Сварка полипропиленовых труб своими руками: инструкция
- Главная
- О проекте
- Реклама
- Контакты
Уют в доме
klimatlab.com
Меню- Вентиляция
- Система вентиляции
- Увлажнители
- Осушители
- Отопление
- Газовые котлы
- Радиаторы
- Система отопления
- Альтернативная энергия
- Твердотопливные котлы
- Электрические котлы
- Теплые полы
- Водоснабжение
- Фильтрация
- Водопровод
- Колодцы и скважины
- Насосное оборудование
- Канализация
- Септики
- Дренажные системы
- Обустройство и трубопровод
- Приборы учета
- Счетчики воды
- Счетчики газа
- Тепловые счетчики
- Электроснабжение
- Вентиляция
- Система вентиляции
- Кондиционирование
- Увлажнители
- Осушители
- Отопление
- Газовые котлы
- Радиаторы
- Система отопления
- Альтернативная энергия
правила организации процесса и описание работы
Для сварки полипропиленовых труб нужно приобрести аппарат для пайкиПри обустройстве трубопровода может потребоваться сварить его элементы встык. В зависимости от материала существуют определенные особенности работы. При сварке армированных и полипропиленовых труб пользуются одной технологией и правилами.
В зависимости от материала существуют определенные особенности работы. При сварке армированных и полипропиленовых труб пользуются одной технологией и правилами.
Содержание статьи
Описание процесса
Полипропилен считается достаточно жестким материалом. Именно поэтому для создания трубопровода используют фитинги из аналогичного материала. Они представляют собой своеобразные уголки, тройники и прочие соединительные детали. Для создания надежного стыка используют пайку.
Процесс пайки часто носит название «сварка». Но от этого суть не меняется. Детали разогреваются до температуры плавления и соединяется между собой. В итоге получается монолитный долговечный стык.
Чтобы соединить пластиковые и металлические трубы, предусматривают комбинированные фитинги. В таких устройствах одна сторона для металлической трубы выполнена резьбовым соединением, а другая соединяется с помощью сварки.
Покрытие металлических насадок:
- Дорн – для нагрева внутренней части;
- Гильза – используется для наружной части.
Два элемента, которые требуется соединить, надеваются одновременно на насадки. Затем засекают определенный промежуток времени и отсоединяют элементы. Именно так происходит процесс сварки.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
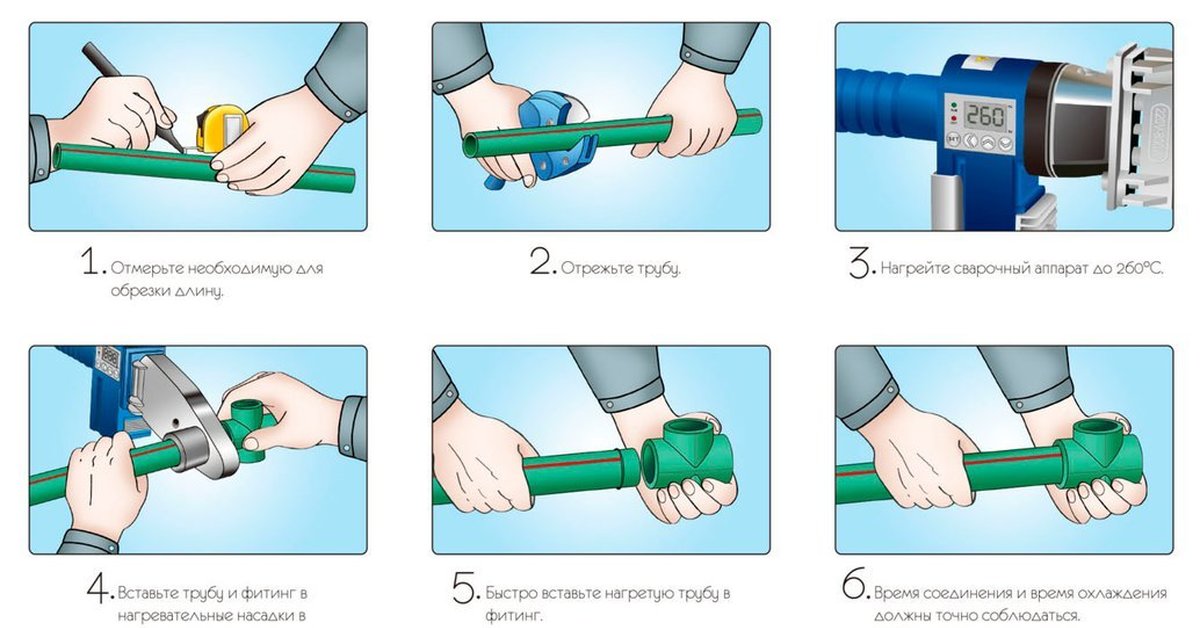
Поэтапная инструкция по сварке:
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Элементы для сварки необходимо одновременно установить на паяльнике и также вдвоем и снять.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Выбор оборудования
Виды сварочных приборов:
- Механические. Это профессиональное оборудование, которое уместно использовать при большом объеме работ.

- Ручные. Ими выполняют сварку в домашних условиях. Их применяют для труб небольшого диаметра.
Механический агрегат состоит из рамы для опоры, блока и гидроагрегата. С двух сторон прибора размещены захваты. Посередине их можно наблюдать вкладыши. Они используются, чтобы правильно распределить давление и выполнить центровку.
Аппарат для пайки труб продается в специализированных и строительных магазинахВ домашних условиях пайку проводят с помощью ручных инструментов. А для заводских целей удобными являются механические приборы.
Для ручной спайки используют специальные утюги. Они работают, как обычные бытовые утюги, но внешний вид имеет серьезные отличия. В составе инструмента можно наблюдать плиту для нагрева, терморегулятор и ручку. Также предусматривают два отверстия для вставки элементов для спаивания. Благодаря тефлоновому покрытию пластик, когда плавится, к нему не пристает.
Главные правила сварки в домашних условиях
Выполнять работу следует в комнате с плюсовой температурой. Когда в помещении холодно, то элементам требуется больше времени для прогрева. Но правильная спайка включает ряд и других правил, советов, рекомендаций.
Когда в помещении холодно, то элементам требуется больше времени для прогрева. Но правильная спайка включает ряд и других правил, советов, рекомендаций.
Правила сварки полипропиленовых труб:
- Мощность прибора должна быть не меньше 1200 Вт.
- Ручной утюг оптимально применять для труб с диаметром 32 мм. Большие размеры изделий спаиваются с помощью механических приборов.
- Перед работой выполняют прогрев инструмента около 5-10 минут. За это время устройство с насадками достигает оптимальной температуры плавления.
- Прокрутка деталей после выполнения сварки запрещается. Так целостность шва будет грубо нарушена. Но разрешается небольшая коррекция, выпрямление перекосов, чтобы исключить протечки.
- При прижиман
Как сваривают листы полипропилена и трубы из него
В последние годы металлические трубы всё чаще замещаются более удобными в эксплуатации пластиковыми (пропиленовыми) изделиями. Технология сварки полипропиленовых труб позволяет получить качественные соединения и продлить эксплуатационные сроки канализационных сетей до 50 лет.
При этом составляющие их трубы и соединительные элементы практически не разрушаются со временем, мало весят и позволяют собирать трубопроводы самостоятельно (без привлечения специалистов).
Какое оборудование применяют
Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
Для состыковки полипропиленовых труб разработан специальный метод, называемый полифузионным термическим свариванием. Суть этого способа сварки заключается в нагреве срезов полипропиленовых труб до фиксированной температуры и последующем быстром их соединении.
Для предварительного нагрева мест сочленения применяется специальное устройство, называемое в просторечье «паяльником». Аппарат для сварки полипропиленовых изделий (паяльник) нередко оснащается двумя нагревательными элементами, позволяющими обустраивать сразу пару стыков.
Для каждого из рабочих мест предусматривается отдельный узел управления с включателем, а их мощности достаточно для расплавления труб и фитингов заданного диаметра.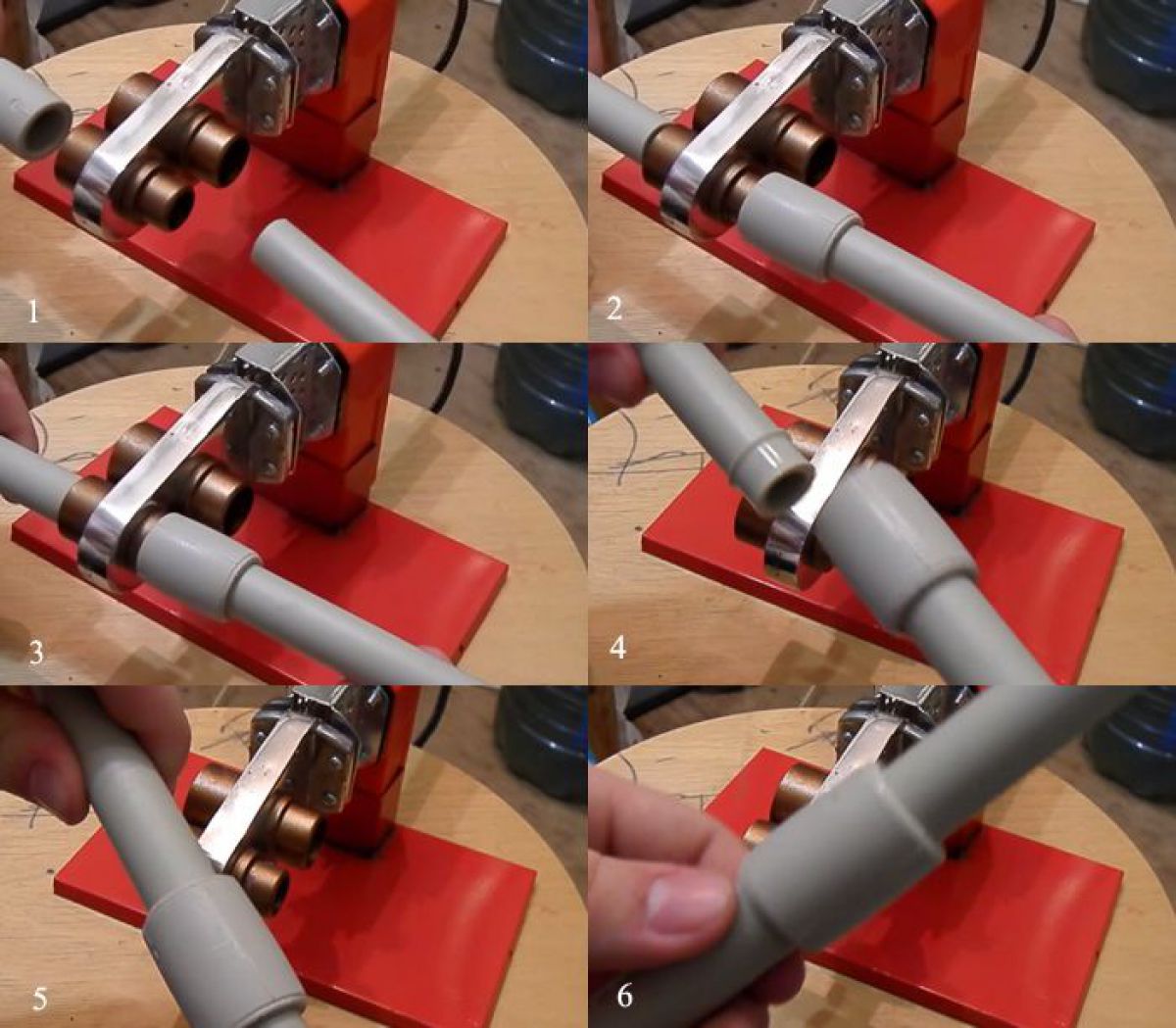
Не рекомендуется работать на двух нагревательных элементах сразу, поскольку можно перегреть пластик, а также сильно перегрузить сеть. Второй элемент обычно используется в качестве резервного, включаемого в случае неисправности первого.
В тех случаях, когда паяльник имеет два нагревательных контура – их одновременное включение допускается лишь непосредственно перед сваркой полипропиленовой трубы. Такой приём позволяет быстрее разогреть сварочный элемент до требуемой температуры, после чего один из двух контуров просто отключается.
Порядок работ
Оборудование для сварки трубы из полипропилена не требует специальных навыков и позволяет быстро освоить основные приёмы сплавления.
Поскольку расплавленный полипропилен на какое-то время сохраняет свою пластичность – в течение этих секунд удаётся состыковать элементы и зафиксировать образовавшееся соединение посредством внешнего усилия.
Опытные мастера (специалисты по полифузионному свариванию) одновременно с этим успевают устранить едва наметившиеся перекосы.
По мере застывания материала он утрачивает свою пластичность, после чего с сочленяемых заготовок снимается фиксирующее их положение усилие.
Оптимальная температура сварки полипропиленовых труб – 260 градусов, превышение которой может привести к потере формы самих изделий. Помимо этого, излишний их нагрев нередко является причиной образования оплывов и сужений внутри трубы.
Для исключения этого нежелательного явления необходим постоянный контроль времени нагрева, которое регламентируется специальной инструкцией и выбирается согласно сводной таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Обратный эффект, связанный с недостаточным разогревом места сварки полипропиленовых труб, приводит к получению некачественного соединения, в зоне которого со временем может образоваться протечка.
Для большей уверенности в хорошем результате перед началом сварки полипропиленовых труб следует попрактиковаться, используя для этого обрезки и отработавшие свои сроки соединители (фитинги).
В инструкции и таблицах по сварке труб из полипропилена также указываются точные значения времени остывания их после стыковки. Согласно указанным документам на это должно отводиться столько же времени, сколько затрачивается на нагрев места соединения.
Начинающие пользователи обычно торопятся и снимают удерживающую нагрузку раньше положенного срока, в результате чего трубопроводы в месте соединения подвергаются нежелательной деформации.
Аппараты для листового полипропилена
Технология сварки листовых полипропиленовых заготовок заключается в сплавлении их по тщательно подготовленной линии среза. Для образования качественного соединения могут применяться следующие методы:
- автоматическая сварка;
- ручное сваривание с помощью паяльного приспособления;
- подобный же метод, но с применением специального технического фена.
Станок для сварки листового полипропилена
Автоматическое соединение полипропиленовых листов относится к наиболее эффективным и качественным приёмам, при реализации которых применяется полифузионная сварка.
Для этого используется особый тип оборудования, в виде рабочих станков или раздвижных столов, на которые в процессе сварки укладываются заготовки и фиксируются посредством прижимного механизма.
Перед началом сварочных процедур оператор устанавливает параметры будущего шва (их толщину и длину), а затем нажимает кнопку «Пуск».
Тем же фиксирующим механизмом края полипропиленовых листов прижимают к нагревательному элементу и после этого прогревают в течение определённого промежутка времени.
При нагреве до заданной температуры нагревательный элемент отводится из рабочей зоны, а раздвижные элементы продолжают сжимать детали точно по линии среза. Длительность сжатия и развиваемое при этом усилие строго нормируются и задаются оператором перед началом процедуры сплавления.
Этим методом заготовки листового полипропилена могут соединяться независимо от их формы, длины и толщины. Ширина рабочей части раздвижного стола для некоторых моделей станков может достигать 3-4-х метров.
Приведённые выше параметры удовлетворяют показателям различных материалов из пропилена, что представляется очень выгодным для обработки больших партий этих изделий.
Ручные паяльники и фены
Ручная сварка полипропиленового листа, трубы или другой детали может быть реализована методом сплавления посредством паяльника, либо с помощью технического фена (экструдера).
Для облегчения процесса сплавления применяется специальный присадочный пруток, изготавливаемый из того же полипропилена.
Перед тем, как сваривать заготовки этим методом стыкуемые поверхности зачищаются мелкой шкуркой, устраняющей все имеющиеся неровности и обеспечивающей идеально
Полипропиленовые трубы — пайка своими руками, сварочные аппараты
На чтение 5 мин.
Изделия из этого материала давно пришли на смену металлическим система отопления. Водопроводы из пластика устанавливаются в частных домах, квартирах. Многие не знают, как паять полипропиленовые трубы. Освоив этот процесс, можно дополнительно удешевить монтаж трубопровода.
Пайка полипропиленовых трубМетоды соединения
Пластик — это термопластичный полимер, который размягчается при нагревании. Если после разогрева, соединить две детали из этого материала равномерно между собой, произойдет процесс полифузии — взаимопроникновение материала.
Существует два способа соединения труб из полипропилена:
- Пайка встык. Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.
- Муфтовая спайка. Для изготовления прочного соединения применяется отдельная деталь. Разогревается внешняя сторона трубки, внутренний диаметр муфты. Детали соединяются между собой.
Муфта позволяет получить наиболее герметичное соединение, но ее применение ограничивается диаметром труб — до 63 мм. Для стыковки больших элементов трубопровода необходимо применять технологию пайки встык.
Сварочные аппараты
Сварка труб из полипропилена выполняется с помощью специального паяльника. В магазинах можно купить два вида нагревательного оборудования для пластика:
- Цилиндрические нагреватели. Удобны для проведения пайки в труднодоступных местах.
- Плоские нагреватели. На разогревающейся плите закрепляются насадки разных диаметров, с помощью которых спаиваются трубки, муфты.
Для выполнения сварки аппарат должен комплектоваться набором насадок разного диаметра. Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Технологии
Независимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на с
Сварка полипропиленовых листов с применением термического оборудования
Сварка листового полипропилена строительным феном и экструдером
Одним из самых распространенных методов соединения полипропилена является его сварка. Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.
Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал.
Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным.
Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу.
Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма.
Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.
Рекомендуем! Прямая и обратная полярность при сварке инверторным аппаратом
Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой.
Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны.
При большом количестве работы, сварочный станок станет незаменимой вещью.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования.
Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке.
Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.
Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства.
Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка.
Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Сварка листового полипропилена строительным феном
Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие
полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить).
Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов.
Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.
Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.
Рекомендуем! Сварка полуавтоматом нержавеющей стали
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым.
На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора.
Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
- необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом. Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
- очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
- выбирайте способ сваривания в зависимости от ширины листа, а также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
Источник:
Полипропилен против полиэтилена | Air Energy
Полипропилен против полиэтилена | Air EnergyВ вашем браузере отключен JavaScript
Home / Insights / ПП и ПЭ — две очень похожие трубы с принципиальными различиямиВ индустрии сжатого воздуха и трубопроводных систем существует длинный список вариантов. От оборудования, предназначенного для промышленного использования, до пресс-фитингов, которые соединяют все вместе, инженеры и сборщики систем имеют роскошный выбор. В немалой степени это связано со способностью производителей к инновациям.
Здесь мы рассмотрим два типа трубопроводов, которые легко спутать. Трубы из полипропилена и полиэтилена отличаются только одной буквой, но у них есть несколько уникальных характеристик, с которыми спецификаторы должны ознакомиться. Здесь мы объясняем, почему вам следует выбирать один из них, а не другой
PP (полипропилен)
По своим физическим характеристикам полипропилен аналогичен полиэтилену. Однако полипропилен становится более хрупким при более низких температурах и имеет более низкую стойкость к компрессорным маслам, чем полиэтилен. Тем не менее, полипропилен имеет один из самых высоких показателей химической стойкости в категории пластиков.Здесь, в Air Energy, мы предлагаем использовать полипропилен для горячих и холодных жидкостей, молочных продуктов, лабораторных систем и систем обратного осмоса.
PP можно использовать для замены существующих трубопроводных систем. В отличие от стальных труб, трубы из полипропилена устойчивы к коррозии. В Air Energy мы предлагаем два основных типа труб из полипропилена: стандартные нейтральные трубы и зеленые трубы, армированные волокном. Также доступен полный выбор фитингов из полипропилена.
PE (полиэтилен)
Системы трубопроводов сжатого воздуха MaXair® предлагают трубы с классом PE100.Это означает, что они обеспечивают 50 лет надежности при использовании при 30 градусах Цельсия. Air Energy была пионером в распространении очень успешных систем трубопроводов maXair®. В настоящее время этот бренд превосходит большинство австралийских стандартов с точки зрения безопасности и надежности.
Трубы имеют решающее значение для любых систем подачи сжатого воздуха или жидкости. Выбор правильного материала важен для долговечной инфраструктуры, которая выполняет свою работу и сводит к минимуму отходы. Свяжитесь с Air Energy и откройте путь к самым надежным продуктам, доступным сегодня на рынке.
обзор, виды, характеристики и отзывы
Для пайки полипропиленовых труб используются специальные инструменты, называемые утюгами. Стойки устанавливаются разной ширины. Мощность качественного утюга — 400 Вт. Модели работают от розетки через шнур питания. Многие современные инструменты используют системы защиты от перегрева держателя. Они установлены в разных классах.
Адаптеры-утюги часто используются с удлинителями. Насадки устанавливаются на стойки.По размеру они могут отличаться. Применяются инструменты этого класса при ремонте квартиры. Также утюги часто используют в крупных строительных компаниях для установки фурнитуры. На рынке есть хорошая модель в районе 2 тысяч рублей.
Виды моделей
Инструменты различаются, прежде всего, размерами. В наше время специалисты выделяют устройства компактного, среднего и большого размера. Бытовые модификации производятся с короткими или удлиненными стойками. Насадки можно прикрепить к держателям или тарелкам.Также устройства различаются количеством нагревательных элементов. Профессиональные аппараты изготавливаются с системой защиты от прожога рабочей плиты. Для пайки труб малого диаметра больше всего подходят маломощные модификации.
Обзор устройств Sturm TW7219
С помощью данной модели производится профессиональная пайка полипропиленовых труб. Инструкция, отзывы о модели помогут определиться с покупкой и разобраться во всех преимуществах устройства. Если доверять мнению покупателей и экспертов, то держатель модификации ломается очень редко.Номинальная мощность утюга — 450 Вт. Стойка в устройстве небольшой ширины. Всего в стандартном наборе инструментов две насадки.
Для пайки водопровода подходит большая модификация. Периодически возникают проблемы с ТЭНом. Также стоит отметить, что во время работы сильно чувствуется запах полипропилена. Для подключения фурнитуры модель не подходит. Шнур питания утюга — 1,3 метра. Вилка в устройстве трескается не часто.Для бытового использования модель подойдет. Также стоит отметить, что он стоит всего 1800 рублей.
Отзывы о модификациях Sturm TW7220
На это железо отзывы в целом попадают хорошо. Если вы доверяете строителям, то с инструментом очень легко обращаться. Тарелки перегреваются редко, держатель надежно закреплен. Особого внимания заслуживает компактная подставка. Форсунки можно менять довольно быстро. С целью прокладки водопровода модификация применяется часто. Номинальная мощность утюга находится на уровне 470 Вт.Энергопотребление инструментов этой серии не очень велико.
Диаметр сопла в данном случае составляет 20 мм. Подставка под утюг используется с двусторонней накладкой. Для установки фичинов прилагается модель. Однако важно отметить, что у инструмента есть проблемы с нагревательным элементом. Если доверять профессионалам, то на зажимах он довольно часто летает. Время нагрева насадки не очень большое. Стоит этот утюг для пайки полипропиленовых труб (рыночная цена) в районе 2300 руб.
Отзыв об инструментах Sturm TW7222
За счет представленной модификации выполняется качественная шпилька полипропиленовых труб. Аппарат (утюг) этой серии в первую очередь отличается компактными размерами. Также стоит отметить, что в модификации используется широкая рабочая пластина. Время нагрева насадки в среднем не более 8 минут. Держатель в устройстве крепится к корпусу. Номинальная мощность утюга составляет целых 700 Вт. Имеется шнур питания.Это не очень долго, но пользоваться инструментом на разных предметах удобно. Если доверять специалистам, то для строительства водопровода модификация подойдет.
Также стоит отметить, что в стандартном комплекте инструмента есть насадка на 22 см. С целью примерки фурнитуры модель используется очень часто. Максимальная температура пластины — около 240 градусов. Для приварки муфт инструмент используется редко. Подставка под утюг — средней ширины. Инструмент немного весит.В стандартной модификации входит стандартный корпус. В магазинах средство этой серии продается по цене от 2 тысяч рублей.
Обзор аппаратов СВА-2000Т
Благодаря этому инструменту профессионалы проводят пайку полипропиленовых труб. Какую машину (автомат) лучше выбрать? Отвечая на этот вопрос, важно отметить, что этот утюг очень подходит для сварки муфт. Также профессионалы выбирают его за легкий вес. Если доверять специалистам, стеллаж практически не греется.Система защиты от свечения платины применяется в третьем классе. Отдельного внимания заслуживает отличный держатель. Сопла
Лучшая цена сварочный аппарат для полипропиленовых труб — Выгодные предложения на сварочный аппарат для полипропиленовых труб от мировых продавцов машин для сварки полипропиленовых труб
Отличные новости !!! Вы попали в нужное место, приобретая аппарат для сварки полипропиленовых труб. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот высококлассный сварочный аппарат для труб из полипропилена в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели аппарат для сварки полипропиленовых труб на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварочном аппарате для труб из полипропилена и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный аппарат для труб из полипропилена по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Список мировых компаний по производству полипропиленовых труб
Список мировых компаний по производству полипропиленовых труб- Onurera
- Пластиковые и алюминиевые профили, клейкие ленты, ПВХ и магниты, полипропиленовые трубы.
- Адрес: Halk Caddesi Guven Han No 21 Kat 4 Daire 16 Uskudar
- LABOFF (M) SDN BHD
- Бак для разбавления, полипропиленовые трубы и фитинги, эпоксидные столешницы и раковины, вытяжной шкаф, аварийный душ, краны, раковина, Хлорная кислота, ламинарный поток, центробежный вентилятор, газовая арматура, ловушка для восстановления разбавления, резервуар для нейтрализации, безопасный огнеопасный шкаф, шкаф для кислотно-коррозионных жидкостей, вода….
- Адрес: 101A, 1-й этаж, Jalan SS14 / 1,
- Brl Borella
- полипропиленовые трубы — системы горячего и холодного водоснабжения..
- Адрес: Другое, Турция
- SupraTherm PPR Pipe & Fittings
- PPR трубы, PPR трубы, полипропиленовые трубы, PPR трубы, ПВХ сантехника, ПВХ оборудование, пластиковые трубы, пластиковые фитинги, сантехническая арматура.
- Адрес: ул. Sfantu Gheorghe nr.20 Pantelimon Bucharest Ilfov 077145 Румыния
- PRO PIPE
- ppr трубы и фитинги, насосы, оборудование для сварки полипропиленовых труб, фитинги, резьбовые фитинги, латунные фитинги для металлопластиковых труб..
- Адрес: Турция
- Blue Ocean IIG
- PPR трубы и фитинги, оборудование для сварки пластиковых труб, оборудование для стыковой сварки, раструбные сварочные аппараты, оборудование для экструзии труб, полипропиленовые трубы, композитные трубы, фитинги PPR и PE-RT, трубы PE И арматура.
- Адрес: Комната 801/802, CTS Hotel, 100028, № 2 Beisanhuan East Road Beijing, Китай, Пекин, Китай
- Al Sahoo Gernal Trading co.
- Сантехника и аксессуары, Полипропиленовые трубы и фитинги, Итальянская дренажная система из полипропилена, Ванна и туалет.
- Адрес:
1
Линия экструзии труб из ППР, Линия по производству полипропиленовых труб
С ростом урбанизации возник спрос на более дешевые, долговечные и экологически чистые продукты.
Этот спрос привел к широкому распространению труб PPR в Китае и во всем мире.
Пластиковые трубы постепенно заменяют стальные трубы, бетонные трубы и оцинкованные трубы.
Фактически, Китайская ассоциация производителей пластиковых труб намекает, что использование труб PPR увеличивается с каждым годом.
В этом руководстве вы узнаете все о PPR; от основ до их изготовления.
Прочтите это, и вы станете экспертом в этой области.
Итак, приступим:
Глава 1. Что такое трубы PPR?
Рисунок 1: Трубы PPR разного цвета1.1 Что такое определение PPR?
Это трубы со сплошными стенками, изготовленные из статистического сополимера полипропилена.
Мы используем их в системах горячего и холодного водоснабжения, в основном в жилых районах.
Как мы соединяем трубы PPR?
Чтобы соединить трубы PPR вместе или с их фитингами, мы должны сначала их нагреть.
Это называется сваркой плавлением.
И вы используете сварочный аппарат для труб PPR.
Вот видео, которое поможет вам понять, как свариваются трубы PPR.
Вы можете заметить, что самым большим преимуществом PPR является то, что нам не нужен клей, чтобы соединить их вместе, в отличие от труб из ПВХ.
Соединения, полученные сваркой плавлением, также прочны и водонепроницаемы.
В этом аспекте трубы PPR более экономичны.
1.2.1 Сырье для труб PPR
Я уже говорил вам ранее, что мы используем случайный сополимер полипропилена для производства труб PPR.
Но что это?
Это термопластичная смола, полученная путем полимеризации полипропилена с этиленом.
Обладает желательными свойствами, такими как широкий диапазон температур плавления и высокая скорость течения расплава.
Это делает термопласт из статистического сополимера ПП очень подходящим для литья под давлением и экструзии.
Мы используем литье под давлением для изготовления фитингов PPR и процесс экструзии для производства труб PPR.
Рисунок 2: Изображение, показывающее гранулы PP RP 100Вы можете получить сополимер PP-Random в форме гранул.
Мы рекомендуем гранулы смолы PP PR 100.
1.2.2 Есть ли преимущества PP RP 100?
Да.
Легко умереть.
Вы будете покупать только пигмент Master Batch TiO2, доступный в различных цветах, таких как зеленый, белый, черный, красный и т. Д.
PP RP 100 также обладает хорошей ударопрочностью, отличными характеристиками обработки и плотностью около 0,9 г / см3.
Это одна из самых легких термопластичных смол.
1.3 Трубные фитинги PPR
Рисунок 3: Различные типы фитингов PPR
Фитинги PPR имеют множество применений:
Как соединение труб PPR вместе, соединение PPR с оцинкованными металлическими трубами, установка кранов среди прочего.
Размер фитинга должен соответствовать размеру трубы.
Например, если труба имеет внешний диаметр 25 мм, нам понадобится штуцер с раструбом диаметром 25 мм.
Чтобы клиент мог легко подобрать трубу к фитингам, детали размеров фрезерованы на фитингах.
Далее я покажу вам, как используются некоторые фитинги:
Хорошо, трубы PPR продаются стандартной длиной 4 метра.
Если мы хотим соединить две трубы PPR вместе, мы свариваем их в раструб.
Рисунок 4: Муфта / муфта PPR
Чтобы соединить три секции трубы PPR, мы можем использовать тройник.
Нам может понадобиться создать угол 90 градусов между двумя секциями PPR, поэтому мы используем колено.
Рис. 5: Колено PPRНекоторые фитинги, например тройники с наружной и внутренней резьбой, изготавливаются из пластика и металла, например латуни, оцинкованной стали или меди.
Рисунок 6: Тройник PPR с внутренней резьбой1.4 Таблица размеров трубы PPR
В таблице размеров трубы PPR вы можете увидеть различные диаметры труб PPR.
Мы также классифицируем трубы PPR в зависимости от давления, с которым они могут работать.
Вы заметите это, когда мы переходим от PN1.От 25 до PN2,5 диаметр увеличивается с увеличением номинального давления.