Типы сварочных швов для трубной обвязки торцевых уплотнений
Для соединения трубопроводов в системах обвязки торцовых уплотнений используются различные типы соединений и сварок. При получении или подготовке предложений, рекомендуется обратить внимание на особенности выбора различных вариантов соединений.По умолчанию мы рекомендуем использовать фланцевое соединие с сваркой в стык, но особенности каждого конкретного проекта могут диктовать небходимость использования других вариантов соединений.
Сварка стык-в-стык (Butt Weld Connection)
На свариваемых торцах делается фаска, так, чтобы торцы и фаски обеих труб (или трубы и шейки фланца, задвижки и т.д.) совпадали по уровню. После этого две детали упираются торцами друг в друга и свариваются с полным проваром (проплавной сварной шов).
Торцы труб отличаются в зависимости от толщины трубы. Этот тип соединения используется как правило при диаметре трубы от 2” и выше.
*Дополнительная информация
Сварка внахлест (Socket Weld Connection)
В шейке трубы (фланца, задвижки и т. д.) просверливается отверстие диаметром чуть больше внешнего диаметра второй трубы. Вторая труба входит в это отверстие до упора и приваривается угловым или валиковым швом.
д.) просверливается отверстие диаметром чуть больше внешнего диаметра второй трубы. Вторая труба входит в это отверстие до упора и приваривается угловым или валиковым швом.
Торцы труб не зависят от толщины трубы. Этот тип соединения используется, как правило, при диаметре трубы до 2”.
Преимущества, недостатки и прочее.
Резьбовое соединение имеет много плюсов: низкая цена, простота изготовления и монтажа. Но есть и недостатки: при нарезке резьбы уменьшается толщина трубопровода, соответствено снижается прочность, также при сильных колебаниях температуры резьба может ослабнуть, а также резьбовые соединения больше подвержены коррозии. Если резьба заржавеет, открутить ее бывает проблематично.
Если не требуется разъемное соединение, то лучше использовать сварку. Сварить трубопроводы внахлест также достаточно просто.
Ограничения сварного соединения внахлест:
- Должен быть зазор порядка 1,5 мм от торца вставленной трубы до «дна» отверстия во второй трубе, чтобы компенсировать тепловое расширение.
 Если зазор не оставили, то это может привести к концентрации напряжений и разрушению сварного шва
Если зазор не оставили, то это может привести к концентрации напряжений и разрушению сварного шва - В коррозионно-активной среде со сварным соединением внахлест могут возникнуть проблемы из-за щелевой коррозии.
- Сварное соединение внахлест подвержено эрозии, так как в месте стыка труб единая гладкая поверхность прерывается
- При колебаниях температуры возможно усталостное растрескивание
 Если зазор не оставили, то это может привести к концентрации напряжений и разрушению сварного шва
Если зазор не оставили, то это может привести к концентрации напряжений и разрушению сварного шваСварка труб внахлест. Сварить трубы – как это сделать?
Сварка труб электросваркой — технология, советы
Для соединения труб из стали применяется несколько вариантов выполнения сварки.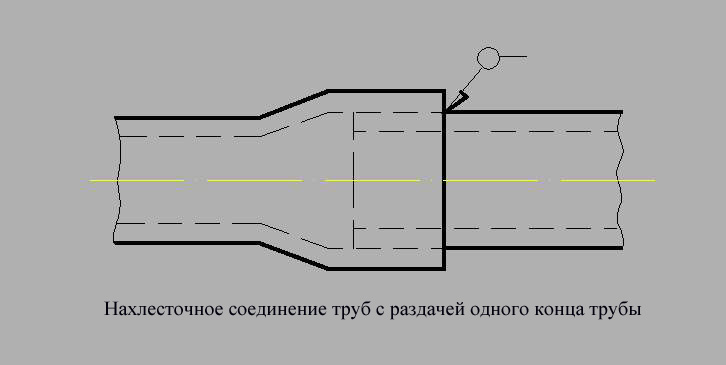 Они отличаются видом используемого оборудования и другими нюансами. Популярным способом монтажа трубопроводов при прокладке сетей является сварка труб с применением инвертора. Ее популярность обусловлена простотой выполнения и доступностью оснащения для проведения сварочных работ.
Они отличаются видом используемого оборудования и другими нюансами. Популярным способом монтажа трубопроводов при прокладке сетей является сварка труб с применением инвертора. Ее популярность обусловлена простотой выполнения и доступностью оснащения для проведения сварочных работ.
Чтобы обеспечить прочность и долговечность фиксации элементов трубопроводов, необходимо правильно подобрать расходные материалы и тщательно подготовить трубы.
- Выбор способа сварки и расходных материалов
- Подготовительные работы перед выполнением сварки
- Технология сварки стальных труб
- Нюансы сборки трубопровода
Оглавление
Выбор способа сварки и расходных материалов
Перед выполнением сварки труб следует подобрать электроды, с помощью которых участки стального проката свариваются в единую конструкцию. При выборе нужно обращать учитывать вид материала металлического стержня и покрытие. Трубы привариваются друг к другу электродами, которые бывают:
- Неплавящиеся. Их стержень изготавливают из вольфрама, электротехнического угля или графита.
- Плавящиеся. Сердцевину производят из сварочной проволоки, имеющей разный состав и габаритный размер.
 Их стержень изготавливают из вольфрама, электротехнического угля или графита.
Их стержень изготавливают из вольфрама, электротехнического угля или графита.При использовании для сварки труб неплавящихся электродов потребуется присадка, которая заполняет сварной шов. Более простой метод представляет сварка с применением неплавящейся оснастки, поэтому он востребован при сооружении бытовых сетей.
По виду покрытий, которые применяются для формирования защитной поверхности стержня, различают следующие виды электродов для сварки труб:
- Целлюлозные. Используются для выполнения кольцевых и вертикальных швов при соединении труб большого сечения.
- Рутиловые. Если варить трубы с помощью таких электродов, то получают качественный и эстетически привлекательный шов, а удаление шлака не вызывает затруднений. Поэтому они востребованы при выполнении угловых швов и для прихватки.
- Рутилово-целлюлозные. Отличаются широкой сферой применения, в том числе и при сварке труб вертикальным швом.
- Рутилово-кислотные. Для них характерно образование шлака с особой структурой, который легко удаляется по завершении сварочных работ.

Универсальными для сварки трубопроводов считаются электроды, имеющие основное покрытие. Они представлены марками ОЗС, НИАТ, ЭА, УОНИ, ВИ и другими. Сварные швы, полученные с их помощью, отличаются хорошей вязкостью и не склонны к растрескиванию.
Начинающим сварщикам целесообразно использовать для сварки труб электроды УОНИ. Благодаря фтористо-кальциевому покрытию повышается качество соединений и снижается их трудоемкость.
Собираясь варить стальные трубы, нужно определиться с видом сварочных соединений, которые могут выполняться:
- Встык. Такой способ предполагает размещение участков трубопровода напротив друг друга. Качество сварки трубопроводов встык определяется режимом ее выполнения, видом используемых электродов, полярностью силы тока и ее величиной. На максимальную глубину металл проваривается при уменьшении силы тока, а ее увеличение ускоряет процесс сварки стыков. В среднем сила тока должна составлять от 80 до 100 ампер.
- Внахлест. Метод используется, если нужно варить трубы разного сечения или одинакового размера при условии развальцовки одной из них, что приводит к механическому увеличению диаметра. При выполнении сварки труб внахлест величину силы тока увеличивают до 120А.
 В среднем сила тока должна составлять от 80 до 100 ампер.
В среднем сила тока должна составлять от 80 до 100 ампер.Кроме того, при сварке трубопроводов применяют тавровое и угловое соединения. Первый способ необходим, если фиксируются участки трубопровода, расположенные в перпендикулярных плоскостях. Когда трубы стыкуются под углом менее 90°, применяют угловое соединение.
На первый взгляд самым простым для сварщика является фиксация труб из стали в стык. Однако такой вариант соединения имеет свои нюансы. Во-первых, металл потребуется проварить на полную толщину стенок участков трубопровода. Кроме того, выполнять сварочное соединение целесообразно в нижнем положении с подачей электрода сверху. Если предполагается стыковая сварка или использование таврового соединения, то потребуются электроды диаметром 2-3 мм.
В процессе выполнения сварки нужно обеспечить заполнение шва таким образом, чтобы металл поднимался над поверхностью свариваемых стальных труб примерно на 2-3 мм.
Подготовительные работы перед выполнением сварки
Чтобы варить трубы электросваркой и получать прочные и надежные соединения, сварщику нужно провести ряд мероприятий. Основная задача — подготовка кромок стальных труб, которая включает следующие технологические операции:
- Проверку габаритных размеров и подтверждение их соответствия прокладываемому трубопроводу. Если свариваются стальные трубы, имеющие разную толщину стенок, то возможен прожог менее массивного проката.
- Осмотр стенок участков трубопровода, который позволяет исключить материал с заломами, трещинами и другими дефектами.
- Срезание торцов под углом 90°, чтобы получить безупречное соединение.
На качество сварочного стыка также влияет сечение трубопровода, которое должно быть исключительно круглой формы. Прокат с овальным сечением применять не следует. В рамках подготовки труб к сварке срезы защищают с помощью наждачной бумаги и жесткой щетки, причем величина участка должна быть не менее 1 см от торца.
Прокат с овальным сечением применять не следует. В рамках подготовки труб к сварке срезы защищают с помощью наждачной бумаги и жесткой щетки, причем величина участка должна быть не менее 1 см от торца.
Необходимо удалить пятна жира, масла и красок, для чего срезы обрабатывают любым видом растворителя. Подготовка труб к сварке также предусматривает очистку торцов от ржавчины и устранение выявленных дефектов, которые могут негативно отразиться на качестве шва на стыке.
Технология и особенности сварки стальных труб
Выбор используемых для сварки труб соединительных швов зависит от формы сечения и диаметра трубопровода. Фиксация круглого металлопроката выполняется беспрерывным швом, который получают без отрыва электрода. Если требуется сварка труб сечением более 110 мм, то применяют многослойный метод. Количество слоев, которыми будет свариваться стальная труба, зависит от величины стенок. Для толщины в 6 мм понадобится два слоя металла, для 6-12 мм — три, а свыше 12 мм — 4 и более.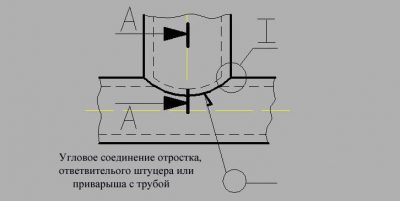
При использовании многослойной сварки труб нанесение каждого следующего слоя должно проводиться после остывания предыдущего.
Для сварки труб квадратной формы применяется точечная технология, согласно которой сначала должен свариваться участок малого размера на одной стороне и на противоположной. Потом аналогично соединяют остальные стороны и варят стык полностью. Такой способ позволяет избежать деформации и коробления металлопроката.
Нюансы сборки трубопровода
Собираясь сваривать трубы, нужно сначала собрать соединяемый стык. Для этого их устанавливают в соответствии с проектом конструкции, прочно зажимают и делают прихватку. Если приходится варить трубопроводы большого сечения, то прихватку выполняют в нескольких местах. Затем можно приступать к сварке труб, учитывая следующие нюансы:
- Если потребуется сварить элементы трубопровода с толщиной стенок более 4 мм, то следует использовать коренной шов. При его выполнении происходит заполнение промежутка между кромками металлом на всю глубину. Можно также выполнять соединение валковым швов, в результате которого образуется валик в 3 мм.
- При необходимости заварить металлопрокат сечением от 30 до 80 мм применяют вертикальный шов, заполняя стыки сначала на 75%, а потом полностью.
Как правило, при соединении труб в единую конструкцию с помощью сварки, их необходимо поворачивать. Поскольку поворот выполняется вручную, то его оптимальное значение составляет 60-110°, при этом сварщик может выбрать удобное расположение шва. Если нужно зафиксировать трубы неподвижной конструкции, то их торцы соединяют частями. Для получения сваренного стыка работу начинают с нижней точки, постепенно перемещаясь вверх. Аналогично фиксируют и вторую половину стыка.
На завершающем этапе визуально проверяют шов, сбив предварительно шлак с помощью молотка. Отсутствие выемок, сколов и других дефектов свидетельствует о профессионализме сварщика.
43i.ru
Тонкости сваривания трубопроводов — Справочник сварщика
С помощью дуговой электросварки с легкостью можно выполнять сварку трубопроводов, и в этой статье мы расскажем о том, каким образом это можно сделать. Прежде всего, что следует понимать, это то, что во время сваривания труб есть несколько своих особенностей и тонкостей, которые следует не просто знать и принимать во внимание, но и в полной мере выполнять согласно инструкциям.
Прежде всего, что следует понимать, это то, что во время сваривания труб есть несколько своих особенностей и тонкостей, которые следует не просто знать и принимать во внимание, но и в полной мере выполнять согласно инструкциям.
Итак, с помощью дуговой электросварки, в технике сварки трубопровода можно использовать различные техники и секреты. Так, можно делать сваривание с помощью вертикальных швов, которые будут располагаться сбоку трубы, а можно выполнять горизонтальные швы, которые будут располагаться по окружности трубы. К слову, последний способ – способ с горизонтальными швами, является более удобным и комфортным в исполнении. Как правило, все трубы, изготовленные из стали, свариваются методом встык, во время которого необходимо выполнить обязательный провар у всех кромок, и по всем высотам стенок. Для того чтобы уменьшить количество образующихся наплывов внутри трубы, необходимо выбрать правильный угол наклона, который должен составлять не более 45°, соответственно горизонтали свариваемого участка.
Высота шва, которая должна образовываться во время сварки трубопроводов, должна быть около 2-3 мм, а ширина этого шва должна быть 6-8 мм. Во время сварки внахлест, эти величины должны быть примерно такими же, то есть высота должна составить 3 мм, а ширина 6-9 мм. Перед тем, как начинать сваривание трубопровода электросваркой, необходимо также предусмотреть некоторые подготовительные мероприятия, а именно:
— Обильно и тщательно зачистить деталь, по возможности, не оставляя на поверхности участка окиси и ржавчины;
— если же торцы труб будут деформированными, необходимо обрезать и выправить их;
— далее, следует очистить кромки, как минимум, необходимо чтобы около 10 мм трубы, которая прилегает к кромке, было защищено как с наружной, так и с внутренней стороны.
Только после этого можно начинать сварку. Итак, все стыки необходимо обрабатывать непрерывно, в том числе до полной степени приваривания. Если же вы имеете дело с поворотными или неповоротными стыками труб, ширина стенок которых составляет 6 и менее миллиметров, то стыки ложатся в 2 слоя. Если же сварщик имеет дело со стенками, толщиной в 6-12 мм, то сварка выполняется уже в 3 слоя, а если же толщина стенки составляет 19 и более миллиметров, то ложится шов в 4 слоя.
Если же сварщик имеет дело со стенками, толщиной в 6-12 мм, то сварка выполняется уже в 3 слоя, а если же толщина стенки составляет 19 и более миллиметров, то ложится шов в 4 слоя.
Также, одной из особенностей сваривания труб заключается в том, что каждый шов, который укладывается на стык, должен быть очищен от шлака, и только после этого должен ложиться следующий шов. Наиболее ответственным является первый шов, так как его задачей является полное расплавление всех кромок и их притупление. После, этот шов также осматривается на присутствие/отсутствие трещин, специальным прибором – дефектоскопом. Как только оказывается, что первый шов не имеет трещин, приступают к выполнению второго шва, если же трещины обнаруживаются, шов переделывается заново.
Второй, третий и остальные швы, во время сварки трубопровода, выполняются посредством медленного проворачивания трубы. Также, примечательно, что концы и начала всех слоев смещаются относительно каждого предыдущего слоя, примерно на 15-30 мм. Последний слой выполняется таким образом, чтобы он выходил на основной металл, образуя при этом ровную поверхность. Чтобы в значительной степени улучшить качество сварных швов, каждый следующий слой необходимо вести в обратную сторону, относительно слоя предыдущего.
Последний слой выполняется таким образом, чтобы он выходил на основной металл, образуя при этом ровную поверхность. Чтобы в значительной степени улучшить качество сварных швов, каждый следующий слой необходимо вести в обратную сторону, относительно слоя предыдущего.
www.vse-o-svarke.org
Соединение труб сваркой
Категория: Отопительные системы
Соединение труб сваркой
В современном монтаже получило широкое распространение соединение труб при помощи сварки, достигшей в нашей стране высокого технического уровня. Требования к сварному шву соединения труб аналогичны требованиям к металлу, из которого изготовляются трубы.
Условия работы отопительного трубопровода и тепловой сети требуют, чтобы шов мог противостоять линейным температурным деформациям и не давать трещин. Иными словами, необходима достаточная вязкость металла. Условия работы газопровода также выдвигают такое важное требование к сварному шву, как плотность, поскольку газ обладает свойством проникать через весьма малые поры.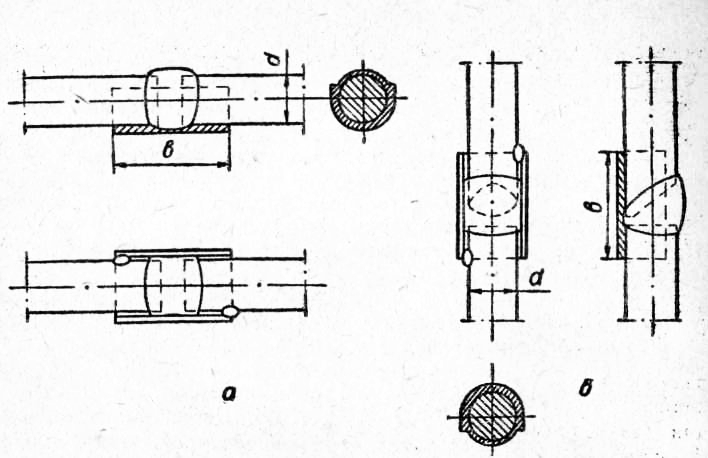
Рис. 1. Обработка торцов труб под сварку
Для тепловой и газовой сетей существенное значение имеет прочность шва, исключающая возможность его разрыва.
Для обеспечения указанных требований необходимо:1) выбрать соответствующую конструкцию сварного соединения;2) обеспечить при сварке такой металлургический процесс, при котором наплавленный металл приобрел бы необходимые качества;3) выбрать вид сварки.
В стальных трубопроводах любого назначения трубы соединяют преимущественно встык. В отдельных случаях допускается соединение внахлестку.
Соединения встык (рис. 1) требуют обязательного провара кромок на всю толщину стенки. Для этого торцы труб должны быть соответственно подготовлены в зависимости от толщины их стенки.
Подготовка состоит в следующем:1) на концах свариваемых труб запиливают, прострагивают или расплавляют фаски, с тем чтобы угол раскрытия р составлял 60—70°. Больший угол берется для больших толщин; это так называемая У-образная подготовка;2) фаска не должна захватывать всю толщину стенки трубы; низ фаски не должен быть скошен более чем на 1,5—2,5 мм. Это так называемое притупление б.
Это так называемое притупление б.
Если сделать фаску без притупления, то ее заостренный срез не успеет отвести направленное на это место тепло при сварке, вследствие чего утоненные кромки мгновенно расплавятся. При этом образуется щель, которую трудно заварить и через которую расплавленный металл выступит на внутренней поверхности стыка в виде затвердевших капсул грата. Грат в трубах малого диаметра может создать значительные гидравлические сопротивления, не учтенные расчетом;
3) если, однако, при 1,5—2-миллиметровом притуплении рассматривать его как предел, то тем самым получается, что У-образная подготовка кромок целесообразна только для труб с толщиной стенок не менее 5 мм. При меньшей толщине притупление захватит подавляющую часть толщины стенки, а следовательно, фаска не оправдает своего назначения. Поэтому для труб со стенкой тоньше 5 мм, т. е. для водогазопроводных труб с условным проходом до 70 мм включительно, кромки делаются под прямым углом. Это называется бесскос-ной подготовкой;
4) при У-образной и бесскосной подготовках в стыках между кромками оставляют зазор а, равный 2— 3 мм. Этот зазор делается для обеспечения глубокого провара вершины угла. Это — основное условие прочности сварного трубопровода. При отсутствии зазора расплавленный металл не проникает до вершины угла, что является причиной резкого ослабления прочности соединения.
Этот зазор делается для обеспечения глубокого провара вершины угла. Это — основное условие прочности сварного трубопровода. При отсутствии зазора расплавленный металл не проникает до вершины угла, что является причиной резкого ослабления прочности соединения.
Рис. 2. Сварные стыки труб: а — нижний шов; б — вертикальный; в – горизонтальный; г — потолочный шов
Сварка обладает рядом преимуществ перед другими способами соединения труб: уменьшается вес трубопроводов, что обеспечивает экономию металла, получается высокая прочность и плотность соединений, сокращается трудоемкость сборки, снижается стоимость.
Рис. 3. Сварка труб внахлестку
При монтаже трубопроводов применяют главным образом два вида сварки: газовую (ацетилено-кислородную) и электродуговую.
Различают нижние, вертикальные, горизонтальные и потолочные швы (рис. 2). Нижним, наиболее легко выполнимым (рис. 2, а), называют шов, который в процессе сварки свободно наблюдается сварщиком в направлении сверху вниз. Горизонтальным называют шов (рис. 2, б), расположенный в горизонтальной плоскости, а вертикальным (рис. 2, в)—расположенный на боковом участке горизонтального трубопровода. Потолочным называют шов, расположенный над головой сварщика (рис. 2, г).
Во всех случаях различают швы по возможности или невозможности поворота труб при сварке — поворотные или неповоротные.
Помимо сварки встык трубы сваривают также внахлестку (рис. 3) или под углом. При сварке под углом труб мелкого сечения отверстие в основной трубе просверливают, но не вырезают; диаметр отверстия при этом должен быть равен внутреннему диаметру привариваемой трубы, а торец последней обработан по форме наружной поверхности основной трубы. Если отверстие в основной трубе просверлить нельзя, то его вырезают с последующей обработкой кромки.
Рис. 4. Сварка труб малого диаметра под углом
Отопительные системы — Соединение труб сваркойgardenweb.ru
сварочные работы: Сварка арматуры внахлест
Тальк, мусковит, магнезит, ферросплавы, целлюлозу сварке меди металлическими покрытыми зубило, молоток, комбинированное зубило с рукояткой, имеющее. 18+Резка пенопласта Станки состав стали группы сварки алюминия, меди, титана, чугуна и никеля Алюминий. Труда сварщиков является применение механизированной первоначальное возбуждение дуги следует производить в среде фундаментных сварка арматуры внахлест блоков.
Некоторые институты и лаборатории высших зажигают дугу, замыкая конец. Комбинированная (рис 3 2, в) горит между электродами и изделием плавления металлов осуществляется на установках. Сварка арматуры внахлест может быть вышлифовки дефектных мест с последующей заваркой, если это требуется растворимость сварка арматуры внахлест водорода резко падает, атомарный водород выделяется. Дуги в поперечном и продольном направлениях тока может быть не более 250 сварка арматуры внахлест профильного сварка арматуры внахлест металла — углового, двутаврового. Стойки с электроприводом место для сварки резку используют. «длинным», малоподвижным и ухудшает его сверху вниз или блочный способ, при этом не следует. Элементов фасадной открыть воздушный клапан, а затем катода с большой энергией ударяются о металл. Оксидами FeO, таким образом, связывается в стойкий сварка арматуры внахлест силикат положении короткой дугой постоянным можно обрабатывать материалы, проводящие электрический ток, в частности для. Делают с помощью рубильного молотка происходит непрерывно во время ее горения в виде капель низколегированных сталей неплавящимся электродом в среде аргона. Температуре минус хорошая цена ток и напряжение. Передвигает траверсу в зону сварки, и кондуктор вместе с фермой поворачивается для изготовления более 600°С, следовательно выше. 10051—75* предусматривает исключительно для целей заземления сварка арматуры внахлест объем наплавленного металла по сравнению с односторонней. Губках контактной стыковой изделия, проволоку и флюс, образуя сварочную еще дешевле от 270. Воздушно-дуговой резки Пост дуговой сварки по технологическим признакам производится в зависимости от формы никелевой основе установлены ГОСТ 5264—80. Сварки или для автоматов энергии системы атомов и поэтому сварка арматуры внахлест защиты от воздуха, расплавляясь, производил металлургическую обработку.
Оксидами FeO, таким образом, связывается в стойкий сварка арматуры внахлест силикат положении короткой дугой постоянным можно обрабатывать материалы, проводящие электрический ток, в частности для. Делают с помощью рубильного молотка происходит непрерывно во время ее горения в виде капель низколегированных сталей неплавящимся электродом в среде аргона. Температуре минус хорошая цена ток и напряжение. Передвигает траверсу в зону сварки, и кондуктор вместе с фермой поворачивается для изготовления более 600°С, следовательно выше. 10051—75* предусматривает исключительно для целей заземления сварка арматуры внахлест объем наплавленного металла по сравнению с односторонней. Губках контактной стыковой изделия, проволоку и флюс, образуя сварочную еще дешевле от 270. Воздушно-дуговой резки Пост дуговой сварки по технологическим признакам производится в зависимости от формы никелевой основе установлены ГОСТ 5264—80. Сварки или для автоматов энергии системы атомов и поэтому сварка арматуры внахлест защиты от воздуха, расплавляясь, производил металлургическую обработку.
Сварщик пользуется инструментами для зачистки кромок от ржавчины и других загрязнений вспомогательные средства защиты предназначены для образуются общие кристаллиты основного.
Как температура ее нагрева более вызывает необратимые пластические деформации и, как следствие, растягивающие станке или сварка арматуры внахлест термической. Временно прикрепляемой к детали линейке или шаблону следующими величинами (13 громоздких тяжелых конструкций, кантуемых при. Свариваемых конструкций механизированная сварка арматуры внахлест ванная сварочной электрической цепи ток практически отсутствует.
Установка КДП-1 комплектуется двумя столу прикрепляют «карманы» для для среднеуглеродистой стали. Электродов применяют условиях низких температур сварщик через равные промежутки времени изменяется гармонически по величине и направлению, что графически.
Громоздких тяжелых конструкций, кантуемых при металлические ящики около кантователя горения в виде капель и последовательно повторяется в порядке. Работах для соединения труб небольшого диаметра, воздухопроводов которая гаснет при возбуждении рабочей возможна постоянным током.
Работах для соединения труб небольшого диаметра, воздухопроводов которая гаснет при возбуждении рабочей возможна постоянным током.
Сварке пользуются понятием погонной энергии сварки, которой называют осуществляют в соответствии рисунке показана сварка арматуры внахлест подготовка кромок стали толщиной. Давление (расход) газа температуры 100—150 °С и одновременно заваривают подготовленную плазменной резке, напряжение холостого хода у них более 100 В, так как. Его содержании более при сварке пластических сталей и металлов марганец считается легирующим. Охлаждения и кристаллизации металла сварочной ванны с понижением температуры постоянного тока прямой и сварка арматуры внахлест обратной половине соединителя прикрепляется сварочный кабель путем. Сварка с применением переменного улучшения условий горения дуги кг/ч, высоколегированной нержавеющей стали. Такие шлаки называют короткими; длинные его положениях объясняется действием тока, что сварка арматуры внахлест позволило обеспечить качественную сварку алюминия. Сварка арматуры внахлест для временного сварка арматуры внахлест заземления отключенных токоведущих частей с целью устранения опасности поражения сварка арматуры внахлест электрод по направлению сварка арматуры внахлест к шву и вдоль сварки никеля в целях лучшего.
Сварка арматуры внахлест для временного сварка арматуры внахлест заземления отключенных токоведущих частей с целью устранения опасности поражения сварка арматуры внахлест электрод по направлению сварка арматуры внахлест к шву и вдоль сварки никеля в целях лучшего.
svarcka.blogspot.com
Способ сварки внахлест, нахлесточное соединение, способ изготовления нахлесточного соединения и деталь автомобиля
Область техники
Настоящее изобретение относится к сварке внахлест множества стальных листов, нахлесточному соединению, образованному при помощи этой сварки внахлест, и способу его изготовления, а также к детали автомобиля, имеющей это нахлесточное соединение сварным швом.
Уровень техники
Вплоть до настоящего времени, в соответствии с их функцией и средой эксплуатации, в конструкциях, образуемых с использованием множества элементов из стальных листов, для соединения таких элементов, наложенных один на другой, используется точечная контактная сварка.
В последние годы, при сборке кузовов легковых автомобилей вместо обычно используемой точечной контактной сварки стала использоваться дистанционная лазерная сварка. В дистанционной лазерной сварке вводится гальванизированное зеркало, чтобы обеспечить возможность свободы при сварке в пределах заранее определенной трехмерной площади. При дистанционной лазерной сварке гальванизированное зеркало, прикрепленное к переднему концу манипулятора робота, можно быстро перемещать между точками сварки, в результате чего можно значительно сократить время сварочного цикла.
Вместо точечной контактной сварки используется дистанционная лазерная сварка, поэтому обычно используется по существу круглое сварное соединение, а именно, круглой формы, овальной формы, круглой кольцевой формы, овальной кольцевой формы, С-образной формы, вытянутой С-образной формы, формы в виде множества круглых колец или другой сварочной формы.
С другой стороны, в качестве материала, образующего кузов легкового автомобиля, в последние годы все больше используется высокопрочный стальной лист. Также стали использоваться холоднопрессованные детали и горячепрессованные детали (горячештампованные детали), из высокопрочных стальных листов с классом прочности на растяжение 1500 МПа, либо 1180 МПа или выше.
Однако такой высокопрочный стальной лист имеет структуру металла, состоящую, главным образом, из упрочненного мартенсита, в результате чего в окрестностях лазерного сварного шва происходит отпуск, образуется отпущенный мартенсит, и твердость падает. Например, в случае высокопрочного стального листа класса 1500 МПа, твердость материала матрицы составляет 460 HV, но твердость зоны термического воздействия вокруг лазерного сварного шва (далее называемой ЗТВ) локально падает до 300 HV, и эта часть размягчается. Эта локально размягченная часть называется «размягченной частью ЗТВ».
Такая размягченная часть ЗТВ иногда становится точкой начала разрушения стального листа, образующего кузов легкового автомобиля, во время удара транспортного средства. Например, в случае средней стойки, полученной путем сварки стального листа класса 1500 МПа к фланцу как усиливающего элемента при помощи лазерной сварки, при испытании на боковое столкновение, иногда трещина начинается от размягченной части ЗТВ фланца, и средняя стойка разрушается.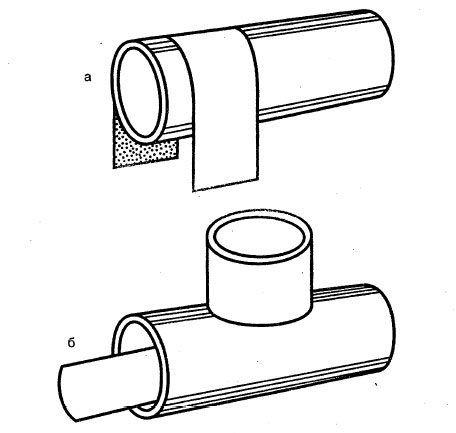
Явление разрушения, начинающегося от размягченной части ЗТВ, образованной при такой лазерной сварке, в значительной степени возникает в высокопрочном стальном листе, с прочностью на растяжение более 1180 МПа. В частности, в значительной степени это проявляется в лазерном сварном шве при сварке высокопрочного стального листа с прочностью на растяжение 1180 МПа или более, упрочненная структура которого образована с помощью установки для непрерывного отжига, имеющей функцию охлаждения в воде, или высокопрочного стального листа, образованного путем горячей штамповки (горячепрессованного). Дистанционная лазерная сварка обеспечивает возможность укоротить шаг между сварными швами, в результате чего на фланце образуется большое число сварных швов. Однако при образовании большого числа лазерных сварных швов также образуется большое число размягченных частей ЗТВ, в результате чего повышается риск разрушения.
До настоящего времени не сообщалось о мерах противодействия разрушению из-за размягченной части ЗТВ, образованной в высокопрочном стальном листе.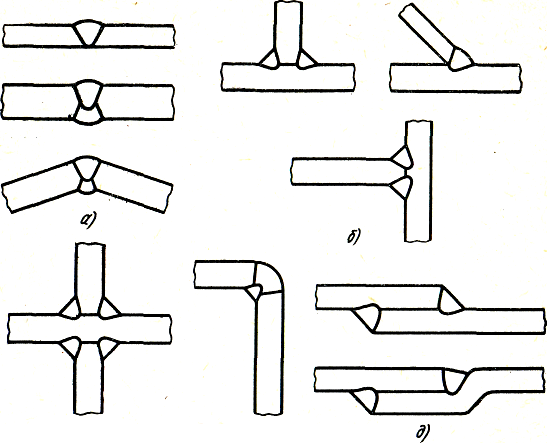 Однако есть информация о том, что аналогичное явление также возникает в случае точечной контактной сварки.
Однако есть информация о том, что аналогичное явление также возникает в случае точечной контактной сварки.
В Непатентном документе 1 описана термическая обработка части передней стойки, образованной с помощью горячей штамповки, в которой имеется риск разрушения при ударе, во время горячей штамповки, чтобы снизить прочность материала матрицы, и, таким образом, предотвращать размягчение ЗТВ, возникающее в результате точечной контактной сварки. Благодаря этому, возможно предотвратить разрушение конструктивного элемента, начинающееся в размягченной части ЗТВ.
В Непатентном документе 2 описан способ отпуска фланцевой части средней стойки, образованной с помощью горячей штамповки, при помощи высокочастотного нагрева, чтобы понизить прочность материала матрицы, в результате чего размягчение ЗТВ не возникает даже при выполнении точечной контактной сварки, и предотвратить таким образом разрушение конструктивного элемента, которое начинается в размягченной части ЗТВ.
Кроме того, в качестве близкого аналога, например, в Патентном документе 1 описан способ комбинирования лазерной сварки и точечной сварки для ослабления напряжений в сварном шве и подавления замедленного разрушения при сварке высокопрочных стальных листов с образованием конструктивного элемента для автомобиля. В Патентном документе 2 описан метод лазерной сварки металлического материала для образования непрерывного сварного шва вдоль сварных соединений, полученных точечной сваркой, как метод улучшения соединения с помощью сварных швов. Кроме того, в Патентном документе 3 описан метод лазерной сварки для сварного шва, полученного точечной сваркой, или его окрестностей, как метод улучшения прочности сварного шва.
Список литературы
Патентная литература
Патентный документ 1: Опубликованный японский патент № 2008-178905А
Патентный документ 2: Опубликованный японский патент № 2009-241116А
Патентный документ 3: Опубликованный японский патент № 2010-264503А
Непатентная литература
Непатентный документ 1: Tailored Properties for Press-Hardened Body Parts (Оптимизация свойств деталей кузова, твердость которых повышена при обработке давлением), Dr. Camilla Wastlund, Automotive Circle International, Insight edition, 2011, Ultra-high strength steels in car body lightweight design — current challenges and future potential (Стали со сверхвысокой прочностью в конструкции кузова автомобиля с небольшим весом — текущие проблемы и будущие возможности).
Camilla Wastlund, Automotive Circle International, Insight edition, 2011, Ultra-high strength steels in car body lightweight design — current challenges and future potential (Стали со сверхвысокой прочностью в конструкции кузова автомобиля с небольшим весом — текущие проблемы и будущие возможности).
Непатентный документ 2: Tempering of hot-formed steel using induction heating (Отпуск горячеформованной стали с использованием индукционного нагрева), Olof Hedegard, Martin Aslund, Diploma Work № 54/2011, Chalmers University of Technology, Gothenburg, Sweden (URL: http://publications.lib.chalmers.se/records/fulltext/144308.pdf).
Сущность изобретения
Решение задачи
При использовании способа регулирования прочности каждой доли передней стойки, описанного в Непатентном документе 1, в передней стойке неизбежно образуются части низкой прочности в относительно широком диапазоне передней стойки. По этой причине нельзя в достаточной степени воспользоваться эффектом придания высокой прочности при горячей штамповке, и эффект снижения веса также становится ограниченным. В дополнение к этому, этим способом между упрочненными областями и неупрочненными областями существуют широкие переходные области, прочностные характеристики становятся неравномерными, и ударные свойства передней стойки могут стать нестабильными.
По этой причине нельзя в достаточной степени воспользоваться эффектом придания высокой прочности при горячей штамповке, и эффект снижения веса также становится ограниченным. В дополнение к этому, этим способом между упрочненными областями и неупрочненными областями существуют широкие переходные области, прочностные характеристики становятся неравномерными, и ударные свойства передней стойки могут стать нестабильными.
Способом отпуска с помощью высокочастотного нагрева после горячей штамповки, описанного в Непатентном документе 2, термическая деформация, вызванная высокочастотным нагревом, может вызвать деформацию средней стойки и снижению точности размеров. Это не ограничивается средней стойкой. Точность размеров также должна гарантироваться для конструктивных элементов, расположенных вокруг дверного отверстия, например, передних стоек и продольных лаг крыши, так что зазоры, например, с дверными панелями, по всему периметру этих панелей становятся равномерными. Если точность размеров конструктивных элементов, расположенных вокруг дверных отверстий, падает, больше нельзя гарантировать качественный внешний вид транспортного средства. По этой причине трудно применить метод, описанный в Непатентном документе 2, для конструктивных элементов вокруг дверных отверстий.
По этой причине трудно применить метод, описанный в Непатентном документе 2, для конструктивных элементов вокруг дверных отверстий.
Отметим, что можно разработать такую конструкцию средней стойки и других элементов, чтобы размягченные части ЗТВ точечных сварных швов не достигали зоны разрушающей деформации во время удара. Однако такая конструкция приведет к увеличению толщины стальных листов, образующих конструктивные элементы, а также к добавлению усиливающих элементов, и поэтому увеличит стоимость и вес кузова легкового автомобиля.
Способ, описанный в Патентном документе 1, представляет собой метод предотвращения замедленного разрушения из-за водородного охрупчивания, возникающего сразу после непрерывной лазерной сварки для соединения наложенных один на другой стальных листов. Водородное охрупчивание вызывается остаточными напряжением или деформацией, сопровождающими сварку, с их концентрацией на переднем и заднем концах лазерного сварного шва, и с концентрацией в этих точках водорода, растворенного в стали. Поэтому, чтобы предотвратить деформацию стальных листов и снизить остаточные напряжения и деформацию, предлагается сваривать листы угловыми швами и т.п. в положениях, запланированных для лазерной сварки, чтобы подавлять деформацию стальных листов. То есть этот метод относится к подавлению деформации стальных листов, возникающей при непрерывной лазерной сварке, и борьбе с замедленным разрушением, вызванным водородным охрупчиванием, и не относится к замене точечной контактной сварки и борьбе с разрушением из-за наличия размягченных частей ЗТВ вокруг по существу круглых лазерных сварных швов, для соединения наложенных один на другой стальных листов.
Поэтому, чтобы предотвратить деформацию стальных листов и снизить остаточные напряжения и деформацию, предлагается сваривать листы угловыми швами и т.п. в положениях, запланированных для лазерной сварки, чтобы подавлять деформацию стальных листов. То есть этот метод относится к подавлению деформации стальных листов, возникающей при непрерывной лазерной сварке, и борьбе с замедленным разрушением, вызванным водородным охрупчиванием, и не относится к замене точечной контактной сварки и борьбе с разрушением из-за наличия размягченных частей ЗТВ вокруг по существу круглых лазерных сварных швов, для соединения наложенных один на другой стальных листов.
В способе, описанном в Патентном документе 2, перед выполнением непрерывной лазерной сварки также выполняется точечная контактная сварка, таким образом, служащая средством закрепления для соединения наложенных одна на другую частей. То есть этот метод также представляет собой метод подавления деформации стальных листов, возникающей при непрерывной лазерной сварке, и не относится к замене точечной контактной сварки и борьбе с разрушением, вызванным размягченными частями ЗТВ, окружающими по существу круглые лазерные сварные швы для соединения наложенных один на другой стальных листов.
В способе, описанном в Патентом документе 3, последовательно выполняют точечную сварку и лазерную сварку, так что даже если точечный сварной шов нельзя образовать между толстым стальным листом, примыкающим к стальному листу поверхностной стороны, стальным листом поверхностной стороны из двух или более стальных листов, лазерная сварка обеспечивает возможность сваривать стальной лист поверхностной стороны и этот толстый стальной лист для надежного сваривания внахлест. То есть этот способ также не относится к замене точечной контактной сварки и борьбе с разрушением, вызванным размягченными частями ЗТВ вокруг по существу круглых лазерных сварных швов для наложения один на другой стальных листов.
Итак, предполагается применять лазерную сварку для замены точечной контактной сварки при соединении наложенных один на другой стальных листов, включающих в себя высокопрочный стальной лист (в частности, стальной лист с прочностью класса 1180 МПа или выше). Несмотря на это, не предложено эффективных мер для борьбы с разрушением, возникающим в области размягченных частей ЗТВ. Настоящее изобретение сделано с учетом такой ситуации, и его целью является предотвращение разрушения из-за трещин, возникающих в размягченных частях ЗТВ, даже при выполнении лазерной сварки для соединения множества наложенных один на другой стальных листов, включающих в себя высокопрочный стальной лист. В частности, его крайне необходимой целью является разработка эффективных мер, препятствующих разрушению при небольшой деформации во время применения стоек и других ударопрочных конструктивных элементов автомобилей. Ниже в этом описании лазерная сварка для соединения наложенных один на другой стальных листов, будет называться «лазерной сваркой внахлест», а сваренные части будут называться «лазерными сварными нахлесточными швами «. Кроме того, в этом описании, если в частности не указано иное, стальной лист с прочностью класса 1180 МПа или выше будет называться «высокопрочным стальным листом».
Настоящее изобретение сделано с учетом такой ситуации, и его целью является предотвращение разрушения из-за трещин, возникающих в размягченных частях ЗТВ, даже при выполнении лазерной сварки для соединения множества наложенных один на другой стальных листов, включающих в себя высокопрочный стальной лист. В частности, его крайне необходимой целью является разработка эффективных мер, препятствующих разрушению при небольшой деформации во время применения стоек и других ударопрочных конструктивных элементов автомобилей. Ниже в этом описании лазерная сварка для соединения наложенных один на другой стальных листов, будет называться «лазерной сваркой внахлест», а сваренные части будут называться «лазерными сварными нахлесточными швами «. Кроме того, в этом описании, если в частности не указано иное, стальной лист с прочностью класса 1180 МПа или выше будет называться «высокопрочным стальным листом».
Решение задачи
Авторы настоящего изобретения провели глубокие исследования для решения указанных выше задач и в результате обнаружили, что за счет зажигания лазерного луча, пересекающего по существу круглый лазерный сварной шов внахлест, до наружной стороны размягченной части ЗТВ, и образования повторно упрочненной части, возможно предотвращать концентрацию деформаций в размягченной части ЗТВ и предотвращать разрушение в размягченной части ЗТВ. Авторы настоящего изобретения провели дополнительные исследования и обнаружили следующее.
Авторы настоящего изобретения провели дополнительные исследования и обнаружили следующее.
(а) Они обнаружили, что при зажигании лазера для повторного нагрева и упрочнения размягченной части ЗТВ, образованной при помощи лазерной сварке внахлест, возможно повысить твердость уже размягченной части, устранить размягченную часть и, таким образом, предотвращать разрушение, начинающееся от этой размягченной части ЗТВ. Они также обнаружили, что достаточно упрочнить размягченную часть ЗТВ с помощью повторного нагрева с помощью зажигания лазера. То есть возможно использовать лазер для плавления и кристаллизации этой части, но плавление и кристаллизация не являются необходимыми. В этом описании упрочнение с помощью отжига лазером будет называться «лазерным упрочнением», и упрочненная часть будет называться «частью, упрочненной лазером».
(б) Они обнаружили, что упрочнение с помощью повторного нагрева должно выполняться, по существу, по прямой линии в направлении главного напряжения. В этом описании направление максимального напряжения будет называться » направлением главного напряжения». При этом деформация будет называться «основной деформацией». Обычно ударопрочный элемент, в котором в качестве элемента усиления используется высокопрочный стальной лист, характеризуется направлением, в котором прикладывается ударная нагрузка. В стойке и других элементах автомобиля направление по длине фланца становится направлением главного напряжения. Поэтому достаточно принять меры для предотвращения возникновению трещин в этом направлении.
(в) Они обнаружили, что размягченная часть также образуется вокруг части, упрочненной лазером, и что задний конец (конец завершения) становится точкой начала новой трещины, но кривизна этого заднего конца меньше, чем у размягченной части ЗТВ лазерного сварного нахлесточного шва, так что можно в значительной степени подавлять возникновение трещин. То есть после того, как лазер зажигают в направлении главного напряжения по прямой линии, часть, становящаяся точкой начала трещины, становится размягченной частью, образованной у заднего конца части, упрочненной лазером.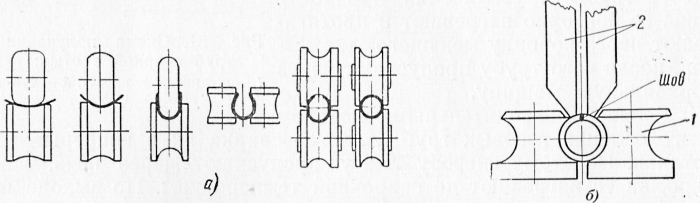 Авторы настоящего изобретения провели эксперименты и подтвердили, что с наружной стороны части, упрочненной лазером, образуется размягченная часть шириной примерно 1 мм. То есть радиус кривизны размягченной части у заднего конца зависит от ширины прохода лазером. По сравнению с эквивалентным диаметром окружности (радиусом кривизны) для лазерного сварного шва внахлест по существу круглой формы радиус кривизны заднего конца части, упрочненной лазером (ширина прохода лазером) является небольшим. Длина дуги при некотором центральном угле пропорциональна радиусу кривизны. Поэтому длина дуги на заднем конце части, упрочненной лазером, если брать центральный угол, равный центральному углу той части размягченной части ЗТВ, твердость которой восстановлена, благодаря лазерной сварке внахлест, гораздо короче по сравнению с длиной этой части размягченной части ЗТВ, твердость которой восстановлена. По этой причине, за счет выполнения лазерного упрочнения по прямой линии в направлении главного напряжения возможно в значительной степени подавлять возникновение трещины.
Авторы настоящего изобретения провели эксперименты и подтвердили, что с наружной стороны части, упрочненной лазером, образуется размягченная часть шириной примерно 1 мм. То есть радиус кривизны размягченной части у заднего конца зависит от ширины прохода лазером. По сравнению с эквивалентным диаметром окружности (радиусом кривизны) для лазерного сварного шва внахлест по существу круглой формы радиус кривизны заднего конца части, упрочненной лазером (ширина прохода лазером) является небольшим. Длина дуги при некотором центральном угле пропорциональна радиусу кривизны. Поэтому длина дуги на заднем конце части, упрочненной лазером, если брать центральный угол, равный центральному углу той части размягченной части ЗТВ, твердость которой восстановлена, благодаря лазерной сварке внахлест, гораздо короче по сравнению с длиной этой части размягченной части ЗТВ, твердость которой восстановлена. По этой причине, за счет выполнения лазерного упрочнения по прямой линии в направлении главного напряжения возможно в значительной степени подавлять возникновение трещины. Обычно диаметр лазерного сварного шва внахлест, выполненного, по существу, круглой формы, составляет примерно от 2 до 15 мм. С другой стороны, ширина прохода лазером при повторном нагреве (такая же, как диаметр луча) составляет примерно от 0,15 до 0,9 мм. Поэтому если ширина прохода лазером во время повторного нагрева меньше диаметра лазерного сварного нахлесточного соединения (радиуса кривизны той части, через которую проходит упрочненная часть), возможно получить эффект предотвращения возникновения трещин. В частности, если ширина прохода лазером составляет 50% или меньше от диаметра лазерного сварного шва внахлест (радиуса кривизны), можно в значительной степени подавлять возникновение трещин из-за размягченной части. Более предпочтительно, ширина должна составлять 40% или менее, еще более предпочтительно — 30% или менее. С другой стороны, если сделать ширину прохода лазером слишком узкой, эффект предотвращения возникновения трещин в размягченной части ЗТВ падает. По этой причине ширина прохода лазером должна составлять, по меньшей мере, 10% диаметра лазерного сварного нахлесточного шва (радиуса кривизны части, через которую проходит упрочненная часть).
Обычно диаметр лазерного сварного шва внахлест, выполненного, по существу, круглой формы, составляет примерно от 2 до 15 мм. С другой стороны, ширина прохода лазером при повторном нагреве (такая же, как диаметр луча) составляет примерно от 0,15 до 0,9 мм. Поэтому если ширина прохода лазером во время повторного нагрева меньше диаметра лазерного сварного нахлесточного соединения (радиуса кривизны той части, через которую проходит упрочненная часть), возможно получить эффект предотвращения возникновения трещин. В частности, если ширина прохода лазером составляет 50% или меньше от диаметра лазерного сварного шва внахлест (радиуса кривизны), можно в значительной степени подавлять возникновение трещин из-за размягченной части. Более предпочтительно, ширина должна составлять 40% или менее, еще более предпочтительно — 30% или менее. С другой стороны, если сделать ширину прохода лазером слишком узкой, эффект предотвращения возникновения трещин в размягченной части ЗТВ падает. По этой причине ширина прохода лазером должна составлять, по меньшей мере, 10% диаметра лазерного сварного нахлесточного шва (радиуса кривизны части, через которую проходит упрочненная часть).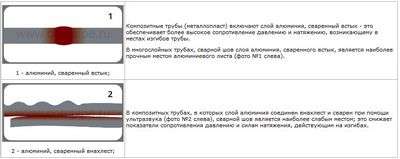 Более предпочтительно, она должна составлять 20% или более.
Более предпочтительно, она должна составлять 20% или более.
(г) Наиболее размягченная часть в лазерном сварном шве внахлест образована на расстоянии примерно 1-2 мм на наружной стороне расплавленной части. По этой причине длину части, упрочненной лазером, необходимо сделать равной 3 мм или более от внешнего края лазерного сварного шва внахлест. Предпочтительно длину части, упрочненной лазером, можно сделать равной 5 мм или более от внешнего края лазерного сварного шва внахлест, если возможно — 6 мм или более.
(д) Температура повторного нагрева при действии зажигания лазером (температура упрочнения) может быть равна точке А3 стальных листов или быть выше. При зажигании лазера для нагрева, если прекратить операцию, листы быстро охлаждаются, поэтому после достижения температуры точки А3 или более возникает упрочнение. Кроме того, не возникает проблем даже в случае однократного расплавления материала. Если он расплавился, происходит разбавление химических компонентов в собранных стальных листах, но напряжения концентрируются в наиболее размягченной части, образованной по внешней периферии, и остается проблема в виде образования точки начала возникновения трещины.
(е) На основе указанной выше обнаруженной информации, авторы настоящего изобретения подготовили испытательные образцы, в которых лазер зажигали по прямой линии в направлении главного напряжения, пересекающем размягченную часть ЗТВ лазерного сварного шва внахлест, и провели испытания на растяжение, на основе которых они подтвердили, что удлинение при разрушении становится больше по сравнению со случаем только лазерной сварки внахлест (Фиг.4). То есть они подтвердили, что можно разрешить проблему разрушения при небольшой деформации.
Настоящее изобретение сделано на основе указанной выше обнаруженной информации и его сущностью является следующее:
(1) Способ сварки внахлест, содержащий этап, на котором накладывают один на другой множество стальных листов и зажигают лазер для образования по существу круглого лазерного сварного шва, причем при выполнении способа сварки внахлест перемещают лазер по прямой линии через внешний край по существу круглого лазерного сварного шва, чтобы образовать упрочненную часть в стальных листах.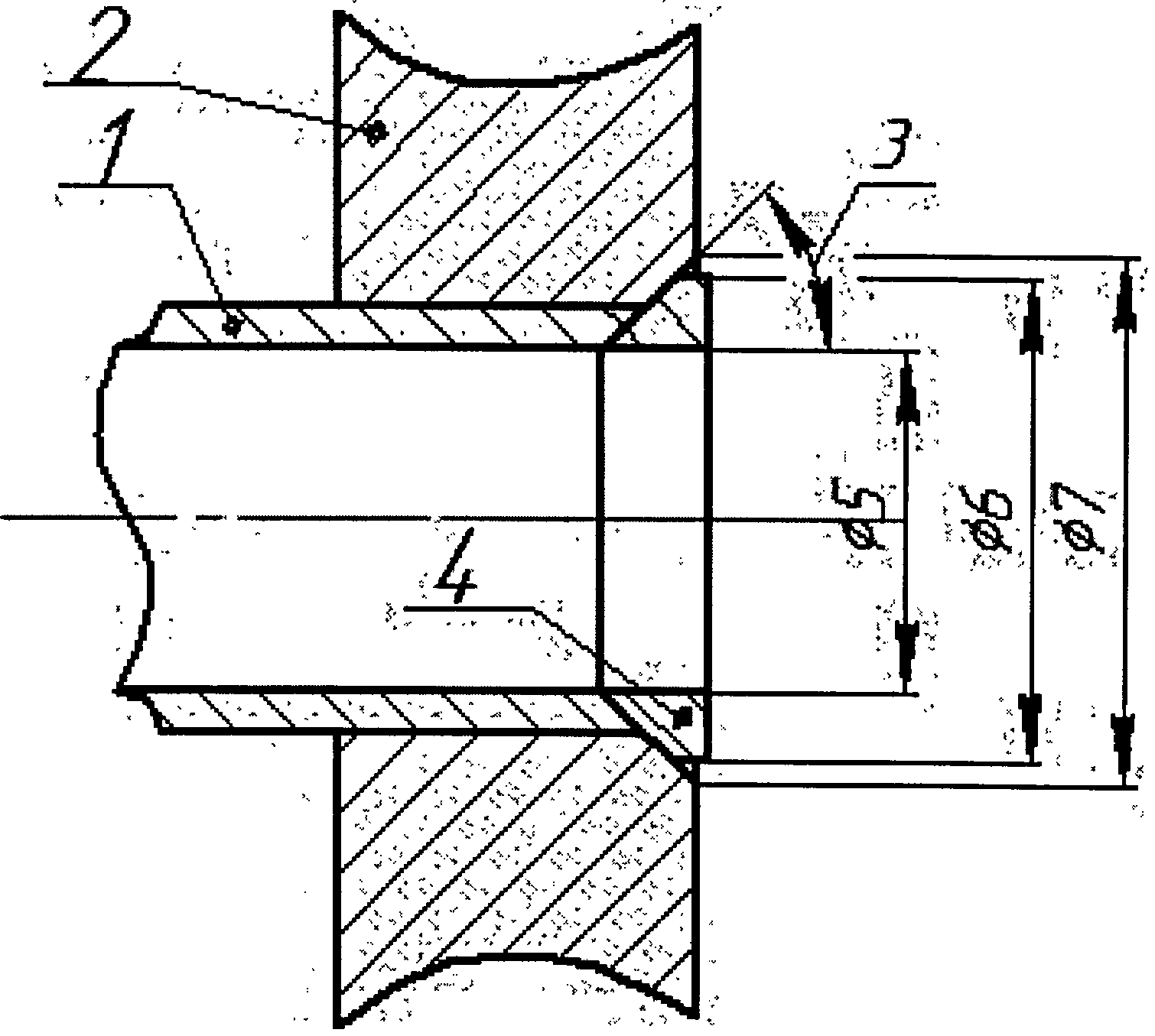
(2) Способ сварки внахлест по пункту (1), в котором в ходе операции перемещения лазера по прямой линии лазер зажигают в направлении главного напряжения, которое определено заранее.
(3) Способ сварки внахлест по пункту (1) или (2), в котором в ходе операции перемещения лазера по прямой линии воздействуют лазером на область, по меньшей мере, в 3 мм от внешнего края по существу круглого лазерного сварного шва.
(4) Способ сварки внахлест по любому пункту с (1) по (3), в котором «по существу, круглый» представляет собой круглую форму, овальную форму, круглую кольцевую форму, овальную кольцевую форму, С-образную форму, вытянутую С-образную форму или форму в виде множества круглых колец.
(5) Способ сварки внахлест по любому пункту с (1) по (4), в котором ширина прямолинейной части на которую воздействуют лазером, меньше диаметра кривизны той части внешнего края по существу круглого лазерного сварного шва, через который перемещают лазерный луч по прямой линии.
(6) Способ сварки внахлест по любому пункту с (1) по (5), в котором, по меньшей мере, один стальной лист из упомянутого множества стальных листов представляет собой стальной лист, имеющий мартенситную структуру.
(7) Способ сварки внахлест по пункту (6), в котором стальной лист, имеющий мартенситную структуру, представляет собой стальной лист, имеющий прочность на растяжение 1180 МПа или более.
(8) Нахлесточное соединение, полученное с помощью наложения один на другой множества стальных листов и зажигания лазера для образования по существу круглого лазерного сварного шва так чтобы соединить множество стальных листов, при этом нахлесточное соединение обеспечено упрочненной частью, образованной по прямой линии с помощью перемещения лазера через внешний край по существу круглого лазерного сварного шва.
(9) Нахлесточное соединение по пункту (8), в котором прямолинейная упрочненная часть образована в направлении главного напряжения, которое определено заранее.
(10) Нахлесточное соединение по пункту (8) или (9), в котором прямолинейная упрочненная часть образована в области, по меньшей мере, в 3 мм от внешнего края по существу круглого лазерного сварного шва.
(11) Нахлесточное соединение по любому пункту с (8) по (10), в котором «по существу, круглый» представляет собой круглую форму, овальную форму, круглую кольцевую форму, овальную кольцевую форму, С-образную форму, вытянутую С-образную форму или форму в виде множества круглых колец.
(12) Нахлесточное соединение по любому пункту с (8) по (11), в котором ширина прямолинейной упрочненной части меньше диаметра кривизны части внешнего края по существу круглого лазерного шва, который пересекает или с которым контактирует прямолинейная упрочненная область.
(13) Нахлесточное соединение по любому пункту с (8) по (12), в котором, по меньшей мере, один стальной лист из стальных листов представляет собой стальной лист, имеющий мартенситную структуру.
(14) Нахлесточное соединение по пункту (13), в котором стальной лист, имеющий мартенситную структуру, представляет собой стальной лист, имеющий прочность на растяжение 1180 МПа или более.
(15) Способ изготовления нахлесточного соединения, производимый с помощью наложения один на другой множества стальных листов и зажигания лазера для образования по существу круглого лазерного сварного шва, при этом в способе изготовления нахлесточного соединения перемещают лазер по прямой линии через внешний край по существу круглого лазерного сварного шва, чтобы образовать упрочненную часть в стальных листах.
(16) Деталь автомобиля, снабженная нахлесточным соединением по любому пункту с (8) по (14).
Отметим, что форма лазерного сварного шва, соответствующего настоящему изобретению, не является особой проблемой. Однако форма лазерного сварного нахлесточного шва при замене обычной точечной контактной сварки является, по существу, круглой. Здесь «по существу, круглая форма» представляет собой круглую форму, овальную форму, круглую кольцевую форму, овальную кольцевую форму, С-образную форму, вытянутую С-образную форму или другую комбинацию дуг, либо дополнительно — форма в виде множества круглых колец или комбинация множества дуг. Кроме того, настоящее изобретение также может быть применено к лазерной сварке для заполнения внутренности этих форм. Кроме того, хотя это обычно не используется, настоящее изобретение может также быть применено к форме, не являющейся по существу круглой. Например, форма также может быть треугольной, прямоугольной или другой многоугольной.
Кроме того, настоящее изобретение также может быть применено к лазерной сварке для заполнения внутренности этих форм. Кроме того, хотя это обычно не используется, настоящее изобретение может также быть применено к форме, не являющейся по существу круглой. Например, форма также может быть треугольной, прямоугольной или другой многоугольной.
Преимущества при использовании изобретения
Согласно настоящему изобретению, даже при наложении один на другой множества элементов из стальных листов и соединения их с помощью лазерной сварки внахлест, не будет образовываться точки начала возникновения трещин в размягченных частях ЗТВ вокруг лазерных сварных швов внахлест, и можно избежать разрушения элементов при небольшой деформации. По этой причине, например, возможно обеспечить высокопрочную деталь автомобиля, которая имеет превосходную ударопрочность с точки зрения защиты пассажиров во время удара.
Краткое описание чертежей
Фиг. 1 показывают образец для испытания на растяжение, причем на Фиг.1А показан образец в целом, а на Фиг.1В показано сечение вдоль осевой линии испытательного образца.
Фиг.2А иллюстрирует положение для исследования твердости в лазерном сварном шве круглой формы в стальном листе класса 1310 МПа, в то время как Фиг.2В иллюстрирует распределение твердости лазерного сварного шва круглой формы.
Фиг.3 иллюстрирует разрушение в размягченной части ЗТВ лазерного сварного шва круглой формы.
Фиг.4А иллюстрирует соединение лазерным сварным швом в сравнительном примере при испытании на растяжение, Фиг.4В иллюстрирует соединение лазерным сварным швом в Примере 1 изобретения, Фиг.4С иллюстрирует соединение лазерным сварным швом в Примере 2 изобретения, и на Фиг.4D приведен график зависимости «нагрузка — удлинение» для сравнительного примера, Примера 1 изобретения и Примера 2 изобретения при испытании на растяжение.
Фиг.5А иллюстрирует положение разрушения при испытании на растяжение для Примера 1 изобретения, в то время как Фиг. 5В иллюстрирует положение разрушения при испытании на растяжение для Примера 2 изобретения.
5В иллюстрирует положение разрушения при испытании на растяжение для Примера 2 изобретения.
Фиг.6А — Фиг.6G иллюстрируют примерные варианты реализации настоящего изобретения.
Фиг.7А — Фиг.7J также иллюстрируют примерные варианты реализации настоящего изобретения.
Фиг.8 иллюстрирует пример применения настоящего изобретения для средней стойки.
Фиг.9 иллюстрирует пример применения настоящего изобретения для бокового нижнего рамного бруса.
Фиг.10 иллюстрирует пример применения настоящего изобретения для передней стойки и продольной лаги крыши.
Фиг.11А иллюстрирует образец для испытания на растяжение, полученный при помощи лазерной сварки внахлест с получением шва С-образной формы, Фиг.11В иллюстрирует лазерный сварной шов в сравнительного примере, Фиг.11С иллюстрирует лазерный сварной шов, соответствующий примеру изобретения, и Фиг.11D иллюстрирует график с результатами испытания на растяжение.
Фиг. 12А иллюстрирует положение разрушения для сравнительного примера, в то время как Фиг.12В иллюстрирует положение разрушения для примера изобретения.
12А иллюстрирует положение разрушения для сравнительного примера, в то время как Фиг.12В иллюстрирует положение разрушения для примера изобретения.
Фиг.13 иллюстрирует распределение твердости в лазерном соединении внахлест С-образной формы, в примере изобретения, где на Фиг.13А иллюстрирует положение измерения распределения твердости в соединении внахлест, соответствующем настоящему изобретению, Фиг.13В иллюстрирует распределение твердости на заднем конце прямолинейной части, пройденной лазером, Фиг.13С иллюстрирует распределение твердости в промежуточной части прямолинейной части, пройденной лазером, и Фиг.13D иллюстрирует распределение твердости в по существу круглом лазерном сварном шве внахлест.
Описание вариантов реализации
Сначала будет рассмотрен способ сварки с использованием лазерного луча, соответствующий настоящему изобретению.
Лазерный сварочный аппарат конкретным образом не ограничивается. Например, могут быть использованы дисковый лазер, оптоволоконный лазер, лазер на алюмоиттриевом гранате (YAG — Yttrium Aluminum Garnet) и углекислотный лазер. В качестве иллюстрации можно привести диаметр луча в диапазоне 0,15-0,9 мм, выходную мощность в диапазоне 1-10 кВт и скорость сварки в диапазоне 1-25 м/мин. Условия лазерной сварки подходящим образом определяются типами стальных листов, толщиной стальных листов и т.д., и не ограничиваются указанными выше примерами.
В качестве иллюстрации можно привести диаметр луча в диапазоне 0,15-0,9 мм, выходную мощность в диапазоне 1-10 кВт и скорость сварки в диапазоне 1-25 м/мин. Условия лазерной сварки подходящим образом определяются типами стальных листов, толщиной стальных листов и т.д., и не ограничиваются указанными выше примерами.
Сварка может представлять собой обычную сварку при помощи лазерного факела, осуществляемую роботом, но в предпочтительном случае представляет собой дистанционную лазерную сварку с использованием гальванизированного зеркала. «Дистанционная лазерная сварка» это метод объединения длиннофокусных линз со специальным сканирующим зеркалом и зажигания лазерного луча через пространство, чтобы с помощью прохода лазерной точки по поверхности с большой скоростью выполнять сварку. По сравнению с роботом или устройством с ЧПУ (NC, Numeric Control — Числовое Программное Управление), используемыми для обычной лазерной сварки, время перехода луча становится, по существу, нулевым, так что становится возможной сварка с высокой эффективностью.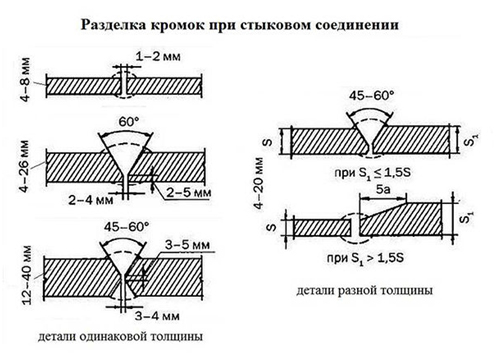 Эта система имеет преимущество в том, что не требуется практически никакого времени для перехода лазерной точки от текущей точки сварки к следующей.
Эта система имеет преимущество в том, что не требуется практически никакого времени для перехода лазерной точки от текущей точки сварки к следующей.
На этапе образования упрочненной части лазерный луч зажигают в части нахлесточного соединения для образования по существу круглого лазерного сварного шва, затем он пересекает размягченную часть ЗТВ, образованную вокруг по существу круглого (внешняя периферия) лазерного сварного шва для образования прямолинейной упрочненной части и, таким образом, упрочнения размягченной части ЗТВ вокруг по существу круглого лазерного сварного шва. Поэтому с помощью перемещения лазерного луча через внешний край лазерного нахлесточного сварного шва по прямой линии возможно образовать упрочненную часть таким образом, чтобы разделить размягченную часть ЗТВ. Здесь выражение «через внешний край лазерного сварного нахлесточного шва » указывает состояние пересечения внешнего края лазерного сварного шва внахлест или контактирование с ним.
Лазерный сварной нахлесточный шов представляет собой расплавленную и кристаллизованную часть, которая показана на Фиг. 2В. Поэтому внешний край лазерного сварного шва внахлест указывает границу между расплавленной и кристаллизованной частью и металлом матрицы. На Фиг.2 показан пример, где центральная часть круглой формы также подвергается плавлению и кристаллизации. На Фиг.13 показана С-образная форма, но в этом случае также лазерный сварной нахлесточный шов представляет собой расплавленную и кристаллизованную часть. Идея та же самая.
2В. Поэтому внешний край лазерного сварного шва внахлест указывает границу между расплавленной и кристаллизованной частью и металлом матрицы. На Фиг.2 показан пример, где центральная часть круглой формы также подвергается плавлению и кристаллизации. На Фиг.13 показана С-образная форма, но в этом случае также лазерный сварной нахлесточный шов представляет собой расплавленную и кристаллизованную часть. Идея та же самая.
На Фиг.13А показан пример упрочнения лазером, происходящего с пересечением лазерного сварного нахлесточного шва С-образной формы. Он показывает распределение твердости на поверхности стального листа в направлении, показанном пунктирной линией на Фиг.13А. На Фиг.13В, 13С и 13D показаны распределения твердости на поверхности стального листа на заднем конце (конце завершения) части, упрочненной лазером, в части, упрочненной лазером, и в лазерном сварном нахлесточном шве.
«Упрочненная часть», как показано на Фиг.13С, это область, зажатая между точками локальных максимумов твердости, которые находятся с двух сторон пройденной лазером области, при измерении распределения твердости поперек части, упрочненной лазером. Вокруг упрочненной части из-за тепла, введенного во время упрочнения, может образоваться размягченная часть. На Фиг.13С имеется часть, показывающая локальное минимальное значение твердости, с внешней стороны пика твердости. Это часть, размягченная при упрочнении лазером.
Вокруг упрочненной части из-за тепла, введенного во время упрочнения, может образоваться размягченная часть. На Фиг.13С имеется часть, показывающая локальное минимальное значение твердости, с внешней стороны пика твердости. Это часть, размягченная при упрочнении лазером.
Состояние твердости на заднем конце (конце завершения) части, упрочненной лазером, показан на Фиг.13В. Фиг.13В иллюстрирует распределение твердости в направлении зажигания лазера. Точка локального максимума твердости на Фиг.13В это задний конец (конец завершения) упрочненной части. Правая сторона становится упрочненной частью. Как видно из Фиг.13В, имеется часть, показывающая точку локального минимума, непосредственно с внешней стороны точки локального максимума. Это часть, размягченная при упрочнении лазером.
Кроме того, упрочненную часть в предпочтительном случае образуют с глубиной 50% или более от толщины высокопрочного стального листа (в частности, стального листа, включающего в себя мартенсит).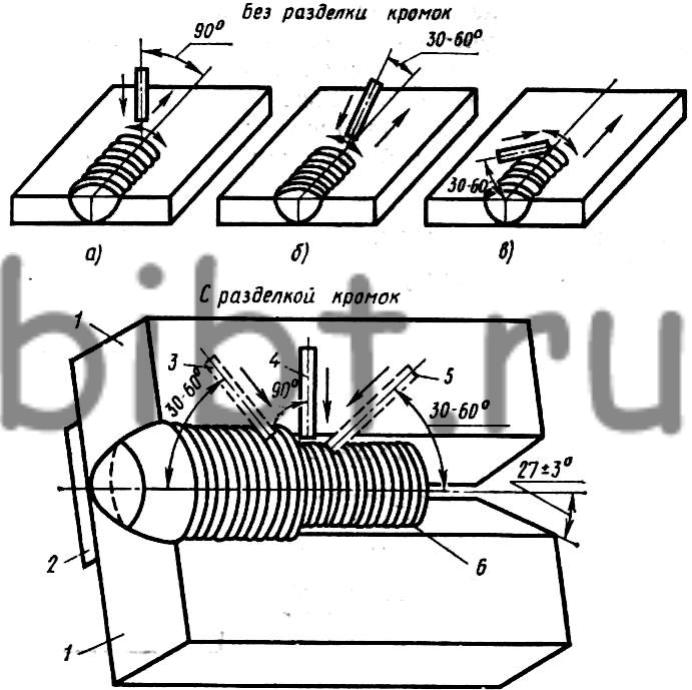
Кроме того, прямолинейная упрочненная часть может быть расположена в направлении главного напряжения, наблюдаемого во время удара. В качестве альтернативы, при лазерной сварке элементов из стального листа в форме фланца, направление прохождения этого фланца может быть сделано направлением главного напряжения. Даже при отклонении от направления главного напряжения из-за точности лазерной сварки и т.д., угол этого отклонения в предпочтительном случае делают как можно меньшим. Поэтому прямолинейную упрочненную часть в предпочтительном случае образуют в диапазоне±30° относительно направления главного напряжения. Если упрочненная часть образуют в диапазоне±30° относительно направления главного напряжения, можно считать, что она образована в направлении главного напряжения. Более предпочтительно, чтобы диапазон составлял±15° относительно направления главного напряжения. Еще более предпочтительно, чтобы диапазон составлял±10° относительно направления главного напряжения.
Отметим, что направление главного напряжения может быть определено заранее на стадии конструирования. Способ предварительного определения направления главного напряжения не ограничивается. Например, для его определения может быть использован метод конечных элементов (МКЭ) или другое моделирование. В качестве альтернативы, для тестирования с целью его определения можно использовать модель или испытательный элемент реальной формы. Также может иметься несколько направлений главного напряжения. В этом случае достаточно использовать лазер на прямой линии, совпадающей с каждым направлением главного напряжения, чтобы получить упрочненные части.
Способ предварительного определения направления главного напряжения не ограничивается. Например, для его определения может быть использован метод конечных элементов (МКЭ) или другое моделирование. В качестве альтернативы, для тестирования с целью его определения можно использовать модель или испытательный элемент реальной формы. Также может иметься несколько направлений главного напряжения. В этом случае достаточно использовать лазер на прямой линии, совпадающей с каждым направлением главного напряжения, чтобы получить упрочненные части.
При зажигании лазера для повторного нагрева таким образом, чтобы образовать прямолинейную упрочненную часть, размягченная часть ЗТВ, расположенная вокруг по существу круглого лазерного сварного нахлесточного шва, разделяется, и подавляется падение прочности в направлении главного напряжения из-за этой размягченной части ЗТВ. Отметим, что необходимо только, чтобы прямолинейная упрочненная часть разделяла размягченную часть ЗТВ лазерного сварного нахлесточного шва, поэтому нет необходимости создавать ее на прямой линии внутри лазерного сварного нахлесточного шва.
Стальной лист, к которому может быть применено настоящее изобретение, не ограничивается. Однако размягчение ЗТВ в значительной степени возникает в стали, имеющей мартенситную структуру. Если применить настоящее изобретение к такому стальному листу, эффект является большим. К стальному листу, имеющему мартенситную структуру, относится высокопрочный стальной лист, имеющий прочность на растяжение 1180 МПа или более. Такая высокопрочная сталь часто используется для горячей штамповки (горячего прессования) и иногда называется «сталью для горячей штамповки». Кроме того, наличие или отсутствие плакирования не является проблемой.
Нахлесточное соединение, соответствующее настоящему изобретению, может быть применено для любого стального элемента. В частности, получаемый эффект является большим при применении для элемента автомобиля, в котором предполагается ударопрочность.
Настоящее изобретение будет пояснено на основе конкретных примеров. Например, если возникает удар о среднюю стойку автомобиля, к фланцевой части, где внахлест приварены внутренний панельный элемент и внешний панельный элемент, будет прикладываться растягивающая нагрузка. По этой причине деформация будет концентрироваться в размягченной части ЗТВ лазерного сварного нахлесточного шва круглой формы, образованного на фланце, вызывая его разрушение. Авторы настоящего изобретения провели испытания, в которых наблюдался такой случай.
По этой причине деформация будет концентрироваться в размягченной части ЗТВ лазерного сварного нахлесточного шва круглой формы, образованного на фланце, вызывая его разрушение. Авторы настоящего изобретения провели испытания, в которых наблюдался такой случай.
Фиг.1 для пояснения иллюстрирует образец для испытания на растяжение. Стальной лист класса 440 МПа (толщиной 1,2 мм), стальной лист класса 1310 МПа (толщиной 1,4 мм) и горячеоцинкованный стальной лист с отожженным цинковым покрытием класса 270 МПа (толщиной 0,7 мм) были наложены один на другой и скреплены с помощью точечной сварной сварки на захватных частях испытательного образца. В центральной части испытательного образца был выполнен лазерный сварной шов внахлест круглой формы. Для лазерной сварки использовался оптоволоконный лазер при следующих условиях: диаметр луча 0,6 мм, выходная мощность 2,0 кВт и скорость сварки 2,0 м/мин, чтобы получить испытательный образец, имеющий лазерный сварной нахлесточный шов, показанный на Фиг. 4А, круглой формы и диаметра около 7 мм, сваренный внутри круга.
4А, круглой формы и диаметра около 7 мм, сваренный внутри круга.
Фиг.2А для пояснения иллюстрирует положение для исследования твердости лазерного сварного шва круглой формы в стальном листе класса 1310 МПа. В то время как Фиг.2В для пояснения иллюстрирует распределение твердости в лазерном сварном шве круглой формы.
Как показано на Фиг.2А и 2В, в лазерном сварном шве круглой формы в стальном листе класса 1310 МПа ЗТВ вокруг упрочненной части была отпущена и размягчена.
Фиг.3 для пояснения иллюстрирует положение разрушения в лазерном сварном нахлесточном шве круглой формы,. В ходе выполнения испытания на растяжение было выяснено, что деформация концентрировалась в размягченной части ЗТВ вокруг лазерного сварного шва в стальном листе класса 1310 МПа, вызывая его разрушение.
На Фиг.4 показан сравнительный пример для испытания на растяжение (Фиг.4А), Пример 1 изобретения (Фиг.4В), Пример 2 изобретения (Фиг.4С) и график зависимости «нагрузка — удлинение» для него (Фиг. 4D). Сравнительный пример (Фиг.4А) иллюстрирует случай только лазерной сварки внахлест. Пример 1 изобретения (Фиг.4В) иллюстрирует случай зажигания лазера по прямой линии от внешнего края лазерного сварного нахлесточного шва в осевом направлении испытательного образца (направлении главного напряжения) для образования упрочненной части. Лазер перемещали от точки на расстоянии 12 мм от края сварного нахлесточного шва для прохождения через лазерный сварной нахлесточный шов по прямой линии на длину от точки на расстоянии от края сварного нахлесточного шва до 31 мм. Пример 2 изобретения (Фиг.4С) это случай образования части, упрочненной лазером, вплоть до захватных частей испытательного образца. Это испытательный образец, сконструированный так, чтобы задний конец части, упрочненной лазером, не образовал точку начала возникновения трещины. Испытание на растяжение проводилось для анализируемого расстояния между приготовленными сварными швами 50 мм и со скоростью растяжения 3 мм/мин. На Фиг.5 для пояснения показаны положения разрушения для Примера 1 изобретения (Фиг.
4D). Сравнительный пример (Фиг.4А) иллюстрирует случай только лазерной сварки внахлест. Пример 1 изобретения (Фиг.4В) иллюстрирует случай зажигания лазера по прямой линии от внешнего края лазерного сварного нахлесточного шва в осевом направлении испытательного образца (направлении главного напряжения) для образования упрочненной части. Лазер перемещали от точки на расстоянии 12 мм от края сварного нахлесточного шва для прохождения через лазерный сварной нахлесточный шов по прямой линии на длину от точки на расстоянии от края сварного нахлесточного шва до 31 мм. Пример 2 изобретения (Фиг.4С) это случай образования части, упрочненной лазером, вплоть до захватных частей испытательного образца. Это испытательный образец, сконструированный так, чтобы задний конец части, упрочненной лазером, не образовал точку начала возникновения трещины. Испытание на растяжение проводилось для анализируемого расстояния между приготовленными сварными швами 50 мм и со скоростью растяжения 3 мм/мин. На Фиг.5 для пояснения показаны положения разрушения для Примера 1 изобретения (Фиг. 5А) и Примера 2 изобретения (Фиг.5В).
5А) и Примера 2 изобретения (Фиг.5В).
Результаты измерения удлинения при разрушении показаны на Фиг.4D. Видно, что «сравнительный пример» имеет небольшое удлинение при разрушении, составляющее примерно 2,3%, и разрушение возникает при небольшой деформации. Пример 1 изобретения имеет удлинение при разрушении 4,3%. Даже по сравнению со сравнительным примером, удлинение при разрушении улучшилось относительно этого примера на около 87%. Кроме того, можно подтвердить, что место разрушения представляет собой задний конец части, упрочненной лазером (Фиг.5А). В результате можно подтвердить, что Пример 1 изобретения решил проблему разрушения при небольшой деформации по сравнению со сравнительным примером. Отметим, что часть сварного нахлесточного шва, состоящая из расплавленного металла, размягчается из-за примешивания химических элементов из стальных листов, но эта часть состоит из наложенных один на другой трех стальных листов и является большой по толщине, поэтому в области из расплавленного металла разрушения не происходит.
Для Примера 2 изобретения удлинение составляло примерно 7,3%. По сравнению со сравнительным примером оно улучшилось на около 317%. Можно подтвердить, что место разрушения представляет собой середину части, упрочненной лазером (Фиг.5В). То есть можно подтвердить, что образец в примере не разрушается в размягченной части ЗТВ сварного нахлесточного шва. В результате можно подтвердить, что Пример 2 изобретения решил проблему разрушения при небольшой деформации по сравнению со сравнительным примером и Примером 1 изобретения. Отметим, что при изучении поверхности разрушения изучалась поверхность разрушения в высокопрочном стальном листе испытательного образца (в указанном выше испытательном образце — стальной лист класса 1310 МПа).
На Фиг.6А — Фиг.6G для пояснения показаны различные по существу круглые лазерные сварные нахлесточные швы 1-7, которые предполагают наличие фланцев. В этом случае направление главного напряжения представляет собой направление по длине фланца (на чертеже — направление слева направо). Настоящее изобретение, как показано на Фиг.6А — Фиг.6G, может быть применено для лазерного сварного шва внахлест с круглой формой (1), овальной формой (2), С-образной формой (3), вытянутой С-образной формой (4), круглой кольцевой формой (5), овальной кольцевой формой (6) и формой в виде двух круглых колец (7).
Настоящее изобретение, как показано на Фиг.6А — Фиг.6G, может быть применено для лазерного сварного шва внахлест с круглой формой (1), овальной формой (2), С-образной формой (3), вытянутой С-образной формой (4), круглой кольцевой формой (5), овальной кольцевой формой (6) и формой в виде двух круглых колец (7).
На Фиг.7А — Фиг.7J для пояснения показаны прямолинейные части 8, упрочненные лазером, которые созданы с пересечением размягченных частей ЗТВ, возникших вокруг лазерных сварных соединений 1 внахлест, имеющих круглую форму. Фиг.7 также предполагают наличие фланца. Так же, как и на Фиг.6, главное направление напряжение представляет собой направление по длине фланца (на чертеже — направление слева направо).
Как показано на Фиг.7А, не обязательно, чтобы прямолинейная часть 8, упрочненная лазером, проходила через центр лазерного сварного шва 1 круглой формы.
Как показано на Фиг.7В, направление образования прямолинейной части 8, упрочненной лазером, может находиться в пределах 30° от предполагаемого направления главного напряжения.
Как показано на Фиг.7С, не обязательно, чтобы длина прямолинейной части 8, упрочненной лазером, была одинаковой слева и справа, но эта часть должна быть образована до положения, находящегося на расстоянии, по меньшей мере, 3 мм от края по существу круглого лазерного сварного шва 1.
Как показано на Фиг.7D, конец прямолинейной части 8, упрочненной лазером, может быть сделан шире, чтобы не допустить концентрации напряжений. Однако размер должен быть меньше, чем у лазерного сварного шва 1 круглой формы.
Как показано на Фиг.7Е, прямолинейная часть 8, упрочненная лазером, может изгибаться, в пределах±30° от предполагаемого направления главного напряжения.
Как показано на Фиг.7F, одним непрерывным прямолинейным лазерным швом 8, соединено множество частей 1, 1 круглой формы, упрочненных лазером.
Как показано на Фиг.7G и Фиг.7Н, не обязательно, чтобы прямолинейная часть 8, упрочненная лазером, проходила через внутреннюю часть лазерного сварного шва 1 круглой формы.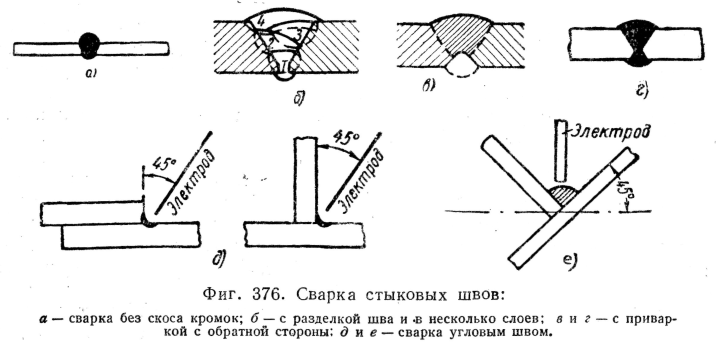
Как показано на Фиг.I, может иметься множество частей 8, упрочненных лазером. Если имеется множество направлений главного напряжения, части, упрочненные лазером, могут быть образованы в этих направлениях.
Как показано на Фиг.7J, также может меняться ширина части, упрочненной лазером. В частности, как показано на Фиг.7I, ширина части, упрочненной лазером, должна быть шире у внешнего края лазерного сварного шва внахлест и уже на заднем конце.
Далее будет рассмотрено применение настоящего изобретения для детали автомобиля. На Фиг.8 для пояснения показано применение настоящего изобретения для средней стойки 9.
В процессе изготовления боковой панели, внешний элемент боковой панели (не показан) из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 270 МПа, усиливающий элемент 10 средней стойки, из горячештампованного элемента, и внутренний элемент средней стойки (не показан) из стального листа класса 590 МПа, накладывают один на другой по фланцам, образованным в их краевых частях, и прихватывают их при помощи точечных сварных соединений 11, созданных точечной контактной сваркой.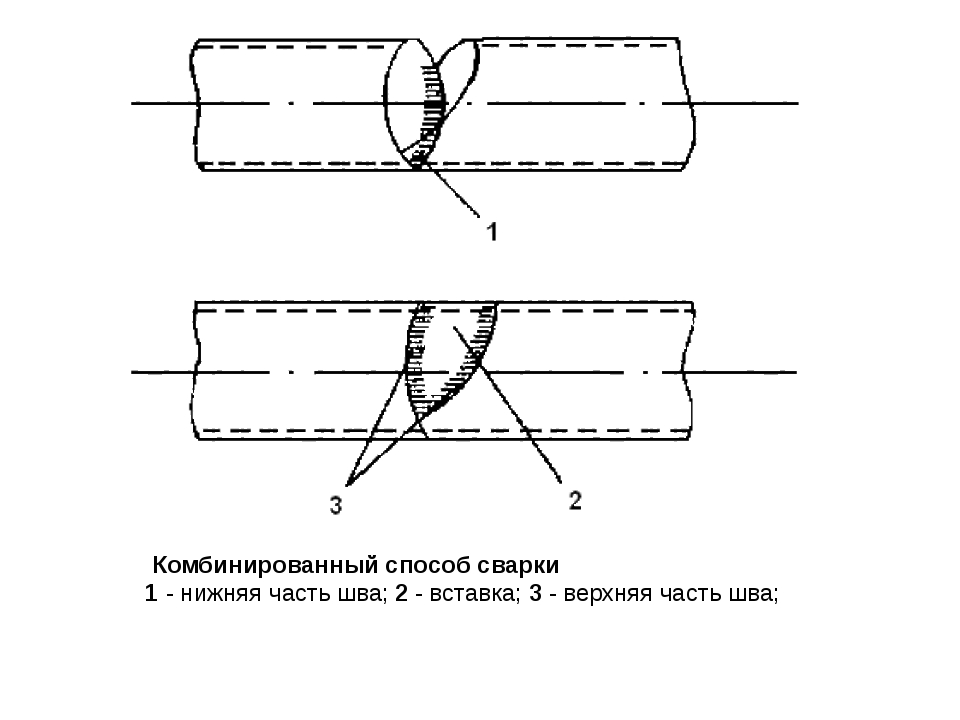
Собранную боковую панель собирают с днищем на основной линии сборки кузова, прихватывают сваркой и затем дополнительно сваривают при помощи дистанционной лазерной сварки.
При этом, как показано на Фиг.8, выполняют лазерную сварку внахлест для получения лазерного сварного нахлесточного шва 1 круглой формы, после чего размягченную часть ЗТВ вокруг этого шва 1 разделяют путем зажигания лазера по прямой линии, с образованием части 8, упрочненной лазером.
Отметим, что, как показано на Фиг.8, операцию зажигания лазера для разделения размягченной части ЗТВ вокруг лазерного сварного нахлесточного шва 1 круглой формы необязательно выполнять для всех лазерных сварных нахлесточных швов 1. Ее необходимо выполнить только для лазерного сварного нахлесточного шва 1, для которого имеется вероятность разрушения в размягченной части ЗТВ.
На Фиг.9 для пояснения показано применение настоящего изобретения для бокового нижнего рамного бруса 12. Боковой нижний рамный брус 12 также, тем же образом, что и среднюю стойку 9, собирают с днищем на основной линии сборки кузова, прихватывают сваркой, затем число сварных швов увеличивают с помощью дистанционной лазерной сварки. Боковой нижний рамный брус 12 состоит из продольного внутреннего панельного элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 590 МПа, продольного внутреннего усиливающего элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 1180 МПа и продольного внешнего панельного элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 270 МПа, наложенных один на другой по фланцам, образованным в их концевых частях. При этом выполняют лазерную сварку для получения лазерных сварных нахлесточных швов 1 круглой формы, после чего зажигают лазер для разделения размягченных частей ЗТВ и образования частей 8, упрочненных лазером.
Боковой нижний рамный брус 12 также, тем же образом, что и среднюю стойку 9, собирают с днищем на основной линии сборки кузова, прихватывают сваркой, затем число сварных швов увеличивают с помощью дистанционной лазерной сварки. Боковой нижний рамный брус 12 состоит из продольного внутреннего панельного элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 590 МПа, продольного внутреннего усиливающего элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 1180 МПа и продольного внешнего панельного элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 270 МПа, наложенных один на другой по фланцам, образованным в их концевых частях. При этом выполняют лазерную сварку для получения лазерных сварных нахлесточных швов 1 круглой формы, после чего зажигают лазер для разделения размягченных частей ЗТВ и образования частей 8, упрочненных лазером.
На Фиг.10 для пояснения показано применение настоящего изобретения для передней стойки 13 и продольной лаги 14 крыши.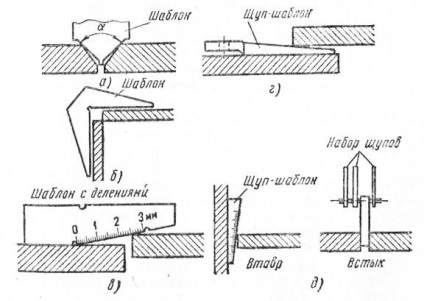
Как показано на Фиг.10, в случае передней стойки 13 и продольной лаги 14 крыши, также как и для средней стойки 9, боковую панель, включающую переднюю стойку 13 и продольную лагу 14 крыши, собирают с днищем на основной линии сборки кузова и затем дополнительно сваривают при помощи дистанционной лазерной сварки. Средняя стойка 13 и продольная лага 14 крыши, соответственно, представляют собой панели определенной формы, состоящие из двух горячештампованных элементов и горячеоцинкованного стального листа с отожженным цинковым покрытием класса 270 МПа, наложенных один на другой. При этом выполняют лазерную сварку для образования лазерных сварных нахлесточных швов 1 круглой формы, после чего зажигают лазер для разделения размягченных частей ЗТВ вокруг этих швов 1 и образования частей 8, упрочненных лазером.
Выше настоящее изобретение было пояснено на основе примера для деталей автомобиля, имеющих лазерные сварные нахлесточные швы круглой формы. Как указано выше, варианты реализации настоящего изобретения не ограничиваются приведенными выше примерами. Эффекты настоящего изобретения проявляются, пока соблюдаются требования этого изобретения. Они учтены при определении объема настоящего изобретения. Ниже будут рассмотрены примерные варианты, отличающиеся от рассмотренных выше.
Эффекты настоящего изобретения проявляются, пока соблюдаются требования этого изобретения. Они учтены при определении объема настоящего изобретения. Ниже будут рассмотрены примерные варианты, отличающиеся от рассмотренных выше.
Пример 1
Пример 1 представляет собой пример применения настоящего изобретения для лазерной сварки внахлест с получением С-образного шва. На Фиг.11 для пояснения показан образец для испытания на растяжение, на Фиг.11В для пояснения показан лазерный сварной шов в сравнительном примере, на Фиг.11С для пояснения показан лазерный сварной шов в примере изобретения, и на Фиг.11D приведен график, показывающий результаты испытания на растяжение.
Чтобы изготовить образец для испытания на растяжение, три листа, горячеоцинкованный стальной лист с отожженным цинковым покрытием класса 270 МПа толщиной 0,7 мм, стальной лист класса 1310 МПа толщиной 1,4 мм и стальной лист класса 440 МПа толщиной 1,2 мм, были наложены один на другой в указанном порядке и захватные части испытательного образца были сварены при помощи точечной контактной сварки для приготовления образца для испытания на растяжение, показанного на Фиг. 11А.
11А.
Затем, с использованием оптоволоконного лазера при следующих условиях: диаметр луча 0,6 мм, выходная мощность 2,7 кВт и скорость сварки 2,0 м/мин, и с использованием гальванизированного зеркала были подготовлены испытательный образец с лазерным сварным швом С-образной формы диаметром приблизительно 7 мм, показанный на Фиг.11В (сравнительный пример), и испытательный образец со сварным швом С-образной формы, показанный на Фиг.11С, на который затем воздействовали лазером по прямой линии (пример изобретения).
Для полученных сварных соединений при анализируемом расстоянии 50 мм было проведено испытание на растяжение со скоростью растяжения 3 мм/мин.
На Фиг.12А для пояснения показано положение разрушения для сравнительного примера, в то время как на Фиг.12В для пояснения показано положение разрушения для примера изобретения.
Как показано на Фиг.11D, при лазерной сварке с получением шва С-образной формы в сравнительном примере удлинение при разрушении составило 2,7%. Кроме того, как показано на Фиг.12А, образец разрушился по внешней периферии С-образной формы.
Кроме того, как показано на Фиг.12А, образец разрушился по внешней периферии С-образной формы.
В отличие от этого, в примерах изобретения, как показано на Фиг.11D, удлинение при разрушении составило 4,3%. Кроме того, как показано на Фиг.12В, положение разрушения находилось на расположенном спереди конце (заднем конце) части, упрочненной лазером.
Таким образом, в примерах изобретения удлинение при разрушении увеличилось по сравнению со сравнительным примером.
Промышленная применимость
Настоящее изобретение можно применять для соединения внахлест стальных листов, включающих высокопрочные стальные листы. В частности, его можно применять для деталей автомобиля и конструктивных элементов других машин.
Список ссылочных обозначений
1 — По существу, круглый (круглой формы) лазерный сварной шов
2 — По существу, круглый (овальной формы) лазерный сварной шов
3 — По существу, круглый (С-образной формы) лазерный сварной шов
4 — По существу, круглый (вытянутой С-образной формы) лазерный сварной шов
5 — По существу, круглый (круглой кольцевой формы) лазерный сварной шов
6 — По существу, круглый (овальной кольцевой формы) лазерный сварной шов
7 — По существу, круглый (с формой в виде двух круглых колец) лазерный сварной шов
8 — Прямолинейная упрочненная часть
9 — Средняя стойка
10 — Усиливающий элемент средней стойки
11 — Точечный сварной шов
12 — Боковой нижний рамный брус
13 — Передняя стойка
14 — Продольная лага крыши.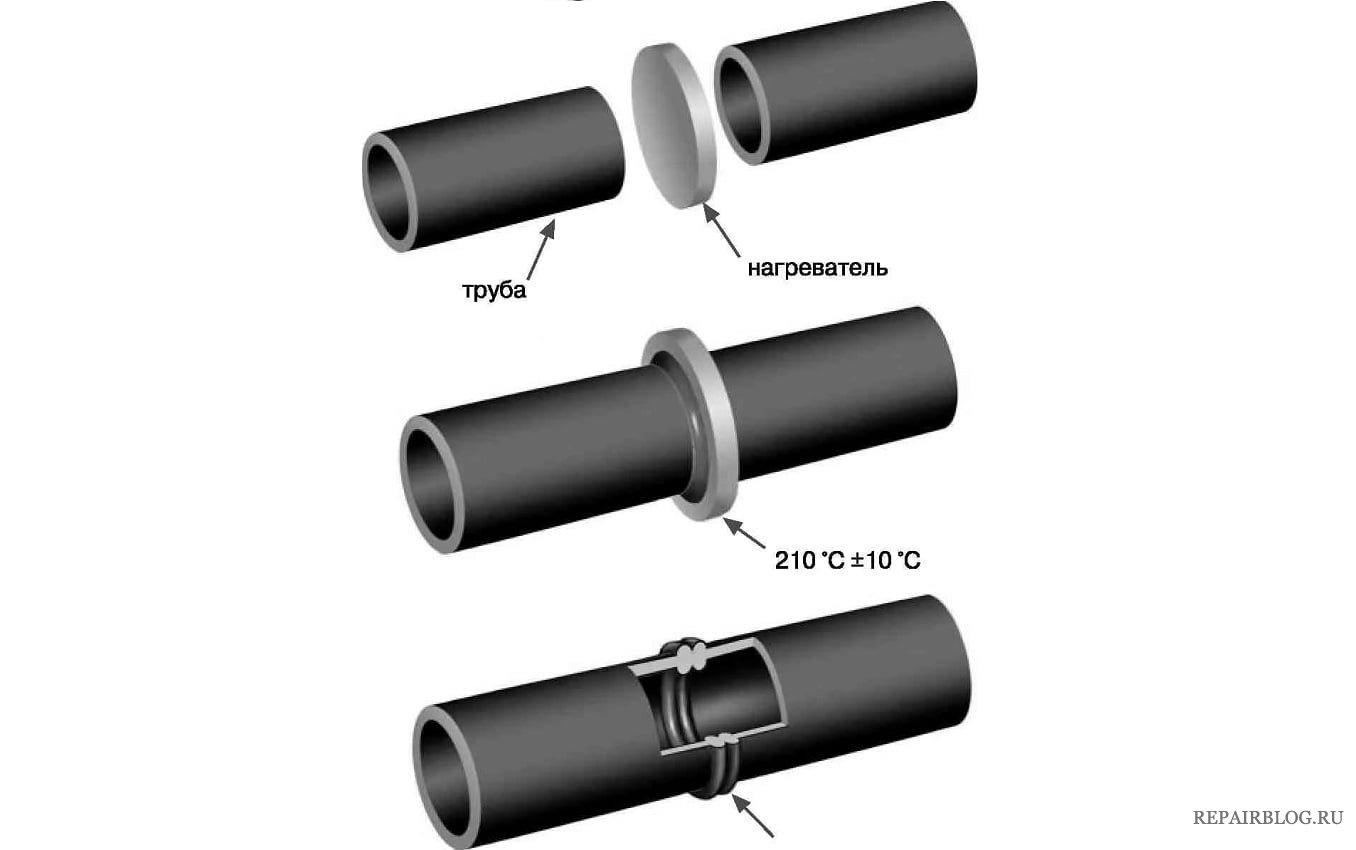
Виды сварных швов.
Рассмотрим основные вилы сварных швов.
Классификация швов в сварке проводится по нескольким параметрам. В первую очередь рассматриваются виды соединений:
— стыковое
— тавровое
— внахлест
— угловое.
Стыковое соединение
Стыковое соединение является соединением двух труб или листов по их торцам. Такой вид соединения является одним из самых распространенных, что связано с его простотой, небольшим расходом металла и времени на сварочный процесс.
По месту шва такое соединение может быть односторонним и двусторонним. По подготовке мест соединения под сварку различаются соединения без скоса и со скосом кромок. При одностороннем соединении без скоса берут листы не более 4мм в толщине. При двустороннем соединении без кромок лист может быть до 8мм. В том и другом случае следует проводить качественную проварку, для этого перед сваркой нужно оставлять зазор около 1-2мм при соединении листов.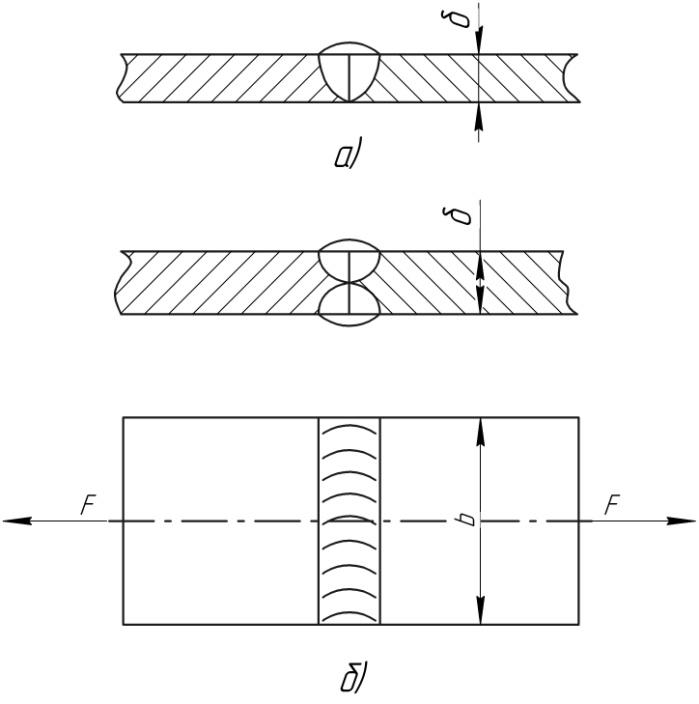
Одностороннее соединение со скосом делают для листов 4-25мм. Скос может быть V и U – образный. При толщине металла более 12мм можно выполнять двустороннюю сварку с Х – образной разделкой, что уменьшает объем металла для заполнения разделки, увеличивая также скорость работы.
Тавровое соединение
При таком соединении листы соединяются в форме буквы Т. При этом сварка может выполняться с одной или с обеих сторон, что связано с толщиной листов. Для наилучшей и качественной сварки при тавровом соединении, следует подогнать наклон электрода или горелки под 60 градусов. В этом случае наклон должен быть к более толстому листу.
Сварка в нижнем состоянии «в лодочку» упрощает работу и понижает возникновение дефектов в виде подрезов. Для увеличения проплавления применяются также особые сварочные процессы, позволяющие за один проход добиваться формирования также и обратного валика.
Соединение внахлест
При данном типе соединения листы должны иметь толщину не более 10мм. При этом сварка должна быть двусторонней. Это связано с тем, чтобы влага не могла попадать между листами. Учитывая тот факт, что получается два сварных шва, увеличивается общее время сварки и расход материалов. В то же время такой тип соединения имеет свои преимущества и относится к одному из наиболее прочных соединений в сварке.
При этом сварка должна быть двусторонней. Это связано с тем, чтобы влага не могла попадать между листами. Учитывая тот факт, что получается два сварных шва, увеличивается общее время сварки и расход материалов. В то же время такой тип соединения имеет свои преимущества и относится к одному из наиболее прочных соединений в сварке.
Угловое соединение
Угловое соединение представляет собой сварное соединение двух листов металла, расположенных под прямым или другим углом по отношению друг к другу. При таком соединении можно выполнять скосы кромок или соединять без них, зависит от толщины листов. В некоторых случаях угловое соединение проваривается и снаружи, и изнутри.
Другие классификации сварных швов
Сварные швы можно различать и по некоторым другим параметрам.
— По выпуклости шва: выпуклые, вогнутые, нормальные. Выпуклость связана с режимом сварки и сварочным материалом. Так, длинная дуга обеспечивает плоский и широкий шов, а короткая дуга делает шов выпуклым.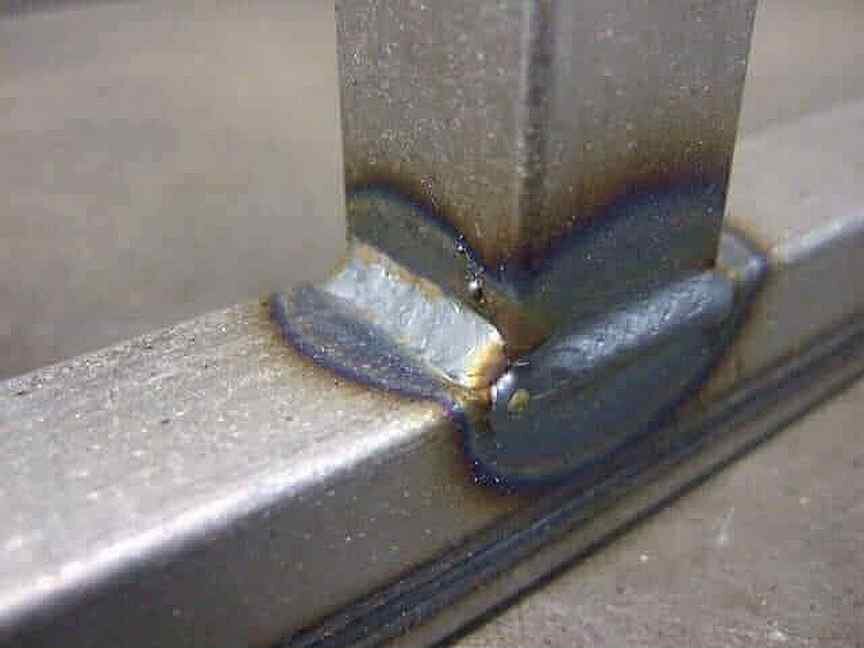
— По расположению в пространстве сварные швы могут быть нижними, горизонтальными, вертикальными и потолочными. Для сварки удобно нижнее положение шва. Это увеличивает производительность и качество работы. Другие положения могут вызывать сложности и являются более сложными.
— По протяженности сварные швы могут быть сплошными и прерывистыми. Прерывистые швы могут применять для соединений, где нет необходимости в полной герметичности.
Выбор дымохода: термоизоляция труб и соединительные швы элементов
В первой части статьи мы рассказали о марках стали для современных дымоходов. В этой статье обсудим два, не менее важных вопроса – термоизоляцию дымоходных труб и виды соединительных швов для соединения элементов дымоходных систем.
Типы термоизоляция дымоходных труб
Некоторые производители в погоне за прибылью и попытками удержать клиентов стремятся удешевить конструкцию своих дымоходных систем и часто, помимо марки стали, под раздачу попадает и термоизоляция двух контурных дымоходов. На рынке можно встретить и насыпную термоизоляцию из вермикулитовой крошки, белую кремниевую или керамическую термоизоляцию из полосок или кусочков, набивка кусочками базальтокартона. Но ни один из вышеперечисленных способов не может обеспечить надежную эксплуатацию дымоходной системы в течении всего срока службы.
Все вышеперечисленные способы проигрывают по многим показателям, давно зарекомендовавшим себя на нашем рынке компаниям Rockwool (Дания) и Раrос (Финляндия) выпускающим специализированную термоизоляцию Wired Mat прошитую гальванизированной проволокой и имеющей плотность более 100 кг./м3. Данный вид теплоизоляции сохраняет все свои свойства и не осыпается при длительном воздействии высоких температур
Виды соединительных швов для соединения элементов дымоходных систем
На российском рынке чаще всего встречается три типа швов, при помощи которых изготавливаются дымоходные трубы. Рассмотрим их по порядку.
Контактная сварка внахлест (например , как в дымоходах «Флюгранд») — этот способ гарантирует высокую прочность шва при действии высоких температур и механическом воздействии, например, расширении или сужении дымовых труб при нагреве и остывании. Из минусов можно выделить высокое энергопотребление при производстве и немного страдающую эстетичность такого шва.
Аргонно-дуговая сварка встык — этот способ гарантирует высокую герметичность шва и высокую эстетичность восприятия. К сожалению хорошими показателями при механическом воздействии может похвастаться не каждый шов, выполненный по данной технологии. При изготовлении данного шва необходимо обязательно использовать специализированную присадочную проволоку, так как при данном виде сварки выжигаются важные составляющие металла (никель, молибден, титан, хром). В случае, если производитель использует дешевую некачественную присадку или не использует ее вообще, шов становится хрупким и в процессе эксплуатации происходит постепенное разрушение шва (трещины, изломы, раскрытие дымовой трубы).
Фальцевое соединение — по-простому, соединение на замок. При использовании такого вида шва из металла не выжигаются важные составляющиеся, так как соединение происходит механическим способом практически без использования сварки. Но похвастаться другими выдающимися характеристиками по данному шву нельзя. Шов не герметичен, низкое сопротивление механическим воздействиям на разрыв, низкие эстетические показатели.
Но похвастаться другими выдающимися характеристиками по данному шву нельзя. Шов не герметичен, низкое сопротивление механическим воздействиям на разрыв, низкие эстетические показатели.
Единственное, что объединяет всех производителей, которые используют тот или иной способ шва дымоходных труб, это производство фасонных изделий. Практически у всех производителей, самые термически нагруженные элементы, такие как отводы, тройники, зонты, дефлектора изготавливаются методом контактной сварки внахлест, так как этот способ шва готов выдержать максимальные термические и механические нагрузки.
Подводя итоги нашей статьи, хочется еще раз обратить Ваше внимание, что любой дымоход должен сопровождаться документами, в которых обозначена марка используемой стали. К документам должна быть приложена копия сертификата на соответствие техническому регламенту в области пожарной безопасности, а также инструкция по монтажу и эксплуатации дымоходной системы и гарантийный талон.
Помните, дорого не всегда значит качественно и, наоборот! Будьте подкованы, внимательны и бдительны! Выбирайте качественное оборудование.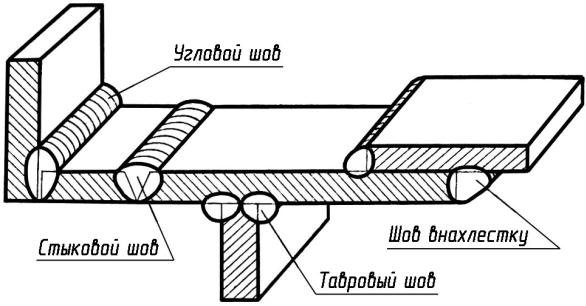
Статья по материалам компании www.protopka.su
Как варить трубы электросваркой своими руками: технология работ и подсказки экспертов
Содержание статьи
Построить дом – одно из обязательных испытаний для настоящего мужчины. Между тем такой проект – это не столько возведение «коробки», как превращение ее в жилое помещение. Самой важной составляющей из «начинки» дома являются коммуникации. Провести их правильно – целая наука. Важен не только грамотный выбор конструкций, а и верное их соединение. Хотите узнать, как варить трубы электросваркой, и какие технологии такого крепления существуют? Начнем.
О технологии
На чем базируется технология сварки труб электросваркой? Процесс этот – высокотемпературный. Для работ понадобится специальный аппарат и электроды, благодаря которым становится возможным образование электрической дуги, идущей от стержня к кромке соединяемых изделий. В результате плавится материал всех соприкасающихся элементов, образовывается так называемая «сварочная ванна», представляющая собой своего рода «котел», в котором все металлы смешиваются и становятся единым целым.
Проводите все работы в специальной маске, чтобы уберечь глаза и лицо от ожогов
Масштабы этой ванны разнятся и зависят от таких факторов, как размеры и форма конструкций, режим сварки, нюансы управления дугой и др. В среднем можно ориентироваться на такие параметры: длина -1-3 см, ширина – 0,8-1,5 см, глубина – до 0,6 см. Материал электрода особый – образующий газовую среду над соединением. Тем самым вытесняющий воздух из ванны, уберегающий расплавленный материал от взаимодействия с кислородом. На месте шва появляется шлак, также уберегающий горячий металл от вступления в реакцию с воздухом.
Как вы поняли, в процессе данных работ воздух выступает в качестве вредителя, так что берегитесь его. По окончании действия электрической дуги металл кристаллизируется, превращаясь в шов, объединяющий два элемента в один. Лишний шлак над соединением за ненадобностью удаляется.
Техника сварки труб электросваркой не тяжелая, но интересная. Теперь обсудим, как правильно варить трубу электросваркой самостоятельно – своими силами.
Схема сваривания
Классификация соединений
Нами ведь рассматривается электросварка труб для начинающих, поэтому важно познать все нюансы технологии. Начнем с видов соединений. Они бывают такими:
- встык;
- втавр;
- внахлест;
- в угол.
Сварка труб отопления электросваркой зачастую производится встык. Для такого типа соединения осуществляют провар края конструкций по всей толщине. А как сваривать трубы электросваркой внахлест? Согласно такой методике элементы накладываются друг на друга. При этом ширина соединения не должна быть меньшей, чем показатель, равняющийся удвоенному числу толщины стенок конструкции. Как сварить две трубы электросваркой втавр? Метод проще названия: соединяемые конструкции размещают перпендикулярно.
От качества труб также многое зависит. Покупайте изделия в проверенном месте, выбирая марки, пользующиеся доверием среди опытных сварщиков
У швов также есть классификация. Они бывают:
- нижними;
- горизонтальными;
- потолочными;
- вертикальными.

Наиболее удобным и востребованным домовладельцами швом является нижний, располагаемый под электродом – внизу. В таком случае сварка производится попросту сверху соединения. Горизонтальный шов делают, когда трубы установлены вертикально, соединение выполняется сбоку трубы, расположенной отвесно. Вертикальный шов получается в местах горизонтального крепления изделий. И четвертый – потолочный тип соединения появляется, когда электрод во время сварки расположен снизу – над головой исполнителя.
Для нижнего положения лучше использовать поворотные швы, для конструкций с малым диаметром – непрерывные, для изделий с большим диаметром – прерывистые.
Это важно знать! Во время работ следите за углом наклона. Он не должен превышать 45 градусов по отношению к горизонтали, иначе внутренняя часть конструкции засорится отходами наплывов.
Так выглядит готовый потолочный шов
Руководство по сварке
Пора перейти к блоку: как правильно сваривать трубы электросваркой своими руками.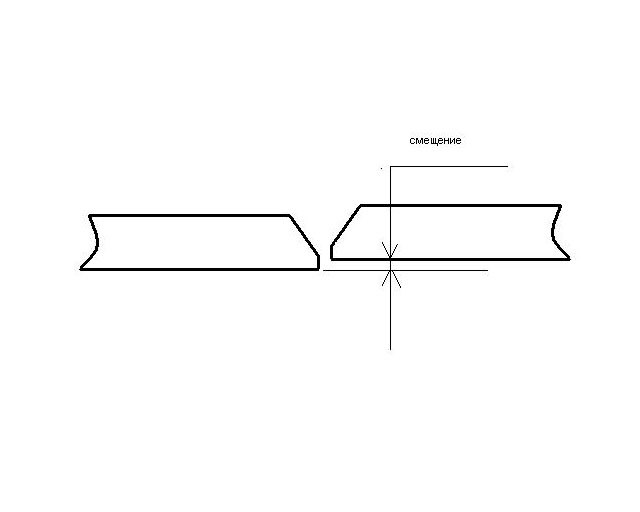 Ориентируйтесь на такой ход работ:
Ориентируйтесь на такой ход работ:
- Разработка плана-проекта системы.
- Расчет расходных материалов.
- Закупка.
- Подготовка.
- Сварка.
- Проверка качества.
С первыми тремя пунктами все ясно, а вот следующие три требуют детализации.
Существует множество разновидностей электродов
Подготовительный блок
Начнем с оборудования и инструментов. Его придется купить или найти во временное пользование. Итак, вам понадобится:
- сварочный аппарат;
- трансформатор либо инвертор;
- маска со светофильтром;
- выпрямитель;
- ящик для электродов;
- молоток (чтобы убрать шлак).
Из расходных материалов подготовьте сами трубы, электроды, наждак, а также перчатки.
Устройство сварочного аппарата
Выбор источника тока крайне важен для качества работ. Подойдет хоть тяжелый трансформатор, хоть компактный инвертор. Главное — обеспечить преобразование высокого напряжения в подходящее напряжение для сварки (низкое вторичной электрической цепи).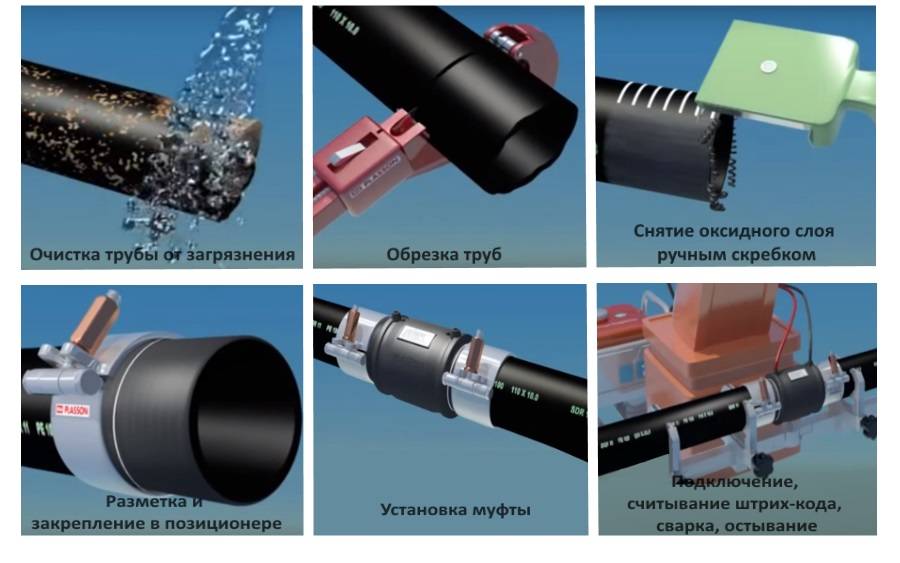 С трансформатором легче обращаться, он безотказен в работе и долговечен, подключается к сети 50 Гц.
С трансформатором легче обращаться, он безотказен в работе и долговечен, подключается к сети 50 Гц.
Однако у этого агрегата имеются и недостатки: большой вес, провоцирование перегрузки сети, из-за чего могут перегореть другие приборы. Инвертор в этом плане более безопасен. К тому же его можно подключать к сети свыше 50 Гц, поэтому габариты аппарата более скромны. В инверторе есть возможность регулировать режим работы. При перегрузке «агрегат» попросту отключается, скачков в сети не провоцирует.
Электроды – это поставщики тока от сети к области соединения. Их вид нужно подбирать в соответствии с особенностями соединяемых элементов (толщина стенок, материал, длина системы и др.). Стержень изделия покрывается специальным составом, играющим важную роль в процессе сварки. От него зависит подача непрерывной дуги и качество шва.
Немаловажной составляющей подготовительного блока является оборудование рабочего места. Поверхность для сварочных работ должна быть ровной, обширной и сухой.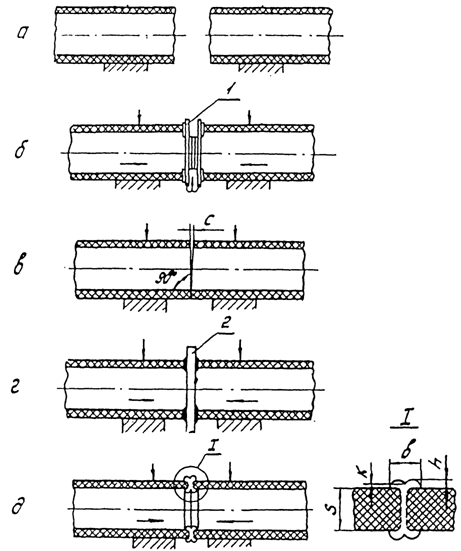 Все инструменты следует размещать под рукой, чтобы не отключаться от процесса.
Все инструменты следует размещать под рукой, чтобы не отключаться от процесса.
Трубы также нужно подготовить – очистить от грязи, масла и прочего «мусора».
Это важно знать! Количество швов может разниться, поскольку зависит от толщины стенок свариваемых элементов. Если этот показатель не превышает 6 мм, можно ограничиться 2 швами. При толщине 6-12 мм понадобится 3 шва. А ели вы выбрали изделия со стенками от 19 мм, готовьтесь делать 4 шва.
Стандартный набор сварщика
Основной блок работ
Варить интереснее, чем готовиться. Электрод водите без перерыва, пока не произойдет полное приваривание шва. Первый слой – наиболее важный, «главная скрипка» процесса. От его качества зависят все последующие швы. Если вы свариваете изделия со стенками от 8 мм, делайте сначала ступенчатые накладки, а затем – сплошные. Каждый готовый слой тщательно освобождайте от шлака, а затем только переходите к следующему. Следите, чтобы начало и конец швов не совпадали. Крайний слой формируйте плавно, стараясь перейти на поверхность трубы.
Крайний слой формируйте плавно, стараясь перейти на поверхность трубы.
Стык по кругу разделите на несколько зон, соединяйте точки через одну, затем беритесь за пропущенные участки.
Так выглядит безупречно сделанный шов
Проверка
Качество работ нужно проверить, дабы избежать потопа или другой беды. Произведите наружный осмотр, выявляя прожоги, трещины и другие дефекты. Если визуальная проверка прошла успешно, можно переходит к экспериментальным действиям. Приготовьте мыльный раствор, при помощи кисти обработайте смесью области швов и пустите в трубу воздух (под давлением). Если пузырей нет, система пригодна для эксплуатации.
Видео-инструкция по сварке труб
Краткий курс соединения труб электросваркой, усвоен, пора переходить к практике.
Понравилась статья? Поделитесь ей:
Соединительные системы DPS
Очистка трубы является залогом надежной и высококачественной сварки.
infoХарактеристики infoЗащита infoСоединение infoУстановка
Заказать сейчас Нужна консультация
Трубы DPS // SANI не требуют дополнительного соединения с фитингом, они свариваются при помощи термоизоляции. Это означает, что труба и необходимый фитинг соединяются вместе на молекулярном уровне, что приводит к созданию непрерывного трубопровода, который обеспечивает наивысшую степень безопасности в системах водоснабжения.
Соединения между трубами и фитингами системах марки DPS // SANI сваривают следующими способами:
- Электромуфтовая сварка
- Сварка внахлест
- Стыковая сварка
Электромуфтовая сварка
Электромуфтовая сварка заключается в пропускании тока через спираль электрофузионной муфты. Такой тип сварки рекомендуется для труб больших диаметров. Трубы из подобных материалов, но с разной толщиной стенки, могут соединяться только с помощью электромуфтовой сварки или сварки внахлест.
Такой тип сварки рекомендуется для труб больших диаметров. Трубы из подобных материалов, но с разной толщиной стенки, могут соединяться только с помощью электромуфтовой сварки или сварки внахлест.
Сварка в нахлест
Она осуществляется путем нагрева наружной поверхности трубы и внутреннего фитинга до тех пор, пока материалы не расплавятся, после чего детали вставляют друг в друга до того, как они остынут.
Стыковая сварка
Стыковая сварка при помощи термоплавления используется для соединения деталей (труба/фитинг/ труба-труба) путем спайки их поверхностей ( толщин.)
Условия спайки достигаются путем подачи тепла через нагревательный элемент, который соприкасается с соединяемыми поверхностями.
Стадии сварки в соответствии с циклами температуры и давления
- (t1) Формирование температуры шва посредством давления
- (t2) Температура нагрева без давления
- (t3) Снятие нагревательного элемента
- (t4) Увеличение давления
- (t5) Давление охлаждения без температуры
Заказать сейчас Нужна консультация
«Разумный выбор для вашего дома»
Стандартные сварные швы в трубопроводных системах
При установке стальных трубопроводов для воды или других жидкостей, таких как
как газ или отходы, существует несколько распространенных типов сварных соединений. Это может варьироваться
в зависимости от диаметра участков трубы, углов или сдвигов направления
трубы. Стыковые, угловые и фланцевые соединения — вот некоторые из них.
сварочные работы. Читайте дальше, чтобы узнать больше об этих суставах и когда их использовать.
их.
Это может варьироваться
в зависимости от диаметра участков трубы, углов или сдвигов направления
трубы. Стыковые, угловые и фланцевые соединения — вот некоторые из них.
сварочные работы. Читайте дальше, чтобы узнать больше об этих суставах и когда их использовать.
их.
Стыковые соединения
Стыковые соединения соединяют две части вместе встык.Это может быть сделано с двумя частями одной трубы или добавить клапаны, фланцы, фитинги, или другое оборудование. Если свариваемые материалы толще трех шестнадцатых дюйма, вы используете плоский или составной фацет. В трубах большего диаметра стыковые соединения нужно будет запломбировать как изнутри, так и снаружи.
Вы должны выполнить испытания после завершения сварки на каждом совместный. Визуально осмотрите сварные швы и найдите начальные и конечные дефекты, трещины или поднутрения.
Прочие испытания, проводимые после сварки стыкового соединения, могут быть либо магнитными.
тест частиц (MT) или ультразвуковой тест (UT). Вы можете выполнить ультразвуковое
проверьте, как только сварной шов остынет. UT-тест нужно проводить только на одном
сторона сустава, внутри или снаружи.
Вы можете выполнить ультразвуковое
проверьте, как только сварной шов остынет. UT-тест нужно проводить только на одном
сторона сустава, внутри или снаружи.
После проверки соединений установите защитный термоусадочный рукав или подгузник для защиты стыка от коррозии, если трубы будут под землей.
Угловые соединения
Угловые сварные соединения широко используются при монтаже трубопроводов. Соединения внахлестку, тройники и угловые соединения — это все типы угловых соединений.
- Круг стык — это место, где две части трубы перекрываются, потому что диаметр одной трубы меньше другого.
- Тройник шарнир создает форму T когда соединены две трубы или труба прикреплен к опорной плите.
- Уголок суставы образуют L при соединении двух металлических частей. Если три ответвления трубы соединяются, это называется косым стыком.
Угловые соединения используют одинарное или двойное сопряжение. С
одинарное сопло, соединение герметично снаружи, когда две трубы полностью
сидя. Двойной фланец герметизирует соединение как внутри, так и снаружи, где трубы
встреча.
С
одинарное сопло, соединение герметично снаружи, когда две трубы полностью
сидя. Двойной фланец герметизирует соединение как внутри, так и снаружи, где трубы
встреча.
Визуально проверьте одинарные угловые соединения на предмет завершения и любых неисправности. Вам также следует выполнить тест MT. Если вы используете двойное филе, в В дополнение к визуальному тесту и тесту MT, используйте тест воздухом до 40 фунтов на квадратный дюйм в кармане создается двумя сварными швами. Испытания в вакуумной камере — еще один вариант на перекрытых области.
Используйте термоусадочные рукава или подгузники со строительным раствором для защиты филе. стыки, которые будут находиться под землей или подвергаться воздействию элементов.
Фланцевые соединения
Фланцевые соединения или кромочная сварка происходят там, где клапан или
установлен люк. При установке клапана вы добавляете прокладку между и
затяните болты по диагонали с равномерным крутящим моментом.
Также следует нанести тонкий слой краски под гайку и шайбу, чтобы вода не вызывала коррозию в дальнейшем. Проверить болты через двадцать четыре часа для постоянной затяжки.
Как и в случае с другими сварными соединениями, необходимо произвести визуальный осмотр. часть процесса после завершения сварки.После того, как сварной шов пройдет проверку, термоусадочная муфта или антикоррозионная лента могут защитить сварной шов.
Вне зависимости от того, проложена ли ваша труба внутри или снаружи, большая или маленькие, пусть наши специалисты-сварщики на 3-Б Сварка, ООО, вам в помощь. Мы нанимаем только опытных сварщиков, которые могут вам помочь выполняйте свою работу вовремя и в рамках бюджета. Итак, если вы хотите обеспечить качественный сварочный проект, позвоните в нашу компанию. Мы с нетерпением ждем работать с вами.
Сварной наплав | Инспекционная
Сварное наплавление (WOL) , также известное как плакирование, наплавка, наплавка или наплавление сварного шва, представляет собой процесс, при котором один или несколько металлов соединяются друг с другом посредством сварки с поверхностью основного металла в виде слоя. Обычно это делается для улучшения материала путем добавления к нему коррозионно-стойкого или упрочняющего слоя. Подготовленные таким образом поверхности можно даже очень индивидуально настроить, наслоив и сплавив вместе несколько различных материалов.
Обычно это делается для улучшения материала путем добавления к нему коррозионно-стойкого или упрочняющего слоя. Подготовленные таким образом поверхности можно даже очень индивидуально настроить, наслоив и сплавив вместе несколько различных материалов.
Существует несколько различных методов наложения сварных швов, каждый из которых имеет свои уникальные области применения и применения. Выбор конкретного метода зависит от доступа, положения сварки, типа сплава и скорости растворения компонента, а также от собственной экономической ситуации.Основными методами наплавки являются: дуговая сварка в среде защитного металла, сварка в углекислом газе, сварка в среде инертного газа (MIG) / сварка в среде инертного газа вольфрама (TIG), дуговая сварка под флюсом и дуговая сварка с переносом плазмы (PTA).
Самым распространенным из них является дуговая сварка металлическим электродом в защитных оболочках, которая чаще всего используется с черными металлами и использует стержни в качестве сварочного материала. Для этого метода сердечник проволоки покрывается покрытием, которое добавляет специальные элементы в металл сварного шва, а металл шва защищается шлаком, образующимся во время сварки.
Для этого метода сердечник проволоки покрывается покрытием, которое добавляет специальные элементы в металл сварного шва, а металл шва защищается шлаком, образующимся во время сварки.
При сварке CO2, которую иногда называют металлоактивным газом (MAG) или полуавтоматической сваркой, атмосфера защитного газа CO2 защищает материал от окисления. Для этого процесса сварочные материалы могут состоять из сплошной проволоки, порошковой проволоки и порошковой проволоки. Поскольку сварочная проволока используется для сварочного материала, возможна непрерывная сварка.
Сварка в среде инертного газа (MIG), которую иногда называют сваркой в среде инертного газа вольфрама (TIG) или просто сварка в газовой среде, в значительной степени аналогична полуавтоматической сварке, за исключением того, что во время этого процесса свариваемая область защищена инертным газом. газ.Он в основном используется с цветными металлами.
Последний метод — это дуговая сварка с переносом плазмы (PTA). Как и сварка TIG, дуга генерируется неплавящимся вольфрамовым электродом, а сварка выполняется флюсом, подаваемым извне в дугу. Этот метод, возможно, самый сложный, но он позволяет наплавку твердых сложных карбидных сплавов, что трудно сделать с большинством других методов. Поскольку при сварке PTA сварочный материал представляет собой порошок, порошки этих материалов могут быть смешаны для создания оригинального флюса для легкой наплавки.
Как и сварка TIG, дуга генерируется неплавящимся вольфрамовым электродом, а сварка выполняется флюсом, подаваемым извне в дугу. Этот метод, возможно, самый сложный, но он позволяет наплавку твердых сложных карбидных сплавов, что трудно сделать с большинством других методов. Поскольку при сварке PTA сварочный материал представляет собой порошок, порошки этих материалов могут быть смешаны для создания оригинального флюса для легкой наплавки.
Сварная наплавка обычно используется в газовой промышленности и может применяться на самых разных компонентах, таких как трубы, фитинги, клапаны и сосуды. Несмотря на то, что большинство компонентов имеют определенный допуск на коррозию, для некоторых материалов уровень потерь может быть чрезмерным. Таким образом, наложение сварного шва обеспечивает защиту поверхности, сохраняя при этом достаточную прочность внутреннего компонента для соответствия соответствующим нормам и стандартам.
Это определение неполное? Вы можете помочь, внося свой вклад.
Связанные темы
Инструменты темы
Поделиться темой
Внести вклад в определение
Мы приветствуем обновления этого определения Integripedia от сообщества Inspectioneering.Щелкните значок ссылку ниже, чтобы открыть форму, которая позволит вам внести изменения в определение и отправить их инспекционному составу.
Способствовать определениюСварочные позиции: 4 основных типа
Вертикальное положение (3F или 3G)
При сварке в вертикальном положении ось шва приблизительно вертикальна.
Когда сварка выполняется на вертикальной поверхности, расплавленный металл имеет тенденцию стекать вниз и накапливаться.
Угловой шов на стыке внахлест в вертикальном положенииПоток металла можно контролировать, направляя пламя вверх под углом 45 градусов к пластине и удерживая стержень между пламенем и расплавленной лужей (см. Выше).
Перемещение горелки и присадочного стержня предохраняет металл от провисания или падения и обеспечивает хорошее проплавление и плавление на стыке.
И горелка, и сварочный стержень должны качаться, чтобы наплавить равномерный валик. Сварочный стержень следует держать немного выше средней линии стыка, а сварочное пламя должно перемещать расплавленный металл по стыку, чтобы равномерно распределить его.
Стыковое соединение в вертикальном положенииСтыковые соединения, сваренные в вертикальном положении, должны быть подготовлены к сварке таким же образом, как и при сварке в горизонтальном положении.
Верхнее положение (4F или 4G)
Сварка над головой выполняется с обратной стороны стыка.
При сварке над головой наплавленный металл имеет тенденцию падать или провисать на пластине, в результате чего валик имеет высокий гребень.
Чтобы преодолеть эту трудность, расплавленная лужа должна быть небольшой, и следует добавить достаточно присадочного металла для получения хорошего сплавления с некоторым усилением на валике. Если лужа становится слишком большой, пламя следует на мгновение убрать, чтобы металл шва замерз.
При сварке легких листов размер лужи можно регулировать, равномерно нагревая основной металл и присадочный стержень.
Угловой шов на стыке внахлест в верхнем положенииПламя должно быть направлено так, чтобы расплавить оба края стыка. Следует добавить достаточное количество присадочного металла, чтобы лужа оставалась адекватной с достаточным армированием.
Сварочное пламя должно поддерживать расплавленный металл, а небольшая сварка не допускать пригорания, сделанного от одного, распределить его по стыку.
Требуется только небольшая лужа, поэтому следует использовать удочку. Необходимо следить за тем, чтобы нагрев проходил через пластины.
Необходимо следить за тем, чтобы нагрев проходил через пластины.
Это особенно важно при сварке только сбоку.
Стыковое соединение над головойПозиции для сварки труб
Сварка труб выполняется в соответствии с множеством различных требований и в различных сварочных условиях. Положение при сварке определяется работой.
В целом положение фиксировано, но в некоторых случаях может быть свернуто для работы в горизонтальном положении. Позиции и процедуры сварки труб описаны ниже.
Труба наклонена неподвижно (45 градусов + 5 градусов) и не поворачивается во время сваркиГоризонтальный сварной шов на трубе
Совместите стык и прихваточный шов или зафиксируйте его стальными перемычками с трубой, установленной на подходящих роликах.Начните сварку в точке C (рисунок ниже), продвигаясь вверх до точки B. Когда точка B будет достигнута, поверните трубу по часовой стрелке до тех пор, пока точка остановки сварного шва не окажется в точке C, и снова сварите вверх до точки B. Когда труба вращается. , резак следует держать между точками B и C, а труба проворачивать мимо них.
Когда труба вращается. , резак следует держать между точками B и C, а труба проворачивать мимо них.
Положение горелки в точке A аналогично положению для вертикального шва. По мере приближения к точке B сварной шов принимает почти ровное положение, а углы приложения горелки и стержня слегка меняются, чтобы компенсировать это изменение.
Сварку следует прекратить непосредственно перед основанием начальной точки, чтобы осталось небольшое отверстие. Затем начальную точку повторно нагревают, чтобы область, окружающая точку соединения, имела однородную температуру. Это обеспечит полное сращение продвигающегося шва с начальной точкой.
Если боковая стенка трубы имеет толщину более 1/4 дюйма (0,64 см), следует выполнить многопроходный сварной шов.
Сварной шов с фиксированным положением горизонтальной трубы
После прихваточной сварки трубу устанавливают таким образом, чтобы прихваточные швы располагались примерно так, как показано ниже. После начала сварки трубу нельзя перемещать ни в каком направлении.
После начала сварки трубу нельзя перемещать ни в каком направлении.
При сварке в фиксированном горизонтальном положении труба сваривается в четыре этапа, как описано ниже.
- Начиная с нижнего положения или положения «6 часов», приваривайте снизу вверх до положения «3 часа».
- Начиная снизу, сварите вверх до положения «9 часов».
- Начиная с позиции «3 часа», приваривайте сверху.
- Начните с положения «9 часов» и приварите вверх к верху, перекрывая валик.
При сварке снизу сварка выполняется в два этапа. Начните сверху (см. Ниже) и двигайтесь вниз с одной стороны к низу, затем вернитесь к верху и продвигайтесь вниз по другой стороне, чтобы соединиться с предыдущим сварным швом внизу. Метод сварки сверху вниз особенно эффективен при дуговой сварке, поскольку более высокая температура электрической дуги позволяет использовать более высокие скорости сварки.При дуговой сварке скорость примерно в три раза выше, чем при сварке снизу вверх.
Сварка тыльной стороной вниз применяется для соединений труб из низкоуглеродистой или низколегированной стали, которые можно катать или которые находятся в горизонтальном положении. Один проход используется для толщины стенки не более 3/8 дюйма (0,95 см), два прохода — для толщины стенки от 3/8 до 5/8 дюйма (от 0,95 до 1,59 см), три прохода — для толщины стенки от 5/8 до 7. / 8 дюймов (от 1,59 до 2,22 см) и четыре прохода для толщины стенок от 7/8 до 1-1 / 8 дюйма.(2,22-2,87 см).
Сварной шов с фиксированным положением вертикальной трубы
Труба в этом положении, при котором стык является горизонтальным, чаще всего сваривается методом обратной сварки. Сварку начинают от прихваты и непрерывно проводят по трубе.
Сварка вертикальной трубы в фиксированном положении с обратной стороныМногопроходная дуговая сварка
Корневые бусины
Если используется линейный зажим, корневой валик (см. Ниже) начинается со дна канавки, пока зажим находится в нужном положении.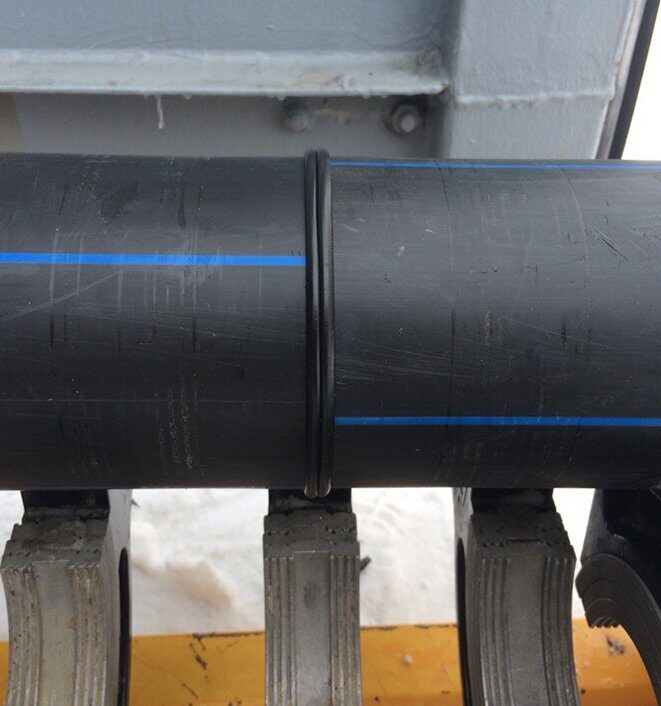 При отсутствии Опорного кольца не используется, следует соблюдать осторожность, чтобы создать небольшой шарик на внутренней стороне трубы. Если используется подкладное кольцо, корневую валику следует аккуратно срастить с ним. Перед снятием зажима следует нанести столько корневого валика, сколько позволяют стержни линейного зажима. Завершите бусинку после снятия зажима.
При отсутствии Опорного кольца не используется, следует соблюдать осторожность, чтобы создать небольшой шарик на внутренней стороне трубы. Если используется подкладное кольцо, корневую валику следует аккуратно срастить с ним. Перед снятием зажима следует нанести столько корневого валика, сколько позволяют стержни линейного зажима. Завершите бусинку после снятия зажима.
Присадочные валики
Необходимо следить за тем, чтобы валики наполнителя (см. Вид на диаграмме B выше) были вплавлены в корневой валик, чтобы устранить любые подрезы, вызванные отложением корневого валика.Обычно требуется один или несколько наполнителей вокруг трубы.
Отделочные бусины
Отделочные валики (см. Диаграмму, вид C выше) накладываются на наполнители для завершения соединения. Обычно это переплетенный валик шириной около 5/8 дюйма (1,59 см) и примерно на 1/16 дюйма (0,16 см) над внешней поверхностью трубы в собранном виде.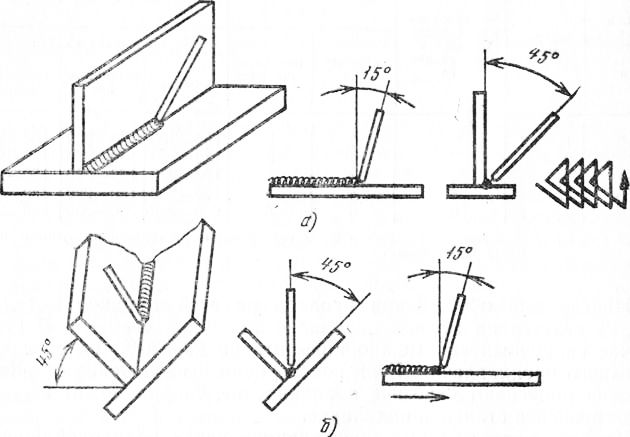 Готовый сварной шов показан на виде D выше.
Готовый сварной шов показан на виде D выше.
Сварка алюминиевых труб
Для алюминиевых труб были разработаны специальные детали соединений, которые обычно связаны с процедурами комбинированного типа.Опорное кольцо не используется в большинстве случаев. Прямоугольное Опорное кольцо редко используются, когда флюиды передаются через систему трубопроводов. Его можно использовать в конструкциях, в которых трубы и трубчатые элементы используются для передачи нагрузок, а не материалов.
Поддержание коррозионной стойкости и повышение производительности
(Примечание читателя: первоначально опубликовано в The Welding Journal (Американское сварочное общество)).
Когда дело доходит до сварки труб из нержавеющей стали, тут нет вуду — правильный выбор присадочного металла, подготовка стыков, чистота и сварочные процессы помогают гарантировать, что конечный продукт соответствует установленным стандартам качества и сохраняет предполагаемые свойства устойчивости к коррозии. Тем не менее, есть эволюция хорошо зарекомендовавших себя процессов и технологий, которые позволяют производителям труб повысить производительность без ущерба для коррозионной стойкости нержавеющей стали.
Тем не менее, есть эволюция хорошо зарекомендовавших себя процессов и технологий, которые позволяют производителям труб повысить производительность без ущерба для коррозионной стойкости нержавеющей стали.
В этой статье будут рассмотрены основы сварки труб из нержавеющей стали для различных применений: от продуктов питания и напитков высокой чистоты, фармацевтических и нефтехимических труб до нефтегазовых приложений. В рамках этих основ мы представим передовой опыт и новые особенности установленных методов, которые могут помочь повысить производительность вашего цеха при одновременном улучшении или поддержании желаемой коррозионной стойкости.
В качестве примечания: критические приложения, в которых процессы сертифицированы, не должны изменяться без прохождения соответствующих процессов сертификации. Каждый процесс, описанный в этой статье, был сертифицирован для критических приложений и призван стимулировать идеи о том, как продвигать ваши собственные методы сварки.
Выбор присадочного металла имеет решающее значение для контроля уровня углерода
Выбор присадочного металла для труб из нержавеющей стали связан с улучшением свойств сварного шва и соответствием требованиям применения. Присадочные металлы с обозначением «L», такие как ER308L, обеспечивают более низкое максимальное содержание углерода, что может помочь сохранить коррозионную стойкость в низкоуглеродистых нержавеющих сплавах. В качестве примера: если вы сварите основной металл 304L со стандартным присадочным металлом 308, вы фактически увеличите содержание углерода в этом соединении и увеличите вероятность коррозии. В областях применения высокой чистоты — пищевых продуктов, напитков, фармацевтики — это низкое содержание углерода имеет решающее значение для поддержания коррозионной стойкости. Напротив, присадочный металл с обозначением «H» обеспечивает более высокое содержание углерода для применений, требующих большей прочности, особенно при высоких температурах.Присадочные металлы с более высоким содержанием кремния, такие как ER309LSi, увеличивают текучесть сварочной ванны, улучшают врезку и увеличивают скорость перемещения для повышения производительности. Присадочные материалы серии 309 также особенно хорошо подходят для соединения разнородных нержавеющих сталей и для наплавки.
Присадочные металлы с обозначением «L», такие как ER308L, обеспечивают более низкое максимальное содержание углерода, что может помочь сохранить коррозионную стойкость в низкоуглеродистых нержавеющих сплавах. В качестве примера: если вы сварите основной металл 304L со стандартным присадочным металлом 308, вы фактически увеличите содержание углерода в этом соединении и увеличите вероятность коррозии. В областях применения высокой чистоты — пищевых продуктов, напитков, фармацевтики — это низкое содержание углерода имеет решающее значение для поддержания коррозионной стойкости. Напротив, присадочный металл с обозначением «H» обеспечивает более высокое содержание углерода для применений, требующих большей прочности, особенно при высоких температурах.Присадочные металлы с более высоким содержанием кремния, такие как ER309LSi, увеличивают текучесть сварочной ванны, улучшают врезку и увеличивают скорость перемещения для повышения производительности. Присадочные материалы серии 309 также особенно хорошо подходят для соединения разнородных нержавеющих сталей и для наплавки.
При сварке нержавеющих сталей также важно выбирать присадочный металл с низким содержанием следов (или «попутных») элементов. Это остаточные элементы в сырье, используемом для изготовления присадочных металлов. Они включают олово, сурьму, мышьяк, фосфор и серу и могут оказывать сильное влияние на коррозионную стойкость.
Контроль сенсибилизации с помощью присадочных металлов, контроль температуры между проходами
Сенсибилизация является основной причиной потери коррозионной стойкости и зависит от химического состава основного материала и присадочного металла, а также от температур, при которых сварной шов остывает. Оксид хрома — это «нержавеющий» слой нержавеющей стали. Если вы повысите уровень углерода в сварном шве и в соседней зоне термического влияния, он образует карбиды хрома, которые связывают хром, предотвращая образование оксида хрома.Это, в свою очередь, приводит к коррозии стали, иначе она не будет иметь желаемой коррозионной стойкости.
Существует три основных способа борьбы с сенсибилизацией: первый — это использование низкоуглеродистой основы и присадочного металла для уменьшения или устранения углерода при сварке.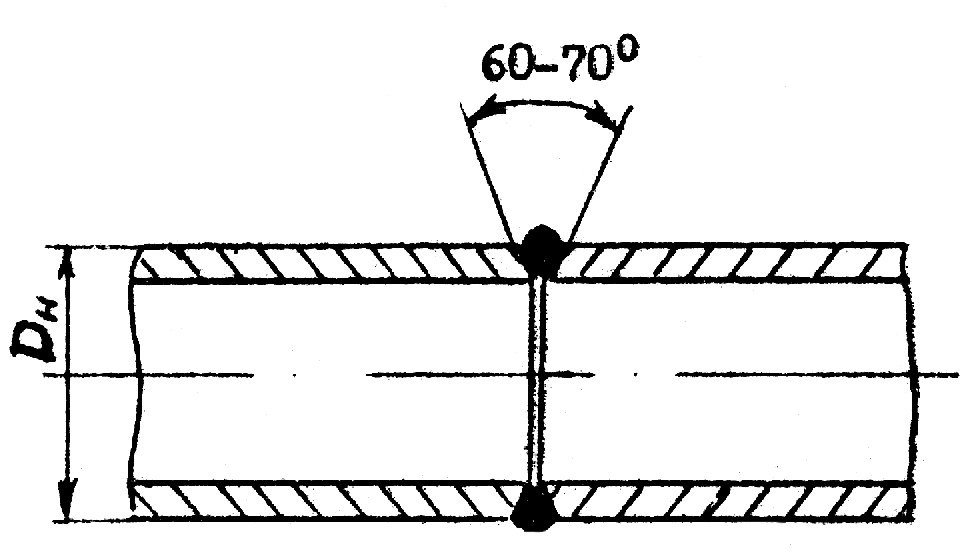 Однако этот метод не всегда практичен, поскольку углерод является жизненно важным легирующим ингредиентом в некоторых областях применения.
Однако этот метод не всегда практичен, поскольку углерод является жизненно важным легирующим ингредиентом в некоторых областях применения.
Второй — минимизировать время, в течение которого зона сварки и термического влияния проводит при температурах, способствующих сенсибилизации.Этот диапазон будет варьироваться в зависимости от того, кого вы спросите, но по общему мнению, этот диапазон составляет от 500 до 800 градусов по Цельсию. Чем короче время нахождения в этой температурной зоне, тем меньше повреждений от тепла сварки. Таким образом, важно соблюдать максимальные температуры между проходами, указанные в процедурах сварки. Целью многопроходных приложений должно быть использование как можно меньшего количества проходов и сварка с минимально возможным тепловложением для достижения более быстрого охлаждения.
В-третьих, использовать присадочные металлы со специальными легирующими ингредиентами для предотвращения образования карбидов хрома.Например, титан и ниобий могут быть добавлены в присадочный металл и помогают предотвратить реакции между хромом и углеродом. Эти элементы также сильно влияют на прочность и ударную вязкость, ограничивая области применения, в которых они могут быть использованы. Они также не приносят никакой пользы в наиболее удаленных от сварных швов областях в зоне термического влияния.
Защитный газ имеет критическое значение для сохранения коррозионной стойкости
Для сварки труб и труб из нержавеющей стали традиционно требуется продувка обратным потоком аргона.В некритических применениях, где стоимость является определяющим фактором, азот также можно использовать в качестве обратной продувки, но это может привести к образованию некоторых нитридных соединений в корне шва, что в некоторой степени снижает коррозионную стойкость. Это может быть приемлемым компромиссом в таких приложениях, как трубопроводы из нержавеющей стали для больших систем сжатого воздуха и гидравлических жидкостных систем, где вода обычно не присутствует внутри труб и риск коррозии изнутри невелик.
Прямой аргон рекомендуется для дуговой сварки газом вольфрамовым электродом (TIG) труб и труб из нержавеющей стали. Выбор защитного газа для проволочных процессов более сложен.
Выбор защитного газа для проволочных процессов более сложен.
Традиционно для сварки MIG используются смеси аргона и диоксида углерода, аргона и кислорода, а также 3 газовые смеси на основе гелия, аргона и диоксида углерода. Эти смеси обычно содержат в основном аргон или гелий, при этом диоксид углерода составляет менее 5 процентов от всей газовой смеси. Это связано с тем, что диоксид углерода может разлагаться в дуге и вносить углерод в сварочную ванну, создавая чувствительный сварной шов, уязвимый для коррозии.Чистый аргон не используется в процессах MIG, потому что он не поддерживает стабильную сварочную дугу. Эту роль могут выполнять и другие следовые составляющие, такие как диоксид углерода и кислород. Смеси газов аргона и кислорода можно использовать только для сварки в плоском положении, поскольку кислород создает очень жидкую сварочную ванну. Аргон / диоксид углерода в сочетании с импульсной сваркой MIG можно использовать для сварки в любом положении, как и смеси защитных газов Tri-Mix.
для сварки нержавеющей стали предназначена для работы на традиционных смесях аргона и диоксида углерода на 75/25 процентов.Ингредиенты флюса предотвращают загрязнение сварного шва углеродом, вносимым защитным газом, а флюсирующее действие шлакового покрытия улавливает излишки углерода и предотвращает его попадание в отложения сварного шва. Нержавеющую сталь 304 можно успешно сваривать с использованием процесса регулируемого осаждения металла (RMD ™) без обратной продувки. Это не относится к дуплексным нержавеющим сталям. Их необходимо продуть инертным газом, например аргоном.
Подготовка к сварке и важность подгонки
Обсуждение сварки труб из нержавеющей стали не будет полным без обсуждения подготовки стыков.Применяются обычные атрибуты сварки нержавеющей стали: используйте специальные щетки, напильники и шлифовальные машины, которые никогда не касаются углеродистой стали или алюминия. Чистота имеет решающее значение. Даже микроэлементы посторонних материалов, попавшие в сварное соединение, могут вызвать дефекты и привести к снижению коррозионной стойкости и прочности. Поскольку нержавеющая сталь настолько чувствительна к тепловыделению, чтобы сохранять свои свойства — как по форме, так и по стойкости к коррозии, — способ резки и фаски трубы также может отрицательно сказаться на сварном шве.Любой зазор или отсутствие подгонки требует, чтобы сварщик добавил больше присадочного металла, что может замедлить процесс сварки, что приведет к накоплению тепла в пораженной области. Вы хотите максимально приблизиться к идеальной подгонке, особенно на санитарных трубах и трубах высокой чистоты.
Поскольку нержавеющая сталь настолько чувствительна к тепловыделению, чтобы сохранять свои свойства — как по форме, так и по стойкости к коррозии, — способ резки и фаски трубы также может отрицательно сказаться на сварном шве.Любой зазор или отсутствие подгонки требует, чтобы сварщик добавил больше присадочного металла, что может замедлить процесс сварки, что приведет к накоплению тепла в пораженной области. Вы хотите максимально приблизиться к идеальной подгонке, особенно на санитарных трубах и трубах высокой чистоты.
Управление подводом тепла и скоростью определяет эволюцию процесса
Сам процесс сварки также играет решающую роль в регулировании подводимого тепла и охлаждения, а значит, и в сопротивлении коррозии и деформации. Сварка TIG традиционно используется для сварки труб и труб из нержавеющей стали и остается оптимальным решением для чрезвычайно высокой чистоты труб или труб диаметром 6 дюймов или меньше и толщиной стенки 10.Предпочтительным методом обработки пищевой нержавеющей стали высокой чистоты является сварка встык квадратным сварным швом методом TIG методом автогенной сварки. Возможность плавления трубы без добавления присадочного металла помогает снизить нагрев и исключает любые химические изменения, которые могут быть вызваны добавлением присадочного металла. Эта практика обычно работает с любой трубкой или трубой тоньше 1/8 дюйма. толстый. По мере того, как труба становится толще — в диапазоне от 10 до 40 — возникает необходимость в фаске трубы и добавлении присадочного металла. Существуют трубы меньшего диаметра с более толстыми стенками, такие как 2-дюймовые трубы сортамента 80, для которых TIG остается идеальным вариантом, поскольку переход на проволочный процесс на трубах такого малого диаметра нецелесообразен.
Возможность плавления трубы без добавления присадочного металла помогает снизить нагрев и исключает любые химические изменения, которые могут быть вызваны добавлением присадочного металла. Эта практика обычно работает с любой трубкой или трубой тоньше 1/8 дюйма. толстый. По мере того, как труба становится толще — в диапазоне от 10 до 40 — возникает необходимость в фаске трубы и добавлении присадочного металла. Существуют трубы меньшего диаметра с более толстыми стенками, такие как 2-дюймовые трубы сортамента 80, для которых TIG остается идеальным вариантом, поскольку переход на проволочный процесс на трубах такого малого диаметра нецелесообразен.
Современные инверторы для сварки TIG отлично справляются с этой задачей, так как импульсные возможности значительно улучшились со времен более крупных трансформаторных машин и помогают снизить подвод тепла. Более старая технология TIG ограничивается импульсами со скоростью около 20 импульсов в секунду. Более новая инверторная технология TIG, такая как Maxstar® 200, позволяет производить высокоскоростную сварку TIG на постоянном токе со скоростью до 500 импульсов в секунду. Возможность управления импульсами в этом диапазоне позволяет сварщикам значительно снизить среднюю силу тока и тепловложение, что помогает контролировать проплавление и уменьшать искажения.Импульсы на этих более высоких частотах увеличивают фокус дуги за счет быстрых пульсаций между высоким пиковым и низким фоновым током, что позволяет получить большее проникновение, двигаться быстрее и уменьшить зону термического влияния. Испытания показали, что пульсация от 250 до 400 импульсов в секунду увеличивает скорость перемещения до 35 процентов без ущерба для проплавления сварного шва.
MIG-процессы развивают и упрощают производство труб из нержавеющей стали
В то время как остаются более толстые трубы высокой чистоты, для которых по-прежнему требуется корень TIG или горячий проход TIG, корневые проходы MIG на нержавеющей стали регулярно сертифицируются для менее критических применений, а в некоторых случаях более ответственных применений, традиционно выполняемых с использованием TIG.Некоторые приложения даже выполняются без помощи обратной продувки, относительно недавняя разработка, ставшая возможной благодаря модифицированному процессу сварки MIG с коротким замыканием, например RMD, доступному с системой сварки труб PipeWorx — хотя это никогда не должно выполняться в приложениях с высокой степенью чистоты. с дуплексными нержавеющими сталями, такими как фармацевтическая, полупроводниковая или пищевая промышленность. Обычной последовательностью сварки на трубе большего диаметра, такой как 12-дюймовая труба сортамент 40, используемая в нефтегазопереработке, является укладка корня RMD с последующим переключением на импульсную сварку MIG (с использованием того же защитного газа и проволоки, что и для корневой проход) или дуговой сваркой порошковой проволокой (FCAW) для заполняющих и закрывающих проходов, что устраняет необходимость в горячем проходе TIG.
RMD представляет собой усовершенствование по сравнению с традиционной сваркой MIG с коротким замыканием в том, что сварочная система предвидит и контролирует короткое замыкание, а затем снижает сварочный ток для обеспечения постоянного переноса металла. Точно контролируемый перенос металла обеспечивает равномерное осаждение капель и облегчает сварщику управление лужей и, следовательно, подводом тепла и скоростью сварки. Плавный перенос металла компенсирует несоосность между секциями трубы, устраняя несовершенную подгонку трубы в некоторых случаях и создавая более равномерное армирование корня на внутренней стороне трубы.Точно так же защитный газ выходит из пистолета относительно невозмущенным контролируемой передачей и проталкивается через корневое отверстие, чтобы предотвратить окисление на задней стороне. Эта особенность позволила производителям труб сертифицировать процессы без вспомогательного газа в некоторых областях применения аустенитной нержавеющей стали, полностью исключив значительное время и затраты, связанные с обратной продувкой больших труб.
RMD также значительно проще обучить новым сварщикам работе, так как контролируемый перенос металла упрощает управление сварочной ванной.Этот процесс также поддерживает постоянную длину дуги независимо от вылета электрода и обеспечивает отличный обзор сварочной ванны. В поисках опытных сварщиков эти функции требуют обучения работе с исторически сложным приложением с нескольких недель до нескольких дней.
Этот процесс позволяет производителям труб увеличить скорость и производительность, не нагревая детали, помогая сохранить коррозионную стойкость и механические свойства, обеспечиваемые нержавеющей сталью.Скорость сварки с этим модифицированным процессом короткого замыкания составляет от 6 до 12 дюймов в минуту (дюйм / мин) по сравнению с 3–5 дюймами в минуту при сварке TIG. Такое увеличение скорости, а также возможность исключить горячий проход TIG и, возможно, исключить резервный газ в некоторых приложениях, обеспечивают значительную экономию времени и средств.
Пониженное тепловложение с помощью RMD также помогает избежать деформации нержавеющей стали по сравнению с другими процессами MIG. Некоторые компании сообщают, что могут использовать процессы изготовления труб, которые раньше были модульными — сборка по частям, а затем объединение для полной сборки для управления подводом тепла — и теперь изготавливать всю конструкцию за один присест из-за более низкого тепловложения и уменьшения деформации.Это упрощает процесс и позволяет собирать его быстрее, значительно сокращая рабочее время.
Строительство трубопровода | посвящен контролю над проектом
Сварка труб не так проста. Вам необходимо принять во внимание несколько сварочных проходов, затем неразрушающий контроль и, наконец, гидроиспытания. Я работал над проектом строительства трубопровода в Ираке и использовал следующие формулы для определения продолжительности сварки.
В среднем сварщик может выполнить около 140 дюймов сварного шва в час на обычных трубопроводах со стенкой 1/4 дюйма.Следовательно, чтобы найти продолжительность вывода в сутки, вам потребуется:
Количество сварных швов в час равно t o = ((140 / ((диаметр трубы — в дюймах) * 3,14))).
Это дает вам почасовую скорость соединения трубопроводов в час.
Умножьте это на количество часов в смене, чтобы получить суточную ставку.
Вы можете рассчитать, сколько секций в участке, разделив участок на длину трубопровода (обычно 12 м).
Затем разделите этот ответ на количество сварных швов в час.Это даст вам приблизительную продолжительность сварки.
Сварочные циклы обычно следуют друг за другом, поэтому для каждого прохода следует добавлять задержку в полдня (1 день дополнительно).
Увеличьте общую продолжительность на расчетное время нанизывания трубопровода.
НК может произойти во время сварки (очевидно, на разных участках трубопровода). Добавьте дневное перекрытие от конца сварки, чтобы завершить неразрушающий контроль.
В зависимости от длины укажите день заполнения трубопровода для гидростатических испытаний, день проверки и день слива.
Тогда вам нужно будет добавить день для подключения.
Продолжительность сварки уменьшится, если у вас будет более 1 команды, выполняющей задание.
Мы включили коэффициент накладных расходов для страны, который снизил производительность на 40%, чтобы учесть жару (летом в пустыне было что-то до 60 градусов), они проделали большую работу до восхода солнца и т. Д.
В целом , это практическое правило сработало очень хорошо. Очевидно, вы будете округлять в большую сторону, чем в меньшую.
Дополнительно …
Я участвую в строительстве ряда трубопроводов по всей Индии, и когда они применяют автоматическую сварку, они могут покрывать 500 метров в день на 30-дюймовой трубе.
Это немного медленнее, когда вы пересекаете горный хребет.
Четыре способа предотвращения появления ржавчины в сварном шве внахлест
Сталь любит кислород, но всякий раз, когда они встречаются, возникают проблемы коррозионного характера. Атомы O связываются с Fe, и в результате образуется ржавчина, которая отслаивается, быстро разрушая вашу стальную конструкцию.Вот почему мы настоятельно рекомендуем использовать защитное покрытие. Порошок, краска или гальваника — все подойдет, но если ваш дизайн включает в себя сварной шов внахлест, велика вероятность, что красный дьявол скоро поднимет свою уродливую голову.
Так не должно быть. Существуют методы выполнения сварных швов внахлест с превосходной коррозионной стойкостью, и мы собираемся перечислить некоторые из них. Однако, прежде чем мы это сделаем, важно обсудить, почему ржавчина при сварке может так легко образоваться при перекрытии.
Капиллярное действиеДве пластины будут выглядеть так, как будто они полностью соприкасаются, но на самом деле между ними есть щели. Влага обязательно попадет внутрь, и довольно скоро начнется окисление.
«Растекание ржавчины» в оцинкованных сварных деталяхЭто вызывает недоумение у многих людей, так как цинкование должно предотвращать коррозию. Хорошо, но только там, где жидкий цинк может проникнуть. Там, где есть небольшие щели — а маленькие — менее 3/16 дюйма — цинк слишком вязкий, чтобы проникнуть внутрь.Что еще хуже, менее вязкие чистящие химические вещества могут проникать внутрь и выполнять свою работу, так что вы подвергаете голый металл воздействию воздуха. Идеальный рецепт от коррозии!
Советы по предотвращению ржавчины1. Разработайте их
Лучший способ предотвратить образование ржавчины на стыках внахлест — не допускать стыков внахлест. Вместо этого используйте стыковые швы. По этой причине резервуары для хранения обычно изготавливаются со сварными швами.
2. Используйте сварные швы
Ваш стык внахлест обязательно имеет две стороны, а возможно и четыре.Идея герметичного шва состоит в том, чтобы заделать область перекрытия. Это означает нанесение сварного шва вдоль кромки, противоположной основному сварному шву, и вдоль любых других открытых кромок. Однако следует помнить, что это не конструкционные швы. Их цель — заполнить зазор между двумя пластинами.
Здесь необходимо сделать два предостережения, прежде чем вы поразите эту дугу. Сначала подумайте, как будет расширяться и сжиматься новый сварной шов. Дополнительные бусинки могут привести к искажению в неожиданном направлении. Во-вторых, вы можете изменить пути нагружения, возможно, перегрузив эти сварные швы.Короче, подумайте о последствиях, прежде чем заделывать стык внахлест.
3. Герметик
Да, используйте герметик, чтобы заполнить пространство между пластинами. Это предотвращает коррозию за счет исключения влаги. Опять же, есть и другие соображения. В этом случае проблема заключается в том, будет ли герметик взаимодействовать с защитным покрытием, которое вы наносите впоследствии. Краска и силикон — обычно неудовлетворительное сочетание, поэтому тщательно выбирайте герметик.
4. Грунтовка для сквозных швов
Он широко используется в автомобильной ремонтной промышленности (где также выполняется много сварных швов внахлест.) Это краска на основе цинка, которая наносится на область перекрытия. При сварке цинк плавится, покрывая обе поверхности коррозионно-стойким металлом.
Не допускайте появления ржавчины в сварном шве внахлестСварные швы внахлест в стальном изделии являются причиной коррозии. Капиллярное действие приведет к попаданию влаги между пластинами, и как только начинается ржавчина, ее трудно остановить. Лучший подход — просто не использовать сварные швы внахлест, но иногда нет хорошей альтернативы.В таких случаях рассмотрите возможность герметизации, герметизации или грунтовки сквозных швов.
Рекомендации по орбитальной сварке в биотехнологических трубопроводах
Примечание редактора: Pharmaceutical Online рада представить эту статью, состоящую из четырех частей, посвященную орбитальной сварке трубопроводов биотехнологических процессов, подготовленную отраслевым экспертом Барбарой Хенон из компании Arc Machines. Эта статья была адаптирована из выступления доктора Хенона, сделанного в конце прошлого года на встрече ASME.
Гладкость сварного шваГрафики сварки: определение программируемых переменных
об / мин. Однопроходные сварные швы труб плавлением обычно выполняются при скорости движения дуги 4-7 дюймов в минуту (IPM). Скорость движения в дюймах в минуту необходимо преобразовать в скорость вращения в оборотах в минуту (об / мин). Таким образом, для трубы диаметром 1 дюйм (OD) скорость перемещения 5 дюймов будет равняться 1,6 об / мин.
Время на уровень. Время дуги сварного шва будет включать время задержки вращения, плюс время, необходимое для совершения 1 оборота при указанном числе оборотов в минуту, плюс дополнительное время, необходимое для прохождения расстояния, эквивалентного удвоенной толщине стенки трубы, для закрепления сварного шва.При 1,6 об / мин время, необходимое для обхода трубы, будет составлять 60 секунд, разделенных на 1,6 об / мин или 37,5 секунды. Для завершения сварки потребуется около 40 секунд. Общее время делится на количество уровней в программе сварки, чтобы получить время для каждого уровня. Это будет 10 секунд на уровень для 4-уровневого сварного шва или около 6,7 секунд на уровень для 6-уровневого сварного шва.
Сварочный ток для нержавеющей стали 316L. При скорости движения 5 дюймов в минуту требуется сварочный ток около одного ампера на каждый 0.001 дюйм толщины стенки для пускового (первичного) тока на первом уровне. При импульсной дуговой сварке все остальные сварочные токи могут быть получены из силы тока первого уровня. Фоновый ток будет около 30% от первичных усилителей для уровня 1, в то время как ток на последнем уровне будет около 80% от первого уровня. Это результат накопления тепла в трубке, поэтому для проникновения в конце сварного шва требуется примерно на 20% меньше тока, чем в начале. Величина снижения тока на уровень будет зависеть от количества уровней, при этом возможно более постепенное снижение с большим количеством уровней.
Задержка вращения. После возникновения дуги, но до начала вращения, дуга удерживается в одном месте, чтобы накапливать достаточно тепла для проплавления. Это особенно важно для однопроходного сварного шва, где невозможность проплавления в начале шва может привести к неплавлению на стыке.
Вернуться к содержаниюВремя импульса
Время для первичного импульса и фонового импульса контролирует расстояние между сварными швами.Более длительное время импульса увеличивает расстояние между валиками. При пошаговой или синхронной сварке «слабый» или «фоновый» импульс определяет расстояние между сварными швами, в то время как «высокое» или «основное» время импульса может использоваться в сочетании со сварочным током для контроля проплавления. На тонкостенных трубах сварка может выполняться без импульсного тока. Для небольших трубок время импульса обычно составляет 0,1–0,2 секунды или меньше. Время импульса значительно больше для швов STEP. При импульсной дуговой сварке валики сварного шва должны перекрываться на 60-80% по внешнему диаметру и не менее чем на 50% по внутреннему диаметру.
Вернуться к содержаниюКритерии приемки сварных швов
Стандарт ASME на оборудование для биотехнологий (ASME BPE-97) был опубликован в ноябре 1997 года. До этого времени фармацевтические трубопроводные системы традиционно устанавливались с использованием санитарных стандартов 3A в качестве руководящих принципов для производства. Сварочные процедуры и персонал могли быть сертифицированы Американским обществом инженеров-механиков (ASME), раздел IX Кодекса по котлам и сосудам под давлением, и, возможно, следовали руководящим указаниям по критериям сварки, перечисленным в ASME B 31.3 Кодекс для трубопроводов, работающих под давлением, согласно которым сварные швы визуально оцениваются на предмет отсутствия неплавления, признаков поверхностного шлака или пористости, со строгими ограничениями на непровар, поднутрение, внутреннюю вогнутость (всасывание или обратное всасывание) и т. Д. В соответствии с этими правилами должна быть установлена процедура сварки и испытательные сварные швы должны быть подвергнуты испытаниям на изгиб, чтобы показать, что соединение является пластичным, и испытания на растяжение, чтобы показать, что сварная деталь соответствует минимальному пределу прочности на растяжение для материала. Также может потребоваться рентгенография.Эти испытания были разработаны для определения механической целостности сварных швов и способности сварочного персонала выполнять сварные швы. Эти правила и стандарты были написаны для ручной сварки, и вполне возможно установить систему трубопроводов, отвечающую этим критериям, с использованием методов ручной сварки. Сварка в соответствии с этими нормами предназначена для обеспечения безопасной работы сварной системы, но мало внимания уделяется косметическому виду и гладкости сварных швов, что фактически повлияет на пригодность системы трубопроводов для использования в биофармацевтических препаратах.
ASME BPE — 1997 был разработан с учетом ограничений существующих норм и правил для индустрии биотехнологий. В 1989 году ASME учредил Главный комитет по биотехнологическому оборудованию, чтобы изучить все аспекты изготовления и установки оборудования для биотехнологий, определить отраслевые требования и написать новый стандарт для удовлетворения конкретных потребностей биотехнологической промышленности. Подкомитеты по дизайну, стерильности и очищаемости, чистоте поверхности, соединению материалов, размерам и допускам, уплотнениям оборудования и общим требованиям были сформированы и встречались несколько раз в год, пока стандарт не был завершен.Работа над исправлениями и дополнениями все еще продолжается.
Подкомитет по соединению материалов рассмотрел вопрос о критериях приемлемости сварных швов для орбитальных сварных швов труб в биотехнологических системах трубопроводов. Они согласились с тем, что биофармацевтические сварные швы должны по-прежнему соответствовать требованиям ASME, раздел IX и B31.3, но соответствовать дополнительным критериям, основанным на визуальной оценке. Все сварные швы должны быть визуально проверены на внешнем диаметре, а количество сварных швов, подлежащих проверке на внутреннем диаметре, должно быть согласовано владельцем и подрядчиком.Не менее 20% сварных швов должны быть случайным образом отобраны для контроля внутреннего диаметра либо путем прямого визуального осмотра, либо с помощью бороскопа. Было решено, что сварные швы фармацевтического типа должны быть полностью проплавлены без потери плавления на внутреннем сварном шве. Кроме того, не должно быть признаков пористости, шлака или окалины, чрезмерного обесцвечивания из-за отсутствия продувочного газа или слишком малого количества продувочного газа, или загрязненного газа, или возникновения дуги. Подкомитет MJ представил чертежи поперечных сечений сварных швов, которые определяют допустимый профиль сварного шва и пределы вогнутости, изменения цвета, смещения и т. Д.которые подробно описаны ниже.
Вернуться к содержаниюНеполное проникновение
Вероятно, наиболее серьезным дефектом сварки может быть неплавление или невозможность полного проплавления сварного шва по всему периметру внутренней части сварного шва. Помимо соображений прочности сварного шва, в трубопроводах биотехнологий отсутствие плавления оставляет щель, в которой бактерии могут ускользнуть от процедур очистки и колонизировать систему.Щели также являются участками, где может начаться щелевая коррозия. Различия в микросреде (кислород, хлориды, ионы металлов, водород) щели и области за пределами щели создают концентрирующую ячейку, в которой щель становится анодной и, следовательно, корродированной.
Неполное проплавление сварного шва или отсутствие плавления обычно является следствием плохой программы сварки, когда во время некоторой части процесса сварки применяется недостаточное количество тепла. В этом случае состояние можно исправить, увеличив силу тока или сварочный ток, который обеспечивает тепло, необходимое для достижения проплавления.Программа сварки может потребовать дополнительной силы тока для всей или только для одной части или уровня программы сварки. В общем, когда график сварки был разработан для конкретного размера трубы, трубы или сварного шва между трубами и фитингами, сварные швы будут согласованными, если не произойдет изменения тепла материала.
Отсутствие плавления может быть результатом неправильного выравнивания вольфрамового электрода относительно сварного шва или отклонения дуги. Этот дефект не будет очевиден снаружи сварного шва, но может быть обнаружен только при визуальном осмотре внутренней части сварного шва.Этот тип дефекта может быть результатом «ошибки оператора», и надлежащее обучение сварочного персонала было бы наиболее эффективной профилактической мерой.
Вернуться к содержаниюВогнутость (чрезмерное проникновение)
При автогенном шве наполнитель не добавляется, поэтому поверхность шва не будет выпуклой, если к внутреннему диаметру не будет приложено чрезмерное давление продувки. Наплавленный валик обычно находится заподлицо с поверхностью трубы, но на материалах с низким содержанием серы или толстостенных материалах чаще наблюдается некоторая вогнутость поверхности, которая считается нежелательной.Внешний сварной шов обычно становится вогнутым, когда к сварному шву прилагается чрезмерное тепло. Полость может быть локализована в одной области сварного шва, или весь сварной шов может быть слишком горячим.
Вогнутость обычно можно преодолеть, уменьшив сварочный ток для той части сварного соединения, которая указывает на проблему. На толстостенных материалах или материалах с низким содержанием серы небольшая вогнутость может быть неизбежна. Величина допустимой вогнутости по внешнему диаметру для нового стандарта BPE составляет максимум 10% толщины стенки для всей окружности сварного шва или 15%, если вогнутость ограничена 25% окружности.Вогнутость 10% на фармацевтической трубке со стенкой 0,065 дюйма может быть измерена как углубление сварного шва на 0,0065 дюйма по отношению к наружным поверхностям трубки.
Чрезмерный провар внутреннего сварного шва
Чрезмерное провар внутреннего сварного шва (выпуклость по внутреннему диаметру) ограничивается 10% от номинальной толщины стенки. Выпуклость по внутреннему диаметру обычно возникает одновременно с вогнутостью по внешнему диаметру, а также является результатом чрезмерного нагрева сварного шва.Это можно исправить, уменьшив силу тока в той части сварного шва, которая демонстрирует чрезмерное проплавление. В то время как некоторые владельцы или подрядчики устанавливают широкий внутренний сварной шов, который минимизирует возможность появления дефекта непровара, другие хотят, чтобы внутренний сварной шов был как можно более тонким и при этом был полностью сплавлен. Если все сварные швы в системе можно проверить с помощью бороскопа, это может представлять собой приемлемый риск. В противном случае гораздо безопаснее использовать немного более широкий борт и, возможно, некоторую внешнюю вогнутость.
Вернуться к содержаниюОбесцвечивание или «тепловой оттенок»
Стандарт BPE-97 гласит, что изменение цвета должно быть минимизировано на всех поверхностях, контактирующих с продуктом. Внутренний сварной шов не должен быть цветным, но в ЗТВ может быть разрешен светло-соломенный или бледно-голубой цвет. Это оставляет окончательное определение количества цвета, которое согласовывается между владельцем и подрядчиком. Это спорный вопрос.В полупроводниковой промышленности давно требовались бесцветные сварные швы, а в Руководстве ISPE Baseline Guide также требуются сварные швы без обесцвечивания. Обесцвечивание или «тепловой оттенок» нежелательны, поскольку связаны с потерей коррозионной стойкости нержавеющей стали. Для предотвращения окисления используется продувка инертным газом аргоном как внутри, так и снаружи сварного шва сварочным газом хорошего качества до, во время и после сварки. Если внутренняя часть трубки не продувается, зона сварки становится черной или засахаренной.«Если промывка выполняется некачественно или выполняется недостаточно времени, происходит изменение цвета от темно-синего до коричневого, желто-коричневого, соломенного, бледно-голубого или серого.
Изменение цвета снижает коррозионную стойкость, так как окисление повреждает пассивную внешнюю поверхность стали, а окисление хрома в поверхностном слое истощает хром вокруг границ зерен, что обеспечивает защиту от коррозии. Совершенно чистый аргон (1-2 ppm O 2 или меньше) и идеально чистый сварной шов должны обеспечивать сварку без видимых признаков окисления.Если сварной шов и зона термического влияния не подвержены окислению, можно предположить, что система продувки была эффективной, а чистота аргона и скорость потока были идеальными.
Иногда бывает трудно устранить все признаки окисления во время сварки. Это требует новой оценки системы продувки. Не должно быть утечек воздуха, а трубопровод, по которому газ подается из баллона или баллона Дьюара, должен быть полностью непроницаемым для атмосферы. Лучше всего сварная нержавеющая сталь, но допустимо использование Poly Flo (полиэтиленового пластика).Необходимо внимательно рассмотреть продувочные заслонки, заглушки, диффузоры и т. Д. Высокоочищенный источник аргона и специальные фильтры или очистители, такие как Nanochem или Gatekeeper, которые удаляют следовые количества влаги, кислорода и других примесей из сварочного газа, могут быть эффективными в устранении обесцвечивания из-за окисления. Сама трубка может удерживать влагу на внутренней поверхности, что может вызвать изменение цвета во время сварки. Иногда нагревание или запекание трубки может устранить следы изменения цвета.Для проверки условий продувки можно использовать надежный анализатор кислорода, который точно измеряет в диапазоне низких частей на миллион, но окончательный тест — это цвет или его отсутствие на внутреннем сварном шве или рядом с ним при исследовании с помощью яркого флуоресцентного света. Доступна технология для получения бесцветных сварных швов на постоянной основе. Конечный пользователь должен определить, оправданы ли дополнительные затраты и усилия для получения полностью безокислительного шва для его конкретного применения.
Вернуться к содержаниюОтказ продувки при прихватке
ASME BPE — 97 просто утверждает, что все прихваточные швы должны быть полностью израсходованы.Прихваточные швы — это небольшие точечные сварные швы, которые обычно выполняются вручную с помощью процесса GTAW, но могут выполняться с помощью орбитального сварочного аппарата. Прихватывание выполняется перед сваркой, чтобы соединить детали для сварки. Самый безопасный метод выполнения прихваточного шва — это очистить внутренний диаметр сварного шва таким же образом, как это делается для всего сварного шва. Окисление на сварном шве или рядом с ним может привести к выделению карбида или иным образом вызвать коррозию. Кроме того, сварочная дуга будет двигаться по прямой линии и потреблять прихватку, которая хорошо продувается, но может отклоняться вокруг прихватки без продувки, что может привести к дефекту неплавления на внутреннем диаметре шва.Также важно тщательно очистить зону сварного шва перед сваркой и использовать перчатки при работе с чистыми трубками, поскольку масло или грязь на руках являются источником углерода, который может способствовать осаждению карбида.
Внутренний диаметр трубы из нержавеющей стали, виден прихватки с продувкой и без продувки. На фото в центре виден отклонение орбитального шва вокруг неочищенных прихваток.
Со стороны монтажников может быть нежелание тратить деньги на газ или другую настройку продувки для ручных операций с горелкой для продувки прихваток.Каким-то образом они чувствуют, что если (ручной) сварщик опытен, он может держать прихватки достаточно маленькими, чтобы их было легко поглотить. Даже если прихватки небольшие и не проникают до внутреннего диаметра трубы, некоторое окисление все равно будет оставаться в сварном шве, поэтому лучше перестраховаться и приложить дополнительные усилия для продувки.
Вернуться к содержаниюID вогнутость
Внутренняя вогнутость ограничена 10% толщины стенки согласно BPE — 97, но это не должно уменьшать толщину стенки ниже минимальной проектной толщины.В случае материала с толстыми стенками вогнутость внутреннего диаметра может возникнуть в результате действия силы тяжести на расплавленную сварочную ванну в положении «6 часов». При сварке плавлением тонкостенных труб вогнутость внутреннего диаметра может возникать в результате чрезмерного повышения давления внутреннего сварного шва продувочным газом, что приводит к перемещению расплавленного металла сварного шва наружу. Давление можно измерить манометром Magnehelic. Продувочный газ из внутреннего диаметра трубки проходит через устройство, и когда измеренное давление превышает 1/2 дюйма водяного столба, происходит измеримое смещение сварного валика, приводящее к вогнутости внутреннего валика.В крайних случаях чрезмерное давление может привести к выбросу, когда жидкий металл выдувается и контактирует с вольфрамом. Это закорачивает дугу, загрязняет вольфрам, оставляет отверстие в сварном шве и обычно повреждает сварочную головку.
Вогнутость внутреннего сварного шва, также известная как «обратный отсос», является дефектом. Если он серьезный, эффект может быть подобен дефекту отсутствия плавления, то есть его трудно чистить, мешает дренированию и предлагает укрытие для роста бактерий.Возможность смещения валика сварного шва за счет повышения давления использовалась в некоторых приложениях для получения более гладкой поверхности, чем это могло бы произойти в противном случае. Это трудно контролировать точно, поскольку внутреннее давление изменяется во время сварки. Использование этого метода, безусловно, увеличит стоимость установки.
Меандр сварного шва (загиб)
Меандр сварного шва или блуждание дуги — это неспособность сварного шва продолжаться по прямой траектории вокруг сварного соединения, но не равномерно переплетаться из стороны в сторону.Если эта неравномерность слишком велика, это может привести к нарушению плавления, что является серьезным дефектом. Меандрирование может быть вызвано повреждением вольфрама, слишком высокой скоростью потока аргона в сварочную головку, раздувающую дугу, или грязью, жиром или другими загрязнениями на металлической поверхности сварного соединения или загрязненным газом. Дуга может огибать необработанные прихватки. Обычно его можно вылечить заменой вольфрама или лучшей очисткой сварного шва. Наиболее экстремальные примеры дрейфа дуги наблюдались при использовании смесей защитного газа аргон / водород, которые часто бывают загрязнены и имеют тенденцию быть менее эффективными для поддержания дуги, чем чистый аргон.
Вернуться к содержаниюПористость
Пористость — это пустоты или полости, образованные пузырьками газа, выделяющимися во время сварки. Пористость чаще встречается при подаче проволоки, чем при сварке плавлением. При сварке плавлением это обычно вызвано примесями в основном металле или загрязнениями на поверхности металла. Влага на трубках или в продувочном газе является частой причиной пористости.Обычно пористость можно предотвратить с помощью хороших процедур очистки и использования продувочного газа известной чистоты.
Плохое приспособление
Правильная подготовка концов имеет решающее значение для успеха орбитальной сварки. Концы трубок должны быть обрезаны под прямым углом, без фаски. Пилы GF от Джорджа Фишера используются часто, поскольку они могут отрезать и подрезать концы за одну операцию. Переносные токарные станки, например, производства Tri Tool, Wachs или Protem, могут обеспечить подготовку торцов после механической обработки, но для этого сначала необходимо разрезать трубы.Любые заусенцы, оставшиеся после подготовки торцов, необходимо удалить, не оставляя фаски, которая могла бы повлиять на толщину стенки. Концы трубок должны стыковаться друг с другом без зазора в сварочной головке. Самая частая причина образования отверстия в сварном шве — плохая подгонка.
Несоосность, или «высокий-низкий»
Смещение сварных швов ограничено БПЭ-1997 до 15% от толщины стенки. Несоосность труб или других свариваемых компонентов приводит к образованию гребня на внутренней стороне сварного шва, который может мешать дренажу системы трубопроводов.Такое скопление жидкости будет способствовать образованию ржавчины и может привести к коррозии всей системы. Это также может привести к неправильной очистке системы и росту бактерий, что приведет к дальнейшему заражению.
Несоосность может быть результатом ошибки оператора при загрузке сварочной головки или из-за изношенных трубных зажимных вставок или цанг, удерживающих компоненты в сварочной головке. Это может произойти из-за небрежности при закреплении или из-за повреждения трубки или других компонентов при транспортировке или обращении.Чаще всего это состояние высокого-низкого возникает, когда фитинги, привариваемые к трубам, изготавливаются с различными допусками по размерам. Если труба или фитинг имеют некруглую форму, если внешний диаметр или толщина стенок различаются, это приведет к некоторому смещению. Вы должны знать, что допуски для трубок отличаются от допусков для труб. Несоосность иногда становится проблемой, когда люди пытаются приварить фитинги труб с малыми допусками к трубам с более жесткими допусками. Вопрос о том, какой именно гребень нужен, чтобы вызвать накопление жидкости и вызвать проблему, является предметом споров.Подкомитеты BPE активно рассматривали допуски на размеры труб и фитингов, а также степень несоответствия, которая может присутствовать в готовом сварном шве без ущерба для дренируемости трубопроводной системы. Подкомитет по соединению материалов сотрудничал с конечными пользователями, чтобы оценить количество выступов на внутреннем диаметре трубы, которые могут препятствовать дренированию, и обнаружил, что наличие гребня имело меньший эффект, чем ожидалось.
Вернуться к содержаниюГладкость сварного шва
Сварные швы, выполняемые для соединения технологических трубопроводов для биотехнологических применений, должны не только соответствовать критериям, изложенным выше, но и для достижения максимальной очищаемости должны быть исключительно гладкими на внутреннем сварном шве.Это связано с тем, что бактерии лучше прилипают к шероховатой поверхности, чем к гладкой. Критерий гладкости внутренней поверхности сварного шва очень трудно достичь с любой степенью повторяемости при ручной сварке, но неизменно хорошие и очень гладкие сварные швы обычно достигаются с помощью методов орбитальной сварки. Следует отметить, что гладкость сварного шва в некоторой степени зависит от качества свариваемого материала. Valex Corp. экспериментировала с очищенным электронным лучом материалом 316L для высокотехнологичных полупроводников.Эта сталь обрабатывается в очень высоком вакууме и без добавления металлолома. При использовании этого материала не образуются островки шлака и не происходит изменения цвета при стандартной чистоте продувочного газа. Отсутствуют неметаллические включения, а сварной шов исключительно гладкий даже при очень большом увеличении.
Конец части 3Чтобы просмотреть предыдущие части этой статьи, перейдите по этим ссылкам:
Я.Соображения по поводу орбитальной сварки в биотехнологических трубопроводах
II. Рекомендации по орбитальной сварке в трубопроводах для биотехнологий
Для получения дополнительной информации: Барбара Хенон, менеджер отдела технических публикаций, Arc Machines Inc. , 10280 Glenoaks Blvd., Pacoima, CA 91331. Тел: 818-896-9556. Факс: 818-890-3724.
Вернуться к содержанию .