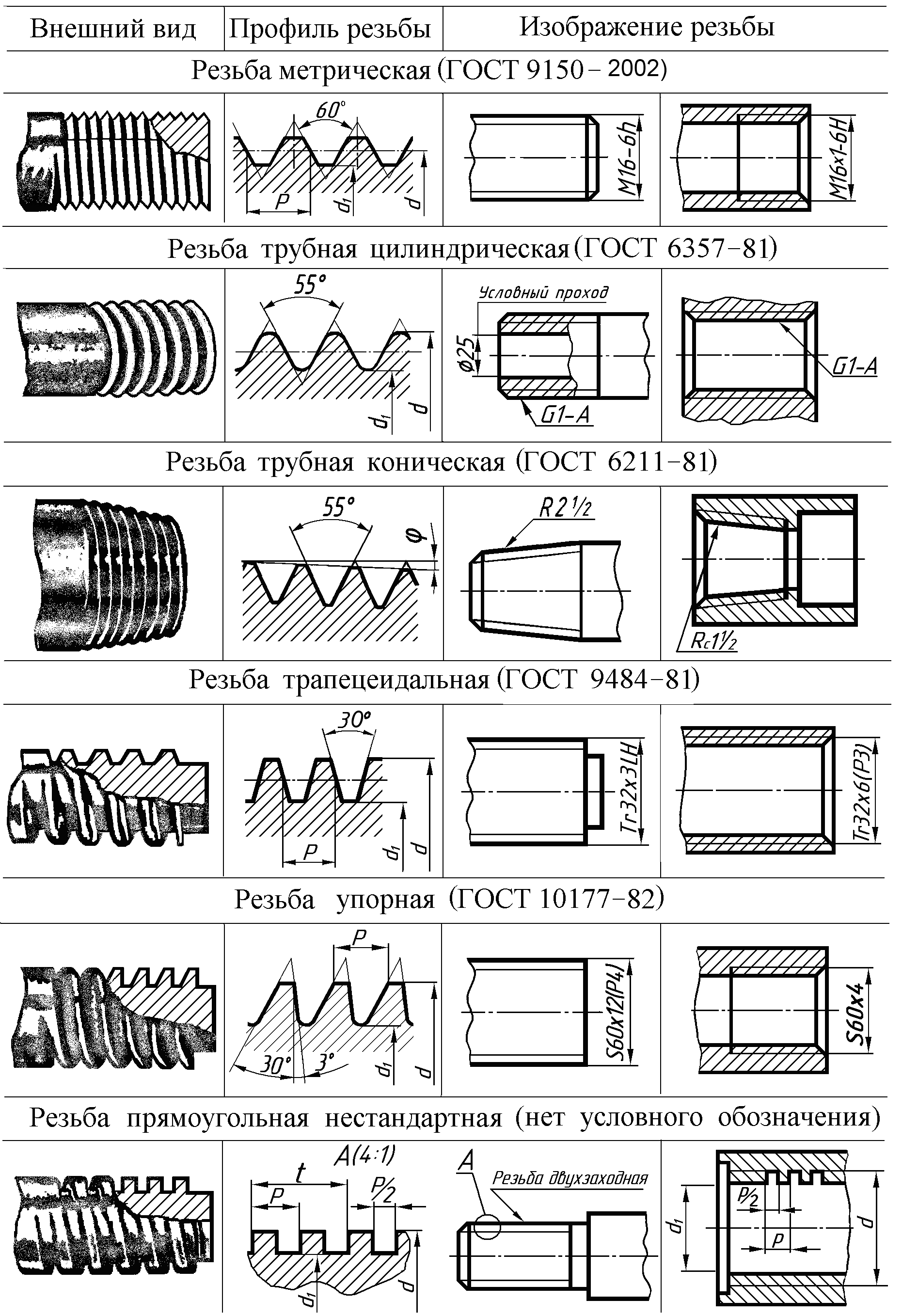 Основные параметры
дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число
шагов на дюйм длины нарезанной части детали.
Основные параметры
дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число
шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от » до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения
труб, а также тонкостенных деталей цилиндрической формы. Такого рода
профиль (55°) рекомендуют при повышенных требованиях к плотности
(непроницаемости) трубных соединений.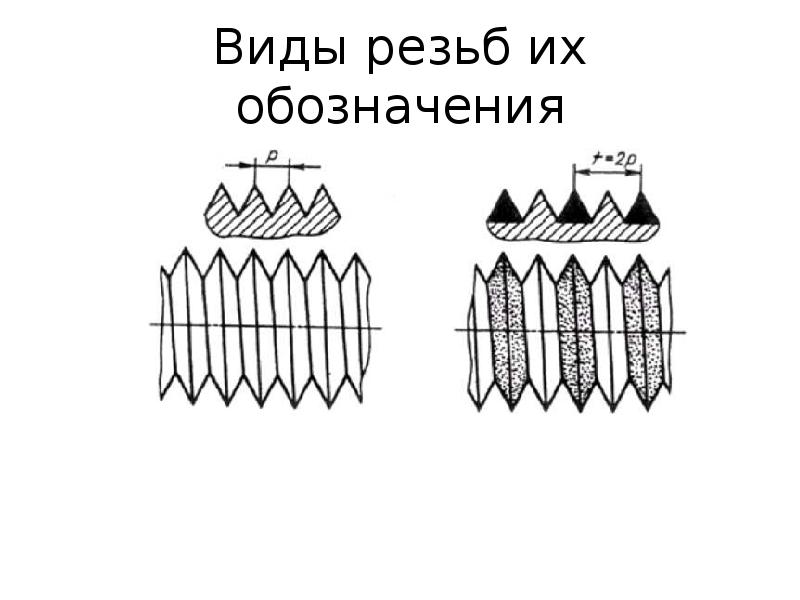 Применяют трубную резьбу при
соединении цилиндрической резьбы муфты с конической резьбой труб,
так как в этом случае отпадает необходимость в различных
уплотнениях.
Применяют трубную резьбу при
соединении цилиндрической резьбы муфты с конической резьбой труб,
так как в этом случае отпадает необходимость в различных
уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1. 2.5. Трапецеидальная резьба
2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1).Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль
неравнобокой трапеции, одна из сторон которой наклонена к вертикали
под углом 3°, т. е. рабочая сторона профиля, а другая – под углом
30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для
упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба
стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм
и применяется при больших односторонних усилиях, действующих в
осевом направлении.
Резьба
стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм
и применяется при больших односторонних усилиях, действующих в
осевом направлении.
1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как
наряду с преимуществами, заключающимися в более высоком коэффициенте
полезного действия, чем у трапецеидальной резьбы, она менее прочна и
сложнее в производстве. Применяется при изготовлении винтов,
домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311–68
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается
сплошными основными линиями по
наружному диаметру и сплошными тонкими – по внутреннему диаметру, а
на изображениях, полученных проецированием на плоскость,
перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности,
причем эта линия может быть разомкнута в любом месте (не допускается
начинать сплошную тонкую линию и заканчивать ее на осевой линии).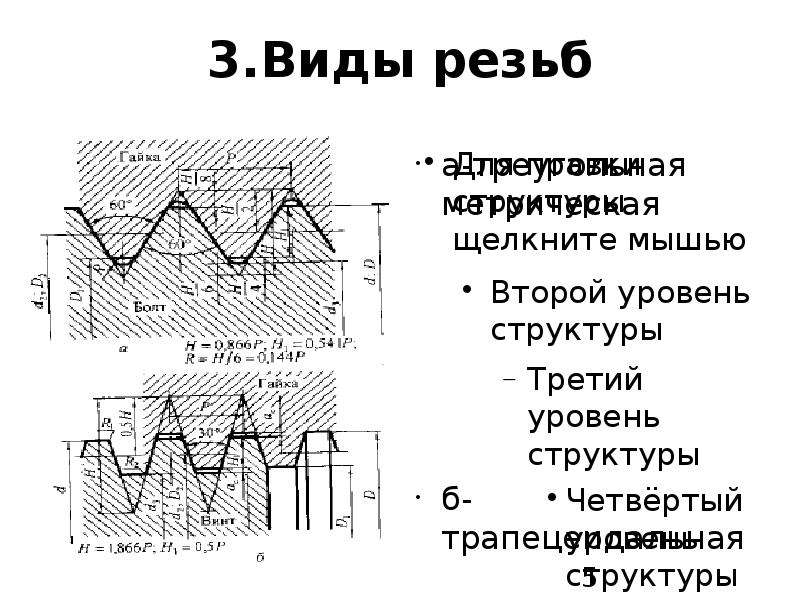 Расстояние между тонкой линией и сплошной основной не должно быть
меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не
изображается. Границу резьбы наносят в конце полного профиля резьбы
(до начала сбега) сплошной основной линией, если она видна. Сбег
резьбы при необходимости изображают сплошной тонкой линией.
Расстояние между тонкой линией и сплошной основной не должно быть
меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не
изображается. Границу резьбы наносят в конце полного профиля резьбы
(до начала сбега) сплошной основной линией, если она видна. Сбег
резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба – изображается
сплошной основной линией по внутреннему диаметру и сплошной тонкой
– по наружному. Если при изображении глухого отверстия, конец
резьбы располагается близко к его дну, то допускается изображать
резьбу до конца отверстия. Резьбу с нестандартным профилем следует
изображать.
Если при изображении глухого отверстия, конец
резьбы располагается близко к его дну, то допускается изображать
резьбу до конца отверстия. Резьбу с нестандартным профилем следует
изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.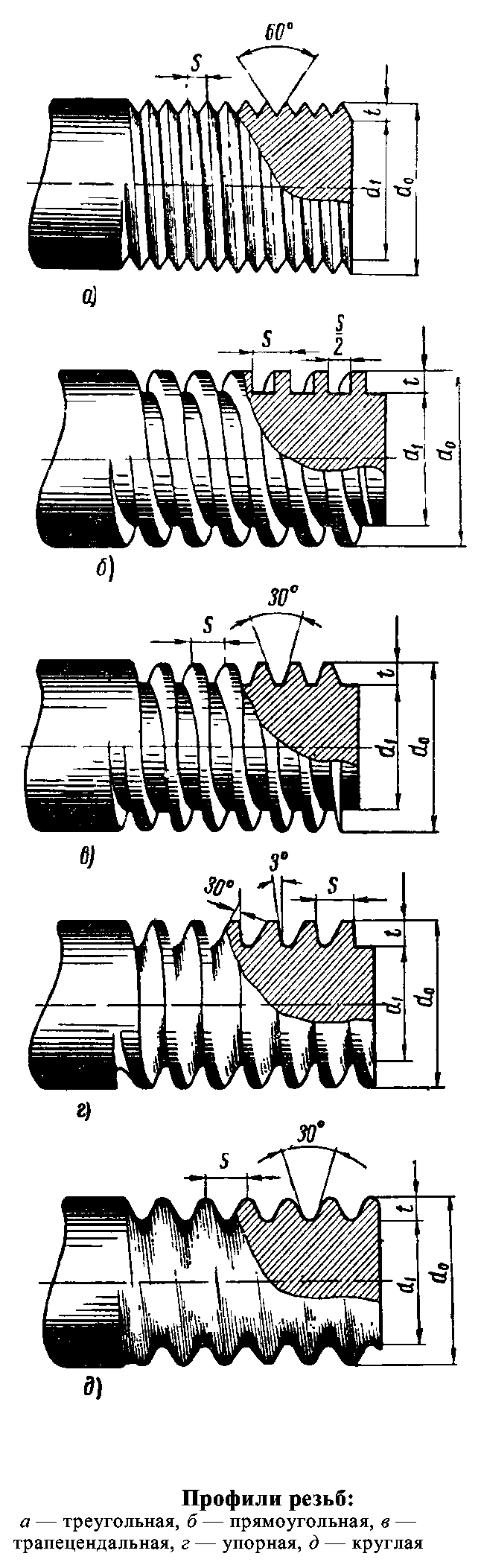 4.1
4.1
|
Тип резьбы |
Условное обозначение типа резьбы
|
Размеры, указываемые на чертеже
|
Обозначение резьбы на чертежах |
|||
|
на изображениях в плоскости, параллельной оси резьбы |
на изображениях в плоскости, перпендикулярной оси резьбы |
|||||
|
на стержне |
В отверстии |
на стержне |
В отверстии |
|||
|
Метрическая с крупным шагом ГОСТ 9150-81
|
Наружный диаметр (мм)
|
|
|
|
|
|
|
Метрическая с мелким шагом ГОСТ 9150-81
|
M |
Наружный диаметр и шаг резьбы (мм)
|
|
|
|
|
|
Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78)
|
Tr |
Наружный диаметр и шаг резьбы (мм)
|
|
|
|
|
Виды резьб по назначению — Студопедия
Резьбы по назначению делятся на следующие группы:
1. Крепежные резьбы. Предназначены для скрепления деталей, обычно метрические, однозаходные.
Крепежные резьбы. Предназначены для скрепления деталей, обычно метрические, однозаходные.
2. Крепежно-уплотняющие резьбы. Служат как для скрепления деталей, так и для предохранения от вытекания жидкости, обычно трубные резьбы.
3. Резьбы для передачи движения или ходовые, часто бывают многозаходные.
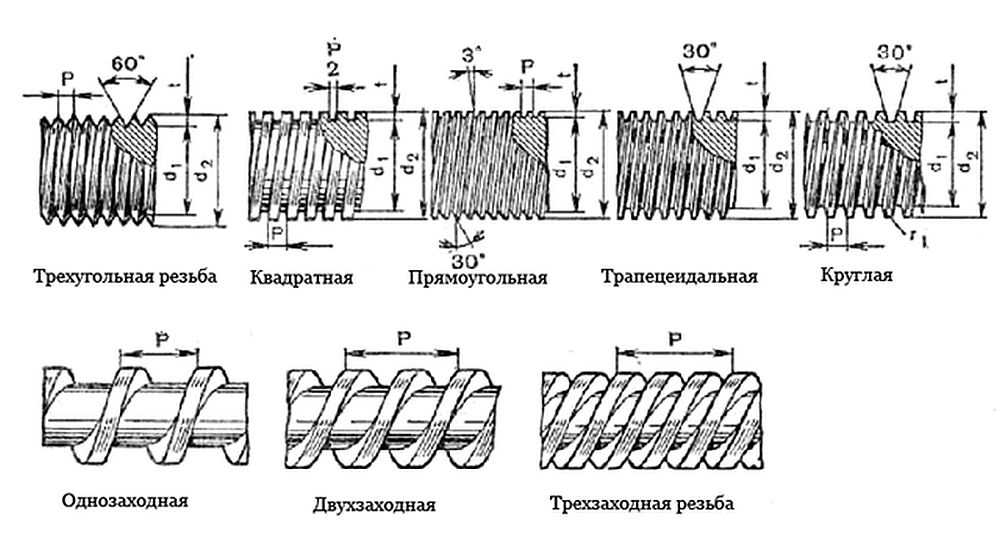
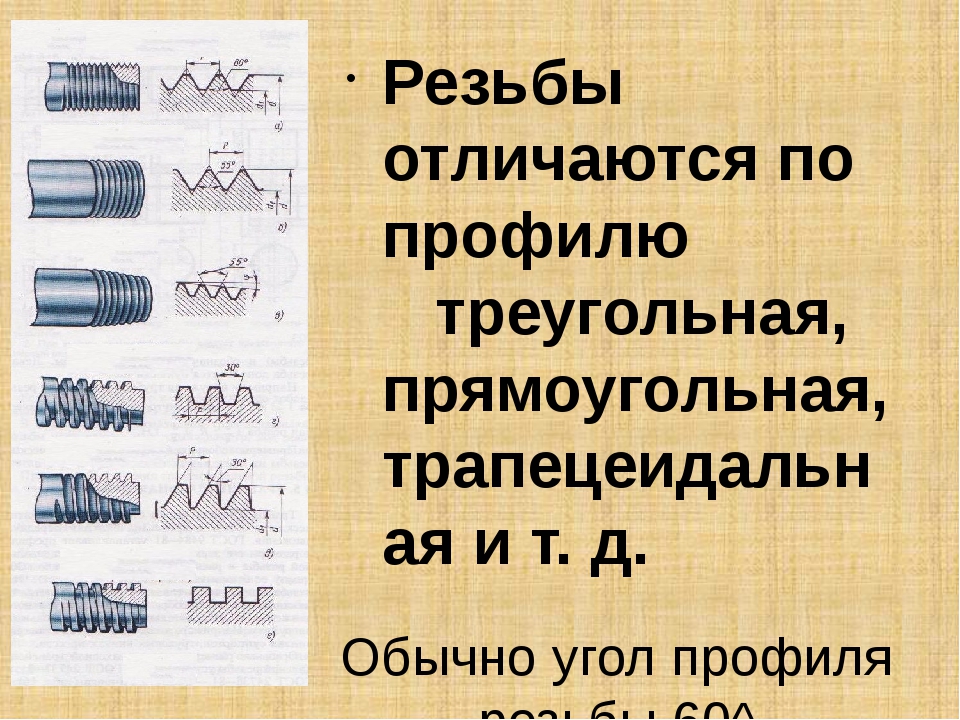
Виды резьб по профилю.
По виду профиля резьбы разделяются:
Метрическая резьба (ГОСТ 8724-81 (СТ СЭВ 181-75) – диаметры и шаги и ГОСТ 9150-81 (СТ СЭВ 180-75) – профиль резьбы.
Профиль резьбы – равносторонний треугольник. Вершины профиля резьбы винта притуплены по прямой на величину Н/8, а гайки – на Н/4. Профиль впадин часто имеет закругление радиусом Н/6. Притупление профиля делается для снижения концентрации напряжений, повышения стойкости режущего инструмента. Различают резьбу с крупным шагом, называемую основной и с мелким шагом, имеющей 4 вида. Резьба с мелким шагом применяется при больших диаметрах резьб, для тонкостенных деталей, где резьба применяется для регулировки.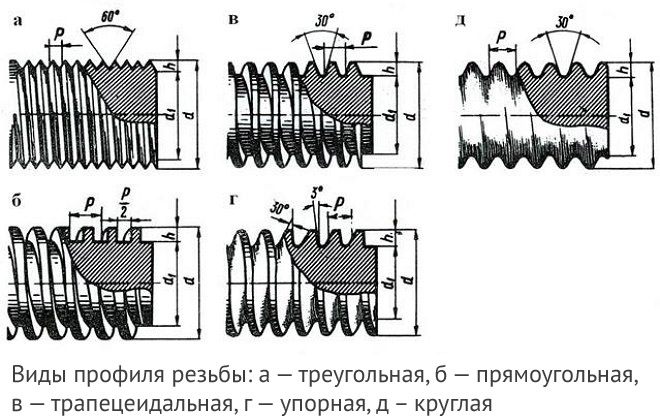 Применяется в диапазоне диаметров от 1 до 600 мм. Резьба с крупным шагом или основная обозначается М с указанием наружного диаметра (например М-20), а с мелким дополнительно указывается вид шага (например, М20х2), резьба является крепежной, реже – ходовой.
Применяется в диапазоне диаметров от 1 до 600 мм. Резьба с крупным шагом или основная обозначается М с указанием наружного диаметра (например М-20), а с мелким дополнительно указывается вид шага (например, М20х2), резьба является крепежной, реже – ходовой.
Трубная цилиндрическая резьба (ГОСТ 6357-81 (СТ СЭВ 1157-78). Профиль резьбы – равнобедренный треугольник с углом профиля 550. Выполняется с закруглением профиля радиусом r = 0.137 и без зазоров по вершинам и впадинам для хорошего уплотнения. Предназначена для соединения труб и арматуры трубопроводов и является крепежно-уплотняющей резьбой. Применяется в диапазоне диаметров от 1/8” до 6”. Представляет собой дюймовую резьбу и обозначается G с указанием наружного диаметра (например G2”).
Трапецеидальная резьба (ГОСТ 9484-81, СТ СЭВ 639-77 – диаметры и шаги и СТ СЭВ 146-75 – профиль резьбы – для однозаходной резьбы и СТ СЭВ 185-75 – для многозаходной резьбы). Профилем резьбы является трапеция с углом профиля 300. Применяется в диапазоне от 8 до 640 мм. Служит в качестве ходовой резьбы. Обозначается Тr с указанием наружного диаметра, числа заходов для многозаходной резьбы или шага (например Тr190х(2х8) или Тr190х8).
Применяется в диапазоне от 8 до 640 мм. Служит в качестве ходовой резьбы. Обозначается Тr с указанием наружного диаметра, числа заходов для многозаходной резьбы или шага (например Тr190х(2х8) или Тr190х8).
Упорная резьба (ГОСТ 10177-82 или СТ СЭВ 1781-79). Профилем является неравнобокая трапеция с углом профиля 330 и углами наклона профиля рабочей стороны 30 и нерабочей стороны 300. Предназначена для передачи усилия в одном направлении. Также служит в качестве ходовой резьбы. Применяется в диапазоне диаметров от 8 до 280 мм. Обозначается Уп с указанием диаметра и шага (например Уп 80х10).
Прямоугольная резьба – в настоящее время вытесняется упорной или трапециидальной, не стандартизирована. Обладает меньшей прочностью, сложна в изготовлении, образование зазора при износе и т.д.
Круглая резьба – мало распространена в машиностроении.
Коническая дюймовая и трубная резьба применяется для присоединения трубопроводов к деталям.
Крепежные детали.
Крепежными деталями являются болты, винты, шпильки и гайки. К ним относятся и шайбы. Болты применяют для скрепления деталей не очень большой толщины, не требует нарезки резьбы в детали. Конструктивно состоят из тела с нарезанной честью и головки различной формы, чаще шестигранной. Условно болтовое соединение изображается на чертеже, как показано на рис. 1.3.
Винты по внешнему виду напоминают болты или же используются без головки, завинчиваются в деталь, расположенную последней от головки. Условно винтовое соединение изображается, как показано на рис. 1.4.
Шпильки применяются в тех же случаях, что и винты, но когда материал детали с резьбой не обеспечивает достаточной долговечности резьб при разборках и сборках соединений. Условно соединение при помощи шпильки изображается на чертежах, как показано на рис. 1.5.
Перечисленные детали изготовляют нормальной и повышенной точности.
Гайки представляют собой шестигранник высотой от 0. 8 d до 1.6d с внутренним отверстием с резьбой и служит для затяжки деталей.
8 d до 1.6d с внутренним отверстием с резьбой и служит для затяжки деталей.
Шайбы предназначены для предохранения при затяжке поверхностей деталей от повреждения. Устанавливаются под гайку или головку в зависимости от того, что поворачивается. Специальные шайбы выполняют также функцию стопорения.
Крепежные детали чаще всего изготавливаются из стали, а в специальных конструкциях могут быть изготовлены из цветных металлов. Материал остальных болтов, винтов, шпилек условно разделяют на 12 классов прочности по ГОСТ 1759-70. Класс прочности обозначается двумя числами. Первое число, умноженное на 100, указывает минимальное значение предела прочности σв в МПа, второе, деленное на 10, указывает отношение предела текучести σт к пределу прочности, а произведения этих чисел, умноженное на 10 есть предел текучести в МПа.
Например, класс прочности 4.8 показывает, что деталь изготовлена из стали с механическими характеристиками:
σв = 400 Мпа, σт = 4.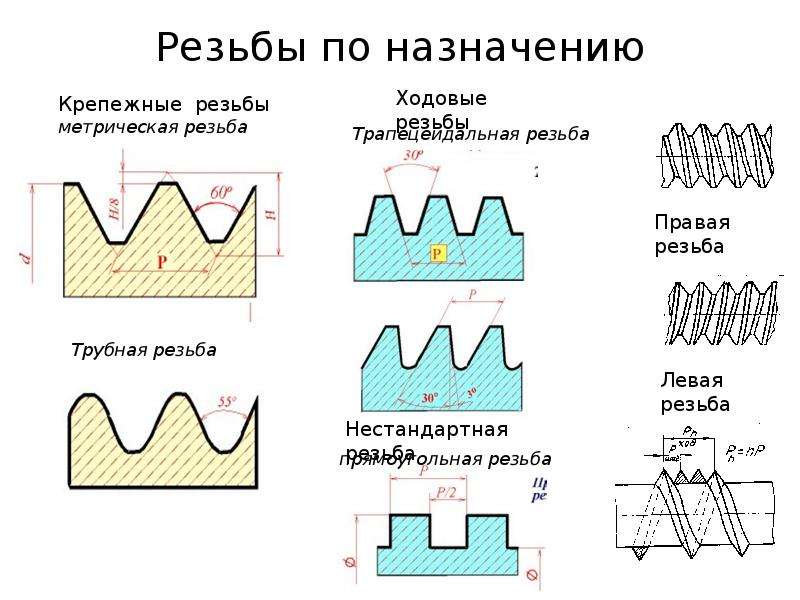 8 = 320 МПа и σт/ σв= 0.8.
8 = 320 МПа и σт/ σв= 0.8.
Такими свойствами обладают стали марки Сталь 10.
Материал остальных гаек и шайб делится на 7 классов прочности. Класс прочности обозначается числом, которое при умножении на 100 дает величину напряжений от испытательной нагрузки в МПа. Например, класс прочности 4 показывает, что гайка или шайба изготовлена из стали марки Ст.3, т.к. σв = 4*100 = 400 МПа.
Конкретно классы прочности необходимо посмотреть самостоятельно в /2/. Класс прочности записывается в условное обозначение крепежной детали.
Условное изображение крепежных деталей.
Согласно стандартам в условное обозначение входит наименование детали, исполнение, диаметр резьбы, шаг мелкой резьбы, степень точности и основное отклонение резьбы, длина болта, винта (без головки) или шпильки, класс прочности, указание о применении спокойной стали, вид покрытия, толщина покрытия и ГОСТ на деталь. Если исполнение обычное (без отверстий), резьба основная, не регламентировано применение спокойной стали, изделие без покрытия, то эти сведения из обозначения исключаются. При изготовлении деталей из легированных сталей после класс прочности ещё указывается марка стали.
При изготовлении деталей из легированных сталей после класс прочности ещё указывается марка стали.
Примеры обозначения:
Болт 2 М20х2.6х70.48.С.037 ГОСТ
Болт М20.6дх70.48 ГОСТ
Винт М12х1.25.8дх40.88.35х.019 ГОСТ
Винт М12.8дх40.43 ГОСТ
Гайка М20х2.6Н.2х13.037 ГОСТ
Гайка М20.6Н.5 ГОСТ
Способы стопорения резьбовых соединений.
Существует большое число способов стопорения или предохранения против самоотвинчивания.
Они сводятся к следующему:
1. Повышение трения в резьбе или на торце гайки (контр-гайки, пружинные шайбы).
2. Жесткое соединение гайки со стержнем винта (корончатые гайки или применение проволоки)
Жесткое соединение гайки или головки винта с деталью (например, рис. 1.6.
Сообщить, что на очередном занятии контрольные вопросы будут по темам «Введение» и «Основы конструирования и расчета деталей машин», а решение задач – по теме «Резьбовые соединения».
виды, классификация, маркировка и назначение
Резец — основной инструмент при выполнении токарных работ. За счет срезания лишнего металла деталь обретает заданную форму.
Они перемещаются в продольном и поперечном направлениях, изготовлены из разного материала, отличаются типом установки и назначением.
Общая конструкция обрабатывающего инструменты по металлу
Любой резец состоит из двух элементов:
- Державка — выполнена в форме квадрата или прямоугольника. Служит для фиксации инструмента в резцедержателе.
- Рабочая головка — задействована в процессе обработки. Она состоит из нескольких режущих кромок, которые обеспечивают обработку металлов резанием.


Классификация
Токарные резцы классифицируются по многим признакам. Этот способ изготовления, направление, материал, назначение, тип установки.
По способу изготовления
Есть три разновидности инструмента. Они изготавливаются по ГОСТу. В каждом производстве применяется тот или иной тип.
Цельные
Резец полностью изготовлен из легированной, реже инструментальной стали. Используются редко ввиду дороговизны материала. Поэтому чаще к обычному резцу припаивают соответствующую пластинку.
С напаянными пластинами из твердосплавного материала
На рабочую головку напаяна твердосплавная пластина, за счет которой происходит резка металла. Состав сплава отличается в зависимости от назначения резца.
Сборные
Считаются универсальными, на них можно устанавливать пластину из любого сплава и разного профиля (в зависимости от вида работы). Их можно использовать в качестве проходного, подрезного, упорного резца.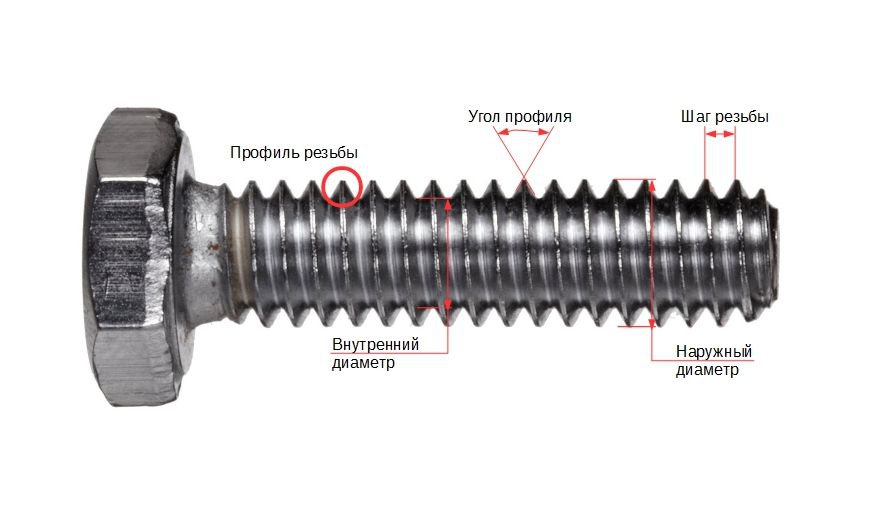 Съемная пластина имеет форму треугольника, квадрата или многогранника. Не подлежит заточке. Когда все углы пластины износились либо сломались, ее выбрасывают.
Съемная пластина имеет форму треугольника, квадрата или многогранника. Не подлежит заточке. Когда все углы пластины износились либо сломались, ее выбрасывают.
По направлению
Инструмент подается в двух направлениях. От этого зависит, куда смотрит режущая кромка. Определить направление можно визуально.
Левые
При подаче движение выполняется слева направо. Режущая кромка расположена с правой стороны. Применяются редко.
Правые
Подача осуществляется справа налево. Главная режущая кромка находится с левой стороны.
По типу работ
На токарных станках выполняются три вида работ. Черновая обработка подразумевает быстрое снятие стружки с остатком припусков для последующих операций. Получистовая обеспечивает поверхность среднего качества, для некоторых деталей этого достаточно. Чистовая обработка заключается в доводке детали до нужного класса чистоты.
Для черновых
При черновом обтачивании снимается крупная стружка. Работа осуществляется обычно на больших режимах. Резец для черновой обработки устойчив к высокой температуре и ударам. Режущая кромка должна тверже, чем обрабатываемая поверхность. Для черновой работы предусмотрены инструменты из твердосплавных материалов.
Работа осуществляется обычно на больших режимах. Резец для черновой обработки устойчив к высокой температуре и ударам. Режущая кромка должна тверже, чем обрабатываемая поверхность. Для черновой работы предусмотрены инструменты из твердосплавных материалов.
Для чистовых
Применяются для финишной обработки готовой детали. Работают на больших оборотах и маленькой подаче. Толщина снимаемой стружки не превышает 1-2 мм. За счет этого обеспечивается чистота обрабатываемой поверхности.
Для получистовых
Универсальные резцы из твердосплавных материалов или быстрорежущей стали используются для получения средней чистоты поверхности. Они часто имеют дополнительную режущую кромку для уменьшения шероховатости поверхности. А на передней поверхности вышлифовывается канавка шириной 8-10 мм для обламывания стружки.
По типу назначения
Все резцы делятся по назначению. Каждый предназначен для выполнения той или иной операции.
Проходные
Встречаются проходной прямой и отогнутый резец. Прямой используется для обработки наружной поверхности. Конструкция инструмента позволяет аккуратно снимать фаску после окончания прохода.
Прямой используется для обработки наружной поверхности. Конструкция инструмента позволяет аккуратно снимать фаску после окончания прохода.
Проходной отогнутый — отличается повернутой вправо или влево рабочей частью. Используется для подрезки торца. Отогнутым резцом удобно снимать наружные и внутренние фаски.
Отрезные
Главным отличием является тонкая удлиненная рабочая головка с напаянной пластиной. Используется для отрезки деталей, иногда для прорезания наружной канавки.
Справка! Длина головки должна превышать радиус детали.
Расточные
Предназначены для внутренней обработки внутренней поверхности детали после сверления. Бывают для расточки глухих и сквозных отверстий.
Расточной резец для глухих отверстий имеет треугольную форму. Длина державки у разных инструментов отличается. Она определяет максимальную глубину расточки.
У инструмента для сквозных отверстий рабочая часть немного отвернута, напоминает проходной отогнутый резец.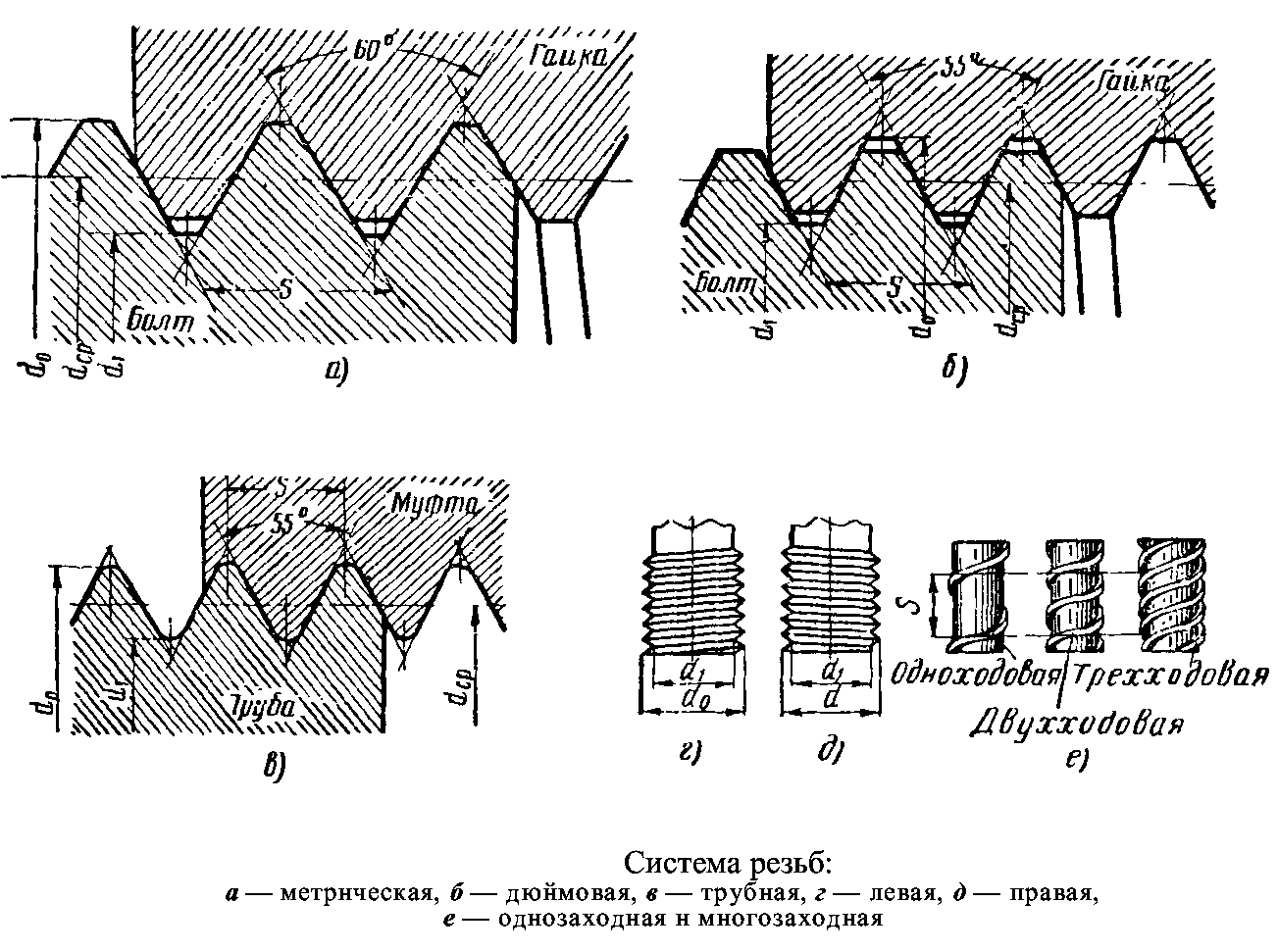 Он легко заходит внутрь заготовки, и также покидает ее на выходе. Главное, чтобы хватило длины державки.
Он легко заходит внутрь заготовки, и также покидает ее на выходе. Главное, чтобы хватило длины державки.
Важно!
Расточные резцы бывают разных габаритов. Чем больше диаметр заготовки, тем мощнее должен быть инструмент. Иначе вибрация снизит качество обработки.
Упорные
Самый распространенный тип для наружной обработки заготовки. По назначению схож с проходным, но им неудобно снимать фаски. Конструкция рабочей головки позволяет снимать большую толщину металла за один проход.
Резьбовые
По умолчанию они профиль режущей кромки заточен под метрическую резьбу. Для нарезки других видов резьбы необходима самостоятельная заточка с использованием шаблонов. По назначению делятся для нарезания внешней и внутренней резьбы. Наружный резец применяется для нарезки любого размера резьбы.
Внутренний может использоваться только для отверстий большого диаметра. С виду он напоминает расточной, только пластинка имеет форму копья.
Галтельные
Используются для проточки круглых канавок и переходных поверхностей многоступенчатых деталей. Имеют закругленную режущую кромку, что помогает добиться заданного радиуса.
Имеют закругленную режущую кромку, что помогает добиться заданного радиуса.
Фасонные
Предназначены для точения сложных нестандартных поверхностей. имеют круглую или призматическую форму. Профиль режущей кромки полностью совпадает с профилем обрабатываемой поверхности. Чаще изготавливаются индивидуально под конкретную деталь. Фасонный резец обеспечивает готовую деталь за одну установку.
Подрезные
Внешне напоминает упорный резец. Но пластина имеет треугольную форму. Используются, когда необходима обработка путем поперечной подачи.
Прорезные (канавочные)
Второе название — канавочные, используются для прорезания наружных и внутренних канавок. Размер режущей кромки подбирается по ширине канавки. Головка инструмента расположена выше режущей кромки, что обеспечивает устойчивость к нагрузкам.
По способу установки
Резцы устанавливаются двумя способами. Располагаются относительно заготовки перпендикулярно и касательно.
Радиальные
Устанавливаются перпендикулярно заготовке. Используются на станках с ручным управлением и ЧПУ.
Тангенциальные
Устанавливаются касательно оси детали. Это обеспечивает инструменту большее сопротивление и позволяет за один проход снимать крупную стружку. Применяются на автоматах и полуавтоматах.
По материалу
Резцы изготавливаются из разных материалов. От этого зависит их износостойкость, теплоустойчивость и способность выдерживать ударные нагрузки.
Легированная сталь
Материал содержит ванадий, кремний, хром, марганец. Отличается высокой износостойкостью. Предназначен для обработки металла на небольших скоростях. Легированная сталь применяется для изготовления цельных резцов.
Инструментальная сталь
Это высококачественная и дешевая сталь с низкой долей вредных примесей. После закалки материал приобретает высокую твердость. Резцы предназначены для обработки стали, чугуна, цветных металлов.
Инструмент легко затачивается, обеспечивает надлежащее качество обрабатываемой поверхности.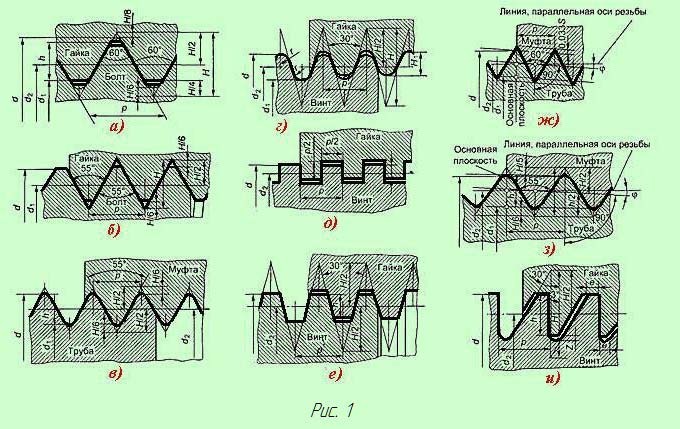 Но резцы из инструментальной стали не подходят для работы на высоких скоростях. Уже при 200º С режущая кромка перегревается и утрачивает свойства.
Но резцы из инструментальной стали не подходят для работы на высоких скоростях. Уже при 200º С режущая кромка перегревается и утрачивает свойства.
Твердые сплавы
Резцы из твердосплавных материалов обладают более высокой износостойкостью, чем инструментальная и легированная сталь. Используются для черновой и чистовой обработки всех видов поверхностей.
Однокарбидные
Основные составляющие — карбид вольфрама и кобальт. Используются для точения хрупких материалов.
Двухкарбидные
Состоят из карбидов вольфрама и титана, в качестве связывающего вещества идет кобальт. Обладают устойчивостью к нагреванию, окислению, ударным нагрузкам. Материал хорошо сохраняет свойства при высоких скоростях резания.
Трехкарбидные
Содержат карбиды вольфрама, титана и тантала. Отличаются высокой твердостью и стойкостью. Применяются при тяжелых режимах резания.
Металлокерамика
Износостойкий материал, сохраняющий свойства при нагревании до 800-900º С. В зависимости от сплава, резцы делятся на три группы.
Вольфрамовые — основу составляют карбид вольфрама (буква В) и кобальт (буква К). Предназначены для чугуна и цветных металлов. Резцы имеют маркировку ВК2, ВК3М, ВК4, ВК8, ВК8В. Цифра означает содержание кобальта. К примеру, в сплаве ВК8 содержится 8% кобальта, остальные 92% — карбид вольфрама.
Справка! Буква М говорит о мелкозернистом сплаве, буква В означает крупнозернистый сплав.
Титановольфрамовые — универсальные резцы для чистовой и черновой обработки всех видов стали. Самые ходовые маркировки Т5К10 и Т15К6, а также Т30К4. Буква Т означает количество карбида титана, буква К указывает на содержание кобальта. К примеру, в сплаве Т15К6 содержится 15% карбида титана, 6% кобальта, остальные 79% — карбид вольфрама.
Титано-тантало-вольфрамовые — применяются для труднообрабатываемых сталей. Ходовыми сплавами являются ТТ7К12 и ТТ10К8Б.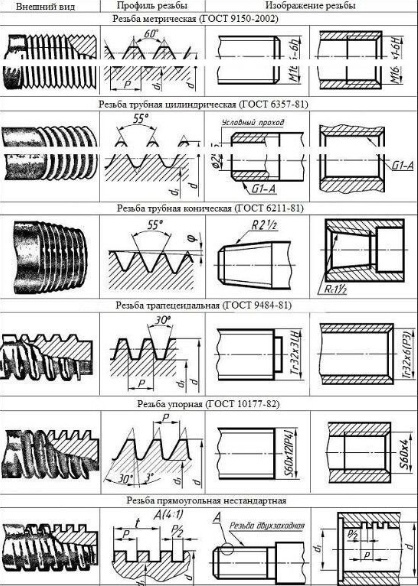 Первая цифра указывает на содержание карбидов титана и тантала (7 и 10%), вторая указывает на наличие кобальта (12 и 8%). Остальное — карбид вольфрама.
Первая цифра указывает на содержание карбидов титана и тантала (7 и 10%), вторая указывает на наличие кобальта (12 и 8%). Остальное — карбид вольфрама.
Алмаз
Для производства инструмента применяются природные и синтетические алмазы. Предназначены для тонкого точения цветных металлов, а также твердых неметаллических материалов.
Обеспечивают высокую точность и качество обработки. Из-за высокой хрупкости не применяются для обработки черного металла. Резцы бывают как с напаянным алмазом, так и с механическим креплением алмазной пластинки.
Как подобрать нужный
Выбор инструмента зависит от многих факторов. Какие моменты нужно учитывать при выборе:
- Обрабатываемый материал (сталь, чугун, цветной металл).
- Тип операции (наружная или внутренняя обработка, резьба, проточка канавок и др.).
- Требуемая чистота и шероховатость поверхности.
- Режимы резания.
- Тип обработки (черновая, получистовая, чистовая).
Какие действующие стандарты бывают и расшифровка их маркировки
Основным стандартом, по которым изготавливают токарные резцы, является ГОСТ:
- Отрезные и канавочные — ГОСТ 18874-73.
- Расточные — ГОСТ 18872-73.
- Проходные — ГОСТ 18871-73.
- Фасонные — ГОСТ 18875-73.
- Резьбовые — ГОСТ 188885-73.
Маркировка по материалу рабочей части:
- Вольфрамовые — ВК8, ВК2.
- Титановольфрамовые — Т5К10, Т15К6, Т30К4.
- Титано-тантало-вольфрамовые — ТТ7К12, ТТ8К6.
- Высокоуглеродистая сталь — У10А, У12А.
- Быстрорежущая сталь нормальной эффективности — Р9, Р12, Р18.
- Быстрорежущая сталь повышенной эффективности — Р18Ф2, Р18Ф4, Р6М3.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.
Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Какие типы разработчиков существуют?
Если вы хотите сменить профессию и присоединиться к индустрии высоких технологий, добавить программирование к своим навыкам или просто интересуетесь возможностями трудоустройства для веб-разработчиков, вот краткий обзор, с которого вы можете начать. Это не полный список ролей и языков программирования, но он даст вам представление о следующем:
Кто чем занимается в мире технологий?
Как эти роли разработчиков подходят друг другу?
Что вам нужно узнать, чтобы начать карьеру разработчика?
Ответы на эти вопросы легче всего понять на основе , что вы можете создать как разработчик: веб-сайтов, веб-приложений, и мобильных приложений . В зависимости от того, какой из этих продуктов вас интересует, вам нужно будет больше узнать о различных типах разработчиков и используемых ими языках программирования.
В зависимости от того, какой из этих продуктов вас интересует, вам нужно будет больше узнать о различных типах разработчиков и используемых ими языках программирования.
Front-end разработчики создают веб-сайты
Если вы заинтересованы в создании веб-сайта для себя, клиента или продолжении карьеры в области проектирования и создания базовых веб-сайтов, тогда вам следует начать с разработки интерфейсных веб-сайтов. С помощью текстового редактора вы сначала научитесь кодировать веб-сайты с помощью HTML, CSS и JavaScript.Интерфейсный разработчик использует эти языки для перевода дизайна на веб-сайт, но функциональность и интерактивность веб-сайта создаются внутренним разработчиком. Как Front-end веб-разработчик, вы можете рассчитывать на стартовую зарплату около 51 тысячи долларов в год. Если вам интересно узнать больше, вот руководство для начинающих по адаптивному веб-дизайну, которое поможет вам начать работу.
Back-end разработчики создают веб-приложения
Если вы хотите создавать интерактивные веб-сайты, которые позволяют вашим пользователям выполнять действия — например, входить в систему, создавать учетную запись, общаться с друзьями или ставить лайки, — вы сосредоточитесь на внутренней разработке и будете использовать более мощные языки для создания веб-приложений.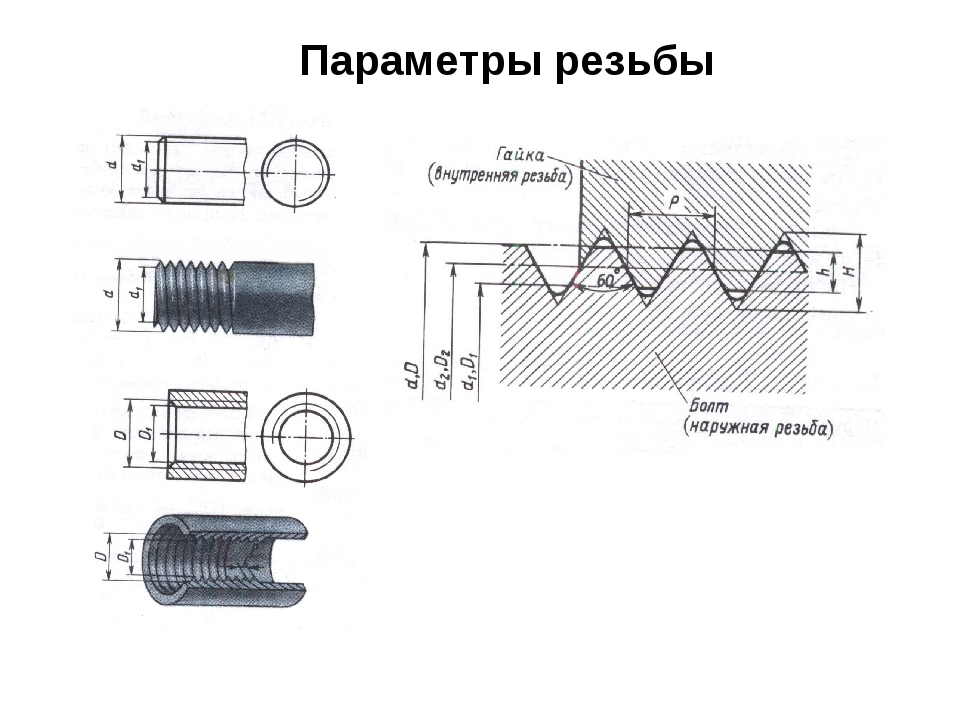 Facebook, Twitter и Google Maps являются примерами веб-приложений. В зависимости от того, какой тип интерактивности вы хотите, чтобы ваше веб-приложение было, вы будете изучать разные языки, такие как Ruby, PHP, Java и Python. Если вы хотите узнать больше о разнице между внутренней и серверной разработкой, вот отличный обзор.
Facebook, Twitter и Google Maps являются примерами веб-приложений. В зависимости от того, какой тип интерактивности вы хотите, чтобы ваше веб-приложение было, вы будете изучать разные языки, такие как Ruby, PHP, Java и Python. Если вы хотите узнать больше о разнице между внутренней и серверной разработкой, вот отличный обзор.
Если вы все же решите, что хотите сделать карьеру в области бэкенд-разработки, у вас есть возможность продолжить специализацию. Полный стек JavaScript является одним из самых популярных языков полного стека, и его начальная зарплата составляет 65 тысяч долларов в год.Другой вариант — веб-разработка на Python (что хорошо в Python, так это удобный и универсальный язык программирования для начинающих). Еще один из наиболее востребованных языков программирования — Java, который позволяет создавать масштабируемые приложения. Из-за спроса как на разработчиков Python, так и на Java начальная зарплата составляет около 70 тысяч долларов в год.
Разработчики iOS и Android создают мобильные приложения
В этом году количество пользователей смартфонов в США, по оценкам, достигнет 207,2 миллиона, в то время как в мире общее количество пользователей смартфонов, как ожидается, достигнет 2 миллиардов. Это создает огромное количество возможностей и спроса для мобильных разработчиков.
Это создает огромное количество возможностей и спроса для мобильных разработчиков.
Instagram, Snapchat и Shazam — все это примеры мобильных приложений. Если у вас есть собственная отличная идея приложения или вы заинтересованы в приложениях для развития карьеры, первым делом нужно решить, где вы хотите, чтобы ваше приложение было доступно. Другими словами, заинтересованы ли вы в том, чтобы ваше приложение использовалось в продуктах iOS или Android?
Если вы хотите создавать приложения для iPhone, iPad, Apple Watch и Apple TV и выпускать их в App Store, чтобы каждый мог использовать ваше приложение, вам нужно изучить разработку для iOS.Кроме того, вам придется сделать другой выбор: вы можете научиться создавать приложения для iOS с помощью бесплатного инструмента разработки под названием Xcode и языка под названием Objective-C или использовать Xcode и новый язык программирования Apple Swift.
Android-смартфонов сейчас являются наиболее распространенными смартфонами во всем мире, только в США их доля на рынке составляет 52%. Так что, если вас больше интересует разработка приложений для телефонов и планшетов с операционной системой Android от Google, то сейчас идеальное время для изучения разработки под Android.Вы научитесь использовать инструмент под названием Android Studio и язык программирования под названием Java.
Так что, если вас больше интересует разработка приложений для телефонов и планшетов с операционной системой Android от Google, то сейчас идеальное время для изучения разработки под Android.Вы научитесь использовать инструмент под названием Android Studio и язык программирования под названием Java.
Если вас интересует карьера в области разработки для iOS или Android, вы будете рады узнать о растущем спросе на мобильных разработчиков, поэтому ваша начальная зарплата составляет около 70 тысяч долларов в год.
Мы надеемся, что это был полезный обзор того, кто чем занимается в технологической индустрии, и помог вам лучше понять удивительные и разнообразные возможности, которые существуют там.В одних только США более 500 тыс. Вакансий ожидают заполнения, поэтому сейчас самое лучшее время, чтобы начать учиться программировать и стать разработчиком.
Готовы продолжить карьеру разработчика? Ознакомьтесь с программой Techdegree и изучите 6 предлагаемых нами сертификатов.
Почему Библия говорит против ношения одежды из разных тканей?
Вопрос: «Почему Библия говорит против ношения одежды из разных тканей?»Ответ:
В Моисеевом законе есть два места, которые запрещают носить разные типы тканей; то есть ношение смешанных тканей, сотканных из двух разных материалов.Левит 19:19 говорит: «Соблюдайте мои постановления. Не спаривайте разные виды животных. Не засевайте свое поле двумя видами семян. Не носите одежду, сшитую из двух видов материалов ».
И Второзаконие 22: 9–11 повелевает: «Не сажай двух видов семян в винограднике твоем; Если вы это сделаете, то не только посеянный вами урожай, но и плоды виноградника будут осквернены. Не паши, запряженные волом и ослом. Не носите одежду из шерсти и льна, сотканных вместе ».
В то время как отрывок из Второзакония прямо запрещает носить тканую одежду из шерсти и льна, отрывок из Левита кажется более широким, запрещая одежду, сотканную из двух разных типов ткани, независимо от материала.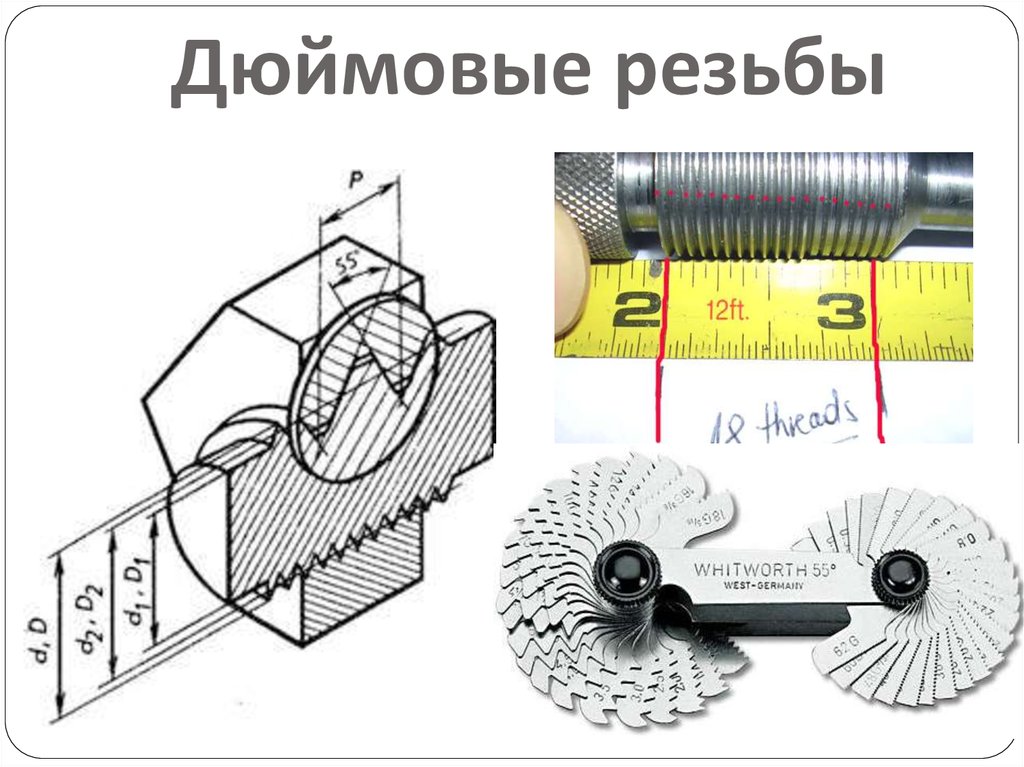 Однако шерсть и лен были основными вариантами для древних израильтян, когда дело доходило до изготовления пряжи для ткачества. Шерстяную нить делали из шерсти овцы или козы, хотя сегодня ее делают и из множества других животных (лам, альпаков и т. Д.). Лен был сделан из волокон, содержащихся в стебле льна (см. Иисус Навин 2: 6). Нет никаких свидетельств того, что древний Израиль выращивал хлопок, и, конечно же, у них не было синтетики, такой как нейлон или полиэстер.Таким образом, мы можем предположить, что в отрывке из книги Левит имеются в виду шерсть и лен, хотя материалы конкретно не указаны.
Однако шерсть и лен были основными вариантами для древних израильтян, когда дело доходило до изготовления пряжи для ткачества. Шерстяную нить делали из шерсти овцы или козы, хотя сегодня ее делают и из множества других животных (лам, альпаков и т. Д.). Лен был сделан из волокон, содержащихся в стебле льна (см. Иисус Навин 2: 6). Нет никаких свидетельств того, что древний Израиль выращивал хлопок, и, конечно же, у них не было синтетики, такой как нейлон или полиэстер.Таким образом, мы можем предположить, что в отрывке из книги Левит имеются в виду шерсть и лен, хотя материалы конкретно не указаны.
Ни один отрывок ничего не говорит о ношении двух предметов одежды из разных материалов. Например, льняное нижнее белье, надетое на верхнюю шерстяную одежду, могло быть приемлемым. Также в заповедях ничего не говорится об одежде , а не тканой, такой как кожа или шкуры животных, которые используются с подкладкой из шерсти или льна. Запрет распространяется только на ношение единственной одежды, сотканной как из шерсти, так и из льна.
Правило против ношения разных типов ткани не было моральным законом. Нет ничего плохого в том, чтобы ткать льняную и шерстяную ткани вместе. Фактически, ефод первосвященника был сделан из льна и крашеной нити (Исход 28: 6–8; 39: 4–5). Окрашенная нить должна была быть шерстяной. Этот факт, вероятно, является ключом к пониманию запрета. Ефодом первосвященника была одежда только , которую можно было соткать из льна и шерсти. Никому другому не разрешалось носить такую одежду.Очевидно, это правило должно было установить некоторое расстояние между первосвященником и народом, с конечной целью напомнить Израилю о том, насколько на самом деле свят Бог. Аналогичный запрет в Законе относился к маслу помазания. Бог дал особый рецепт масла для помазания, и было строго запрещено дублировать рецепт для общего использования. Ни одному израильтянину не разрешалось делать это масло для своих собственных целей (Исход 30: 31–38).
Отрывки, запрещающие ношение одежды, сотканной из шерсти и льна, включают список других запретов на смешивание различных видов одежды. Интересно отметить, что древние хеттские законы также запрещали сеять разные виды семян на одном поле. Похоже, что такое смешение было предназначено для священных целей, и обычному человеку не разрешалось заниматься этими практиками. В Ветхом Завете запреты могли состоять в том, чтобы поддерживать дистанцию между людьми и первосвященником (и, следовательно, Богом, которого представлял первосвященник). В других случаях запреты могли быть предназначены для того, чтобы израильтяне не подражали суеверным или религиозным обычаям окружающих их языческих народов.Несмотря на то, что мы не понимаем всего, что стоит за этими запретами, мы можем быть уверены, что древние израильтяне точно понимали, почему правила были на месте.
Интересно отметить, что древние хеттские законы также запрещали сеять разные виды семян на одном поле. Похоже, что такое смешение было предназначено для священных целей, и обычному человеку не разрешалось заниматься этими практиками. В Ветхом Завете запреты могли состоять в том, чтобы поддерживать дистанцию между людьми и первосвященником (и, следовательно, Богом, которого представлял первосвященник). В других случаях запреты могли быть предназначены для того, чтобы израильтяне не подражали суеверным или религиозным обычаям окружающих их языческих народов.Несмотря на то, что мы не понимаем всего, что стоит за этими запретами, мы можем быть уверены, что древние израильтяне точно понимали, почему правила были на месте.
Итак, разве сегодня для христианина неправильно носить одежду из двух разных материалов? Ясный и однозначный ответ — «нет». Как мы видели, запрет был только для льна и шерсти, что в любом случае было бы необычно сегодня. Другие виды смесей просто не рассматривались. Кроме того, запрет был для древнего Израиля, а не для новозаветных христиан.Церемониальные законы древнего Израиля, записанные в Ветхом Завете, просто не действуют сегодня.
Кроме того, запрет был для древнего Израиля, а не для новозаветных христиан.Церемониальные законы древнего Израиля, записанные в Ветхом Завете, просто не действуют сегодня.
6 Распространенных типов расстройств пищевого поведения (и их симптомов)
Хотя в названии есть термин «еда», расстройства пищевого поведения — это больше, чем просто еда. Это сложные психические заболевания, которые часто требуют вмешательства медицинских и психологических экспертов, чтобы изменить их течение.
Эти расстройства описаны в Диагностическом и статистическом руководстве по психическим расстройствам Американской психиатрической ассоциации, пятое издание (DSM-5).
Только в Соединенных Штатах около 20 миллионов женщин и 10 миллионов мужчин в какой-то момент своей жизни страдали или имели расстройство пищевого поведения (1).
В этой статье описаны 6 наиболее распространенных типов расстройств пищевого поведения и их симптомы.
Расстройства пищевого поведения — это ряд психологических состояний, которые вызывают развитие нездоровых привычек в еде.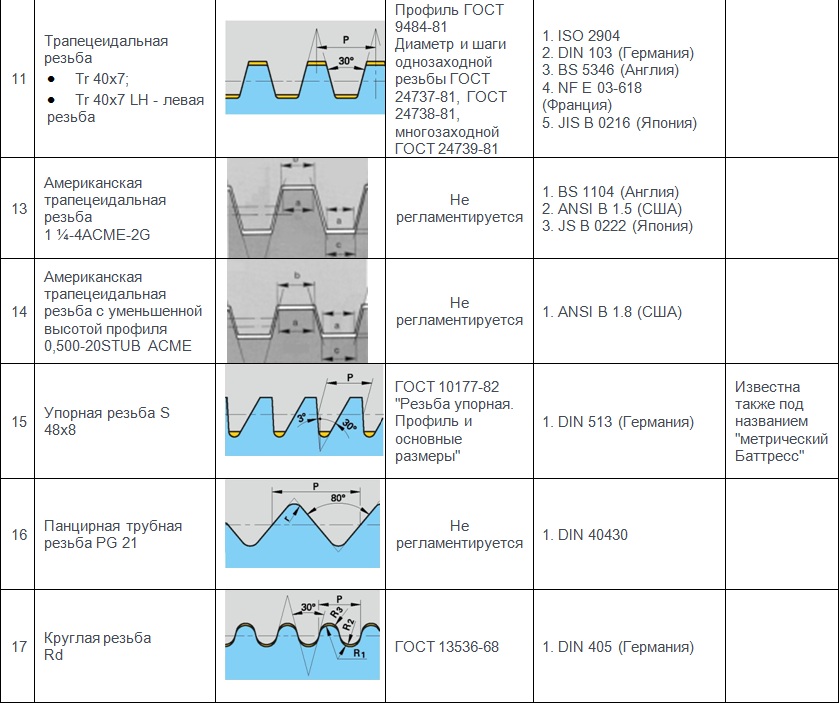 Они могут начать с одержимости едой, массой тела или формой тела.
Они могут начать с одержимости едой, массой тела или формой тела.
В тяжелых случаях расстройства пищевого поведения могут вызвать серьезные последствия для здоровья и даже привести к смерти, если их не лечить.
Люди с расстройствами пищевого поведения могут иметь различные симптомы. Тем не менее, большинство из них включает строгое ограничение еды, пищевые переедания или очищающее поведение, такое как рвота или чрезмерная физическая нагрузка.
Хотя расстройства пищевого поведения могут поражать людей любого пола на любом этапе жизни, они чаще всего встречаются у подростков и молодых женщин. Фактически, до 13% молодых людей могут испытывать хотя бы одно расстройство пищевого поведения к 20 годам (2).
Резюме Расстройства пищевого поведения — это состояния психического здоровья, характеризующиеся одержимостью едой или формой тела.Они могут затронуть кого угодно, но наиболее распространены среди молодых женщин.
Эксперты считают, что расстройства пищевого поведения могут быть вызваны множеством факторов.
Одно из них — генетика. Исследования близнецов и усыновлений с участием близнецов, разлученных при рождении и усыновленных разными семьями, дают некоторые доказательства того, что расстройства пищевого поведения могут быть наследственными.
Исследования этого типа в целом показали, что если у одного из близнецов развивается расстройство пищевого поведения, вероятность его развития у другого также в среднем составляет 50% (3).
Другая причина — личные качества. В частности, невротизм, перфекционизм и импульсивность — три черты личности, часто связанные с более высоким риском развития расстройства пищевого поведения (3).
Другие потенциальные причины включают в себя воспринимаемое давление быть худым, культурные предпочтения худобы и воздействие средств массовой информации, продвигающих такие идеалы (3).
На самом деле, некоторые расстройства пищевого поведения, по-видимому, практически отсутствуют в культурах, которые не придерживались западных идеалов худобы (4).
Тем не менее, общепринятые в культуре идеалы худобы широко распространены во многих регионах мира. Тем не менее, в некоторых странах у немногих людей развивается расстройство пищевого поведения. Таким образом, они, вероятно, вызваны целым рядом факторов.
Совсем недавно эксперты предположили, что различия в структуре мозга и биологии также могут играть роль в развитии расстройств пищевого поведения.
В частности, факторами могут быть уровни серотонина и дофамина, передающих информацию в мозг (5, 6).
Однако необходимы дополнительные исследования, прежде чем можно будет сделать убедительные выводы.
Резюме Расстройства пищевого поведения могут быть вызваны несколькими факторами. К ним относятся генетика, биология мозга, личностные качества и культурные идеалы.
Нервная анорексия, вероятно, является наиболее известным расстройством пищевого поведения.
Обычно он развивается в подростковом или юношеском возрасте и чаще поражает женщин, чем мужчин (7).
Люди с анорексией обычно считают себя страдающими избыточным весом, даже если они значительно меньше веса. Они склонны постоянно следить за своим весом, избегать употребления определенных видов пищи и сильно ограничивать потребление калорий.
Общие симптомы нервной анорексии включают (8):
- значительно меньший вес по сравнению с людьми того же возраста и роста
- очень ограниченный режим питания
- сильный страх набрать вес или постоянное поведение, чтобы избежать набора веса, несмотря на то, что недостаточный вес
- неустанное стремление к похуданию и нежелание поддерживать здоровый вес
- сильное влияние веса тела или воспринимаемой формы тела на самооценку
- искаженное изображение тела, включая отрицание серьезного недостатка веса
обсессивно-компульсивное также часто присутствуют симптомы.Например, многие люди с анорексией часто озабочены постоянными мыслями о еде, а некоторые могут одержимо собирать рецепты или копить еду.
Такие люди могут также испытывать трудности с приемом пищи в общественных местах и проявлять сильное желание контролировать свое окружение, что ограничивает их способность к спонтанности.
Анорексия официально подразделяется на два подтипа — ограничивающий тип и тип переедания и очищения (8).
Люди ограничивающего типа теряют вес исключительно за счет диеты, голодания или чрезмерных физических нагрузок.
Люди с перееданием и очищением могут переедать большие количества пищи или есть очень мало. В обоих случаях после еды они очищаются, используя такие действия, как рвота, прием слабительных или мочегонных средств или чрезмерные упражнения.
Анорексия может быть очень опасной для организма. Со временем у людей, живущих с этим заболеванием, может наблюдаться истончение костей, бесплодие, ломкость волос и ногтей, а также рост тонких волос по всему телу (9).
В тяжелых случаях анорексия может привести к сердечной, мозговой или полиорганной недостаточности и смерти.
Резюме Люди с нервной анорексией могут ограничивать потребление пищи или компенсировать это с помощью различных способов очищения. У них сильный страх набрать вес, даже если он сильно истощен.
Нервная булимия — еще одно известное расстройство пищевого поведения.
Подобно анорексии, булимия имеет тенденцию развиваться в подростковом и раннем взрослом возрасте и, по-видимому, менее распространена среди мужчин, чем среди женщин (7).
Люди с булимией часто едят необычно большое количество пищи в определенный период времени.
Каждый эпизод переедания обычно продолжается до тех пор, пока человек не станет болезненно сытым. Во время переедания человек обычно чувствует, что не может перестать есть или контролировать, сколько он ест.
Обед может случиться с любым типом пищи, но чаще всего случается с продуктами, которых человек обычно избегает.
Люди с булимией затем пытаются очистить организм, чтобы компенсировать потребленные калории и уменьшить дискомфорт в кишечнике.
Обычные способы очищения включают принудительную рвоту, голодание, слабительные, мочегонные средства, клизмы и чрезмерные упражнения.
Симптомы могут быть очень похожи на симптомы переедания или очищающего подтипа нервной анорексии. Однако люди с булимией обычно сохраняют относительно нормальный вес, а не худеют.
Общие симптомы нервной булимии включают (8):
- повторяющиеся эпизоды переедания с чувством неконтролируемости
- повторяющиеся эпизоды несоответствующего очищающего поведения для предотвращения набора веса
- самооценка, чрезмерно зависящая от формы тела и вес
- страх набрать вес, несмотря на нормальный вес
Побочные эффекты булимии могут включать воспаление и боль в горле, опухшие слюнные железы, изношенную зубную эмаль, кариес, кислотный рефлюкс, раздражение кишечника, тяжелые обезвоживание и гормональные нарушения (9).
В тяжелых случаях булимия также может вызвать дисбаланс уровней электролитов, таких как натрий, калий и кальций. Это может вызвать инсульт или сердечный приступ.
Резюме Люди с нервной булимией съедают большое количество пищи за короткие промежутки времени, а затем проводят чистку. Они боятся набрать вес, несмотря на нормальный вес.
Компульсивное переедание считается одним из наиболее распространенных расстройств пищевого поведения, особенно в Соединенных Штатах (10).
Обычно он начинается в подростковом и раннем взрослом возрасте, хотя может развиться и позже.
Люди с этим расстройством имеют симптомы, аналогичные симптомам булимии или подтипа переедания анорексии.
Например, они обычно съедают необычно большое количество пищи за относительно короткие периоды времени и не могут контролировать себя во время переедания.
Люди с компульсивным перееданием не ограничивают калорийность и не используют очистительные методы, такие как рвота или чрезмерные физические нагрузки, чтобы компенсировать свои переедания.
Общие симптомы компульсивного переедания включают (8):
- быстрое, тайное и до дискомфортного переедания большое количество еды, несмотря на отсутствие чувства голода
- чувство отсутствия контроля во время эпизодов переедания
- дистресс, такой как стыд, отвращение или чувство вины, когда думаешь о переедании
- отказ от очищающего поведения, такого как ограничение калорий, рвота, чрезмерная физическая нагрузка или употребление слабительных или мочегонных средств для компенсации переедания
Люди с компульсивным перееданием часто страдают избыточным весом или ожирением.Это может увеличить риск медицинских осложнений, связанных с избыточным весом, таких как сердечные заболевания, инсульт и диабет 2 типа (11).
Резюме Люди с компульсивным перееданием регулярно и неконтролируемо потребляют большое количество пищи за короткие периоды времени. В отличие от людей с другими расстройствами пищевого поведения, они не очищаются.
Пика — еще одно расстройство пищевого поведения, связанное с употреблением в пищу того, что не считается едой.
Лица, страдающие pica, испытывают потребность в непищевых веществах, таких как лед, грязь, почва, мел, мыло, бумага, волосы, ткань, шерсть, галька, стиральный порошок или кукурузный крахмал (8).
Пика может встречаться у взрослых, а также у детей и подростков. Тем не менее, это расстройство чаще всего наблюдается у детей, беременных женщин и лиц с психическими расстройствами (12).
Люди с pica могут подвергаться повышенному риску отравлений, инфекций, травм кишечника и недостаточности питания. В зависимости от проглоченных веществ пика может быть смертельным.
Однако, чтобы считаться pica, употребление непищевых продуктов не должно быть нормальной частью чьей-либо культуры или религии.Кроме того, сверстники не должны рассматривать это как социально приемлемую практику.
Резюме Люди, страдающие pica, склонны к жажде и потреблению непищевых веществ. Это расстройство может особенно влиять на детей, беременных женщин и людей с психическими расстройствами.
Расстройство руминации — еще одно недавно обнаруженное расстройство пищевого поведения.
Он описывает состояние, при котором человек отрыгивает пищу, которую он ранее пережевал и проглотил, пережевывает ее, а затем либо повторно проглатывает, либо выплевывает (13).
Жвачка обычно происходит в течение первых 30 минут после еды. В отличие от таких заболеваний, как рефлюкс, он носит добровольный характер (14).
Это заболевание может развиваться в младенчестве, детстве или во взрослом возрасте. У младенцев она имеет тенденцию развиваться в возрасте от 3 до 12 месяцев и часто исчезает сама по себе. Детям и взрослым с этим заболеванием обычно требуется терапия для его устранения.
Если не разрешить у младенцев, нарушение руминации может привести к потере веса и тяжелому истощению, которое может быть фатальным.
Взрослые с этим расстройством могут ограничивать количество еды, которую они едят, особенно в общественных местах. Это может привести к потере веса и снижению веса (8, 14).
Резюме Расстройство руминации может поражать людей на всех этапах жизни. Люди с этим заболеванием обычно отрыгивают недавно проглоченную пищу. Затем они снова его жуют и либо проглатывают, либо выплевывают.
Расстройство избегания / ограничения приема пищи (ARFID) — это новое название старого расстройства.
Этот термин заменяет то, что было известно как «расстройство питания в младенчестве и раннем детстве», диагноз, ранее назначенный детям в возрасте до 7 лет.
Хотя ARFID обычно развивается в младенчестве или раннем детстве, она может сохраняться и во взрослой жизни. Более того, это одинаково распространено среди мужчин и женщин.
Люди с этим расстройством испытывают нарушение приема пищи либо из-за отсутствия интереса к еде, либо из-за отвращения к определенным запахам, вкусам, цветам, текстуре или температуре.
Общие симптомы ARFID включают (8):
- избегание или ограничение приема пищи, которое мешает человеку есть достаточно калорий или питательных веществ
- пищевые привычки, которые мешают нормальным социальным функциям, например, есть вместе с другими
- потеря веса или плохое развитие для возраста и роста
- дефицит питательных веществ или зависимость от пищевых добавок или зондового питания
Важно отметить, что ARFID выходит за рамки обычного поведения, такого как придирчивое питание у детей ясельного возраста или снижение потребления пищи у пожилых людей.
Более того, сюда не входит отказ от пищевых продуктов или ограничение их употребления в связи с отсутствием их доступности или религиозными или культурными традициями.
Резюме ARFID — это расстройство пищевого поведения, из-за которого люди недоедают. Это происходит либо из-за отсутствия интереса к еде, либо из-за сильного отвращения к внешнему виду, запаху или вкусу определенных продуктов.
Помимо шести вышеуказанных расстройств пищевого поведения, существуют также менее известные или менее распространенные расстройства пищевого поведения. Обычно они подпадают под одну из трех категорий (8):
- Расстройство очищения. Лица с расстройством очищения часто используют очищающие действия, такие как рвота, слабительные, мочегонные средства или чрезмерные физические нагрузки, чтобы контролировать свой вес или форму. Однако они не запиваются.
- Синдром ночного переедания. Люди с этим синдромом часто чрезмерно едят, часто после пробуждения от сна.
- Другое уточненное расстройство кормления или пищевого поведения (OSFED). Хотя в DSM-5 их нет, это включает любые другие состояния, которые имеют симптомы, похожие на симптомы расстройства пищевого поведения, но не подпадающие ни под одну из вышеперечисленных категорий.
Одно заболевание, которое в настоящее время может подпадать под действие OSFED, — это орторексия. Хотя орторексия все чаще упоминается в средствах массовой информации и в научных исследованиях, действующая DSM еще не признала ее отдельным расстройством пищевого поведения.
Люди с орторексией, как правило, навязчиво сосредоточены на здоровом питании до такой степени, что это нарушает их повседневную жизнь.
Например, пострадавший может исключить целые группы продуктов питания, опасаясь, что они нездоровы. Это может привести к недоеданию, серьезной потере веса, трудностям с приемом пищи вне дома и эмоциональным расстройствам.
Люди с орторексией редко сосредотачиваются на похудании. Напротив, их самооценка, идентичность или удовлетворение зависят от того, насколько хорошо они соблюдают установленные ими правила питания (15).
Резюме Расстройство очищения и синдром ночного переедания — два дополнительных расстройства пищевого поведения, которые в настоящее время недостаточно хорошо описаны.