Как правильно варить горизонтальный шов электросваркой видео
Чтобы заделать отверстие в стальной трубе, изготовить основу забора или козырек для крыльца из металла, необходимо владеть навыками сварки. Эта видеостатья поможет разобраться, как правильно варить электросваркой. Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Выбор электрода, правила ТБ и СИЗ, подключение сварочных кабелей, выбор значения силы тока в зависимости от диаметра электрода, подготовка металла, способы поджига дуги – обо всем этом в следующем видеоматериале:
Не знаете, как проводить стыковое соединение или проварить детали с 2-х сторон? Посмотрите видеоматериал ниже. Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
В следующем ролике показано, как сделать качественный шов, как делать вертикальные и горизонтальные швы, рассказано о токовых режимах сварки и других особенностях технологии:
Следующее видео о технологии сварки профильной трубы в разных положениях:
Если в предыдущем видеоролике рассказано, как варить трубы квадратного и прямоугольного сечения, то здесь о сварке круглых труб встык:
В трубах иногда появляются нежелательные отверстия, узнайте, как их заварить:
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2.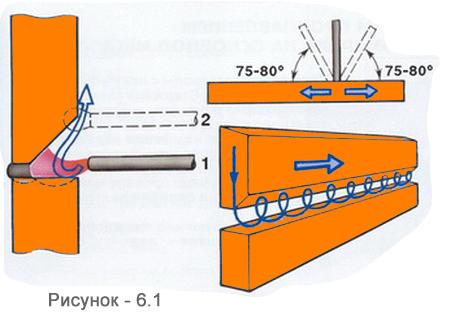 Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
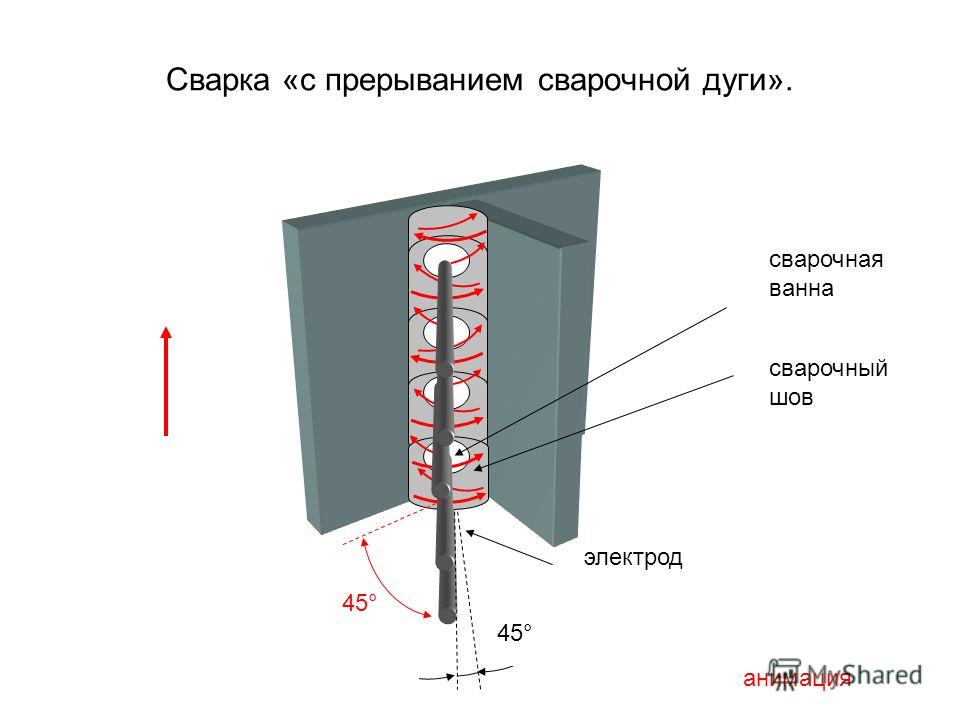
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
«Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
В рабочем процессе сварки нередко возникает ситуация, когда требуется приварить две детали, расположенные в разных плоскостях. Попробуем детально разобраться, как варить вертикальный шов инвертором, так плоскости, как правило, располагаются в таких плоскостях, где нет возможности использовать обычные методы сварочных технологий. Как правило, одна плоскость располагается в вертикальном положении, а вторая часть в потолочной плоскости. В целом, как правильно варить вертикальный шов полуавтоматом задача непростая, требует сноровки, терпения и большого опыта мастеров – сварщиков. Достаточно упомянуть одну простую истину, даже расплавленный металл, который расположен между двумя плоскостями, подвержен силе закона всемирного тяготения вниз, что приводит в свою очередь к деформации и нарушению конструкционной части деталей.
Принципиальные варианты проведения вертикальной сварки
Чтобы понять, как правильно варить вертикальный шов инвертором, рассмотрим два принципиальных варианта проведения сварочных работ, которые включают в себя следующие принципы работы:
- В верхней зоне соединения, металл плавится быстрее, чем в ее нижней части, таким образом, проходит быстрая кристаллизация металлоконструкции в частях стыковки и соединения. Особенности сварки вертикальных швов предусматривают использование мелких дисперсионных частичек раскалённого металла, которые можно добиться только в режиме перемещения электродом вглубь, а также наружу, быстрыми и резкими движениями. При этом обязательно уменьшаем длину дуги сварочного аппарата. Образно говоря, в данной ситуации задача, как варить вертикальный шов полуавтоматом, чем – то напоминает постукивание электродом по поверхности обрабатываемых частей.
- Сварочный процесс как варить вертикальный угловой шов при помощи переменного тока осуществляется исключительно снизу вверх. Тут потребуется постепенное заполнение кратера обрабатываемого шва, причём наполняемость будет производиться исключительно снизу. Образно говоря, нижняя плоскость металла будет подставкой для заполнения раскалённого металла, который поступает сверху, рабочая плоскость ванны наполняется постепенно.
Требования к сварке в вертикальном положении
Ради справедливости, не всегда есть вероятность того, что необходимо только сварка вертикальных швов без отрыва. Встречаются ситуации, когда шов необходимо варить только сверху вниз. Но и здесь потребуется выполнение ряда технологических условий, которые необходимы для качественного проведения операции сварки металлов различных групп.
Чтобы капли раскалённого металла не стекли вниз, потребуется соблюдение ряда условий для определения задачи, как варить вертикальный шов инвертором металл 1.5 мм.»
- Электрическая дуга должна быть исключительно короткой.
- В начале режима поджига, электрод должен располагаться только перпендикулярно, причём одновременно двум рабочим плоскостям имеющихся заготовок.

- В процессе варке, электрод наклоняется вниз относительно основного корпуса держака. Электрод должен располагаться только под острым углом наклона относительно основной части сварочного шва. Дуга обязательно должна «ловить» капли раскалённого металла, для предотвращения стекания вниз.
- В некоторых случаях сварка полуавтоматом вертикальных швов не может остановить стекание раскалённых участков обрабатываемой поверхности металла. Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.

Вышеописанная технология является намного легче, чем аналогичный вариант проведения сварки сверху вниз. Но, данная методика показывает, что качество сварки будет в несколько раз хуже, чем предыдущий вариант исполнения.
Способы проведения сварочных работ
Теперь рассмотрим вопрос, как правильно варить вертикальный шов. Для этих целей берём во внимание одну из разновидностей работы — треугольник, ёлочка или лесенка.
- Технология треугольник. Для этой технологии используем металл, который имеет толщину не более чем 2 мм. Для выполнения технологического процесса, максимально притупляем кромки. В основе это работы, лежит технология сварки снизу вверх, но жидкий метал должен застывать сверху. Такой расплавленный металл постепенно стекает в нижнюю часть, аккуратно кристаллизируется образующийся металлический корпус шовного валика. Шлак, который стекает вниз, не препятствует проплавлению имеющихся кромок на части металла, так как происходит перемещение по уже застывшей ванне. По своей сути, форма ванны имеет вид треугольника, и это указывает на основное пояснение названия данной технологии. В данном случае необходимо правильно двигать электродом, чтобы можно было заполнить форму ванны, точнее ее стык. К примеру, в нижней части зазора образуется полочка, после этого электродом перемещаем к левой кромке, после этого плавно переходим к правой кромке, и таким образом формируется наполнение ванночки. Для технологии треугольником, лучше всего использовать электрод диаметром 3 мм, а сила тока не более 80-100 ампер.
- Технология ёлочка. Этот вариант оптимален только для материала стали, которая имеет толщину в диапазоне 2-3 мм. Здесь используются очень сложные схемы перемещения электродом. Сварочные работы необходимо начинать в одной из плоскостей кромки. По одной стенке необходимо наплавлять раскалённый металл на себя, таким образом, формируем толщину зазора. Далее не останавливаясь, направляем электрод в глубину зазора. После этого необходимо опять же не останавливаясь задержаться в верхней части зазора на некоторое время, и опять же не останавливаясь отправлять электрод к другой части кромки. По идее, этот процесс напоминает больше петлю, где нужно каждый шаг отрабатывать до автоматизма. Таким образом, вы добьётесь равномерного распределения расплавленных частей в зазоре металла. В этом процессе необходимо предотвратить образование порезов кромок, а также образования подтёков.
- Технология лесенка. Этот метод можно использовать только в том случае, если вы обеспечите образование максимального размера шва при минимально возможном притуплении кромок. Сам процесс заключается в переходе от одной части кромки к другой при минимальном режиме подъёма электрода. Образно говоря, сварочная технология выполняется зигзагообразными действиями от одной кромки к другой, причём снизу — вверх. В данном случае рекомендуется электрод надолго задерживать на основаниях кромки на определённое время, после этого быстро обеспечивать переход к другой кромке там опять задерживаемся и быстро переходим к другой части и т.д. Данная технология актуальна для металла, который имеет толщину до 4 мм.
 К примеру, в нижней части зазора образуется полочка, после этого электродом перемещаем к левой кромке, после этого плавно переходим к правой кромке, и таким образом формируется наполнение ванночки. Для технологии треугольником, лучше всего использовать электрод диаметром 3 мм, а сила тока не более 80-100 ампер.
К примеру, в нижней части зазора образуется полочка, после этого электродом перемещаем к левой кромке, после этого плавно переходим к правой кромке, и таким образом формируется наполнение ванночки. Для технологии треугольником, лучше всего использовать электрод диаметром 3 мм, а сила тока не более 80-100 ампер.Варить вертикальный шов в принципе очень тяжело. Только опытным путём, настоящий профессионал может выполнить качественную работу.
Примечательно, чтобы научиться данной технологии, понадобится несколько месяцев практических навыков.»
Большое количество вариантов шва позволяет обеспечить высокое соединение стыковых соединений. Вертикальный шов, один из немногих, который позволяет добиться высокого качества соединения разнородных по группе металлов и конструкционных решений.
Видео: Как научится варить вертикальный шов?
Сварка горизонтальных швов и ее особенности
Электросварка — объединение между собой различных металлов методом расплавления их с помощью электрической дуги. При застывании образуется сварной шов. В зависимости от места положения шов бывает горизонтальным, вертикальным, боковым. Сварка горизонтальных швов производится на плоскости, расположенной вертикально. Своеобразной опорой служит нижняя кромка, поэтому в горизонтальном направлении дуговая сварка происходит более легко. Однако, специфические особенности вызывают ряд трудностей.
Необходимое оборудование
При горизонтальной сварке используются следующее оборудование и инструменты:
- Инвертор сварочный. Применяется для понижения сетевого напряжения до требуемого значения. Подходит для металлических деталей различной толщины.
- Трансформатор. Понижает напряжение до рабочего.
- Выпрямитель. Превращает переменный ток в постоянный. Создает стабильность горения дуги.
Сварщик должен иметь экипировку, обеспечивающую безопасность при работе: одежду из несгораемого материала, защитную маску.
Технология сварки горизонтального шва
Качественная сварка горизонтального шва заключается в том, что необходимо подобрать сечение электрода и силу тока. Важным является умение сварщика грамотно перемещать электрод по направлению шва, держать его под правильным углом.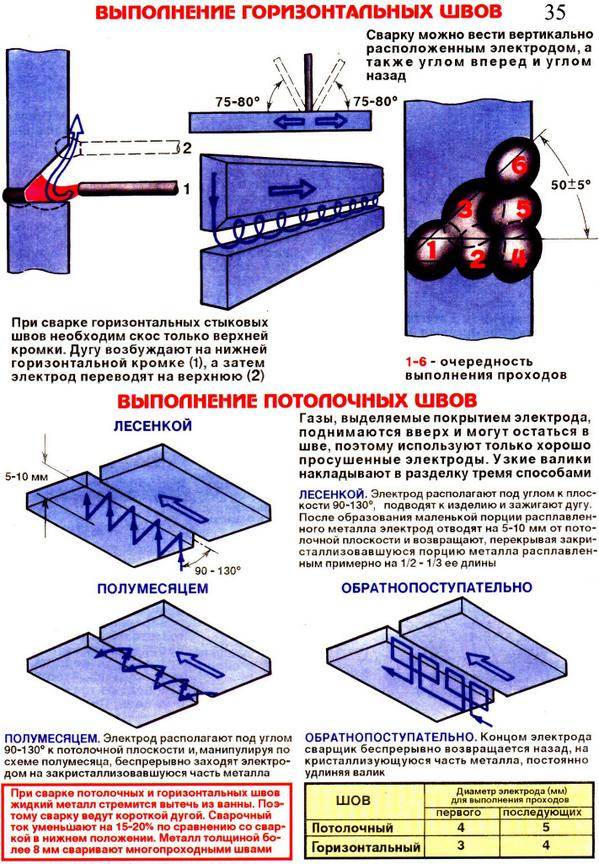 Нельзя допускать перегрев стыков и затухания дуги раньше времени.
Нельзя допускать перегрев стыков и затухания дуги раньше времени.
Когда выполняется горизонтальный шов сварка вызывает стекание вниз жидкого металла. Чтобы этого избежать, сваривание производят поочередным выполнением узких валиков. Каждый предыдущий становится опорой для следующего. Поперечные колебания недопустимы. Наплавку ведут по направлению снизу вверх. Сварочный ток подбирается максимально возможный для толщины свариваемых материалов.
Сварочная ванна начинает опускаться вниз. Чтобы этого избежать, следует наклонять электрод. Угол наклона электрода относительно вертикальной плоскости составляет порядка 80 градусов. Сварка горизонтального шва на вертикальной поверхности обеспечивает формирование его необходимой ширины и глубины благодаря аккуратным перемещениям конца электрода. Расслабление руки сварщика способствует ведению электрода волнообразными движениями. Применяются различные рисунки поперечного хода.
Кроме перемещения электрода большую роль для получения качественного шва играют параметры тока. Сила тока должна быть тем выше, чем больше диаметр электрода и толщина свариваемого металла. Ровный шов получается при оптимальном соотношении силы тока и скорости перемещения электрода.
Сложности при горизонтальной сварке
Сложность при выполнении горизонтального шва создает сила тяжести расплавленного металла. Под ее действием может произойти его вытекание из сварочной ванны. Стекание металла на нижнюю кромку создает на ней сильное уплотнение. Из-за этих обстоятельств не происходит качественного соединения.
Из-за неудобного положения при горизонтальной сварке исполнитель может допустить ошибки. Чтобы возможные последствия свести к минимуму, на верхней кромке следует создать склон.
Интересное видео
Сварка электродом для чайников (Часть 3)
Это статья из серии экспресс-уроков Свар-EXPRESS.
Темы урока: Вертикальный шов; Токовые режимы сварки; Условия качественного шва; Движение электрода; «Подрез» и как с ним бороться; Тонкости сварки горизонтальных швов
Для демонстрации используется сварочный инвертор AuroraPRO STICKMATE 160 (MMA+TIG lift)
| Инженер-сварщик Евгений Евсин |
Следующее, о чем я вам расскажу – это сварка вертикального шва. Эта задача гораздо сложнее, чем в горизонтальном положении, есть свои определенные тонкости. Первое что мы должны знать – в вертикальном положении металл не должен быть таким же горячим, как при горизонтальной сварке. Необходимо уменьшить ток, чтобы металл не так сильно нагревался и не был таким текучим. Для вертикального шва со 100 ампер сделаем примерно 80, даже 75 ампер.
Вертикальный шов варится зигзагообразными движениями и с гораздо меньшей скоростью. Не забываем задерживаться на краях и следим за тем, как сплавляются края, чтобы не образовывалось подрезов. Самое главное нужно выставить правильный сварочный ток, чтобы металл не был слишком текучим, чтобы он у нас не стекал вниз, вовремя остывал и формировался. Также следим, чтобы процесс сварки не останавливался, однако, когда металл слишком горячий приходится останавливаться.
Мы в процессе поднимания шва совершаем зигзагообразные движения, на краях задерживаемся, но не долго, чтобы металл не становился жидким и подрезы не образовывались.
Совершаем не только зигзаги, но и петельки.
Иногда можно подниматься по середине и делать движения вверх-вниз.
Сбиваем шлак, получаем такой результат:
Стыковое соединение примерно аналогичное, поэтому делаем все тоже самое.
Существуют еще такое пространственные положения, как горизонтальное – это когда деталь находится примерно вот так вот:
Также есть потолочное, когда деталь расположена так:
Тут главное настроить автомат так, чтобы металл не стекал, не падал вниз, а правильно формировался.
 В горизонте тоже есть свои сложности, потому что притяжение земли оказывает свое воздействие и металл стекает не так, как нам хотелось бы. Но есть определенные приемы для исправления ситуации. Например, когда мы прошли коренной шов, на шве сверху образуется подрез:
В горизонте тоже есть свои сложности, потому что притяжение земли оказывает свое воздействие и металл стекает не так, как нам хотелось бы. Но есть определенные приемы для исправления ситуации. Например, когда мы прошли коренной шов, на шве сверху образуется подрез: Он убирается очень легко. Надо пройти по этому подрезу валиком, не сбивая нижнего шлака.
Вот, что получилось:
Есть еще один нюанс — горизонтальные швы всегда варят тонкими валиками, никогда не совершая зигзагообразные движения, а только обратно-поступательные и тонким валиком. Должно получаться примерно так:
Выбрать сварочный аппарат вы можете на нашем сайте
Смотрите данную статью в видео-ролике:
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Сварочные экраны и защитные шторки — в наличии на складе! Сварка одиночных валиков на вертикальной поверхностиПри выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика — 1-2 диаметра с покрытием — достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 41 а). При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 41б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед». Наплавка на вертикальной плоскостиКаждый выполненный валик при наплавке является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика (рис. 42 а). Наплавка ведется снизу вверх. Последний валик (рис. 42 б) рекомендуется варить на сварочном токе ниже на 10-20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток. Наплавка на вертикальной плоскости позволяет применять производительный метод «сварка по шлаку», но требует высокой квалификации и большого опыта сварщика. Сварка стыковых соединений в горизонтальном положении 1-й — корневой валик выполняется без поперечных колебательных движений короткой дугой. Угол наклона электрода необходимо выдерживать 80°±5° (рис.43) в зависимости от проплавления верхней кромки разделки. Угол наклона электрода по отношению к направлению сварки все в той же зависимости. Шлак частично стекает вниз, а часть в зазор, что и позволяет варить под прямым углом. В зависимости от проплавления в зазор, выдерживать сварку «углом вперед» — когда необходимо уменьшить проплав, и «углом назад» — когда необходимо большее проплавление корня шва. Сварочный ток минимальный или средний. При замене электрода необходимо следовать рекомендациям, описанным для сварки в нижнем положении. Длина дуги — в зависимости от зазора. Короткой дугой можно пользоваться в случаях, необходимых для большего проплавления.
Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части. Второй слой выполняется в один проход, на более высоком токе (среднем) и, если позволяет ширина первого валика, применить электрод большего диаметра. Сварку производить «углом назад». Скорость сварки выбрать такой, чтобы сварочная ванна оплавляла и соединяла электродным металлом обе кромки. Следующий слой, 3-й, выполняется по двум вариантам: 1) (рис. 45а), если второй валик сформирован с площадкой, то 3-м валиком лучше заполнить «лодочку» между верхней кромкой разделки и вторым валиком. Сварку производить «углом назад»; 2) (рис. При S = диаметру электрода с покрытием сварку производить без манипулирования (рис. 46а). При S > диаметра электрода с покрытием сварку производить с поперечным манипулированием электродом, как показано на рис. 46б, Поперечные колебательные движения между верхней кромкой и третьим валиком позволяют сформировать нормальный валик. Это единственный случай при горизонтальной сварке, когда возможно производить поперечные колебания. Поверхностные силы натяжения верхней кромки удерживают жидкий металл шва от отекания вниз, что позволяет варить более широкий валик.
Последующие слои выполнять с той же техникой сварки, что и третий слой, используя нижнюю кромку разделки как площадку, что позволяет вести сварку на среднем и максимальном сварочном токе. Заполняя разделку, особое внимание необходимо обратить на верхнюю кромку, где более всего возможно образование дефектов. Перед сваркой последнего верхнего валика в каждом слое нужна тщательная зачистка от брызг, шлака, нагара. Наклон электрода при сварке последнего валика показан на рис. 46в. При заполнении разделки нижняя кромка заполняется быстрей, верх отстает. Чтобы подровнять заполнение разделки, следует валик (20) (рис. 47) выполнить так, чтобы оставить площадку на нижнем валике (19) для последующего слоя, который начинается валиком 23. При Х-образной разделке при подготовке и сварке обратной стороны использовать все приемы, описанные выше. Тудвасев В.А. «Рекомендации сварщикам». |
 Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.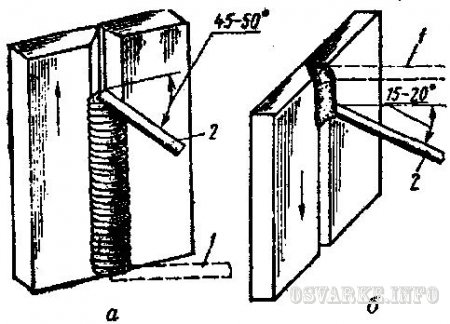

 Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
Шов находится над сварщиком, а работы ведутся под углом 120-180 °;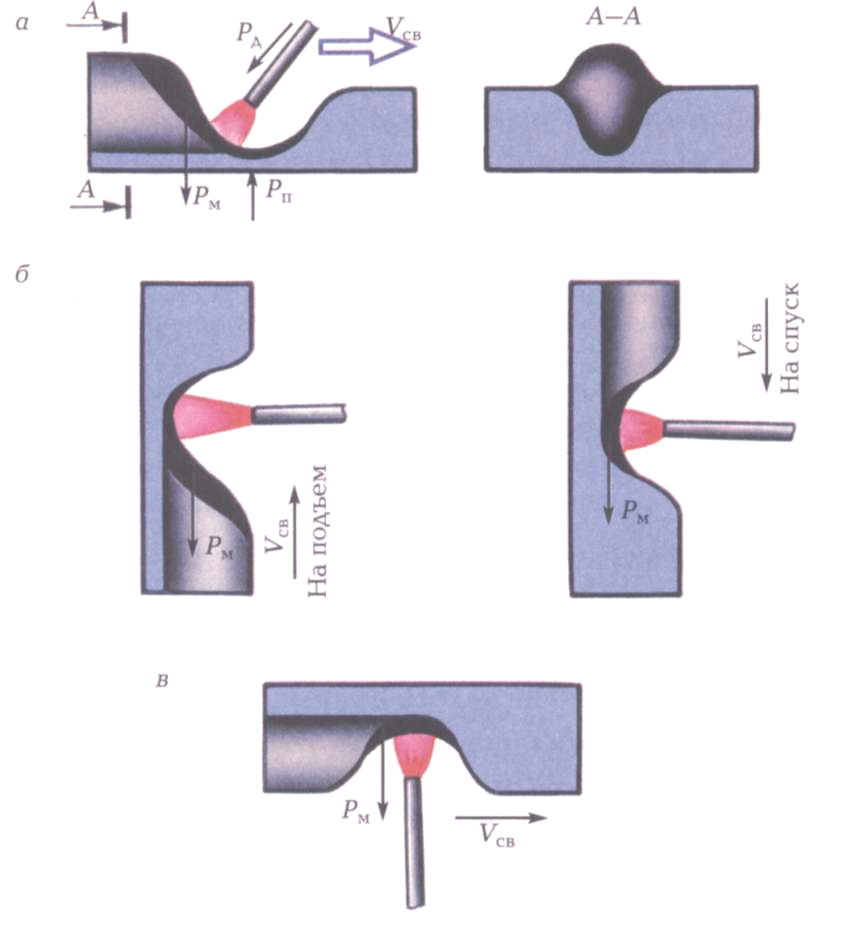 Ванна может выпасть, последствием чего может быть прожог.
Ванна может выпасть, последствием чего может быть прожог. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
 Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
 О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
 Поэтому управляться с таким оборудованием непросто.
Поэтому управляться с таким оборудованием непросто..jpg)



 Большой выбор.
Большой выбор.
 45б), если второй валик «нормальный», то третий слой необходимо выполнить в два валика. 3-ий валик выполнить с усилением между нижней кромкой разделки и вторым валиком таким образом, чтобы расстояние между верхней кромкой и выполняемым валиком оставалось не менее диаметра электрода с покрытием (рис. 45в). Четвертый валик выполнить в зависимости от полноты третьего валика и от расстояния между верхней кромкой и вершиной третьего валика.
45б), если второй валик «нормальный», то третий слой необходимо выполнить в два валика. 3-ий валик выполнить с усилением между нижней кромкой разделки и вторым валиком таким образом, чтобы расстояние между верхней кромкой и выполняемым валиком оставалось не менее диаметра электрода с покрытием (рис. 45в). Четвертый валик выполнить в зависимости от полноты третьего валика и от расстояния между верхней кромкой и вершиной третьего валика. Облицовочный слой варится узкими валиками, в виде наплавки. Последний верхний валик (27) выполняется на сварочном токе на 10-20 А меньше, чем предыдущие валики.
Облицовочный слой варится узкими валиками, в виде наплавки. Последний верхний валик (27) выполняется на сварочном токе на 10-20 А меньше, чем предыдущие валики.Учимся сваривать горизонтальные швы (Видео)
Array
(
[TAGS] => Сварка
[~TAGS] => Сварка
[ID] => 113672
[~ID] => 113672
[NAME] => Учимся сваривать горизонтальные швы (Видео)
[~NAME] => Учимся сваривать горизонтальные швы (Видео)
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 2004
[~IBLOCK_SECTION_ID] => 2004
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Учимся сваривать горизонтальные швы (Видео)
[~PREVIEW_TEXT] => Учимся сваривать горизонтальные швы (Видео)
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24.02.2021 07:59:32
[~TIMESTAMP_X] => 24.02.2021 07:59:32
[ACTIVE_FROM] => 24.02.2021
[~ACTIVE_FROM] => 24.02.2021
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/113672/
[~DETAIL_PAGE_URL] => /news/2004/113672/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => uchimsya_svarivat_gorizontalnye_shvy_video
[~CODE] => uchimsya_svarivat_gorizontalnye_shvy_video
[EXTERNAL_ID] => 113672
[~EXTERNAL_ID] => 113672
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24. 02.2021
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_META_KEYWORDS] => учимся сваривать горизонтальные швы (видео)
[SECTION_META_DESCRIPTION] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PAGE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_META_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_META_KEYWORDS] => учимся сваривать горизонтальные швы (видео)
[ELEMENT_META_DESCRIPTION] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PAGE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
Учимся сваривать горизонтальные швы (Видео) 02.2021
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_META_KEYWORDS] => учимся сваривать горизонтальные швы (видео)
[SECTION_META_DESCRIPTION] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PAGE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_META_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_META_KEYWORDS] => учимся сваривать горизонтальные швы (видео)
[ELEMENT_META_DESCRIPTION] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PAGE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2021
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_META_KEYWORDS] => учимся сваривать горизонтальные швы (видео)
[SECTION_META_DESCRIPTION] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PAGE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_META_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_META_KEYWORDS] => учимся сваривать горизонтальные швы (видео)
[ELEMENT_META_DESCRIPTION] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PAGE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Учимся сваривать горизонтальные швы (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Учимся сваривать горизонтальные швы (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
24. 02.2021
02.2021
Просмотров: 868
Сварка электродом вертикальный шов — Стройпортал Biokamin-Doma.ru
Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Потребуется немало времени, чтобы наработать практические навыки.
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.

Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Как варить вертикальный сварочный шов
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
 При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
При этом процесс кристаллизации ускоряется в зоне стыков и соединения.Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
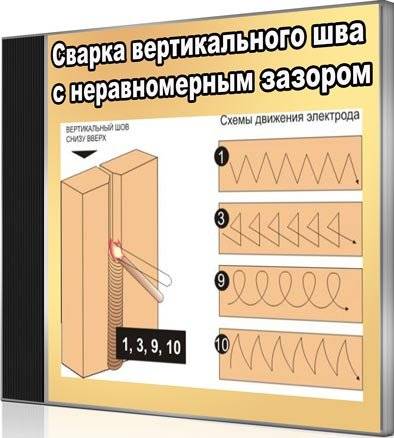 Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
 В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплаваСтоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.

Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
 Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Как варить вертикальный шов электросваркой: правильная сварка инвертором для начинающих
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Секреты сварки электродом
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.
Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».
Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Новые тесты аппарата ПТК RILON MMA 400 G от MastakSvarka
На YouTube канале MastakSvarka вышли новые обучающие видеоролики для сварщиков. На этот раз в обзорах участвовал сварочный аппарат для ручной дуговой сварки ПТК RILON MMA 400 G.
Кратко о преимуществах аппарата ПТК RILON MMA 400 G: это обновлённая линейка аппаратов с завода RILAND, который работает от трехфазной питающей сети в диапазоне ±15% без снижения характеристик. Инвертор оснащен регулируемым форсажем дуги и горячим стартом. Также, есть подключаемая функция VRD и возможность подключения к ПДУ. На аппарат предоставляется 5 лет сервисной гарантии.
Еще аппарат прошел аттестацию и получил сертификат НАКС. Благодаря этому инвертор может допускаться для эксплуатации на стратегических объектах, опасных промышленных предприятиях нефтегазовой и химической промышленности.
В новых видео MastakSvarka разбирает популярные виды сварки для начинающих сварщиков и дает упражнения для закрепления знаний. Но, как известно «повторение — мать учения», поэтому данные ролики будут полезны не только новичкам в сварочном деле, но и профессионалам.
Сварка стыкового соединения в вертикальном положении
В ролике подробно разбирается узел сварки С25 с детальной демонстрацией полной сварки — обратный валик, коренной проход, заполняющий слой и облицовочные швы.
Сварка горизонтальных швов по часовой и против часовой стрелки
Подробная демонстрация сварки горизонтальных швов внахлест слева направо и справа налево электродами УОНИ 13/55.
Сварка стыковых соединений с разделкой кромок на толстом металле
Обучение сварки стыковых соединений металла больших толщин с демонстрацией слоев сварочных швов.
Смотрите видео и делитесь своим мнением в комментариях к роликам. Подписывайтесь на канал MastakSvarka и канал ПТК сварка.
Какие бывают положения при сварке?
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Американское общество сварщиков выделяет четыре основных сварочных должности: 1
- Плоское положение
- Горизонтальное положение
- Вертикальное положение
- Верхняя позиция 1
Что такое сварочное положение? Почему бывают разные положения сварки? А как узнать, какую позицию использовать?
Продолжайте читать для ответов.
Почему бывают разные положения при сварке?
Те, кто никогда не посещал занятия по сварке и не плавил металл в полевых условиях, могут предположить, что сварщик просто сидит за рабочей станцией и плавит металлические компоненты перед ними, свободно перемещаясь по столу и перемещая заготовку по мере необходимости.
Но в повседневной рабочей среде соединение металла может быть намного сложнее. Заготовки можно прикрепить к потолку, углу или полу. 1
Сварщикам нужны технологии, позволяющие сваривать в любом положении. 1 Итак, были разработаны четыре общих положения сварки. 1
Что такое положение при сварке?
Позиция сварки — это метод, позволяющий сварщику соединять металлы в том положении, в котором они находятся, или положении, в котором будет использоваться конкретный компонент. 1
Существует четыре основных типа сварочных позиций: 1
1. Плоское положение
Сварочный шов в плоском положении, также называемый «направленным вниз», является самым простым и часто первым сварным швом, который выучивают новички.Соединяемые металлы укладываются плоско, и сварщик пропускает по ним электрическую дугу, перемещаясь по заготовке в горизонтальном направлении. Верхняя сторона соединения сваривается, позволяя расплавленному материалу двигаться вниз по его краям или канавке. 2
2. Горизонтальное положение
Горизонтальное положение считается смещенным сварным швом. Наряду с вертикальным и над головой, горизонтальное положение может быть более сложным для выполнения и требует более высокого уровня навыков. 2
Ось сварного шва горизонтальна. Способ выполнения позиции зависит от типа сварного шва. Для углового шва сварной шов размещают там, где вертикальная и горизонтальная части металла пересекаются под углом 90 градусов. При выполнении шва с разделкой кромок поверхность шва будет располагаться в вертикальной плоскости. 1
1
3. Вертикальное положение
Для вертикального сварного шва и сварной шов, и пластина будут лежать вертикально. Одной из основных проблем при выполнении этого шва является то, что расплавленный металл стекает вниз и накапливается.Сварка в вертикальном положении вниз или вверх может предотвратить эту проблему. 3
4. Накладные расходы
Сварочный шов в верхнем положении — это самое трудное положение для работы. Сварка будет выполняться с двумя металлическими частями над сварщиком, и сварщик должен будет наклонять себя и оборудование под углом, чтобы дотянуться до стыков. 3
Одной из основных проблем может быть провисание металла на пластине. Когда металл проседает, образуется корона. Чтобы избежать этой проблемы, лужу расплавленного металла нужно держать небольшого размера. 3
Как видите, положение при сварке — это, по сути, расположение сварщика по отношению к заготовке. Одно из основных соображений при выборе каждого положения — направление потока сварочного материала под действием силы тяжести. 3
Положение сварного шва на соединяемых пластинах или секциях является основой для всех классификаций сварки, которые обозначаются символами сварки. 1
Прежде чем мы обсудим различные классификации сварки, это может помочь вам сначала понять типы сварных швов и сварных соединений, на которых обычно выполняются эти положения.
Какие основные типы сварных швов?
Два основных типа сварных швов могут использоваться в любом из четырех положений: 1
Угловой шов (F)
Угловой шов, который часто считается самым популярным типом сварного шва, соединяет два куска металла примерно под прямым углом друг к другу. 4
Сварка Рощи (G)
Шов с канавкой — второй по распространенности тип сварного шва. Сварной шов с канавкой образуется, когда в канавку между двумя кусками металла напыляется присадочный металл.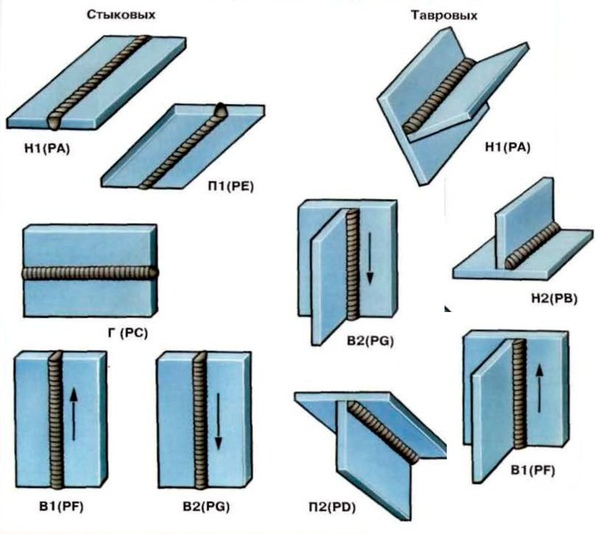 4
4
Каковы основные типы сварных соединений?
При совмещении стыков и сварных швов получаются сварные соединения. 4 Место соединения двух или более металлических частей — это то, что разделяет сварные соединения. Ниже представлены 5 распространенных типов сварных соединений. 5
стыковые соединения
Стыковые соединения возникают, когда две металлические детали в одной плоскости соединяются так, чтобы их края соприкасались. 5
Коленчатые суставы
В этом сварном шве две металлические части частично перекрывают друг друга. 5
Угловые соединения
Угловой сварной шов — это место соединения двух деталей под углом 90 градусов. 5
Т-образный шарнир
Это сварное соединение возникает, когда две детали соединяются под прямым углом. Сварной шов имеет Т-образную форму. 5
Кромки
Краевые стыки возникают при сварке плоских сторон двух металлических частей. 5
Какие символы сварки соответствуют разным позициям?
Давайте объединим все эти концепции, чтобы вы знали, какое положение сварки использовать при чтении символов сварки на чертежах архитектора:
| Сварочные символы | Позиция при сварке | Тип сварного шва |
| 1 Факс | Плоское положение | Угловой шов |
| 1 г | Плоское положение | Сварка с разделкой кромок |
| 2 ф. | Горизонтальное положение | Угловой шов |
| 2 г | Горизонтальное положение | Сварка с разделкой кромок |
| 3 ф. | Вертикальное положение | Угловой шов |
| 3 г | Вертикальное положение | Сварка с разделкой кромок |
4 ф. | Верхняя позиция | Угловой шов |
| 4 г | Верхняя позиция | Сварка с разделкой кромок |
1
Как выбрать правильную технику сварки
Теперь вы знаете больше о различных положениях сварки.Выбор того, какой из них использовать, может быть лишь одним из факторов, которые следует учитывать перед сваркой.
Ознакомьтесь с этими советами по выбору правильной техники сварки.
Заполните форму, чтобы получить информационный пакет без обязательств.
Вам также может понравиться …Дополнительные источники
1 https://weldguru.com/welding-positions/
2 https://www.wcwelding.com/welding-positions.html
3 https://welderportal.com/types-of-welding-positions/
4 https://weldguru.com/weld-types-joints/
5 https://www.millerwelds .com / Training / PresentationsQuizzes / IntroToWelding / Welding8 / presentation_html5.html
Автоматический сварочный аппарат — PHI
Автоматический сварочный аппарат для лучевой сварки — основной Широкий выбор форм структурных балок от сварщиков-автоматов PHIСварка стальных балок по индивидуальному заказу для таких применений, как: инженерные металлические здания, сборные стальные конструкции, верфи, полуприцепы / кузова тягачей, мосты и платформы.
Теперь вы можете непрерывно изготавливать индивидуальные балки с минимальными задержками для изменения размеров или форм балок. Автоматический сварочный аппарат PHI обеспечивает более высокую производительность при работе как с прямыми, так и с коническими балками. Он автоматически сваривает обе полки балки одновременно, обеспечивая необходимое проплавление на стенке до 1/2 дюйма и фланце 1 1/2 дюйма — и все это за одну операцию, за один проход и с одной стороны. Система PHI выполняет угловой сварной шов между стенкой и фланцем.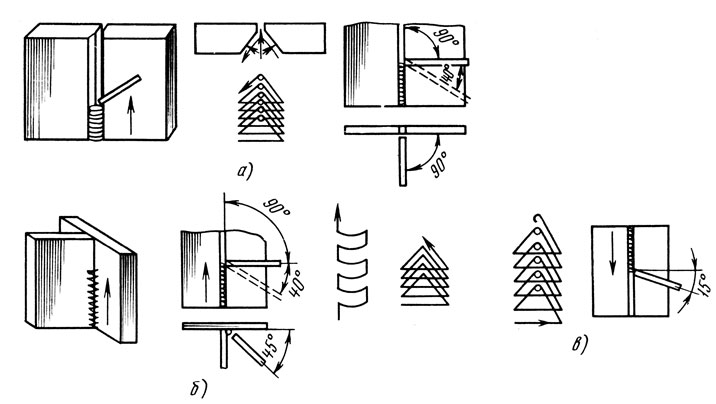 Сварные швы получаются однородными и имеют качество, требуемое строительными нормами.
Сварные швы получаются однородными и имеют качество, требуемое строительными нормами.
Сварщик швов
Шовный сварочный аппарат используется для соединения отдельных секций стенки со 100% сварным швом и для изготовления длинных стенок из коротких секций или для соединения секций разной толщины.
Две соединяемые детали выравниваются по направляющей кромки и зажимаются в нужном положении с помощью пневмоцилиндров. Рифленая медная опорная пластина плотно прилегает к нижней стороне соединения. Сварочная головка перемещается по стыку и сваривает его однопроволочной дугой под флюсом.
Зажимы освобождаются, и полотно перемещается к зажимному приспособлению. Сварочное оборудование состоит из сварочной головки с бункером для флюса, ходовой тележки, органов управления и источника питания на 1000 ампер.
Для подачи и восстановления сварочного флюса предусмотрена система улавливания флюса. Гидравлический силовой агрегат и электрическое управление устройства для сварки швов также используются для привода конвейеров на входе и выходе из устройства для сварки швов.
Крепление для прихваток
Прихватка используется для сборки балки перед основным сварочным аппаратом.Стенка и фланцы поступают из устройства для сварки швов и стеллажей для хранения фланцев соответственно, транспортируются к приспособлению для прихватывания и позиционируются до прихватывания передней кромки балки. Загрузка фланцев на конвейеры может выполняться вручную оператором или автоматически с помощью портала PHI для загрузки фланцев.
Два фланца размещены на секции конвейера с противоположных сторон полотна, повернуты в вертикальное положение и удерживаются магнитными направляющими роликами. Три детали выдвигаются в нужное положение до упора втягивания и гидравлически зажимаются в их надлежащем относительном положении.Оператор вручную прихватывает их вместе. Зажимы отпускаются, и сварная прихваточная балка передается сварщику. После начальной регулировки положения зажима для первой балки оператор контролирует все перемещение материала с панели управления для всех последующих балок того же размера.
Электроуправление
Электрическая панель управления на главном сварочном аппарате обеспечивает максимальную гибкость управления системой. Сварщик может работать как в ручном, так и в автоматическом режиме.
В ручном режиме последовательность операций достигается с помощью отдельных элементов управления, расположенных на панели управления. Параметры сварки также устанавливаются индивидуально на каждом контроллере сварочной головки.
В автоматическом режиме управление ПЛК увеличивает время зажигания дуги за счет исключения ручных операций.
Используя конвейер «IN», оператор переводит луч в исходное положение, выбирает одну из предустановленных программ сварки (скорость сварки, скорость подачи проволоки и напряжение) и нажимает кнопку «СТАРТ».
Полная последовательность операций, включая перемещение луча со скоростью сварки, позиционирование сварочных головок, запуск и остановка процесса сварки на стационарных и подвижных сторонах, активация удержания полотна, медные опорные узлы и цилиндры давления, а также СТОП операции будет выполнено автоматически.
ПЛК обеспечивает точность, надежность, универсальность, качество и быстрое изменение параметров для различных сварочных приложений.
Интерфейс между оператором и машиной осуществляется через панель Allen Bradley Panel View, которая была запрограммирована PHI для отображения всех параметров программы сварки и отображения на разных экранах состояния ввода / вывода для поиска и устранения неисправностей и диагностики.
Программирование параметров сварки для различных сечений балки также осуществляется через экраны просмотра панелей.
Конвейеры
Устройство для сварки швов, приспособление для прихватывания и автомат для сварки соединены между собой конвейерной системой, образуя полную производственную линию, которая обеспечивает непрерывное производство балок.
Конвейеры расположены на входе и выходе устройства для сварки швов, приспособления для прихватывания и автоматического сварочного устройства и имеют гидравлическое управление. Органы управления на каждой из этих станций определяют движение, направление и скорость соседних конвейеров.
Органы управления на каждой из этих станций определяют движение, направление и скорость соседних конвейеров.
Типовая компоновочная система включает 18 конвейерных секций. Шесть моторизованы, приводя в движение ролики с помощью звездочек и цепей. Десять приводятся в движение, соединены цепями с соседними моторизованными секциями. Двое простаивают. Каждая секция конвейера имеет длину 10 футов, ширину 94 дюйма и высоту 30 дюймов. Ролики предназначены для тяжелых условий эксплуатации и предназначены для работы с толстыми стальными листами и расположены с шагом 22 дюйма.
Грузоподъемность каждой секции конвейера составляет приблизительно 4 000 фунтов. Скорости конвейера синхронизированы со скоростями подачи сварочного аппарата, чтобы минимизировать износ конвейера в результате трения между вращающимся роликом и медленно движущейся балкой на входе сварочного аппарата.
Вместимость машины
| Вместимость машины | |
|---|---|
| Толщина полотна: | от 1/8 дюйма до 1/2 дюйма |
| Ширина полотна: | Мин. 5 дюймов. до 72 дюймов макс. |
| Конус перемычки: | 15 ° макс. |
| Толщина фланца: | 3/16 дюйма мин. до 1-1 / 2 ”макс. |
| Ширина фланца: | 4 дюйма мин. до 20 дюймов макс. |
| Длина балки: | 8 футов.мин. |
| Секция балки: | 325 фунтов / фут. Максимум. |
| Вес балки: | 12000 фунтов. общая, макс. |
| Размер сварного шва: | 1/8 дюйма мин. до 5/16 ”макс. |
| Скорость сварки: | 20–120 дюймов в минуту |
| Типичная скорость сварки: |
|

Производственная мощность
Хотя фактическая производственная мощность будет зависеть от размера и типа балок, которые будут изготавливаться, типичная производительность составляет 2 000 тонн стали в месяц за одну восьмичасовую смену с использованием всего трех операторов.
Доступные опции
Компьютерная система управления
Эта опция включает компьютерную систему управления с сенсорным экраном для программирования и управления.Он использует промышленный ПК и программное обеспечение с машинным интерфейсом для удобной работы.
Он оснащен легко доступными диагностическими индикаторами, дисплеем сообщений и настраиваемой графикой, включая электрические и гидравлические схемы и функциональные схемы. Ввод программы можно производить с помощью сенсорного экрана или клавиатуры.
Сварочные программы можно загружать удаленно с подключенного ПК или из сети. Он также включает однодневный регистратор данных для записи работы машины.
Максимальный размер веб-страницы 84 дюйма
Эта опция позволяет изготавливать балки с максимальным размером 84 дюйма вместо стандартных 72 дюймов.Все элементы системы модифицированы для соответствия большим размерам полотна.
Сварочные головки для изготовления кран-балок
Специальная конструкция сварочной головки доступна для производителя подкрановых балок. В подкрановых балках верхняя полка представляет собой С-образный канал с короткими сторонами, направленными внутрь балки.
Антресоль главного сварочного аппарата
Эта опция включает платформу с ограждениями рельсов и лестницей для облегчения доступа. Платформа используется для хранения флюса и проволоки и позволяет оператору загружать бункер для флюса и заменять барабаны и катушки с проволокой.
Узлы наклона фланца
Эта опция, когда она встроена в конвейеры, ведущие к приспособлению для прихватывания, позволяет автоматически наклонять полки в вертикальное положение при подготовке к предварительной сборке балки.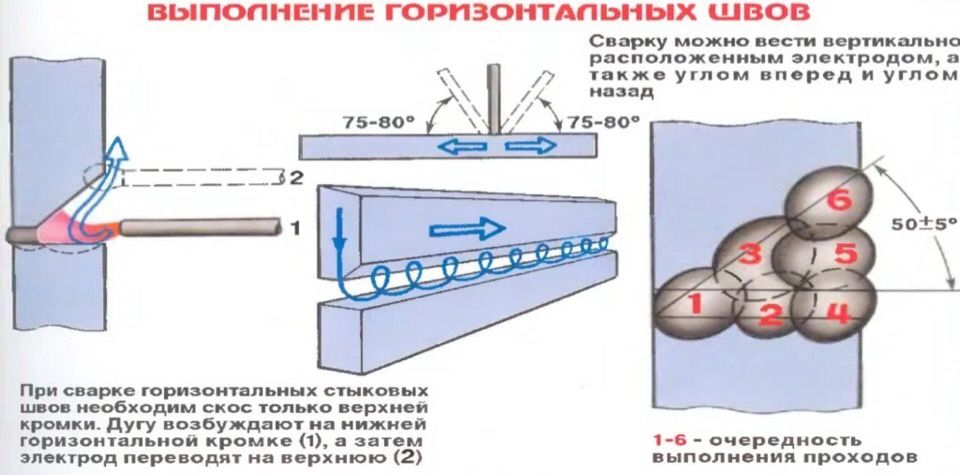 Эта система включает в себя два узла наклона фланца, по одному на каждой выходной стороне конвейеров.
Эта система включает в себя два узла наклона фланца, по одному на каждой выходной стороне конвейеров.
Узлы наклона фланцев могут открываться на 37 ° из вертикального или в полностью горизонтальное положение в зависимости от используемой системы транспортировки материалов.Если фланцы перемещаются путем выталкивания из соседних стеллажей, предпочтительным является открытое положение на 37 °. Если фланцы перемещаются с помощью портального погрузчика, рекомендуется полностью горизонтальное положение.
В узлах наклона используется гидравлический силовой агрегат приспособления для прихватывания. Органы управления удобно расположены на пульте управления прихватками.
Вспомогательное оборудование для сварочных систем
Повысьте скорость, возможности и производительность ваших линий для сварки структурных балок PHI, добавив дополнительное оборудование, такое как устройство наклона фланца PHI и устройство поворота балки.
Видео
Сварщики PHI
Горизонтальный сварочный аппарат для электросварки 200KVA (SMW-200RS) — Electroweld Industries
Electroweld industries — ведущий производитель оборудования для контактной сварки, обслуживающий промышленность более 45 лет. Наши сварочные аппараты предназначены для обеспечения производственного решения по доступной цене, обеспечивая надежность и низкую стоимость обслуживания.
Применения: Этот сварочный аппарат для электросварки с точечным швом мощностью 200 кВА предназначен для шовной сварки различных металлов толщиной от 2.От 0 мм + 2,0 мм до 2,5 мм + 2,5 мм. В шовной сварке используется электрод в форме колеса для выполнения серии точечных сварных швов внахлест с образованием непрерывного и герметичного шва — Непрерывная шовная сварка, либо нескольких точечных сварных швов, разнесенных друг от друга — точечная сварка вальцом. При сварке швов Roll-Spot точечные сварные швы не являются герметичными соединениями. Если требуется полностью герметичный шов, частота увеличивается и создается непрерывный шов.
При сварке швов Roll-Spot точечные сварные швы не являются герметичными соединениями. Если требуется полностью герметичный шов, частота увеличивается и создается непрерывный шов.
Сварка контактным швом находит свое применение при сборке топливных баков, поскольку она должна быть непроницаемой для жидкости.Он также используется для сварки частей сосудов, которые должны быть водо- или воздухонепроницаемыми. Другое распространенное применение — сварка труб и труб. Сварка контактным швом особенно используется в этой области, поскольку в процессе не используются сплавы металлов. Следовательно, нет сварных швов, которые испортили бы эстетический вид трубок или труб. Шовная сварка также используется при производстве резервуаров из листового металла, используемых в качестве контейнеров для керосина, бензина и других жидкостей. В таком случае важную роль играют как воздухонепроницаемые, так и непроницаемые для жидкости сварные швы.При шовной сварке используются различные материалы для всех типов барабанов. Бочки. Банки, жестяные банки. Трансформаторы-радиаторы, топливные баки. Глушители. Посуда. Малые трубы и т. Д. Пользователи включают производство фильтрующих элементов, электродвигателей, выхлопных газов автомобилей, вакуумных компонентов, резервуаров для воды, криогенных сосудов, компонентов самолетов, гибких металлических шлангов и т.
Горизонтальный сварочный аппарат для электросварки 200 кВА (SMW-200RS)
-Толщина свариваемого листа (мм): M.S Sheet- 2.5 мм + 2,5 мм, 12 AWG, 12 SWG
-Толщина свариваемого листа (мм): лист S.S- 2,0 мм + 2,0 мм, 14 AWG, 14 SWG
Свариваемые материалы: низкоуглеродистая сталь , высокоуглеродистая сталь, оцинкованная сталь, оловянная плита, никелевый сплав, жаропрочный сплав, алюминиевый сплав, титан, латунь, медь.
Преимущества шовной сварки:
1. Герметичные сварные швы. Одной из наиболее важных характеристик непрерывного шва является то, что он может создавать воздухонепроницаемые и водонепроницаемые уплотнения.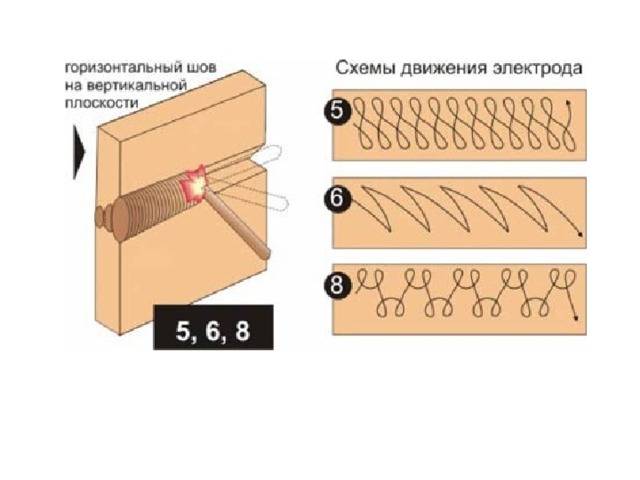 Это очень важно при создании металлических конструкций, которые нуждаются в защите от утечки воздуха или воды, например, герметичных сосудов или сосудов.
Это очень важно при создании металлических конструкций, которые нуждаются в защите от утечки воздуха или воды, например, герметичных сосудов или сосудов.
2. Быстрый процесс сварки: Сварка возможна на высоких скоростях. Этот процесс можно полностью автоматизировать, что делает его повторяемым и более быстрым по сравнению с другими альтернативами, такими как точечная сварка.
3. Не требуется присадочный материал / флюс: сварка возможна без использования присадочного материала или флюса.
4. Возможно одновременное выполнение одинарных и параллельных швов.Соединения, созданные с помощью этой техники сварки, обычно прочные и надежные.
Типы шовной сварки:
2 основных типа шовной сварки — прерывистая и непрерывная шовная сварка очень похожи. Фактически они могут работать на одной машине. Единственное отличие — расстояние между сварными швами. Изменение настроек машины может привести к любому сварному шву.
1. Непрерывная шовная сварка:
В этой технике сварки электроды вращаются с постоянной и заданной скоростью.Это делается для создания сварного шва внахлест. Для достижения этого типа сварки необходимы синхронизированные импульсы тока для создания перекрывающегося сварного шва. Стандартная сварка швом дает непрерывные и герметичные сварные швы. Обычно эти окончательные непрерывные сварные швы могут быть достигнуты путем осторожного вращения колесных электродов на заготовке и использования непрерывных импульсов тока. Шовная сварка, особенно в непрерывном режиме, может быть основным потребителем энергии. Это действительно может быть удивительно, когда вы впервые видите, как сваривается герметичный сварной шов барабана или посудомоечной машины.Это может выглядеть и звучать так, будто аппарат непрерывно выполняет сварку, но это не так. Оборудование рассчитано на максимальный рабочий цикл 50% и не должно превышать этот номинал во время непрерывной работы.
2. Прерывистая сварка швов:
Прерывистая сварка швов:
— это разновидность прерывистой сварки. При прерывистой шовной сварке импульсы тока передаются прерывисто. Импульсы тока в сочетании с давлением, создаваемым колесами, создают отдельные точечные сварные швы. Частота импульсов тока определяет интервал точечной сварки.Этот тип сварки позволяет заготовке перемещаться из одного положения шва в другое. Этот тип шовной сварки подходит для сварки более толстых материалов, особенно тех, которые устойчивы к непрерывной шовной сварке. Для прихваточной сварки точки разводят дальше друг от друга. При прерывистой шовной сварке точечные сварные швы не являются герметичными соединениями. Если требуется полностью герметичный шов, частота увеличивается и создается непрерывный шов.
Конструкция: Машины сконструированы из прочных, полностью сварных стальных листов, имеющих соответствующие распорки и усиленные в точках нагрузки.Сварочный трансформатор с водяным охлаждением, сердечник из высококачественной электротехнической стали, первичная и вторичная обмотки из твердой электролитической меди большого сечения, с изоляцией класса F для тяжелых условий эксплуатации и вакуумной пропиткой, способный выдерживать постоянные температуры до 155 градусов Цельсия. Трансформатор установлен внутри корпуса, а верхний рычаг электрода установлен непосредственно на корпусе.
РЕГУЛИРОВКА СВАРОЧНОГО ТОКА: Трансформатор Первичная обмотка с отводами, выведенными на звенья переключения для 8-ступенчатой регулировки сварочного тока от 55 до 100%. Управление звеном переключения находится за дверцей машины.
ЭЛЕКТРОДЫ: Круглый диск, горизонтально установленный левый и правый сварочные колеса указанного диаметра с легко снимаемыми подшипниками для облегчения замены. Одна пара сварочных роликов входит в комплект поставки машины.
УПРАВЛЕНИЕ ЭЛЕКТРОДАМИ: Горизонтальный цилиндр прецизионного малоинерционного антифрикционного типа, снабженный функциями компенсации износа и приводимый в действие посредством быстродействующего устройства двухходовым пневматическим цилиндром для тяжелых условий эксплуатации, управляемым электромагнитным клапаном с электрическим приводом. Сжатый воздух от 15 до 110 фунтов на кв. Дюйм. воздействуя на пневмоцилиндр, обеспечивает необходимое электродное усилие.
Сжатый воздух от 15 до 110 фунтов на кв. Дюйм. воздействуя на пневмоцилиндр, обеспечивает необходимое электродное усилие.
СИЛА ЭЛЕКТРОДА: Клапан регулирования давления воздуха, предусмотренный на машине.
ПРИВОД ЭЛЕКТРОДА: Регулируемая скорость, реверсивный зубчатый привод, расположенный сверху или снизу, по мере необходимости. Питание от встроенного 230 Вольт. 1 этап. Двигатель PMDC с редуктором с регулируемой скоростью обеспечивает плавное и бесступенчатое изменение скорости сварки в соответствии с требованиями.
ЭЛЕКТРОННЫЙ КОНТРОЛЬ СВАРКИ ШВА:
(A) Тиристорный синхронный электронный таймер последовательности, состоящий из блоков управления сжатием, сваркой, ковкой, выключением и нагревом, диапазон 1-99 циклов / с. Это стандартное предложение контроллера.
(B) Твердотельный — три таймера предусмотрены для времени сжатия, сварки и ковки — короткий диапазон 5–50 циклов — длинный диапазон 1–10 секунд (от 50 до 500 циклов). Это стандартное предложение контроллера.
(C) Дополнительный цифровой таймер Electroweld AY-01 с возможностью хранения до 25 различных графиков сварки.Эта опция заменит стандартный контроллер за дополнительную плату.
(D) Дополнительный цифровой контроллер постоянного тока Forwel AK-54V с возможностью сохранения и вызова до 15 различных графиков сварки (за дополнительную плату). Эта опция заменит стандартный контроллер за дополнительную плату.
ЭЛЕКТРОННОЕ УПРАВЛЕНИЕ ПРИВОДОМ ПОСТОЯННОГО ТОКА:
(A) TDR-96: Контроллер постоянного тока колеса сварочного аппарата. Это стандартное предложение контроллера.
Горизонтальный сварочный аппарат для электросварки 200 кВА (SMW-200RS)
-Толщина свариваемого листа (мм): M.Лист S- 2,5 мм + 2,5 мм, 12 AWG, 12 SWG
-Толщина свариваемого листа (мм): лист S.S- 2,0 мм + 2,0 мм, 14 AWG, 14 SWG
Свариваемые материалы — низкоуглеродистая сталь, высокоуглеродистая сталь, оцинкованная сталь, оловянная пластина, никелевый сплав, жаропрочный сплав, алюминиевый сплав, титан, латунь, медь.
* Шовная сварка оцинкованного стального листа — цинкование — это покрытие металлическим цинком, которое наносится на сталь при ее производстве горячим способом или путем гальваники.Цинк в качестве гальванического покрытия защищает сталь от ржавчины. Для оцинкованной стали требуется примерно на 25% больше лошадиных сил, чем для неоцинкованной стали. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и / или мощность сварки. Выберите машину с более высокой кВА, чтобы учесть повышенные требования к мощности для шовной сварки оцинкованной стали.
* Требования к питанию: 415 В переменного тока, 50/60 Гц (цена включает настройку в соответствии с требованиями перед отправкой)
** Сварочные аппараты мощностью до 30 кВА могут работать либо от 2 линий / фаз 220 В (+10% / — 10%) или 400 В (+10% / — 10%), 50/60 Гц
*** Сварочные аппараты мощностью более 30 кВА могут работать только на 2 линиях / фазах 400 В (+10% / — 10%), 50/60 Гц
** Стандартная глубина горловины составляет 18 дюймов (настраивается на 18 дюймов / 24 дюйма / 30 дюймов) / 42 «за дополнительную плату перед отгрузкой.*** Максимальная длина прямой сварки на этом сварочном аппарате составляет 12 дюймов — настраивается путем заказа аппарата с соответствующей глубиной горловины.
**** Дополнительный комплект запчастей и расходных материалов может быть добавлен к поставке по запросу.
Таблица спецификаций:
Что такое шовная сварка?
Сварка контактным швом — это процедура, при которой соединяются два одинаковых металла. В шовной сварке используется электрод в форме колеса для выполнения серии точечных сварных швов внахлест с образованием непрерывного и герметичного шва — непрерывная шовная сварка, ИЛИ ряда точечных сварных швов, расположенных на расстоянии друг от друга — точечная сварка валиком.Требования к электродам и отделке поверхности такие же, как и для точечной сварки. Эффект шунтирования близко расположенных самородков и короткое время сварки означают, что необходимы более высокие токи, чем для точечной сварки. Сила сварки должна быть пропорциональна твердости материалов. Следовательно, более твердым металлам требуется большее сварочное усилие по сравнению с более мягкими металлами. Ограничения по толщине: существуют ограничения, когда речь идет о толщине листов, потому что сварка швов может стать довольно обременительной, если толщина одного листа превышает 3 мм.Примечание. При сварке друг с другом двух материалов разной толщины (например, от 0,060 до 0,125 дюйма) выбирайте более тонкий из двух материалов.
материалы. По сути, мы свариваем тонкий материал с толстым. Это работает в наших интересах, поскольку можно использовать машину меньшего размера, рассчитанную на кВА.
Эффект шунтирования близко расположенных самородков и короткое время сварки означают, что необходимы более высокие токи, чем для точечной сварки. Сила сварки должна быть пропорциональна твердости материалов. Следовательно, более твердым металлам требуется большее сварочное усилие по сравнению с более мягкими металлами. Ограничения по толщине: существуют ограничения, когда речь идет о толщине листов, потому что сварка швов может стать довольно обременительной, если толщина одного листа превышает 3 мм.Примечание. При сварке друг с другом двух материалов разной толщины (например, от 0,060 до 0,125 дюйма) выбирайте более тонкий из двух материалов.
материалы. По сути, мы свариваем тонкий материал с толстым. Это работает в наших интересах, поскольку можно использовать машину меньшего размера, рассчитанную на кВА.
Как выбрать материал колеса электродов для сварки швов?
Тип электродов, используемых при контактной сварке швов, зависит от свариваемого материала:
1. Колеса для шовной сварки CuCrZr класса 2 RWMA обычно используются для сварки стальных сплавов, оцинкованной стали.
2. RWMA Class 3 (C18000 CuNiSiCr), C17510 CuNiBe колесо для сварки швов следует использовать для сварки нержавеющей стали.
3. Колеса для шовной сварки из CuCr (RWMA, класс 2, C18200) — идеальный материал для сварки горячекатаной стали.
4. RWMA, класс 1, CuZr, медь, цирконий — колеса для шовной сварки C15000 используются для сварки более мягких материалов с высокой проводимостью (алюминия).
Лучшая труба и труба
Высокочастотная индукционная сварка В процессе сварки труб HFI высокочастотный ток индуцируется в трубе с открытым швом индукционной катушкой, расположенной перед (перед) точкой сварки, как показано на рис.1-1. Края трубы разнесены, когда они проходят через змеевик, образуя открытую клиновидную часть, вершина которой находится немного впереди точки сварки. Катушка не контактирует с трубкой.
Катушка не контактирует с трубкой.
Катушка действует как первичная обмотка высокочастотного трансформатора, а трубка с открытым швом действует как однооборотная вторичная обмотка. Как и в обычных применениях индукционного нагрева, путь индуцированного тока в заготовке имеет тенденцию соответствовать форме индукционной катушки. Большая часть индуцированного тока завершает свой путь вокруг сформированной полосы, протекая по краям и собираясь вокруг вершины V-образного отверстия в полосе.
Плотность высокочастотного тока наиболее высока на краях около вершины и на самой вершине. Происходит быстрый нагрев, в результате чего кромки достигают температуры сварки, когда достигают вершины. Прижимные валки сжимают нагретые края вместе, завершая сварку.
Это высокая частота сварочного тока, которая вызывает концентрированный нагрев вдоль кромок клиновидных звеньев. У него есть еще одно преимущество, а именно то, что только очень небольшая часть общего тока проходит через заднюю часть сформированной полосы.Если диаметр трубки не очень мал по сравнению с длиной V-образного сечения, ток предпочитает полезный путь вдоль краев трубки, образующей V-образное сечение.
Скин-эффектПроцесс высокочастотной сварки зависит от двух явлений, связанных с высокочастотным током — скин-эффекта и эффекта близости.
Скин-эффект — это тенденция высокочастотного тока концентрироваться на поверхности проводника.
Это проиллюстрировано на рис. 1-3, на котором показан ВЧ ток, протекающий в изолированных проводниках различной формы.Практически весь ток течет по неглубокой коже у поверхности.
Эффект близости Второе электрическое явление, которое важно в процессе высокочастотной сварки, — это эффект близости. Это тенденция высокочастотного тока в паре промежуточных / возвратных проводников концентрироваться на ближайших друг к другу участках поверхностей проводников. Это проиллюстрировано на рис. С 1-4 по 1-6 для круглых и квадратных форм поперечного сечения и расстояний между проводниками.
Это проиллюстрировано на рис. С 1-4 по 1-6 для круглых и квадратных форм поперечного сечения и расстояний между проводниками.
Физика, лежащая в основе эффекта близости, зависит от того факта, что магнитное поле, окружающее прямые / обратные проводники, более сконцентрировано в узком пространстве между ними, чем где-либо еще (Рис. 1-2). Магнитные силовые линии имеют меньше места и сжаты ближе друг к другу. Отсюда следует, что эффект близости сильнее, когда проводники расположены ближе друг к другу. Также он сильнее, когда обращенные друг к другу стороны шире.
Рис. 1-2 Рис. 1-3На рис. 1-6 показан эффект наклона двух близко расположенных прямоугольных проводников прямого / обратного хода относительно друг друга.Концентрация высокочастотного тока максимальна в ближайших друг к другу углах и постепенно уменьшается вдоль расходящихся граней.
Рис. 1-4 Рис. 1-5 Рис. 1-6 Электротехнические и механические взаимосвязиЕсть две общие области, которые необходимо оптимизировать для достижения наилучших электрических условий:
- Во-первых, сделать все возможное, чтобы как можно больше общего ВЧ-тока протекало по полезному пути в V-образной форме.
- Второе — сделать все возможное, чтобы края были параллельны в V-образном вырезе, чтобы нагрев был равномерным изнутри наружу.
Цель (1) явно зависит от таких электрических факторов, как конструкция и размещение сварочных контактов или катушки, а также от устройства ограничения тока, установленного внутри трубки. На конструкцию влияют физическое пространство, доступное на стане, а также расположение и размер сварочных валков. Если оправка должна использоваться для внутренней зачистки или прокатки, это влияет на импедер.Кроме того, цель (1) зависит от размеров V-образного сечения и угла открытия. Следовательно, хотя (1) в основном электрическая, она тесно связана с механикой мельницы.
Объектив (2) полностью зависит от механических факторов, таких как форма открытой трубки и состояние края полосы. На них может повлиять то, что происходит на этапах разрушения мельницы и даже на продольно-резательном станке.
На них может повлиять то, что происходит на этапах разрушения мельницы и даже на продольно-резательном станке.
ВЧ сварка — это электромеханический процесс: генератор подает тепло к краям, но прижимные ролики фактически выполняют сварку.Если кромки достигают нужной температуры и у вас все еще есть дефектные сварные швы, очень велики шансы, что проблема в настройке стана или в материале.
Конкретные механические факторыВ конечном счете, то, что происходит в V-образном ряду, имеет первостепенное значение. Все, что там происходит, может повлиять (хорошее или плохое) на качество и скорость сварки. Некоторые из факторов, которые следует учитывать при оценке vee:
- Длина клина
- Степень раскрытия (угол клина)
- Насколько далеко впереди осевой линии сварочного валика края полосы начинают соприкасаться друг с другом
- Форма и состояние краев полосы в форме клина
- Как стыкуются края полосы друг друга — одновременно по толщине — или сначала снаружи — или внутри — или через заусенец или ленту
- Форма сформированной полосы в клиновидной части
- Постоянство всех размеров клиновидной части, включая длину, угол раскрытия , высота кромок, толщина кромок
- Положение сварочных контактов или бухты
- Регистрация кромок полосы относительно друг друга при их соединении
- Сколько материала выдавливается (ширина полосы)
- Сколько размер трубы должен быть увеличен для определения размера
- Сколько воды или охлаждающей жидкости мельницы заливается в клиновидный патрубок, и скорость его удара
- Чистота охлаждающей жидкости
- Чистота полосы
- Наличие инородных материалов, таких как окалина, стружка, осколки, вкрапления
- Является ли стальной скелп из стали с ободом или закаленной сталью
- Приваривается ли обод из стали с ободом или из многослойного скелпа
- Качество скелпа — из ламинированной стали или из стали с чрезмерным количеством стрингеров и включений («грязная» сталь)
- Твердость и физические свойства материала полосы (которые влияют на величину упругого возврата и требуемого давления сжатия)
- Равномерность скорости мельницы
- Качество резки
Очевидно, что многое из того, что происходит на клиновой плите, является результатом того, что уже произошло — либо на самом стане, либо даже до того, как полоса или скелп поступят на стан.
Цель этого раздела — описать идеальные условия в ви. Было показано, что параллельные края дают равномерный нагрев между внутренней и внешней стороной. В этом разделе будут приведены дополнительные причины для сохранения максимально параллельных краев. Будут обсуждены другие особенности V-образной формы, такие как расположение вершины, угол раскрытия и устойчивость во время бега.
В последующих разделах будут даны конкретные рекомендации, основанные на практическом опыте, для достижения желаемых условий ВИ.
Вершина как можно ближе к точке сваркиНа рис. 2-1 показана точка пересечения кромок (т.е. вершина), которая находится несколько выше по потоку от центральной линии прижимного валка. Это связано с тем, что при сварке небольшое количество материала выдавливается. Вершина замыкает электрическую цепь, и высокочастотный ток с одного края поворачивается и уходит обратно по другому.
В пространстве между вершиной и центральной линией прижимного валка не происходит дальнейшего нагрева, потому что не течет ток, а тепло быстро рассеивается из-за высокого температурного градиента между горячими кромками и остальной частью трубы.Следовательно, важно, чтобы вершина была как можно ближе к центральной линии сварочного валка, чтобы температура оставалась достаточно высокой для обеспечения хорошего сварного шва при приложении давления.
Это быстрое рассеивание тепла является причиной того факта, что при удвоении ВЧ мощности достижимая скорость увеличивается более чем вдвое. Более высокая скорость в результате более высокой мощности дает меньше времени для отвода тепла. Большая часть тепла, которое электрически выделяется на краях, становится полезной, и эффективность увеличивается.
Степень открытия Vee Сохранение вершины как можно ближе к центральной линии давления сварного шва означает, что отверстие в клиновидном патрубке должно быть как можно шире, но существуют практические ограничения. Во-первых, это физическая способность мельницы удерживать кромки открытыми без образования складок или повреждения кромок. Во-вторых, уменьшение эффекта близости между двумя краями, когда они находятся дальше друг от друга. Однако слишком маленькое отверстие клина может вызвать преждевременное возникновение дуги и преждевременное закрытие клина, вызывая дефекты сварного шва.
Во-первых, это физическая способность мельницы удерживать кромки открытыми без образования складок или повреждения кромок. Во-вторых, уменьшение эффекта близости между двумя краями, когда они находятся дальше друг от друга. Однако слишком маленькое отверстие клина может вызвать преждевременное возникновение дуги и преждевременное закрытие клина, вызывая дефекты сварного шва.
Основываясь на практическом опыте, клиновидное отверстие обычно является удовлетворительным, если расстояние между кромками в точке 2,0 ″ выше по потоку от центральной линии сварочного валка составляет от 0,080 ″ (2 мм) до 0,200 ″ (5 мм), что дает угол наклона от 2 °. и 5 ° для углеродистой стали. Для нержавеющей стали и цветных металлов желателен больший угол.
Рекомендуемое отверстие Vee Рис. 2-1 Рис. 2-2 Рис. 2-3 Параллельные кромки избегают двойных клинковРис.2-2 показано, что если внутренние края сходятся первыми, появляются две жилки — одна снаружи с вершиной в точке А, другая с внутренней стороны с вершиной в точке В. Внешняя жилка длиннее, а ее вершина ближе к вершине. осевая линия прижимного валка.
На рис. 2-2 ВЧ ток предпочитает внутреннюю V-образную форму, потому что края расположены ближе друг к другу. Ток вращается в точке B. Между точкой B и точкой сварки нет нагрева, и края быстро охлаждаются. Следовательно, необходимо перегреть трубку, увеличивая мощность или уменьшая скорость, чтобы температура в точке сварки была достаточно высокой для удовлетворительного сварного шва.Это еще больше усугубляется тем, что внутренние края нагреваются сильнее, чем внешние.
В крайних случаях двойное клиновидное соединение может вызвать капание внутри и холодную сварку снаружи. Всего этого можно было бы избежать, если бы края были параллельны.
Параллельные кромки уменьшают включения Одним из важных преимуществ высокочастотной сварки является то, что на лицевой стороне кромок плавится тонкая пленка. Это позволяет выдавливать оксиды и другие нежелательные материалы, обеспечивая чистый и высококачественный сварной шов.При параллельных краях оксиды выдавливаются в обоих направлениях. На их пути ничего нет, и им не нужно проходить дальше половины толщины стены.
Это позволяет выдавливать оксиды и другие нежелательные материалы, обеспечивая чистый и высококачественный сварной шов.При параллельных краях оксиды выдавливаются в обоих направлениях. На их пути ничего нет, и им не нужно проходить дальше половины толщины стены.
Если внутренние края сходятся первыми, окислам будет труднее выдавить их наружу. На рис. 2-2 есть желоб между вершиной A и вершиной B, который действует как тигель для содержания посторонних материалов. Этот материал плавает на расплавленной стали возле горячих внутренних краев. Во время сжатия после прохождения вершины A он не может полностью пройти через более холодные внешние края и может застрять на границе раздела сварного шва, образуя нежелательные включения.
Было много случаев, когда дефекты сварного шва из-за включений вблизи внешней стороны были прослежены до внутренних кромок, которые слишком рано сходились вместе (например, остроконечная труба). Ответ — просто изменить форму так, чтобы края были параллельны. Невыполнение этого требования может ограничить использование одного из наиболее важных преимуществ высокочастотной сварки.
Параллельные кромки уменьшают относительное перемещениеНа рис. 2-3 показан ряд поперечных сечений, которые можно было бы сделать между B и A на рис.2-2. Когда внутренние края остроконечной трубки сначала соприкасаются друг с другом, они слипаются (рис. 2-3a). Вскоре (рис. 2-3б) застрявший участок подвергается изгибу. Внешние углы сходятся вместе, как если бы края были шарнирно соединены внутри (рис. 2-3c).
Этот изгиб внутренней части стенки во время сварки причиняет меньше вреда при сварке стали, чем при сварке таких материалов, как алюминий. Сталь имеет более широкий температурный диапазон пластика. Предотвращение такого относительного движения улучшает качество сварки.Это достигается за счет параллельности краев.
Параллельные кромки сокращают время сварки Снова обращаясь к Рис. 2-3, процесс сварки происходит на всем протяжении от B до центральной линии сварочного валика. Именно по этой средней линии в конечном итоге оказывается максимальное давление и сварка завершается.
2-3, процесс сварки происходит на всем протяжении от B до центральной линии сварочного валика. Именно по этой средней линии в конечном итоге оказывается максимальное давление и сварка завершается.
Напротив, когда края сходятся параллельно, они не начинают соприкасаться, пока, по крайней мере, не достигнут точки А. Практически сразу же прикладывается максимальное давление.Параллельные кромки могут сократить время сварки от 2,5 до 1 или более.
Сведение кромок параллельно друг другу использует то, что всегда знали кузнецы: ударяйте, пока железо горячее!
Vee как электрическая нагрузка на генераторВ высокочастотном процессе, когда импедеры и направляющие шва используются в соответствии с рекомендациями, полезный путь вдоль клиновидных кромок составляет цепь полной нагрузки, которая размещается на высокочастотном генераторе. Ток, потребляемый V-образным вырезом от генератора, зависит от электрического импеданса V-образного сечения.Этот импеданс, в свою очередь, зависит от размеров V-образного сечения. По мере того, как V-образный вырез удлиняется (контакты или катушка перемещаются назад), сопротивление увеличивается, а ток имеет тенденцию к уменьшению. Кроме того, уменьшенный ток должен теперь нагревать больше металла (из-за более длинного клина), поэтому требуется больше энергии, чтобы вернуть зону сварки к температуре сварки. По мере увеличения толщины стенки сопротивление уменьшается, а ток имеет тенденцию к увеличению. Если полная мощность должна быть получена от высокочастотного генератора, необходимо, чтобы полное сопротивление V-образного сечения было достаточно близко к расчетному значению.Подобно нити накала в лампочке, потребляемая мощность зависит от сопротивления и приложенного напряжения, а не от размера генерирующей станции.
Поэтому по электрическим причинам, особенно когда требуется полная выходная мощность ВЧ-генератора, необходимо, чтобы размеры V-образного сечения соответствовали рекомендованным.
Инструмент для формовки
Формовка влияет на качество сварки
Как уже объяснялось, успех высокочастотной сварки зависит от того, обеспечивает ли формовочная секция ровные, параллельные кромки без обрывков, идущие к V-образному сечению.Мы не пытаемся рекомендовать подробные инструменты для каждой марки и размера мельницы, но мы предлагаем некоторые идеи относительно общих принципов. Когда причины понятны, остальное — простая задача для проектировщиков валков. Правильная формовочная оснастка улучшает качество сварки, а также облегчает работу оператора.
Рекомендуется ломать кромку
Мы рекомендуем прямую или модифицированную кромку. Это дает вершине трубы ее окончательный радиус за первые один или два прохода.Иногда тонкостенная трубка переформована для обеспечения упругого возврата. Предпочтительно не следует полагаться на плавниковые переходы для формирования этого радиуса. Они не могут переформатироваться, не повредив края, так что они не выходят параллельно. Причина этой рекомендации заключается в том, чтобы края были параллельны до того, как они попадут на сварочные валки, то есть в клиновидный профиль. Это отличается от обычной практики ВПВ, где большие круглые электроды должны действовать как устройства, контактирующие с большим током, и в то же время как валки, формирующие края вниз.
Edge Break против Center Break
Сторонники центробежного лома говорят, что валки с центральным разрывом могут работать с различными размерами, что сокращает инвентарь инструмента и сокращает время простоя при замене роликов. Это веский экономический аргумент для большого стана, где валки большие и дорогие. Однако это преимущество частично сводится на нет, потому что им часто требуются боковые валки или серия плоских валков после последнего прохода оребрения, чтобы удерживать края внизу. При наружном диаметре не менее 6 или 8 дюймов ломка кромки более предпочтительна.
Это верно, несмотря на то, что желательно использовать разные верхние валки для разлома для толстых стенок, чем для тонких. На рис. 3-1а показано, что верхний валок, предназначенный для тонких стен, не дает достаточно места по бокам для более толстых стен. Если вы попытаетесь обойти это, используя верхний валок, достаточно узкий для самой толстой полосы в широком диапазоне толщин, у вас возникнут проблемы на самом тонком конце диапазона, как показано на рис. 3-1b. Стороны полосы не будут удерживаться, и разрыв края не будет полным.Это вызывает перекатывание шва из стороны в сторону в сварочных валках, что крайне нежелательно для хорошей сварки.
На рис. 3-1а показано, что верхний валок, предназначенный для тонких стен, не дает достаточно места по бокам для более толстых стен. Если вы попытаетесь обойти это, используя верхний валок, достаточно узкий для самой толстой полосы в широком диапазоне толщин, у вас возникнут проблемы на самом тонком конце диапазона, как показано на рис. 3-1b. Стороны полосы не будут удерживаться, и разрыв края не будет полным.Это вызывает перекатывание шва из стороны в сторону в сварочных валках, что крайне нежелательно для хорошей сварки.
Другой метод, который иногда используется, но который мы не рекомендуем для небольших заводов, заключается в использовании наростного нижнего валка с проставками в центре. При прокладке тонкой стены используются более тонкая центральная и более толстая задняя распорки. Конструкция рулона для этого метода — в лучшем случае компромисс. На рис. 3-1c показано, что происходит, когда верхний валок рассчитан на толстую стенку, а нижний валок сужается путем замены прокладок, чтобы получить тонкую стенку.Полоса защемлена по краям, но не в центре. Это имеет тенденцию вызывать нестабильность вдоль стана, в том числе сварочного клина.
Другой аргумент заключается в том, что поломка кромки может вызвать коробление. Это не так, если переходная секция правильно обработана и отрегулирована, а формовка правильно распределена по мельнице.
Последние разработки в технологии формирования сепараторов с компьютерным управлением обеспечивают плоские параллельные кромки и быстрое время переналадки.
По нашему опыту, дополнительные усилия по правильному дроблению кромок хорошо окупаются в надежном, стабильном, простом в эксплуатации и высококачественном производстве.
Совместимость с ребрами
Прохождение гребных проходов должно плавно переходить к последней рекомендованной ранее форме гребневого прохода. Каждый плавный проход должен выполнять примерно одинаковое количество работы. Это позволяет избежать повреждения кромок при перегрузке плавникового прохода.
Сварные ролики
Сварные валки и валки последнего ребра, коррелированные
Получение параллельных кромок в клиновидной части требует согласования конструкции последних оребренных валков и сварочных валков.Направляющая шва вместе с любыми боковыми роликами, которые могут использоваться в этой области, служат только для направления. В этом разделе описаны некоторые конструкции сварочных валков, которые дали отличные результаты во многих установках, и описана конструкция последнего оребрения, соответствующая этим конструкциям сварочных валков.
Единственная функция сварочных валков при высокочастотной сварке — прижимать нагретые кромки вместе с давлением, достаточным для получения хорошего шва. Конструкция с ребристым валком должна обеспечивать полностью сформированный скелп (включая радиус возле краев), но открытый вверху для сварочных валков.Открытие получается так, как если бы полностью закрытая труба была сделана из двух половин, соединенных шарниром пианино внизу и просто разошедшимся вверху (рис. 4-1). Такая конструкция ребристых валков позволяет избежать нежелательной вогнутости внизу.
Двухвалковая система
Сварочные ролики должны быть способны закрывать трубу с давлением, достаточным для высадки краев даже при отключенном сварочном аппарате и холодных краях. Это требует больших горизонтальных составляющих силы, как показано стрелками на рис.4-1. Простым и понятным способом получения этих сил является использование двух боковых валков, как показано на рис. 4-2.
Коробка с двумя роликами относительно экономична в изготовлении. Во время бега можно регулировать только один винт. Он имеет правую и левую резьбу и одновременно перемещает два валка внутрь и наружу. Такое расположение широко используется для небольших диаметров и тонких стен. Двухвалковая конструкция имеет важное преимущество, заключающееся в том, что она позволяет использовать плоскую овальную форму горловины сварочного валка, которая была разработана THERMATOOL для обеспечения параллельности кромок труб.
При некоторых обстоятельствах двухвалковая конструкция может вызвать завихрения на трубе. Распространенной причиной этого является неправильная формовка, когда на кромки валков должно оказываться давление, превышающее нормальное. Следы завихрения также могут возникать на высокопрочных материалах, которые требуют высокого давления сварки. Частая очистка краев валков с помощью заслонки или шлифовального станка поможет свести к минимуму маркировку.
Шлифование валков во время движения минимизирует возможность чрезмерного шлифования или заедания валков, но при этом следует проявлять особую осторожность.Всегда пусть кто-нибудь стоит у аварийной остановки на случай возникновения чрезвычайной ситуации.
Рис. 4-1 Рис. 4-2 Трехвалковая системаМногие операторы прокатных станов предпочитают трехвалковую конструкцию, показанную на рис. 4-3, для небольших труб (с наружным диаметром до 4-1 / 2 дюйма). Его главное преимущество перед двухвалковой компоновкой состоит в том, что практически исключаются следы завихрения. Он также обеспечивает регулировку для корректировки совмещения краев, если это необходимо.
Три ролика, разнесенные на 120 градусов, установлены в скобах на усиленном трехкулачковом спиральном патроне.Их можно отрегулировать вместе с помощью зажимного винта. Патрон установлен на прочной регулируемой задней пластине. Первая регулировка выполняется при плотном закрытии трех валков на обработанной пробке. Задняя пластина регулируется по вертикали и по горизонтали, чтобы обеспечить точное выравнивание нижнего валка с высотой прохода стана и с осевой линией стана. Затем задняя пластина надежно фиксируется и не требует дополнительной регулировки до следующей смены рулона.
Зажимы, удерживающие два верхних валка, установлены на радиальных салазках, снабженных регулировочными винтами.Любой из этих двух валков можно отрегулировать индивидуально. Это в дополнение к обычной настройке трех валков вместе спиральным патроном.
Рекомендуемая форма трубы с наружным диаметром менее 1,0 и двухвалковой коробки показана на рис. 4-4. Это оптимальная форма. Он обеспечивает наилучшее качество сварки и максимальную скорость сварки. При наружном диаметре более 1,0 смещение 0,020 становится несущественным и может не учитываться, поскольку каждый валок шлифуется от общего центра.
Три валка — конструкция валкаТрехвалковые сварные швы обычно имеют круглую шлифовку с диаметром DW, равным диаметру готовой трубы D плюс припуск на размер a
RW = DW / 2
Как и в случае с двухвалковой коробкой, используйте Рис. 4-5 в качестве руководства для выбора диаметра рулона. Верхний зазор должен составлять 0,050 или равняться самой тонкой стенке, которая будет проложена, в зависимости от того, что больше. Два других зазора должны составлять максимум 0,060, а для очень тонких стен масштаб уменьшен до 0,020.Здесь применима та же рекомендация относительно точности, которая была сделана для двухвалковой коробки.
Рис. 4-3 Рис. 4-4 Рис. 4-5ПОСЛЕДНИЙ УЧАСТОК
Задачи проектирования
Форма, рекомендованная для последнего прохода ласт, была выбрана с рядом целей:
- Чтобы поднести трубу к сварочным роликам с сформированным радиусом кромки
- Чтобы иметь параллельные кромки через клиновидный профиль
- Чтобы обеспечить удовлетворительное клиновидное отверстие
- Для совместимости с конструкцией сварочного ролика, рекомендованной ранее
- Для простоты шлифования .
Рекомендуемая форма показана на рис. 4-6. Нижний валок имеет постоянный радиус от единственного центра. Каждая из двух половин верхнего валка также имеет постоянный радиус. Однако радиус RW верхнего валка не равен радиусу RL нижнего валка, и центры, от которых шлифуются верхние радиусы, смещены вбок на расстояние WGC. Сам плавник сужается под углом.
Сам плавник сужается под углом.
Критерии проектирования
Размеры фиксируются следующими пятью критериями:
- Верхние радиусы шлифования такие же, как и радиус шлифования сварных валков RW.
- Обхват GF больше, чем обхват GW в сварочных валках на величину, равную припуску на выдавливание S.
- Толщина ребра TF такова, что зазор между кромками будет в соответствии с рис. 2-1.
- Угол конуса ребра a таков, что края трубы перпендикулярны касательной.
- Расстояние y между верхним и нижним фланцами валка выбрано таким образом, чтобы в нем находилась лента без маркировки, и в то же время обеспечивалась некоторая степень рабочей регулировки.
Системы нормализации шва
Улучшенная нормализация шва для улучшенных сплавов и труб
EFD Induction — лидер в области современной экономичной нормализации швов. Наши решения (которые включают установки как NQN, так и NQT) можно найти по всему миру, работая с требовательными производителями труб, чтобы гарантировать, что:
- Температура на внутренней стенке достаточна для достижения полной гомогенизации.
- Тепловой узор на внутренней стене достаточно широк, чтобы покрыть всю зону теплового воздействия.
- Температура на внешней стенке поддерживается на минимальном уровне, необходимом для гомогенизации, что позволяет избежать риска повторного роста крупных зерен.
Системы нормализации шва, доступные от EFD Induction, включают системы горизонтального, орбитального и перемещения.
- В системах горизонтального слежения горизонтальное перемещение индукторов позволяет им отслеживать вершину сварного шва.
- В орбитальных системах орбитальное движение индукторов обеспечивает постоянное расстояние между сварным швом и индуктором, независимо от скручивания сварного шва. Системы перемещения
- оснащены подвижной катушкой, которая в случае остановки линии может «двигаться» назад для завершения процесса нормализации, тем самым сводя к минимуму брак.

Полная система нормализации шва EFD Induction обычно включает преобразователь Sinac, рабочие станции с индукционными катушками, гибкий силовой кабель и систему управления. Все наши системы нормализации шва включают устройство «быстрого подъема» для предотвращения повреждения рулонов открытыми швами или деформированными трубами.
Полный контроль
Системы нормализации шва EFD Induction просты в управлении и специально разработаны для работы с источниками питания, катушками и механизмами перемещения EFD Induction. Каждая система управления может обрабатывать до четырех индукционных нагревателей независимо и имеет контроль температуры нагрева шва, а также контроль отслеживания шва индукционных катушек в ручном и автоматическом режиме. Блок записи записывает и хранит важные параметры процесса для всех обработанных швов.
видео шлифовальный станок для кольцевых швов Triturador de Mineral
AGW СВАРКА ГОРИЗОНТАЛЬНОГО ШВА РЕЙКИ — YouTube
26 апреля, 2017 КОНТАКТЫ: [адрес электронной почты защищен] 🔴 ОБЩИЕ! Como hacer GUIA DESLIZANTE para SIERRA DE MESA ️ DESLIZADOR⬅️ Cortes EXACTOS 😀 — Продолжительность: 14:30. el Rincon de Vicente Рекомендовано для вас
AGW АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ СВАРОЧНОГО ШВА ДЛЯ РЕЗЕРВУАРОВ / резервуар
27 апреля 2017 КОНТАКТ: [электронная почта защищена]
作者: WINCOOПосмотрите, что происходит, когда эти натуралы используют Grindr…
В этом видео ютубер Нил МакНил садится с девятью разными натуралами, чтобы услышать, что они знают о приложении Grindr для привязки на основе местоположения, а затем позволяет им попробовать себя в приложении. По большей части они ориентируются на то, как работает Grindr, потому что приложение похоже на Tinder или другие аналогичные технологические среды знакомств.
Шлифовальный станок для кольцевых швов (id: 2842573) Подробная информация о продукте — Посмотреть .
 ..
..Шлифовальный станок для кольцевых швов (id: 2842573), качественный шлифовальный станок, шлифовальный станок для кольцевых швов, детали шлифовальной машины от Nanjing Auto Electric Co., ООО на EC21. Купить лучший шлифовальный станок для кольцевого шва
5/5 (1)Шлифовальный станок для кольцевого шва резервуара, шлифовальный станок для кольцевого шва с видом …
Шлифовальный станок для кольцевого шва резервуара, 100000 — 800000 долл. США / комплект, Цзянсу, Китай, NAEC, новый. Источник от Nanjing Auto Electric Co., Ltd. на Alibaba.
Китай Автоматическая шлифовальная машина для кольцевых швов — Китайская шлифовальная машина, шлифовальная …
Автоматическая шлифовальная машина для кольцевых швов Она имеет следующие характеристики: 1. Шлифовка абразивной лентой. 2. Скорость шлифования: более 500 мм / мин.3. Эффективность шлифования в 15 раз выше, чем при ручном шлифовании. 4. Широко используется при шлифовании углеродистой стали, высокопрочной стали, низкотемпературной стали,
Станок для строжки кольцевых швов — Купить строжку для кольцевых швов …
Станок для строжки кольцевых швов, найти полную информацию о строжке кольцевых швов , Станок для строжки, Станок для шлифования швов резервуаров, Станок для строжки от других поставщиков или производителей аппаратов для дуговой сварки — Nanjing Auto Electric Co., Ltd.
Автоматический шлифовальный станок для резервуаров Автоматический шлифовальный станок для кольцевых швов…
Автоматический шлифовальный станок для емкостей — это автоматический шлифовальный станок для емкостей, который был разработан для удаления налипших сварных швов на горизонтальных стыках для гладкой отделки стенок кожуха. Он включает в себя сверхмощный ленточный шлифовальный агрегат, моторизованную кабину для удобного размещения операторов и шлифовальный агрегат и обеспечивает точное автоматическое перемещение по горизонтальному стыку. Модели СПГ автоматические шлифовальные машины для резервуаров предназначены для . ..
..
Автомат для сварки кольцевых швов — Купить …
Автомат для сварки кольцевых швов резервуаров.Он имеет следующие особенности: 1. Применимо для монтажа резервуаров как снизу вверх, так и сверху вниз; 2. Принятие технологии дуговой сварки; 3. Стандартная машина, подходящая для ширины пластины оболочки: 1,3–2,8 м; 4.
Что такое кольцевой сварной шов? — Определение из Corrosionpedia
16 августа 2015 г. При кольцевых швах сварщик должен сделать несколько проходов, чтобы получился идеальный и герметичный стык. Сварщик должен сначала выполнить корневой проход — самый сложный проход — с заданной скоростью. Второй проход — это горячий проход, который увеличивает толщину заливки.
KHGT Длинная труба с круглым швом с автоматическим обхватом …
Апрель 01, 2013 Настольный автоматический аппарат для стыковой сварки труб серии KHGT, подходящий для автоматической сварки углеродистой стали, легированной стали, нержавеющей стали и т. Д. В зависимости от разницы …
Как шлифовать, смешивать и обрабатывать сварной шов Norton Abrasives
19 марта 2019 г. Сварной шов аккуратнее, меньше и чаще всего используется для сварки нержавеющей стали. … слесарь может использовать простой шлифовальный круг с угловой шлифовальной машиной.Использование шлифовального круга на сварном шве. … Посетите наш канал Youtube, который до краев заполнен удобными обучающими видео и демонстрациями продукции, связанной с производством металла.
Автоматический сварочный аппарат для кольцевых швов — Купить сварку резервуаров …
Автоматический сварочный аппарат для кольцевых швов, полная информация об автоматах для кольцевых сварных швов, сварочных машинах резервуаров, сварочных машинах резервуаров, автоматической сварке резервуаров от других поставщиков или производителей дуговой сварки. Nanjing Auto Electric Co., Ltd.
Аппарат для автоматической сварки кольцевых швов, View Tank Welding…
Автоматическая машина для сварки кольцевых швов, 100 000–800 000 долл. США за комплект, Цзянсу, Китай, NAEC, новинка. Источник от Nanjing Auto Electric Co., Ltd. на Alibaba.
США за комплект, Цзянсу, Китай, NAEC, новинка. Источник от Nanjing Auto Electric Co., Ltd. на Alibaba.
Сварка резервуаров — автомат для кольцевой сварки
Мы специализируемся на изготовлении на заказ автоматических сварочных машин резервуаров, которые построены со сварочными системами производства США и немецкими двигателями. Наша линейка резервуарного оборудования разработана в США людьми с многолетним опытом строительства резервуаров в полевых условиях. Более 2000 автоматов для сварки резервуаров из этой линейки резервуарного оборудования были спроектированы, спроектированы, изготовлены и поставлены нашей компанией…
Что такое кольцевой сварной шов? — Определение из Corrosionpedia
16 августа 2015 г. При кольцевых швах сварщик должен сделать несколько проходов, чтобы получился идеальный и герметичный стык. Сварщик должен сначала выполнить корневой проход — самый сложный проход — с заданной скоростью. Второй проход — это горячий проход, который увеличивает толщину заливки.
Восемь головок для эффективного шлифования — FABRICATOR
Шлифовальные круги являются расходными материалами; электроинструментов быть не должно. Обязательно используйте соответствующий шлифовальный станок, который может выдерживать ток, достаточный для выполняемой работы.Если приложение требует давления от 8 до 10 ампер, а вы используете угловую шлифовальную машину, рассчитанную всего на 6 ампер, у вас проблемы с самого начала.
Amazon: полировщик гранита
SPTA Набор алмазных влажных полировальных подушек из 15 шт., 4-дюймовые диски для шлифовального станка или полировщика гранитного камня, бетонного мрамора, 50 # -6000 # с держателем петли-крючка Peak Trim. Крышка конька Обычная крышка конька Номер детали Длина Обхват Вес каждого LG-101 10 футов 6 дюймов 15 дюймов 29 7.82 #
Как измерить размер полового члена — Verywell Health
20 июля 2020 г. Затем измерьте обхват полового члена (то есть его окружность или толщину).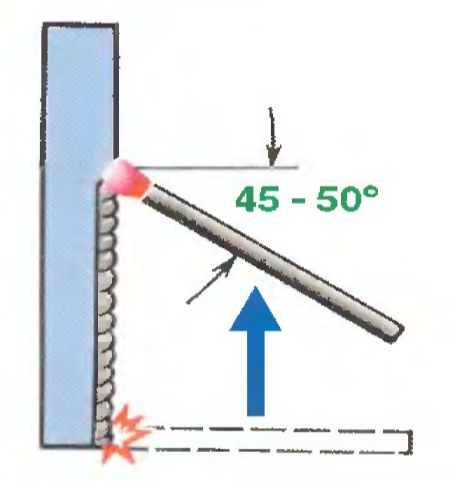 Для этого шага используйте мягкую измерительную ленту или кусок веревки. Если вы выберете второй вариант, убедитесь, что он не растягивается. Например, длина пряжи может привести к ошибкам измерения.
Для этого шага используйте мягкую измерительную ленту или кусок веревки. Если вы выберете второй вариант, убедитесь, что он не растягивается. Например, длина пряжи может привести к ошибкам измерения.
Gambrel и Transition Trim ABC
Видео Цветовые диаграммы … contentData.Html = Gambrel и Transition Trim Зубчатая верхняя часть Gambrel Номер детали Общая длина Калибр Обхват каждого ребра LG-105 Imp 3 ’29 12 дюймов 1.84 # LG-105A Reg Rib 3 ’29 12 «1.84 # LG-105B Am-Dr 3′ 29 12» 1.84 # LG-105C Rug Rib 3 ’29 12 «1.84 # LG-105D Mon Rib 3′ 29 12» 1.84 # Нижняя часть заглушки с выемкой …
Оборудование для сварки швов, новое отремонтированное, в наличии
Машины для сварки швов используются для производства цилиндрических элементов, таких как выхлопные трубы, дымоходы и вентиляционные отверстия. В наличии имеется множество аппаратов для сварки продольных и кольцевых швов с различной длиной зажима и диапазонами диаметров. Посмотрите демонстрационный видеоролик выше с использованием аппарата для шовной сварки New ProArc LS — образцы сварных швов TIG с 0.Банки из нержавеющей стали 5 / 1,0 мм …
Скрепить болтами 2 x 72 Ленточная шлифовальная машина: 12 ступеней (с …
Скрепить болтами 2 x 72) Ленточная шлифовальная машина: с тех пор как я начал делать ножи на своей ленточной шлифовальной машине размером 4 x 36. Осмотрев несколько дизайнов, я подумал, что, вероятно, смогу сделать один сам. У меня был доступ к нашему мусорному ведру на работе, в котором часто были квадратные
China Seam Welding Machine, Seam Welding Machine …
Увеличить видеоизображение.Связаться сейчас Корзина запроса видео. Избранное. Рекомендуемый продукт от этого поставщика. Машина для сварки кольцевых швов резервуаров / Автоматическая машина для сварки кольцевых швов резервуаров / Автоматическая сварочная машина / Машина для сварки пластин резервуаров. Цена FOB для Справки: US $ 5000-70000 /
Как шлифовать, смешивать и обрабатывать сварной шов Norton Abrasives
19 марта 2019 г. Сварной шов получается аккуратнее, меньше по размеру и чаще всего используется для сварки нержавеющей стали. … слесарь может использовать простой шлифовальный круг с угловой шлифовальной машиной.Использование шлифовального круга на сварном шве. … Посетите наш канал Youtube, который до краев заполнен удобными обучающими видео и демонстрациями продукции, связанной с производством металла.
Отделка стальных сварных швов Журнал MetalForming Статья
30 января 2020 Шлифовальные круги должны быть выбором для углеродистой стали, так как они быстро снимают сварной шов, а царапины не должны быть большой проблемой. Что касается угла заточки, стремитесь к диапазону от 5 до 35 градусов. до горизонтального, в зависимости от используемого шлифовального круга.Применяйте постоянное давление как вперед, так и назад, чтобы добиться равномерного покрытия.
Скрепите вместе ленточную шлифовальную машину 2 x 72: 12 ступеней (с …
Скрепите вместе ленточную шлифовальную машину 2 x 72: я хотел ленточную шлифовальную машину 2 x 72 с тех пор, как я начал делать ножи на своем слабом ремне 4 x 36 Посмотрев вокруг некоторых дизайнов, я решил, что, вероятно, смогу сделать один сам. У меня был доступ к нашему мусорному ведру на работе, которое часто было квадратным
Что такое кольцевой сварной шов? — Определение из Corrosionpedia
16 августа 2015 г. сварке сварщик должен сделать несколько проходов, чтобы получился идеальный и герметичный стык.Сварщик должен сначала выполнить корневой проход — самый сложный проход — с заданной скоростью. Второй проход — это горячий проход, который увеличивает толщину заливки.
Новое отремонтированное оборудование для сварки швов На складе
Аппараты для сварки швов используются для производства цилиндрических изделий, таких как выхлопные трубы, дымоходы и вентиляционные отверстия. В наличии имеется множество аппаратов для сварки продольных и кольцевых швов с различной длиной зажима и диапазонами диаметров. Посмотрите демонстрационный видеоролик выше с использованием аппарата для шовной сварки New ProArc LS — образцы сварных швов TIG с 0.Банки из нержавеющей стали 5 / 1,0 мм …
Посмотрите демонстрационный видеоролик выше с использованием аппарата для шовной сварки New ProArc LS — образцы сварных швов TIG с 0.Банки из нержавеющей стали 5 / 1,0 мм …
Gambrel и Transition Trim ABC
Видео Цветовые диаграммы … contentData.Html = Gambrel и Transition Trim Верхний Gambrel с выемкой Мигающий Номер детали Общая длина Калибр Обхват Вес каждого ребра LG-105 Imp 3 ’29 12 дюймов 1.84 # LG-105A Reg Rib 3′ 29 12 дюймов 1.84 # LG-105B Am-Dr 3 ’29 12 дюймов 1.84 # LG-105C Rug Rib 3′ 29 12 дюймов 1.84 # LG-105D Mon Rib 3 ’29 12 дюймов 1.84 # Зубчатая нижняя часть перемычки …
Восемь советов для эффективного заточки — FABRICATOR
Шлифовальные диски являются расходными материалами, а электроинструменты не должны быть такими.Обязательно используйте соответствующий шлифовальный станок, который может выдерживать ток, достаточный для выполняемой работы. Если приложение требует давления от 8 до 10 ампер, а вы используете угловую шлифовальную машину, рассчитанную всего на 6 ампер, у вас проблемы с самого начала.
Китай Машина для сварки швов, Машина для сварки швов …
Увеличить видеоизображение. Связаться сейчас Корзина запроса видео. Избранное. Рекомендуемый продукт от этого поставщика. Машина для сварки кольцевых швов резервуаров / Автоматическая машина для сварки кольцевых швов резервуаров / Автоматическая сварочная машина / Машина для сварки пластин резервуаров.Цена FOB для Справки: US $ 5000-70000 /
Ridge or Peak Trim ABC
Ridge or Peak Trim. Крышка конька Простая крышка конька Номер детали Длина Обхват Вес каждого LG-101 10 футов 6 дюймов 15 дюймов 29 7,82 #
Чтобы получить правую пройму, установите лиф — резьба
09 февраля 2016 г. Для установки проймы необходимо установить пройму. бюст, плечи и боковые швы. Подгонка проймы, также известной как пройма, — это нечто большее, чем вы можете подумать — это требует подгонки вытачки на груди, плеч и боковых швов.И единственный известный мне способ успешно протянуть пройму — это использовать кисею. Для получения дополнительной информации о фурнитуре проймы обязательно возьмите резьбу № 117 и не пропустите другие …
Для получения дополнительной информации о фурнитуре проймы обязательно возьмите резьбу № 117 и не пропустите другие …
Шлифовальные машины для полировки труб — металлические трубы Шлифование …
Пневматические или электрические инструменты для чистовой шлифовки, смешивания и полировки труб, труб, углов и узких пространств. Превосходный внешний вид и качество вашей работы при работе с любыми металлами, включая нержавеющую сталь и другие цветные металлы, дерево, стекло и твердые пластмассы.
Как подобрать одежду: основные точки измерения для одежды …
В нескольких наших статьях мы упоминали, что технические характеристики — это размеры и детали одежды, лежащей на ровной поверхности. Если вы не знаете, как делать спецификации, и даже если думаете, что знаете — вы должны хорошо освоиться с процессом, потому что есть вероятность, что вы обнаружите, что приспосабливаете одежду — очень много! Здесь мы рассмотрим некоторые из основных POM (точек измерения), используемых при выборе различных …
Как надевать ластовицы на брюки или рубашки — The Sewing Garden
29 января 2018 Допуск на швы на ваших брюках может быть 1/2 ″.Если у вашей косынки припуски на швы 1 дюйм, края не будут выровнены равномерно, и это нормально. Просто убедитесь, что припуск на шов вставки совпадает с припуском на шов брюк и хорошо закреплен или наметан между
SMACNA Architectural Sheet Metal Manual 7 Edition
Допуски на расширение Таблицы расширения для конкретных желобов на основе прогнозируемого годового ΔT обхвата / профиля / металла Таблица расширения строительных материалов с различными коэффициентами расширения — должна использоваться для облицовки и колпаков с учетом как металла, так и основания. Указание по расширению плоской кровли на высоте более 30 футов используйте конструкцию шва с обрешеткой для обеспечения расширения
НЕИСПРАВНОСТЕЙ ТРУБОПРОВОДА ПРИ АЛАСКИ ПРОДОЛЖАЕТСЯ
«Каждый раз, когда вы получаете более 10 процентов или даже 6 процентов, вам лучше начать вносить небольшие изменения», — сказал г-н. — сказал Чемпион. «Но у них было 30,5% отказов за весь прошлый год, и это чрезмерно высокий показатель».
— сказал Чемпион. «Но у них было 30,5% отказов за весь прошлый год, и это чрезмерно высокий показатель».
Тем не менее, официальные лица Alyeska заявили, что не знают ни одного сварщика из более чем 400 работающих прошлым летом, уволенных за некомпетентность в прошлом году. В некоторых случаях инспекторы по контролю качества не могли сказать, хороший сварщик или плохой. Таким образом, когда они пытались подать иск о увольнении, «профсоюз застрелил их до дыр, и это правильно», — сказал г-н Тайри. Пока в этом году уволены шесть сварщиков.
Профсоюз, который г-н Паттон в прошлом году называл «Корпус морской пехоты американского рабочего движения», — это Pipeliners Union No. 798, A.F.L.‐C.I.O. филиал со штаб-квартирой в Талсе, штат Окла. Это так называемое «международное местное предприятие» с 6 500 членами, которые путешествуют по миру, выполняя сварочные работы.
Его члены жесткие и клановые (чернокожих членов нет), но они отрицают запугивание инспекторов для подтверждения плохих сварных швов, как обвинял бывший инспектор. Они получают 16 долларов.34 в час и отмечают, что инспекторы, не состоящие в профсоюзе, зарабатывают гораздо меньше. По их словам, некоторые инспекторы пытались и не смогли пройти профсоюзные тесты, чтобы стать квалифицированными сварщиками.
«Указывая пальцем»
«За последние семь недель у нас было семь инспекторов, и ни один из них не знал, что они ищут». — сказал на прошлой неделе один сварщик на трубопроводе возле Фэрбенкса.
«Если они начнут указывать на нас пальцем, у нас есть много чего, чтобы указать им в ответ», — сказал Джордж М.Ламберт, представитель профсоюза.
Дональд Ховард, 56-летний сварщик с 37-летним опытом, утверждал, что сварочные прутки с низким содержанием водорода, которые он использовал, сильно различались по качеству от коробки к коробке, что затрудняло стабильность сварки. «Эти стержни ни черта не стоят», — сказал он.
Отвечая на вопрос об этом, представители Aleyska ответили, что у многих сварщиков не было опыта работы с прутком немецкого производства, который был спроектирован так, чтобы выдерживать резкие перепады температур.