Как правильно паять полипропиленовые трубы
15 сентября 2019ЛикбезСделай сам
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
Поделиться
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4.
 Сделайте разметку
Сделайте разметкуПока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте.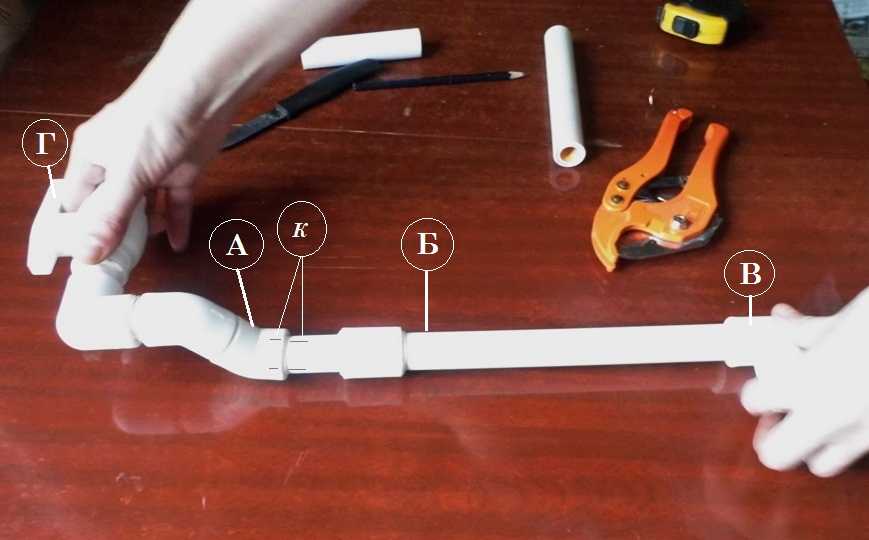 Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий.
Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
 Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
Инструкция по сварке полипропиленовых труб своими руками – видео, аппаратура, температура
Хозяевам, которые решили не прибегать к помощи специалистов и сварить полипропиленовые трубы своими руками, понадобятся такие инструменты как паяльник, сварочные насадки, ножницы по металлу, зачистка, рулетка, маркер, а также крепежи. Осуществить этот процесс, имея все необходимо оборудование, не так уж сложно. Но при этом необходимо иметь некоторые навыки и запастись терпением.
Осуществить этот процесс, имея все необходимо оборудование, не так уж сложно. Но при этом необходимо иметь некоторые навыки и запастись терпением.
Перед тем как перейти непосредственно к сварке необходимо подготовить аппарат. Для этого выбирается насадка для паяльника, диаметр которой должен совпадать с диаметром свариваемых труб, и крепиться на приборе. После того как насадка надежно закреплена паяльник включают в сеть и выставляют температуру около 250°C. Обычно приборы оснащены индикаторами – красным и зеленым. Если горит первый, то это значит, что паяльник в режиме нагрева, а если второй – можно приступать к работе (см. видео).
сварочный аппарат
В то время пока аппарат нагревается необходимо подготовить к сварке сами полипропиленовые трубы и фитинги. Если используются армированные конструкции, то перед работой их необходимо обработать зачисткой. С ее помощью удаляется фольга, которая может помешать надежной пайке. Далее берется подготовленная труба и фитинг, которые вставляются в насадку. Для этого необходимо будет приложить немного усилий своими руками, но при этом не переборщить. После того как элементы вставлены необходимо подождать несколько секунд, пока прогреется их верхний слой.
Далее берется подготовленная труба и фитинг, которые вставляются в насадку. Для этого необходимо будет приложить немного усилий своими руками, но при этом не переборщить. После того как элементы вставлены необходимо подождать несколько секунд, пока прогреется их верхний слой.
оборудование
инструмент
Перед тем как переходить непосредственно к сварке полипропиленовых труб, необходимо ознакомиться с инструкцией, которая всегда идет в комплекте с оборудованием. Там должно указываться время прогрева элементов в зависимости от выбранной температуры и их диаметра. Это важно, ведь если допустить перегревание изделий, то может произойти запайка внутреннего пространства трубы, а если время будет недостаточное, то шов будет ненадежным. После прогрева элементов их осторожно вынимают и надевают друг на друга. Пока материал еще не остыл, есть возможность качественно выровнять место соединения. Считается, что удачно удалось сварить трубу, если по всей окружности стыка образовался небольшой бортик.
Сварка труб большого диаметра
для больших диаметров
Для резки труб большого диаметра используют специальные ножницы по металлу. После того как созданы отрезки необходимой длины их зачищают, на сварочный прибор надевают специальную насадку и нагревают до температуры 260°C. После прогрева прибора в насадку продеваются отдельные элементы, которые должны хорошо прогреться, пока материал не станет достаточно мягким. При этом отдельные элементы, будь то части трубы или труба и фитинг должны прогреваться одновременно. Время прогрева для полипропиленовых конструкций большого диаметра будет дольше, чем для стандартных труб и это время необходимо соблюдать, ведь в ином случае конструкция выйдет ненадежной. После полного прогрева отдельные элементы надеваются друг на друга.
Как варить в труднодоступных местах
Работать с конструкциями из полипропилена в труднодоступных местах достаточно сложно, так как требуется быстрота и точность движений (см. видео). При получении хоть малейших искривлений во время сварки необходима замена элементов. Во время пайки оборудование постоянно должно находиться во включенном состоянии, а нагрев отдельных элементов должен проводиться одновременно. Недостаточный их нагрев может привести к тому, что сварить изделия будет практически невозможно либо соединение будет некачественным, что в будущем приведет к поломке конструкции в труднодоступных местах, что может стать серьезной проблемой. Перегрев конструкций при соединении своими руками также нежелателен, ведь может привести к потере их формы.
Во время пайки оборудование постоянно должно находиться во включенном состоянии, а нагрев отдельных элементов должен проводиться одновременно. Недостаточный их нагрев может привести к тому, что сварить изделия будет практически невозможно либо соединение будет некачественным, что в будущем приведет к поломке конструкции в труднодоступных местах, что может стать серьезной проблемой. Перегрев конструкций при соединении своими руками также нежелателен, ведь может привести к потере их формы.
Видеоролики для ремонта и установки, DIY
Наши обучающие онлайн-видео и руководства по видео-инструкциям «сделай сам» отлично подходят для обучения вашего персонала, обучения проектам, в качестве двуязычных помощников, устранения неполадок в проектах и многого другого.
Мы создаем полную библиотеку обучающих видео для обучения в каждой области. Регулярно добавляются новые. Дайте нам знать, если у вас есть запрос.
Содержание
Ремонт бетона: Установка и ремонт EPDM: Эксплуатация оборудования: Вечная связь: Установка плит InSpire: Установка гидроизоляции трубы: Установка снегозадержателя: Пенный спрей: Установка и ремонт ТПО-ПВХ: Инструкция по сварочным инструментам: |
Наша линейка продуктов для ремонта трещин в бетоне охватывает эпоксидные системы для инъекций трещин и полиуретановые системы.
Мы с гордостью предлагаем лучшие кровельные материалы EPDM (этилен-пропилен-диеновый мономерный каучук), резиновые кровельные материалы, материалы EPDM, клеи EPDM и аксессуары из EPDM от подразделения Weatherbond компании Carlisle/Versico и других ведущих поставщиков. Эти кровельные материалы из этилен-пропиленового каучука разработаны для самых сложных условий, включая коммерческие здания, крыши жилых домов, домов на колесах, пленку для прудов, сады на крышах, террасы, ландшафтный дизайн и многое другое.
Мы предлагаем строительные системы ACRO продуктов, обеспечивающих временную защиту от падения для кровельных и строительных работ, чтобы защитить ваш бизнес от трагедии падений на стройплощадке. Они являются наиболее экономичными и обеспечивают наименьшую ответственность, не требуют веревок или веревок для запутывания, не требуют обучения, регулировки или индивидуальной подгонки и охватывают всех, независимо от дисциплины или подготовки.
Мы предлагаем полную линейку продуктов EternaBond для устранения протечек кровли и продуктов для аварийной гидроизоляции. Популярные продукты Eternabond для устранения утечек включают RoofSeal, WebSeal и AlumiBond/A-Seal и CopperFlash. Они являются лучшими из доступных, простых в использовании и обеспечивают постоянные решения для ремонта протечек крыши и аварийного ремонта практически для всех типов крыш, включая EPDM, TPO, Hypalon, большинство ПВХ, модифицированные, все металлы, даже медь и металлы с покрытием Kynar, черепицу, дерево.
Мы гордимся тем, что можем предложить выдающуюся синтетическую черепицу от ведущего поставщика InSpire by Tapc group. Это лучший синтетический шифер и черепица на рынке, изготовленные из материалов премиум-класса. Запатентованный процесс формования используется для создания плитки, которая выглядит лучше и намного прочнее, чем натуральные материалы. Они идеально подходят для новых крыш или в качестве замены крыш. Для DIY у нас есть
Мы предлагаем все типы систем гидроизоляции труб , кровельных гидроизоляционных материалов и решений для герметизации. Наш большой ассортимент включает в себя уплотнители для труб из этилен-пропиленового каучука и силикона, высокотемпературные силиконовые уплотнители для труб, накладки на палубу, мастер-вкладыши, порталы для труб (многотрубные уплотнители), модернизированные башмаки для труб, уплотнители для солнечных труб, кровельные уплотнители для многотрубных кондиционеров, системы химических бордюров, крышные домкраты, бордюрные уплотнения и кровельные сильфоны.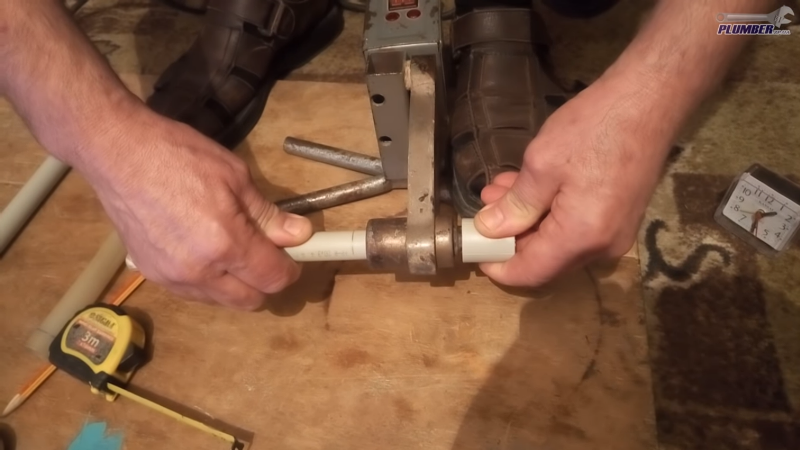
Мы предлагаем снегозадержателей и снегозадержателей для всех типов крыш, включая: снегозадержатели для металлических крыш, снегозадержатели для гонтовых крыш, снегозадержатели для черепичных крыш, снегозащитные экраны для мембранных крыш, системы снежных рельсов, крыши из кедра и шифера. снегозадержатели на крыше. Для самостоятельной сборки мы предоставляем видео по установке Sno Barricade .
Напыляемая пена доступна с высокой плотностью для ремонта крыш и со стандартной плотностью для изоляции стен. Компания Best Materials предлагает изоляционные комплекты из пенополиуретана высокой плотности, распыляемые под низким давлением от Versi-Foam. Эти простые в использовании наборы для распыления полиуретановой пены содержат все необходимое для нанесения распыляемой пены. Они имеют самое высокое значение R в отрасли и идеально подходят для многих применений, включая ремонт пенопластовых крыш, изоляцию чердаков, изоляцию стен, изоляцию потолка, изоляцию холодильных камер, создание сценических реквизитов и поплавков, моделирование, изоляцию спа, изоляцию стен мобильных домов, ремонт морских поплавков и поплавков и многое другое.
Мы поставляем кровельные мембраны TPO и PVC и аксессуары от подразделения Weatherbond компании Carlisle. Все кровельные мембраны из ТПО и ПВХ полностью армированы и имеют превосходную гарантию от Weatherbond. Сертификат Energy Star/LEEDS. Наши руководства по установке TPO DIY содержат пошаговые инструкции по установке.
Мы рады предоставить выдающиеся инструменты для сварки горячим воздухом от BAK Разработан и изготовлен в Швейцарии. Сварочные аппараты BAK используются на всех типах кровельных мембран и подобных материалов, включая мембраны TPO, мембраны PVC, мембраны Hypalon и некоторые EPDM. Наша линия сварки горячим воздухом BAK включает инструменты BAK Rion, BAK Laron, BAK RoofOn и BAK Eron. Это видео демонстрирует Ручной инструмент Rion для сварки пластмасс и горячего воздуха .
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения поверхностей размягченных термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, так как они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сваривать пластик: основные этапы Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
 1. Начните с очистки и подготовки рабочего места
1. Начните с очистки и подготовки рабочего места Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг в любой форме сварочных работ — это защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать соединения на месте: Перед включением горелки убедитесь, что вы сформировали желаемое соединение. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Предварительно прогрейте сварочный пистолет не менее 2-3 минут: Различные пластики плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0280 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к сильным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для обеспечения однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сваривать пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотной акустической вибрацией. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
- Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для выделения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
 Время обработки для этого метода составляет от 2 до 5 секунд.
Время обработки для этого метода составляет от 2 до 5 секунд.Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.
- Сварка пластмасс не требует расходных материалов.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.

Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными на рынке методами.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Рабочие инструменты всегда определяют вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки, .
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.