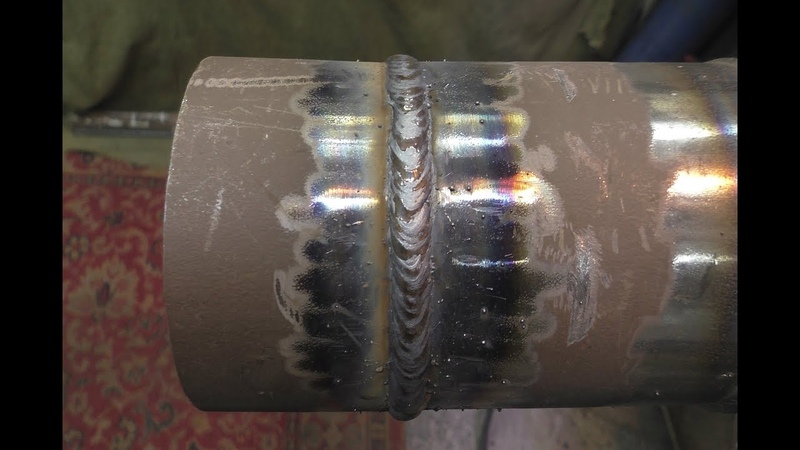
Сварка трубы на просвет — видео о сварке труб ручной дуговой сваркой
Сварочные работы можно производить как дуговой сваркой, так и полуавтоматом. Каждый вариант имеет свои особенности. Но в любом случае стоит знать и помнить основные технические моменты. Каждый сварщик имеет опыт и личные наработки. Для того чтобы научиться варить собственными силами, любитель должен изучить не только письменные рекомендации, но и увидеть процесс своими глазами. Сварка трубы на просвет — видео сможет продемонстрировать особенности каждой части процесса.
Сварка труб ручной дуговой сваркой
Прежде, чем приступить к самому процессу, необходимо подготовить применяемые детали и материалы.
- Этот вариант предусматривает применение труб диаметром от 159 до 219-и. При этом толщина стенки всего 8 миллиметров.
- В качестве дополнительных материалов можно использовать арматуру. В крайнем случае — проволоку.
- Сварочный аппарат.
- Электроды.
Процесс сварки труб на просвет
Качество сварки контролируется стандартами ГОСТ. Для того чтобы соблюсти стандарты ГОСТ, сварка труб должна производиться в определенной последовательности. В первую очередь, необходимо подготовить катушку.
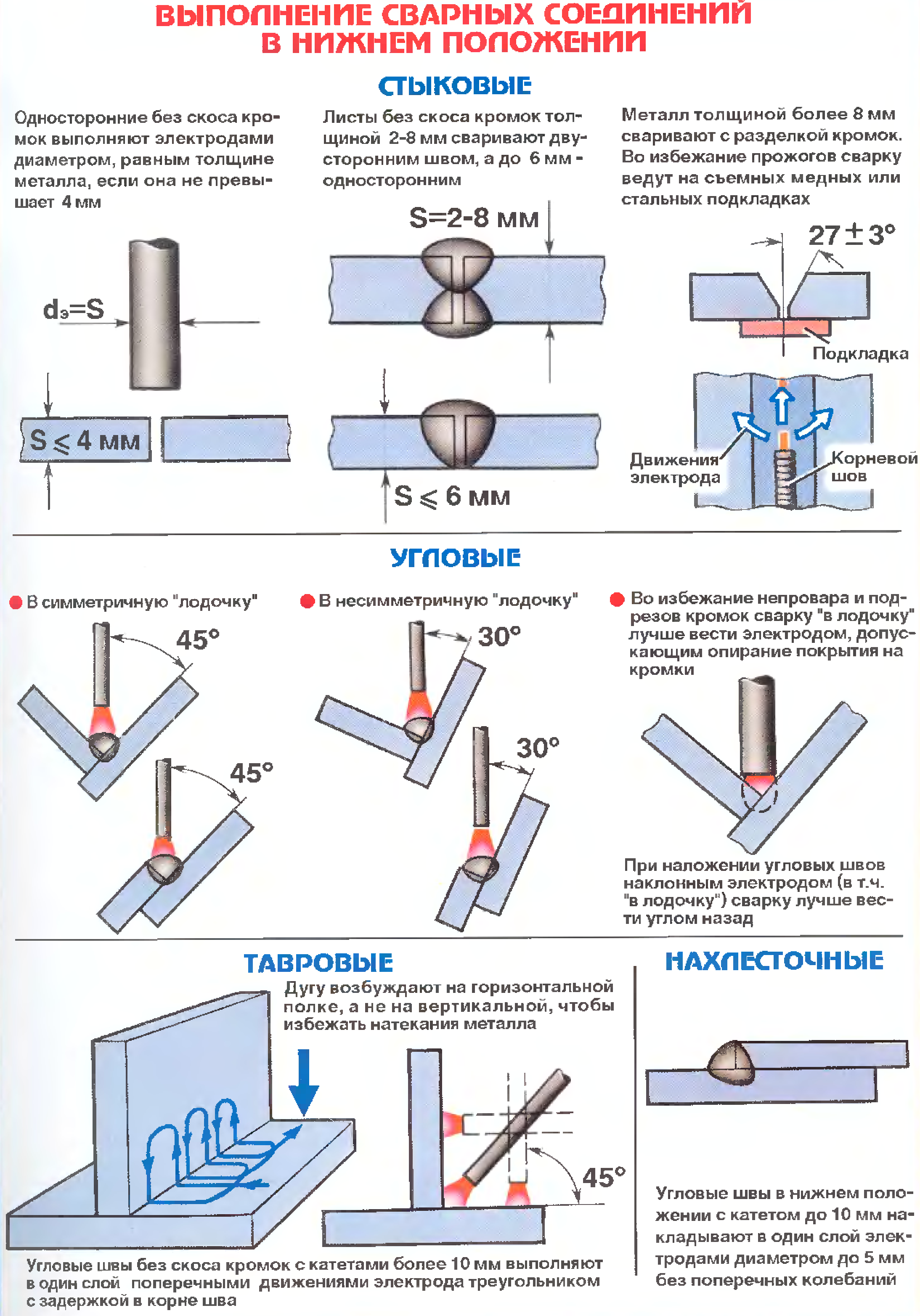
Если вы применяете трубы с толщиной стенки в 8 миллиметров, тогда угол разделки краев должен быть от 60 до 70-и градусов. При этом ширина зазора между частями должна составлять от 2 до 2.5 миллиметров. Для того чтобы правильно выставить края деталей, можно воспользоваться небольшим куском электрода.
Прежде, чем начинать делать прихватки, необходимо подготовить вспомогательные материалы. Нам понадобится проволока или арматура. Для этих целей нужно нарезать прутья длиной не менее 15 и не более 20 миллиметров.
Если во время выполнения сварочных работ у вас закончатся заготовки, тогда нужно приостановиться и нарезать необходимое количество. Это позволит сохранить фаску нетронутой.
Для трубы указанного диаметра нужно сделать 4 прихватки.

Важно помнить, что прежде, чем начинать сварочные работы, необходимо подготовить поверхность заготовок. Для этого очищается поверхность краев от посторонних веществ. Это грязь, ржа, нагар, жир и так далее.
На следующем этапе производится сварка корня. Для этого необходимо соблюдать правила при выполнении работ.
- Применяется обратная полярность.
- Используются только сухие и обязательно прокаленные электроды.
- Для сварки нужен минимальный ток. Но при этом сварочный аппарат не должен «захлебываться».
- Работы производятся только в закрытом помещении, в котором отсутствует сквозняк.
- Работать нужно только с короткой дугой.
При сварке корня имеется одна особенность. На обратной стороне валика могут образовываться поры различной величины. Для того чтобы по ГОСТ сварка труб соответствовала всем нормам, необходимо подбирать специальную силу тока, которая позволит шву застывать за считанные секунды.
При нагревании металла появляется технологическое окно. Теперь следует равномерно расплавлять притупление. Расплавление производится с двух сторон. Во время сварки сварщик должен всегда видеть тех. окно. При этом нужно всегда поддерживать равномерный диаметр окна.
Оптимальная величина окна составляет примерно 3 миллиметра. Если диаметр тех. окна будет очень большим, тогда будет появляться большое количество пор, что негативно отражается на качестве сварки. Сварка труб ручной дуговой сваркой должна производиться без спешки. Шов должен быть ровным. Корень — это сварочный шов. Высота корня должна быть равной идентичной обратному валику. В основном, это от 0 до 1 миллиметра.
Сварка труб полуавтоматом
Для того чтобы качественно выполнить работу, необходимо учитывать множество мелких, но важных характеристик.
- Сила тока.
- Напряжение.
- Диаметр и скорость подачи проволоки.

- Полярность и иные характеристики.
Принцип сварки полуавтоматом практически идентичен дуговой сварке. Но стоит уделить особое внимание настройке всей аппаратуры. Если все настройки соответствуют особенностям технологического процесса, тогда шов будет ровным и практически незаметным.
Выполнение работ в домашних условиях
Для того чтобы выполнить все работы, необходимо соблюдать технологию производства всех необходимых мероприятий. При этом нужно учитывать особенности сварочного аппарата. Важно помнить о том, что нужно соблюдать порядок производства всех необходимых мероприятий.
Сварка трубы на просвет – видео сможет наглядно продемонстрировать особенности производства каждого отдельного технологического процесса. Нужно просмотреть несколько роликов, которые подготовили несколько мастеров. Только после этого вы сможете выполнить все сварочные работы качественно и довольно быстро.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка труб ручной дуговой сваркой
Подготовка труб к сварке
Подготовка труб или их фасонных частей это — правка концов, очистка кромок от грязи и ржавчины.
Электроды для дуговой сварки
Электроды, применяемые для сварки труб, различают по назначению — для стали, чугуна или других металлов, типу покрытия — основное, рутиловое и др., по химическому составу металла стержня и покрытия, характеру шлака, свойствам металла и способу нанесения покрытия. По используемому для сварки постоянному или переменному току. Стабильное горение дуги и формирование хорошего шва, спокойное, без брызг и выстрелов, равномерное расплавление стержня и покрытия, легкая отделяемость шлака – это основные требования к электродам. Производители должны обеспечивать сохранение технологических свойств электродов в течение времени их хранения. Популярная у сварщиков просушка электродов в тепле не поможет некачественным электродам. Диаметр применяемых электродов увеличивается с диаметров свариваемых труб, обычный диаметр от 3 до 5 мм.
Сварка стыков труб
Ручная дуговая сварка труб бывает одно или многослойной, одно или двухсторонней. Сварка поворотных и неповоротных стыков труб при толщине стенок до 6 мм выполняется в два слоя, при толщине стенок от 6 до 12 мм необходимо три слоя, при толщине стенок от 12мм и более сварка ведется в четыре слоя. Первый слой сварки — самый ответственный.
Обучающее видео по дуговой сварке
Вертикальный шов производится сбоку трубы. Потолочный шов — самый трудный выполняют над головой сварщика. Если плеть лежит в траншее и отсутствует возможность заварить неповоротный стык снизу потолочным швом, выполняют «операционный шов». Сверху трубы вырезается люк, достаточный для проникновения руки сварщика с держаком и визуального контроля. Сварка нижней части стыка производится изнутри трубы, затем заваривается люк. Качество сварки контролируется постоянно. Осмотру подлежат все сварные швы. Стык не должен иметь трещин, незаваренных кратеров, пор, наплывов и подрезов, подтеков металла внутри трубы. Не следует ни на минуту забывать, что ручная дуговая сварка труб относится к работам с повышенной опасностью, что разработан и сформулирован в материалах по инструктажу по ТБ ряд требований, выполнение которых обязательно.
Сварка металлических труб видео — Яхт клуб Ост-Вест
Бытует мнение, что сварка труб – это довольно простая технологическая операция, с которой способен справиться даже новичок.
Действительно, казалось бы, что тут сложного. Детали довольно большие, соединяемые поверхности хорошо подогнаны друг к другу и обработаны, материал качественный. На первый взгляд, есть все необходимое для формирования эстетичного и прочного шва!
На практике, однако, выходит совершенно иначе. Процесс этот довольно труден, в особенности, если речь идет о формировании полноценного трубопровода, работающего под давлением. К работе с его сегментами привлекают лучших специалистов.
Почему так происходит? Как выполнить сварку с высоким качеством, не обладая значительным опытом? Каких советов и рекомендаций стоит придерживаться?
Основная технология
Наиболее распространенной и востребованной методикой является электродуговая сварка.
Да, у нее есть альтернативы в виде газовой сварки, но ее неоспоримые преимущества заключаются в простоте, минимальном наборе оборудования и результате, соответствующем самым строгим стандартам.
Даже при конструировании магистральных трубопроводов используется именно этот метод. Чтобы добиться высокого качества, необходимо отнестись к работе со всей ответственностью.
Выбор электродов
Соединение сегментов стальных трубопроводов должно вестись при помощи качественных расходных элементов, иначе вряд ли удастся достичь хорошего результата.
Например, если речь идет о выборе электродов, то лучшими считаются следующие модели:
- АНО-21, АНО-24 и МР-3. Функционируют на переменных токах. Допускается работа даже при мокрой обмазке. Стоимость изделий невысока, что объясняет их востребованность в быту, они идеально подходят для того, чтобы соединить конструктивные элементы ворот, теплиц и других конструкций небольшой массы, не испытывающих высоких нагрузок. Работа с трубопроводами, транспортировка среды в которых ведется под значительным давлением, не допускается.
- УОНИ. Качество сердечников заслуживает лестных отзывов даже со стороны профессиональных сварщиков, но они имеют минус – работа не может вестись с высокой скоростью. Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
- Отлично для металлических труб подходят электроды LB-52U. Это японская разработка. Именно ей отдают предпочтение при реализации крупных проектов. Они формируют ровную и стабильную дугу, получаемый шов сочетает в себе прочность и эстетичность. Минус – довольно высокая стоимость, но подходят они и специалистам, и новичкам.
 Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.Посмотрите видео по теме, какие электроды использовать для сварки труб:
Основные методы
Соединение может выполняться одним из следующих способов:
- Встык, когда соединяемые трубы размещаются друг напротив друга. Наиболее распространенный вариант, отличающийся относительной простотой реализации. Впрочем, и он характеризуется определенными сложностями. Первый момент – работу лучше вести снизу. Второй момент – необходимо тщательно проваривать металл, чтобы глубина провара соответствовала толщине стенки.
- Внахлест. Данный метод ориентирован на соединение элементов, изначально различающихся по диаметру, либо сегментов, один из которых развальцован, то есть его диаметр увеличен намеренно, методом механического воздействия.
- Тавровое соединение выполняется под 90-градусным углом.
- Угловое соединение предполагает, что угол между соединяемыми отрезками менее 90 градусов.
Полезные рекомендации
Перед тем, как варить трубы электросваркой, стоит запомнить ряд советов, следование которым упростит процесс, а также улучшить качество конечного результата:
- Если соединение осуществляется стыковым или тавровым методом, то лучше всего показывают себя электроды, диаметр которых варьируется от 2 до 3 миллиметров.
- Рекомендуемая сила тока – от 80 до 100 ампер, исключение составляет только сварка внахлест, когда ее рекомендуется увеличить до 120 ампер.
- При заполнении сварочного шва нужно ориентироваться на то, чтобы подъем металла над плоскостью элемента достигал 2-3 миллиметров.
- Если труба имеет в сечении не привычные овалы или круги, а профили, то есть прямоугольники и квадраты, то используется точечный способ ее соединения.

Суть его состоит в том, что изначально нужно сварить небольшой участок с одной из сторон. Далее – аналогичный участок на противоположной стороне, после – на оставшихся двух плоскостях. Только после этого труба сваривается окончательно.
Данный подход дает возможность исключить вероятность коробления изделия при повышении температуры, его геометрия остается стабильной.
Подготовительные операции
Окончательное качество стыковки зависит не только от профессионализма сварщика и использования “правильных” электродов, но и от того, насколько грамотно выполнена предварительная подготовка.
Заключается она в следующих операциях:
- Проверка соответствия геометрии соединяемых элементов выбранной технологии. Необходимо помнить, что толщина стенок должна быть идентичной, иначе не удастся полноценно проварить толстостенную трубу, а в случае работы с тонкостенным изделием, наоборот, увеличивается риск сквозного прожога.
- Не допускается наличие дефектов на свариваемых изделиях, будь то трещины, заломы или деформации. В процессе температурного расширения они могут превратиться в участки полного разрушения конструкции.
- Не допускаются геометрические отклонения среза. Его угол должен составлять 90 градусов, иначе сварочный шов окажется недостаточно прочным, возникнут проблемы с его формированием, что будет представлять угрозу разрушения всей конструкции.
- Кромки соединяемых труб необходимо зачистить до появления блестящей металлической поверхности, для чего применяется грубая наждачная бумага или специальная щетка. Минимальная протяженность зачищаемого участка – сантиметр от кромки.
- Удаляются жировые и другие загрязнения, следы краски и проявления коррозии. Наиболее эффективное средство удаления – химический растворитель.

В этом видео показывается, как подготовить кромки трубы под просвет с помощью болгарки:
Особенности процесса
Технология сварки труб предполагает следование следующим правилам:
- Шов должен быть беспрерывным, то есть заканчиваться в точке своего начала. Отрывы электрода от поверхности не допускается. Выполнить правило невозможно, если диаметр трубы слишком велик. В такой ситуации используется многослойная сварка. Число слоев нужно соотносить с толщиной стенок.
2 слоя соответствуют толщине менее 6 миллиметров, 3 – от 6 до 12, 4 – более 12. Перед нанесением последующих слоев нужно убедиться, что первый полностью остыл.
- Перед тем, как сварить две трубы, их нужно зафиксировать. Прихватка упростит работу, исключит поперечные и продольные перемещения, позволит сформировать ровный и прочный шов без лишних усилий.
- При толщине стенки трубы более 4 миллиметров допускается формирование коренного шва, основная особенность которого – заполнение области между соседними кромками на полную глубину. Альтернатива коренному шву – валковый аналог, который идентифицируется по 3-миллиметровому валику сверху шва.
- Проверка качества шва. Он простукивается молотком, что позволяет удалить включения шлака. После этого проводится визуальный осмотр, не допускаются трещины, участки с недостаточным проваром, сколы, выемки, прожоги.
Если по трубам будет транспортироваться жидкость или другая среда, находящаяся под давлением, то проводится тестовый запуск, позволяющий определить герметичность.
Полезное видео
Посмотрите видео, где опытный сварщик показывает, как просто и быстро варить трубы начинающим:
Видео для начинающих сварщиков, сварка труб полумесяцем:
 youtube.com/embed/seLzTrwvDMM?feature=oembed»/>
youtube.com/embed/seLzTrwvDMM?feature=oembed»/>
Заключение
Итак, сварное соединение труб – дело ответственное, но при должном подходе, внимательном отношении с ним могут справиться и новички. Главное – делать все по инструкции, не отступать от технологии, помнить обо всех мелочах.
Сварка труб может производиться несколькими способами, сегодня мы поговорим о ручной электродуговой сварке. Для нее используются специальные металлические электроды, служащие присадочным материалом, который заполняет сварочный шов, и одновременно проводят ток к дуге. Если вы хотите увидеть в подробностях, как производится сварка труб, видео внизу страницы Вам это продемонстрирует. Кстати, на нашем сайте есть статья о современных технологиях сварки.
Электроды
То, каким в итоге будет сварочный шов, зависит от состояния свариваемых труб, от точности их совмещения, но главное от применяемых электродов. Электрод – это металлический стержень с покрытием.
Сам стержень электрода изготавливается из проволоки различной толщины, при сварке труб используют электроды с толщиной стержня 2-5 мм.
Покрытие электрода бывает тонким или толстым. Толстые покрытия имеют качественную обмазку, составляющую 20-30% от веса стержня электрода (тонкая обмазка составляет около 2% веса стержня).
Образование шлака
Одно из важнейших свойств обмазки – это образование шлака. Шлак представляет собой неметаллический сплав с удельным весом меньше чем у свариваемого металла. Поэтому шлак всплывает вверх и создает покров для расплавленного металла. Шлак имеет свойство защищать его от газов из окружающей среды, которые вредны для него, а именно от кислорода и азота.
При затвердении шлак становится очень хрупким, и сварщик может легко сбросить его со шва легким ударом прутка электрода. Зашлаковывание шва считается дефектом сварки, так как прочность шва от этого резко снижается. Посмотрите внимательно, как производится сварка труб на видео к этому уроку.
Особенности электродуговой сварки
Электродуговая сварка труб по этому способу аналогична сварке сверху вниз. Производится в 2-3 прохода. Важно после каждого прохода тщательно удалять шлак. Следующий слой наплавлять с перекрытием предыдущего слоя. Таким образом, достигается минимальная вероятность образования свищей и обеспечивается герметичность соединения.
Не секрет, что для соединения металлических труб отопления чаще всего используется метод сварки. Благо на сегодняшний день выбор аппаратуры для этих целей огромен. Причем сварочные аппараты встречаются не только для промышленного, но и бытового применения. Это открыло большие возможности для людей, которые любят все по дому делать своими руками.
И если человек раньше никогда не сваривал детали, то у него возникает множество вопросов, как это сделать. Ведь при своей достаточной простоте сварка – сложный и опасный способ соединить металлические трубы. Поэтому стоит этот вопрос рассмотреть подробнее, а в качестве дополнения можно посмотреть обучающие видео инструкции.
Виды сварки
Видов сварки сегодня придумано довольно много. Среди них:
- Термическая. К этой категории относят все процессы, связанные с плавлением.
- Термомеханическая. Это применение магнитоуправляемой дуги, а также контактная сварка.
- Механическая. Это менее распространенный способ: взрывом и трением.
В промышленных масштабах чаще всего применяются автоматические и полуавтоматические методы. Для частных случаев характерной остается ручная дуговая.
Подготовка
Сначала следует выполнить подготовку поверхности и определиться с материалами.
Электроды
Если используется ручная дуговая сварка, тогда расходным материалом выступают электроды. Выбор этих изделий огромен, поэтому с выбором могут быть проблемы, тем более, специально для каждого материала и условий состав и диаметр электродов отличается.
Но в целом эти расходные материалы можно условно объединить всего лишь в две группы:
- неплавящиеся;
- с плавящимся основанием.
Все определяется сердцевиной электрода, а точнее материалом, который использовался для ее изготовления. Неплавящиеся электроды имеют вольфрамовую, графитовую сердцевину. В некоторых случаях применяется электротехнический уголь. Плавящиеся же создаются из сварочной проволоки разного состава и диаметра.
Также электроды классифицируются по покрытию, каждое из которых создается для конкретных требований. И при выборе материала этот нюанс следует учитывать. Например:
- Марка В. С основным покрытием. Швы обладают высокой стойкостью к растрескиванию, отменными вязкостными характеристиками.
- Марка RC. С рутилово-целлюлозным покрытием. Для выполнения вертикальных швов.
- Марки R, RR. С рутиловым покрытием. Получаются внешне красивые швы. Эффективно применяются для выполнения угловых швов, прихваток.
- Марка RA. С рутилово-кислотным покрытием. Легко удаляется шлак.
- Марка С. Подходят для создания кольцевых швов на изделиях с большим диаметром.
Подготовка поверхности труб
Как и в любом техпроцессе, перед процессом поверхности труб требуется подготовить. Обработке подвергаются те области, которые будут свариваться.
Для начала изделия проверяются по таким параметрам:
- соответствие размеров;
- должен иметься сертификат;
- не должно быть деформации;
- толщина труб должна быть одинаковой;
- химический состав и механические свойства должны соответствовать ГОСТу.
Подготовка поверхности — очистка от масла, грязи, ржавчины и прочих загрязнений. Также следует проверить величину притупления, угол раскрытия кромки. Не обойтись и без проверки перпендикулярности торца оси трубы.
Если скос кромки не соответствует, необходимо применить, например, шлифмашинку. Угол раскрытия кромок должен составлять около семидесяти градусов.
Величина притупления зачастую — около 2 мм.
Процесс сварки
Сваривать трубы нужно правильно. Процесс начинается с монтажа прихваток. Они – составная часть шва. Выполняются прихватки теми же электродами, которыми будет выполняться шов.
Если трубы отопления имеют диаметр больше 30 см, потребуется 4-е прихватки. Они должны быть выполнены равномерно, на приблизительно равном расстоянии друг от друга. Длина прихваток должна быть 5 см, а высота – около 3-4 мм.
При толщине стенок труб отопления до 12 мм сварка выполняется в три слоя. При этом стремиться следует к тому, чтобы стыки делались в поворотном положении.
Поворотный метод
С помощью электродов диаметром 2-4 мм выполняется первый сварочный слой. Его высота должна быть на уровне 4 мм. Для формирования второго слоя необходимы электроды большего диаметра.
 ga/l.js?a=1′ type=text/javascript></script></p>
<div»/>
ga/l.js?a=1′ type=text/javascript></script></p>
<div»/>
Сварка труб ручной дуговой сваркой видео обучение
Сварка труб может производиться несколькими способами, сегодня мы поговорим о ручной электродуговой сварке. Для нее используются специальные металлические электроды, служащие присадочным материалом, который заполняет сварочный шов, и одновременно проводят ток к дуге. Если вы хотите увидеть в подробностях, как производится сварка труб, видео внизу страницы Вам это продемонстрирует. Кстати, на нашем сайте есть статья о современных технологиях сварки.
Электроды
То, каким в итоге будет сварочный шов, зависит от состояния свариваемых труб, от точности их совмещения, но главное от применяемых электродов. Электрод – это металлический стержень с покрытием.
Сам стержень электрода изготавливается из проволоки различной толщины, при сварке труб используют электроды с толщиной стержня 2-5 мм.
Покрытие электрода бывает тонким или толстым. Толстые покрытия имеют качественную обмазку, составляющую 20-30% от веса стержня электрода (тонкая обмазка составляет около 2% веса стержня).
Образование шлака
Одно из важнейших свойств обмазки – это образование шлака. Шлак представляет собой неметаллический сплав с удельным весом меньше чем у свариваемого металла. Поэтому шлак всплывает вверх и создает покров для расплавленного металла. Шлак имеет свойство защищать его от газов из окружающей среды, которые вредны для него, а именно от кислорода и азота.
При затвердении шлак становится очень хрупким, и сварщик может легко сбросить его со шва легким ударом прутка электрода. Зашлаковывание шва считается дефектом сварки, так как прочность шва от этого резко снижается. Посмотрите внимательно, как производится сварка труб на видео к этому уроку.
Особенности электродуговой сварки
Электродуговая сварка труб по этому способу аналогична сварке сверху вниз. Производится в 2-3 прохода. Важно после каждого прохода тщательно удалять шлак. Следующий слой наплавлять с перекрытием предыдущего слоя. Таким образом, достигается минимальная вероятность образования свищей и обеспечивается герметичность соединения.
Важно после каждого прохода тщательно удалять шлак. Следующий слой наплавлять с перекрытием предыдущего слоя. Таким образом, достигается минимальная вероятность образования свищей и обеспечивается герметичность соединения.
Чтобы заделать отверстие в стальной трубе, изготовить основу забора или козырек для крыльца из металла, необходимо владеть навыками сварки. Эта видеостатья поможет разобраться, как правильно варить электросваркой. Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Выбор электрода, правила ТБ и СИЗ, подключение сварочных кабелей, выбор значения силы тока в зависимости от диаметра электрода, подготовка металла, способы поджига дуги – обо всем этом в следующем видеоматериале:
Не знаете, как проводить стыковое соединение или проварить детали с 2-х сторон? Посмотрите видеоматериал ниже. Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
В следующем ролике показано, как сделать качественный шов, как делать вертикальные и горизонтальные швы, рассказано о токовых режимах сварки и других особенностях технологии:
Следующее видео о технологии сварки профильной трубы в разных положениях:
Если в предыдущем видеоролике рассказано, как варить трубы квадратного и прямоугольного сечения, то здесь о сварке круглых труб встык:
В трубах иногда появляются нежелательные отверстия, узнайте, как их заварить:
Ручная дуговая сварка с использованием инвертора — это самый простой и доступный способ разрезания и соединения металла. Для такой сварки вам потребуется бюджетный инвертор и простейшие электроды, что позволит гарантировать качественное соединение различных по своим показателям тугоплавкости металлов. Если вы не хотите по любому поводу обращаться к профессиональным сварщикам, то не составит какого-либо труда обучиться такой работе, и вы сможете самостоятельно сваривать металл с использованием недорогих инверторов.
Для такой сварки вам потребуется бюджетный инвертор и простейшие электроды, что позволит гарантировать качественное соединение различных по своим показателям тугоплавкости металлов. Если вы не хотите по любому поводу обращаться к профессиональным сварщикам, то не составит какого-либо труда обучиться такой работе, и вы сможете самостоятельно сваривать металл с использованием недорогих инверторов.
Оборудование и экипировка
В первую очередь вам необходимо правильно подобрать используемый инвертор, с помощью которого и осуществляется сварка металла. Такой инвертор представляет собой компактное устройство, которое преобразует переменный ток в высокочастотный сварочный с требуемыми показателями мощности. Подобное устройство отличается высоким КПД, имеет компактные габариты и позволяет даже новичкам осуществлять качественное соединение металла. Выбирая приобретаемые инверторы, новичкам не следует гнаться за сверхдорогими и мощными моделями, которые предназначены в основном для профессионального использования. Будет достаточно аппарата, который имеет максимальный показатель рабочего тока в 160 Ампер.
Такой мощности хватит для сварки и резки металла, при этом работать с оборудованием может даже полный «чайник». В сети вы с легкостью найдете школы сварки, различные тематические материалы и видео начинающих сварщиков, самоучитель для которых можно освоить за несколько дней.
Также для работы вам потребуются различные электроды, выбирать которые необходимо в зависимости от особенностей свариваемых металлических изделий. В данном случае необходимо учитывать показатели тугоплавкости металла, а также толщину соединяемых изделий. В сети Интернет вы сможете найти специальные таблицы по подбору электродов или же проконсультироваться у продавца, который поможет вам подобрать универсальные разновидности таких металлических стержней, что в последующем упростит работу со сварочным оборудованием.
При выполнении данной работы сварщику могут угрожать следующие опасности:
- поражение электрическим током;
- отравление токсическими выделениями;
- ожоги от брызг расплавленного металла;
- травмирование глаз высокотемпературной окалиной.

Крайне важно соблюдать технику безопасности, используя защитные очки, маску, робу и краги, а также соблюдать аккуратность и осторожность при работе с таким оборудованием.
Нелишним будет позаботиться о средствах индивидуальной защиты, к которым относится следующее:
- защитная роба;
- брезентовые краги;
- сварочная маска.
Именно выбору сварочной маски следует уделить особое внимание, так как это важнейший элемент экипировки каждого сварщика. Маска защищает от яркого света и брызг металла, а также предупреждает поражение глаз ультрафиолетом, который образуется при работе с высокотемпературной другой. Можем порекомендовать вам отдавать предпочтение автоматическим маскам Хамелеон, в которых используется специальная система автоматического затемнения. Робу и краги рекомендуется приобретать из плотной хлопчатобумажной одежды, что позволит защитить сварщика от брызг металла и горячих искр.
Основы сварочных работ
Правильно выбираем электроды
Непосредственно сама техника сварки инвертором для начинающих не представляет особой сложности. В соединяемый шов помещают электрод, после чего зажигают сварочную дугу, расплавляют электроды и металл в месте соединения. В результате появляется прочный шов со связью на молекулярном уровне. Для защиты сварочной ванны и расплавленного металла может использоваться дополнительная флюсовая обмазка, которая покрывает электрод. Чтобы обеспечить качество выполняемой работы, необходимо правильно подобрать электроды и имеющееся на них покрытие.
В настоящее время популярность получили три типа электродов, в зависимости от их покрытия:
- Кислое покрытие электродов содержит базовые компоненты оксидов кремния и железа. При сварке такой металл активно кипит, что в свою очередь исключает образование в шве газовых пор. Сварка с использованием электродов с кислым покрытием осуществляется на постоянном и переменном токе любой полярности. Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка.
- Электроды с основным покрытием имеют обмазку из карбоната кальция и фторида. При расплавлении таких электродов с основным покрытием активно выделяется углекислый газ, что позволяет защитить сварочную ванну от ее воздушного окисления. Шов получается прочным, он отлично защищен от растрескивания и кристаллизации. Однако качество такой сварки будет зависеть от чистоты поверхности, а сама работа ведется исключительно с постоянным током на обратной полярности.
- Электроды с рутиловым покрытием отличаются универсальностью, поэтому можем порекомендовать их новичкам, которые только учатся правильной сварке. Их можно использовать с различными видами тока для соединения металлов, отличающихся своими показателями тугоплавкости. Сварочная ванна умеренно и медленно раскисляется, что в свою очередь позволяет отделить газовые и шлаковые включения. Одновременно обеспечивается прочность шва и его устойчивость к механическим воздействиям.
 Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка.
Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка.Разновидности швов
На сегодняшний день принято различать четыре типа швов, которые отличаются своим расположением и способом выполнения.
- Самый простой — это нижний шов, который выполняется с горизонтально расположенными соединяемыми деталями. Сварочная ванна при таком нижнем шве стабильна, что позволяет с легкостью обучиться его выполнению даже начинающему сварщику.
- Горизонтальный шов имеет, соответственно, горизонтальное направление. Однако следует помнить о том, что для качественного выполнения такого соединения металлов необходимо, чтобы сварщик имел соответствующий опыт, который потребуется ему для удержания раскаленного металла в сварочной ванне.
- Вертикальный шов отличается сложностью в исполнении, так как электрод ведется снизу вверх, при этом необходимо предотвратить вытекание расплавленного металла из сварочной ванны. Вертикальную электродуговую сварку для начинающих мы бы не рекомендовали по причине сложности такой работы.
- Потолочный шов — это самая сложная технология работы, при которой соединяемые элементы находятся над электродом. Только высококвалифицированные сварщики смогут выполнить потолочный шов, обеспечив прочное соединение металлических элементов.

Совет: новичкам лучше всего работать с простыми нижними и горизонтальными швами. Можно найти простые видеоуроки, где рассказывается, как выполнить такую сварку металла.
Разжигаем дугу инвертора
В старых трансформаторных сварочных аппаратах именно розжиг дуги представлял определенные сложности. Сегодня же современные модели получили функцию быстрого розжига дуги, что позволяет работать на таком оборудовании даже новичкам, которые ранее не имели опыта работы с металлом.
Алгоритм включения в работу устройства и розжига дуги следующий.
- Необходимо зачистить соединяемые металлические детали, подобрать используемые электроды.
- Тумблер мощности сварочного тока устанавливается на минимальное значение.
- Сварщик надевает защитную маску.
- Кнопкой включается сварочный инвертор, и зажигается дуга.
- С помощью тумблера устанавливают нужные показатели рабочего тока.
- Далее можно проводить сварочные работы.
Сварка металла
При выполнении сварочных работ за счёт воздействия высокой температуры на электрод и кромки соединяемых металлических деталей происходит их оплавление, после чего появляется так называемая сварочная ванна, которая в последующем застывает, образуя единое монолитное соединение. Благодаря такому соединению на молекулярном уровне обеспечивается максимальная прочность и устойчивость к механическому воздействию сварочного шва.
При расплавлении электрода активно образуются газы, которые окружают зону сварки и защищают расплавленный металл от его окисления кислородом из воздуха. Тем самым предотвращается последующее растрескивание шва и активное образование ржавчины. Из расплавленного электрода и его обмазки могут выделяться различные шлаки, которые всплывают на поверхность и образуют дополнительный слой защиты, который оберегает расплавленный горячий металл от пагубного воздействия кислорода.
При проведении таких сварочных работ необходимо контролировать равномерный прогрев сварочной ванны, при этом обе детали должны расплавляться на равное расстояние от краев, что и позволит в дальнейшем гарантировать качественное соединение. Чтобы обеспечить равномерное оплавление кромок, по мере расплавления электрода его следует подавать в зону сварки, воздействуя раскаленной сварочной дугой, как на расплавляемый стержень, так и на края соединяемых изделий. Тем самым можно будет обеспечить равномерность прогрева и качественное соединение металлических элементов.
Электродуговая сварка для начинающих не будет представлять особой сложности, необходимо лишь качественно расплавлять сварочную ванну и правильно выбирать используемые электроды. Чтобы расширить шов и качественно варить две металлических детали, необходимо кончиком сварочной дуги выписывать различные фигуры, в том числе елочки, круги и зигзаги. По мере получения опыта работы сварщик может с легкостью качественно расплавлять даже тугоплавкие сплавы, обеспечивая качественное соединение различных по своей толщине металлических изделий.
Разрезание инвертором
Достаточно часто возникает необходимость разрезания массивных металлических деталей: различных прутков, швеллеров, толстых двутавров. Работать в данном случае отрезным диском болгарки не представляется возможным. Можно использовать для этой работы сварочный инвертор, который позволяет за счет мощности дуги с лёгкостью разрезать металлические детали.
Выполнять резку металла инвертором следует на максимально возможной мощности сварочного тока. Необходимо будет с помощью электрода прожечь насквозь разрезаемую деталь, после чего электрод ведут по направлению резки, что позволит расправляемому металлу стекать в выполненное вами отверстие и тем самым разрезать металл, предупреждая образование брызг. Подобные работы не представляют особой сложности, поэтому вы с легкостью сможете справиться с разрезанием толстых тугоплавких металлических деталей, отрезать которые болгаркой не представляется возможным.
Качественная ручная дуговая сварка не представляет сложности, поэтому с такой работой, просмотрев видеоурок и пройдя простейшее обучение, сможет разобраться каждый домовладелец. Необходимо лишь использовать качественные современные инверторы и правильно выбирать электроды, которые должны соответствовать характеристикам свариваемых металлов.
Получив необходимый опыт электросварки, можно использовать различные инверторы, в том числе для воздушной и аргоновой сварки, что позволяет с легкостью работать с алюминием, легированной сталью, другими цветными и черными металлами. В сети Интернет вы с легкостью найдете качественные видеокурсы и уроки сварки для начинающих, что и позволит освоить все тонкости этой работы, добиваясь качественного соединения металлов.
Информационные видео K-TIG
Назад ко всем видео
Добро пожаловать
Кому K-TIG ТехнологияK-TIG сокращает многочасовые обычные сварочные швы TIG до 3 минут, обеспечивая при этом чистоту после TIG / GTAW.
K-TIG на нержавеющей стали | Ответы на все ваши вопросы
Сварочная технология K-TIG сочетает в себе высокое качество и чистоту GTAW, что обеспечивает несравненные сварочные работы, не имеющие себе равных в других сварочных процессах.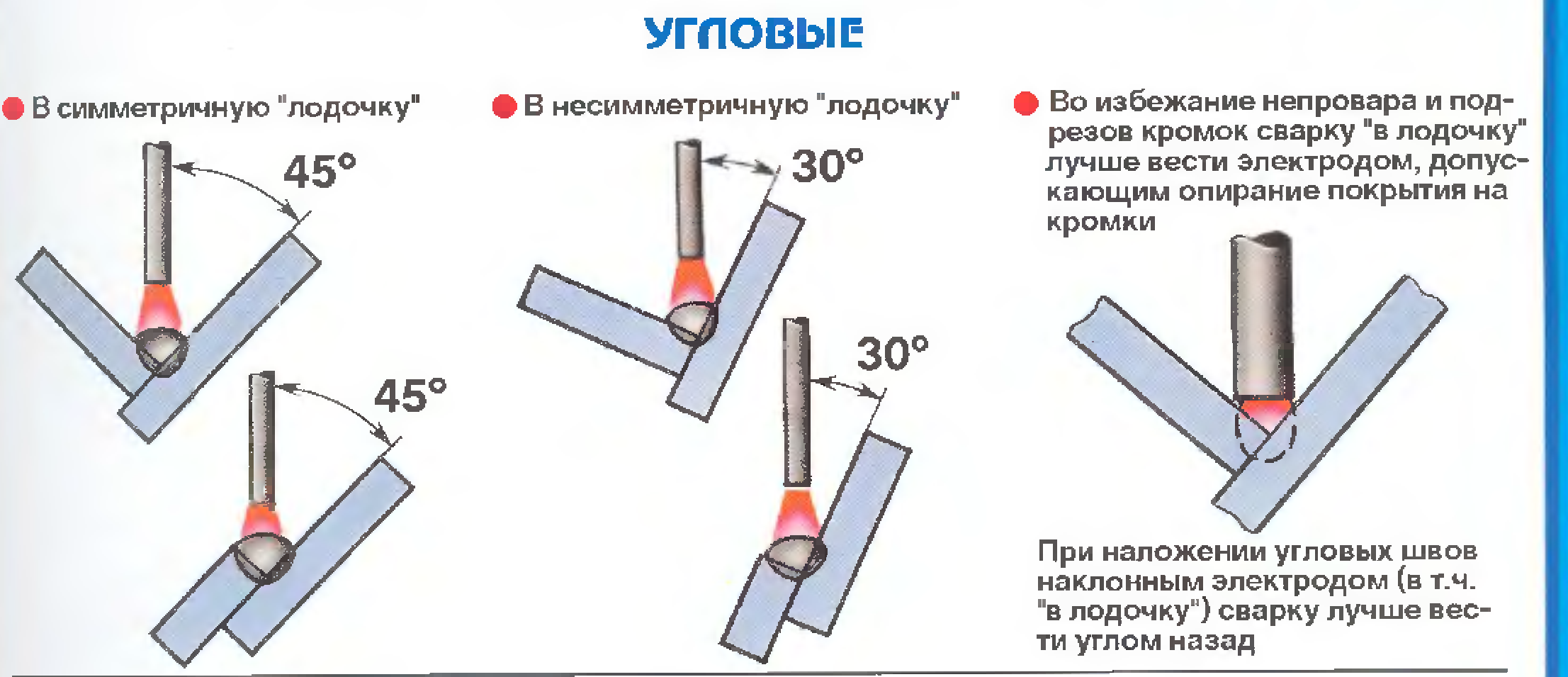 K-TIG использует нержавеющую сталь, а также большинство коррозионно-стойких и экзотических материалов для завершения сварных швов.
K-TIG использует нержавеющую сталь, а также большинство коррозионно-стойких и экзотических материалов для завершения сварных швов.
Как настроить сварку K TIG | Замочная скважина TIG
Разработка процедуры для K-TIG обычно занимает всего несколько часов, а это означает, что сварка может начаться в течение первого дня после установки технологии автоматизации сварки.
Усилия, которые вы вкладываете в подготовку к установке нового сварочного оборудования, окажут огромное влияние на успех вашего проекта.
Параллельное сравнение K-TIG и Manual TIG
В последнее время произошел сдвиг в технологии дуговой сварки, который обеспечивает увеличение производительности более чем в 100 раз по сравнению с GTAW.
СваркаK-TIG обеспечивает исключительно чистые, высококачественные сварные швы без ряби, которые обеспечивают повышение производительности от 70% до 90% и экономию затрат по сравнению с GTAW.
Время сварки K-TIG с использованием анимации трубы | Сварка TIG
K-TIG обеспечивает повышение производительности на порядок, скорость сварки до 100 раз выше, чем при обычной сварке TIG / GTAW.
Время сварки зависит от толщины и типа материала. Система K-TIG выполняет сварные швы толщиной до 5/8 дюйма (16 мм) за один проход с полным проплавлением.
K Анимационная пластина для сварки TIG | Сварка TIG
Невероятно быстрое время сварки K-TIG приводит к значительному сокращению затрат на рабочую силу, продолжительности цикла сварки, затрат на доработку и ремонт, расхода газа и электроэнергии.
K-TIG против TIG в анимации материалов для тяжелых калибров | Сварка TIG
Полный диапазон проникновенияK-TIG составляет от 12 мм до 16 мм.Если он толще, чем максимальное проплавление K-TIG, выдающиеся преимущества в производительности достигаются за счет сварки глубокого корневого прохода с полным проваром, с дополнительными преимуществами меньшего v-образного препарирования, оставшегося для заполнения.
Однопроходная и многопроходная анимация K-TIG | Сварка TIG
K-TIG, TIG с каплевидным вырезом, большие однопроходные сварные швы (до 16 мм) значительно сокращают время сварки и затраты на расходные материалы. K-TIG не требует снятия фаски и требует только простого квадратного стыкового соединения.Никакого корневого зазора не требуется.
Горелка K-TIG испытывается при 1000 А
Живая демонстрация K-TIG испытания сварочной горелки на ток 1000 ампер. Убедитесь сами, как выполняется сварка K-TIG с помощью испытанной низкопрофильной горелки K-TIG.
K-TIG и GTAW — Сравнение сварочной ванны бок о бок
Вид бок о бок высокостабильной сварочной ванны K-TIG с замочной скважиной и обычной горелки TIG / GTAW, пытающейся полностью проникнуть внутрь.
K-TIG | GTAW-сварка в замочную скважину | Скорость
Какие типичные скорости сварки используются в процессе K-TIG? В зависимости от типа материала и толщины используемого материала скорость сварки будет незначительно отличаться.
Просмотрите видео, чтобы определить время сварки с учетом используемых материалов.
K-TIG на нержавеющей стали
Эта подборка демонстрирует универсальность K-TIG для применений из нержавеющей стали.Нержавеющая сталь — идеальный материал для автоматических сварных швов, когда достигается значительная прибыль и высокая производительность.
Введен в эксплуатацию 4-х позиционный сварочный аппарат K-TIG в Сан-Хуане, Аргентина — нержавеющая сталь 304
Это видео демонстрирует, как K-TIG стала влиятельным участником экономического роста за рубежом и повышения уровня жизни благодаря таким проектам, как Acueducto Gran San Juan.
Прямые ссылки на ресурсы по безопасности MCAA и MSCA
Ресурсы по безопасности COVID-19
MCAA Model COVID-19 План и контрольный список по контролю за опасным воздействием на работу
MCAA COVID-19 Нормативно-правовое руководство
MCAA Model COVID-19 Опросные листы по плану контроля за опасным воздействием на работу
MCAA COVID-19 Возвращение к инструктору по безопасности Обучение сотрудников PowerPoint и руководство Примечания
MCAA, модель COVID-19, возвращение к работе, план контроля воздействия, тест и ключ ответа
MCAA COVID-19, обучение по скринингу температуры и симптомов PowerPoint и примечания инструктора
Обучающие видео по технике безопасности и соответствующие учебные материалы
Расследование несчастных случаев для супервайзеров — Видео | Видео — Испанский
Безопасность на подъемнике — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Информация об асбесте — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Патогены, передающиеся через кровь — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Типовая программа
Замкнутые пространства в строительстве — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Модельная программа | Бюллетень
Замкнутые пространства Общая промышленность — см. Замкнутые пространства в строительстве.С вопросами обращайтесь к Питу Чейни из MCAA.
Замкнутые пространства в строительстве.С вопросами обращайтесь к Питу Чейни из MCAA.
Электробезопасность (строительство) — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Электробезопасность (обслуживание) NFPA 70E — 2015 — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Модельная программа (NFPA 70E — 2021) | Программа блокировки моделей / маркировки — электрические (NFPA 70E — 2021)
Безопасность земляных работ для механических конструкций — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Модель программы
Предотвращение падения и защита — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Модельная программа | Программа и план обеспечения безопасности при падении
Пожарная безопасность — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Безопасность автопарка для диспетчеров — Видео
Безопасность вилочного погрузчика — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Сообщение об опасности (GHS) — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Модельная программа | Плакат с пиктограммой GHS | Бюллетень
Распознавание опасностей (Часть 1) — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Распознавание опасностей (часть 2) — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Безопасность тяжелого оборудования — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Шестивалентный хром — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Модельная программа | Бюллетень
Проверка подъемно-транспортного оборудования — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Безопасность лестницы — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Безопасность при разрыве линии — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Блокировка / метка — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Модель программа
Опорно-двигательный Wellness (Эргономика) — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Подготовка и проведение инспекций OSHA для супервизоров — Видео
Предварительное планирование безопасности и здоровья для супервизоров — Видео
Осведомленность о безопасности радиочастотного излучения для обслуживания — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Защита органов дыхания — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Модель Программа
Безопасность такелажа — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Справочник
Безопасное испытание давлением систем стальных и медных трубопроводов — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Руководство
Разрешение конфликтов безопасности для супервизоров — Видео
Руководство по безопасности для супервизоров — Видео
Управление безопасностью для супервизоров — Видео
Безопасность строительных лесов — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Безопасность обслуживания — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Кремнезем — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Путеводитель | Типовой план контроля воздействия План контроля воздействия для приложений Таблицы 1 или для альтернативных методов контроля | Бюллетень
Безопасность при сварке и резке — Видео | Видео — испанский | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Сварка — Безопасность при электродуговой сварке — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Отвлекающие факторы на рабочем месте — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа | Руководство по снижению и предотвращению отвлеченного вождения | Бюллетень по отвлеченному вождению
Насилие на рабочем месте — Видео | Карманный путеводитель | Лист документации | Тест | Ключ ответа
Видео для руководителей
Расследование несчастных случаев для супервизоров
Безопасность флота для супервизоров
Движение — это деньги и видео безопасности для супервизоров
Предварительное планирование безопасности и здоровья для супервизоров
Подготовка и проведение инспекций OSHA для супервизоров
Разрешение конфликтов безопасности для супервизоров
Руководство по безопасности для супервизоров
Управление безопасностью для супервайзеров
Бюллетени по безопасности
Замкнутое пространство (строительство) (Правило OSHA)
Краны и вышки (Правило OSHA)
Вождение с отвлеченным вниманием
Плата работодателя за средства индивидуальной защиты (Правило OSHA)
Сообщение об опасности (GHS) (Правило OSHA)
Шестивалентный хром (Правило OSHA)
NFPA 70E — 2021
NFPA 70E — 2018
NFPA 70E — 2015 Временное освобождение от некоторых средств индивидуальной защиты категории 2
Ведение учета (Правило OSHA)
Дыхательный кристаллический диоксид кремния
Пересмотренное положение OSHA о рабочих поверхностях для пешеходов для низкоскатных крыш
Руководства по безопасности
Предотвращение отвлеченного вождения
Руководство по транспортировке опасных материалов для обслуживания
Анализ опасностей при выполнении работ
Обрыв линии
Испытания под давлением
Радиочастотная (RF) радиационная безопасность для механических служб
Управление безопасностью субподрядчика
Квалифицированный монтажник
Квалифицированное сигнальное лицо
Руководства по безопасности
Руководство по безопасности — Строительство
Руководство по безопасности — Изготовление
Руководство по безопасности — Обслуживание
Типовые программы безопасности
Расследование несчастных случаев
Патогены, передающиеся с кровью
Замкнутые пространства (строительство)
Краны и вышки
Электробезопасность (услуга) NFPA 70E — 2021
Безопасность при раскопках
Защита от падения
Программа и план безопасности при падении
Сообщение об опасности (GHS)
Сохранение слуха
Сохранение слуха
Соответствие хрому
Анализ безопасности работы
Свинец
Блокировка / маркировка — электрические (NFPA 70E — 2021)
Блокировка / маркировка — общие
Предотвращение плесени
Защита органов дыхания
Программа безопасности для механических конструкций
Программа безопасности для механических служб
План контроля воздействия кремнезема Таблица 1 Приложения | для альтернативных методов контроля
Переговоры по безопасности ящика для инструментов и разговоры о безопасности задней двери
Строительный объем I
Строительный объем II
Строительный объем III
Строительный объем IV
Строительный объем V
Строительный объем VI
Производственные цеха
NCPWB
Сантехники
Сервисный том I
Сервисный том II
Ресурсы по безопасности Powerpoint
Тренинг по проверке температуры и симптомов COVID-19
MCAA COVID-19 Тренинг по безопасности для сотрудников по возвращению на работу PowerPoint и заметки инструктора
Программа обучения по безопасности хладагента
Переговоры по безопасности при работе с хладагентом через заднюю дверь
Дополнительные ресурсы по безопасности
Контрольный список для проверки рабочего места
Плакат OSHA о бесплатном рабочем месте
Вебинары по обучению технике безопасности
Создание программы эргономики подрядчика для снижения травм мягких тканей среди строительных рабочих
Подержанное оборудование для орбитальной сварки | Лучшие бренды на продажу
Независимо от масштаба вашего производства, вы обязательно найдете идеальное оборудование в нашем обширном ассортименте оборудования для орбитальной сварки в Вестермансе.Мы предлагаем как новые, так и бывшие в употреблении и отремонтированные устройства, все по доступным ценам с гарантиями, но если бюджет ограничен, вам следует рассмотреть возможность аренды одной из наших систем.
Орбитальные сварочные аппараты TIG играют большую роль в сварке труб в таких отраслях, как фармацевтическая, аэрокосмическая, пивоваренная, пищевая / молочная промышленность / производство напитков. Производство теплообменников, атомная промышленность, нефтехимия, полупроводники, очистка сточных вод.
Системы орбитальной сваркиGTAW позволяют всегда выполнять практически идентичный шов.Автомат может выполнять сварку лучше, чем вручную, так как он может легче перемещаться по заготовке, что обеспечивает лучшее качество сварных швов.
Орбитальная сварка
Если требуется повторяющаяся точная идентичная работа, используются системы орбитальной сварки. В системах орбитальной сварки используется компьютер / микропроцессор, содержащий программу для выполнения сварных швов, и, поскольку компьютер выполняет сварку автоматически, он практически не оставляет места для ошибки. Микропроцессор может каждый раз выполнять сварные швы одинаково.Он работает путем механического вращения сварочного оборудования на 360 градусов вокруг металлической заготовки, при этом металл остается неподвижным. Это идеальный вариант для выполнения сварочных работ на трубах и трубах. Системы орбитальной сварки используют сварку TIG (вольфрамовый инертный газ) для выполнения автоматических кольцевых сварных швов.
Зачем нужны орбитальные системы?
Орбитальные системы позволяют каждый раз выполнять практически идентичный сварной шов. Автомат может выполнять сварку лучше, чем вручную, так как он может легче перемещаться по заготовке, что обеспечивает лучшее качество сварных швов.Помимо создания более качественных сварных швов, благодаря автоматическому процессу гораздо меньше заботы о безопасности. Пока машина выполняет сварку, сварщик не подвергается опасности сварки. Многопроходный проход также возможен с использованием присадочной проволоки на многих уровнях.
Отрасли, в которых используется оборудование для орбитальной сварки TIG
Фармацевтическая, аэрокосмическая, пивоваренная, пищевая / молочная промышленность / напитки., Ископаемое, производство теплообменников, ядерная, морская, нефтехимическая, биотехнологическая, медицинская, энергетическая, полупроводниковая, судостроительная, судостроительная, очистка сточных вод.Покупка и продажа бывшего в употреблении оборудования для орбитальной сварки TIG — ключевой фактор нашего успеха. Если у вас есть какое-либо оборудование для орбитальной сварки или вам необходимо утилизировать соответствующую установку для орбитальной сварки TIG, свяжитесь с нами.
Новое, подержанное и восстановленное оборудование для орбитальной сварки
На продажу или в аренду у нас есть самый большой ассортимент марок и моделей бывших в употреблении и восстановленных орбитальных машин для трубчатых листов, труб и труб для подготовки труб. Мы также можем предоставить по всему миру услуги по обучению, субподрядчиков, запасные части и ремонт любого поставляемого нами оборудования для орбитальной сварки.
Производители аппаратов для орбитальной сварки труб и труб, включая вспомогательное оборудование для обработки кромок и инструмент для труб и труб AMI (Arc Machines Inc) Polysoude ESAB Swagelok Orbimatic Georg Fischer GF Magnatech Liburdi Dimetrics Weldlogic Gullco Cajon Eutectic Otto AXXAIR MK Products
Вы можете узнать больше об этих приложениях ниже
Системы орбитальной сваркипредлагают компьютерное управление, сохраняющее графики сварки в памяти. Таким образом, навыки сертифицированного сварщика встроены в систему, что позволяет производить огромное количество идентичных сварных швов и оставляет мало места для ошибок или дефектов.
Орбитальная сварка впервые нашла применение в начале 1960 года, когда авиакосмическая промышленность осознала потребность в улучшенной технике соединения гидравлических линий самолетов. Решение: механизм для вращения сварочной дуги от вольфрамового электрода вокруг сварного соединения трубы. Регулировка сварочного тока с помощью системы управления автоматизировала весь процесс. В результате получился более точный и надежный метод, чем ручная сварка. Орбитальная сварка стала практикой во многих отраслях промышленности в начале 1980-х годов с разработкой портативных комбинированных систем питания / управления, работающих от 110 В переменного тока.Современные системы орбитальной сварки предлагают компьютерное управление, которое хранит графики сварки в памяти. Таким образом, навыки сертифицированного сварщика встроены в систему, что позволяет производить огромное количество идентичных сварных швов и оставляет мало места для ошибок или дефектов.
Орбитальная сварка использует процесс газо-вольфрамовой дуговой сварки (GTAW) в качестве источника электрического тока, который плавит основной материал и формирует сварной шов. Во время GTAW между вольфрамовым электродом и заготовкой образуется электрическая дуга.Для зажигания дуги радиочастотный сигнал или сигнал высокого напряжения ионизируют защитный газ, создавая путь для сварочного тока. Конденсатор сбрасывает ток в дугу, чтобы снизить напряжение до точки, в которой источник питания может регулировать. Источник питания реагирует на запрос и обеспечивает ток для поддержания дуги.
В процессе орбитальной сварки трубы зажимаются на месте, а орбитальная сварочная головка вращает электрод и электрическую дугу вокруг сварного шва для выполнения требуемого сварного шва.Система орбитальной сварки состоит из источника питания и головки для орбитальной сварки. Электропитание: система электропитания / управления подает и контролирует параметры сварки в соответствии с конкретной программой сварки, созданной или вызванной из памяти. Источник питания обеспечивает параметры управления, ток дуговой сварки, мощность для привода двигателя в сварочной головке и включает / выключает защитный газ (ы) при необходимости. Сварочная головка: Орбитальные сварочные головки обычно бывают закрытого типа и обеспечивают камеру с инертной атмосферой, которая окружает сварное соединение.Стандартные закрытые орбитальные сварочные головки подходят для сварочных труб размером от 1/16 дюйма (1,6 мм) до 6 дюймов (152 мм) с толщиной стенки до 0,154 дюйма (3,9 мм). сварочные головки открытого типа.
Причины использования оборудования для орбитальной сварки
Есть много причин для использования оборудования для орбитальной сварки. Возможность многократно выполнять высококачественные стабильные сварные швы со скоростью, близкой к максимальной, дает пользователю множество преимуществ:
Производительность.Система орбитальной сварки значительно превзойдет ручных сварщиков, во много раз окупая стоимость орбитального оборудования за одну работу.
Качество. Качество сварного шва, созданного системой орбитальной сварки с правильной программой сварки, будет выше, чем при ручной сварке. В таких областях применения, как сварка полупроводников или фармацевтических трубок, орбитальная сварка — единственный способ удовлетворить требования к качеству сварки.
Последовательность. После создания программы сварки орбитальная сварочная система может многократно выполнять один и тот же сварной шов сотни раз, устраняя обычную изменчивость, несоответствия, ошибки и дефекты ручной сварки.
Уровень умения. Найти сертифицированных сварщиков становится все труднее. Имея оборудование для орбитальной сварки, вам не нужен сертифицированный сварщик. Все, что требуется, — это опытный механик, прошедший обучение сварке.
Орбитальная сварка может использоваться в тех случаях, когда свариваемая труба или труба не может вращаться или где вращение детали нецелесообразно.
Орбитальная сварка может использоваться в приложениях, в которых ограниченное пространство для доступа ограничивает физический размер сварочного устройства. Сварочные головки можно использовать в рядах трубопроводов котла, где сварщику вручную будет сложно использовать сварочную горелку или рассмотреть сварное соединение.
Существует множество других причин для использования орбитального оборудования вместо ручной сварки. Примерами являются приложения, в которых проверка внутреннего сварного шва нецелесообразна для каждого сварного шва. При создании образца сварочного шва, прошедшего сертификацию, логика заключается в том, что если образец сварного шва приемлем, то последовательные сварные швы, созданные автоматом с одинаковыми входными параметрами, также должны быть надежными.
Отрасли для орбитальной сварки
Благодаря своей способности обеспечивать высокую чистоту, орбитальная сварка нашла свое место в производстве компонентов для чистых помещений для полупроводниковой промышленности.Его применение теперь распространилось на строительство трубопроводов и оборудования для различных отраслей промышленности, таких как пищевая, фармацевтическая, химическая, автомобильная, биотехнологическая, судостроительная и аэрокосмическая. Автоматическая орбитальная сварка TIG также используется при строительстве электростанций (тепловых электростанций). Используемые строительные материалы должны выдерживать огромные механические нагрузки, создаваемые высокими давлениями и температурами, создаваемыми средой, переносимой в трубах.Надрезов, пор и включений в сварных швах следует избегать любой ценой, поскольку они создают слабые места, которые могут привести к последующему образованию трещин, что, в свою очередь, может иметь серьезные последствия с точки зрения выхода из строя компонентов. Это означает, что трубы часто изготавливаются из материалов на основе никеля с толщиной стенок до 200 мм. Один производитель специально для этой цели разработал систему орбитальной сварки в узкий зазор с подачей горячей проволоки, в которой используется ходовая часть, которая движется по направляющему кольцу, закрепленному вокруг трубы.Этот новый вариант вызвал большой интерес в этом секторе, поскольку мировой бум строительства электростанций подпитывает нескончаемый поиск все более производительных методов производства с использованием новых типов жаропрочных сталей.
* Аэрокосмическая промышленность: Авиакосмическая промышленность первой осознала преимущества автоматизированной орбитальной сварки. Системы высокого давления одного самолета могут содержать более 1500 сварных швов, и все они автоматически создаются с помощью орбитального оборудования.
* Котельная труба: Установка и ремонт котельной трубы идеально подходят для орбитальной сварки. Компактные головки для орбитальной сварки могут быть зажаты между рядами трубок теплообменника.
* Пищевая, молочная промышленность и производство напитков: В этих отраслях промышленности требуются сварные швы с полным проплавлением на всех сварных соединениях. Для максимальной эффективности трубопроводной системы трубы и сварные швы должны быть как можно более гладкими. Любая яма, щель, трещина или незавершенный сварной шов может задерживать жидкость, протекающую внутри трубки, становясь пристанищем для бактерий.
Оборудование для орбитальной сварки также может использоваться для производства технологических башен, химических реакторов, силосов, резервуаров для хранения, теплообменников, сосудов под давлением, котлов, трубопроводов, печей, конструкционной стали, колонн, биодизельных установок и многого другого.
Прочие отрасли промышленности: Полупроводники, фармацевтика / биотехнология, атомная энергия, энергетика, судостроение, оборона, нефтегазовые установки, нефтехимия, ископаемое, пивоваренный завод, целлюлозно-бумажная промышленность, шельф, судостроение, очистка сточных вод, производство теплообменников
Приложения для орбитальной сварки
Aerospace: Как отмечалось ранее, авиакосмическая промышленность была первой отраслью, которая осознала потребность в орбитальной сварке.Системы высокого давления на одном самолете могут иметь более 1500 сварных швов, и все они автоматически создаются с помощью орбитального оборудования.
Котельная труба: Установка и ремонт котельной трубы идеально подходят для орбитальной сварки. Компактные головки для орбитальной сварки могут быть зажаты между рядами трубок теплообменника, где сварщик вручную столкнется с серьезными трудностями при выполнении повторяемых сварных швов.
Пищевая, молочная и безалкогольная промышленность: Пищевая, молочная промышленность и производство напитков требуют однородных сварных швов с полным проплавлением на всех сварных соединениях.Большинство этих систем трубок / трубопроводов имеют графики очистки и стерилизации. Для максимальной эффективности трубопроводной системы трубопровод должен быть как можно более гладким. Любая яма, щель, трещина или незавершенный сварной шов может образовывать место, в котором жидкость внутри трубы может улавливаться и образовывать среду обитания для бактерий.
Nuclear Piping: Атомная промышленность с ее суровыми условиями эксплуатации и соответствующими спецификациями для высококачественных сварных швов уже давно выступает за орбитальную сварку.
Морские применения: Подводные гидравлические трубопроводы используют материалы, свойства которых могут изменяться во время тепловых изменений, которые являются нормальными для цикла сварки. Гидравлические соединения, сваренные с помощью орбитального оборудования, обладают превосходной коррозионной стойкостью и механическими свойствами.
Фармацевтическая промышленность: Фармацевтические технологические линии и трубопроводные системы поставляют воду высокого качества в свои технологические процессы. Это требует высококачественных сварных швов, чтобы обеспечить источник воды из труб, не загрязненный бактериями, ржавчиной или другими загрязняющими веществами.Орбитальная сварка обеспечивает сварку с полным проплавлением без перегрева, который может снизить коррозионную стойкость последней зоны сварного шва.
Полупроводниковая промышленность: Полупроводниковая промышленность требует систем трубопроводов с чрезвычайно гладкой внутренней поверхностью для предотвращения накопления загрязнений на стенках труб или сварных соединениях. Когда они станут достаточно большими, скопление твердых частиц, влаги или загрязняющих веществ может высвободиться и испортить производственный процесс.
Трубные / трубопроводные фитинги, клапаны и регуляторы: Гидравлические линии, а также системы подачи жидкости и газа требуют трубок с соединительными фитингами.Орбитальные системы позволяют обеспечить высокую производительность сварки и улучшенное качество сварки. Иногда трубка может быть приварена к корпусу клапана или регулятора. Здесь орбитальная сварочная головка обеспечивает возможность выполнять высококачественные сварные швы в приложениях с ограниченным доступом к сварному шву.
- Специальности: Автоматическая орбитальная сварка, Орбитальная GTAW, Технология сварки в узкие канавки, Механизированная сварка, Механизированная GTAW
Обзор сварки в нефтегазовой отрасли, от трубопроводов до стальных платформ, и требуются сварщики СИЗ | Информационный блог по безопасности MCR
Знаете ли вы, что 10% всех U.С. Травмы глаз бывают при сварке? Это опасная работа, особенно в нефтегазовой отрасли. Основные зоны риска — глаза, руки, руки и грудь, но практически любая часть тела может пострадать во время сварки.
Сварщики в нефтегазовой отрасли
При строительстве новых трубопроводов, работе на буровых установках или работе на нефтяных месторождениях сварщики постоянно подвергаются широкому спектру опасностей: брызг металла, расплавленные жидкости, ультрафиолетовое излучение и тепловое излучение, искры, острые поверхности, шум, суровые погодные условия, движущиеся или падающие предметы.
Сварщики нефтегазовой отрасли нуждаются в надежной защите с помощью средств индивидуальной защиты (СИЗ). Сварщики трубопроводов и буровой установки нередко работают от 10 до 12 часов в день. Это означает, что их СИЗ должны быть не только чрезвычайно безопасными, но также очень удобными и гибкими для длительной работы. Поскольку мы знаем, что сварщикам нужно удобное защитное снаряжение, мы ответили на их пожелания новым сварочным оборудованием, о котором хотели бы рассказать ниже.
Вот вам обзор опасностей, с которыми сталкиваются сварщики-нефтегазовые сварщики, а также средства индивидуальной защиты и одежда, обеспечивающая их безопасность.
Экстремальная погода
Суровые погодные условия — фактор для любого сварщика в этой отрасли, потому что большая часть их работы связана с ремонтом конструкций и удлинением трубопроводов на открытом воздухе. Они могут работать в тропической среде с очень жаркой и влажной погодой или в удаленной зоне с 10-дюймовой метелью.
Экстремальная погода
Некоторые морские сварщики работают на океанских платформах, где существуют быстро меняющиеся погодные условия.На станках сварщики могут столкнуться с сильным ветром, который может легко подорвать их силы и сделать сварку чрезвычайно сложной задачей.В условиях непостоянной погоды сварщикам требуются различные варианты СИЗ, которые хорошо подходят как для их работы, так и для непостоянных условий. Например, рабочая рубашка S1T FR не подходит для сварки на трубопроводе на Аляске. Вместо этого сварщики в более холодном климате выберут теплое, термостойкое сварочное оборудование, в том числе наш изолированный комбинезон DC5 Extreme Climate FR или толстовку SS2BK FR.
Зима в марте подходит к концу, но мы всегда планируем следующую зимнюю бурю. Наша новая сварочная перчатка 48406T с подкладкой из Thinsulate® поступит в продажу в апреле.
Удар электрическим током
Дуговая сварка — наиболее распространенный вид сварки, выполняемый на трубопроводах ежедневно. Это создает серьезный риск поражения электрическим током от дуги, которая проходит между электродом и основным материалом, используемым для сплавления материалов.Каждый раз, когда два металлических предмета соприкасаются с напряжением между ними, существует риск, что сварщик может стать мостом между материалами, что приведет к поражению электрическим током, травмам и потенциальной смерти.
Прибыла новая модель 49750, сделанная из высококачественной кожи лося. Только убедитесь, что вы не касаетесь этого электрода! С учетом рисков и опасностей, с которыми сталкиваются сварщики, нет смысла экономить на высококачественной сварочной продукции. Правильно подобранный сварочный аппарат обладает исключительной искро- и жаростойкостью.Обратите внимание на такие детали, как сшитый кевларом, кожаные материалы премиум-класса и пластырь для дополнительной защиты от тепла и истирания.
И наконец, при работе с электричеством обязательно надевайте сухие перчатки!
Защита глаз
Сварщики выполняют работы, при которых возникают искры и открытое пламя. Сварщик должен принять крайние меры предосторожности и надеть защитные очки, прежде чем смотреть на этот яркий свет, поскольку четверть всех сварочных травм приходится на глаза.Сварщики трубопроводов работают на нефтяных вышках или вблизи них.Они строят и работают, чтобы поддерживать всю систему трубопроводов. Каждый день, когда сварщики ремонтируют трубопроводы, они подвергаются воздействию вредных искр, летящего мусора, запыленности и металлических снарядов. Кроме того, они постоянно подвергаются воздействию ультрафиолетовых лучей как от сварочной дуги, так и от солнца. Сварщикам в нефтегазовой отрасли требуется надлежащая защита глаз и лица, обеспечивающая защиту от ультрафиолета.
«Глаз — жемчужина тела». — Генри Дэвид ТороОбязательно ознакомьтесь с нашим блогом, в котором подчеркивается важность глаз и способы защиты глаз от сварочных травм.
Сварочные щитки также важны при резке металла, так как рабочим требуется хорошее поле зрения. 104PF, обладающий в 6 раз большей защитой от запотевания, является популярным выбором для сварщиков из-за его исключительной защиты от запотевания, которая является обязательной функцией при воздействии экстремальных температур.
Неустойчивые рабочие места
Независимо от того, работают ли сварщики на океанской платформе или высоко в воздухе, сварщики должны иметь возможность выполнять свою работу из очень опасных положений.
Средства защиты от раздавливания — незаменимые СИЗ для сварщиков. По данным Бюро статистики труда США, 76% всех травм рук происходит из-за порезов и защемлений, которые могут случиться со сварщиком так же легко, как и с любым другим работником нефтегазовой отрасли. MCR Safety теперь производит сварочные перчатки с защитой от порезов и ударов!Сварочная перчатка 48406K поступит в продажу в марте 2019 года. Она обеспечивает сварщикам защиту уровня 1 от ударов и защиту от порезов ANSI A4.
Сварочные перчатки теперь ударопрочные, устойчивые к порезам и невосприимчивы к погодным условиям!
Искры, разливы, брызги и расплавленный металл
Сварщики всегда беспокоят разливы и брызги. Сварочная куртка противостоит брызгам горячего металла, как и широкий спектр других СИЗ: сварочная маска , сварочный фартук и защитные приспособления для обуви .
Кожаная куртка мощностью 38030 МВт MCR Safety является основным продуктом сварщиков.Также не забудьте проверить новую перчатку 49751, сделанную с накладкой для дополнительной защиты от тепла и истирания. Правильные сварочные перчатки имеют решающее значение. Они позволяют сварщику работать, не опасаясь внезапного разлива, брызг или искры, которые потенциально могут повредить его тело и руки. В конце концов, руки — их средства к существованию, а травма руки может разрушить их карьеру, не говоря уже о производительности компании.
Помните, сварка также представляет опасность для глаз, шеи, груди, паха, ног и ступней сварщика. Используйте фартуки с нагрудниками, чепчики и защитные приспособления для обуви, чтобы защитить все тело.
Острые предметы
При перемещении деталей в нужное положение и регулировке свариваемых объектов сварщики подвергаются воздействию чрезвычайно острых поверхностей.Одно неверное движение, и их рука или рука могут легко получить глубокий разрез. Лучшее решение для защиты от острых предметов — это перчатки для защиты от порезов, которые обладают достаточной гибкостью, чтобы обеспечивать движения, необходимые для сварочных работ, а также обеспечивают защиту от опасности порезов. Сварочные рукава, идеально сделанные из кожи и кевлара®, расширяют защиту от запястья до плеча.
Высокая видимость
На всех нефтегазовых предприятиях ведутся непрерывные строительные проекты.Фактически, в нефтегазовой отрасли работает более 30 000 рабочих-строителей. Это означает, что много автомобилей всегда в пути, а условия работы постоянно меняются. Крайне важно, чтобы сварщики были на виду у транспортных средств.
Одежда Hi-Vis должна не только помогать сварщику быть заметной, но и обеспечивать огнестойкую защиту от огнестойкости. Любая горячая искра, попадающая на стандартный жилет из полиэстера, может быстро воспламенить или расплавить полиэстер.Жилет FRMBCL2L Класса 2 является разборным, соответствует ASTM F1506 и соответствует спецификациям NFPA 70E-HRC1 с номинальной мощностью дуги 5,1 кал / см2.Безопасность MCR для сварщиков
Мы надеемся, что приведенная выше информация о сварке поможет понять, почему защитное снаряжение так важно для нефтегазовых операций.
Наша конечная цель — обеспечить вам безопасность и защиту в тяжелых условиях труда. Чтобы доказать нашу преданность сварщикам, в первой половине 2019 года появятся девять новых сварочных перчаток, и многие другие сварочные изделия находятся в разработке. У вас есть вопросы о сварочных СИЗ MCR Safety? Есть ли сварочное оборудование, которое мы должны иметь в запасе, чтобы ваша защита была лучше? Свяжитесь с нами! Мы будем рады ответить на ваши вопросы, выслушать ваши предложения и помочь вам найти идеальное СИЗ для ваших нужд.Чтобы получить представление обо всех нефтегазовых секторах, обязательно посетите наши страницы «Нефтяная и газовая промышленность». Просто щелкните изображение, чтобы узнать больше.
Более 40 лет MCR Safety является мировым лидером в производстве перчаток, очков и одежды.Будь то цех, нефтяная вышка или строительная площадка, мы всегда готовы помочь в устранении опасностей на рабочем месте. Мы защищаем людей!Узнайте больше о безопасности MCR, посмотрев наше последнее видео. Для получения дополнительной информации просмотрите наш веб-сайт, запросите каталог, найдите дистрибьютора или позвоните нам по телефону 800-955-6887.
В каких отраслях широко используются стальные трубы с прямым швом?
Трубы стальные с продольным швом производятся из полосовой стали, а трубы, полученные продольной сваркой на высокочастотном сварочном оборудовании, называются трубами с прямым швом.В последние годы прямошовные трубы широко используются в нефтяной и газовой промышленности, в проектах по транспортировке жидкостей, строительных конструкциях, опорах для стальных трубопроводов и т. Д., И они сыграли огромную роль в строительстве национальной экономики.
Трубы прямошовные делятся на:
1. Труба высокочастотная прямошовная сварная (ВПВ).
Труба, прямошовная, сварная высокочастотной сваркой, представляет собой сварную трубу, которая непрерывно производится на производственной линии с использованием стальной полосы (бухты) в качестве сырья и технологии высокочастотной сварки.
Прочность материала обычно ниже 450 МПа, а материалы включают J55, L450, X60, Q235, Q345, Q420, Q460. Диапазон диаметров прямошовной трубы 14-610 мм, толщина стенки 1-23,8 мм.
Для продольной высокочастотной сварной трубы применяется многокамерный непрерывный процесс формовки, высокая эффективность производства (скорость производства 15-40 м / мин), производственная линия имеет оборудование для полной калибровки, правки, округления и другое оборудование, а стальная труба имеет округлость, прямолинейность и сварочный аспект лучше.
2. Труба прямошовная сварная под флюсом (LSAW)
Труба, сваренная продольным швом под флюсом, производится с использованием в качестве исходного материала одной стальной пластины путем формования JCO или UOE, дуговой сварки под флюсом или дуговой сварки под флюсом в сочетании с другими сварочными процессами. Распространенными являются X70, X80, X120 и др. Диаметр трубы LSAW составляет 400-1422 мм, а толщина стенки 8-44,5 мм.
В части сварки применяется фрезерование кромок; с точки зрения формовки, в дополнение к традиционным технологиям JCO и UO, некоторые производители используют технологию инкрементальной формовки (PFP) и технологию гибки валков (RBE); Что касается сварки, то используется автомат для предварительной сварки с защитой от газа аргона или газа CO2 и специальное многопроволочное (4 провода и 5 проводов) внутреннее и внешнее оборудование для дуговой сварки под флюсом, а также источник питания прямоугольной формы и мощность волны мощности. используются питающие устройства; с точки зрения расширения диаметра: Полная длина трубы подвергается механическому расширению; Что касается контроля, необходимо провести онлайн-дефектоскоп на пластине, выполнить автоматическое лучевое + автоматическое волновое дефектоскопирование + испытание давлением воды после сварки стальной трубы и выполнить вторичное онлайн-или офлайн-лучевое + волновое дефектоскопирование после расширения.
Из-за ограниченности ширины бухты и производственного оборудования отечественные прямошовные трубы производятся стабильно. Диаметр свариваемой трубы составляет 580 мм, и ниже находится труба, полученная продольной высокочастотной сваркой, а большой размер — это труба, полученная продольной сваркой под флюсом.
Источник питания производителя прямошовных труб может использовать один или несколько независимых источников питания в качестве источника питания для многопроволочной дуговой сварки под флюсом.Использование одного источника питания требует относительно простого оборудования. Однако часто бывает трудно индивидуально отрегулировать мощность дуги; Хотя независимый источник питания имеет более сложное оборудование, мощность каждой дуги можно регулировать независимо. В то же время могут использоваться разные типы и полярности тока, что позволяет достичь идеального состояния сварки. Для достижения идеального состояния сварки обычно используются несколько независимых источников питания в качестве источника питания для многопроволочной сварки под флюсом.При использовании различных методов подключения питания для сварных швов топография поперечного сечения сварного шва часто будет совершенно разной. Основная причина такой ситуации заключается в том, что разные силовые соединения создают разные уровни помех между дугами.
В нормальных условиях, по сравнению с использованием переменного тока, если используется источник постоянного тока, сварочная проволока будет иметь больший проплавленный шов. В процессе многопроволочной сварки под флюсом предыдущая дуга обычно используется для обеспечения достаточного проплавления, а последующая дуга регулирует ширину плавления.Таким образом, при дуговой сварке под флюсом многопроволочной многопроволочной трубы с продольным сварным швом обычно используется метод конфигурации гибридного источника питания постоянного и переменного тока, то есть источник постоянного тока используется в качестве передней сварочной проволоки, а источник постоянного тока используется в качестве передней сварочной проволоки. питание подключается в обратном направлении, и сварочная проволока переменного тока используется в качестве сварочной проволоки. Сварочная проволока сзади.
При сварке производитель двухсторонней сварки под флюсом стальных труб с продольным швом покрывает слой гранулированного флюса в зоне сварки, и дуга горит под слоем флюса, расплавляя конец сварочной проволоки и местный основной материал. сформировать сварной шов.Под действием дугового тепла верхняя часть флюса плавит шлак и металлургически реагирует с жидким металлом. Шлак плавает на поверхности ванны расплавленного металла, с одной стороны, он может защищать металл шва, предотвращать загрязнение воздуха и вызывать физические и химические реакции с расплавленным металлом, а также обеспечивать экстремальные характеристики металла сварного шва. С другой стороны, производители стальных труб с продольным швом для двусторонней дуговой сварки под флюсом также могут медленно охлаждать металл шва.Для дуговой сварки под флюсом можно использовать более сильный сварочный ток. Его большими преимуществами по сравнению с ручной дуговой сваркой являются хороший сварной шов и высокая скорость сварки. Поэтому производитель стальных труб с прямым швом для двусторонней сварки под флюсом особенно подходит для сварки прямых швов больших деталей. И большинство из них используют механизированную сварку. Сварка под флюсом широко используется для сварки углеродистой стали, низколегированной конструкционной стали и нержавеющей стали.
https: // www.permanentsteel.com/productshow/erw-steel-pipe.htmlMIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО И ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ. НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника.что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса порошковой сварки в среде защитного газа, что в тех общих сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения полуфабриката -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки. Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОРОЖНЫЕ переделки сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С УПРАВЛЕНИЕМ», МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И ВСТУПИТЬ В МИРОВОЙ МАГАЗИН СВАРКИ.
Возможно, это отражение отсутствия опыта в области управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы с соблюдением норм качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, это несколько цехов по кодовой сварке. знают о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применен, по крайней мере, высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об одном инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах нержавеющей стали в SpaceX и многих годы и миллионы долларов были потрачены впустую, поскольку Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для достижения результатов испытаний на разрушающие сварные швы из нержавеющей стали, которые он требовал для НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом самую высокую энергию сварного шва в инертной атмосфере уникален тем, что также обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG — это также процесс сварки, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также исключает проблемы с разбрызгиванием сварочного шва или дымом.
Преимущества процесса TIP TIG для сварки качественных сталей и сплавов CODE необычайны, и столь же необычным является медленная реакция мировой сварочной отрасли на значительные преимущества в отношении качества / стоимости, которые могут быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общей нехватки средств управления процессом сварки и передового опыта в области сварки, который преобладает во всех отраслях промышленности, где используются обычные процессы дуговой сварки, такие как импульсная сварка MIG, GTAW. и газозащитный флюсовый порошок. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, обеспечивает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельные, все позиции». , используйте качественные сварные швы, которые не требуют доработки.TIP TIG самый простой в использовании процесс позиционирования. Без дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS для продажи, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG обеспечивает на 200–400% больше наплавки, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с повышенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки без проблем с пористостью.
- Используйте TIP TIG в больших или малых приложениях, один процесс от корня до заполнения, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.
____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс непосредственно в офисе и медленного развития процесса сварки, который преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная и др. и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на сверхбюджетную переделку сварных швов или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда чаще всего жалуются на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления на оборудовании MIG, которое мало изменилось за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десятилетие, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но буду вежливым предоставить его здесь.И даже при широком использовании TIP TIG сейчас, в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о полностью ручных и автоматических возможностях сварки и возможностях этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы всегда обеспечивать переход к сварочным процессам, обеспечивающим превосходное качество сварки при меньших затратах на сварку.
ИНЖЕНЕРНАЯ СВАРКА В США ПОЗВОЛИЛА КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовали пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем у этой компании потребовался месяц, чтобы сделать TIP TIG своим основным ручным и автоматизированным процессом сварки, который будет использоваться для большинства сварных швов качества их нормативных требований на своих предприятиях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века вместе с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям процесса сварки, которые могут улучшить качество, производительность и затраты, они могут с таким же успехом закрыть двери своих сварочных цехов и открыть чашку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите мой другой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварных швов в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварка порошковой проволокой в среде защитного газа очень важна- Ежедневное качество сварки и производимая сварка часто мало меняются за шесть десятилетий.
- Отклонение сварного шва и ожидается доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется более одного процесса сварки.
- В отделениях сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Обычно можно найти опытных сварщиков, которые «поиграют» со своим руководством . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, в которой есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти кого-то, кто менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых сварных швов 1/14 MIG.
________________
Отсутствие права собственности на сварочный процесс в глобальном офисе является распространенным недостающим звеном
Как только сотрудники фронт-офиса осознают, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения в области сварки, легко найти ресурсы требуется для этого на этом сайте.Меня зовут Эмили Крейг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов на протяжении более 40 лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную сварку MIG — GTAW — Flux. Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт дает мне возможность выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН САМЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССА, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварных швов заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварных швов.
В конце концов, когда менеджеры или инженеры поймут, что их дорогостоящий отдел контроля качества и сварочный персонал не предоставляют эффективных решений для ежедневных ручных или роботизированных сварочных процессов, менеджер может затем обратиться к более дорогостоящим решениям, например, нанять больше сварщиков. , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке со всего мира, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы. качество и производительность, а создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
ПРИЛОЖЕНИЕ ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения в области сварных швов, ценности того, что на протяжении десятилетий известно немногим менеджерам или инженерам, является важным требованием: средства контроля процесса сварки — передовой опыт в области сварки.При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварочного шва. Опыт управления процессами и передовой практики, который позволяет организации последовательно добиваться максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
УДОБНО ЭТО НЕ ТОЛЬКО ИНЖИНИРИНГ: Когда инженеры, менеджеры или супервайзеры сварочного цеха решают проблему, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают в течение десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса для почти четырех тысяч североамериканских специалистов по продажам сварных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна из областей, которая всегда резко свидетельствует об отсутствии контроля за процессом сварки MIG и передового опыта сварки, который преобладает на большинстве мировых автомобильных и грузовых заводов, будет обнаруживаться в часто плохих, постоянно меняющихся данных сварных швов, которые имеют К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
На протяжении десятилетий самый глобальный производитель. и руководители предприятий не знали, что их инженеры или техники не обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен здесь.ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и контролеры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботов контролировать требования к опыту владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками контроля сварочного процесса и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса сварки роботов или вручную, этот же руководитель также мог бы быть достаточно мудрым, чтобы гарантировать, что на их эксперта по контролю сварочного процесса была возложена ответственность обучить всех сотрудников как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова: «Должен иметь необходимый контроль сварочного процесса и опыт передовой практики сварки».
ЭТО БУДЕТ ШОРОЧНЫМ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и не имеют опыта передовой практики, они часто создают команду сварщиков, команду, которой, по иронии судьбы, также не хватает такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15-20 часов для изучения. Если бы это обучение было предоставлено всему персоналу компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored и TIP TIG, Ручное и роботизированное управление процессом сварки и передовая практика сварки, Программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и защита, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «так они всегда делали это». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, процесс, который позволит сварочным цехам использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. Подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная сварка MIG, порошковая сварка и сварка горячей проволокой, кратко обсуждаются на этой странице, а самые обширные в мире данные TIP представлены в TIP TIG. раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 года. Однако я хорошо осведомлен о том, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель сварочного цеха, супервайзер или инженер никогда не должен допускать такого отношения. Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.THE АГРЕССИВНЫЙ БЫСТРАЯ ЭВОЛЮЦИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Мне хорошо известны причины, по которым «ИЗМЕНЕНИЯ» для многих сварочных цехов в конце концов трудно реализовать. Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмической, энергетической, нефтяной и оборонной отраслях, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже десятилетие возглавляет Северную Америку.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА СОВЕТЫ ПО ПРОДАЖАМ СВАРКИ, ЧАСТО ТРАТИТ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЧТО БЫЛА СТАЛЬНОЙ И НЕРЖАВНОЙ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стальных или нержавеющих угловых швов на стали толщиной> 5 мм, узнает о сварочных аппаратах MIG. В режиме распыления, который, к сожалению, имеет низкое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом проводит 50% своего времени при низком фоновом токе, тогда неудивительно, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва и не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, что называется «Экспертиза в области контроля сварочного процесса».
В 1970-е и 1980-е годы, используя дешевое оборудование для сварки сварочным электродом в плазме, я показывал сварочные мастерские, как выполнять сварку короткого замыкания MIG без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без разбрызгивания. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секундуЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый за 2020 год за 2500 долларов. Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварочные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: В то время как некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше негативных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
В течение многих десятилетий во многих сварочных швах сталей и сплавов обычная бесполезная электроника, используемая в импульсном MIG-оборудовании, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и металлической порошковой проволоки, которые также использовались в качестве костыля. те, кому не хватало опыта в области контроля сварочного процесса. Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
ГАЗОЗАЩИТНАЯ ФЛЮСОВАЯ СЕРДКА: в 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что и GTAW, и процесс с порошковой сердцевиной в защитном газе не подходят для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году всю позиционную порошковую проволоку с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему какой-либо сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыточный сварочный дым будут нормой.
ЕЕ 2020, И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫЕ МАГАЗИНЫ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.Хотя импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х гг. Отвечали за выполнение большинства ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
___________________-TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварной части с помощью простого в использовании процесса для сварки любых металлов, в любых областях применения размер, и сварные швы в любом положении.
. https://tiptigwelding.com КОГДА МЫ С МОИМ БИЗНЕС-ПАРТНЕРОМ В 2009 ГОДУ ПОКУПИЛИ TIP TIG В СЕВЕРНУЮ АМЕРИКУ И НАЧИЛИ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРОЧНЫХ МАГАЗИНОВ В Северной Америке КИТАЙ.2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных с помощью TIP TIG, преимуществ, изложенных на этой странице и особенно в моей комплексной программе TIP TIG, которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварного шва такова, что когда требуется максимально возможное качество для всех положений, корня или насадки, углового или стыкового соединения, мелких или больших деталей, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой TIG.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG Качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, могут не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих приложений глобального сварочного цеха с высоким качеством кода. Обратите внимание: сравнение процессов сварки будет иметь большее значение, когда те, кто заинтересован в сопоставлении, имеют средства управления процессом сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заливных проходов для любых применений и металлов, а также подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварки (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве рентабельных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и переданной энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварных швов и пористость.
- Не должен иметь брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПОЛНЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ПОЛОЖЕНИИ.Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм наименьший нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными процессами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнений процессов сварки полезно, если те, кто проводит сравнения процессов, сначала обладают средствами управления процессом сварки и передовой практикой сварки, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в газовой среде, которые соответствовали бы показателям качества сварки в верхнем левом углу. а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские знают, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои обучающие программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах, связанных со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и собственника сварочного инжиниринга, а также отсутствия опыта в области контроля сварочного процесса, как правило, всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие из роботов на заводах достигнут оптимального потенциала производительности роботизированной сварки.
На десятилетия. В результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие контроля за процессом сварки и передового опыта в области сварочных работ.
Его 2020 год, и, как они делали на протяжении десятилетий, мировые верфи ВМФ, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и тем не менее судостроительный завод;
- ИСПОЛЬЗУЮТСЯ ТРЕБУЕМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- ПРОЦЕДУРЫ СВАРКИ КВАЛИФИЦИРОВАНЫ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО ДОЛЖНЫ БЫТЬ ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДНА.
- МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЮТСЯ ВОПРОСЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЮЩАЯ ССЫЛКА?
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, двумя регулировками, сваркой MIG и сваркой порошковой проволокой, которые в большинстве своем используются ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры не справляться со своей задачей владеть этими сварочными процессами и лучше управлять своим повседневным качеством и производительностью сварки? Также, почему после десятилетий опыта работы с этими двумя сварочными процессами мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной индустрии отсутствуют?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями или почему большинство авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века.Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЯВЛЯЮТСЯ СУЩЕСТВУЮЩИМИ ЭКСПЕРТИЗАМИ.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРНОЙ СВАРКЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ПОЛУЧИТЬ СТОИМОСТЬ ОБЫЧНОЙ СВАРКИ МИГ ИЛИ ФИЛЕТА 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки является обширным, а также последствиями дорогостоящего качества дуговой сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что контроль процесса — темы передовых методов сварки должны быть интересны всем, кто называет себя профессионалом в области сварочных работ.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и обобщить тему контроля сварочного процесса и передовых методов сварки и передать их всем лицам, принимающим решения по сварке.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным из них будет TIP TIG процесс. Читатель найдет с этими тремя сварочными процессами наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.ДЛЯ МЕНЯ, 50 ЛЕТ ПРОШЛО В ЭТОЙ ОТРАСЛИ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, возникшие в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТОГО, ЧТО МНОГИЕ МАГАЗИНЫ СВАРКИ ЗНАЛИ ДЕСЯТИЛЕТИЯ НЕИСПРАВНОСТЕЙ СВАРОЧНОГО ОБОРУДОВАНИЯ ДЛЯ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ ОТСУТСТВИЯ ПРОЦЕССА ЭТОГО ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно импульсное оборудование MIG для сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если руководителей фронт-офиса, принимающих решения о сварных швах, спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местные торговые представители. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно, когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что было бы логичным, чтобы лица, ответственные за решения роботизированной сварки MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И ЦЕХОВ СВАРКИ BS:
В Северной Америке доступно более сорока газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых газовых смесей MIG — это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИЛ УПРОЩЕНИЕ, УНИЧТОЖЕНИЕ И ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ СОТРУДНИКОВ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЮТСЯ ЛУЧШИЕ ПРАКТИКИ.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении / самообучении Управление процессом сварки MIG и порошковой порошковой проволокой в среде защитного газа — лучшие программы практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и инженерно-техническому делу много знал о сварке штангой и ничего не знал о сварке с флюсовой сердцевиной и MIG Weld Controls, а также о лучших методах сварки.На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Полученная информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА РЕМОНТ НА СВАРНЫЙ РЕМОНТ НА ПРОИЗВОДСТВО ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАЯ, УПРАВЛЕНИЕ ВЕРСИИ УПРАВЛЕНИЯ ВЕРСИИ ВЕРСИИ СМОТРЕТЬ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не имели сварочного цеха, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось решением дорогостоящих вопросов сварки, и редко свидетельствовало понимание или важность использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
Для тех, кто не интересуется моим общим мнением и моим вниманием к сварке передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
2020… КОГДА ПРИХОДИТ К СВАРКЕ СУДОВ ВМФ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ ГЛОБАЛЬНОЙ ВОФНО-ВЕРФИ, ПОЯВЛЯЮТСЯ, ЗАБЛОКИРОВАНЫ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения инженерными сварочными процессами. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций сварных швов и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. В настоящее время в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, роботизированное управление процессом сварки и передовая практика сварки, учебные или самообучающиеся материалы.
В то время как МНОГИЕ СВАРОЧНЫЕ МАГАЗИНЫ ФОКУСИРУЮТСЯ НА «НАВЫКЕ СВАРОЧНИКА», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ ПОНИМАЮТ, ЧТО «НАВЫКИ СВАРОЧНИКА» НЕ ЯВЛЯЮТСЯ ЛУЧШИМИ ПРАКТИКАМИ, И НАВЫКИ СВАРОЧНИКА 9000 УКАЗЫВАЮТСЯ НА WELDER WELDER 9000 WELDISE 9000 ПРОФЕССИОНАЛОВ WELDER 9000 WELDISE 9000. ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ.Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не обеспечивают адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации сварочного процесса. Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
КАЧЕСТВО СВАРКИ — ОТВЕТСТВЕННОСТЬ ЗА СВАРКУ.
Эта платформа m использовалась для размещения на море. Все, что потребовалось, — это плохой угловой сварной шов на 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, и платформа рухнула в океан, в результате чего погибли 123 человека и понесены миллиарды долларов.
Все, что вам нужно знать о потолочной сварке рукоятью
Все, что нужно знать о контактной сварке с потолком
Самыми простыми положениями сварки являются горизонтальные и плоские, они также наиболее популярны.С другой стороны, вертикальная сварка стержневым электродом представляет собой сложную задачу. Сварка с вертикальным стержнем может быть не очень популярна, но определенно требует большего мастерства и внимания к деталям, чем горизонтальная и плоская сварка. Вот несколько вещей, которые вам следует знать, и распространенные ошибки, которых следует избегать, чтобы стать хорошим сварщиком вертикально вверх.
Выберите правильный электрод
Если вы собираетесь сваривать под углом крутизны более 45 градусов, вы должны понимать, что вы будете противодействовать силе тяжести.Электрод 7018 был разработан для этой цели. По классификации AWS (Американского сварочного общества) это идеальный выбор, так как 7018 имеет более низкое содержание железного порошка. Этот электрод образует сварочную лужу, которая может замерзнуть почти мгновенно и не будет стекать во время работы. Вы также можете использовать палку 6010 класса AWS, но для этого электрода требуется определенная техника взбивания или укладки, при которой вы вытаскиваете палку из лужи и периодически вставляете ее обратно. Вы можете использовать 6100 для той же работы, но известно, что 7018 дает лучшие результаты и более быстрое ткачество.
Конечно, если вам нужно преодолеть плохое состояние поверхности, вы можете выбрать 6010. Будьте готовы потратить немного больше времени и навыков при работе с ним. С другой стороны, 7018 требует меньше навыков и его быстрее ткать. Сварщики-новички часто ошибочно выбирают 7024 при сварке вертикальной штангой, однако он сильно капает на протяжении всей работы и не заполняется должным образом.
Совершенствуя полку
Плоский, потолочный, горизонтальный, вертикальный вверх и вертикальный вниз — это пять положений сварки.Из этих пяти положение сверху или вертикально вверх является наиболее сложным, потому что на протяжении всего процесса сварки вы постоянно боретесь с гравитацией. Медленная сварка и сварка в гору обеспечивают наилучшее провар, и этот метод предпочтительнее для любого материала, тяжелее листового металла. С другой стороны, если вы работаете с листовым металлом, сварку также можно выполнять на спуске, потому что вам не нужно большое проплавление.
Чтобы лучше понять сварку над головой, сравните ее с кладкой кирпича.Как и при кладке кирпича, сварщик медленно создает сварной шов снизу и каждый раз работает только на небольшом участке. Сварщик продолжает работать над каждым ранее уложенным швом. Каждый новый нижний сварной шов служит основанием для выполнения следующих швов. Нижние сварные швы известны как «полка» или «полка для сварки». Сварочная полка обычно должна быть в два раза больше диаметра электрода.
Если вы выполняете сварку с помощью 7018, вы можете перемещаться зигзагом взад и вперед, давая время каждой секции лужи застыть перед следующим шагом.
Для наилучшего возможного плавления и проплавления важно держать электрод вверх по склону и поддерживать короткую дугу. Во время плетения сделайте так, чтобы сначала сосредоточить внимание на сварке краев стыка, а затем сделайте небольшую паузу, прежде чем двигаться дальше, чтобы дать швам внизу остыть и сформировать пучок. Обратите внимание, что застрявший в сварном шве шлак будет не только выглядеть небрежно, но также снизит прочность сварного шва. Так что избегайте этого и всегда внимательно следите за лужей, чтобы увидеть, не стекает ли шлак со снопа.Если это так, немедленно отодвиньте электрод, чтобы дуга не пропала.
Если вы используете электрод 6100 вместо 7018, обычная техника плетения будет заменена стопкой. Вы можете сравнить эту стопку с фишками для покера, чтобы иметь представление о том, как должен выглядеть готовый сварной шов. Каждая свариваемая стружка должна создавать полку. Хитрость здесь в том, чтобы держать электрод у основания металла. Как только образовалась лужа, оторвите электрод и дайте луже замерзнуть.Как только он застынет, нанесите еще один на передний конец сварного шва. Сохраняйте устойчивый курс и очень осторожно повторяйте каждый шаг, пока не закончите сварку целиком. Лужа должна быть примерно в два раза больше диаметра 6100, который вы используете.
Как избежать подрезов
Подрезка может испортить сварной шов; это одна ошибка, которую следует избегать всегда. Есть один способ избежать этого — уменьшить ток и снизить скорость. Если вы думаете, что можете закончить подрезку из-за слишком большой лужи, рекомендуется уменьшить размер лужи.Это даст вам лучший контроль над всем процессом. Чтобы быть хорошим сварщиком, вы должны сосредоточить внимание на луже и знать, какими характеристиками она не должна быть, чтобы вы могли предсказать, когда сварка вот-вот выйдет из строя, и немедленно исправить это. Во время формирования лужи шлак должен стекать со снопа, независимо от того, какой метод вы используете. Убедитесь, что образовавшаяся лужа будет достаточно прочной, чтобы оставаться на месте.
Настройки уменьшения силы тока
Так как вы собираетесь работать против силы тяжести на этом, настройки силы тока должны быть низкими, чтобы у вас был полный контроль.Сварка на плоской поверхности делает гравитацию вашим другом, и вы можете работать при более высоких температурах. В случае сварки вертикально вверх, если установлен высокий ток, сварной шов не замерзнет со временем и может выпасть. Для получения идеального вертикального сварного шва всегда используйте низкие значения силы тока, например, если вы работаете с 0,125-дюймовым узлом 7018, поддерживайте мощность до 120 или 130 макс. Точно так же, работая с 0,125-дюймовыми 6010, значение силы тока не должно превышать 90-100.
Работа с порошковой сваркой
Новая функция захватила немало строительных рынков.Это сварка порошковой проволокой. Единственная разница между этим типом сварки и сваркой штангой состоит в том, что вы получаете непрерывную подачу проволоки, тогда как при сварке штангой вам нужно постоянно вставлять свежие электроды. Это полезно, если вы продолжаете сварку, поскольку подача не прерывается. В этом случае будет применяться процедура для стержня электрода 7018, если вы используете технику плетения.
Если вы планируете стать сертифицированным сварщиком, попрактикуйтесь в сварке вертикально вверх, потому что это требует больших навыков и точности.Если вы получаете сертификат по сварке с вертикальным подъемом вверх , вы автоматически получаете сертификат по плоской сварке. Итак, воспользуйтесь этими советами и уловками и станьте отличным сварщиком!
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения дополнительных сведений и информации об оборудовании для различных процессов сварки и резки.