что это такое? Технология и режимы работы ТИГ-сварки
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.


У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Важно знать, что сварочные работы являются источником повышенной опасности, и необходимо пользоваться специальной одеждой, крагами и защитной маской Хамелеон или идентичной ей.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом.
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90о, но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Очень важно следить за чистотой заготовок, сварочного прутка и вольфрамового электрода, иначе качество работы резко падает.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Сварка методом TIG — Аргонная сварка TIG AC/DC
С помощью сварки такого типа достигается идеальное качество сварочного шва. Для типа сварки TIG используют газ аргон (газ, который защищает расплавленный металл от воздействия окружающей среды). Сварочные работы осуществляются неплавящимися вольфрамовыми электродами.
Виды сварки методом TIG:
- аргонная сварка DC;
- аргонная сварка AC/DC;
Могут встречаться и следующие обозначения:
- WIG сварка (расшифровывается как Wolfram Inert Gas). Из-за вольфрама – материала, который зачастую используют для электродов;
- Tungsten Inert Gas (TIG сварка).
Аргонная сварка TIG – это достаточно медленный метод, если сравнивать с дуговой SAW сваркой, MIG или MMA, но именно благодаря этому обеспечивается высокое качество работы.
Совместимость сварки методом TIG с высокопроизводительной MIG/MAG
Есть ситуации, при которых необходимо сочетать несколько методов. К примеру, для присоединения труб для морской деятельности, с помощью типа сварки TIG, выполняется корневая сварка, а с MIG заполняется разделка шва. Сочетают разные методы для более качественного выполнения швов и скорости работы.
К примеру, для присоединения труб для морской деятельности, с помощью типа сварки TIG, выполняется корневая сварка, а с MIG заполняется разделка шва. Сочетают разные методы для более качественного выполнения швов и скорости работы.
Ранее мы уже рассказали, что для данного метода используется вольфрам и аргон. Почему именно они?
Так вот, использование вольфрама объясняется его превосходными электрическими свойствами и повышенной температурой плавления. А вот аргон используют, чтобы защитить сварочную дугу, электрод от влияния окружающей среды и ванну.
Преимущества метода сварки TIG
Чтобы понять, что под собой представляем WIG сварка, необходимо разобрать принцип работы и ее всевозможные плюсы.
Принцип работы заключается в подаче газа через горелку с сеткой, после чего через 1 секунду подается напряжение. Для чего это нужно, спросите вы? А все для того, чтобы процесс проходил в условиях защитного газа, подающегося под давлением, который будет препятствовать окислению деталей.
К плюсам сварки методом TIG можно отнести следующее:
- Работа с тонкими металлами;
- Работа в двух режимах: на постоянном токе DC и на переменном AC;
- Безопасность выполнения работы, благодаря негорючим газам;
- Получение идеального шва;
- Электроды могут использоваться многоразово после заточки;
- Для лучшего розжига дуги предусмотрен осциллятор;
- При работе нет брызг.
Недостатки метода сварки TIG
Как и любой другой метод аргонная сварка TIG имеет свои минусы:
- Производительность – в отличие от других способов, скорость TIG сварки ниже;
- Опыт сварщика должен быть высокий;
- Во избежание большого расхода газа, нужно работать в закрытых комнатах;
- Небольшая подвижность;
- Сварочную проволоку необходимо подавать вручную;
- Имеется газовый баллон.
Для безопасности процесса рабочий должен использовать спецодежду, краги и любую защитную маску.
Исходя из всего вышеперечисленного, можно сделать вывод: если в приоритете стоит качество выполненной работы, а не скорость, тогда данный метод сварки TIG будет самым наилучшим!
Применение
О преимуществах и недостатках метода TIG мы уже поговорили, теперь разберемся, где же он используется!
Тип сварки TIG применяется в следующих отраслях:
- Промышленная;
- Строительство;
- В быту.
При помощи сварки методом tig сварки можно варить не только металлы, но также сочетать различные виды и их сплавы. Например, высокоуглеродистые, низколегированные, легированные, конструкционные, оцинкованные или нержавеющие стали; сплавы алюминия, титана; медь, бронзу или латунь.
Проволока должна быть подобна согласно химическому составу материала, с которым будете работать, это очень важно! А чтобы шов был плотным и чистым, необходимо приглядывать за чистотой вольфрамового электрода и периодически подвергать заточке.
Технология TIG сварки и методы работы
Прежде чем перейти к выбору режима, нужно подготовить свариваемые детали к работе. Они очищаются от ржавчины, загрязнений и краски. Даже если деталь визуально кажется чистой, не стоит пренебрегать данной процедурой.
Различные материалы обладают разными химическими свойствами, а также заготовки имеют разную толщину и тугоплавкость, именно поэтому для каждого необходимо подбирать свой режим источника тока для работы. От этого будет зависеть плавление металла.
| Толщина металла | Сила тока | Диаметр электрода |
|---|---|---|
| 1 мм | 45-55 А | 1,5 мм |
| 2 мм | 80-90 А | 2 мм |
| 3 мм | 120-150 А | 3,2 мм |
| 4 мм | 170-190 А | 5 мм |
Как выбрать тип тока: постоянный или переменный?
- Сварка методом TIG на постоянном токе DC применяется для различных сталей, меди, титана.
- Метод сварки TIG на переменном токе AC применяется для алюминиевых сплавов, так как частая смена полярностей разрушает оксидную пленку, которая покрывает металл (ее температура плавления составляет 2000 градусов по Цельсию, в то время, когда плавление алюминия осуществляется при температуре 660 градусов).

Оборудование для сварки методом TIG
Выполнять сварочные работы по типу TIG можно при помощи обыкновенного инвертора с горелкой, которая будет осуществлять подачу газа. Но также есть и специализированное оборудование: инвертор или сварочные выпрямители.
Исходя из того, какой металл будет подвергаться сварочным процессам, подбирается инструмент и расходники.
Компания PROMOTECH в России предлагает сварочные колонны SAW/MIG-MAG — оборудование, которое поддерживает метод сварки TIG. Также в каталоге представлено сварочное оборудование, которое можно приобрести с доставкой по все России или странам СНГ.
Если у Вас возникли вопросы, оставляйте заявку на сайте или звоните по указанным номерам, и мы ответим на все интересующие Вас вопросы.
«Чистый» процесс с недооцененным риском для здоровья
Аргонодуговая сварка неплавящимся электродом считается «чистым» сварочным процессом, который вызывает небольшие сварочные дымы и поэтому часто недооценивается. Однако этот процесс не спасает от опасностей для здоровья человека: сварщики подвергаются воздействию оксидов азота, радиоактивности и, особенно, озона. Именно поэтому необходимо соблюдение соответствующих мер безопасности.
TIG -сварка является излюбленным процессом для высококачественных сварочных работ, например, на трубопроводах, при изготовлении оборудования для пищевой промышленности или атомной промышленности. По-сравнению с полуавтоматической сваркой, на практике TIG –процесс, протекающий намного медленнее, но обеспечивающий чистоту и равномерность сварного шва. Особенностью сварки TIG является использование вольфрамового электрода, который не расплавляется во время процесса. В результате образуются только минимальные брызги и относительно немного сварочного дыма.
Тем не менее, сварщикам не стоит обманываться небольшим количеством сварочных дымов. При TIG-сварке выделяется озон и нитрозный газ (оксиды азота). Озон классифицируется как канцерогенный газ. Он формируется благодаря УФ-излучению из кислорода в воздухе. УФ-излучение при этом генерируется сварочной дугой, и чем больше ток сварки, тем сильнее излучение. Особенно высокий уровень озона при сварке алюминиево-кремниевых сплавов и чистого алюминия. Поскольку УФ-излучение выходит за пределы непосредственной зоны сварки, озон также возникает за пределами формирования сварочной дуги и защитных газов.
Остерегайтесь УФ-отражений при сварке TIG!
Не стоит недооценивать и отраженные лучи. Часто на производстве сваривают черный металл, такой как железо или конструкционная сталь. Образующийся озон быстрее разлагается на частицы дыма и другую пыль при сварке MIG-MAG или при шлифовке. Кроме того, озонное излучение быстрее поглощается темными поверхностями заготовок черного металла. При TIG-сварке ситуация отличается. Заготовки, свариваемые этим методом, обычно из алюминия или нержавеющей стали. Их металлические блестящие поверхности отражают ультрафиолетовое излучение, так что оно также может находиться на некотором расстоянии от сварного шва до образования озона.
При TIG-сварке ситуация отличается. Заготовки, свариваемые этим методом, обычно из алюминия или нержавеющей стали. Их металлические блестящие поверхности отражают ультрафиолетовое излучение, так что оно также может находиться на некотором расстоянии от сварного шва до образования озона.
Отражению также способствует низкий уровень дыма при сварке TIG. Чем меньше дыма, тем лучше распространяются УФ-лучи, что, в свою очередь, приводит к большему образованию озона. Кроме того, озон представляет собой неустойчивый газ. Дым или пыль будут способствовать его разложению до кислорода, что не относится к ситуации с низким выделением дыма. Поэтому очень важно при TIG -сварке использовать не только точечную вытяжную систему, которая захватывает сварочный дым и озон у источника их возникновения, но и общую вентиляцию, которая предотвращает распространение озона по цеху.
Для удаления дыма непосредственно в месте его образования наша компания рекомендует мобильный фильтровентиляционный агрегат filtoo от немецкой компании TEKA. Он представляет собой мобильный фильтровентиляционный агрегат, сепарирующий дым и пыль и нейтрализующий плохие запахи. Вытяжной рукав (или опционально – гибкий воздуховод) улавливает загрязнённый воздух с высокой точностью. Четырёхступенчатая система фильтрации, представленная фильтром предварительной очистки, префильтром, фильтром с активированным углем и основным фильтром, осуществляет надёжный отсос пыли и газов. Счетчик часов на корпусе агрегата всегда подскажет, когда необходимо заменить фильтрующие элементы для 100% защиты персонала Вашей компании. Установка имеет сертификат IFA на фильтрацию сварочного дыма класса W3.
Он представляет собой мобильный фильтровентиляционный агрегат, сепарирующий дым и пыль и нейтрализующий плохие запахи. Вытяжной рукав (или опционально – гибкий воздуховод) улавливает загрязнённый воздух с высокой точностью. Четырёхступенчатая система фильтрации, представленная фильтром предварительной очистки, префильтром, фильтром с активированным углем и основным фильтром, осуществляет надёжный отсос пыли и газов. Счетчик часов на корпусе агрегата всегда подскажет, когда необходимо заменить фильтрующие элементы для 100% защиты персонала Вашей компании. Установка имеет сертификат IFA на фильтрацию сварочного дыма класса W3.
Доступная цена и универсальность использования для различных материалов и способов сварки сделала filtoo самым популярным фильтровентиляционным агрегатом в своем классе в России.
Компания «ДельтаСвар» является официальным дистрибьютором ТЕКА в России. Наши специалисты проконсультируют Вас по всем вопросам относительно фильтро-вентиляционного оборудования, организации рабочего места сварщика и средств индивидуальной защиты.
Читайте также:
Мультизадачный сварочный полуавтомат Digiwave III: система ограничения прав доступа, спецпроцессы и журналирование сварки в одном аппарате
В настоящее время на сварочном производстве все чаще возникает необходимость контроля соблюдения режимов технологии сварки. Это касается как непосредственно процесса сварки, так и сбора данных при сварке, а также последующего анализа всего цикла сварочных работ.
…
С Днем защитника Отечества!
Уважаемые партнеры! Поздравляем вас с Днем защитника Отечества!
…
Гибкие решения для защиты здоровья сотрудников на сварочном производстве
Сварка и резка металла являются источниками вредных веществ, опасных для здоровья. На выброс таких веществ и, следовательно, на возможные проблемы со здоровьем человека, оказывают влияние многочисленные факторы: способы обработки металла, тип материала и пр.
…
Что общего между порошковой проволокой SC-71MJ и путешествием на Марс?
Какая связь между этими, казалось бы, совершенно разными понятиями? 1 декабря 2020 года Илон Маск сообщил, что первый человек, с высокой долей вероятности, высадится на Марсе уже в 2024 году. Предполагается, что после этого будет активная колонизация Марса, то есть освоение и подготовка планеты для жизнедеятельности людей. А это значит, планируется строительство жилых и добывающих ресурсы систем. Возникает вопрос: это реальность или фантастика? Ведь средняя температура на Марсе −63 °С, и для экс…
Оборудование для орбитальной сварки от генерального представительства Orbitalum Tools GmbH в России: высокое качество и наличие на складе
Орбитальная сварка — это полностью механизированный процесс сварки в защитном газе, при котором электрод проходит на 360 градусов вокруг трубы. Преимущества этого очевидны: высокая надежность и воспроизводимость процесса, короткое время производства, неизменно высокое качество сварных швов, простота управления процессом и подробное документирование.
…
Поделиться ссылкой:
сварка TIG, MIG/MAG — EWM AG
Защитный газ для сварки ТIG
Как можно понять из самого названия метода, для сварки TIG обычно используют инертные газы. Защитные газы нормированы в стандарте EN 439. Согласно данному стандарту они имеют обозначения l1, l2 и l3.
Защитные газы нормированы в стандарте EN 439. Согласно данному стандарту они имеют обозначения l1, l2 и l3.
Наиболее часто при сварке TIG в качестве защитного газа применяется аргон (l1). Степень его чистоты должна составлять минимум 99,95 %. Для металлов, имеющих очень хорошую теплопроводность, таких как алюминий или медь, используют гелий (l2). При использовании гелия в качестве защитного газа сварочная дуга имеет более высокую температуру. Но, в первую очередь, обеспечивается более равномерное распределение тепла между ядром и краем сварочной дуги. При сварке ТIG чистый гелий используется редко и только в исключительных случаях. Вместо него в последние годы все чаще применяются смеси аргона и гелия (l3) с содержанием гелия 25, 50 или 75 %. Благодаря этому удается снизить температуру предварительного нагрева, например, толстых алюминиевых структур, для достижения достаточного провара. Более того, можно повысить скорость сварки. При сварке ТIG нержавеющих хромоникелевых сталей для этой цели также применяют смеси аргона с водородом (R1), однако для предотвращения образования пор содержание водорода не должно превышать 5 %.
Расход защитного газа зависит от диаметра газового сопла и окружающего воздушного потока. Ориентировочным значением для аргона является объемный расход 5-10 л/мин. При ветре или сквозняке (Рис. 4) при определенных условиях расход должен быть больше. При использовании смесей аргона и гелия ввиду небольшой плотности гелия необходимо установить большее значение расхода.
Группа R
В группу R входят смеси аргона с водородом, которые имеют раскисляющее действие. Наряду с аргоном и гелием газы группы R1 используются при сварке ТIG и плазменной сварке, а газы подгруппы 2 с высоким содержанием водорода (H) применяются для плазменной резки и защиты корня шва (формовочные газы).
Группа I
В группу I входят инертные газы. Это аргон (Ar) и гелий (He), а также смеси аргона и гелия. Они используются для сварки ТIG, MIG и плазменной сварки, а также для защиты корня шва.
Группа M
К группе M, в которую входят группы M1, M2 и M3, относят газовые смеси для сварки MAG. Каждая из этих групп имеет 3 или 4 подгруппы. Газы разделены на категории от M1.1 до M3.3 по окислительным свойствам, то есть газы M1.1 являются слабо окисляющими, а газы M3.3 обладают наиболее сильными окислительными свойствами. Главным компонентом всех этих газов является аргон, к активным компонентам добавляются кислород (O) или диоксид углерода (CO2) либо кислород вместе с диоксидом углерода (трехкомпонентные газы).
Группа C
В числе газов для сварки MAG в группу C входят чистый диоксид углерода и смесь диоксида углерода и кислорода. Последняя, однако, не применяется в Германии. Газы группы C обладают наиболее сильными окислительными свойствами, так как CO2 при высоких температурах сварочной дуги распадается. При этом помимо оксида углерода выделяется большое количество кислорода.
Состав газа влияет не только на окислительные свойства, но и на электрические и физические параметры в области сварочной дуги и, следовательно, характеристики сварки. Например, при добавлении гелия к аргону улучшается теплопроводность и теплосодержание атмосферы сварочной дуги. Благодаря этому сварочная дуга более мощная, что способствует лучшему провару. Примешивание активных компонентов к газовым смесям, помимо прочего, ведет к образованию более мелких капель при плавлении проволочных электродов. Также улучшается теплопередача в сварочной дуге. Это также позволяет добиться более качественного провара.
Благодаря этому сварочная дуга более мощная, что способствует лучшему провару. Примешивание активных компонентов к газовым смесям, помимо прочего, ведет к образованию более мелких капель при плавлении проволочных электродов. Также улучшается теплопередача в сварочной дуге. Это также позволяет добиться более качественного провара.
Требуемый расход защитного газа рассчитывается при помощи эмпирического правила: расход должен составлять 10-12 диаметров проволоки в литрах в минуту.
При сварке MIG алюминия из-за высокой окисляемости материала значения расхода должны немного превышать стандартные, а для газовых смесей аргона с гелием ввиду небольшой плотности гелия значения расхода должны быть гораздо выше. Сначала снижается давление газа, поступающего из баллона или из кольцевого трубопровода. Заданный уровень расхода можно посмотреть на манометре, выверенном с расходомерным соплом, или на расходомере с поплавковым указателем.
Сварка ТИГ инвертором — преимущества и недостатки
В статье можно узнать о том, что это за функция сварочных аппаратов и для чего используется сварка тиг инвертором. А так же ее плюсы и минусы.
А так же ее плюсы и минусы.
Первенство в открытии соединения металлических частей путем сваривания принадлежит российскому ученому Бернадосу, открывшему этот способ в 80-х годах 19 века. Со временем были разработаны различные аппараты и приемы сварки разнообразных материалов. Один из таких способов — tig варка.
В статье можно узнать о том, что это за функция сварочных аппаратов и для чего используется сварка тиг инвертором.
Что такое ТИГ сварка
Если обычную конструкционную сталь можно соединить, используя обычную дуговую сварку, то для варки цветных металлов требуются отдельные способы.
Тиг сварка — это технология, которая позволяет без проблем соединить алюминиевые детали. Весь процесс проходит в защитной среде из аргона. Если воспользоваться обычным способом без газа, то шов получится некачественным. Все дело в том, что при контакте разогретого алюминия с воздухом образуется окись, покрывающая место соединения. Пленка оксида этого металла имеет более высокую температуру плавления (2000° против 650 у чистого алюминия).
Именно оборудование с использованием аргона обеспечивает правильный процесс и качество сварочного шва. Инертный газ во время подачи оттесняет кислород и расплавленный алюминий прочно соединяется в точке соприкосновения. При этом применяют вольфрамовые неплавящиеся электроды.
Сварка ТИГ с помощью инвертора
Инвертор tig построен на преобразовании тока по схеме переменный-постоянный-высокочастотный переменный. То есть сварочный процесс происходит за счет более высокой частоты в отличии от трансформаторных образцов.
ПОСМОТРЕТЬ Сварочный аппарат TIG на AliExpress →В сеть поступает переменный ток с частотностью в 50 Гц. Инвертор на выходе дает 50 кГц. При этом КПД аппарата возрастает до 90%.
Но, если с обычным инвертором все понятно, то как делают сваривание, используя сварочный инвертор тиг?
Наличие такой функции в аппарате предусматривает в конструкции возможность подключения горелки с подающими аргон (или гелий) шлангами.
Используя инвертор tig можно сваривать в среде инертных газов сталь на постоянном токе и алюминий со сплавами на переменном.
Как варить ТИГ способом используя инвертор
Как было сказано выше, Вам нужно обязательно учесть два фактора:
- Перенастроить аппарат на требуемый ток в зависимости от материала, который будет вариться.
- Подключить оборудование для аргонодуговой сварки (подача газа и горелка).
Обязательно убедитесь в том, что аппарат перенастроен на требуемый ток.
Выставив ток и подключив оборудование, нужно отрегулировать объем подачи газа вентилем, расположенным на горелке.
Таблица расхода аргона в зависимости от материала
Дальше нужно зажечь дугу и начать сваривание движением горелки по требуемому направлению. По мере прохода шва нужно добавлять присадочный материал. Это улучшит качество сварного соединения. Если подавать присадки очень много, то загрязняется вольфрамовый электрод и шов потеряет прочность.
Используя присадку, ее нельзя добавлять в средину сварочной ванны, легкими касаниями материал наносят на край по направлению движения электрода. Добавки обязательны при сварке алюминия, чтобы в швах не образовывались трещины.
При ведении сварочного шва горелку нужно наклонить приблизительно на 15-20 градусов от вертикали. Это позволит видеть весь процесс и контролировать сварочную ванну, а главное, будет образовываться качественное соединение. При правильном наклоне и скорости движения шов получиться слегка волнистым.
Но это только азы. Если Вы хотите научиться использовать сварочный инвертор тиг, то лучше всего обратиться к профессиональному сварщику.
Виды инверторов
Во-первых, выбирая аппарат для домашнего использования, стоит учитывать, что они бывают трех классов:
- Промышленные.
- Профессиональные.
- Бытовые.
Если Вы не планируете открывать сварочный цех на дому, то для периодического использования достаточно простого бытового аппарата. Разница между ними главным образом в продолжительности работы и, конечно, цене.
Во-вторых, выбирая инвертор, обратите внимание на функции, они обычно указаны маркировками: ММА, MIG-MAG, TIG.
- ММА — это обычная электродуговая сварка с использованием электродов.
- TIG — сваривание с использованием защитных газов.
- MIG-MAG — полуавтоматическая сварка проволокой в среде аргона.
Есть сварочные инверторы, объединяющие все эти четыре функции в одном аппарате. Естественно, они будут стоить дороже. Вам стоит решить, что будет нужнее в домашнем хозяйстве. Обычно достаточно двух режимов ММА и TIG.
Производителей сварочных инверторов огромное количество это и известные Tesla и Kaiser или отечественные марки Сварог, ну и самые дешевые китайские, которых очень много.
ПОСМОТРЕТЬ Сварочный аппарат TIG на AliExpress →Преимущества и недостатки TIG сварки
Инверторный сварочный аппарат тиг, как и любой другой, будет иметь свои положительные и отрицательные моменты.
| Плюсы | Минусы |
|---|---|
| Небольшая площадь нагрева при работе, сохраняет изначальную форму и параметры деталей | Сложность настройки при отсутствии опыта |
| Защитная среда дает более качественный сварочный шов | Чувствительна к сильному ветру и сквозняку |
| Используя инвертор для тиг сварки можно ускорить весь процесс, так как аргон увеличивает мощность дуги | Как и любой другой бытовой, инвертор с функцией тиг чувствителен к низким температурам |
| Простота использования сварочных инверторов тиг упрощает обучение рабочему процессу | |
| Сварочный шов получается очень аккуратным и небольшим по размеру, что не испортит вид деталей |
Но, при таких недостатках, преимуществ для использования инверторного сварочного аппарата тиг больше. Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Инвертор с функцией tig обладает еще одним громадным преимуществом — компактностью.
Но, решив приобрести такое оборудование, стоит призадуматься — а нужно ли оно вообще. Большинство дешевых моделей имеют маркировку тиг, при этом не позволяют менять подаваемый ток. То есть можно получить инвертор с функцией тиг, что сваривает только конструкционную сталь на постоянном токе, а такой технологический процесс вполне обеспечит обычная ММА сварка.
Сварочные аппараты с действительно универсальными функциями стоят намного дороже, при этом еще стоит учесть дополнительные расходы на материалы: вольфрам, газ и присадки. Например, если прибор нужен только для того, чтобы заварить кастрюлю, то проще приобрести новую — это обойдется дешевле.
 Хороший инвертор сварочный tig понадобится в случае, если вы планируете развить серьезную работу с разными металлами.
Хороший инвертор сварочный tig понадобится в случае, если вы планируете развить серьезную работу с разными металлами.И еще один момент — это полуавтоматическая сварка в аргоновой среде. Прекрасный выбор, если нужно выполнять действительно тонкую работу. Такие приборы позволяют сваривать тонкостенные детали без угрозы прожечь их. Незаменимы при ремонте автомобилей.
А что Вы думаете по этому поводу, поделитесь своим опытом в выборе сварочных инверторов с функцией тиг в комментариях к этой статье. Насколько целесообразно использование таких инверторов в домашнем хозяйстве и как дорого обойдется приобретение качественного прибора со всеми требуемыми расходными материалами? И какие сварочные аппараты инверторного типа tig лучше всего приобрести для себя.
Основные параметры подбора сварочных горелок TIG
Горелка для аргонодуговой сварки – это важная часть сварочного оборудования, которая в качестве источника энергии использует электрический разряд. С её помощью образуется пламя, необходимое для сварочного процесса. Конструктивно она состоит из таких частей, как шланг для подачи аргона, силовая жила и рукоятка с головкой. Производители предлагают на выбор множество моделей горелок TIG, которые отличаются мощностью, длиной кабеля, способом подключения к сварочному оборудованию, типом охлаждения и управления.
С её помощью образуется пламя, необходимое для сварочного процесса. Конструктивно она состоит из таких частей, как шланг для подачи аргона, силовая жила и рукоятка с головкой. Производители предлагают на выбор множество моделей горелок TIG, которые отличаются мощностью, длиной кабеля, способом подключения к сварочному оборудованию, типом охлаждения и управления.
1 / 1
Что такое аргонодуговая TIG сварка
Сварка TIG подходит как для соединения стыков толстых изделий, так и для создания аккуратных тонких швов. Её широко используют в автосервисах и на различных предприятиях. Сварка производится при помощи неплавящегося электрода в защитной среде инертного газа. Одно из главных преимуществ TIG заключается в том, что этот метод подходит для сварки самых разнообразных материалов: алюминия, магния, нержавеющей стали, меди, никеля и прочих металлов. Он с успехом применяется и для сварки разнородных металлов.
Он с успехом применяется и для сварки разнородных металлов.
Основной элемент сварки TIG – это вольфрамовый электрод с температурой плавления чуть меньше 4000°C. Для аккуратной и точной работы ведения шва он требует периодической заточки, т.к. от этого в немалой степени зависит как чистота шва, так и его толщина. Перед работой вольфрамовый электрод помещается в цангу и фиксируется в горелке TIG. На конце последней находится керамическое сопло с электродом, расположенным по центру. По окружности в процессе работы подаётся инертный газ – обычно аргон. В качестве присадочной проволоки чаще всего используется тот же тип металла, из которого выполнены свариваемые изделия. Аргонодуговая сварка идеально подходит для соединения изделий из алюминия, т.к. без инертного газа этот металл в процессе плавления начинает окисляться под воздействием кислорода.
Основные критерии выбора
Чтобы сделать оптимальный подбор сварочной горелки TIG, для начала определитесь с типом охлаждения. Оно может быть воздушным или водяным. В первом случае кабель, по которому проходит сварочный ток, охлаждается за счёт воздуха – подключать дополнительные устройства при этом не требуется. Во втором случае кабель охлаждается водой, циркулирующей в горелке. Для этой цели оборудование дополняется специальным блоком. Какое же охлаждение выбрать:
Оно может быть воздушным или водяным. В первом случае кабель, по которому проходит сварочный ток, охлаждается за счёт воздуха – подключать дополнительные устройства при этом не требуется. Во втором случае кабель охлаждается водой, циркулирующей в горелке. Для этой цели оборудование дополняется специальным блоком. Какое же охлаждение выбрать:
-
Если вы планируете работать на больших токах, то вам потребуется водяное охлаждение, если на малых – воздушное.
-
Для сваривания тонких металлов необходимо воздушное охлаждение, толстых – водяное.
Обратите внимание на разъём горелки для TIG. Обычно он имеет подключение 2pin и 7pin. Чтобы не ошибиться с выбором, узнайте, какое гнездо стоит у вашего аппарата.
Что обозначают латинские буквы в названии устройства? Несколько слов об этом:
-
F (от Flexible – «гибкий»). Устройство, имеющее эту букву, способно гнуться в разных направлениях.
Это очень удобно при выполнении работ в труднодоступных местах.
-
V (от Valve – «клапан», «вентиль»). Модель с такой буквой подходит для оборудования ручной дуговой сварки, но имеющего функцию TIG сварки.
-
TS. Так в мире обозначают горелки, предназначенные для TIG сварки.
 Это очень удобно при выполнении работ в труднодоступных местах.
Это очень удобно при выполнении работ в труднодоступных местах.
Найти подходящую для вашего аппарата газовую горелку вы можете в нашем каталоге. Дополнительно вы можете заказать у нас надёжные и высокотехнологичные сварочные аппараты, относящиеся к полупрофессиональному и профессиональному сегментам. Возможность точной настройки основных и вспомогательных параметров процесса облегчит работу и поможет добиться нужного результата. Если у вас возникнут сложности с выбором подходящего устройства, то наши менеджеры готовы вам помочь. Они расскажут вам об особенностях нашего оборудования, способах оплаты и условиях доставки.
Сварка tig это воплощение высоких технологий мира
Укрощение плазмы
После открытия Хэмфри Дэвидом электрической дуги в 1800 году развитие дуговой сварки долго оставалось на месте. И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
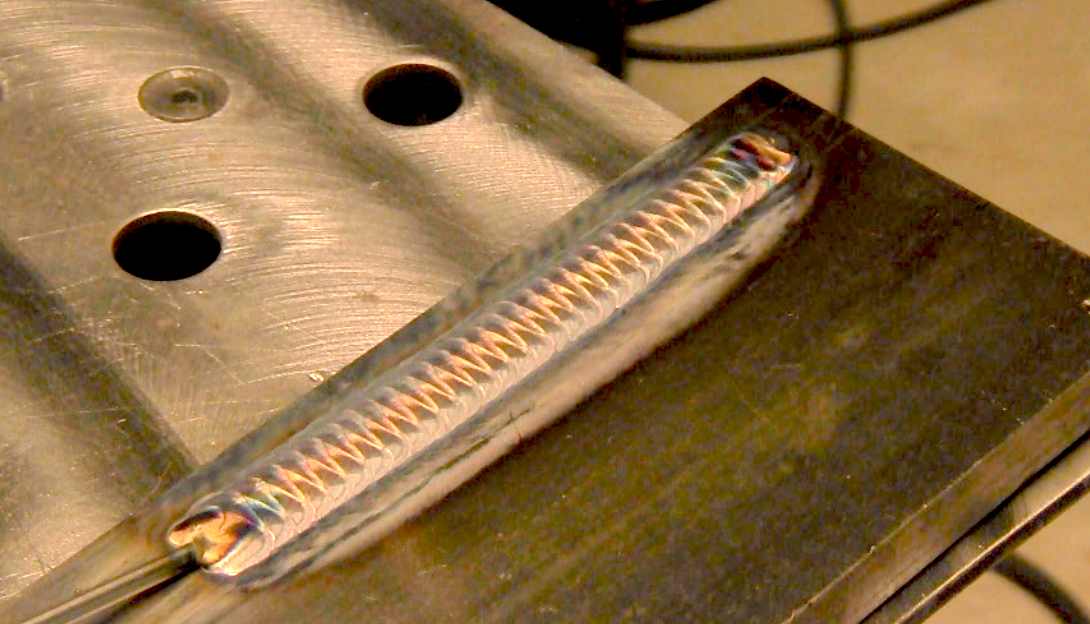
Качественный шов это визитка сварщика
TIG — (аргонодуговая сварка) – это дуговая ручная сварка с использованием вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка.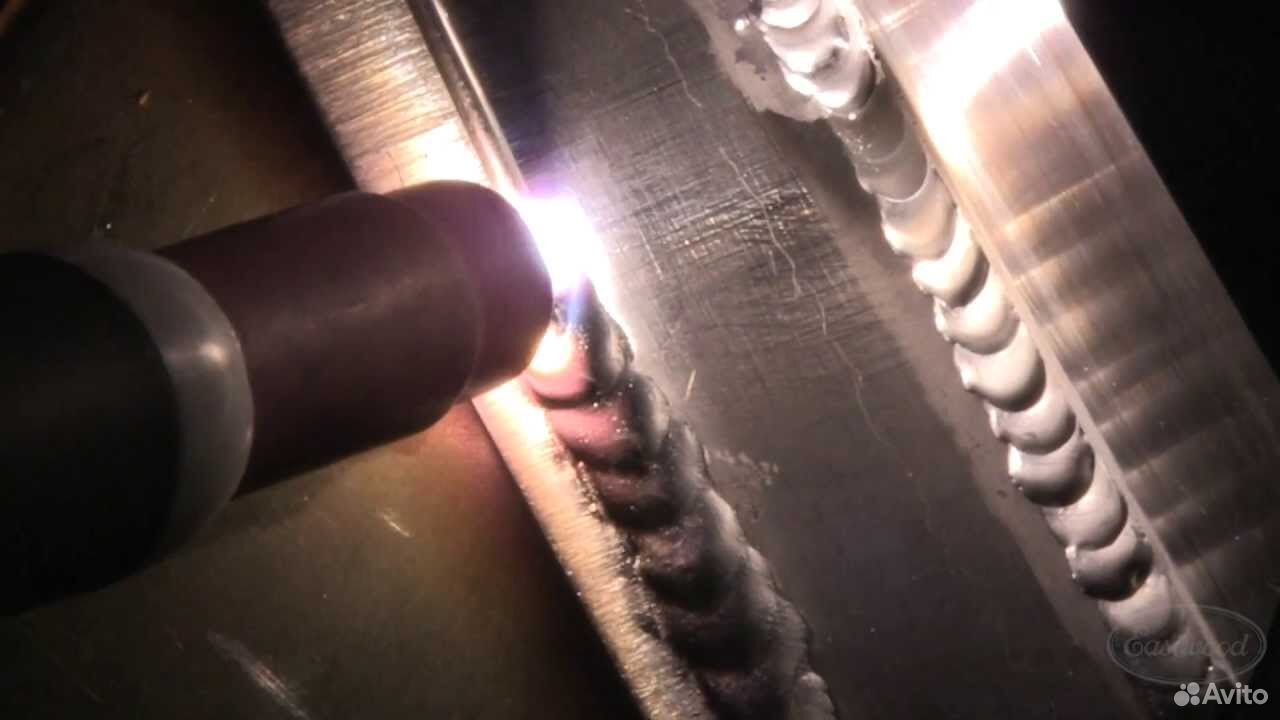 Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Смысл применения в tig-сварке газовой смеси заключается в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной смеси и гораздо удобней в использовании, чем легкий гелий. Однако, при одинаковых значениях тока в электроде дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Поэтому целесообразно использовать газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так в полной мере используются преимущества обоих газов: аргон стабилизирует дугу, а гелий – хорошо сплавляет металл.
Область применения
Аппарат TIG ac/dc легко соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и других самых разнообразных металлов. Практически в любой области промышленности в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
Промышленность использует tig для сварки тонких деталей из алюминия, особенно из цветных металлов. Без нее не обойтись при создании космического аппарата и обычного велосипеда из алюминия. Тонкостенные трубки в современных велосипедах превращаются в практически невесомые конструкции с помощью tig-сварки. Кроме того, аргонно-дуговую сварку часто используют для создания перехода между трубами разного диаметра. На самом деле не существует такого вида сварки, который позволял бы работать с таким количество конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac/dc
Сварка требует концентрации на процессе
Так, существуют редкие сплавы, как сплав алюминия и хрома, которые невозможно соединить простым сварочным процессом, из-за улетучивания алюминия. Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия проста в применении, поэтому ее можно использовать в быту. Бывает, что нужно приспособить нестандартный кондиционер в машину или заделать радиатор, поврежденный камушком с дороги. Вот тут и приходит на помощь аргонодуговая сварка с использованием домашних инверторов TIG ac/dc. Сегодня можно найти достаточно много видео в Интернете, где доступно объясняется, как использовать сварочный аппарат в быту. Дуговая сварка возможна и для нержавейки. Многие, посмотрев видео, задают вопрос: “Насколько надежна дуговая сварка?”. Она надежна, как надежен алюминий, потому что сварной шов представляется собой единой целое из металла.
Технология соединения металла
Сварочный аппарат содержит аргоновую горелку, у которой в центре находится неплавящийся вольфрамовый электрод. Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
Дуговая сварка начинается с подачи “массы” на деталь, как при обычной электросварке. Горелка Tig ac/dc включается с помощью автоматической кнопки и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется основной металл, а потом в сварочной ванне образуется расплавленный металл, который кристаллизуясь, образует сварочный шов. Образование шва происходит за счет расплавления основного металла детали и присадочной проволоки.
В качестве оборудования для tig-сварки применяют инверторы ac/dc. Это сварочный аппарат с возможностью использования переменного и постоянного тока. Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока – ac. Это вызывало некоторые сложности, если горелка имела полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхность металла, загрязняя его таким образом. Задача была решена с появлением переменного тока (dc).
Защитный газ может подаваться центрально или сбоку электрода. Режим боковой подачи нужен при больших скоростях сварки плавящимся электродом, чтобы не совершалось обдувание неподвижным воздухом. На видео видно, что воздух сбивает газ с дуги. В некоторых случаях, например для получения специфических технологических свойств дуги, особенно если применяют аппарат tig ac/dc, используют защиту из двух концентрических потоков газа.
Сварка Tig, способна заварить практически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов при помощи вольфрамового электрода необходимо защитить металл от подсоса в зону сварки воздуха. Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере производят сварку крупногабаритных изделий из нержавейки и алюминия. Для этого создают обитаемые камеры объемом до 450 кубическим метров. При этом сварщик находится прямо внутри камеры в специальном защитном скафандре с системой дыхания. Аргонодуговая сварка происходит с регулярной заменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Физические свойства инертных газов влияют на технологические свойства дуги и форму, получаемого шва. Если сравнивать аргон с гелием, то второй обладает большим потенциалом ионизации, а также большую теплопроводность. В результате на видео видно, что у гелия получается “мягкая” дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла. Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 – 3 раза), чтобы горелка и зона сварки была защищена.
Большое разнообразие инертных газов, возможность использовать газовые смеси и разные свойства газов, обуславливают большие технологические возможности для металлов. Аппарат аргонной сварки позволяет сварить практически любой металл любой толщины (от 0,1 до десятков миллиметров). На видео в сети Интернет можно посмотреть на уникальные сварочные работы.
Аргонно-дуговая сварка по сравнению с другими классическими способами сварки имеет ряд преимуществ: высококачественные сварные соединения на самых различных металлах и сплавах с различной толщиной, возможность производить сварку в различных пространственных положениях, возможность непосредственного визуального наблюдения за качеством сварки, что особенно важно во время полуавтоматической сварке. Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
Преимущества сварки TIG
Почему я должен попробовать сварку TIG?
1. Сваривайте больше металлов и сплавов, чем любой другой процесс
Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хрома, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — полезный процесс сварки для сварки вагонов, рам велосипедов, газонокосилок, дверных ручек, крыльев и т. Д.
| | | |
| Строительство и ремонт | Автомобильные работы | Create Art |
2.Создание высококачественных и чистых сварных швов
Благодаря превосходному контролю дуги и сварочной ванны, TIG позволяет создавать чистые сварные швы, когда внешний вид важен. Поскольку подвод тепла часто регулируется нажатием ножной педали, как при вождении автомобиля, сварка TIG позволяет нагревать или охлаждать сварочную ванну, обеспечивая точное управление сварным швом. Это делает сварку TIG идеальной для косметических сварных швов, таких как скульптуры и автомобильные сварные швы.
Поскольку подвод тепла часто регулируется нажатием ножной педали, как при вождении автомобиля, сварка TIG позволяет нагревать или охлаждать сварочную ванну, обеспечивая точное управление сварным швом. Это делает сварку TIG идеальной для косметических сварных швов, таких как скульптуры и автомобильные сварные швы.Без искр и брызг
Поскольку в сварочную ванну добавляется только необходимое количество присадочного металла, не образуются брызги или искры (если свариваемый металл чистый).
Без флюса и шлака
Поскольку газ аргон защищает сварочную ванну от загрязнения, флюс не требуется и не используется при сварке TIG, и нет шлака, который закрывает вам обзор сварочной ванны. Кроме того, готовый сварной шов не будет содержать шлака, который нужно удалять между проходами.
Без дыма и дыма
При сварке TIG не образуется дыма или дыма, если основной металл, который сваривается, не содержит загрязняющих веществ или элементов, таких как масло, жир, краска, свинец или цинк. Перед сваркой основной металл необходимо очистить.
Перед сваркой основной металл необходимо очистить.
|
3.Используйте один защитный газ (аргон) для всех приложений
Поскольку аргон можно использовать для сварки TIG всех металлов любой толщины, вам понадобится только один тип газа в вашем цехе для выполнения всех ваших сварочных проектов.
Газ аргон обычно используется для большинства сварочных работ TIG |
4. Приварить все позиции
Сварочные швы TIG можно выполнять в любом положении — плоском, горизонтальном, вертикальном или потолочном.Идеально подходит для каркасов безопасности и в закрытых помещениях.
| |
Плоский сварной шов |
| |
Вертикальный сварной шов |
| |
Сварка потолка |
Для чего используется сварочный аппарат TIG?
Сварка TIG может использоваться для большего количества металлов, чем любой другой метод. Сталь, алюминий, бронза, латунь и медь — это лишь некоторые из материалов, которые подходят для этого процесса. Это в первую очередь потому, что сварщик может увеличивать и уменьшать количество используемого тепла, обеспечивая лучший контроль сварного шва.
Сталь, алюминий, бронза, латунь и медь — это лишь некоторые из материалов, которые подходят для этого процесса. Это в первую очередь потому, что сварщик может увеличивать и уменьшать количество используемого тепла, обеспечивая лучший контроль сварного шва.
Промышленная сварка TIG
И поскольку TIG можно использовать с таким разнообразием металлов, этот метод применяется в нескольких отраслях промышленности, включая аэрокосмическую и автомобильную. Вот лишь некоторые отрасли и способы использования сварочных аппаратов TIG:
- Аэрокосмическая промышленность: самолеты и космические аппараты частично производятся с помощью сварки TIG.Коммерческие самолеты, Международная космическая станция и космические аппараты — все получили выгоду от сварки TIG, которая хорошо известна своей прочностью и точностью.
- Атомная промышленность и энергетика: , поскольку сварные швы TIG долговечны и устойчивы к коррозии и растрескиванию, они идеально подходят для критических уплотнений.
- Транспортировка: TIG все больше и больше используется в автомобильной промышленности, поскольку его можно эффективно использовать на легких алюминиевых и других сплавах, используемых в транспортных средствах.Также известно, что стратегии TIG уменьшают коррозию с течением времени.
- Ремонтные работы: , поскольку процесс сварки TIG может использоваться с таким количеством уникальных сплавов и присадочных металлов, он часто используется для ремонта инструментов и штампов.
- Велосипедная промышленность: TIG — лучший выбор для сварки тонкостенных труб малого диаметра, что делает его идеальным для производства велосипедов.
- Пищевая промышленность и производство напитков: точность имеет решающее значение для пищевой нержавеющей стали.Фильтры, емкости для хранения, емкости для приготовления пищи и другие предметы, которые будут использоваться в пищевой промышленности, требуют высококачественных сварных швов, которые может обеспечить только сварщик TIG.
- Artwork: превосходная эстетика сварки TIG делает ее излюбленным методом художников. Например, такие изделия, как металлические скульптуры и промышленное оборудование, вероятно, были созданы с помощью сварочного аппарата TIG.
TIG — мощные и универсальные.Они существуют уже давно и были доведены до своих современных возможностей. Но то же самое можно сказать и о другом процессе сварки, в котором также используется электричество для плавления и соединения кусков металла: сварка MIG (металл в инертном газе).
Основное отличие сварки MIG заключается в том, что в нем используется непрерывно подаваемая электродная проволока, выходящая из трубки MIG, вместо неплавящегося вольфрамового электрода TIG. Вот сравнение двух процессов.
Сварка вольфрамовым электродом в среде инертного газа, более известная как сварка TIG, представляет собой процесс соединения металлов путем их нагрева дугой между неплавящимся вольфрамовым электродом и заготовкой. В этом методе используется защитный газ, а также его можно использовать с добавлением присадочного металла или без него.
В этом методе используется защитный газ, а также его можно использовать с добавлением присадочного металла или без него.
Основы сварки TIG
Если вы не знакомы с процессом сварки TIG, вот некоторые из основных:
- TIG был впервые разработан в Южной Калифорнии более 75 лет назад корпорацией Northrop Aircraft Corporation. В то время Northrop нуждался в способе сварки алюминия и магния, и тогда сварочные процессы не подходили для их сварки.
- В процессе используется экран из инертного газа (аргон или гелий) вместо шлака для защиты сварочной ванны.Экранирование гелием обеспечивает большее проникновение, чем аргон.
- При сварке TIG между заостренным вольфрамовым электродом и заготовкой образуется интенсивная дуга, создавая высококачественный сварной шов.
- Сварка TIG не оставляет брызг, что обеспечивает более чистую поверхность.
- TIG легко наносится на тонкие материалы. Сварка
- TIG технически называется дуговой сваркой вольфрамовым электродом (GTAW).

В сварке TIG есть четыре основных параметра:
- Сварочное напряжение : регулирует длину дуги, то есть расстояние между расплавленной сварочной ванной и присадочным металлом.
- Сварочный ток : по мере увеличения тока сварной шов проникает дальше в основной материал
- Скорость перемещения : обычно выражается в дюймах в минуту, скорость перемещения рассчитывается путем деления длины сварного шва на время, необходимое для завершения сварки, умноженное на 60.
- Защитный газ : выбирается в зависимости от свариваемого материала
У двух видов сварки есть преимущества и недостатки, в зависимости от ситуации. Всегда полезно взглянуть на проект, чтобы определить свои цели и подумать о некоторых конкретных факторах:
- Ваш опыт в сварке
- Использованные материалы
- Сколько времени можно уделить проекту
- Ваш бюджет
Некоторые различия между сваркой MIG и TIG включают:
- Толщина материала: Сварка TIG обычно является более эффективным методом для более тонкого металла. Сварка MIG с использованием присадочного материала обычно позволяет завершить сварку более толстых деталей за меньшее время, чем сварочный аппарат TIG.
- Внешний вид сварного шва: Сварка TIG обычно предпочтительна, когда требуется чистая, привлекательная поверхность. Вот почему TIG почти всегда используется в художественных и декоративных целях.
- Различные методы: Одно из наиболее заметных различий между TIG и MIG заключается в их методах. В TIG сварщик должен одной рукой подавать на сварной шов отдельный присадочный материал, а другой управлять горелкой.Проволочный электрод непрерывно подается через горелку для катушки для создания сварного шва при сварке MIG.
- Простота использования: Большинство сварщиков согласны с тем, что сварка TIG требует более крутого обучения, поэтому неопытные пользователи часто находят непрерывную подачу проволоки MIG более естественным методом.
- Скорость сварки: TIG — более медленный из двух методов, но он обеспечивает гораздо более высокий уровень детализации. MIG подойдет для проектов, требующих более высокой производительности.
- Автогенная сварка: TIG подходит для автогенной сварки, тогда как для сварки MIG всегда требуется присадочный материал.
- Размер проекта: Как отмечалось ранее, сварка TIG лучше подходит для более тонких металлов и небольших проектов, требующих точных и чистых сварных швов. MIG будет более подходящим для более крупных проектов с более толстыми материалами, которые требуют более длительных непрерывных циклов.
- Стоимость: MIG не так дорого, потому что сварка TIG — более медленный процесс.Расходные материалы для TIG стоят немного дороже, но не намного.
- Экология: Сварка TIG обычно чище и лучше для окружающей среды.
 MIG подойдет для проектов, требующих более высокой производительности.
MIG подойдет для проектов, требующих более высокой производительности. В PrimeWeld мы предлагаем одни из лучших сварочных аппаратов TIG в отрасли по ценам, которые понравятся как любителям, так и профессионалам.
Возьмите наш популярный сварочный аппарат TIG225X AC / DC TIG, один из самых универсальных аппаратов на рынке. Он поставляется в комплекте с простым в использовании ножным педальным управлением, гибким резаком CK17, соединительными кабелями и шлангами, источником питания и всеми принадлежностями, необходимыми для работы.Сделку скрепляет трехлетняя гарантия!
Инверторный сварочный аппарат TIG TIG200D — это экономичный аппарат, который обеспечивает отличные сварочные швы низкоуглеродистой стали толщиной до 3 мм (1/8 дюйма). Он предлагает как ножной контроль нагрева, так и высокочастотный запуск от ручного фонарика. Портативность — еще одна из его многих привлекательных особенностей.
Наш универсальный комбинированный аппарат для плазменной резки на 50 ампер CT-520D включает в себя сварочный аппарат TIG на 200 ампер, а также комбинацию сварочных аппаратов на 200 ампер. Эта система «три в одном» предлагает несколько функций резки и сварки.
Доступный по цене аппарат для сварки TIG / Stick с двойным напряжением STICK160 — это еще один компактный и надежный аппарат для сварки TIG, который включает в себя сварочный аппарат с двойным напряжением 160 ампер. С помощью этого аппарата вы можете удовлетворить многие из ваших основных сварочных потребностей и требований, до 160 ампер.
С помощью этого аппарата вы можете удовлетворить многие из ваших основных сварочных потребностей и требований, до 160 ампер.
В чем разница между TIG и дуговой сваркой?
Написал Майлз Будимир
Старший редактор, WTWH Media
Среди различных способов сварки, в том числе газовой (например, оксиацетиленовой), лазерной, ультразвуковой и других, наиболее распространенным сегодня является электродуговая сварка.В этом процессе используется сильный электрический ток (обычно в диапазоне от 10 до 100 ампер), который образует дугу между сварочным зондом и металлом.
Возникающая электрическая дуга нагревает и расплавляет соединяемые материалы. Как и в случае с другими методами сварки, существует также присадочный металл, который помогает в формировании соединения.
Дуговая сварка также известна как дуговая сварка в защитном металлическом корпусе (SMAW), ручная дуговая сварка металлическим электродом (MMAW) или сварка стержнем. Вольфрамовый инертный газ (TIG) также называют дуговой сваркой вольфрамовым электродом (GTAW).И TIG, и дуговая сварка — это методы электродуговой сварки, при которых вокруг сварного соединения используется инертный газ, обычно аргон или гелий, для предотвращения окисления.
Основное различие между ними касается электрода. В сварке TIG используется вольфрамовый электрод, который создает электрическую дугу между горелкой и металлической заготовкой. Поскольку вольфрам имеет высокую температуру плавления выше 6000 ° F, вольфрамовый электрод не расходуется во время сварки. В результате сварка TIG отличается высокой управляемостью и обеспечивает стабильную электрическую дугу и чистый, точный и прочный сварной шов.
В отличие от этого, при дуговой сварке или сварке штучной сваркой электрод является расходуемым. В отличие от сварки TIG, электрод действует как стержень присадочного металла и плавится, образуя часть самого сварного соединения. Электрод или стержень также содержат внутри флюс, который создает барьер для защиты от атмосферного загрязнения.
В отличие от сварки TIG, электрод действует как стержень присадочного металла и плавится, образуя часть самого сварного соединения. Электрод или стержень также содержат внутри флюс, который создает барьер для защиты от атмосферного загрязнения.
Кроме того, обычно флюс в электроде для стержневой сварки содержит инертный газ, что устраняет необходимость во внешней подаче газа. С другой стороны, сварка штучной сваркой может привести к разбрызгиванию, и в целом
дает более грубый сварной шов, чем TIG.
Сварка TIG: что это такое, алюминий, нержавеющая сталь, наконечники
Подумайте еще раз, если вы считаете, что сварка включает только один метод.
Или что вариации, которые вы видите, — это просто особые приемы, которые сварщик думал сделать, чтобы облегчить работу.
Не может быть
очевидно неопытному глазу, но бывают разные виды сварки
которые профессионалы используют в зависимости от материала
использование и тип проекта, который они делают. Эти разные типы
также будут иметь разные результаты, хотя все они достигают основных
цель сварки, которая состоит в соединении кусков металла вместе.
Эти разные типы
также будут иметь разные результаты, хотя все они достигают основных
цель сварки, которая состоит в соединении кусков металла вместе.
Если вы пока не можете отличить один метод сварки от другого, не волнуйтесь, потому что это распространенная дилемма, и мы здесь, чтобы помочь вам, независимо от того, хотите ли вы найти подходящий плазменный резак или просто продолжаете читать Эта статья.
Для начала мы поговорим о сварке TIG, которая остается одной из самых распространенных использовали методы вокруг.Мы расскажем, что это такое, несколько ценных советов если вы хотите попробовать, и как его следует использовать при сварке такие материалы, как алюминий и нержавеющая сталь.
Итак, приступим к Это!
Что такое сварка TIG?
К настоящему времени вам может быть интересно, что такое сварка TIG, особенно если вы впервые слышите об этом. TIG означает инертный газ вольфрама, который является его основным компонентом. Она также известна как газовая вольфрамовая дуговая сварка или GTAW, и является одним из видов дуговой сварки. Вольфрам используется из-за его высокой температуры плавления, которая идеально подходит для сварки.
Вольфрам используется из-за его высокой температуры плавления, которая идеально подходит для сварки.
При сварке TIG дуга возникает между вольфрамовым электродом, который не расходуется и прикреплен к горелке, и к материалу. Эта дуга окруженный инертным газом, обычно гелием или аргоном, который функционирует в качестве защитного газа для предотвращения окисления и загрязнения металлы при сварке.
Дуга производит достаточно тепла, чтобы создать расплавленную сварочную ванну. Когда образуется эта расплавленная ванна, к нему обычно добавляют наполнитель, который плавится и смешивается с сварочная ванна.Этот наполнитель имеет форму стержня и отдельно, что означает, что вы держите фонарик в одной руке, а наполнитель в другой руке. Сварной шов образуется при расплавлении сварочная ванна, смешанная с присадочным материалом, остывает.
Присадочные материалы
которые могут использоваться для сварки TIG, различаются, и среди них нержавеющие
сталь, алюминий, никель и низкоуглеродистая сталь. Сварка TIG без использования
наполнитель тоже возможен, но он может повлиять на качество
сварной шов.
Сварка TIG без использования
наполнитель тоже возможен, но он может повлиять на качество
сварной шов.
Преимущества сварки TIG и Недостатки
С разными доступные типы сварки, вы можете спросить себя, почему вам следует выбрать Сварка TIG поверх других в проектах, где также могут быть использовал.Чтобы ответить на этот вопрос, вам нужно открыть для себя его преимущества и недостатки.
Преимущества
- Обеспечивает высококачественный сварной шов и превосходный наплавленный шов, который не снижает прочности соединения и является коррозионно-стойким
- Сварочный шов высокой чистоты создается потому, что сварка TIG требует работы в полностью чистой среде и с чистыми материалами
- Обычно доступный
- Хотя обычно это делается вручную, автоматизация возможна для орбитальной сварки TIG
- Без флюса, что означает отсутствие каких-либо проблем или проблем, связанных со шлаком
- Из-за качества после сварки практически не требуется доработка или финишная обработка сварных швов
- Обладает универсальностью, так как может использоваться для сварки различных материалов
- Небольшая зона нагрева снижает любые возможные деформации и позволяет сварщику работать с более тонкими материалами
- В большинстве случаев не образуются пары, искры, брызги и пламя
- Позволяет обрабатывать даже небольшие стыки, а также труднодоступные участки, чем другие сварочные машины. pes не способны на
- Предлагает сварщику больше контроля
- Горелка с ручкой по форме и размеру позволяет сварщику создавать сложные конструкции, поэтому она также используется при создании искусства
- Сварка возможна во всех положениях
- Идеально, если вам нужны газонепроницаемые соединения
- Работа двумя руками обеспечивает удобство, если вам нужно заменить присадочные стержни
- Возможны самогенные сварные швы или швы без присадки
- Дефектные сварные швы встречаются редко
- б / у неплавящийся вольфрамовый электрод
 pes не способны на
pes не способны наНедостатки
- Работа с грязные материалы и окружающая среда ослабят сформированный шов
- Его осаждение скорость низкая, что означает, что вам нужно работать медленно, чтобы получить сварка вам нужна; медленный темп необходим для успешной сварки
- Нельзя использовать для сварки толстых материалов
- Используя это метод требует обучения; никто не может этого сделать без надлежащего знание процесса
- Сложнее разделить два сваренных вместе металла, например, при переработке металлов, и это может повредить оба основных материала
- Требуется использовать обе руки и одну ногу для педали одновременно, когда работающий
- Можно и больше дороже, чем другие типы сварки, особенно из-за защитный газ и используемое оборудование
- Высокая производительность уровни ультрафиолетовых лучей, требующие от сварщика подходящих очков при все время при сварке
Важно
знать все эти преимущества и недостатки, прежде чем решать, стоит ли
Сварка TIG подходит для вашего проекта, или вам следует рассмотреть другие
типы.
MIG и сварка TIG
MIG против сварки TIG — два разных типа сварки, которые часто используются как взаимозаменяемые, и легко понять почему.
Для начала, даже их имена уже очень похожи. Их основная функция также то же самое, которое должно сплавить два металла вместе, и они оба требуют защитный газ при сварке. Но именно здесь их сходство заканчивается. К настоящему времени вы уже хорошо знакомы с TIG. сварка, так вам будет намного легче понять их различия.
В отличие от сварки TIG, сварщикам MIG требуется только управление одной рукой, поэтому сварка MIG считается процессом «наведи и стреляй» — вам нужно всего лишь навести пистолет на то место, которое вы хотите сваривать, и нажать спусковой крючок, чтобы начать сварку. Это делает этот метод довольно простым в использовании даже для новичков.
Для сварки TIG требуется
присадочный стержень держится отдельно, а присадочный материал в форме
проволоки подается непосредственно в горелку при сварке MIG, поэтому
автоматически добавляется при сварке. Это означает, что процесс упрощается.
и предлагает более быструю сварку, позволяя выполнять сварку в более быстром темпе и
Повысить продуктивность. К сожалению, это также означает, что сустав
созданный не такой прочный, как созданный с помощью сварки TIG.
Это означает, что процесс упрощается.
и предлагает более быструю сварку, позволяя выполнять сварку в более быстром темпе и
Повысить продуктивность. К сожалению, это также означает, что сустав
созданный не такой прочный, как созданный с помощью сварки TIG.
Сварка МИГ — это много больше подходит для более толстых материалов, тогда как сварка TIG лучше всего подходит для более тонкие. И хотя сварка TIG обеспечивает высокое качество отделки, то же самое нельзя сказать о сварке MIG, потому что небольшие отверстия часто образуются на стыках.А поскольку в целом сварка MIG обходится дешевле, это делает его подходящим для большинства приложений, в то время как более дорогая сварка TIG идеально подходит для специализированных.
Есть и другие незначительные различия между сваркой MIG и TIG, но это основные из них, о которых вам следует знать.
Основные насадки для сварки TIG Новички
Если вы считаете себя новичком в сварке TIG, эти основные советы окажут вам большую помощь, когда вы изучите канаты в процессе обучения, и они также могут помочь, если вы в настоящее время находитесь в процессе поиска подходящего сварщика TIG, чтобы получить вы начали:
- Сохрани
чистая . Если хочешь лучшего качества
сварка возможна, вы должны убедиться, что ваша рабочая среда
и материалы, которые вы свариваете, совершенно свободны от
загрязнения, такие как пыль и ржавчина.
- Безопасность первый . Никогда не забывай носить свой защитное снаряжение при работе.
- Выберите правый вольфрам . Сварка TIG включает использование вольфрама, и доступны различные типы. Всегда подберите материал к правильному типу вольфрама.
- Также, Считаем толщину вольфрама .Если он слишком тонкий, он может быстро перегреться. Но если он слишком толстый, как только вы начнете пользоваться фонариком, ему потребуется больше тепла.
- Меньше мощности Больше. Выберите самую низкую мощность настройка, с которой вы можете справиться или поддерживать, потому что слишком большая мощность Это может привести к прожигу материала.
- Угол
ключ . Пока можно сварить все
положения, убедитесь, что существует угол от 15 до 20 градусов между
ваш фонарик и металл и в сторону от направления движения. Этот
позволяет легко работать с наполнителем и предлагает лучшие
видимость во время сварки.
- Избегайте Распространенная ошибка новичков в использовании наполнителя. Вы всегда должны позволять присадочный стержень плавиться расплавленным бассейн, созданный горелкой, потому что использование горелки для расплавления наполнителя материал приведет только к слабому сварному шву.
- Никогда не позволять вольфрамовым наконечником, чтобы коснуться ванны расплава. Это приведет к загрязнению наконечника. Когда это произойдет, вы необходимо переточить его алмазным шлифовальным кругом перед перезапуск, если вам нужен качественный сварной шов.И при шлифовании делай это настолько ровно, насколько это возможно, и в продольном направлении.
- Сохрани
медленно, устойчиво и последовательно. Вам нужно
работать осторожно, в контролируемом и стабильном темпе, чтобы произвести
равномерный шов. Кроме того, должен быть небольшой зазор, в идеале всего 1/8 до
3/16 дюйма между основным материалом и электродом при сварке.
 Если хочешь лучшего качества
сварка возможна, вы должны убедиться, что ваша рабочая среда
и материалы, которые вы свариваете, совершенно свободны от
загрязнения, такие как пыль и ржавчина.
Если хочешь лучшего качества
сварка возможна, вы должны убедиться, что ваша рабочая среда
и материалы, которые вы свариваете, совершенно свободны от
загрязнения, такие как пыль и ржавчина. Этот
позволяет легко работать с наполнителем и предлагает лучшие
видимость во время сварки.
Этот
позволяет легко работать с наполнителем и предлагает лучшие
видимость во время сварки.
Это лишь некоторые из многих советов, которые вам нужно принять к сведению, когда вы еще освоение данного вида сварки.Сварка TIG — это более специализированный типа, но это не значит, что начинающим сварщикам не стоит попробуйте это.
Сварка нержавеющей стали TIG
Нержавеющая сталь — это сложный для сварки материал из-за его отличной теплоотдачи, что может привести к его деформации, ржавчине и хрупкости при сварной. Из-за этих характеристик лишь некоторые из доступных Для этого могут использоваться типы сварки, и одним из них является сварка TIG. метод.
При сварке TIG может использоваться для нержавеющей стали обычным способом, дополнительно при этом требуется осторожность.Помимо выбора правильного типа вольфрам, газ и присадочный материал, гарантируя, что ваше рабочее место чистым, и что вольфрамовый наконечник правильно заточен, вы также должны сосредоточьтесь на тепле, применяемом к металлу.
Использование слишком большого количества тепла
увеличивает риск деформации, поэтому важно, чтобы
нужное количество тепла применяется к нержавеющей стали, и это может
определяться цветом сварного шва. Если вы правильно используете
количество тепла, цвет должен варьироваться от льняного или
от светло-желтоватого до лососевого цвета.Но если вы видите, что сварной шов
сероватого или темного цвета, это означает, что идет слишком много тепла.
применяемый.
Если вы правильно используете
количество тепла, цвет должен варьироваться от льняного или
от светло-желтоватого до лососевого цвета.Но если вы видите, что сварной шов
сероватого или темного цвета, это означает, что идет слишком много тепла.
применяемый.
Чтобы предотвратить это, увеличьте скорость движения резака и одновременно уменьшите силу тока. Вы также можете выбрать более тонкий наполнитель, чтобы он плавился намного быстрее при умеренном огне. И чтобы предотвратить окрашивание, характерное для сварки нержавеющей стали, рекомендуется время от времени останавливаться во время сварки и давать материалу остыть, особенно когда вы начинаете замечать изменение цвета во время сварки.
Алюминий для сварки TIG
TIG
Сварка часто ассоциируется с алюминием, потому что большинство
в проектах, выполненных с помощью этого метода, используется алюминий. Но так же, как
нержавеющая сталь, алюминий обладает свойствами, которые также делают его
сложно сваривать. Кроме того, нет никаких изменений цвета, так как
вы свариваете, поэтому трудно определить, правильно ли вы это делаете.
Кроме того, нет никаких изменений цвета, так как
вы свариваете, поэтому трудно определить, правильно ли вы это делаете.
Это не только отличный проводник тепла, но оксидный слой присутствует на поверхность алюминия имеет более высокую температуру плавления, чем основной материал сам.Это означает, что вам нужна точность с точки зрения нагрева, чтобы превосходить оксидный слой, в то же время предотвращая от перегрев. Поэтому при работе с алюминием помните о следующее:
- Используйте нержавеющую стальная щетка для очистки и удаления оксидного слоя перед сваркой алюминий. Делайте это только в одном направлении и используйте ту же кисть для только алюминий.
- Сварной алюминий используя полярность переменного или переменного тока, так как это устранит оксидный слой, который быстро восстанавливается после очистки нержавеющей стальная щетка.
- Для предотвращения
прожигание основного материала и искажение вашего
сварка, увеличивайте скорость движения во время сварки, но убедитесь, что
сварочный ток установлен достаточно высоким. Если сделать слишком медленно, это будет
прожечь основной материал.
- Дуга должна не будь ни достаточно высоко, ни слишком близко. Убедитесь, что он совсем рядом достаточно, чтобы тепло было сосредоточено только на небольшом участке.
 Если сделать слишком медленно, это будет
прожечь основной материал.
Если сделать слишком медленно, это будет
прожечь основной материал.Предложения по сварке TIG у вас больше контроля при сварке, что необходимо для алюминия.Это почему, даже если сварка MIG может использоваться и для алюминия, сварка TIG метод выбора многих сварщиков, работающих с этим материалом.
Медная сварка TIG
Другой металл, который сварка может быть довольно сложной задачей, но это выполнимо с помощью сварки TIG. медь. Этот металл известен своей высокой проводимостью, а это значит, что он быстро нагреется после начала сварки. Но в то же время, это свойство означает, что созданная сварочная ванна быстро рассеивается потому что медь быстро его охлаждает.
Вот почему когда
работая с медью, также нужно сваривать быстро и горячо. Не только
но предварительный нагрев всего материала пропановой горелкой приведет к
помощь в предотвращении немедленного затвердевания ванны расплава. Медь также склонна к короблению, поэтому, если вы работаете с тонкими листами
меди и требовать, чтобы она сохраняла свою форму, этот метод не может
работать на вас.
Правильная очистка и вентиляция на рабочем месте также важна. Медь известна окисляются и образуют патину, которую необходимо удалить с помощью щетка из нержавеющей стали с мелкой щетиной.Пока сварка TIG обычно без дыма, любые пары, образующиеся при сварке меди, опасны, поэтому важна надлежащая вентиляция. Кроме того, высокий тепло, необходимое для работы, может быть потенциально опасным, если горючие предметы находятся в непосредственной близости; он может стать достаточно горячим, чтобы воспламенить их.
Из-за универсальности, когда дело доходит до сварки TIG, всегда убедитесь, что вы используете правильные материалы для вашего проекта, особенно в том числе вольфрамовый электрод, присадочный стержень и защитный газ; они должны подходить к основному материалу, если вы хотите получить высококачественный сварной шов, например, типы сварных швов, которые могут быть выполнены сварочным аппаратом с приводом от двигателя. Кроме того, не забудьте пройти обучение, прежде чем применять этот метод. Сварка TIG требует специальной специализации, но ее может выполнять даже обученный новичок.
Кроме того, не забудьте пройти обучение, прежде чем применять этот метод. Сварка TIG требует специальной специализации, но ее может выполнять даже обученный новичок.
Готовы ли вы купить сварочный аппарат TIG?
Мы надеемся, что эта информативная статья о сварке TIG помогла ответить на некоторые из вопросов, которые могут у вас возникнуть, и что теперь вы лучше понимаете, подходит ли вам этот тип сварки или, возможно, вы собираетесь преследуя свои интересы в другой сфере.
Хотя поначалу может показаться немного сложнее начать работу с этим типом сварки, он действительно дает ряд преимуществ по сравнению со сваркой MIG, и теперь, возможно, сейчас самое легкое время для вас начать работу с этим новым навыком и действительно начните включать его, прежде чем вы привыкнете к более простому решению.
Пока вы можете самостоятельно начать изучение некоторых других статей и видео по этой теме, мы настоятельно рекомендуем вам прочитать нашу статью, в которой сравниваются MIG и TIG более подробно, чем мы делали в существующей статье. Если вы готовы купить сварочный аппарат TIG в настоящее время, мы рекомендуем вам посетить нашу страницу, где мы перечислили то, что, по нашему мнению, является лучшим вариантом для вас, где мы также собрали 3 отзыва о партиях rd для различные варианты, и мы стараемся дать вам полное представление о преимуществах и недостатках каждой из перечисленных нами машин. Хотя вы обычно получаете больше функциональных возможностей, инвестируя в более дорогую машину для сварки TIG, наша конечная миссия — гарантировать, что любой, кто попадает на наш веб-сайт, действительно получает услугу, которая наилучшим образом соответствует его бюджету и потребностям.Мы не хотим, чтобы вы просто заказывали сварочный аппарат TIG, который стоит дорого, в то время как есть более дешевый вариант, который может выполнить работу должным образом за вас. Скорее, мы стремимся научить вас всему, что вам нужно знать о сварке TIG или любом другом типе сварки в этом отношении, чтобы убедиться, что вы действительно принимаете правильное решение, когда будете готовы к покупке, независимо от того, решите ли вы сделать это у нас или другой компании.
Если вы готовы купить сварочный аппарат TIG в настоящее время, мы рекомендуем вам посетить нашу страницу, где мы перечислили то, что, по нашему мнению, является лучшим вариантом для вас, где мы также собрали 3 отзыва о партиях rd для различные варианты, и мы стараемся дать вам полное представление о преимуществах и недостатках каждой из перечисленных нами машин. Хотя вы обычно получаете больше функциональных возможностей, инвестируя в более дорогую машину для сварки TIG, наша конечная миссия — гарантировать, что любой, кто попадает на наш веб-сайт, действительно получает услугу, которая наилучшим образом соответствует его бюджету и потребностям.Мы не хотим, чтобы вы просто заказывали сварочный аппарат TIG, который стоит дорого, в то время как есть более дешевый вариант, который может выполнить работу должным образом за вас. Скорее, мы стремимся научить вас всему, что вам нужно знать о сварке TIG или любом другом типе сварки в этом отношении, чтобы убедиться, что вы действительно принимаете правильное решение, когда будете готовы к покупке, независимо от того, решите ли вы сделать это у нас или другой компании.
Наша долгосрочная цель состоит в том, чтобы стать вашим надежным источником информации, с которой вы начнете свой путь, независимо от того, собираетесь ли вы купить топливный бак, широкополосную шлифовальную машину, нагреватель отработанного масла или портативную пилораму.
Когда вы будете готовы проявить интерес к покупке сварочного аппарата TIG, у нас есть все лучшие варианты, где вы можете взглянуть на них и выбрать, какой из них лучше всего соответствует вашим потребностям.
Важно знать, что есть сварочные аппараты самых разных ценовых категорий, поэтому, прежде чем вы начнете покупать самое дорогое оборудование или самое дешевое оборудование в этом отношении, рекомендуется лучше понять, какие функции быть хорошим для тебя.Если у вас есть тип металла, который вы обычно будете сваривать, при этом один тип сварки намного превосходит другой, тогда вы, возможно, захотите подумать об этом, глядя на разные модели.
Другие ресурсы
Несмотря на то, что мы занимаемся продажей оборудования профессионалам, особенно сварочного оборудования, наша платформа — это гораздо больше, чем просто платформа с растущим количеством ресурсов, которые могут вас заинтересовать. Некоторые из тех, которые мы хотим выделить прямо сейчас, включают статью о настройках кислородного фонарика, нашу статью о добавлении душа в половину ванны и провод какого калибра вы должны использовать для выключателя на 30 ампер.Это все ресурсы, над созданием которых мы потратили много времени, и надеемся, что они будут вам полезны!
Некоторые из тех, которые мы хотим выделить прямо сейчас, включают статью о настройках кислородного фонарика, нашу статью о добавлении душа в половину ванны и провод какого калибра вы должны использовать для выключателя на 30 ампер.Это все ресурсы, над созданием которых мы потратили много времени, и надеемся, что они будут вам полезны!
MIG и TIG | Типы сварки, материалы и области применения
Сварка — это процесс изготовления, который включает использование тепла и / или давления для образования прочного соединения между двумя отдельными кусками материала. В зависимости от детали и производственных спецификаций профессионалы отрасли используют различные методы сварки для создания необходимых сборок.Два наиболее распространенных метода сварки — это сварка MIG и TIG. В следующем сообщении в блоге приводится сравнение между ними, описывается, что они влекут за собой, преимущества и недостатки, используемые материалы и типичные промышленные применения.
Виды методов сварки
Были разработаны многочисленные методы и технологии для оптимизации процесса сварки для различных материалов и продуктов, в том числе:
- Дуговая сварка использует электрический ток для сварки металлов. Типы дуговой сварки включают, среди прочего, сварку в среде инертного газа (MIG) и сварку в среде инертного газа вольфрама (TIG).
- Сварка трением расплавляет связующий материал и основной материал за счет механического трения. Этот процесс можно использовать с термопластами и металлами.
- Электронно-лучевая сварка использует поток электронов для плавления материалов в стык. Этот процесс должен выполняться в вакууме и обычно используется для более толстых компонентов.
- Лазерная сварка — это высокоскоростной процесс, в котором используется лазер для плавления и соединения металлов и / или термопластов.
- Сварка сопротивлением использует тепла, выделяемого между электродами или вращающимися колесами, для плавления и соединения основных материалов. Типы включают точечную сварку и шовную сварку.
 Типы дуговой сварки включают, среди прочего, сварку в среде инертного газа (MIG) и сварку в среде инертного газа вольфрама (TIG).
Типы дуговой сварки включают, среди прочего, сварку в среде инертного газа (MIG) и сварку в среде инертного газа вольфрама (TIG).MIG против TIG: какой из них лучше всего подходит для вашего применения?
Сварка MIG и сварка TIG работают по схожему принципу; Тепло, выделяемое электрическим током, плавит основные материалы и / или связующие материалы, которые при охлаждении образуют прочное соединение. Несмотря на сходство между двумя процессами, они по-прежнему отличаются своими преимуществами и наилучшими вариантами использования.
Несмотря на сходство между двумя процессами, они по-прежнему отличаются своими преимуществами и наилучшими вариантами использования.
Сварка TIG: преимущества и применение
TIG, то есть сварка вольфрамовым электродом в среде инертного газа. — универсальный инструмент, позволяющий профессионалам в отрасли работать с широким спектром небольших и тонких материалов. Он использует неплавящийся вольфрамовый электрод для нагрева металла и может использоваться с наполнителем или без него.
По сравнению со сваркой MIG, она выполняется намного медленнее, что часто приводит к увеличению времени выполнения заказа и увеличению производственных затрат.Кроме того, сварщикам требуется высокоспециализированная подготовка, чтобы обеспечить надлежащую точность и аккуратность. Тем не менее, он также обеспечивает больший контроль во время сварочной операции и обеспечивает прочные, точные и эстетичные сварные швы.
Сварка МИГ: преимущества и применение
Сварка MIG, т. Е. Сварка в среде инертного газа. обычно используется для больших и толстых материалов. В нем используется расходная проволока, которая действует как электрод и присадочный материал.
Е. Сварка в среде инертного газа. обычно используется для больших и толстых материалов. В нем используется расходная проволока, которая действует как электрод и присадочный материал.
По сравнению со сваркой TIG, она выполняется намного быстрее, что сокращает время выполнения заказа и снижает производственные затраты. Кроме того, его легче освоить, и он позволяет производить сварные швы, которые практически не требуют очистки и отделки. Однако его сварные швы не такие точные, прочные и чистые, как сварные швы TIG.
Типичные материалы, используемые при сварке MIG и TIG
Сварку MIG и TIG можно использовать для широкого диапазона металлов , причем сварка MIG больше подходит для толстых материалов, а TIG — для тонких материалов.Типичные сварочные материалы включают алюминий, углеродистую сталь и нержавеющую сталь.
Почему выбирают Technox для ваших сварочных нужд?
Technox Machine & Manufacturing — это мастерская с полным спектром услуг и ремонтная компания, специализирующаяся на производстве крупных узлов и узлов от прототипа до полного производства. В дополнение к нашим возможностям механической обработки и шлифования, наши вторичные услуги варьируются от изготовления и сварки до полного ремонта, замены и повторной сборки.
В дополнение к нашим возможностям механической обработки и шлифования, наши вторичные услуги варьируются от изготовления и сварки до полного ремонта, замены и повторной сборки.
Наши полностью сертифицированные сварщики хорошо разбираются в сварке MIG и TIG и работают с материалами из алюминия, углеродистой и нержавеющей стали. Некоторые из типичных продуктов, которые мы собираем и ремонтируем в нашем сварочном цехе, включают подшипники, корпуса подшипников и втулки. Все наши сварные изделия соответствуют стандартам ISO 9001: 2015, AWS и OSHA.
Чтобы узнать больше о наших сварочных возможностях, свяжитесь с нами или запросите предложение сегодня.
Введение в газо-вольфрамовую дуговую сварку
Газовая вольфрамовая дуговая сварка, более известная как сварка TIG, является одним из самых сложных процессов для освоения. Также он один из самых востребованных. и высокооплачиваемые навыки в сварке.
Также он один из самых востребованных. и высокооплачиваемые навыки в сварке.
Сегодня мы пошагово познакомим вас с основами сварки TIG. Вы узнаете, как настроить свое оборудование, какие параметры станка и технику сварки.
ПРЕИМУЩЕСТВА СВАРКИ TIG
Прежде чем мы углубимся в тонкости настройки вашего аппарата TIG, давайте сначала поговорим о том, почему сварка TIG должна быть выбрана в отличие от других, более быстрых процессов.
точность
Причина, по которой сварка TIG является наиболее часто используемым процессом в аэрокосмической, гоночной и ядерной энергетике, заключается в том, что она намного более точна, чем другие портативные процессы.TIG позволяет оператору контролировать количество тепла, поступающего в деталь, с помощью регулятора переменного тока. Возможность сварки при токе от 1 А делает этот процесс не похожим ни на один другой.
Сварка любого материала
Другие процессы ограничены тем, какие материалы они могут сваривать. Например, медь нельзя прилепить. Титан нельзя сваривать методом MIG. Вы не можете сварить алюминиевый сердечник флюсом. С помощью TIG вы можете сваривать любой материал. на планете, если он пригоден для сварки.
Например, медь нельзя прилепить. Титан нельзя сваривать методом MIG. Вы не можете сварить алюминиевый сердечник флюсом. С помощью TIG вы можете сваривать любой материал. на планете, если он пригоден для сварки.
Чистота сварного шва
TIG — чрезвычайно чистый процесс.Нет брызг, флюса, дыма и ничего, что нужно убирать. после завершения сварки.
Нет необходимости в нескольких типах газа
Некоторые процессы, такие как MIG, требуют наличия в цехе нескольких газов. Смесь 75% аргона и 25% CO2 является обычной для большинства процессов короткого замыкания, в то время как смеси с более высоким содержанием аргона необходимы для распыления. При сварке TIG 100% аргон используется практически во всем. В редких случаях гелий может вводиться горячим. более горячие сварные швы.
Все позиции
Сварку TIG можно выполнять во всех положениях. В отличие от стика, неважно, какой электрод вы используете, TIG всегда может работать в любом положении.
ПРЕИМУЩЕСТВА СВАРКИ TIG
Скорость сварки
TIG — это медленный и кропотливый процесс. Даже когда в исполнении. опытных профессионалов, это намного более медленный процесс, чем его аналоги MIG и Stick.
Ветер
Поскольку при сварке TIG для защиты расплавленной сварочной ванны используется защитный газ, она очень чувствительна к ветру.Любое нарушение подачи защитного газа приведет к пористости сварного шва и загрязнению вольфрамом.
Стоимость входа
По сравнению с другими процессами источники энергии для сварки TIG традиционно были более дорогими. Однако с повышением качества импортного оборудования TIG стал более доступным.
НАСТРОЙКА оборудования
Любая установка TIG состоит из 6 основных компонентов. Давайте посмотрим на каждого и на то, как они сочетаются.
Источник питания
Прежде чем что-либо делать, важно убедиться, что источник питания отключен от сети и находится в выключенном положении. Подключение источника питания к розетке при подключении всего оборудования может привести к поражению оператора электрическим током или повреждению машины. Убедившись, что источник питания отключен, пора настраивать аксессуары.
Подключение источника питания к розетке при подключении всего оборудования может привести к поражению оператора электрическим током или повреждению машины. Убедившись, что источник питания отключен, пора настраивать аксессуары.
Горелка TIG
Есть несколько разных стилей фонарей, которые подходят для разных областей применения. В большинстве полевых работ используется горелка с воздушным охлаждением, а в большинстве производственных работ — горелка с воздушным охлаждением.
Горелка с воздушным охлаждением
В горелке с воздушным охлаждением, подобной той, что использовалась в этом видео, для охлаждения кабеля питания используется аргон.
Горелка с водяным охлаждением
Горелкис водяным охлаждением используют отдельный охладитель воды, который направляет холодную воду к головке резака и отправляет горячую воду обратно в охладитель.
Процесс сварки TIG выполняется в DCEN (отрицательный электрод постоянного тока). Электродом является вольфрам, который находится внутри резака, это означает, что резак будет подключен к отрицательной клемме (-).
Электродом является вольфрам, который находится внутри резака, это означает, что резак будет подключен к отрицательной клемме (-).
Кабель заземления
Кабель заземления всегда подключается к положительной клемме источника питания.Прикрепите передний конец зажима заземления как можно ближе к заготовке.
Газовый баллон
Перед подключением источника газа необходимо помнить несколько вещей.
1. Надлежащий транзит
Газовые баллоны могут быть чрезвычайно опасными, если их не соблюдать в магазине. При перемещении любого баллона убедитесь, что крышка установлена правильно. Падение баллона без крышки может привести к поломке штока клапана и взрыву или превращению баллона в снаряд.
2. Подключите цилиндр
Когда баллон находится на месте, прикрепите его цепью к стене, столу или сварочной тележке в безопасном месте.
3. Удалить мусор
Перед тем, как вы сможете подключить регулятор, вам необходимо удалить все загрязнения с резьбы на штоке клапана. Встаньте сбоку от клапана и просто быстро взмахните, чтобы вытолкнуть посторонние предметы из резьбы.
Встаньте сбоку от клапана и просто быстро взмахните, чтобы вытолкнуть посторонние предметы из резьбы.
Регулятор
После того, как цилиндр надежно скреплен цепью и резьба продумана, самое время установить регулятор.Регулятор сообщит вам две очень важные вещи:
1. Сколько газа осталось в баллоне, и;
2. Расход газа, проходящего через резак
Подсоедините регулятор, ввинчивая его непосредственно в резьбу клапана баллона. Не используйте такие продукты, как тефлоновая лента. Вам это не нужно, потому что резьба латунная и герметизируется без посторонней помощи. Другая причина, по которой тефлоновая лента — плохая идея, заключается в том, что тефлон — это нефтепродукт, который легко воспламеняется.
Газовый шланг
Большинство регуляторов в наши дни поставляются с газовым шлангом. Если у вас нет, их можно дешево забрать в местном магазине сварочных материалов или в Интернете. Подсоедините один конец шланга к регулятору, а другой конец — к входному отверстию источника питания. Используйте гаечный ключ, чтобы зафиксировать фитинги. Не затягивайте их слишком сильно, иначе вы сорвете латунную резьбу.
Используйте гаечный ключ, чтобы зафиксировать фитинги. Не затягивайте их слишком сильно, иначе вы сорвете латунную резьбу.
Ножная педаль
Ножная педаль не является обязательной для каждой установки TIG, но если вы работаете в магазине, она почти наверняка у вас есть.Педаль подключается к удаленному амфенолу. Это позволит вам по-разному контролировать силу тока во время сварки.
После того, как вы подключили все аксессуары, самое время подключить машину и включить ее. В зависимости от конкретных возможностей вашей машины потенциально могут быть десятки различных настроек. Не расстраивайтесь! На самом деле есть только один параметр, который вам нужно знать с самого начала; сила тока. Хорошая новость в том, что установить силу тока на установке TIG очень просто.Все, что вам нужно знать, — это 1 ампер на толщину материала 0,001 дюйма. Так что, если вы свариваете материал 1/8 дюйма (0,125 дюйма), вам понадобится около 125 ампер для его сварки.
Мы не собираемся сейчас углубляться в другие настройки, но вот некоторые общие настройки, которые могут быть на вашем компьютере, и то, что они делают:
Импульсный режим
Импульсная сварка автоматически создает импульсную импульсную дугу между высокой и низкой силой тока. Думайте об этом как о стробирующем эффекте вашей дуги. Назначение пульса. Сварка — это лучшее проплавление с меньшими затратами.тепловложение.
Думайте об этом как о стробирующем эффекте вашей дуги. Назначение пульса. Сварка — это лучшее проплавление с меньшими затратами.тепловложение.
Режим переменного тока
Переменный ток необходим, если вы хотите сваривать алюминий TIG. Алюминий имеет тонкий оксидный слой, который плавится при гораздо более высокой температуре, чем основной металл ниже. AC позволяет стороне DCEP. волна счищает оксид, в то время как сторона волны DCEN проникает в материал.
Восходящий наклон
Если вы не используете ножную педаль, вы можете использовать наклон вверх, чтобы медленно увеличивать силу тока при зажигании дуги.
Нисходящий наклон
Downslope — это. прямо противоположное. из. подъем. Если нет. имеют. регулируемый контроль силы тока, вы можете использовать наклон вниз, чтобы имитировать медленное отпускание педали в конце сварного шва.
Техника для сварки TIG
Прежде чем говорить о том, что искать под капотом, поговорим о том, как правильно держать фонарик. Это действительно личный выбор. Что вам удобно? Вы должны быть уверены, что сможете удерживать его устойчиво и при необходимости маневрировать.Для большинства точных работ хорошо держать его как карандаш. Как только вы начнете ходить чашкой по трубе, вы можете использовать и другие приемы, но пока возьмите ее, как карандаш.
Это действительно личный выбор. Что вам удобно? Вы должны быть уверены, что сможете удерживать его устойчиво и при необходимости маневрировать.Для большинства точных работ хорошо держать его как карандаш. Как только вы начнете ходить чашкой по трубе, вы можете использовать и другие приемы, но пока возьмите ее, как карандаш.
Теперь, когда вы знаете, как держать фонарь, пора зажечь дугу. В сварке TIG их несколько. разные способы сделать это. Это будет зависеть от вашей машины и ваших настроек, но есть три способа:
Высокочастотный пуск
Высокая частота — самый простой и безопасный способ, если у вас есть такая возможность.Вы просто подносите вольфрам близко к заготовке, не касаясь ее, нажимаете педаль, и дуга перескакивает на пластину. Это означает, что включения вольфрама в начале сварного шва исключены.
Старт с нуля
Старт с нуля — наиболее часто используемый метод в этой области. Это очень похоже на ручную сварку, когда горелка всегда электрически горячая. Вы царапаете вольфрам по заготовке, как спичкой, чтобы начать сварку. Поскольку вольфрам при соприкосновении с заготовкой нагревается, высока вероятность того, что вольфрам останется в начале сварки.
Вы царапаете вольфрам по заготовке, как спичкой, чтобы начать сварку. Поскольку вольфрам при соприкосновении с заготовкой нагревается, высока вероятность того, что вольфрам останется в начале сварки.
Подъемная дуга
Lift arc — это гибрид высокочастотного и скретч-старта. Вам все равно нужно прикоснуться вольфрамом к материалу, чтобы зажечь дугу, но вольфрам не нагревается, пока вы не нажмете на ножную педаль. Большинство людей нажимают на педаль, раскачивают фонарик на чашке, зажигают дугу и снова поднимаются.
После зажигания дуги нажимайте на ножную педаль до тех пор, пока не увидите, как плавится основной металл. Как только эта расплавленная лужа сформируется, добавьте присадочный металл к передней части переднего края лужи.Добавление к переднему краю очень важно. Если вы попытаетесь добавить наполнитель в центр лужи, дуга расплавит наполнитель до того, как он попадет в бассейн. Вы хотите, чтобы сварочная ванна расплавляла присадочный материал, а не дугу. Обычный вопрос, который задают новички:
Сколько нужно добавить присадочного металла?
Ответ прост. Если вы используете наплавочный металл толщиной 1/8 дюйма, добавляйте 1/8 дюйма на каждый слой. Если вы используете наполнитель 3/32 дюйма, добавьте 3/32 дюйма на мазок.
Вы обнаружите, что очень сложно добавить присадочный металл, когда вы впервые научитесь сварке TIG.Когда вы научитесь добавлять присадку, сварка TIG станет вашей второй натурой.
TIG сложно выучить, но как только вы освоите его, вы никогда не вернетесь назад. Не забудьте поделиться с нами своими успехами и сообщить, какие еще видео вы хотите посмотреть на Weld.com.
Опасна ли сварка нержавеющей стали TIG?
Сварка TIG может быть безопасной при соблюдении надлежащих мер предосторожности. Четыре наиболее распространенных опасности при сварке нержавеющей стали:
- Ультрафиолетовое излучение сварочной дуги может повредить глаза и кожу
- Защитные газы могут вытеснять кислород
- Токсичные пары расплавленных металлов
- Поражение электрическим током от небезопасных инструментов или условий работы
Что такое сварка TIG?
TIG — это сокращение от Tungsten Inert Gas , и это распространенный вид сварки для нержавеющей стали, алюминия, титана и других цветных металлов.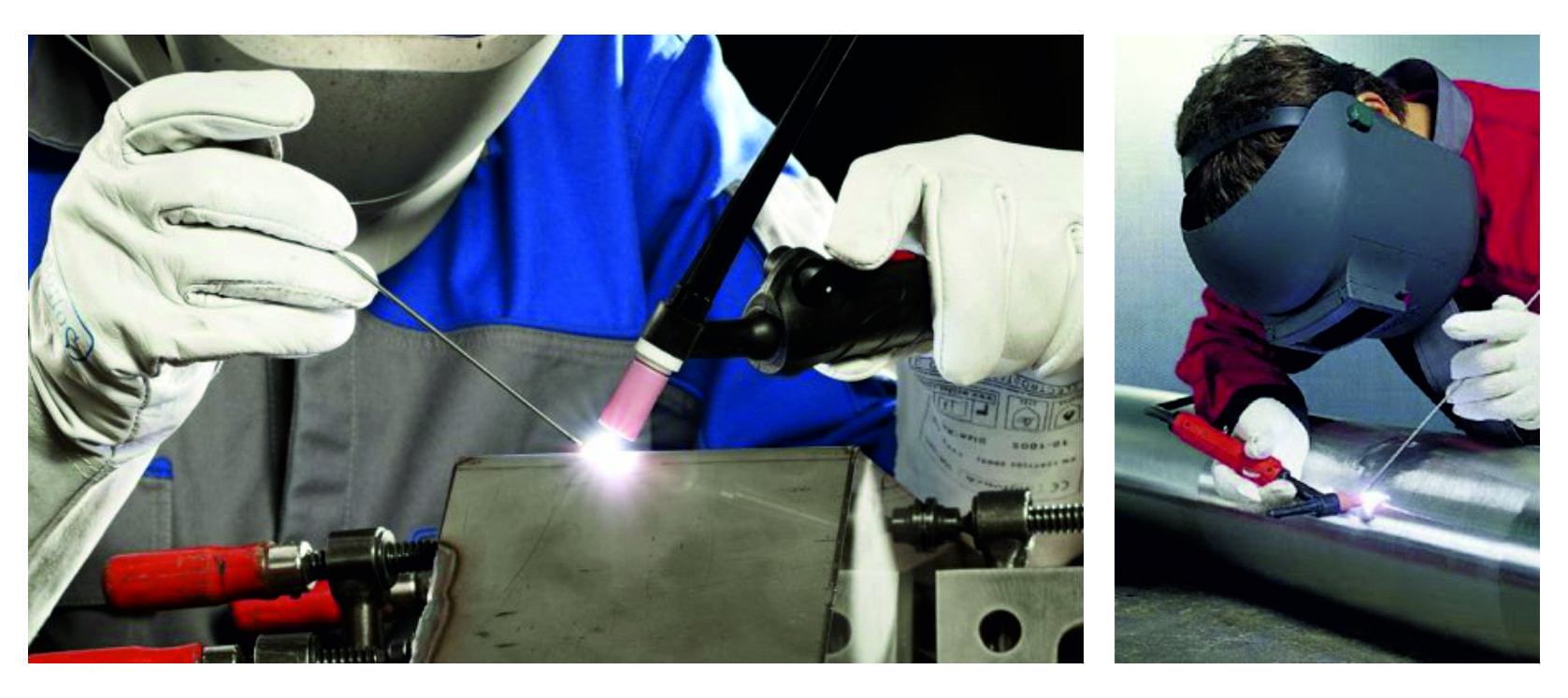 Также известный как GTAW (газовая дуговая сварка вольфрамом), это один из самых универсальных методов сварки.
Также известный как GTAW (газовая дуговая сварка вольфрамом), это один из самых универсальных методов сварки.
Сварка TIG использует электричество для создания дуги между вольфрамовым электродом и свариваемым металлом. Дуга плавит присадочный пруток из металлических сплавов. Чтобы сделать сварной шов как можно более прочным, дуга, в которой вольфрамовый электрод находится ближе всего к металлу, а присадочный стержень, окружена инертным газом, обычно аргоном или смесью аргона и CO2. Этот «защитный газ», как его называют, предотвращает попадание атмосферных газов, таких как кислород, в ванну со стержнем из расплавленного металла.
Опасна ли сварка TIG?
Процесс сварки TIG металлов, например нержавеющей стали, имеет несколько факторов риска.
- Ультрафиолетовый свет вреден для глаз и кожи.
- Расплавленный металл выделяет молекулы металла и озона, вредные для дыхания.
- Защитный газ может вытеснять кислород и вызывать головокружение, тошноту или обморок.
- При сварке TIG используется электричество, которое может быть опасным при неправильном обращении.

Каждая из опасностей сварки TIG и меры предосторожности, используемые для их уменьшения, обсуждаются ниже.
Защита глаз при сварке TIG
Дуга, возникающая во время сварки TIG, испускает УФ (ультрафиолетовое) и ИК (инфракрасное) излучение, которое поглощается роговицей и может достигать даже сетчатки глаза. Ультрафиолетовое излучение при любой электродуговой сварке значительно сильнее солнечного света.
Для защиты глаз во время сварки TIG используется сварочный шлем.У шлема есть темное окошко перед глазами, которое называется блендом. Тень защищает роговицу глаз от фотокератита или «дугового глаза», повреждения, вызванного слишком большим количеством ультрафиолета. Всего несколько секунд воздействия приведет к «дуговому глазу», хотя симптомы могут не ощущаться в течение нескольких часов.
Помимо защиты глаз, сварочный шлем защищает лицо и шею сварщика от ультрафиолета, который может вызвать ожоги кожи.
К счастью, за исключением самых крайних случаев, дуговые глаза можно лечить глазными каплями, обезболивающими и ограничением дальнейшего воздействия света (темные комнаты, солнцезащитные очки и т. Д.), пока симптомы не улучшатся. Повторное воздействие было связано с катарактой.
Защита кожи при сварке TIG
Кожа реагирует на воздействие высоких уровней УФ-излучения при сварке TIG. Со временем это вызовет эквивалент солнечного ожога из-за длительного пребывания на солнце.
Подобно солнечному ожогу, ожог кожи при сварке TIG возникает в результате чрезмерного воздействия УФ-излучения. Однако, в отличие от солнечного ожога, эффект от сварки TIG может проявиться всего за 15 минут.
Влияние отравления УФ-излучением на кожу хорошо известно.Ультрафиолетовое излучение увеличивает риск трех типов рака кожи: меланомы, базальноклеточной карциномы и плоскоклеточной карциномы.
К счастью, решение простое. Помимо защиты глаз, головы и шеи от сварочного шлема, во время сварки TIG следует использовать перчатки и рубашки с длинным рукавом.
Поражение электрическим током в результате сварки TIG
Поскольку при сварке TIG используется электричество, можно предположить, что поражение электрическим током может стать проблемой. Некоторые сварщики, использующие TIG, получили шок.Однако из-за низкого напряжения практически невозможно получить удар током во время сварки TIG.
Самая большая опасность поражения электрическим током при сварке TIG — это вода. Следует избегать сварки под дождем, в среде с высокой влажностью или даже с капающим потом. Мокрая кожа — проводник. Поэтому лучший способ избежать поражения электрическим током во время сварки TIG — это держать хотя бы перчатки и обувь сухими.
Дым для сварки TIG
Небольшой, но токсичный побочный продукт сварки TIG — это образование озона, наночастиц (менее 100 нм) и выделение газа из расплавленного металла.Наночастицы особенно вредны для здоровья человека из-за их способности проникать внутрь дыхательной системы и попадать в кровоток.
Комплексное исследование побочных продуктов сварки TIG, проведенное Швейцарским национальным научным фондом, показало, что студенты-сварщики подвергались воздействию высоких уровней алюминия, вольфрама, кремния, натрия, магния и церия, которые выводились из свариваемого металла. , присадочный стержень и электрод. Однако количество производимых элементов зависело от квалификации сварщика.Большинство частиц образовывались, когда электрод касался металла или присадочного стержня. С обучением это уменьшилось.
Одним химическим веществом, которое всегда присутствовало, был озон (O3). Даже относительно небольшое количество озона может вызвать боль в груди, кашель, одышку и раздражение горла. Это также может усугубить хронические респираторные заболевания, такие как астма, и поставить под угрозу способность организма бороться с респираторными инфекциями.
В исследовании отмечается, что даже в вентилируемой среде воздействие превышает средние значения, обнаруженные в загрязненном дорожным движением воздухе. Они также обнаружили, что 15 часов сварочного дыма TIG эквивалентны курению одной сигареты.
Они также обнаружили, что 15 часов сварочного дыма TIG эквивалентны курению одной сигареты.
Все это побудило некоторых исследователей в области здравоохранения заявить о связи между сваркой TIG и раком.
Хотя долгосрочные последствия воздействия на здоровье многих химикатов и частиц не согласованы, самым безопасным решением будет сварка только в хорошо вентилируемом помещении и соблюдение надлежащей техники сварки.
Сварка TIG Воздействие защитного газа
TIG использует аргон, диоксид углерода и другие инертные сварочные защитные газы, которые могут быть опасными, если вытесняют кислород в ограниченном пространстве.Например, сварка может потребоваться внутри контейнера из нержавеющей стали или на длинных участках промышленных труб. Даже в небольших проектах по сварке TIG сварщик находится всего в нескольких дюймах от струи защитного газа, окружающей заготовку. Если не прилагать усилий, сварщик и обслуживающий персонал поблизости могут подвергнуться воздействию скопившегося облака аргона или двуокиси углерода.
Если безопасность не является главным для сварочного персонала, люди в этой зоне подвержены воздействию как высокого уровня защитного газа, так и недостатка кислорода.
Эффекты повышенных уровней аргона и углекислого газа аналогичны. Оба являются газами без запаха и без вкуса. Высокий уровень воздействия может привести к головокружению и тошноте, что в конечном итоге приведет к потере сознания и смерти. Смерть также может наступить в результате замешательства, вызванного сварщиком, неспособным спастись. В 1994 году помощник сварщика задохнулся после входа в участок маслопровода, заполненный аргоном для сварки.
OSHA определяет воздух, который содержит менее 19.5 процентов кислорода как недостаток кислорода. Хотя OSHA не имеет допустимого предела воздействия (PEL) для аргона, при наличии достаточного количества аргона он может снизить уровень кислорода до 19,5% или ниже. Таким образом, безопасный уровень аргона можно контролировать с помощью аварийной сигнализации кислородного истощения, подобной показанной здесь.
Кроме того, OSHA установила допустимый предел воздействия (PEL) для CO2 в размере 5 000 частей на миллион (ppm) (0,5% CO2 в воздухе), усредненных за 8-часовой рабочий день (средневзвешенное по времени или TWA). Если для сварки используется газовая смесь аргон-углекислый газ, рекомендуется комбинированная сигнализация уровня CO2 и кислорода.
В случаях, когда сварка TIG проводится на заводе, рекомендуется использовать местную вытяжную систему вентиляции, включая вытяжку и вытяжной вентилятор. В случаях, когда сварщик работает за пределами объекта или в закрытом помещении, он должен использовать персональный датчик кислородной безопасности или в самых экстремальных условиях использовать дополнительный воздух для дыхания.
.