Сварка вертикальных швов своими руками: технология, правила, нюансы
При выполнении ремонтных работ мастера часто сталкиваются с необходимостью соединить различные металлические конструкции или их фрагменты. Из всех известных методов электросварка является наиболее популярным, потому что за короткий срок удаётся добиться нужного результата. Но так бывает у профессионалов, поэтому новичкам рекомендуется тщательно подготовиться к работе. Это означает изучить, как работает аппарат, какую силу тока использовать, а также какой тип электродов нужен в конкретной ситуации. Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности. Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя. При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Во время сварки мастер может столкнуться с такой ситуацией, когда соединяемый конструкции находится в разных плоскостях. Сварка вертикальных швов, а также находящихся под углом или потолочных, усложняется из-за простых законов физики.
Особенности вертикальной сварки
Сварка удобна тем, что с помощью технологии можно соединить любые материалы, помимо металла. Специалисты соединяют конструкции из стекла, пластмассы и керамики. Как будет располагаться рубец, зависит от пространственного расположения краев соединяемых конструкций. Некоторые виды работ довольно простые даже для новичков. Например, соединение в нижнем положении. С ней справится даже домашний мастер без большого опыта работы. Но для остальных видов потребуется наличие определенных знаний и опыта.
Если требуется сварка вертикального шва, то необходимо учитывать тип соединения и толщину элементов. Исходя из этих параметров, подготавливается металл. Готовые конструкции фиксируют в удобном для работы положении и закрепляют небольшими стежками, чтобы они не смещались.
Вертикальные швы выполняются двумя методами: снизу вверх или в обратном направлении. Но в любой ситуации технология сварки отличается определёнными нюансами. Когда металл варится, то образуются жидкие капли, которые постоянно стремятся вниз, к земле. Это явление усложняет формирование шва.
Но в любой ситуации технология сварки отличается определёнными нюансами. Когда металл варится, то образуются жидкие капли, которые постоянно стремятся вниз, к земле. Это явление усложняет формирование шва.
Поэтому следует придерживаться следующих правил:
- сплав должен застывать быстрее обычного. Такое возможно, если его капли будут минимального размера. Добиться необходимого эффекта удастся, когда мастер уменьшает длину электрической дуги и направляет электрод короткими движениями вверх и в сторону;
- чтобы получить качественные вертикальные швы необходимо работать снизу вверху. В этом случае соединяемые поверхности поднимаются дугой.
Выполнить сварку необходимо, не допуская зашлаковки, которая может произойти из-за неправильной подготовки конструкций. Полость между двумя конструкциями забивается, когда шов ложится неровно.
Расположение швов в пространстве
Техника сварки вертикальных швов предполагает уменьшение силы тока на 10-15%, от чего сократится объём расплавляемого металла. Опытные мастера настоятельно советуют быстро перемещать электрод, чтобы рубец получился качественным.
Опытные мастера настоятельно советуют быстро перемещать электрод, чтобы рубец получился качественным.
Сварку также рекомендуется выполнять короткой дугой, то есть максимально близко поднести электрод к обрабатываемой поверхности. Тогда металл быстрее переходит в иное состояние.
Сверху вниз
Когда варят вертикальный шов при помощи электросварки способом сверху вниз, то электрод должен быть расположен перпендикулярно к конструкции. После розжига, не меняя положения, прогревают металл. После чего электрод опускают и выполняют сварку в этом положении. Жидкая ванна должна находиться перед соединяющим аппаратом, благодаря чему капли не упадут вниз.
Вертикальная сварка электродом не отличается популярностью, поскольку неудобна и требует от мастера постоянного контроля над вертикальным сплавом. Но если приложить терпения и потрудиться, то можно добиться поставленной задачи.
Снизу вверх
 Работа начинается с подготовки металла. Сначала выполняют разделку кромок и соединяют их «прихватками». Тогда под воздействием аппарата части не сдвинутся с места.
Работа начинается с подготовки металла. Сначала выполняют разделку кромок и соединяют их «прихватками». Тогда под воздействием аппарата части не сдвинутся с места.При подготовке обязательно учитывают тип соединения и толщину обеих конструкций. Работая по вертикали, удаётся создать качественное место соединения. Ведь в этом случае жар от аппарата толкает расплавленный материал вверх, не позволяя ему опускаться.
Чтобы этого добиться, электрод должен располагаться практически вплотную к обрабатываемым поверхностям. Если качество расходного материала позволяет, и он не залипает, то мастера предпочитают даже дотрагиваться им до деталей.
Создание потолочного шва
Сварка потолочных швов может привести в недоумение неопытных специалистов, поскольку работа выполняется из неудобного положения. Капли раскаленного материала могут сорваться с потолка прямо на пол или каску мастера. В этом случае электрод располагается перпендикулярно к обрабатываемой поверхности.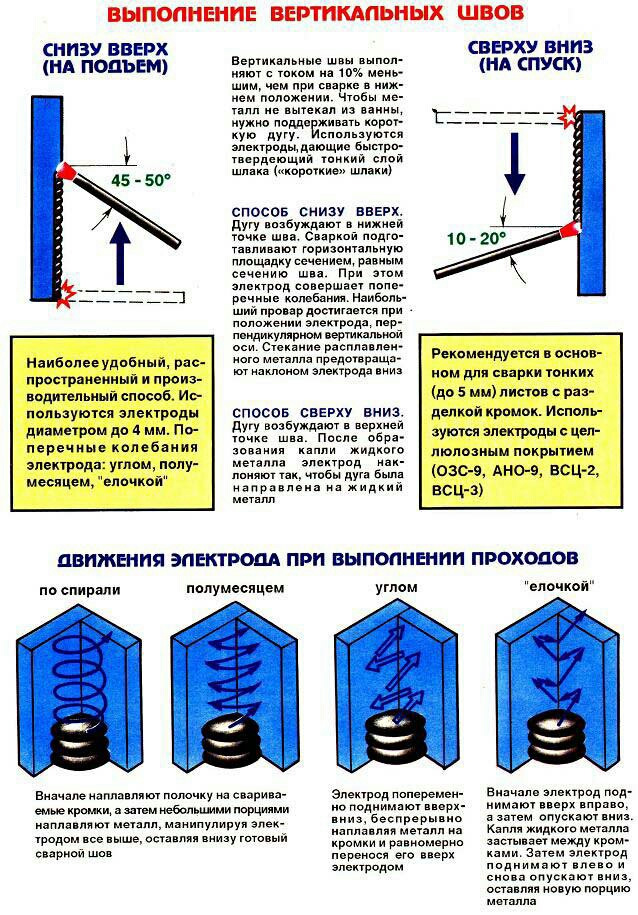
Специалист совершает им круговые или вертикальные движения с небольшой скоростью, чтобы улучшить сварку. В таких случаях электрическая дуга бывает короткой, иначе могут образоваться подрезы.
Сварочный шов образуется по вышеописанному принципу, то есть, материал должен затвердевать максимально быстро. Поэтому для этого вида работ используются электроды с очень тугоплавким покрытием. Потолочное соединение отнимает больше сил и внимания, поэтому начинать постижение сварочных дел с него не стоит. Даже с инвертором прибегать к этому вертикальному соединению конструкций следует в крайних случаях, если нет возможности расположить детали по-другому.
Движение электродов при выполнении проходов
В вертикальном положении рабочая часть аппарата находится перпендикулярно к обрабатываемой поверхности. Как только она слегка расплавляется, и образуются первые капли, то его наклоняют вниз и продолжают одновременно плавить края. Инструмент постепенно подаётся вперёд и образуется короткая дуга, которая благодаря кончику препятствует стеканию капель металла.
Во время электродуговой сварки инструмент отводит расплавленные массы в сторону и вниз. Благодаря чему потихоньку образуется ровное и прочное соединение. Когда соединение конструкций происходит снизу вверх или сверху вниз, мастера придают электроду поперечные колебательные движения. При этом они выбирают такой путь, где передвижение происходило бы без перегрева и длительной задержки на одном месте.
Когда детали соединяются сверху вниз, то необходимо уменьшить размер капель жидкого металла. Поэтому отдают предпочтение электроду с наименьшим диаметром. В процессе сварки разворот электрода способствует образованию качественного шва, как и правильное поддержание расстояния от кончика аппарата до поверхности и постепенное увеличение/уменьшение дуги.
Слишком длинное расстояние приведет к окислению и азотированию расплавленного материала, а также образованию брызг капель вокруг. К тому же по структуре место соединения получится пористым. Правильное расстояние от поверхности до аппарата гарантирует красивое, ровное качественное место стыка.
Для этого электрод необходимо перемещать в 3 основных направлениях – поступательном, продольном и поперечном. Если выбрать правильное поперечное движение, то соединение получится необходимой ширины. Все передвижения выполняются попеременно при соединении двух частей в одну большую, а вместе они образуют сложную траекторию.
Финишная обработка
Практически все изделия, которые были соединены при помощи электродов, требуют заключительной обработки. Так как на рабочей поверхности могут остаться брызги сплава, окалины и даже шлак. Всё это следует удалить, чтобы получилось использовать соединённые части по назначению.
В некоторых случаях возникает необходимость в выравнивании выпуклой поверхности шва. Чтобы придать привлекательный вид соединённой части, мастеру следует взяться за молоток и зубило. Именно этими инструментами удаляются брызги металла, окалины и шлаки. Молотком следует наносить несильные удары.
Затем применяется углошлифовальная машина, которой выравнивается место соединения. С какой зернистостью выбрать абразивный круг, зависит от того, насколько гладкой должна получиться обрабатываемая поверхность.
С какой зернистостью выбрать абразивный круг, зависит от того, насколько гладкой должна получиться обрабатываемая поверхность.
После удаления с конструкций выступов и застывших капель, окалин, ещё раз необходимо хорошенько осмотреть полученную конструкцию. При контрольном осмотре обращают внимание на прожог металла, трещины и другие дефекты. Если они обнаружены, то работа была выполнена недобросовестно. Чтобы исправить недостатки, необходимо устранить их около места соединения, пока не произошел окончательный разлом соединенных частей.
Для этого поверхность зачищают, используя подходящие инструменты. Только после этого переходят к обновлению соединенных конструкций. При этом все манипуляции следует выполнять лишь в тех местах, где присутствует брак. Поэтому удастся сэкономить время и не переделывать всю работу заново.
Безопасность во время работы
Сварочные работы довольно опасны, особенно для новичков, которые не разбираются в нюансах и особенностях дела.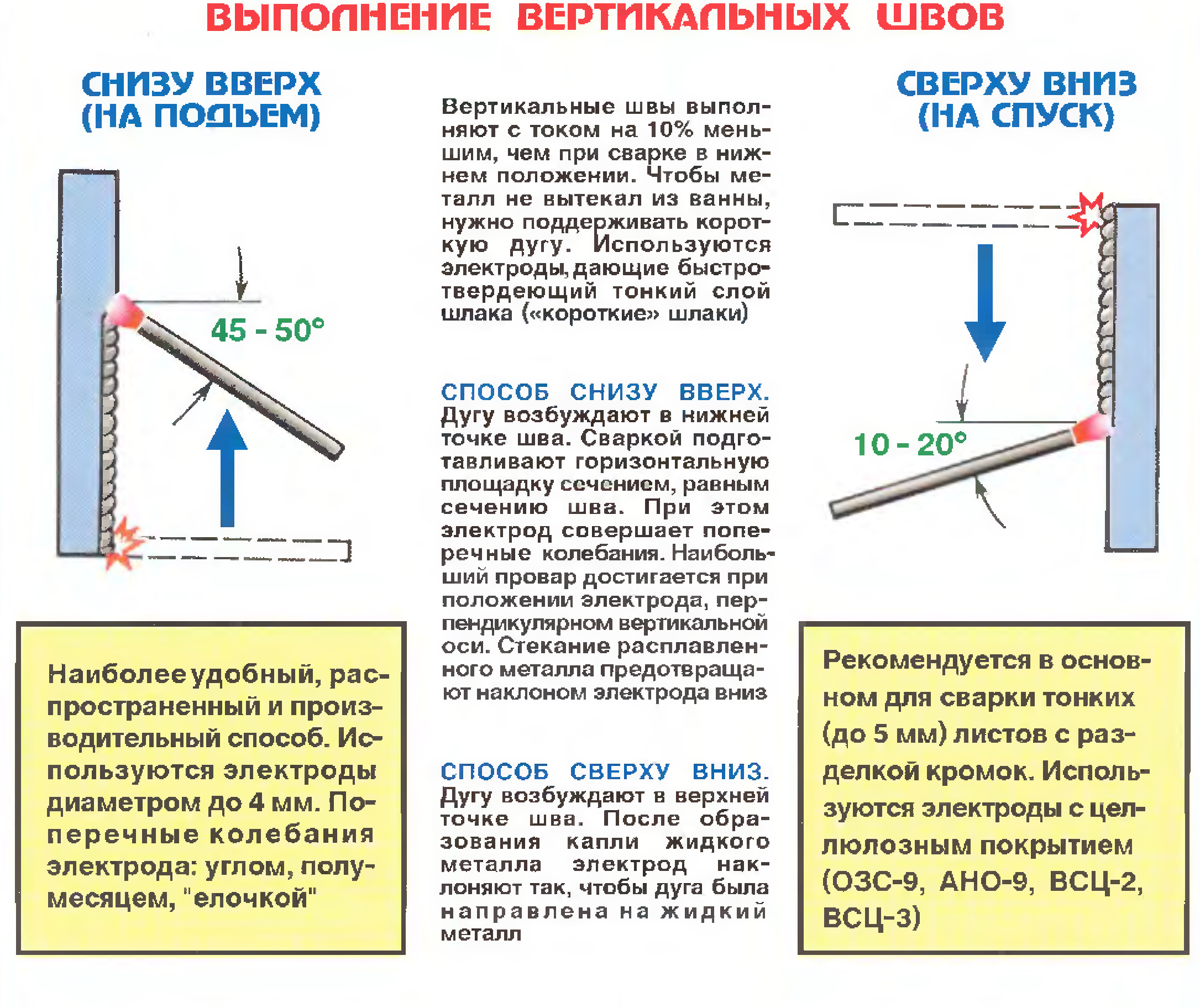 Поэтому, когда что-то необходимо сваривать, любые конструкции из разных металлов, следует подумать о собственной безопасности и окружающих. Они гласят, что вертикальный процесс проводится в специальных перчатках, поверх которых надевают грубые рукавицы.
Поэтому, когда что-то необходимо сваривать, любые конструкции из разных металлов, следует подумать о собственной безопасности и окружающих. Они гласят, что вертикальный процесс проводится в специальных перчатках, поверх которых надевают грубые рукавицы.
Мастер должен быть облачен в защитную одежду, состоящий из каски и специальной обуви с робой. Учитывая пожароопасность сварки, требуется запастись подручными средствами для тушения пожара, вроде огнетушителя или ящика с песком. Помня о таких простых правилах, новичок не причинит вред себе, а также качественно соединит две части в одну.
Сварка вертикальных швов
Темы: Технология сварки, Сварные соединения, Сварные швы, Ручная дуговая сварка.
Сварка одиночных валиков снизу вверх.
Сварка вертикальных швов ведется только на короткой дуге. Сварочный ток в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва. Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 1). При сварке электродом под углом 45°-60° (рис. 2) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2-4 диаметра электрода с покрытием.
Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 1). При сварке электродом под углом 45°-60° (рис. 2) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2-4 диаметра электрода с покрытием.
Другие страницы по теме Сварка вертикальных швов:
| Рис.1. Правильный угол наклона. | Рис.2. Правильный угол наклона. |
При сварке вертикальных швов рекомендуется применять два метода манипулирования — «лестница» и «дугой вперед», что позволит выполнить швы нормальной формы (рис. 3).
Рисунок 3.
По мере наполнения сварочной ванны электродным металлом необходимо с каждым переходом из точки 1 в положение 2 и обратно в положение 3 производить подъем, задерживаясь в местах перехода. Задержка по времени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва. Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше — получил подрез и «выпуклый» валик. Передержал — наплыв и грубая чешуйка.
Задержка по времени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва. Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше — получил подрез и «выпуклый» валик. Передержал — наплыв и грубая чешуйка.
Многие сварщики при сварке вертикальных швов применяют манипулирование электродом «дугой назад», что приводит к чрезмерной выпуклости шва. Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика. Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Сварка корневого валика (рис. 4).
Рисунок 4. |
Рисунок 5. |
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 5) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е. точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом. Это необходимо для качественного зажигания нового электрода. Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов.
 Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80…90 А при V-образной разделке.
Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80…90 А при V-образной разделке.2. Сварка «елочкой» (рис. 6) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки вертикальных швов следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и .подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60…90 А, для X-образной разделки — 90…100 А.
Рисунок 6.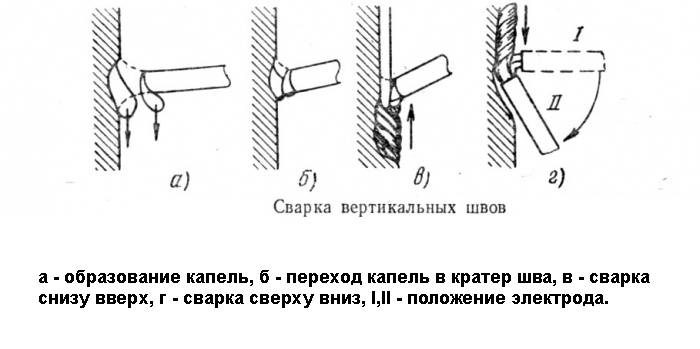
Сварка вертикальных швов
«ёлочкой» :
3. Сварка вертикальных швов методом «лестница» (рис. 7) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом. Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках — максимальная, переход — более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А — для V-образной разделки кромок и средний 90-100 А для Х-образной. Сварочный процесс вести непрерывно (исключение — замена электрода и сварка тонкого металла).
Рисунок 7.
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис. 8). Первый проход (из положения 1 в положение 2) следует производить быстро.
8). Первый проход (из положения 1 в положение 2) следует производить быстро.Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру. При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку. Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов. Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
Рисунок 8.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Второй корневой валик.
Второй корневой валик с обратной стороны при Х-образной разделке выполняется электродом диаметром 3 мм на среднем или максимально токе 100-110A. Повышенный сварочный ток необходим для хорошего проплавления обратной стороны корня шва. Предварительно нужно произвести зачистку от шлака, а при необходимости — механическую выборку.
В зависимости от полноты первого или второго корневого валика сварку третьего производить со следующей манипуляцией:
а) когда корневой валик легкий (малого сечения) — вариант 2 или 3 — манипулирование производить «лестницей», проплавляя корневой вали и кромки по краям, при этом обязательно центром дуги (электрода) при манипулировании доходить до края предыдущего валика и произвести задержку;
Рисунок 9.
 д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны). При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика. Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.
д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны). При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика. Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.Многослойная и многопроходная сварка вертикальных швов.
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 10). После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков. В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
| Рисунок 10. | Рисунок 11. |
Ширина лицевого слоя.
Ширина лицевого слоя равняется ширине разделки плюс половина диаметра электрода с каждой стороны (рис. 11). Рекомендуется применять манипулирование электродом «лестницей» или «дугой вперед».
- < Видео уроки сварки
- Возбуждение сварочной дуги >
Как варить вертикальный шов? Инструкция
Как варить вертикальный шов?
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки. Но трудности и созданы для того, чтобы их преодолевать. Рассказываем, как варить вертикальный шов.
Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки. Но трудности и созданы для того, чтобы их преодолевать. Рассказываем, как варить вертикальный шов.
Поэтому существует два важных принципа сварки вертикальных швов:
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.

- Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При сварке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
 Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Зажигание дугиНо даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.

Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
+Плюс к карме за репост:
Сварка вертикальных швов полуавтоматом
О технологии сварки полуавтоматом
Устройство для полуавтоматической сварки работает с газом или без, с применением специальной проволоки.
В газовой среде
Для скрепления металлических заготовок применяют несколько типов газа, например углекислый или гелий. Это объясняется невысокой стоимостью и экономичным расходом. Газы снижают окисление металла, делая шов более прочным.
При сваривании с углекислотой требуется предварительная подготовка материала — очищение от пыли, грязи, коррозии и краски. Для этого понадобится металлическая щетка или шлифовальная машина.
Применяют 3 техники сварки с газом:
- Непрерывная обработка. Электрод или горелка устанавливается на начало шва и проводится до конца.
- Точечная обработка. При таком способе элементы соединяют не сплошным швом, а пунктирной линией.
- Коротким замыканием. Применяется для соединения деталей из тонкого металла. Материал расплавляют импульсами, подаваемыми от замыкания в агрегате. Жидкий металл формирует каплю, необходимую для создания шва.
Для работы с углекислотой устанавливают функцию переменного тока. Агрегат настраивают в соответствии с видом и толщиной металла. Расход газа определяется режимом сварки. Проволока расплавляется с одинаковой скоростью. Подготовив детали, запускают подачу газа, активируют сварочную дугу.
Для этого проводят электродом по детали, нажимают на клавишу «Пуск».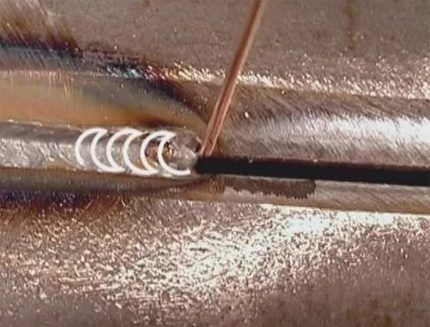 Качество сварочного шва зависит от следующих нюансов:
Качество сварочного шва зависит от следующих нюансов:
- Расстояние от электрода до заготовки. Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.
- Зазор между краями деталей. При толщине листа менее 1 см оставляют расстояние в 1 мм. При больших значениях зазор составляет 10%.
- Использование подложки. Этот инструмент препятствует вытеканию расплава из шва.
Пайка алюминия
С помощью полуавтомата сваривают разные металлы, в т. ч. алюминий. Однако есть тонкости, связанные со структурой материала. Поверхность покрыта тонким слом окисла, который плавится при более высокой температуре. В качестве вспомогательного газа в таком случае применяют аргон. Алюминий сразу расплавляется, поэтому под детали ставят подложку.
Заготовки соединяют плавкими электродами под воздействием постоянного тока. На дугу ставится плюсовой заряд, на металл — отрицательный. Так верхний слой расплавляется быстрее. Перед началом сварки поверхность можно очистить от оксидной пленки.
 Детали устанавливают в любой пространственной позиции.
Детали устанавливают в любой пространственной позиции.С использованием проволоки
Сварку с проволокой выполняют как с применением газа, так и без него. Самый распространенный способ — использование флюса. Такой метод необходим на производственных площадках. Необходимо учитывать высокую стоимость флюса. Материал представляет собой порошок, расположенный в сердцевине проволоки. При плавлении образуется газ, защищающий шов от окисления. Дополнительной подачи вещества не происходит. Этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
- Возможность использования во всех условиях. При газовой сварке качество шва ухудшается в ветреную погоду или при сквозняке.
- Сварку с проволокой не рекомендуется применять для обработки тонкого металла или низкоуглеродистой стали. Шов может трескаться или деформироваться.
- Для повышения температуры сварочной дуги используют обратную полярность.
 youtube.com/embed/ZCrC-PRpj9A?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/ZCrC-PRpj9A?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Сварочный шов полуавтоматом: секреты мастерства
Сварочные работы считаются самым надежным методом получения неразъемного соединения двух элементов сварной конструкции или изделия. Принципиальная схема сварочных работ зависит от того, какой способ сварки выбирается в том или ином случае. Самым простым и поэтому часто используемым методом сварки сегодня является полуавтоматическая дуговая сварка.
В данной статье речь пойдет о свариваниио стальных трубопровдов. Качество выполнения сварки при данном процессе очень важно: от качества сварных соединений будет в целом зависеть качество всего трубопровода, его герметизация. О том, как производится сваривание стальных труб, на что важно обращать внимание мы и расскажем далее.
Сварка металлов разными способами применяется как в промышленности, так и в быту. Особо популярна ручная дуговая сварка: она дает качественное соединение, не требует дорогостоящей, громоздкой аппаратуры, может осуществляться и новичками. Что важно в технике сварки металлов таким способом, мы расскажем в этой статье.
Особо популярна ручная дуговая сварка: она дает качественное соединение, не требует дорогостоящей, громоздкой аппаратуры, может осуществляться и новичками. Что важно в технике сварки металлов таким способом, мы расскажем в этой статье.
stalevarim.ru
Правила варки полуавтоматом
Чтобы научиться качественно соединять детали, нужно знать нюансы работы с аппаратом. Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
- Надевают защитный костюм, маску, нейтрализующую негативное воздействие ультрафиолета на глаза.
- Делают пробный шов на черновых деталях. Это поможет правильно настроить аппарат. Перед использованием устройства изучают инструкцию.
- Во время работы делают паузы, препятствующие перегреву агрегата.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение — 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
 Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.Как правильно варить сварочные швы — вертикальные, потолочные, горизонтальные
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.

Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую «чушуйки» надежного соединения.Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
На форму стыка большое влияние оказывает сила тока. Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда. Поэтому лучше всего её определять экспериментально и брать средние значения.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
Советы и рекомендации при сварке в горизонтальном положении:
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
 youtube.com/embed/FoUnhB1FyiU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/FoUnhB1FyiU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Горизонтальные угловые швы в нахлесточных соединениях свариваются достаточно просто, техника выполнения повторяет сварку в нижнем положении.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу — металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием. К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая — вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм — двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Рекомендуем! Чем и как сваривают алюминий
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого — полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.

Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
svarkagid.ru
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным — широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Как варить вертикальный шов инвертором. Сварка вертикальных швов инвертором видео
как варить вертикальный шов видео Видео
…
2 лет назад
«Я сегодня хотел бы обсудить такой вопрос, о том как делать вертикальный шов. Вертикальный шов один из самых…
…
3 лет назад
Как научиться варить вертикальный шов? Я попытался немного рассказать — показать.
…
3 лет назад
Сварка вертикального шва не так проста как кажется, в этом видео показано как варить вертикальный шов или…
…
6 меc назад
Всем привет, в этом видео я расскажу и покажу как сваривать вертикальный сварной шов восьмеркой, полумесяце…
…
3 лет назад
Как варить тонкую нержавейку.
…
3 лет назад
Покупай с умом — http://epngo.bz/cashback_index/3e7y77 Хотите научиться варить вертикал без отрыва? Дерзайте! Вертикальный…
…
3 лет назад
Сварка вертикального шва на тонком металле, на разных токах. Сварка вертикального шва без отрыва в другом…
…
2 лет назад
Рассмотрен процесс сварки вертикального углового шва снизу вверх без отрыва электродами с основным покрыт…
…
4 лет назад
Неубиваемые сварочные инверторы https://www. urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ В этом уроке я покажу…
urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ В этом уроке я покажу…
…
3 лет назад
Как варить забор. Приваривание перемычки к трубам. Если начинающим заниматься сваркой захотелось сварить…
…
3 лет назад
Как варить вертикальный шов полуавтоматом, сверху вниз и снизу вверх. Сварка, сварочные электроды и всё…
…
3 лет назад
Качественные сварочные инверторы https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Welding profile pipe.Как быстро…
…
8 лет назад
Наглядное пособие: стандартные способы сварки сварочным инвертором ИИСТ-140.
…
2 лет назад
Вк https://vk.com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 …
…
2 лет назад
сварка двух пластин вертикальном швом.
…
3 лет назад
В этом видео я покажу как сваривать вертикальную пластину с зазором.
…
7 меc назад
Как варить потолочный шов? Это первое видео из двух выпусков, в котором Павел демонстрирует технику выполне…
…
2 лет назад
По просьбе подписчиков, мы показываем сварку потолочного шва электродами УОНИ — 13/55. Электроды диаметр 3…
…
10 меc назад
Интересное видео на канале “Сварочные Работы”. Технология сварки, какой сварочные лучше, как варить элект…
…
2 лет назад
Как правильно варить угловой шов.
videosmotret.ru
Видео как варить вертикальный шов инвертором
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Вероятно, многие профессиональные фотографы бы с этим
Потому, что их в большом ассортименте можно найти на отечественном рынке. Много фирм предлагаетКупить сортовой прокат в Челябинске Пожалуй, трудно даже переоценить всю ту роль в развитии человеческой цивилизации, которую сыграло ( и успешно продолжает играть и по сей день) то, что люди когда-то овладели секретом добычи и переработкиПроектирование металлоконструкций Благодаря современным строительным технологиям, промышленность, как и другие отрасли народного хозяйства, сегодня получили возможность быстро создавать качественные и относительно недорогие, функциональные,Кованые заборы Ограждение приусадебного участка должно быть надежным, долговечным, вандалоустойчивым, да еще и красивым. Найдется немного материалов, которые удовлетворяют всем этим требованиям. Один из них — металл.k-svarka.com
Сварка вертикального шва — ВИДЕО правильной сварки металла
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно.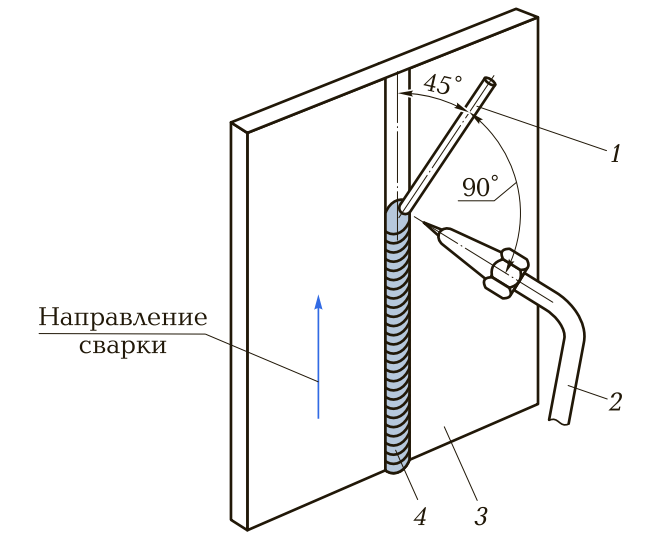 В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла. Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.

При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис..jpg) 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги).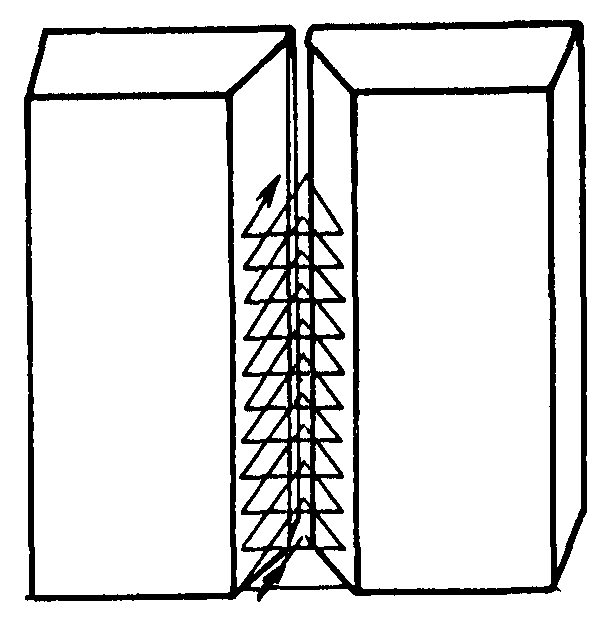 При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.

Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.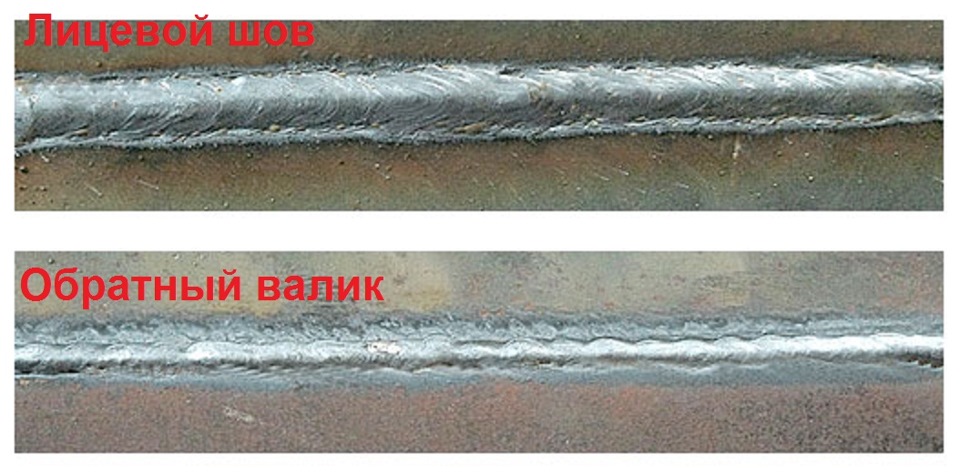
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис.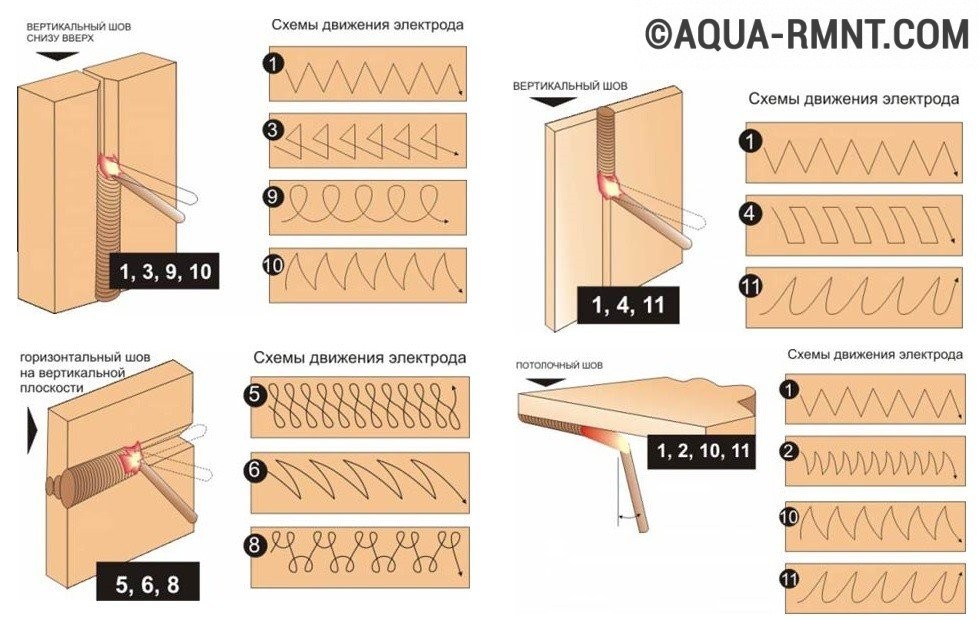 27.
27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода.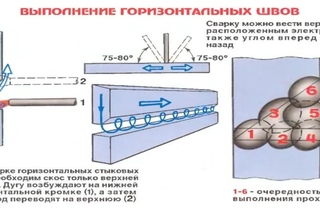 В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом.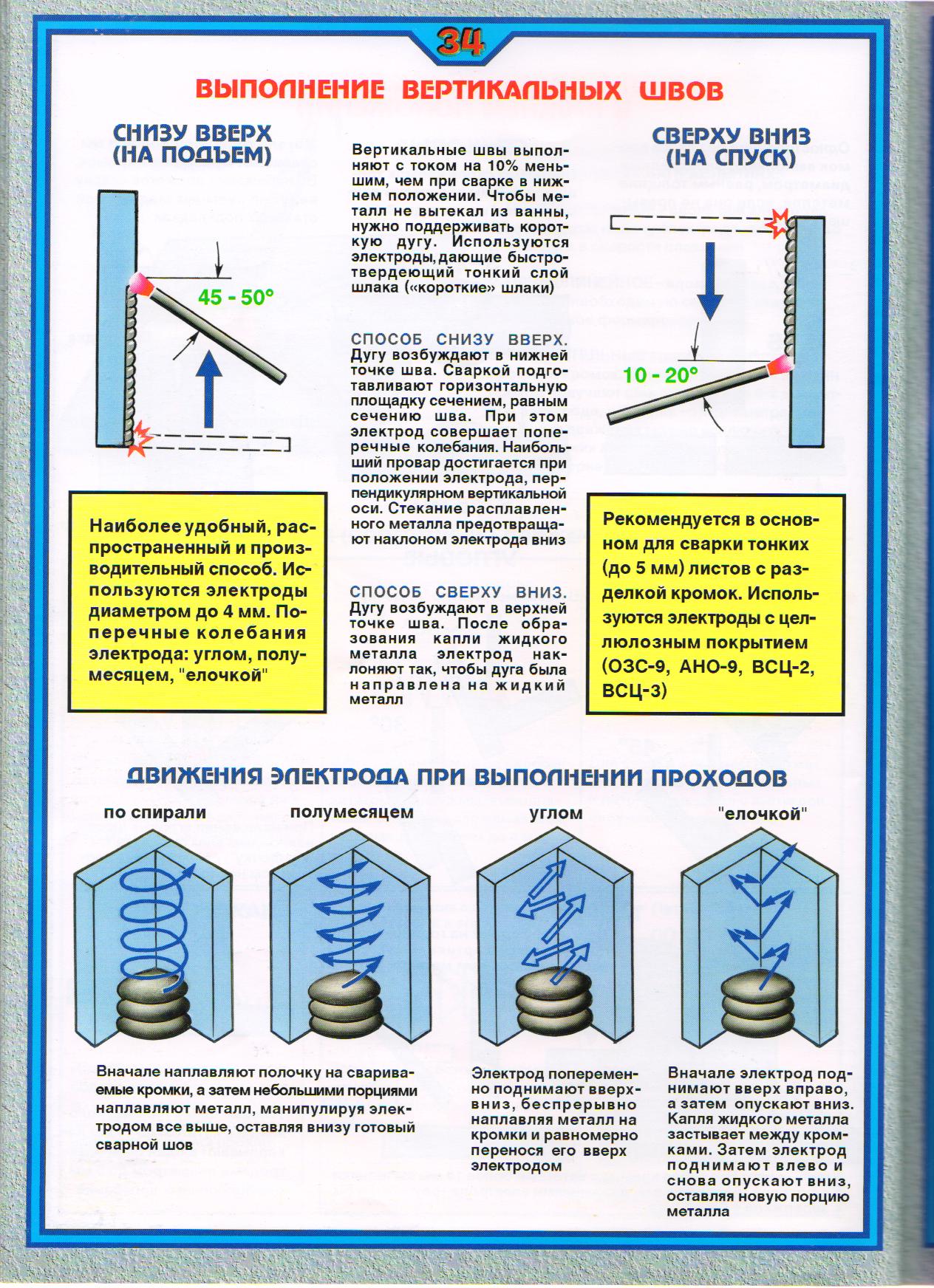 Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений.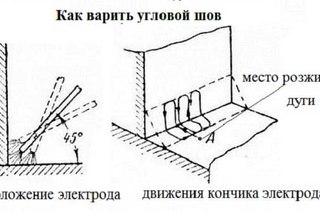 Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.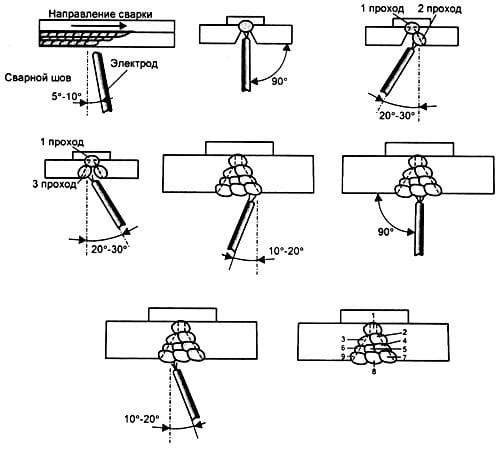
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Из практики технолога. Полуавтоматическая сварка судовых конструкций малых толщин
Особенно это актуально для малых и средних предприятий, строящих речные суда, суда прибрежного плавания, плавсредства технического флота и многое другое.Часть 1. Сварочная проволока
Корпуса большинства строящихся малых судов (катера, буксиры и т.п.) и судов внутреннего плавания изготавливают из сталей нормальной прочности (ГОСТ52927-2008) толщинами 4-7мм.
 Приступая к строительству судна необходимо выбрать способ сварки и сварочные материалы.
Приступая к строительству судна необходимо выбрать способ сварки и сварочные материалы.Наиболее широко применяемым и хорошо освоенным способом сварки при строительстве корпусов судов является способ полуавтоматической сварки в среде СО2. На рынке сварочных материалов предлагается огромная номенклатура видов и марок сварочных проволок различных производителей.
Для выбора сварочной проволоки прежде всего надо иметь ввиду, что в зависимости от типа судна, а также от принятого принципиального технологического процесса строительства судна, протяженность сварных швов, выполняемых в нижнем положении (РА, РВ) составляет приблизительно 70% от общей протяженности, в вертикальном положении (РF,PG) около 20%,в горизонтальном и потолочном положениях (РЕ, РD, РС) около 10%.
Исходя из этого, предпочтительнее иметь сварочную проволоку одной марки с допуском Регистра к сварке во всех пространственных положениях.
Этому требованию удовлетворяют большое число порошковых проволок марок: PZ6113, HTW-711, MOST E71T-1, Pipeweld 70S-6, OK Autrod 12. 66, Geka Elkor R71, Weld 71T-1 и др. и значительно меньшее число сварочных проволок сплошного сечения:SM-70, HPGS50-6, КС-28 и др. К сожалению, сварочных проволок марок типа св-08Г2С сплошного сечения от российских производителей, имеющих свидетельство об одобрении РМРС для сварки во всех пространственных положениях, в настоящее время нет (2014 г.).
66, Geka Elkor R71, Weld 71T-1 и др. и значительно меньшее число сварочных проволок сплошного сечения:SM-70, HPGS50-6, КС-28 и др. К сожалению, сварочных проволок марок типа св-08Г2С сплошного сечения от российских производителей, имеющих свидетельство об одобрении РМРС для сварки во всех пространственных положениях, в настоящее время нет (2014 г.).
Рассмотрим преимущества и недостатки порошковой (рутиловой) проволоки и проволоки сплошного сечения (типа св-08Г2С) применительно к сварке судовых конструкций с толщинами 4-7мм во всех пространственных положениях:
- стабильный , мелкокапельный процесс сварки порошковой проволокой и гладкая поверхность шва –несомненный плюс. Однако, внешний вид сварных швов, выполненных сплошной проволокой на современном сварочном оборудовании, имеет чистую, ровную поверхность и полностью покры- вается указанным уровнем качества по ГОСТ Р ИСО 5817-2009 и ИСО17637;
- производительность наплавки у порошковой (рутиловой) проволоки не значительно выше;
- малое разбрызгивание при сварке порошковой проволокой уменьшает зачистные операции, но не исключает полностью;
- расход защитного газа, несмотря на казалось бы дополнительную защиту жидкого металла шла- ком, на 30-40% выше, чем при сварке сплошной проволокой;
- повышенные послесварочные деформации секций корпуса судна, из-за более высокой погонной энергии процесса сварки порошковой проволокой, требуют проведения дополнительных операций по правке конструкций;
- высокая стоимость порошковой проволоки, почти в два раза превышающая стоимость проволоки сплошного сечения, дополнительный сдерживающий фактор широкого применения порошковой проволоки для сварки судовых конструкций малых толщин.

Часть 2. Сварка сверху-вниз
При сварке судовых конструкций тавровые и угловые соединения, выполняемые в вертикальном положении составляют до 20% от общей протяженности сварных швов. Поэтому повышение производительности сварки таких соединений дает ощутимый экономический эффект. Одним из способов достижения этой цели является применение полуавтоматической сварки в среде СО2 вертикальных швов методом сверху – вниз.
На протяжении длительного времени во многих отраслях промышленности,в том числе и в судостроении, осторожно относились к сварке «на спуск». Этот метод применялся редко и только на очень малых толщинах. Так например, РД5Р 9083-92 (Основные положения по сварке корпусов стальных судов) допускал полуавтоматическую сварку сверху-вниз при толщине деталей до 2-х мм. В середине 90-х годов правилами Регистра были сняты ограничения на применение этого метода сварки, установлены требования, по исполнению которых верфи могут получить одобрение на его широкое применение.
В середине 90-х годов правилами Регистра были сняты ограничения на применение этого метода сварки, установлены требования, по исполнению которых верфи могут получить одобрение на его широкое применение.
До настоящего времени (2014 г.) полуавтоматическая сварка сверху-вниз применяется в незначительных объемах, в основном при изготовлении надстроек, рубок и др. тонкостенных конструкций.
Типичным дефектом угловых (тавровых) швов, выполненных методом сверху-вниз является не стабильное проплавление корня шва. Надежно выполняются однопроходные швы катетом 3,5-6 мм.
Швы с большим катетом, для надежного провара корня шва должны свариваться на подъем (снизу-вверх). Для получения гарантированного качества угловых(тавровых) швов необходимо тщательно подбирать и соблюдать оптимальные параметры процесса сварки, при которых достигается управляемый объем сварочной ванны, с формированием шва без усиления или со слегка вогнутой поверхностью.
При этом вогнутость не должна приводить к уменьшению заданного катета шва. Рекомендуется в период освоения этого метода сварки вести регулярный контроль параметров сварных швов.
Хорошие результаты достигаются при сварке сверху-вниз тавровых швов катетом 5мм судовых конструкций толщиной 6мм на следующих режимах:
| Марка проволоки | Диаметр проволоки, мм | Ток, А | Напряжение, В | Скорость сварки, см/мин | Вылет проволоки,мм | Расход газа, л/мин | Угол наклона горелки, град |
| SM-70 | 1,2 | 140-150 | 19-20 | 20 | 10—15 | 9—10 | 10—40 |
Примечания: 1. Угол наклона горелки –вниз от горизонта.
2. Для сварки использовалась сварочная проволока сплошного сечения марки SM-70, имеющая Свидетельство об одобрении Регистра №12.
 00012.294 с допуском для сварки во всех пространственных положениях, в том числе сверху-вниз (PG).
00012.294 с допуском для сварки во всех пространственных положениях, в том числе сверху-вниз (PG).Экономические преимущества этого метода очевидны:
- высокая скорость сварки, обычно в 2-2,5 раза больше чем при сварке снизу-вверх;
- уменьшение деформаций свариваемых конструкций, благодаря малой погонной энергии процесса сварки, что сокращает объем работ по правке;
- практически исключаются запиловочные операции по исправлению геометрии сварных швов из-за отсутствия наплывов, подрезов, неплавного сопряжения сварного шва с основным металлом.
Часть 3. Подготовка кромок
Трудоемкость сварочных работ при изготовлении секций судов во многом зависит от качества сборки деталей под сварку, особенно от величины номинального зазора подготовленного под сварку соединения.
 По имеющимся данным более 50% протяженности стыкуемых соединений с V,К,Х-образными кромками собираются с минусовым допуском по сварочному зазору, при большом объеме пригоночных операций. При сварке таких соединений наблюдается недостаточная глубина проплавления корня шва с первой стороны соединения, что приводит к излишнему удалению металла корня шва с обратной стороны при выпиловке или воздушно-дуговой строжке, и в итоге — к перерасходу сварочных материалов и увеличению трудоемкости сварки металлоконструкций судна.
По имеющимся данным более 50% протяженности стыкуемых соединений с V,К,Х-образными кромками собираются с минусовым допуском по сварочному зазору, при большом объеме пригоночных операций. При сварке таких соединений наблюдается недостаточная глубина проплавления корня шва с первой стороны соединения, что приводит к излишнему удалению металла корня шва с обратной стороны при выпиловке или воздушно-дуговой строжке, и в итоге — к перерасходу сварочных материалов и увеличению трудоемкости сварки металлоконструкций судна.Одной из главных причин этого является вырезка деталей с минимальными допусками или вообще в «чистый» размер по чертежу, то есть в исходных данных для программирования часто не учитывается величина номинального зазора под сварку, как самостоятельного звена размерной цепи.
Для создания оптимальных условий сборки и сварки конкретной секции (узла) судна иногда проводится предпрограмная технологическая проработка по уточнению (изменению) конструктивных элементов кромок (зазор,притупление,угол разделки) деталей сварных соединений. В результате они могут существенным образом отличаться от общемашиностроительных стандартов (ГОСТ5264, ГОСТ14771 и др.).
В результате они могут существенным образом отличаться от общемашиностроительных стандартов (ГОСТ5264, ГОСТ14771 и др.).
Правильно выбранные типы сварных соединений и их конструктивные элементы позволяют заметно сократить трудоемкость при пригоночных работах и уменьшить до 30% трудоемкость сварочных работ и работ по правке сварных конструкций.
Ниже приводится таблица наиболее распространенных сварных соединений при изготовлении судовых конструкций с толщинами до 10мм (для С21, С25,Т7,Т8 более 10мм). В таблице использованы рекомендации ИСО9692-1 с более широкими полями допусков размеров конструктивных элементов кромок.
Таблица может быть полезна при разработке управляющих программ по вырезке деталей корпуса
судна, а также для руководства при сборке конструкций под сварку.
Таблица см. Приложение.
Часть 4. Деформации — предупреждение
Известно множество способов предупреждения и регулирования сварочных деформаций.
 Ниже остановимся на мероприятиях простых в осуществлении, но дающих заметный результат по уменьшению деформаций при изготовлении секций корпусных конструкций малых толщин.
Ниже остановимся на мероприятиях простых в осуществлении, но дающих заметный результат по уменьшению деформаций при изготовлении секций корпусных конструкций малых толщин.На практике не менее 70% протяженности сварных швов судовых конструкций имеют завышенные высоту и ширину стыковых и катеты угловых, тавровых швов от назначенных чертежом параметров (по ГОСТ 14771-76). В этом случае, величина теплового воздействия и в итоге суммарный объем продольного укорочения на 30% выше номинального значения. Это естественно, приводит к дополнительному увеличению деформаций свариваемой конструкции при значительном перерасходе сварочных материалов (на 30-40%).Пути устранения этого фактора очевидны – стыковые швы следует выполнять с минимальным усилением, а угловые, тавровые швы с минимальными катетами швов обозначенных чертежом и таблицей сварки. Это достигается проведением регулярного контроля геометрических параметров сварных швов с помощью мерительного инструмента, шаблонов- сварщика. Положительный результат дают проведение инструктажей для сварщиков и контролеров перед новой работой.
Регулирование теплового воздействия в сторону его уменьшения весьма эффективно за счет технологических мер, таких как изменение порядка наложения шва. Приварку набора к полотнищу (обшивке) выполняют прерывистыми участками при соблюдении симметричности т.е. сначала выполняется отдельный участок шва, а затем после охлаждения и сварки других симметричных швов – сваривают оставшиеся участки между заваренными ранее. Весьма результативен хорошо известный обратно – ступенчатый метод сварки протяженных швов, особенно при сварке балок таврового набора, при этом рекомендуется спаривание однотипных тавровых узлов между собой с последующим их разделением после сварки и охлаждения.
Другим простым и эффективным методом уменьшения сварочных деформаций является закрепление конструкций перед сваркой. Закрепление производят по контуру свариваемой секции к стенду при помощи гребенок. Если имеется доступ под секцию с обратной стороны, то производится прихватка обшивки к стенду по центру секции. При невозможности постановки прихваток с обратной стороны устанавливают на секцию грузы, которые по мере выполнения сварки сдвигают в сторону, но не убирают до полного завершения и остывания сварных швов.
При невозможности постановки прихваток с обратной стороны устанавливают на секцию грузы, которые по мере выполнения сварки сдвигают в сторону, но не убирают до полного завершения и остывания сварных швов.
Наконец, установка временных (технологических) ребер жесткости без помощи которых не обходится строительство ни одного судна. Временные жесткости устанавливаются вдоль свободных кромок секции для исключения их коробления в процессе сварки. Технологические жесткости устанавливаются также при сборке и сварке секций в объем на стапеле. Их рекомендуется сохранять на все время проведения сборочно-сварочных работ по отдельному району корпуса судна.
Применение описанных (см.ч.1,2,3,4) способов уменьшения деформаций, позволяет в большинстве случаев достигать точность изготовления судовых конструкций в пределах установленных допусков, что сокращает трудоемкость при сборке и правке, а также получать значительную экономию сварочных материалов.
Часть 5. Сварка на монтаже
Большой объем сборочно — сварочных работ при формировании корпуса судна на построечном месте выполняется в замкнутых помещениях и по условиям ведения работ оказываются весьма трудоемкими из-за большого числа пригоночных работ и проведения сварки в неудобных положениях.

В результате возникающих погрешностей при ручной разметке линий притыкания набора и его установке при сборке секций, концы таврового и холостого набора оставляют не приваренными на расстоянии 250-300 мм от монтажных кромок для того, чтобы при монтаже секций концы набора можно было подогнуть до их совмещения, после чего производят доварку набора. Отсюда следует, что наиболее важным мероприятием по снижению трудоемкости сборочно-сварочных работ на монтаже секций является повышение точности изготовления секций корпуса судна.
Это достигается применением совмещенных управляющих программ разметки линий притыкания набора и резки деталей на плазменных машинах с ЧПУ. Исходные данные при составлении таких программ берутся из математической модели строящегося судна. При этом точность нанесения линий разметки и вырезки деталей обуславливается только точностью механических систем машины.
В настоящее время (2014 г.) разработка и приобретение математической модели судна и средств автоматической разметки является достаточно дорогостоящим мероприятием, оправдываемым при значительной серии строящихся судов со сложными обводами корпуса.
Несколько проще обстоит дело при строительстве судов, барж, понтонов, причалов и т.д. с прямыми обводами. Погрешностей при разметке и сборке плоских секций значительно меньше.
При монтаже достигается совмещение стыкуемых элементов секций в поле допусков, установленных требованиями технической документации (ОСТ5.9324-89),особенно, когда сборка секций и их монтаж производится одной бригадой судосборщиков.
На практике при изготовлении плоских секций, очень часто и порой безосновательно, оставляют недоваренными концы набора по монтажным кромкам, этим самым переносится значительный объем сварочных работ на монтаж. После чего доварку концов набора приходится выполнять в трудоемких вертикальном и потолочном положениях в замкнутых помещениях. Таким образом, повышая точность разметки и вырезки деталей, появляется возможность передавать на монтаж секции 100% готовности, что позволяет в 1,5 -2,0 раза уменьшить объем сварочных работ на монтаже корпуса судна.
Приложение к части 3.
| Подготовка кромок сварных соединений |
Часть 6. Сварка надстроек
Для выхода из положения приходится производить установку многочисленных (дополнительных) выравнивающих ребер жесткости.
Отсюда видно, что одних технологических мер по предупреждению деформаций, изложенных в части 4 настоящей статьи, в случае ужесточения допусков на неровность наружных поверхностей надстройки, будет явно недостаточно.
Ниже предлагаются некоторые меры по борьбе с деформациями, осуществляемые на стадии проектирования тонколистовых судовых конструкций, которые совместно с известными технологическими мероприятиями облегчают решение поставленной задачи:
- применение гофрированных листов, деталей;
- увеличение толщины листов стенок надстройки, причем не по всему периметру, а только в местах открытых для обозрения, свободных от наружного навесного оборудования;
- применение в возможно большем объеме прерывистых односторонних, шахматных и точечных швов. Непрерывные (сплошные) швы оставлять в местах крепления оборудования и др.расчетных местах стенок надстройки;
- использование в качестве ребер жесткости новых видов профилей с ускоренным отводом тепла от зоны сварки. Так, например, весьма положительный результат по снижению сварочных деформаций был получен при использовании в качестве ребер жесткости прямоугольных и квадратных труб вместо уголка при изготовлении надстройки катера длиной 20 м, причем замену профиля произвели по настоянию владельца судна;
- уменьшение расстояния между ребрами жесткости стенок надстроек для уменьшения бухтиноватости обшивки после сварки в местах открытых для обозрения.

Приведенные выше конструктивные меры в комплексе с технологическими методами предупреждения сварочных деформаций несомненно улучшит внешний вид наружных поверхностей надстроек и многократно сократит трудоемкость работ по правке.
Часть 7. Прихватки
Постановка прихваток требует определенного опыта и мастерства сварщика, задача которого обеспечить полный провар в местах их постановки, исключить резких перепадов сечения по концам прихваток, чтобы избежать запиловки, не допускать усадочных раковин с порами и трещинами и обеспечить заданные геометрические параметры прихваток (высоту, длину).
При сборке судовых конструкций прихватки выполняются в основном способом ручной дуговой сварки покрытым электродом диаметром 3-4 мм. Для качественного выполнения прихваток необходимо правильно выбрать диаметр электрода в зависимости от толщины сопрягаемых деталей, зазора между деталями, положения соединения в пространстве. При наличии электродов с большой разницей в диаметрах сварщик вынужден часто переключать режимы сварки, что не всегда выполняется и отражается на качестве прихваток. Выходом их положения является использование электродов с промежуточным диаметром. Таким универсальным электродом для постановки прихваток, а также для сварки корневых проходов сварных швов, сварки в вертикальном и потолочном положениях является электрод диаметром 3,2 мм.
Эффективность применения электродов диаметром 3,2 мм доказана зарубежным судостроением, где эти электроды являются наиболее востребованными при сборке и сварке судовых конструкций. Несмотря на введение в действие с 01.01.2011 года. Национального стандарта РФ ГОСТ Р 53689-2009 «Материалы сварочные технические условия поставки присадочных материалов…», в котором предусмотрены электроды диаметром 3,2 мм до настоящего времени (2015 года) ни один из наших производителей сварочных электродов не начал их выпуск. Наверно этому есть причины, но в одном можно быть уверенным – необходимость в отечественных электродах диаметром 3,2 мм не вызывает сомнений.
Переход на прихватку и сварку судовых конструкций электродами диаметром 3,2мм позволит значительно повысить производительность труда и качество сварочных работ и сократить издержки производства.
Часть 8. Изготовление тавровых узлов
 Одной из главных причин высокой трудоёмкости является низкая точность поступающих на сборку секций сварных тавровых балок, количество которых в составе корпуса, как известно, весьма существенно. После сварки тавровые балки должны пройти правку для восстановления проектных размеров от полученных послесварочных деформаций. Для прямолинейных тавровых балок, имеющих стрелку изгиба в плоскости стенки, восстановить заданную прямолинейность не составляет труда. Для криволинейных балок, прежде всего, требуется определить величину отклонения от заданной формы, произошедшей после сварки узла.
Одной из главных причин высокой трудоёмкости является низкая точность поступающих на сборку секций сварных тавровых балок, количество которых в составе корпуса, как известно, весьма существенно. После сварки тавровые балки должны пройти правку для восстановления проектных размеров от полученных послесварочных деформаций. Для прямолинейных тавровых балок, имеющих стрелку изгиба в плоскости стенки, восстановить заданную прямолинейность не составляет труда. Для криволинейных балок, прежде всего, требуется определить величину отклонения от заданной формы, произошедшей после сварки узла.Тавровые балки с малой кривизной проверяют по предварительно нанесённой перед сваркой прямой
контрольной линии на стенке (ОСТ5.9324-89 табл. 3,п.2), на практике про необходимость нанесения контрольной линии часто забывают. Установка не прошедших правку балок в секцию сопровождается большим объёмом пригоночных работ. При наличии на предприятии машин тепловой резки с устройством для разметки, в программу работы машины возможно ввести и нанесение контрольных линий на деталях стенки, что исключит операцию ручной разметки и «забывчивость».
Для контроля после сварки тавровых балок с большой кривизной используют шаблоны, которых на судно необходимо изготовить не малое количество. Как известно, допускаемая нормативами точность изготовления деревянных шаблонов ±2мм, погрешность измерения ±0,5мм, фактическая же точность гораздо ниже. Особые требования к точности сварных тавровых балок предъявляют при сборке секций в перевёрнутом (вверх килем) положении, когда стенки балок служат лекалами для листов наружной обшивки, где повышенные зазоры приводят к заметным местным деформациям обшивки корпуса после сварки.
Повышение точности изготовления, правки после сварки тавровых узлов и тем самым, резким снижением объема и трудоемкости пригоночных работ даёт переход на бесшаблонный метод контроля технологических операций (правки, гибки). Весьма эффективным, в данном случае, является применение сканирования геометрии сварных балок с последующим сравнением полученных данных с электронными CAD моделями. Для этой цели могут быть применены мобильные координатно-измерительные машины контактного контроля типа Romer Absolut Arm, а также различные лазерные трекеры по бесконтактному контролю. На применение последних вряд ли можно рассчитывать из-за их крайне высокой стоимости в настоящее время.
На применение последних вряд ли можно рассчитывать из-за их крайне высокой стоимости в настоящее время.
С реализацией выше перечисленных мероприятий по повышению точности сварных тавровых узлов, можно в полной мере рассчитывать на снижение трудоёмкости по сборке и сварке секций с криволинейными обводами до 40%. Другим положительным фактором использования этих средств является резкое снижение местных деформаций наружной обшивки судна, что особенно важно при строительстве пассажирских и др. судов, к которым предъявляются высокие требования к внешнему виду.
Часть 9. Сварочные полуавтоматы
Выбрать из огромного ассортимента предлагаемых марок сварочных полуавтоматов различных производителей оптимальный вариант, по техническим характеристикам и исполнению, бывает не просто.
Как правило, предпочтение при выборе из схожих моделей, отдается тем фирмам, которые имеют представительства в данном регионе. Расчет строится на будущее техническое сотрудничество в процессе эксплуатации приобретенного сварочного оборудования — незамедлительное исполнение гарантийных обязательств, поставка запчастей, ремонт, модернизация и т. д. Выбор конкретной марки полуавтомата зависит прежде всего от характера работы и условий эксплуатации, в нашем случае полуавтоматическая сварка судовых конструкций во всех пространственных положениях, в условиях — от закрытого цеха до открытого стапеля.
д. Выбор конкретной марки полуавтомата зависит прежде всего от характера работы и условий эксплуатации, в нашем случае полуавтоматическая сварка судовых конструкций во всех пространственных положениях, в условиях — от закрытого цеха до открытого стапеля.
Выбор источника тока. На сегодняшний день выпрямители показывают хорошую надежность, неприхотливость к условиям эксплуатации и ремонтопригодность.
Инверторы значительно легче выпрямителей, но этот плюс для судостроительного производства не играет особой роли, так как полуавтоматы размещаются в закрытых контейнерах и подаются к месту работы краном. Главный плюс инверторных источников тока — в наличии ряда функций и режимов, способных существенно повысить производительность и качество сварки. При принятии решения в пользу инверторных источников необходимо тщательно изучить технические возможности аппарата с проведением практических испытаний на штатных конструкциях.
Сварка соединений, приведенных в Приложении к части 3, производится в основном на малых и средних токах в диапазоне 90 -280 А. На практике продолжительность рабочего цикла сварки (ПВ) во всем диапазоне не превышает 70% из-за большого количества технологических остановок. Учитывая это, можно остановиться на источнике с номинальным сварочным током: при ПВ 100% 275А, при ПВ 60% 325А и напряжением холостого хода 16 — 40В, имея некоторый запас мощности.
На практике продолжительность рабочего цикла сварки (ПВ) во всем диапазоне не превышает 70% из-за большого количества технологических остановок. Учитывая это, можно остановиться на источнике с номинальным сварочным током: при ПВ 100% 275А, при ПВ 60% 325А и напряжением холостого хода 16 — 40В, имея некоторый запас мощности.
Механизм подачи сварочной проволоки. Основным требованием к механизму является осуществление надежной и равномерной подачи сварочной проволоки в зону сварки с заданной скоростью, обладая при этом хорошей обильностью. В достаточно полной мере это показывают подающие механизмы с 4-х роликовыми редукторными приводами. Для повышения мобильности подающего механизма требуются устройства с возможно меньшими массогабаритными характеристиками. Особенно это необходимо при работах в условиях стапеля, когда подающий механизм часто приходится протаскивать к месту работы через узкие вырезы, люки и горловины. Примером может служить подающий механизм ПДГ-421 «Адмиралтеец» с 5 кг кассетой сварочной проволоки.
Горелка. Выбор горелки оказывает существенное влияние на перерывы в работе, производительность, качество сварки. При выборе длины горелки, которая может составлять от 3-х до 5-ти метров и более, надо иметь ввиду, что чем длиннее горелка, тем больше времени необходимо тратить на ее профилактическое обслуживание (продувку, чистку и т.п.). Горелки длиной более 3м подключают к 4-х роликовым механиз- мам. Для токов не превышающих 350А при ПВ60% выбирают горелки с воздушным охлаждением. На практике получили признание горелки с поворотом на 360градусов шейки горелки относительно рукоятки, что часто необходимо в стесненных условиях работы (ММТ42).
Промежуточный кабель-пакет. Длина промежуточного кабеля, соединяющего источник тока с подающим механизмом, может достигать 30м. В связи с тем, что он постоянно находится в не защищенной рабочей зоне, подвергается частым повреждениям и износу. Интенсивность повреждений и износа возрастает с увеличением длины кабель — пакета. Уменьшить длину промежуточного кабеля и горелки можно при размещении источника тока непосредственно у свариваемой секции, а подключение к сети осуществлять через переносные розеточные щиты типа ЭЩР-С. При проведении сварочных работ на стапеле электрощит и подключенные к нему сварочные полуавтоматы размещаются на палубе строящегося заказа вблизи района сварки.
Уменьшить длину промежуточного кабеля и горелки можно при размещении источника тока непосредственно у свариваемой секции, а подключение к сети осуществлять через переносные розеточные щиты типа ЭЩР-С. При проведении сварочных работ на стапеле электрощит и подключенные к нему сварочные полуавтоматы размещаются на палубе строящегося заказа вблизи района сварки.
При такой схеме подключения, помимо других преимуществ, удается уменьшить длины промежуточных кабелей и горелок до умеренных значений 10м и 3м соответственно.
Владимир Алексеевич Калинин
Some-dont-like-it-so-hot-07-05-2017
Сварка вертикальных швов вверх с использованием стандартного источника питания MIG требует от сварщика больших навыков. Во избежание провисания сварного шва сварочную горелку необходимо направлять по открытому треугольнику (также называемому елью), чтобы сварочная ванна охлаждалась этим колебательным движением. Таким образом, производители инновационных источников питания использовали возрастающие возможности цифровых источников питания для разработки функций, которые больше не требуют этого ткацкого движения, что упростило сварку вертикальных швов или соединение листов разной толщины. Несколько лет назад компания Fronius уже использовала эту технологию для разработки своей функции SynchroPulse, активация которой включает переключение мощности сварки назад и вперед между двумя рабочими точками выбранной характеристики. За счет увеличения и уменьшения скорости подачи проволоки пользователь может установить диапазон этого колебания от 0 до 2 м / мин и частоту от 0,5 до 5 Гц. В то время как корневой проход надежно формируется во время фазы высокого тока, процесс стабилизируется в фазе низкого тока, и основной материал охлаждается.Такое прерывистое тепловложение недавно оказалось особенно рентабельным и способно обеспечить структуру переплетения, типичную для сварки TIG, но без каких-либо трудоемких движений плетения. Воздействие особенно заметно при роботизированной сварке алюминия.
Несколько лет назад компания Fronius уже использовала эту технологию для разработки своей функции SynchroPulse, активация которой включает переключение мощности сварки назад и вперед между двумя рабочими точками выбранной характеристики. За счет увеличения и уменьшения скорости подачи проволоки пользователь может установить диапазон этого колебания от 0 до 2 м / мин и частоту от 0,5 до 5 Гц. В то время как корневой проход надежно формируется во время фазы высокого тока, процесс стабилизируется в фазе низкого тока, и основной материал охлаждается.Такое прерывистое тепловложение недавно оказалось особенно рентабельным и способно обеспечить структуру переплетения, типичную для сварки TIG, но без каких-либо трудоемких движений плетения. Воздействие особенно заметно при роботизированной сварке алюминия.
С выпуском новейшего источника питания MIG, TPS / i, Fronius снова значительно расширил эту функцию и ввел дополнительные параметры. Среди преимуществ этого было резкое увеличение хода (промежуток между фазами высокого и низкого тока). Кроме того, продолжительность фазы высокого тока в цикле может быть задана в процентах с использованием рабочего цикла параметра и больше не ограничивается соотношением 50:50. Это позволяет более точно регулировать подвод тепла в большем диапазоне и независимо от скорости подачи проволоки. Благодаря этим разработкам сварка вертикальных швов с помощью системы SynchroPulse стала еще проще.
Кроме того, продолжительность фазы высокого тока в цикле может быть задана в процентах с использованием рабочего цикла параметра и больше не ограничивается соотношением 50:50. Это позволяет более точно регулировать подвод тепла в большем диапазоне и независимо от скорости подачи проволоки. Благодаря этим разработкам сварка вертикальных швов с помощью системы SynchroPulse стала еще проще.
Компания Fronius пошла еще дальше и использовала обширные ресурсы, такие как большой объем памяти, высокая вычислительная мощность и внутренняя высокопроизводительная коммуникационная шина (SpeedNet), для создания еще более значимых инновационных подходов к контролю тепловложения.
Лучшее из обоих миров: PMC mix
Компания Fronius разработала совершенно новый алгоритм для PMC mix, согласно которому процесс сварки не просто переключается между двумя рабочими точками характеристики, как в SynchroPulse, но переключает между импульсом (PMC) и дуговым процессом с переносом падения (LSC)!
LSC (Low Spatter Control) известен своей очень устойчивой дугой и минимальной тенденцией к образованию брызг. В рамках нового подхода к смеси PMC LSC обеспечивает стабилизацию и поддержку сварочной ванны (т.е.е. это «холодная» фаза процесса). PMC (Pulse Multi Control) — это самая совершенная импульсная дуга, доступная от Fronius. Он гарантирует высокую скорость сварки с оптимальным отрывом капель при импульсной сварке и отвечает за необходимый проплав.
В рамках нового подхода к смеси PMC LSC обеспечивает стабилизацию и поддержку сварочной ванны (т.е.е. это «холодная» фаза процесса). PMC (Pulse Multi Control) — это самая совершенная импульсная дуга, доступная от Fronius. Он гарантирует высокую скорость сварки с оптимальным отрывом капель при импульсной сварке и отвечает за необходимый проплав.
Это позволяет PMC mix охватывать даже больший диапазон мощности, чем SynchroPulse, и обеспечивает более высокие скорости сварки, чем может достичь процесс импульсной дуги в сочетании с SynchroPulse или процесс TIG. Таким образом, смесь PMC является идеальным решением и для автоматизированной сварки.
Наряду со знакомыми функциями коррекции длины дуги и импульсной / динамической коррекции Fronius также разработал новые функции коррекции для смеси PMC, которые позволяют точно контролировать подвод тепла. Используя «временную коррекцию максимальной мощности», пользователь может установить продолжительность фазы горячего процесса в смешанном процессе. Аналогично, продолжительность фазы холодного процесса в смешанном процессе может быть установлена с использованием «временной коррекции с пониженной мощностью». «Коррекция более низкой мощности» позволяет варьировать подвод энергии фазы холодного процесса в смешанном процессе, так что даже небольшая коррекция мощности приводит к заметному изменению потребляемой мощности.Это позволяет еще более точно контролировать подвод тепла, чем это было возможно с помощью других доступных на сегодняшний день методов.
Привод смешивания PMC
Компания Fronius снова расширила свой ассортимент приводом смешивания PMC. Этот процесс предлагает более точный контроль над подводимым теплом по сравнению с SynchroPulse и смесью PMC. Он характеризуется фазой низкой мощности, которая генерируется с помощью двухтактной сварочной горелки: привод сварочной горелки выполняет реверсивное движение проволочного электрода во время фазы холодного процесса.Реверсирование означает, что проволочный электрод перемещается назад после каждого короткого замыкания. Мощная система управления процессом «распознает» точку короткого замыкания и способствует отделению капель за счет вытягивания провода. Последующий практически безтоковый перенос материала, а также разорванная дуга обеспечивают более надежную поддержку во время фазы холодного процесса. Кроме того, длина дуги точно — и очень быстро — корректируется механическими средствами в каждом цикле благодаря мощным контурам управления TPS / i, а это означает, что привод PMC mix особенно надежен и обеспечивает малое разбрызгивание.Также доступны те же функции коррекции, что и для смеси PMC.
PMC mix drive или PMC mix — сравнение систем Какой будет лучший выбор — PMC mix drive или PMC mix, зависит от приложения и существующей или предполагаемой конфигурации устройства. Таким образом, смесь PMC подходит для сварочных работ, в которых сталь должна соединяться вручную или в полуавтоматическом режиме. Обычно здесь используются толкающие устройства подачи проволоки и ручные сварочные горелки без встроенных двигателей механизма подачи проволоки.
Однако, если алюминиевые материалы должны свариваться с использованием процесса MIG, рекомендуется смешивать привод PMC, так как системы подачи проволоки с принудительной подачей проволоки не могут обеспечить требуемый уровень производительности.Даже с такой сварочной системой, как платформа TPS / i, которая может похвастаться особенно точной функцией подачи проволоки (например, инновационные подающие ролики и контактные наконечники, оптимизированные пластиковые вкладыши для шлангов, мощные приводные двигатели), электроды из алюминиевой проволоки, которые намного мягче, чем их сталь альтернативы (особенно когда речь идет о чистом алюминии или сплавах Al-Si) — могут сжиматься в шланговых пакетах, что очень затрудняет их правильную подачу с помощью систем, работающих только с проталкиванием. В результате системы, работающие только с проталкиванием, как правило, подходят только для ручной сварки алюминия с помощью шланговых пакетов длиной всего несколько метров.При механизированной или автоматической сварке максимальная длина значительно короче.
Однако для обеспечения бесперебойной работы рекомендуется использовать тянущие или комбинированные (пушпульные) системы подачи проволоки с шланговыми пакетами такой длины. Когда расстояние между сварочной горелкой и катушкой или барабаном больше, они необходимы. В частности, для механизированной или автоматической сварки более мягкими (алюминий) или более тонкими (CrNi) проволочными электродами рекомендуется использовать привод PMC mix в сочетании с горелкой для тянущей сварки, такой как Robacta Drive.
Это позволяет сваривать алюминий значительно быстрее и, прежде всего, более экономично по сравнению со сваркой TIG. Это также положительно сказывается на балансе затрат: сварочная горелка с прямым приводом, которая была специально разработана для роботов, обычно может подавать проволоку непосредственно из барабана без необходимости в дополнительных приводах.
Обычно проволоку можно подавать на расстояние до 6 метров без необходимости принятия специальных мер. Если все компоненты системы подачи проволоки используются оптимально и адаптированы друг к другу, e.грамм. с помощью оборудования PowerLiner это расстояние можно увеличить до 8 метров.
Пример применения смешанного привода PMC: алюминиевая рама велосипеда (см. Видео в разделе видео) Насколько полезны пользователи смешанного привода PMC, показано на примере велосипедной рамы, которая сделана из алюминиевых труб диаметром от 40 до 50 мм. и толщиной стенки от 2 до 3 мм. Эти компоненты должны быть соединены автоматической сваркой. Поэтому технические специалисты Fronius оснастили сварочный аппарат TPS / i 500 и роботизированной сварочной горелкой Robacta Drive PullMig.Сварка выполняется с использованием присадочного металла AlSi (1,2 мм) под 100% аргоном (12 л / мин) и предварительно заданных стандартных настроек привода смеси PMC. Результаты убеждают даже самых критичных наблюдателей. Сварной шов не имеет брызг и имеет типичный рисунок плетения, характерный для сварного соединения TIG. Однако производительность робота со скоростью сварочного шва 30 см в минуту почти в два раза выше, чем у квалифицированного сварщика TIG вручную. Наряду с более высокой скоростью сварки, простотой обращения со всей системой TPS / i, длительным сроком службы изнашиваемых деталей, надежностью процесса и высокой воспроизводимостью сварного шва также обеспечивается превосходная экономическая эффективность новые варианты процесса.
Заключение
Вертикальные сварные швы, соединение листов разной толщины, соединения внахлест и волнистость сварного шва, подобная TIG, могут быть реализованы быстрее и экономически эффективнее, чем когда-либо прежде, благодаря PMC mix и PMC mix drive.
Портативная система лазерной сварки для ручной сварки
LightWELD Часто задаваемые вопросы (FAQ)
Какова максимальная толщина свариваемого материала?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и алюминия вы можете сваривать одностороннюю сварку до 4 мм и до 10 мм, двустороннюю — медь, одностороннюю сварку до 1 мм и двустороннюю сварку до 2 мм.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, например медь, нержавеющую сталь или алюминий, а также детали разной толщины для всех типов сварных соединений: тройников, стыков, углов, внахлестку и кромок.
А как насчет вертикальной или перевернутой сварки?
Light WELD отлично справляется как с вертикальной, так и с перевернутой сваркой, поскольку обычно отсутствуют расходные материалы и образуются минимальные брызги, что делает сварку безопасной и простой в любом положении.
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, Light WELD Скорость перемещения в четыре раза выше, чем при использовании традиционных методов, кроме того, крепление проще или не требуется, а шлифовка или шлифование после сварки также не требуется или значительно сокращается — все это увеличивает производительность, в то время как минимизация переделок.
Каков рабочий цикл?
Вы можете запустить Light WELD при 100% рабочем цикле при максимальной мощности лазера 1500 Вт.
Лазерный луч постоянно или может быть импульсным?
Light WELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывная волна — лазер постоянно включен для максимального проникновения и скорости перемещения
- Импульсный режим — лазерные импульсы производят меньше энергии для более медленной сварки с меньшим тепловложением
- Режим прихваточных швов — для создания одинаковых прихваточных швов
- Режим Stich — используется для повторяющихся прихваток или сварных швов внахлест.
- Режим высокой пиковой мощности — короткие импульсы большой мощности, используемые для проникновения в отражающие металлы
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которой может занять целую жизнь, пользователи нового Light WELD могут выполнять высококачественные сварные швы всего за несколько часов.
Элементы управления выглядят сбивающими с толку, как мне узнать, что нужно настроить?
Light WELD поставляется с предварительно загруженными параметрами сварки, оптимизированными для наиболее распространенных материалов и толщин. Вы можете увеличить или уменьшить мощность в соответствии со скоростью движения и желаемым проникновением, а также сохранить эти настройки и вызвать их по мере необходимости.
Что такое сварка качанием?
Сварка с колебаниями приводит к колебаниям луча вперед и назад с различной частотой для получения более широких швов, более эстетичных швов и деталей с плохой подгонкой.Light WELD поставляется с оптимизированными, предварительно запрограммированными параметрами вобуляции и позволяет «на лету» контролировать сварку вобуляцией до 5 мм с регулируемой частотой до 300 Гц.
Есть лист данных?
Да, вы можете скачать его здесь.
Где я могу увидеть демонстрацию LightWELD?
Вы можете зарегистрироваться для участия в живой демонстрации здесь.
Как купить LightWELD?
Нажмите здесь, заполните форму и специалист Light WELD свяжется с вами в ближайшее время.Если вы хотите поговорить с кем-то сейчас, позвоните по телефону (508) 506.2877
.Обучение сварке: 19 шагов (с иллюстрациями)
Друг выразил интерес к обучению сварке. Я пишу это, чтобы познакомить со сваркой таких людей, как она. Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь.Я очень мало работаю со своим сварщиком. Я в основном самоучка. Я знаю «Инструктаж Тима Андерсона: дешевая сварка панков». Он включил некоторую информацию, которую я не буду раскрывать. Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Следующий за ним абзац «Определения». Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими аппаратами для ручной сварки . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их.Многие вещи, которые необходимо сделать, чтобы получить хороший сварной шов с помощью аппарата для ручной сварки, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать и то, и другое одновременно. время, когда это возможно. Упомяну немного о сварке ацетилен (газ). Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем , сварка с подачей проволоки с флюсовым сердечником .У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой. У меня нет опыта сварки TIG и не буду обсуждать это.
Определения :
Stick Сварочные аппараты носят это название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую можно подобрать с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики в сварочном аппарате, приводимые в движение электродвигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Проникновение означает, что сварщик не просто наложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу от одной стороны стыка к другой, чтобы сварной шов проникал в обе стороны стыка. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей. При плетении, особенно с использованием сварочного аппарата с механизмом подачи проволоки, важно «держать углы». То есть, когда дуга находится на одной стороне сустава или на другой, сделайте паузу на большую часть секунды, затем переместитесь через сустав и сделайте паузу примерно на секунду и на этой стороне.Расплавленный сварочный материал притягивается к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл мог вливаться в них, а не просто лежать на них. Центр бусинки будет красивым, если уделить внимание углам.
Sag — это расплавленный металл, который вытекает из стыка при сварке под действием силы тяжести. Это может быть проблемой, если сварной шов выполняется вертикально, над головой или горизонтально вдоль боковой стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для управления сварным швом и противодействия провисанию.
Аппараты для кислородно-ацетиленовой сварки используют два резервуара: один заполнен кислородом, а другой — ацетиленом. Оба газа проходят через шланги под контролируемым давлением, смешиваются и горят очень горячим острым пламенем в горелке.
MIG относится к сварочному аппарату с подачей проволоки, который защищает свежий сварной шов от смешивания с кислородом воздуха, непрерывно покрывая область сварного шва инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Flux core Сварщики используют электрод из тонкой проволоки, в центре которого находится химический порошок.Этот порошок плавится и стекает по сварному шву, чтобы защитить свежий сварной шов от кислорода. Это затвердевшее покрытие называется шлак . После того, как сварной шов остынет, отколите его или удалите щеткой, в зависимости от его толщины.
Сварщики TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педального управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах.Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW — дуговая сварка защищенным металлом — сварка штучной сваркой
FCAW — дуговая сварка порошковой проволокой
GMAW — газовая дуговая сварка — Сварка MIG
GTAW — Сварка вольфрамом в среде инертного газа — Сварка TIG
(Фото взято из Bing Images.)
Вертикальная сварка SMAW: это стержень вверх
Рис. 1 SMAW, или сварка штучной сваркой, требует определенного мастерства, а сварка штангой в вертикальном и верхнем положении является гораздо более сложной задачей — одна из причин, по которой эта специальность пользуется таким большим спросом.
Вертикальная и потолочная сварка штангой никогда еще не пользовалась таким спросом. На юго-востоке США продолжается тяжелое строительство (см. , рис. 1 ), в то время как коммунальные предприятия заняты строительством новых электростанций, улучшением старых и ремонтом нефтеперерабатывающих заводов, пострадавших от ураганов на побережье Мексиканского залива.
Слесари, слесари-монтажники, котельные и судостроители работают над удовлетворением нового глобального спроса на развитие и энергию. В основе этой работы лежит продвинутое положение при сварке, которое требует навыков, выходящих за рамки предпочтительного горизонтального положения — дуговая сварка металлическим электродом в вертикальном положении с защитным экраном или сварка штангой.
Плоское и горизонтальное сварочные положения позволяют ускорить работу, но иногда невозможно избежать вертикальной или потолочной сварки стержневым электродом. Если это так, вот пять советов, которые помогут вам в этом.
1. Выберите правильный электрод
Борьба с гравитацией является основной проблемой при сварке вертикально вверх или в любом положении под углом 45 градусов и более. Электроды с классом AWS 7018 считаются лучшим выбором из-за низкого содержания в них порошка железа (см. , рис. 2, ).Расплавленный металл образует лужу, которая может быстро замерзнуть и менее склонна стекать с изделия в жидком состоянии.
AWS 6010 также можно использовать по тем же причинам, но 7018 позволяет использовать более быстрый образец плетения. Использование 6010 требует техники штабелирования или взбивания, когда палку периодически втягивают в лужу и из нее.
Электрод 6010 поможет преодолеть плохое состояние поверхности, но он требует больше времени и навыков, чем плетение с использованием 7018. Те, кто плохо знаком с вертикальной сваркой вверх, иногда по ошибке выбирают электрод 7024, который не имеет надлежащего заполнения и часто неконтролируемо стекает по поверхности.
2. Создайте сварочную полку
Из пяти положений сварки — плоское, горизонтальное, потолочное, вертикальное вверх и вертикальное вниз — вертикальное вверх является самым медленным, поскольку сварщику необходимо бороться с гравитацией. Медленная скорость перемещения обеспечивает лучшее проникновение, чем вертикальное движение вниз, поэтому эта технология требуется для большинства материалов, более толстых, чем листовой металл.
Уловка как при вертикальной, так и при потолочной сварке заключается в предотвращении выплескивания лужи из сварного шва. Для материала толще листового металла вертикальную сварку обычно следует выполнять в гору.Сварку более тонкого листового металла можно выполнять под уклон, потому что требуется меньшее проплавление, а более высокая скорость движения обеспечивает более низкие температуры, предотвращающие прожог. Но это тема для другой статьи.
Сварку вертикально вверх можно сравнить с кладкой кирпича в том, что вы медленно создаете основу сварного шва снизу вверх, по одной небольшой секции за раз и непрерывно работая над каждым ранее уложенным швом. Каждый новый уложенный нижний сварной шов действует как основа, на которой выполняются последующие сварные швы (см. Рисунок 3 ).Эта нижняя полоска называется полочкой.
Каждая ступенька полки должна быть примерно в 1,5–2 раза больше диаметра электрода. Электрод диаметром 1⁄8 дюйма должен иметь диаметр от 1⁄6 до дюйма. лужа, которая замерзает вовремя, чтобы выдержать следующий сварной шов.
Рис. 2 Приклеивающиеся электроды, классифицированные как 7018, образуют лужу, которая быстро замерзает, что обеспечивает более быстрый рисунок плетения при сварке в гору.
При вертикальном плетении электродом 7018 делайте зигзагообразные движения вперед и назад и дайте каждой части лужи застыть на месте во время сварки до следующей ступеньки.Держите электрод немного вверх по склону и держите короткую дугу для лучшего проплавления и плавления.
Во время плетения сосредоточьтесь на сварке сторон стыка. Сделайте короткую паузу по бокам, чтобы дать нижнему бусинке остыть и сформировать нижнюю полку. Внимательно следите за лужей, чтобы убедиться, что шлак стекает с полки. Шлак, застрявший в сварном шве, ухудшит прочность и ухудшит внешний вид. Если основной металл перегреется, лужа разольется. Если вы видите, что это начало происходить, быстро отодвиньте электрод от кратера, не теряя дуги.
При использовании электрода 6010 метод укладки заменяет переплетение 7018. Стек должен напоминать покерные фишки — каждая фишка создает полку для следующего уровня. Чтобы наложить шов вертикально вверх, держите электрод в корне материала. По мере образования лужи подбросьте электрод вверх, поддерживая дугу. Когда лужа замерзнет, верните электрод и нанесите еще один уровень на переднюю кромку сварного шва. Продолжайте так, пока сварка не будет завершена. Опять же, каждая лужа должна быть примерно 1.В 5–2 раза больше диаметра электрода.
3. Избегайте подрезания
Одна ошибка, которую следует избегать при плетении, — это подрезка. Это происходит, когда изделие выдолблено без достаточного количества присадочного металла, так как сила тяжести отводит присадочный металл от изделия. Один из способов избежать этого — уменьшить ток и замедлить процесс. Иногда простое уменьшение размера лужи улучшает контроль оператора.
Хорошие сварщики в нестандартном положении внимательно следят за лужей. Они учатся читать его характеристики.Как при плетении, так и при укладке шлак должен стекать с полки, а лужа образуется достаточно хорошо, чтобы заполнить выемку и остаться на месте.
4. Используйте настройку низкой мощности
Поскольку вертикально поднимающаяся лужа должна быстро замерзнуть и встать на место, для сохранения контроля требуется настройка низкой силы тока. Сварка в горизонтальном положении обладает преимуществом силы тяжести и может выполняться при более низких температурах и более высоких скоростях движения.
Как правило, используйте нижнюю границу номинальной силы тока электрода при сварке вертикально вверх или над головой.Например, мощность от 120 до 130 ампер через 1⁄8 дюйма. 7018 электродов и от 90 до 100 А для 1⁄8 дюйма. 6010 электродов.
5. Рассмотрите возможность сварки порошковой проволокой вертикально вверх
Сварка порошковой проволокой заменила традиционную сварку штучной сваркой на многих строительных рынках из-за ее более высокой производительности, обусловленной непрерывной подачей проволоки. Однако многие слесари предпочитают палку, которая может быть более удобной, если работа требует от сварщика много перемещений.
Для длительной сварки на одном месте хорошей альтернативой может быть порошковая проволока.В этом случае для сварки вертикально вверх применяются те же правила, что и для техники плетения палкой 7018. Постройте полку и двигайтесь вверх достаточно медленно, чтобы дать возможность нижнему уровню замерзнуть, не перегревая при этом основной металл.
Безопасность прежде всего
При любой сварке в нестандартном положении все стандартные меры безопасности, применяемые при плоской и горизонтальной сварке, должны быть усилены из-за дополнительного риска падения расплавленного металла и брызг. Защитные очки, соответствующий шлем, перчатки, длинные рукава и кожаная или огнестойкая одежда являются обязательными (см. Рисунок 4 ).Обувь с защитным носком поможет предотвратить ожоги.
Получение сертификата для сварки в вертикальном положении — хорошая идея для всех, кто планирует многократную сварку вертикально вверх. Еще одним преимуществом является то, что сертифицированный специалист по вертикальной сварке автоматически получает сертификат по плоской и горизонтальной сварке.
Рис. 4 Поскольку сварка штангой вертикально вверх лучше всего работает при поддержании короткой дуги, сварочный аппарат должен быть оборудован надлежащим образом, чтобы выдерживать падение расплавленного металла и брызг.
Сварка швов — обзор
5 Герметизация пакетов
Пакеты также можно разделить на герметичные и негерметичные. Настоящее герметичное уплотнение предотвратит проникновение загрязняющих веществ (жидких, твердых или газообразных) в течение неопределенного периода времени. Однако на практике это нереально. Даже в идеально герметичной структуре со временем будут происходить явления диффузии, позволяя более мелким молекулам, таким как гелий или водяной пар, проникать через барьерную среду и в конечном итоге достичь равновесия внутри упаковки.
Настоящая герметичная упаковка должна быть сделана из металла, керамики или стекла. Органические упаковки или упаковки с органическим уплотнением могут первоначально пройти испытание на скорость утечки, описанное выше, но в конечном итоге позволят водяному пару проходить внутрь и наружу и не являются действительно герметичными. Межсоединения через металлический корпус могут быть изолированы уплотнениями стекло-металл с использованием стекла, которое соответствует тепловому коэффициенту расширения металла.
Герметичный корпус изолирует установленный внутри контур в безопасной среде, обычно в азоте, который получают из источника жидкого азота.Азот этого типа очень сухой, с содержанием влаги менее 10 частей на миллион. В качестве дополнительной меры предосторожности открытая упаковка с установленной внутри замкнутой схемой подвергается воздействию повышенной температуры, обычно 150 ° C, в вакууме для удаления абсорбированного и адсорбированного водяного пара и других газов перед герметизацией. Для дополнительной надежности содержание влаги внутри упаковки не должно превышать 5000 ppm. Это значение ниже точки росы при 0 ° C, что гарантирует, что любая выпадающая вода будет в виде льда, который не так опасен, как вода в жидкой форме.
Герметичный корпус значительно повышает надежность схемы за счет защиты от загрязнения, особенно активных устройств. Активное устройство подвержено ряду возможных механизмов отказа, таких как коррозия и инверсия, и может подвергаться воздействию чего-то столь же чистого, как дистиллированная деионизированная вода, которая может выщелачивать фосфор из пассивирующего оксида с образованием фосфорной кислоты, которая, в свою очередь, может повредить алюминиевые контактные площадки.
5.1 Способы герметизации металлических упаковок
Обычно на металлических упаковках используются крышки трех типов: куполообразные, плоские и ступенчатые.Они изготовлены из сплава ASTM F-15 с теми же требованиями к покрытию, что и упаковки. Куполообразная крышка предназначена для использования с пакетами платформ и может быть приварена к выступу или припаяна. Плоская крышка предназначена для использования с упаковкой ванны и обычно припаивается к упаковке. Ступенчатая крышка изготавливается путем фототравления канавки в сплошном листе сплава F-15, в результате чего получается фланец толщиной около 0,004 дюйма (0,1 мм). Эта крышка предназначена для приварки швом к упаковке ванны. Когда крышки предназначены для пайки, заготовка из желаемого припоя обычно прикрепляется к внешнему периметру нижней части крышки.
Плоская крышка или ступенчатая крышка могут быть припаяны к упаковке вручную, с помощью нагретой плиты или в печи. В то время как плита работает несколько быстрее, металлический корпус действует как теплоотвод, одновременно отводя тепло от области уплотнения и повышая температуру внутри корпуса, если только стеклянные шарики, используемые для изоляции проводов, не проходят полностью по периферии корпуса, явно непрактичное требование. Кроме того, утечки через припой или продувки, вызванные разницей в давлении между внутренней и внешней частью корпуса, будут происходить, если только давление окружающей среды снаружи корпуса не будет увеличиваться с той же скоростью, что и давление внутри, создаваемое нагреванием корпуса. упаковка.Из-за повышения температуры внутри упаковки использовать эпоксидную смолу для крепления компонентов рискованно, если только стеклянные шарики не выступают по периферии упаковки, как описано ранее. Герметизация припоем может выполняться в ленточной печи в атмосфере азота. Азот предотвращает окисление припоя, а также обеспечивает благоприятную среду для замкнутой цепи. Для герметизации печи обычно требуется определенная степень фиксации, чтобы обеспечить достаточное давление на крышку для устранения утечек без выдавливания припоя из-под крышки, когда он расплавится.
Параллельная сварка швов выполняется путем создания серии перекрывающихся точечных швов путем пропускания пары электродов вдоль края крышки. Выравнивание крышки по отношению к упаковке имеет решающее значение и может быть длительной и утомительной работой, поскольку с упаковкой необходимо обращаться через громоздкие перчатки внутри камеры запечатывания. В результате процесс выравнивания часто выполняется за пределами камеры уплотнения, когда крышка прикрепляется к упаковке в двух местах небольшими точечными сварными швами.Ступенчатая крышка значительно облегчает процесс и увеличивает выход продукции, поскольку требует значительно меньше энергии, чем плоская крышка большей толщины. Хотя процесс запечатывания происходит сравнительно медленно по сравнению с однократной сваркой, упаковку, запечатанную параллельной сваркой швов, можно легко удалить, отшлифуя край крышки. Поскольку крышка имеет толщину всего около 0,004 дюйма (0,1 мм) в области уплотнения, это может быть легко выполнено за один проход шлифовального круга. С минимальной полировкой области уплотнения упаковки можно надежно прикрепить другую крышку.
Некоторые классы упаковок с фланцем могут быть запечатаны с помощью процесса, называемого выступающей или однократной сваркой. В этом процессе электрод помещается вокруг фланца на упаковке, и большой импульс тока проходит через крышку и упаковку, создавая сварной шов. Следует отметить, что для этих комплектов требуется сверхмощное оборудование для контактной сварки, способное обеспечивать давление 500 фунтов на квадратный дюйм (3500 кПа) и 12000 А на погонный дюйм сварного шва. Основными преимуществами однократной сварки являются более короткое время процесса и менее дорогой пакет.Главный недостаток — сложность снятия крышки для ремонта цепи внутри, что обычно приводит к разрушению упаковки, которую затем необходимо заменить.
5.2 Способы герметизации керамических пакетов
Керамические упаковки в этом контексте считаются структурами, которые позволяют толстой или тонкой пленочной подложке внутри во многом так же, как металлическая упаковка. Керамические конструкции с рисунками металлизации, позволяющими непосредственно устанавливать компоненты, будут называться многокристальными керамическими корпусами.Керамические корпуса для гибридных схем обычно состоят из трех слоев оксида алюминия. Нижний слой может быть металлизирован, и это обычно зависит от того, как монтировать подложку. Кольцо из оксида алюминия прикреплено к нижнему слою со стеклом, и свинцовая рамка зажата между этим кольцом и верхним кольцом со вторым стеклянным уплотнением. Верхнее кольцо может быть металлизировано, чтобы обеспечить герметизацию крышки припоем, или может быть оставлено открытым, чтобы обеспечить герметичность стекла.
Самым распространенным методом герметизации керамических корпусов является запайка припоем.В процессе производства покрытие из тугоплавкого металла или комбинации металлов, таких как вольфрам или сплав молибдена и марганца, обжигается на керамической поверхности по периферии зоны уплотнения. По завершении поверхность последовательно никелируется и позолочается. Крышка, сделанная из сплава ASTM F-15, покрывается таким же способом и припаивается к корпусу со сплавом 80% Au-20% Sn, и обычно в печи с атмосферой азота.
Менее дорогостоящий, но также и менее надежный метод герметизации заключается в использовании стекла с низкой температурой плавления для герметизации керамической крышки непосредственно на керамической упаковке.Это позволяет полностью избежать использования золота, что значительно снижает стоимость материала. Стеклу требуется температура около 400 ° C для герметизации, в отличие от припоя Au – Sn около 300 ° C. Стеклянное уплотнение в некоторой степени подвержено механическим и термическим нагрузкам, особенно на границе раздела между стеклом и упаковкой.
У этих двух методов есть общая проблема; трудно снять крышку для ремонта, не сделав упаковку непригодной для дальнейшего запечатывания. Альтернативный подход, имеющий все более широкое применение, — это припаять кольцо из сплава ASTM F-15, которое было покрыто никелем и золотом, как описано выше, на уплотняемую поверхность керамического корпуса.Тогда можно использовать сварку параллельными швами с присущими ей преимуществами для ремонта. Этот подход также часто используется для керамических многослойных корпусов, предназначенных для многокристальной упаковки.
5.3 Подходы к негерметичной упаковке
Термин «негерметичная упаковка» охватывает ряд конфигураций и материалов, все из которых в конечном итоге допускают проникновение влаги и / или других загрязняющих веществ в элементы схемы. Большинство технологий включают инкапсуляцию одним или несколькими полимерными материалами, наиболее распространенными из которых являются методы формования и псевдоожиженного слоя.
В технологиях литья под давлением и литья под давлением используются термопластичные полимеры, такие как акрил или стирол, для покрытия цепи. При трансферном формовании материал нагревается и переносится под давлением в закрытую форму, в которую помещен контур. С другой стороны, материал нагревается в резервуаре и нагнетается в форму под действием поршня при литье под давлением.
В технологии псевдоожиженного слоя используется эпоксидный порошок, который постоянно перемешивается потоком воздуха.Покрываемая цепь нагревается до температуры выше точки плавления эпоксидной смолы и помещается в эпоксидный порошок. Эпоксидная смола плавится и прилипает к цепи, а ее толщина регулируется временем и температурой предварительного нагрева.
Оба метода используются для инкапсуляции гибридов и индивидуальных устройств и подходят для массового производства. Весь процесс может быть выполнен по цене всего несколько центов за контур. Покрытия механически достаточно прочны. Эти покрытия также устойчивы ко многим химическим веществам и имеют гладкую твердую поверхность, подходящую для маркировки.
Какие позиции для сварки труб 1G, 2G, 5G и 6G?
Узнайте больше о 4 типах сварочных позиций, на выполнение которых сварщики могут быть сертифицированы.
Введение
Специалисты по неразрушающему контролю Magnum сталкиваются с несколькими уникальными сварочными позициями при выполнении неразрушающего контроля. В неподготовленных руках сварка может представлять угрозу безопасности. Вот почему профессиональные организации по стандартизации, такие как ASME, AWS, ISO, JWES, создают правила и классификации для сварочных позиций.Сварщики должны быть аттестованы в каждой должности, чтобы выполнять эти типы сварных швов. Позиции сварки труб можно разделить на 4 группы: 1G, 2G, 5G и 6G.
1G Позиция
В положении сварки 1G труба находится в горизонтальном положении и может вращаться по горизонтальной оси (X). Положение сварщика остается неподвижным. Сварка выполняется поверх трубы. Это самая основная сварочная позиция, которую можно выполнять.
2G Позиция
В положении сварки 2G труба находится в вертикальном положении и может вращаться по вертикальной оси (Y).Положение сварщика остается неподвижным. Сварка выполняется сбоку от трубы в горизонтальном направлении.
5G Позиция
В положении сварки 5G труба находится в горизонтальном положении. В отличие от положения 1G, труба находится в фиксированном положении и не может вращаться. Сварщик перемещается по трубе в вертикальном направлении для выполнения сварки.
6G Позиция
В положении сварки 6G труба наклонена под углом примерно 45 ° от горизонтальной оси (X) или 45 ° от вертикальной оси (Y).Труба находится в фиксированном положении, поэтому сварщик должен перемещаться по трубе для выполнения сварки. Это современная сварочная позиция, требующая большого опыта и технических знаний.
Уровни опыта
Мастерство сварщика в каждой сварочной позиции выступает в качестве сертификата, который дает ему право выполнять больше видов сварочных работ. Другими словами, освоение каждой должности повышает квалификацию сварщика. Например, если сварщик имеет квалификацию только 1G, он не может проводить сварку на более продвинутых должностях, таких как 2G, 5G или 6G.Если сварщик получил квалификацию позиции 6G, ему или ей разрешается выполнять сварку в положениях 1G, 2G и 5G. Эти стандарты должны соблюдаться для обеспечения безопасности производственной среды.
Сварные соединения
Для получения информации о сварных соединениях просмотрите эту полезную инфографику.
Подпишитесь на нашу рассылку новостей и никогда не пропустите новые сообщения
Спасибо, что обратились к нам.
Мы свяжемся с вами в ближайшее время.
К сожалению, при отправке вашего сообщения произошла ошибка.
Повторите попытку позже.
видео шлифовальный станок для кольцевых швов
круглая труба — шлифование сварных швов
3 сен, 2015 Продукция доступна на производственной компании GeBrax, Германия. За дополнительную информацию см. на сайте www.gebrax-abrasives.com.
Получить ценуГидравлический домкрат — Wincoo Engineering Co., Ltd. — стр. 1.
Станок для строжки и шлифования сварных швов · Линия по производству сосудов высокого давления Видео.Быстрый просмотр · Гидравлическая система подъема цистерны. Цена FOB для Справки: US
Получить ценуОбработка прихваточного шва на листовом металле — шлифовка / полировка
13 мая 2016 г. Первый этап: LWG12; UWG 10-R; UWK 10-R; KFS 125 CE II VA; K36 — K120 Предварительно шлифование Вторая ступень: UWG 10-R; UWK 10-R; ТЗС 115; A100
Получить ценуCLF75 Станок для шлифования толстых листов и сварных швов
29 февраля 2012 г. Ленточно-шлифовальный станок CLF75 — решение для отделки и полировки больших металлические листы на полу.Когда из-за больших размеров
Получить ценуСтанок для резки и шлифования сварных швов — Wincoo Engineering
Китай Станок для строжки и шлифования сварных швов alog of Automatic Машина для сварки кольцевых швов с кольцевым швом · Автоматическая Машина для сварки вертикальных швов Automatic Circumferential Seam Gouge / Шлифовальный станок Автоматическая машина для строжки / шлифования швов. Мин. Заказ: 1 компл. Видео.
Получить ценуОбработка прихваточного шва на листовом металле — шлифовка / полировка
13 мая 2016 г. Первый этап: LWG12; UWG 10-R; UWK 10-R; KFS 125 CE II VA; K36 — K120 Предварительно шлифование Вторая ступень: UWG 10-R; UWK 10-R; ТЗС 115; A100
Получить ценуУдаление сварных швов угловой шлифовальной машиной
22 ноября 2010 г. Узнайте, как специальный откидной диск FEIN предотвращает повреждение прилегающих поверхностей. дорогая переделка.Щелкните здесь для получения дополнительной информации
Получить ценуCLF75 Станок для шлифования толстых листов и сварных швов
29 февраля 2012 г. Ленточно-шлифовальный станок CLF75 — решение для отделки и полировки больших металлические листы на полу. Когда из-за больших размеров
Получить ценутруба круглая — шлифование сварного шва
3 сен, 2015 Продукция доступна на производственной компании GeBrax, Германия. За дополнительную информацию см. на сайте www.gebrax-abrasives.com.
Получить ценуАвтоматическая машина для сварки кольцевых швов — Купить сварку резервуаров
Автоматическая машина для сварки кольцевых швов, полная информация об автомате Аппарат для сварки кольцевых швов, аппарат для сварки резервуаров • Шлифовальный станок для кольцевых швов.
Получить ценуУдаление сварных швов угловой шлифовальной машиной
22 ноября 2010 г. Узнайте, как специальный откидной диск FEIN предотвращает повреждение прилегающих поверхностей. дорогая переделка. Щелкните здесь для получения дополнительной информации
Получить ценуГидравлический домкрат — Wincoo Engineering Co., ООО — стр. 1.
Станок для строжки и шлифования сварных швов · Линия по производству сосудов высокого давления Видео. Быстрый просмотр · Гидравлическая система подъема цистерны. Цена FOB для Справки: US
Получить ценуСтанок для резки и шлифования сварных швов — Wincoo Engineering
Китай Станок для строжки и шлифования сварных швов alog of Automatic Машина для сварки кольцевых швов с кольцевым швом · Автоматическая Машина для сварки вертикальных швов Automatic Circumferential Seam Gouge / Шлифовальный станок Автоматическая машина для строжки / шлифования швов.