TIG сварка — Блог находчивого сварщика
В новом эпизоде «Время сварки@6 — TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
TIG сварки | Telwin
A. ВВЕДЕНИЕ
Дуговая сварка инертным газом с неплавящимся вольфрамовым электродом (Tungsten Inert Gas) – это процесс, в котором тепло, необходимое для выполнения сварки, подается электрической дугой, поддерживаемой между не плавящимся электродом и обрабатываемой деталью; электрод, используемый для проведения тока – это вольфрамовый электрод или электрод из вольфрамового сплава.
B. СВАРОЧНЫЙ КОНТУР
Сварочный контур состоит из следующих основных частей
1. генератор тока
2. горелка, в которой находится вольфрамовый электрод, с пучком кабелей
3. стержень материала припоя
4. газовый баллон с контуром под давлением
5. зажим с кабелем массы
6. узел водяного охлаждения
1. Генератор тока
Генератор – это устройство, чьей задачей является поддержание горящей электрическую дугу, формирующуюся между материалом основы и вольфрамовым электродом, подавая достаточное количество тока для поддержания горящей дуги.
Внутри генератора обычно имеется регулировочное устройство тока сварки механического типа (магнитный шунт) или электронного типа (системы с тиристорами или системы с инвертером).
a) генератор переменного тока AC (alternating current)
Выходной ток/напряжение генератора приобретает типичную форму квадратной волны, меняющей свою полярность через равные интервалы, с частотой 20 или 200 циклов в секунду (Герц) или более, в зависимости от типа используемого генератора. Это достигается при помощи одного или нескольких устройств, которые преобразуют синусоидальный ток/напряжение сети в подходящий для сварки переменный ток/напряжение.
b) генератор постоянного тока DC (direct current)
Выходной ток генератора приобретает форму постоянной волны, получаемую при помощи устройств, которые позволяют преобразование переменного тока/напряжения в постоянный ток.
В том случае, если сварочный контур состоит из генератора постоянного тока (DC), можно ввести дополнительную классификацию, в зависимости от способа соединения полюсов источника сварки со свариваемым материалом или от формы волны тока сварки:
i) постоянный ток с соединением с прямой полярностью
При прямой полярности горелка, с соответствующим кабелем, соединяется с отрицательным полюсом, и свариваемый материал соединяется с положительным полюсом источника; в этом случае электроны переходят от электрода к детали и приводят к плавлению.
Это наиболее часто используемый тип тока с системой TIG. Он гарантирует хорошую сварку почти на всех металлах и обычно свариваемых сплавах, за исключением алюминия. Постоянный ток с прямой полярностью производит узкое и глубокое поле расплава, а также дает более глубокое проникновение по сравнению с получаемым при обратной полярности.
ii) постоянный ток с соединением с обратной полярностью
При обратной полярности горелка, с соответствующим кабелем, соединяется с положительным полюсом, и свариваемый материал соединяется с отрицательным полюсом источника.
Этот тип питания мало используется, поскольку производит плоский расплав с неглубоким проникновением. Обратная полярность приводит к избыточному нагреву электрода; для того, чтобы не вызвать его сгорание, необходимо применять ограниченную силу тока.
С этим связано его незначительное применение. Существует дополнительная группа генераторов, которые определяются как генераторы постоянного тока, независимо от полярности соединений, и точнее генераторы модулированного или импульсного постоянного тока.
Генератор модулированного тока – это генератор постоянного тока, оснащенный особыми устройствами, которые позволяют изменять амплитуду тока сварки. Модулированный или импульсный ток достигается, накладывая на основной постоянный ток другой компонент, обычно квадратные волны, приводя к периодической пульсации дуги. При помощи данной системы достигается сварочный шов, сформированный постоянным наложением друг на друга точек сварки, которые, одна за другой, формируют единый сварочный шов. Обычно этот ток применяется на небольших толщинах, где необходимо контролировать подачу температуры, чтобы избежать прожигания свариваемой детали, не нарушая при этом глубину проникновения сварки.
2. Горелка, в которой устанавливается вольфрамовый электрод с пучком кабелей
Горелка, в которой находится электрод, — это устройство, которое включает вольфрамовый электрод, и соединяется с кабелями, идущими к генератору, которое подает электропитание и направляет защитный газ.
В зависимости от типа использования, существуют горелки с естественным охлаждением, посредством защитного газа, если требуется низкая сила тока, и горелки с водным охлаждением, когда применяется сильный ток (200 — 500 A) и сварка ведется часто.
3. Стержень материала припоя
Толщина материала, тип соединения и необходимые характеристики сварки влияют на решение применять или не применять материал припоя, добавляемый к расплаву. Добавление материала припоя к расплаву при ручной сварке выполняется, погружая стержень материала припоя в зону дуги, рядом с расплавом.
Металл припоя обычно сходен с металлом основы и к нему часто добавляется ограниченное количество раскислителей или других элементов, улучшающих свойства зоны расплава.
4. Газовый баллон с контуром под давлением
Газовый баллон с контуром под давлением состоит из следующих частей:
— баллон с защитным газом
— манометр, прибор, используемый для указания на количество газа внутри баллона
— редуктор давления
— электроклапан, который имеется в том случае, если горелка оборудована кнопкой пуска, управляемой той же кнопкой, которая открывает и закрывает приток газа, в зависимости от потребностей оператора.
5. Зажим с кабелем массы
Зажим с кабелем массы позволяет осуществлять электрическое соединение между генератором тока и свариваемым материалом основы. Кабель должен иметь сечение и длину, соответствующие максимальной силе тока источника сварки.
6. Узел водного охлаждения
Узел водного охлаждения используется для охлаждения горелки, если она охлаждается водой, когда высокие значения сварочного тока приводят к избыточному перегреву. При помощи насоса, узел обеспечивает постоянную циркуляцию воды в горелке и посредством системы охлаждения управляет защитой от перегрева.
C. Защитные газы
Основной функцией защитного газа является замена воздуха рядом с расплавом, электродом и кончиком стержня с металлом припоя, чтобы избежать риска загрязнения вредными веществами, присутствующими в атмосфере.
Физические и химические характеристики газа могут по-разному влиять на сварку, в зависимости от разных типов металла. Защитные газы, используемые для сварки TIG, следующие: аргон, гелий, смеси аргона и гелия и смеси аргона и водорода.
Защитные газы, используемые для сварки TIG, следующие: аргон, гелий, смеси аргона и гелия и смеси аргона и водорода.
Важно, чтобы эти газы были как можно более чистыми, так как даже незначительное количество примесей может влиять на хорошее качество сварки, делая его неприемлемым.
Во время сварки, используя в качестве защитного газа аргон, дуга остается довольно устойчивой, но расплав менее горячий; поэтому данный газ лучше подходит для сварки небольших толщин.
Следует отметить, что аргон широко применяется из-за своей гораздо более низкой стоимости, по сравнению с гелием; это фактор является особенно значимым при выборе защитного газа.
Дуга с гелием вырабатывает более сильное тепло, по сравнению с аргоном; его использованием рекомендуется для сварки материалов с высокой теплопроводностью, позволяя увеличить скорость сварки.
Поскольку гелий легче воздуха, для создания правильной защиты расплава необходимо его применение в большем количестве, по сравнению с количеством используемого аргона.
Смеси аргона и гелия используются для получения защитного газа с промежуточными характеристиками.
D. Неплавящиеся электроды
В продаже имеются различные типы неплавящихся электродов:
- электроды из чистого вольфрама.
Они используются при более низкой силе тока и при переменном токе, так как дуга является более устойчивой. С точки зрения стоимости, это наименее дорогие электроды. - электроды из торированного (покрытого торием) вольфрама.
Выдерживают высокую силу тока. Дуга легко разжигается и, после розжига, является довольно устойчивой. Применение данных электродов рекомендуется для сварки стали при постоянном токе с прямой полярностью. - электроды из вольфрама с цирконием.
Применение данных электродов рекомендуется для ручной сварки алюминия, магния и его сплавов при средне-низкой силе тока. - электроды с церием.
Они отличаются высоким выделением электронов, позволяя хорошее проникновение и удовлетворительную прочность при износе.

E. Системы розжига дуги
Розжиг электрической дуги происходит благодаря быстрому контакту между вольфрамовым электродом и деталью, или при помощи специального устройства для бесконтактного розжига.
Для того чтобы не загрязнять электрод или чтобы избежать ударов дуги по материалу основы, часто дуга разжигается на чистой пластине (из меди или той же природы, что и материал основы), расположенной рядом со скосом-
Типы розжига дуги, используемые наиболее часто, следующие:
- зажигание HF (высокочастотное). Пилотная искра дается высокочастотным генератором, которая налагает на напряжение сварки импульс высокого напряжения; мощность этого устройства минимальная, но позволяющая на расстоянии произвести розжиг электрической дуги.
Зажигание HF требует использование особой горелки сварки, на которой имеется также кнопка, позволяющая управлять розжигом. - зажигание с пилотной дугой. В этом случае дуга загорается между вольфрамовым электродом и вспомогательным электродом, которым может быть кольцо, помещенное на форсунку самой горелки.
Зажигание пилотной дуги происходит посредством искры высокой частоты, воздействующей на контур самой пилотной дуги; после того, как пилотная дуга загорелась, пилотная искра отключается, так как основная дуга загорается самостоятельно посредством простого разряда вольфрамового электрода, который воспламеняется в атмосфере из ионизированного газа. Это возбуждение дуги чаще всего используется в автоматических установках. - зажигание LIFT. Достигается при помощи устройства, работающего с током низкой величины, чтобы не повредить наконечник вольфрамового электрода, когда он находится в контакте со свариваемым материалом.
В тот момент, когда электрод отдаляется от детали, образуется искра, приводящая к розжигу дуги; генератор увеличивает ток сварки до начальной заданной величины. Запуск LIFT, из-за отсутствия высокой частоты, обладает свойством не создавать электромагнитные помехи; контакт наконечника электрода со свариваемым материалом в любом случае создает загрязнение расплава. - возбуждение дуги трением (scratch). Этот розжиг получается при помощи трения вольфрамового электрода по свариваемой детали, с последующим возбуждением дуги. Как следствие контакта между электродом и свариваемой деталью, в начале шва имеются вольфрамовые включения, снижающие качество сварки.


F. Сварка TIG различных материалов
Применение данного процесса в основном используется при сварке нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов. Нержавеющие стали свариваются при постоянном токе (DC) с прямой полярностью.
Можно варить без материала припоя детали с толщиной до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя, который должен соответствовать качеству свариваемой нержавеющей стали. Перед началом сварки рекомендуется тщательно очистить материал щеткой из нержавеющей стали.
Алюминий и его сплавы свариваются при переменном токе (AC) и требуют, для хорошего результата шва, использование высокочастотного генератора с соответствующими характеристиками. Если имеется сильное окисление, его следует удалить при помощи щетки или травления (химический процесс для удаления имеющихся на материале оксидов).
Если имеется сильное окисление, его следует удалить при помощи щетки или травления (химический процесс для удаления имеющихся на материале оксидов).
В таком случае также можно вести сварку без материала припоя на толщинах до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя.
Сварка в аргоновой атмосфере, с вольфрамовым электродом, применяется с мягкими и легированными сталями, никелем и его сплавами, медью и ее сплавами, титаном и его сплавами, а также сварку благородных металлов. Для данных металлов и сплавов используется постоянный ток (DC) с прямой полярностью.
описание этого метода, особенности, плюсы и минусы такого способа соединения
В 1800 г. Хэмфри Дэвид создал принцип дуговой сварки, однако, несмотря на технологический прогресс, практически 100 лет этот способ не совершенствовался. Лишь в начале XX века учёным пришла в голову мысль добавить в инертный газ электрическую дугу. Такое изобретение получило название «TIG-сварка».
Благодаря внедрению электрической дуги в инертный газ, появилась возможность соединять сложные металлы, например, магний с алюминием. При стандартной сварке, из-за воздействия кислорода, шов со временем приобретал пористую поверхность и начинал покрываться шлаком. В TIG-сварке этот недостаток отсутствует, поэтому данный метод получил огромную популярность в современном мире, но особенно, в аэрокосмической отрасли.
Общие данные
Аббревиатура TIG расшифровывается как аргонодуговая сварка. То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ используют аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при встрече подобных обозначений.Когда сварщик начинает работу, в ручном или автоматическом режиме подаётся присадочная проволока. Как было сказано выше, TIG — это аргонодуговой метод сварки. Но с тем же успехом, вместо аргона можно использовать гелий или азот. Просто именно такая расшифровка закрепилась в умах людей.
Но с тем же успехом, вместо аргона можно использовать гелий или азот. Просто именно такая расшифровка закрепилась в умах людей.
Использование в TIG-сварке газовой смеси обосновывается тем, что вес аргона больше массы кислорода, и при контакте этих элементов друг с другом не возникает взрывоопасной ситуации. Поэтому такой метод более безопасен и удобен. Исходя из вышесказанного, стоит выделить преимущества использования этого способа:
- Безопасность.
- Аккуратный шов.
- Отсутствие «брызг» во время работы.
- Простое управление параметрами дуги.
- Хорошее соединение узких деталей.
Но вместе с тем у TIG-сварки имеется и ряд недостатков:
- Требование наличия газового баллона.
- Невысокая производительность.
- Высокие требования к мастерству сварщика.
Особенности сварки
Как и в любой другой вид, TIG-сварка имеет свои особенности, которые следует учитывать до и во время работы. Для простоты восприятия наиболее важные моменты вынесены в отдельный список:
Для простоты восприятия наиболее важные моменты вынесены в отдельный список:
- Перед работой металл необходимо зачистить и обезжирить.
- При работе чаще всего используют подключение к «минусу».
- Сварка алюминия (в т. ч. и его сплавов) должна производиться переменным током.
- Чем больше диаметр электрода, тем выше должна быть сила тока. Однако не следует устанавливать запредельные значения, т. к. этот компонент вполне может расплавиться.
- Напряжение дуги должно соответствовать ей длине. Тем не менее новичкам рекомендуется работать на короткой дуге.
- Кончик электрода при TIG-сварки стыковых соединений должен выпирать на 3-5 мм. Однако если соединение производится тавровым (или угловым) методом, вылет должен быть равен 5-8 мм.
- Распределение газа по сечению сопла должно быть равномерным.
- Подаваемый газ (например, аргон или гелий) влияет на жёсткость струи.
- При TIG-сварке электрод должен двигаться справа налево вдоль оси шва.

Как видно, этот вид сварки имеет немало особенностей. По этой причине он не подходит для новичков.
Распространённые ошибки при работе
Несмотря на отличные характеристики, у многих пользователей возникают определённые проблемы во время работы. Сюда можно отнести следующие моменты:
- Быстрое сгорание электрода.
- Шов неправильного цвета или его поверхность слишком пористая.
- Нестабильность сварной дуги.
- Попадание в шов вольфрама.
- На поверхности сопла пыль или жёлтый дым.
Если при TIG-сварке электрод сгорает слишком быстро, возможно, причина в недостатке поступающего газа (стандартный расход — 7-10 л/мин). Кроме того, причины неисправности могут скрываться в неправильном подключении электрода, использования электрода без присадок или диаметр электрода не соответствует уровню тока.
Также случается, что при TIG-сварке шов имеет неправильный цвет или слишком пористую поверхность. Как правило, причины этих неисправностей следующие:
- Образование конденсата на металле (высушить изделие или протереть сухой тряпкой).
- Недостаток газа (расход должен быть от 7 до 10 л/мин).
- Неисправность шланга или неплотное его подключение к горелке.
- Загрязнение самого металла (почистить изделие от жира, грязи, масла и т. д.).
- Неподходящий присадочный материал.
Нестабильная сварная дуга. У этой проблемы также есть несколько причин:
- Загрязнение свариваемого металла (достаточно просто почистить его).
- Загрязнение электрода (этот элемент нужно очистить от грязи, а затем переточить).
- Нарушение полярности (подключать электрод необходимо к «минусу»).
- Отсутствие подготовки электрода к работе (необходимо затупить или закруглить этот компонент).
Довольно часто при выполнении TIG-сварки происходит загрязнение шва вольфрамом. В большинстве случаев это происходит из-за касания электродом сварочной ванны. В таком случае его необходимо держать выше. Ещё одна причина — плавление электрода в сварочную ванну. Если это случилось, рекомендуется применять легитированный электрод.
Иногда во время TIG-сварки образуется жёлтый дым и электрод меняет цвет. Причина кроется в слишком быстром отключении газа. Поступление газа при TIG-сварке следует прекращать лишь спустя 10 секунд после гашения дуги.
Области применения
Как было сказано выше, этот вид сварки получил огромное признание в аэрокосмической отрасли. Помимо вышеперечисленных преимуществ, популярность также объясняется тем, что с помощью TIG-сварки можно соединить самые разнообразные металлы. Например, углеродистые или нержавеющие виды стали, различные титановые сплавы, медные, латунные изделия и т. д.Помимо данной отрасли, эта разновидность соединения металлов также используется при изготовлении велосипедов. Дело в том, что она отлично подходит для соединения тонких деталей из алюминиевых металлов. Поэтому её применяют для соединения тонкостенных трубок, которые устанавливаются на велосипеды.
Несмотря на сложность сварки, её довольно часто используют в бытовых условиях. Например, для монтажа нестандартного кондиционера в автомобиль, заделывания трещин и дыр в радиаторе и т. д. Высокую распространённость данного метода обеспечили самодельные сварочные установки, которые изготавливаются буквально из подручных средств.
Например, для монтажа нестандартного кондиционера в автомобиль, заделывания трещин и дыр в радиаторе и т. д. Высокую распространённость данного метода обеспечили самодельные сварочные установки, которые изготавливаются буквально из подручных средств.
Вообще, TIG-сварка — очень примечательный метод соединения деталей. Хорошее качество шва, устойчивость к негативным воздействиям и высокая безопасность при работе, придают ему огромную популярность. Однако несмотря на плюсы, для использования TIG-сварки потребуются определённые навыки.
Оцените статью: Поделитесь с друзьями!ARC TIG — Технологический центр
Сварочный процесс Fronius ArcTig: технологические показатели, возможности, перспективы развития и внедренияНа государственных предприятиях, имеющих в структуре своей деятельности специальную приемку изделий, для большинства ключевых операций действуют требования по обязательному применению на производстве сварочных технологий, утвержденных в соответствующих ГОСТ, ОСТ и внутренних стандартах. При внедрении новых технологий и способов сварки необходимо проведение большого объёма технологических изысканий и согласований с вовлечением надзорных органов и вышестоящих инстанций. Тем не менее с развитием производственного сектора решение задачи повышения производительности сварочных процессов с сохранением или повышением уровня качества изделий является необходимым условием для обеспечения конкурентоспособности продукции на внутреннем и международном рынке.
При внедрении новых технологий и способов сварки необходимо проведение большого объёма технологических изысканий и согласований с вовлечением надзорных органов и вышестоящих инстанций. Тем не менее с развитием производственного сектора решение задачи повышения производительности сварочных процессов с сохранением или повышением уровня качества изделий является необходимым условием для обеспечения конкурентоспособности продукции на внутреннем и международном рынке.
Одним из способов решения поставленной задачи является внедрение процесса Fronius ArcTig — инновационного высокопроизводительного процесса, основанного на традиционной технологии аргонодуговой сварки неплавящимся электродом в защитном газе (TIG).
Особенности процесса ArcTig
Процесс ArcTig разработан с целью повышения эффективности сварочных операций применительно к стыковым соединениям среднетолщинных элементов с применением роботизированных и автоматических сварочных систем за счёт увеличения производительности и снижения в конечном итоге затрат производства и себестоимости продукции. ArcTig основан на способе сварки неплавящимся электродом в среде инертных газов – TIG (Tungsten Inert Gas), принципиальная схема приведена на рис. 1.
ArcTig основан на способе сварки неплавящимся электродом в среде инертных газов – TIG (Tungsten Inert Gas), принципиальная схема приведена на рис. 1.
|
Рис. 1. Схема процесса сварки традиционным способом аргонодуговой сварки (TIG) |
При реализации способа сварки TIG дуга горит между неплавящимся вольфрамовым электродом и металлической заготовкой в бескислородной инертной газовой атмосфере. При зажигании дуги в первые моменты протекания электрического тока вольфрамовый электрод нагревается, увеличивая эффективную площадь области эмиссии электронов – катодного пятна, что уменьшает общее сопротивление дугового промежутка, образуя мягкую широкую дугу. Инертная защитная газовая среда, окружающая дугу, гарантирует отсутствие неконтролируемых химических реакций в сварочной ванне. Это позволяет пользователям получать идеальный внешний вид сварного шва без цветов побежалости, следов разбрызгивания металла, а также качество наружной поверхности с равномерной геометрией сварного шва. Сварка TIG подходит для различных сплавов и применений, включая трудносвариваемые материалы, такие как титан и его сплавы.
Сварка TIG подходит для различных сплавов и применений, включая трудносвариваемые материалы, такие как титан и его сплавы.
|
Модификация традиционного процесса TIG сварки заключается в особой конструкции сварочной горелки, которая позволяет сфокусировать столб дуги и значительно увеличить плотность энергии в дуге (рис.2). Эффект достигается за счёт интенсивного охлаждения рабочей части, благодаря чему происходит сосредоточение катодной области на острие электрода. При этом общее сопротивление дугового промежутка увеличивается, в свою очередь источник тока инициирует повышение напряжения на дуге для поддержания заданного сварочного тока. Эмиссия электронов происходит с небольшой площади, но с чрезвычайно высокой концентрацией. Технологические свойства процесса ArcTigСфокусированная дуга ArcTig с высокой концентрацией энергии позволяет производить сварку стыковых швов деталей из углеродистых и высоколегированных нержавеющих сталей с толщиной стенки до 10 мм. |
|
 Кроме того, возможно применение на изделиях из никелевых и титановых сплавов. В отличие от традиционного способа сварки TIG такие соединения выполняются в один проход без зазора и предварительной разделки кромок. При этом скорость сварки превышает аналогичный показатель TIG-процесса. Дополнительный выигрыш в производительности достигается за счёт отсутствия необходимости в выполнении разделки кромок и последующего заполнения сечения шва, зачастую в несколько проходов, что также даёт экономический эффект благодаря минимизации потребления присадочного материала.
Кроме того, возможно применение на изделиях из никелевых и титановых сплавов. В отличие от традиционного способа сварки TIG такие соединения выполняются в один проход без зазора и предварительной разделки кромок. При этом скорость сварки превышает аналогичный показатель TIG-процесса. Дополнительный выигрыш в производительности достигается за счёт отсутствия необходимости в выполнении разделки кромок и последующего заполнения сечения шва, зачастую в несколько проходов, что также даёт экономический эффект благодаря минимизации потребления присадочного материала.Для сравнительной оценки эффективности процесса ArcTig была выполнена сварка стыковых соединений пластин из стали ER304 (08Х18Н10) толщиной 8 мм с применением различных способов (рис. 2). Плазменная и ArcTig сварка выполнялись без зазора и разделки кромок. Подача присадочного материала для не применялась.
2). Плазменная и ArcTig сварка выполнялись без зазора и разделки кромок. Подача присадочного материала для не применялась.
Рис.3. Внешний вид и поперечное сечение шва, выполненного процессом ArcTig
| Для сварки TIG было подготовлено соединение с U‑образной разделкой кромок, сварка проводилась в три прохода с автоматический подачей проволоки. Все образцы сваривались с дополнительной газовой защитой корня шва без принудительного формирования обратного валика. Полученные данные отражены на диаграммах рис. 4. При этом, для традиционного способа сварки TIG на диаграмме приведены усреднённые величины скорости сварки, погонной энергии дуги и расхода электроэнергии при выполнении одного прохода. |
Рис. 4. Сравнение показателей процессов на примере стыкового соединения пластин из стали ER304 (08Х18Н10) толщиной 8 мм при сварке различными способами |
Из представленных показателей видно, что ArcTig даёт следующие технологические преимущества по сравнению со сваркой TIG:
- Производительность: повышение скорости сварки и уменьшение количества проходов в несколько раз сокращает время выполнения сварочных операций;
- Снижение погонной энергии: оптимальная форма проплавления и высокая скорость сварки предотвращают избыточный нагрев деталей и, как следствие, снижают негативные металлургические и механические эффекты (сварочные напряжения и деформации) от теплового действия дуги на металл шва и зону термического влияния.
- Сокращение потребности в сварочных материалах: отсутствие разделки кромок и зазора позволяет в максимальной степени использовать основной металл изделия для формирования шва, небольшое количество присадочного материала используется для получения усиления шва с лицевой и обратной стороны соединения.
- Снижение расхода газа: сокращение времени горения дуги при выполнении сварочных операций позволяет сократить потребление защитного газа в несколько раз.

При технологических характеристиках, близких к свойствам плазменной сварки, количество настраиваемых параметров режима сохраняется тем же, что и при настройке режима традиционной сварки TIG. Это минимизирует объёмы дополнительного обучения и вероятность ошибок сварщиков, особенно в начальный период работы.
Оборудование
|
Система ArcTig является серийной конфигурацией оборудования Fronius для TIG-сварки. На рис. 5 приведён общий вид роботизированной сварочной системы ArcTig CW с автоматической подачей проволоки. |
Рис. 5. Роботизированная сварочная система ArcTig CW с автоматической подачей проволоки |

Горелки TTW 3600/7200 R ArcTig рассчитаны на работу на сварочных токах 360 и 720 А соответственно c ПВ 100%. Горелка оснащена водоохлаждаемым соплом с сечением вытянутой формы для защиты сварочной ванны в течение всего периода её кристаллизации. Конструкцией горелки предусмотрено использование стандартных стержневых электродов, свободный вылет которых может быть отрегулирован в зависимости от требований по доступу к свариваемому шву. Специальная система фиксации электрода обеспечивает обширную площадь контакта «цанга-электрод», обеспечивая интенсивный теплообмен и надёжный электрический контакт с минимальным сопротивлением (рис. 6).
Специальная система фиксации электрода обеспечивает обширную площадь контакта «цанга-электрод», обеспечивая интенсивный теплообмен и надёжный электрический контакт с минимальным сопротивлением (рис. 6).
|
Интенсивное охлаждение предотвращает перегрев электрода во время сварки, обеспечивая стабильное зажигание и повышенную устойчивость дуги, а также более длительный срок службы расходных частей. Охлаждение рабочей части горелки, эффективность которого определяет качество реализации процесса ArcTig, осуществляется блоком охлаждения CU1800 или CU4700, обеспечивающим поддержание постоянной температуры теплоносителя и имеющим возможность подключения к контроллерам роботизированных и автоматизированных систем для автоматической активации во время выполнения сварки. Для использования процесса ArcTig с автоматической подачей проволоки используется механизм подачи проволоки серии KD, оптимизированный для работы с TIG-процессами и оснащённый дополнительной защитой электронных компонентов от воздействия высокочастотных импульсов тока, характерных для бесконтактного зажигания дуги. |
Рис. 6 Сравнение схем охлаждения и теплового эффекта |
 При подключении механизма подачи проволоки к сварочному источнику соответствующие дополнительные параметры режима подачи проволоки автоматически активируются в меню настроек аппарата. Кроме того, для обеспечения прецизионной подачи проволоки и идеального запуска процесса, особенно при наличии протяжённых направляющих каналов, возможно дооснащение системы дополнительным приводом KD Drive, монтируемым на горелке.
При подключении механизма подачи проволоки к сварочному источнику соответствующие дополнительные параметры режима подачи проволоки автоматически активируются в меню настроек аппарата. Кроме того, для обеспечения прецизионной подачи проволоки и идеального запуска процесса, особенно при наличии протяжённых направляющих каналов, возможно дооснащение системы дополнительным приводом KD Drive, монтируемым на горелке.Процесс ArcTig предназначен для сварки стыковых соединений при изготовлении контейнеров, трубопроводов и трубопроводной арматуры, в производстве турбин, гидроцилиндров, сварных профилей различного сечения, в отрасли специального машиностроения. Несмотря на то, что ArcTig является новым процессом в портфолио Fronius Int., первые промышленные испытания показали его высокую эффективность. За первые месяцы продаж в мире запущено 30 автоматизированных и роботизированных систем.
Несмотря на то, что ArcTig является новым процессом в портфолио Fronius Int., первые промышленные испытания показали его высокую эффективность. За первые месяцы продаж в мире запущено 30 автоматизированных и роботизированных систем.
Скачать буклет
|
Сравнение производительности ArcTig с традиционным TIG процессом |
Сварка кольцевых швов с помощью процесса ArcTig |
|
Сварка продольного шва балки коробчатого сечения телескопического крана с помощью процесса ArcTig |
Сварка продольного шва балки коробчатого сечения телескопического крана с помощью процесса ArcTig |
 youtube.com/embed/5xe2uoxVaKU?wmode=transparent» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/5xe2uoxVaKU?wmode=transparent» frameborder=»0″ allowfullscreen=»»/>НАПЛАВКА НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА С ПРИСАДКОЙ ХОЛОДНОЙ ПРОВОЛОКИ
TIG = сварка вольфрамовым электродом в среде инертного газа
При сварке TIG материал детали разогревается и плавится с помощью неплавящегося электрода. Электрическая дуга зажигается между электродом и деталью. Сварочная ванна и электрод защищены потоком защитного газа, поступающим через сопло. Электрод расположен в центре газового сопла. В качестве защитного газа используются аргон, гелий или смеси из этих газов.
Обычно возбуждение дуги происходит бесконтактным способом, за счет импульсов высокого напряжения (высокочастотное возбуждение).
Большинство металлов свариваются постоянным током (DC). Только алюминий, в основном, сваривается переменным током (AC).
Преимущества:
- Высокая универсальность метода
- Может использоваться для самых различных материалов
- Может использоваться для выполнения сварочных швов во всех положениях
- Мощная, устойчивая дуга
- Высокое качество наплавки
- Гладкие и ровные сварные швы
- Отсутствие разбрызгивания металла
- Отсутствие шлака
- В некоторых случаях не требуется присадочного металла
- Высокая скорость сварки при работе с материалами с толщиной до 3 – 4 мм (механизированная сварка горячей проволокой)
Единственный недостаток метода TIG – это его низкая экономическая эффективность при работе с материалами толщиной более 4 мм.
ИМПУЛЬС TIG
Так как предустановленная сила тока не всегда идеально соответствует условиям работы в течение всего процесса сварки, часто используется пульсирующий сварочный ток. Например, при сварке труб в стесненных условиях необходимо частое изменение силы тока. Если достигается слишком высокая температура, появляется опасность вытекания жидкого металла из сварочной ванны. При слишком низкой температуре не происходит достаточного расплавления материала детали.
Например, при сварке труб в стесненных условиях необходимо частое изменение силы тока. Если достигается слишком высокая температура, появляется опасность вытекания жидкого металла из сварочной ванны. При слишком низкой температуре не происходит достаточного расплавления материала детали.
Относительно низкий сварочный ток (базовый ток IG) увеличивается по круто восходящей линии до значительно большей величины (величины тока импульса I1) и снова падает по истечении предустановленного периода (рабочего цикла) до величины базового тока IG. Этот процесс повторяется снова и снова.
Во время сварки небольшие участки в зоне сварки быстро расплавляются и затвердевают. При использовании этого метода значительно легче управлять процессом наплавления сварного шва.
Этот метод также используется при сварке тонколистового металла. Каждая точка расплавления перекрывает следующую, таким образом, формируется аккуратный и ровный шов.
Когда используется импульсный метод TIG при ручной сварке, сварочный пруток прилагается на каждом пике силы тока (это возможно только в диапазоне самой низкой частоте 0,25 – 5 Гц). Более высокая частота импульсов используется обычно при автоматической сварке и служит, в основном, для стабилизации сварочной дуги.
Более высокая частота импульсов используется обычно при автоматической сварке и служит, в основном, для стабилизации сварочной дуги.
СФЕРЫ ПРИМЕНЕНИЯ
Метод сварки TIG применим ко всем свариваемым металлам. Наиболее часто этот метод используется при сварке нержавеющих сталей, алюминия и никелевых сплавов.
Этот метод, в основном, применяется для сварки материалов толщиной 0,3 – 4 мм. При работе с материалами большей толщины, в некоторых случаях, метод TIG используется для сваривания корня сварного шва. Для завершения шва используются другие более производительные методы, такие как MIG/MAG или дуговая сварка под флюсом.
Сила тока, необходимая для сваривания на один миллиметр толщины листа:
Алюминий — около 40A
Медь — около 75 — 80A
Низколегированная сталь — около 40A
Хромоникелевая сталь — около 40A
(зависит от положения сварочного шва и опыта сварщика)
СВАРКА АЛЮМИНИЯ ПЕРЕМЕННЫМ ТОКОМ МЕТОДОМ TIG
Характерное свойство алюминия – его большая активность в реакции с кислородом. Слой оксида (0,1 микрон) немедленно образуется на всей поверхности при нахождении алюминия на воздухе!
Слой оксида (0,1 микрон) немедленно образуется на всей поверхности при нахождении алюминия на воздухе!
Оксидная пленка имеет температуру плавления 2015ºС, тогда как сам алюминий плавится около 650ºС (в зависимости от типа сплава).
Поскольку деталь покрыта оксидной пленкой, обеспечить сварное соединение алюминиевых деталей будет невозможно! Оксидная пленка не будет плавиться, а расплавленный алюминий будет просто стекать. По этой причине крайне важно в первую очередь разрушить эту пленку!
Оксидную пленку можно удалить:
- механическим способом
- химическим способом (очень сложный и трудоемкий способ)
- подачей на электрод положительной полярности
- при помощи переменного тока
Существуют две теории о механизме разрушения оксидного слоя:
Катодное пятно, перемещаясь по сварочной ванне, вызывает испарение оксида алюминия, в то время как электронная эмиссия из расплава заставляет частицы оксида двигаться к краю сварного шва, где они иногда образуют маленькие линии.
Ионы, атакующие поверхность детали, имеют достаточную энергию для разрушения оксидной пленки; этот процесс можно сравнить с пескоструйной обработкой. В поддержку этой теории можно привести тот факт, что очищающий эффект усиливается при использовании инертных газов, имеющих больший атомный вес (аргон).
ПРИНЦИП СВАРКИ ПЕРЕМЕННЫМ ТОКОМ ПО МЕТОДУ TIG
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ
Вольфрам используется в качестве материала для электродов, благодаря своей высокой температуре плавления (3380°C).
Электроды изготавливаются путем спекания. Для улучшения характеристик электродов они могут быть легированы оксидными добавками.
- Чистый вольфрам WP:
- Низкий стабилизирующий эффект;
- гладкий, сферический конец электрода;
- сложность возбуждения дуги на постоянном токе;
- низкая предельно допустимая нагрузка по току
С оксидом тория WT: Чем выше содержание оксида тория, тем лучше возбуждение сварочной дуги, больше срок службы и предельно допустимая нагрузка по току. Существует опасность «осыпания» электрода при его перегрузке. Торий обладает слабой радиоактивностью (источник альфа-излучения).
Существует опасность «осыпания» электрода при его перегрузке. Торий обладает слабой радиоактивностью (источник альфа-излучения).
С оксидом церия WC: Имеет свойства подобные торию, но не радиоактивен.
С оксидом лантана WL: Увеличенный срок службы по сравнению с электродами с оксидом тория и с оксидом церия, но хуже возбуждение сварочной дуги
ПОДГОТОВКА ДЕТАЛЕЙ ДЛЯ СВАРКИ МЕТОДОМ TIG
– Крайне важно обеспечить абсолютную чистоту деталей!
– При работе с хромоникелевыми материалами используйте только инструмент из хромоникелевого сплава.
– При работе с алюминием используйте инструмент только из хромоникелевого сплава, который применялся только при работе с алюминием, а не со сталью.
Алюминий
- При выполнении стыковых сварных швов необходимо закруглить фаски корня сварного шва, в противном случае возможно образование оксидных включений
- Требуется больший угол разделки кромок, чем на стальных деталях
- Макс. угол разделки кромок 80°; как правило, без притупления кромок!
- Зазор в корне сварного шва > 2 мм, при наличии возможности использовать подложку (хромоникелевые сплавы, керамика; медь использовать нельзя)
- Прямоугольные стыковые швы выполняются без зазора.
 угол разделки кромок 80°; как правило, без притупления кромок!
угол разделки кромок 80°; как правило, без притупления кромок!Обезжирить листы – в некоторых случаях требуется термообработка электрода, так как оксидная пленка иногда содержит H2 (при использовании ацетиленовой горелки – снижение эффективности обжига)
При работе с толстыми материалами необходим предварительный нагрев, так как происходит интенсивное излучение тепловой энергии при использовании газовых смесей на основе гелия. В некоторых случаях в предварительном нагреве нет необходимости.
Хромоникелевые сплавы
Применяйте минимально возможный угол разделки кромок, так как хромоникелевые сплавы являются плохими проводниками тепла. Существует риск очень сильного коробления деталей.
Производите сварку при минимально возможной температуре из-за опасности перегрева и выгорания легирующих элементов; для предотвращения окисления необходимо использовать защитное экранирование корня сварного шва (!)
Сварка аргоном своими руками.
 Как быстрее освоить процесс?
Как быстрее освоить процесс?Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
- 1. Аргонодуговая сварка. Что это?
- 2. Что понадобится для работы?
- 3. Описание сварочного процесса
- 4. Тонкости сваривания различных металлов
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва.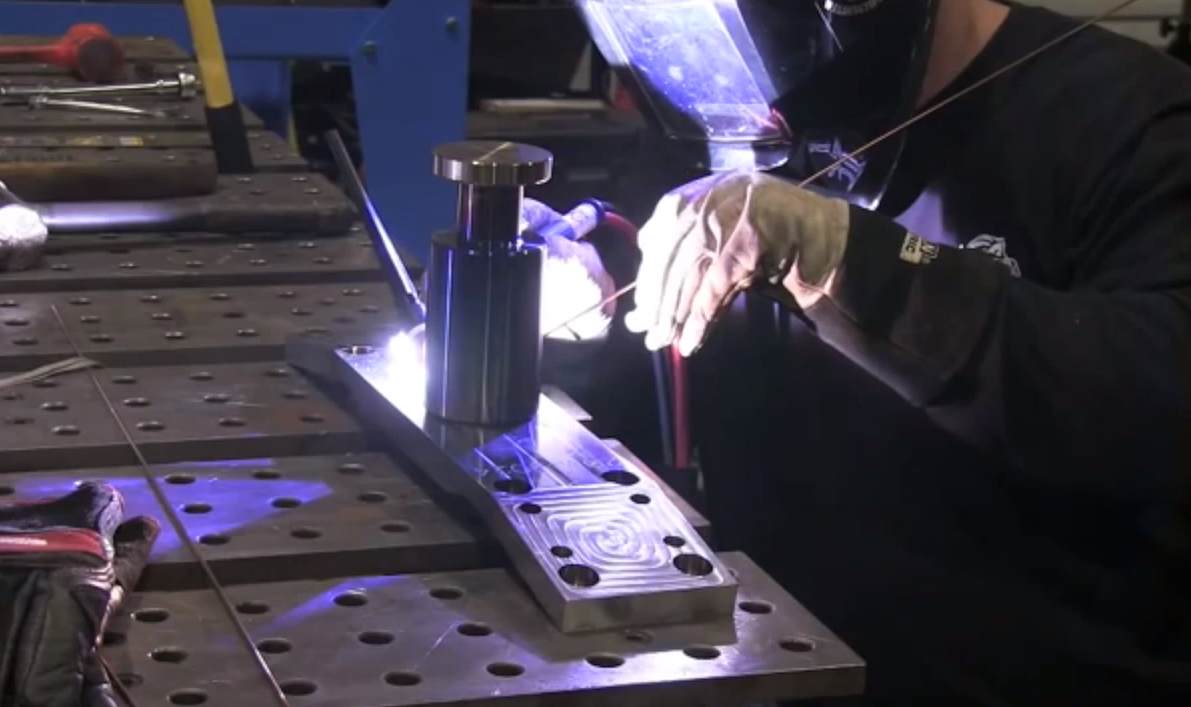 Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.

Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Расскажем какое.
Что понадобится для работы?
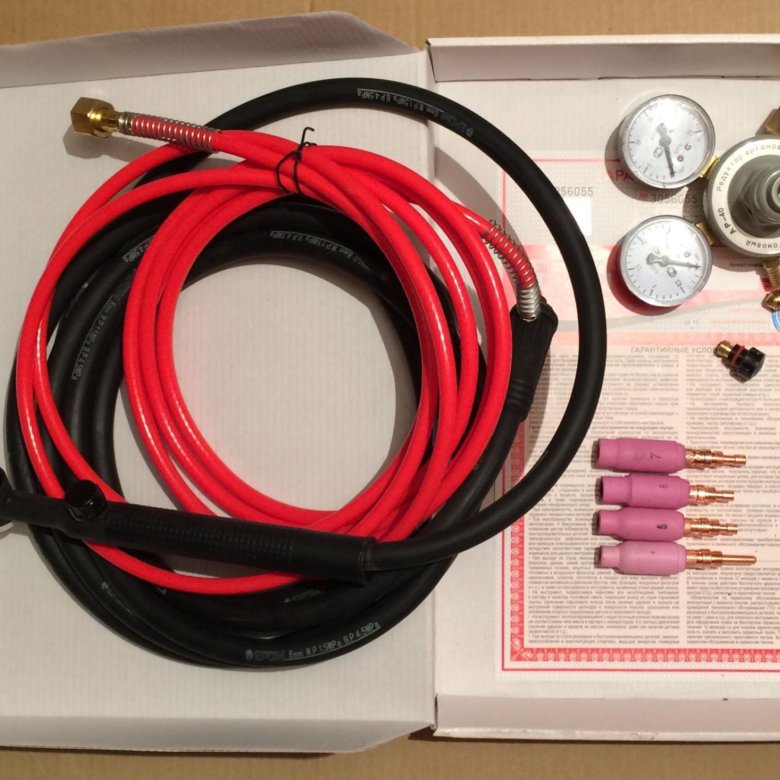
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
 В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы». Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата.
Как правило, в использовании данного метода задействуются аргоновые и углекислотные смеси в целях защиты от негативного влияния воздушной среды. Но также имеет свои преимущества и технология сварки с проволокой для полуавтомата без газа, при которой может подключаться и флюс.
Общие сведения о технологии
Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа
Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
1. С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
2. Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
3. Оператор может визуально контролировать место подачи в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
4. Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа
Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива. Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку. Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения. Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку. Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения. Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом
В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение
Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
Аргонодуговая сварка TIG – ООО «ЦСК»
Главная|Энциклопедия сварки|А|Аргонодуговая сварка TIGАргонодуговая сварка TIG – дуговая сварка в среде инертного газа аргона. Сварка осуществляется специальной техникой, плавящимся или неплавящимся электродом, в качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут использоваться следующие названия:
РАД – ручная аргонодуговая сварка неплавящимся электродом,
ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
В Европе для обозначения аргонодуговой сварки вольфрамовым электродом используются названия:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов,
WIG — Wolfram Inert Gas (Welding) – сварка вольфрамом в среде инертных газов,
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом.
WIG происходит от немецкого Wolfram-Inertgasschweißen. TIG является альтернативной аббревиатурой Tungsten Inert Gas, применяемой в англоговорящих странах, где Т обозначает вольфрам (от англ. tungsten – вольфрам). А в США обычно обозначается GTAW – аббревиатура от Gas Tungsten Arc Welding.
tungsten – вольфрам). А в США обычно обозначается GTAW – аббревиатура от Gas Tungsten Arc Welding.
Аргонодуговая TIG сварка является чрезвычайно универсальным процессом и может использоваться практически при сварке любых металлов, в том числе и разнородных, толщиной от 0,3 мм.
Общие характеристики аргонодуговой сварки
Аргон практически химические не взаимодействует с расплавленным металлом и другими газами в области горения дуги. Аргон, который на 38% тяжелее воздуха, вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой. При аргонодуговой сварке возможна крупнокапельная или струйная передача электродного металла. В случае крупнокапельного переноса с большими процесс сварки нестабилен, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, потому что из-за меньшего давления в дуге капли растут до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик. Например, для проволоки диаметром d = 1,6 мм Iсв = 120-240 А. С силой тока Iсв более 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, образование брызг уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Более эфеективно использовать импульсные источники питания дуги для обеспечения стабильности процесса, обеспечивающие переход к струйному переносу при токах Iсв ≈ 100 А.
Диапазон токов для крупнокапельного переноса достаточно велик. Например, для проволоки диаметром d = 1,6 мм Iсв = 120-240 А. С силой тока Iсв более 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, образование брызг уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Более эфеективно использовать импульсные источники питания дуги для обеспечения стабильности процесса, обеспечивающие переход к струйному переносу при токах Iсв ≈ 100 А.
Однако высокое качество TIG сварки достигается за счет более длительного времени, затрачиваемого на этот процесс.
Сварка TIG используется для сварки легких металлов: магния, алюминия на переменном токе AC. Тонкие листы из нержавеющей стали и сплавов меди, как правило, также свариваются при помощи этого процесса, на постоянном токе DC. Чистый аргон используется для аргонодуговой TIG сварки всех материалов, в отличие от MIG сварки, где определенный газ или газовая смесь должны быть использованы для соответствующего свариваемого материала.
Схема аппарата для аргонодуговой сварки
Оборудование для аргонной сварки состоит из: сварочного аппарата – в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля. Аппараты для сварки TIG доступны с диапазоном сварочного тока от 150А до 500А и способны работать при токах от 3А. Устройства TIG могут использоваться для пайки и сварки штучными электродами.
Сварщик должен держать сварочную горелку в одной руке, в то время как другая рука должна обеспечивать подачу присадочного металла в ванну.
При выборе сварочного аппарата TIG нужно ответить на следующие вопросы:
— Какая мощность источника питания вам нужна для работы;
— Необходимо оценить и спрогнозировать объем работы в настоящее время и на будущее;
— Нужен ли переменный ток (AC) или достаточно постоянного тока (DC) источника питания.
Необходимо учитывать, что алюминий и магний свариваются переменным током (AC). Нержавеющая сталь и обычная сталь свариваются с использованием постоянного тока (DC). Если требуется варить и то и другое, используйте аппараты AC/DC.
Зажигание дуги
| Контактное | Бесконтактное |
| Происходит, когда вольфрамовый электрод касается продукта, после чего, когда горелка поднимается, дуга возбуждается. Этот метод воспламенения не является оптимальным для аргонодуговой сварки ВИГ, поскольку вольфрамовые включения остаются в основном металле, что может привести к дефектам сварного шва. | При бесконтактном методе зажигания высокочастотный генератор обеспечивает зажигание дуги. Сварочная дуга возникает после нажатия кнопки на сварочной горелке при расстоянием между электродом и изделием 1,5-3 мм. |
Плюсы и минусы
| Достоинства | Недостатки |
|
— шов высокого качества; — равномерное проплавление металла; — незаменимость при сваривании изделий из тонкого листового алюминия; — широкая сфера применения: от автомастерских до авиастроения; — не требуется частая замена электрода. |
— низкая производительность при ручной сварке; — необходима высокая квалификация и достаточная практика сварщика для выполнения качественной сварки; — автоматический вариант не практичен при сваривании коротких и разной ориентации соединений, т.к. применяется для однопрофильных длинных швов. |

Как работает сварка TIG без газа — с альтернативами и последствиями метода
Будь вы профессиональным сварщиком или новичком, вам придется столкнуться с некоторыми ситуациями, когда вам необходимо выполнить сварку TIG без газа. Это могут быть ветреные погодные условия или грязный металл, поэтому важно понимать, как создавать сварные швы без газа. В этой статье будет подробно рассмотрена сварка TIG без газа. Технологичность и различные параметры играют важную роль, если вы не используете газ. После прочтения этой статьи читатели смогут понять методику выполнения сварки TIG без газа. Однако крайне важно понимать отрицательные и положительные последствия этого. Кроме того, в статье также представлены другие альтернативные сварочные процессы, которые можно выполнять без газа. Итак, если вы ищете полный пакет сварки TIG без газа, вы обратились по адресу.
После прочтения этой статьи читатели смогут понять методику выполнения сварки TIG без газа. Однако крайне важно понимать отрицательные и положительные последствия этого. Кроме того, в статье также представлены другие альтернативные сварочные процессы, которые можно выполнять без газа. Итак, если вы ищете полный пакет сварки TIG без газа, вы обратились по адресу.
Прежде чем перейти к самому вопросу, я должен упомянуть некоторые основные факты о тех, кто впервые пробует сварку TIG.Я упоминаю их, потому что без основ нелегко понять техническую информацию, которую я напишу позже. Сварка вольфрамовым электродом в среде инертного газа (TIG) — это вид дуговой сварки, при которой для получения сварного шва используется вольфрамовый электрод. Старое название сварки TIG — «гелиарная» сварка, потому что «гелий» используется в качестве инертного газа.
Процесс сварки был разработан в 1941 году и был разработан для сварки алюминия, нержавеющей стали и магния. Тем не менее, сварка TIG в основном используется для сварки нержавеющей стали. Сварочный процесс приобрел популярность из-за его использования в военной промышленности. Сварка цветных металлов — сложный процесс, требующий узкоспециализированных технологий, поскольку цветные металлы вступают в реакцию с примесями. Вначале для решения этой проблемы использовались баллонные инертные газы. Со временем в аэрокосмической промышленности появилась технология сварки в защитных газах для сварки магния и других легких металлов.
Сварочный процесс приобрел популярность из-за его использования в военной промышленности. Сварка цветных металлов — сложный процесс, требующий узкоспециализированных технологий, поскольку цветные металлы вступают в реакцию с примесями. Вначале для решения этой проблемы использовались баллонные инертные газы. Со временем в аэрокосмической промышленности появилась технология сварки в защитных газах для сварки магния и других легких металлов.
Каковы характеристики сварки TIG?
В процессе сварки TIG сварщик использует вольфрамовый электрод для создания сварочной ванны.Для этого процесса используется заостренный электрод, который помогает производить высококачественные и высокоточные сварные швы. При сварке TIG электрод не расходуется. Из-за нерасходуемого электрода необходимость в балансировке подводимого тепла устраняется. Если для процесса сварки требуется присадочный металл, он предоставляется отдельно к зоне сварки.
Что такое источник питания для сварки TIG?
Сварка TIG может выполняться как на постоянном, так и на переменном токе. Однако требуется, чтобы источник питания оставался неизменным на протяжении всего процесса сварки.Постоянный источник питания помогает избежать чрезмерных токов. Чрезмерные токи могут привести к короткому замыканию электрода. Обычно вероятность короткого замыкания находится в начале дуги. Но это также может произойти во время процесса сварки, если подача не будет постоянной. Использование источника переменного тока предпочтительнее источника постоянного тока, поскольку кислородные загрязнения удаляются из-за переменного тока. Это делает блок питания переменного тока более подходящим для материалов с прочными поверхностями.
Однако требуется, чтобы источник питания оставался неизменным на протяжении всего процесса сварки.Постоянный источник питания помогает избежать чрезмерных токов. Чрезмерные токи могут привести к короткому замыканию электрода. Обычно вероятность короткого замыкания находится в начале дуги. Но это также может произойти во время процесса сварки, если подача не будет постоянной. Использование источника переменного тока предпочтительнее источника постоянного тока, поскольку кислородные загрязнения удаляются из-за переменного тока. Это делает блок питания переменного тока более подходящим для материалов с прочными поверхностями.
Какие типы электродов используются при сварке TIG?
Для источника постоянного тока используется электрод из чистого вольфрама. В электрод добавляют от 2 до 4% тория для улучшения зажигания дуги. Для получения превосходных характеристик в вольфрам добавляют оксид лантана и оксид церия. Они помогают снизить расход электрода и стабилизировать дугу. Выбор правильного угла наклона электрода и диаметра электрода должен производиться в соответствии с уровнем тока.Общее правило состоит в том, что диаметр электрода и угол наклона наконечника уменьшаются при слабом токе и наоборот.
Выбор правильного угла наклона электрода и диаметра электрода должен производиться в соответствии с уровнем тока.Общее правило состоит в том, что диаметр электрода и угол наклона наконечника уменьшаются при слабом токе и наоборот.
Когда в качестве источника питания используется переменный ток, электрод используется при гораздо более высоких температурах, чем источник постоянного тока. Высокие температуры разъедают вольфрамовый электрод. Легкий способ преодолеть эрозию электродов — использовать вольфрамовые электроды, содержащие диоксид циркония. Ухаживать за кончиком электрода очень сложно, и при более высоких температурах кончик принимает форму сферического шара.
Может быть несколько причин, по которым сварка TIG выполняется без газа. На самом деле, никакой сварочный процесс не может создать сварочную ванну без защитного материала. Единственное отличие состоит в том, что сварочные процессы, такие как сварка TIG, требуют наличия настоящего газа для защиты, а для некоторых других процессов требуется флюс или покрытия, которые действуют как защитный материал.
Что касается сварки TIG, процесс сварки выполняется с использованием непокрытой проволоки из присадочного металла и вольфрамового электрода.
Кроме того, заготовка и рабочее пространство должны быть на 100% чистыми. Без использования аргона есть вероятность возгорания вольфрамового электрода. Кроме того, отсутствие аргона может вызвать загрязнение зоны сварки. Раньше использовался гелий, и аргон заменил его из-за его преимуществ, доступности и низкой стоимости.
Сварку TIG без газа можно выполнять с помощью современных сварочных аппаратов. Вы можете проверить наши лучшие предложения по машинам для сварки TIG в другой статье, которую мы написали.Современные сварочные аппараты имеют много возможностей обработки. Сварка TIG и дуговая сварка — схожие процессы, но дуговая сварка расходует электроды и оставляет след на заготовке. С другой стороны, сварка TIG не требует расхода электрода, и это очень тонкий процесс. Рекомендуется выполнять сварку газом, так как это помогает добиться высокой точности и качества. Более того, сварке, выполненной без газа, нельзя долго доверять.
Более того, сварке, выполненной без газа, нельзя долго доверять.
В этом методе не используется газ.Однако выполнение сварки TIG без газа — непростая задача. Каждый раз, когда упоминается термин «сварка TIG без газа», он означает использование проволоки TIG с флюсовой сердцевиной. Внешний защитный газ не используется, а защитный эффект достигается за счет сжигания флюса в процессе сварки. Это требует высоких навыков и некоторых мер предосторожности. В этом разделе приведена методика выполнения сварки TIG без газа.
- Первый шаг — убедиться в безопасности сварщика.Будь вы профессиональным сварщиком или новичком, сварочные процессы требуют надлежащих мер безопасности и мер предосторожности. Во время различных сварочных процессов достигаются высокие температуры, которые могут вызвать повреждение сварщика и оборудования. Поэтому перед началом процесса сварки важно проверить все защитное оборудование.
- Сварка TIG без газа имеет то преимущество, что грязные детали можно сваривать надлежащим образом. Однако, если один металл грязный, а другой чистый, разница останется после выполнения сварки.Поэтому следующим шагом будет очистка заготовки щеткой или шлифовкой. В основном цель очистки заготовки — удалить внешние частицы и выпустить захваченные пузырьки воздуха.
- Следующим наиболее важным шагом является выбор сварочного аппарата. Существует множество сварочных аппаратов, которые могут выполнять сварку TIG без газа. Сварочный аппарат на 115 В или выше, чем рекомендуется для выполнения сварки TIG без газа, поскольку сварочный аппарат на 115 В может проникать в любой металл толщиной до 8 дюймов.Сварочный агрегат можно выбрать на опытной и пробной основе. Куски металла с соответствующей маркировкой можно вырезать для выбора подходящего агрегата.
- После выбора сварочного агрегата и проверки сварного шва следующим шагом является размещение деталей в точных положениях. Он должен убедиться, что части твердо стоят на своих местах. Теперь выберите электрод с необходимой толщиной и сердечником из флюса и включите сварочный аппарат. Параметры сварочного агрегата необходимо регулировать по металлу.Некоторые металлы требуют строго определенных настроек, в то время как некоторые металлы можно сваривать с общими настройками.
- Запустить процесс сварки. Выполняя сварку TIG без газа, будьте максимально последовательны. Когда сварка TIG выполняется без газа, образуется чрезмерный и ядовитый дым, который не позволяет сварщикам заглядывать в сварочную ванну. Новичкам нужно потратить некоторое время на то, чтобы повысить свою последовательность.
- После завершения процесса очистите шлак щеткой.Это поможет добиться хорошего сварного шва. Однако аккуратный сварной шов можно получить, слегка отшлифуя зону шва.
 Однако, если один металл грязный, а другой чистый, разница останется после выполнения сварки.Поэтому следующим шагом будет очистка заготовки щеткой или шлифовкой. В основном цель очистки заготовки — удалить внешние частицы и выпустить захваченные пузырьки воздуха.
Однако, если один металл грязный, а другой чистый, разница останется после выполнения сварки.Поэтому следующим шагом будет очистка заготовки щеткой или шлифовкой. В основном цель очистки заготовки — удалить внешние частицы и выпустить захваченные пузырьки воздуха. Параметры сварочного агрегата необходимо регулировать по металлу.Некоторые металлы требуют строго определенных настроек, в то время как некоторые металлы можно сваривать с общими настройками.
Параметры сварочного агрегата необходимо регулировать по металлу.Некоторые металлы требуют строго определенных настроек, в то время как некоторые металлы можно сваривать с общими настройками. Лучшая альтернатива газу аргон — дуговая сварка порошковой проволокой (FCAW). В FCAW нет необходимости во внешнем защитном газе, потому что поток внутри сердечника электрода обеспечивает достаточную защиту для процесса. В FCAW образуется жидкий шлак, который защищает процесс сварки. Расходуемые электроды используются в FCAW и имеют трубчатую ориентацию, заполненную флюсом.
В реальных случаях в сердечнике электрода есть много других ингредиентов, помимо флюса. Эти ингредиенты помогают защитить сварочную дугу при более высоких температурах. Сварочный процесс очень популярен, потому что он обеспечивает высокую скорость проплавления основных металлов. Более того, для выполнения FCAW без газа требуются высокие навыки операторов. Потому что неправильное обращение с электродом может привести к пористости и другим дефектам сварки.
Сварка MIG без газа — еще один вариант, который можно выбрать.Безгазовая сварка MIG имеет некоторые преимущества перед сваркой TIG без газа. Такая как безгазовая сварка MIG обеспечивает большую стабильность и прочность сварного шва. С ним проще обращаться, и он предлагает широкий спектр материалов, на которых его можно выполнять. Обычно, когда сварка выполняется без газа, сварщики предпочитают MIG сварке TIG.
После получения ясного представления о сварке TIG без газа, здесь приведены некоторые преимущества сварки TIG без газа:
- Сварщикам не нужно таскать с собой большие и тяжелые газовые баллоны. Если требуется газ, можно использовать баллоны небольшого размера вместо тяжелых, поскольку вес может создать проблемы. Тяжелые цилиндры весят более 200 фунтов, и их сложно разместить на сварочной тележке. Они также опасны и могут стать причиной серьезной аварии в случае падения.
- Сварка TIG без газа предпочтительна на открытом воздухе. Газ аргон нестабилен в ветреную погоду. Однако флюс может переносить ветер и горит только при расплавлении проволоки.
- Сварка TIG без газа позволяет получить аккуратные сварные швы на загрязненных металлах.Он также может работать на ржавых поверхностях, в то время как сварка TIG с газом неблагоприятна для ржавых поверхностей.
- Сварка TIG без газа может привести к более высоким температурам. Однако это не обеспечивает качества сварки, поскольку качество сварки зависит от проникновения дуги внутрь заготовки.
 Если требуется газ, можно использовать баллоны небольшого размера вместо тяжелых, поскольку вес может создать проблемы. Тяжелые цилиндры весят более 200 фунтов, и их сложно разместить на сварочной тележке. Они также опасны и могут стать причиной серьезной аварии в случае падения.
Если требуется газ, можно использовать баллоны небольшого размера вместо тяжелых, поскольку вес может создать проблемы. Тяжелые цилиндры весят более 200 фунтов, и их сложно разместить на сварочной тележке. Они также опасны и могут стать причиной серьезной аварии в случае падения.Наряду с этими преимуществами сварка TIG без газа также имеет некоторые недостатки:
- Сварщик не видит сварочную ванну.
- Сварка TIG без газа приводит к появлению опасного дыма и дыма.Так что вентиляция в данном случае важнее.
- Сварка TIG без газа занимает больше времени, чем сварка TIG с аргоном или гелием.

В конечном итоге, сварка TIG — это очень универсальный процесс, который широко используется в различных сферах. Сварка TIG без газа — это простой процесс, доступный не только профессионалам или новичкам. Это позволяет выполнять сварку на открытом воздухе и экономить газ. Однако сварка TIG без газа требует большого терпения и практики, но может помочь в идеальном выполнении сложной задачи.Просто убедитесь, что вы используете качественные аппараты TIG, такие как Everlast.
Не стесняйтесь задавать вопросы в комментариях. Кроме того, вы можете поделиться постом, если нашли в нем ценность.
Преимущества аппаратов без газовой сварки MIG
Если вам интересно, что такое аппарат для сварки MIG без газа или как выполнять сварку MIG, я покажу вам это и многое другое.
Сварщик MIG без газа, также известный как сварочный аппарат с флюсовой проволокой, представляет собой простой процесс для начинающих, чтобы научиться сваривать.
Самое замечательное в сварке без газа MIG заключается в том, что вы можете начать сварку прямо из коробки, купив новый сварочный аппарат. Сварщик проволокой также известен как сварщик MIG.
Причина, по которой сварочный аппарат MIG без газа работает так хорошо для новичков, заключается в том, что вам не нужно покупать газовый баллон, чтобы начать сварку, в отличие от сварки MIG.
Как я уже говорил, аппарат для сварки MIG без газа — это то же самое, что и сварочный аппарат с флюсовой проволокой.
Сердечник из флюса относится к типу проволоки, которую использует машина.Когда вы устанавливаете катушку с флюсовым сердечником в машину и получаете права на установку полярности, вы отправляетесь в гонку.
Сварка MIG по сравнению с сварочным аппаратом без газа MIG
Инструкторы курсов по сваркедля начинающих расскажут вам о проволоке.
Как для сварки MIG, так и для сварки сердечником из флюса используется так называемый сварочный аппарат.
Сварщик проволокой отличается от процесса, подобного сварке штучной сваркой, тем, что электрод, металл, который плавится, образуя сварной шов, приходит на катушке проволоки вместо длинного стального стержня.
При использовании сварочного аппарата MIG (металл в инертном газе), когда вы нажимаете на спусковой крючок пистолета, чтобы начать сварку, происходит несколько разных вещей.
Во-первых, когда ваш газовый баллон подключен к сварочному аппарату, газ начинает течь, проволока начинает подавать и зажигается дуга.
В безгазовой сварочной машине MIG используется не газ, а полая проволока, заполненная флюсом. Флюс используется для защиты расплавленной сварочной ванны при ее охлаждении. Подобно тому, как флюс используется для защиты сварочной ванны при использовании проволоки с сердечником из флюса, в процессе MIG для защиты сварочной ванны используется защитный газ.
Проволока, используемая в процессе MIG, представляет собой сплошную проволоку, поскольку флюс не требуется.
Итак, не путайте термины «аппарат для сварки MIG без газа» и «сварщик с флюсовой сердцевиной», потому что это одно и то же.
Сварка снаружи с помощью аппарата для сварки MIG без газа
Используя аппарат для сварки MIG без газа, вы можете без проблем сваривать в ветреную погоду.
Итак, если вы работаете над проектом на улице и сейчас ветреный день, не волнуйтесь, потому что сердечник Flux идеально подходит для этого.
Использование аппарата для сварки MIG без газа на улице настолько хорошо, что внутри проволока находится флюс, который при охлаждении образует шлак на поверхности сварного шва.
Этот шлак защищает сварочную ванну от ветра и не позволяет атмосферным газам попадать в сварочную ванну.
Причина, по которой вы не можете использовать MIG в ветреную погоду, заключается в том, что защитный газ унесет ветром, и в сварных швах останется пористость.
Пористость — это набор отверстий, которые делают сварные швы слабыми, поэтому, если вы не используете проволоку с флюсовым сердечником, держитесь подальше от ветра.
Кроме того, сварочный аппарат MIG без газа более щадит грязный металл. При сварке с использованием MIG вы всегда должны следить за чистотой металла перед тем, как приступить к сварке.
Сварочный аппарат MIG без газа похож на аппарат для ручной сварки, потому что оба используют флюс, и он позволяет избежать проблем при сварке более грязных металлов.
Это не значит, что вы не всегда должны сначала очищать металл, но сварщик MIG без газа более снисходителен в этом отношении.
Возможна ли сварка TIG без газа? — WeldingPal.com — Сообщество советов и ресурсов по сварке!
У начинающих сварщиков возникает много вопросов по сварке TIG, в том числе по поводу ее использования без газа.
Можно ли выполнять сварку TIG без газа? Ответ — нет, и это просто из-за того, что газ должен действовать как щит для предотвращения загрязнения. Без газа вы также будете прожигать вольфрам, который используется для сварки материала, что создает необходимую вам дугу. Более того, вы также не увидите проникновения, если не собираетесь использовать газ.
С учетом вышесказанного, нельзя сказать, что купить сварочный аппарат TIG без использования газа невозможно, но вы должны понимать, что это не так просто, как вы думаете.
Прежде чем мы сможем поговорить о том, нужен ли вам газ для работы сварочного аппарата TIG, для нас важно обсудить, что такое сварщик TIG, в первую очередь. Мы можем начать с того факта, что TIG означает инертный газ вольфрам, что автоматически дает вам представление о том, что требуется для работы такого типа машины.
Кстати, еще один способ называть это дуговой сваркой вольфрамовым электродом, но TIG — это предпочтительный ярлык для многих сварщиков. Он состоит из нескольких вещей, а именно:
· Запорный стержень
· Вольфрам
· Защитный газ
Сварка TIG имеет массу преимуществ по сравнению с обычной дуговой сваркой, как вы можете найти в таблице ниже:
| Advantage | Описание |
| Control | Сварочные аппараты TIG предлагают больший контроль при сварке благодаря переключателю, который можно использовать как большим пальцем, так и лапкой |
| Precision | Этот тип сварочного аппарата также обеспечивают большую точность, что позволяет выполнять более сложные сварные швы |
| Гибкость | Сварка TIG позволяет работать как на тонких, так и на толстых поверхностях, делая ее более гибкой |
| Anti-Corrosive | Позволяет уменьшить коррозию |
Благодаря упомянутым выше преимуществам сварка TIG предпочтительна при работе с более сложным оборудованием и проектами, такими как самолеты и автомобили.Благодаря антикоррозийным свойствам этого типа сварочного аппарата производители автомобилей также предпочитают его при установке крыльев. В автомастерских часто используются сварочные аппараты этого типа при ремонте, требующем большей точности.
Стоит отметить, что в отличие от дуговой сварки, сварка TIG требует больше навыков и контроля. Так что не ожидайте, что сможете использовать его сразу. Однако, как только вы овладеете им, у вас будет гораздо больше возможностей при работе над различными проектами, требующими изящества.
Для тех, кто надеется в будущем производить высококачественные сварные швы, это выгодное вложение. Вот почему так важно понимать роль газа в сварке TIG. Кратчайший ответ: он позволяет защитить вольфрам от плавления при сварке.
Невозможно выполнить сварку с помощью сварочного аппарата TIG без помощи газа, потому что шва просто не будет. Как только вы включите его и попытаетесь сделать это, металл, который должен контактировать с острием, распадется, и вы не достигнете прогресса в этом вопросе.
Исходя из вышеизложенного, сварщику TIG нужен газ по одной очень важной причине: вольфрам. Вольфрам — это, по сути, точка контакта, которая расплавляет наполнитель и создает лужу для сварного шва. Он отвечает за направление тока, необходимого для достижения поставленных сварочных целей.
Однако одного вольфрама недостаточно для успешного облегчения сварки. В отличие от электродов для дуговой сварки, это не расходный материал. Предполагается, что он останется прикрепленным к пистолету, но без газа он не сможет этого сделать.Проще говоря, газ действует как щит, который позволяет вольфраму выполнять свою работу, не превращаясь в лужу.
С помощью газа вольфрам сможет противостоять теплу, проходящему через него, позволяя ему проникать в материал, который вы пытаетесь сваривать, а затем расплавлять наполнитель, который вы будете использовать. Так можно точно и аккуратно создать сварной шов.
Принимая во внимание, сколько времени требуется для достижения этой цели, вы должны убедиться, что газ действительно обеспечивает необходимый уровень защиты вольфрама.В противном случае вы можете сгореть еще до завершения проекта. Вы можете только представить, что произошло бы, если бы не было газа, чтобы покрыть вольфрам крышкой.
Есть несколько вещей, которые могут произойти, если вы попытаетесь использовать сварочный аппарат TIG без газа, и одна важная вещь, которая НЕ произойдет. Начиная с последнего, вы НЕ сможете что-либо сварить, если у вас нет газа.
Не будет проникновения, вольфрам не сможет выжить, и вы также будете загрязнять сварной шов вольфрамом, который вы в основном расплавили.Вот почему для вас невероятно важно потренироваться с кем-то, кто действительно знает, что он делает, еще до того, как вы начнете.
Если вы хотите сваривать без использования газа, но при этом у вас есть возможность выполнять сварку TIG, если вы этого хотите, у вас есть варианты. Например, вы можете приобрести универсальный сварочный аппарат TIG, который при необходимости предоставит вам различные варианты.
В отличие от сварки TIG, вы можете легко попрактиковаться сначала с дуговой сваркой, в которой для сварки используются одноразовые стержни.Однако не ожидайте, что опыт будет таким же, когда вы переключитесь на сварку TIG, поскольку это просто два разных метода сварки.
Есть ли безгазовая сварка TIG?Если вы не готовы сосчитать тех многоцелевых сварочных аппаратов TIG, которые также предлагают варианты дуговой сварки, то ответ — нет, нет. По определению, сварка TIG требует газа просто потому, что она не может работать без газа. Вам было бы бессмысленно пытаться, потому что вы разрушили бы машину.
Можно ли выполнять сварку TIG с газом CO2?Хотя аргон является наиболее часто используемым газом для сварки TIG, существуют также другие газы. Однако в него входит СО2, поскольку именно этот газ способствует окислению. Назначение газа для TIG — предотвратить это, поэтому использование CO2 — плохая идея.
Когда дело доходит до выбора между одиночным сварочным аппаратом TIG или многоцелевым, есть аргументы в пользу того и другого.Во-первых, если вы не используете какие-либо другие функции и просто сосредоточитесь на одной функции, вы можете сэкономить много денег на покупке.
Предположим, что мы используем только сварочный аппарат TIG, например, вы можете получить один из них по гораздо более низкой цене, независимо от того, покупаете ли вы их совершенно новыми или подержанными. Говоря о последнем, на вторичном рынке гораздо больше одиночных сварочных аппаратов TIG, чем универсальных.
С другой стороны, возможность использовать как сварку TIG, так и дуговую сварку дает вам множество возможностей и гибкость при работе над различными проектами.Вы не будете так привязаны к газу, например, если есть работа, которую нужно выполнить быстро.
Как вы уже знаете, сварка TIG невозможна без газовой защиты. Так что, если у вас закончится сварка, и вам нужно сварить, вы сможете обойтись опцией дуги. Однако, как и во всем, решение в конечном итоге будет за вами.
Если мы собираемся сравнить сварку TIG с дуговой сваркой, различия между этими двумя вариантами очевидны. Таким образом, если вам нужно выбирать между ними, у вас есть несколько довольно определенных преимуществ и недостатков, которые следует учитывать.
Например, в случае сварки TIG, точность и контроль являются главными причинами, по которым вам это нужно. Вы сможете выполнять более сложную работу, требующую точности, но при этом необходимо учитывать квалификационный барьер. Если вы еще недостаточно хорошо сварщик или совсем не имеете опыта, вам действительно не стоит выбирать этот вариант.
С другой стороны, дуговая сварка может быть удобнее для новичков, но имеет ограничения.Например, если вы работаете с более тонкими материалами, вам лучше поверить, что вы собираетесь оставить шрам на поверхности.
Таким образом, если все, что вам действительно нужно, — это выполнить работу, вам не нужно сильно беспокоиться и просто выберите вариант дуги. С другой стороны, если вы стремитесь к красоте, TIG — ваш лучший выбор.
Что делать, если сваривать газом или без газа
Если вы новичок в сварке или в первую очередь увлекаетесь сваркой, выбор метода сварки и необходимого оборудования может показаться непосильной задачей.А еще вопрос о сварке газом или без него. Вам нужен газ для сварки? Да, для крупных сварочных проектов. Но вы можете — и должны — подумать об использовании «безгазового» метода MIG дома для небольших проектов — с меньшим влиянием на ваш кошелек.
Роль газа для сварки
«МИГ», сокращение от «металлический инертный газ», на самом деле многое говорит об этом методе сварки. Фактически требует газа для защиты: газ, участвующий в процессе сварки, предотвращает взаимодействие расплавленной сварочной ванны с окружающими газами в воздухе.Так как же может быть «безгазовая» сварка MIG? Технически такого нет. В так называемых «безгазовых» методах используется специальная проволока с сердечником из флюса, которая является самозащитной и преобразует флюс в газ по мере плавления проволоки. Поскольку газ высвобождается таким образом, внешний баллон с газом не требуется, что упрощает установку и процесс.
Преимущества сварки MIG без газа
Использование метода самоэкранирования с помощью проволоки с флюсовым сердечником имеет ряд преимуществ для домашнего любителя или нечастого пользователя.
- Это гибкий и имеет ряд приложений.
- Легче выучить и освоить.
- Будет немного проще, если материал не подготовлен идеально.
- Это доступнее.
- Он более портативный и требует меньше оборудования.
- Можно проводить на улице даже в ветреную погоду, тогда как МИГ с защитным газом не может (газ унесет).
Проблемы сварки MIG без газа
- Не все материалы можно сваривать этим методом.
- Тонкие металлы обычно не подходят для этого метода.
- С проволочным сердечником следует обращаться осторожно, чтобы не повредить его.
- Ваш сварочный аппарат MIG должен поддерживать «безгазовую» сварку сердечником из флюсовой проволоки.
- Не все машины обеспечивают одинаковое качество работы в зависимости от мощности.
Даже для небольших проектов многие машины могут быть тяжелыми, трудными для перемещения и требовать напряжения выше, чем в быту. Но инверторный сварочный аппарат Weldmark MIG (MIG25-140) уникален:
- Он весит 31 фунт.
- Поддерживает сварку флюсовой проволокой. Сварка газовых баллонов или .
- Его инвертор мощности позволяет ему работать от бытовой электросети 120 В, создавая более плавную дугу.
- Это бюджетный без компромиссов.
← Предыдущий пост Следующее сообщение →
- Эндрю Блатнер
Что такое сварка TIG?
Сварка TIG, также известная как газо-вольфрамовая дуговая сварка (GTAW), представляет собой процесс соединения металлов путем их нагрева дугой между вольфрамовым электродом (неплавящимся) и заготовкой.Процесс используется с защитным газом, а также может использоваться с или без добавления присадочного металла. Основными параметрами сварки TIG являются напряжение дуги (длина дуги), сварочный ток, скорость перемещения и состав защитного газа. Количество энергии, производимой дугой, пропорционально току и напряжению. Количество энергии, передаваемой на единицу длины сварного шва, обратно пропорционально скорости движения. Защитные газы обычно инертны для защиты электрода от загрязнения.Использование гелиевой защиты обеспечивает большее проникновение, чем аргон. Дуга, возникающая между концом электрода и изделием, выделяет тепло для плавления основного металла. Как только дуга и сварочная ванна образовались, горелка перемещается вдоль стыка, и дуга постепенно плавит соединяемые поверхности. Если Обычно присадочная проволока добавляется к передней кромке сварочной ванны для заполнения стыка. Вольфрамовый электрод может быть легирован небольшим количеством активных элементов для увеличения излучательной способности электрода; это обеспечивает более быстрое зажигание дуги, большую стабильность дуги и более длительный срок службы электрода.
Дополнительные вопросы
Зачем нужна сварка TIG?
- Может использоваться для соединения почти всех металлов с превосходным качеством сварки, как правило, без дефектов
- Без брызг, которые возникают при других процессах дуговой сварки
- Может использоваться с присадочным металлом или без него в зависимости от конкретного применения
- Обеспечивает превосходный контроль проплавления корневого прохода шва
- Может использоваться для получения недорогих автогенных швов (плавлением) с хорошим проплавлением.
- Обеспечивает отдельный контроль над подводом тепла и добавками присадочного металла.
Каковы ограничения сварки TIG?
- Скорость перемещения и скорость наплавки относительно низкие, что увеличивает затраты на сварку.
- Для получения качественных сварных швов требуется высокая квалификация оператора.
- Процесс нелегко автоматизировать
Как можно улучшить результаты сварки TIG?
| Советы и уловки | Титановые сплавы | Сплавы с высоким содержанием никеля | Алюминиевые сплавы | Медные сплавы | Сплавы из нержавеющей стали (серия 300) | |
|---|---|---|---|---|---|---|
| При подаче газа из баллона используйте систему подачи газа с высокой степенью герметичности вместо стандартного регулятора / расходомера с резиновой диафрагмой. | X | X | X | X | X | |
| Используйте газовую линзу в горелке TIG для поддержки ламеллярного потока газа. | X | X | X | X | X | |
| Используйте расход газа в диапазоне 15-20 кубических футов в час. | X | X | X | X | X | |
| Перед сваркой убедитесь, что и исходный материал, и присадочный металл чистые. | X | X | X | X | X | |
| Используйте горелку TIG с высоким уровнем целостности, так как в ней используется высокопрочная линия подачи газа, непроницаемая для атмосферных газов.Газовая линия также отделена от силового кабеля, что еще больше увеличивает чистоту газа. | X | X | X | X | X | |
| Используйте высокопрочный газопровод от расходомера до газового соленоида на сварочном аппарате. Обычные резиновые шланги могут протекать. | X | X | X | X | X | |
| Если используется центральный трубопровод подачи или распределения газа, используйте влагоуловитель с высокой пропускной способностью и рассмотрите возможность использования кислородной ловушки. | X | X | X | X | X | |
| По возможности используйте аргон сверхвысокой чистоты (класс 5.0 или выше), чистота 99,999%. | X | X | X | X | X | |
| Для материалов толщиной более 1/8 дюйма рассмотрите возможность использования смеси защитного газа аргон / гелий для улучшения проникновения. | X | X | ||||
| Рассмотрите возможность добавления контролируемого количества водорода в защитный газ на основе аргона (<10% h3).При выборе этого газа потребуется регулятор CGA 350. CGA 580, используемый с чистым аргоном, не подходит для этого баллона. Эта смесь не рекомендуется для соединения нержавеющей и углеродистой стали. Он идеально подходит для соединения нержавеющей стали с нержавеющей. | X | X | ||||
| По возможности используйте дополнительную и предварительную продувку (1 секунда на каждые 10 ампер сварочного тока). | X | X | X | X | X | |
| По возможности используйте подачу защитного газа. | X | X | X | |||
| Используйте высоконадежный регулятор / расходомер с диафрагмой из нержавеющей стали. | X | |||||
| Выполните очистку между проходами с помощью щетки из нержавеющей стали серии 300. Это удалит поверхностные оксиды для улучшения результатов. | X | X | X | |||
| Перед сваркой удалите поверхностный оксид в зоне сварки с помощью чистой щетки из нержавеющей стали. | X | X | X | |||
| На более толстых материалах по возможности установите контроль баланса на максимальное проникновение. | X | |||||
| Сопоставьте присадочный металл с основным металлом — см. Рекомендации AWS или CWB. Для нержавеющих сталей используйте присадочный металл E309. | X | X | X | |||
| Для соединения из разнородных сплавов используйте серебряный присадочный металл.Рабочие температуры должны быть ниже точки плавления выбранного сплава (обычно <900 ° F). | X | |||||
| Если сварной шов необходимо анодировать, используйте присадочный металл серии 5000. | X | |||||
| По возможности используйте прямоугольный источник питания переменного тока. | X | |||||
| Используйте горелку TIG с водяным охлаждением, чтобы предотвратить плавление вольфрама и улучшить пропускную способность горелки при сварке более толстых материалов. | X | X | X | |||
| Используйте электрод из чистого вольфрама и увеличьте диаметр, чтобы компенсировать дополнительную тепловую нагрузку на резак. Электроды из торированного вольфрама менее 3/32 дюйма не рекомендуются для сварки алюминия. | X | |||||
| Рассмотрите возможность предварительного нагрева на толстых участках. Кислородно-ацетиленовые горелки работают хорошо. Обязательно установите пламя науглероживания и используйте прибор для измерения температуры. | X | X | ||||
| Будьте терпеливы при зажигании дуги. Алюминий и медь обладают высокой теплопроводностью. Материалы не плавятся несколько секунд. | X | X | ||||
| Используйте дистанционное ножное или ручное управление, чтобы компенсировать высокую теплопроводность алюминия, меди или тонкой нержавеющей стали. | X | X | X | |||
| По возможности используйте отрицательный электрод прямой полярности постоянного тока (DCSP).Постоянный ток с обратной полярностью (DCRP) может использоваться для очень тонких секций (<1/16 дюйма). | X | X | ||||
| Для улучшения соответствия цвета поверхности и коррозионной стойкости используйте импульсный ток | X | X | ||||
| Используйте легированный вольфрамовый электрод для увеличения пропускной способности по току. Если выбран торированный вольфрам, убедитесь, что вся шлифовальная пыль улавливается и удаляется из зоны дыхания оператора.Проконсультируйтесь с MSDS производителя электродов. | X | X | ||||
| Чтобы свести к минимуму обесцвечивание поверхности, поддерживайте близкое расстояние от сопла до рабочей детали (не более 1/2 дюйма). | X | X | ||||
| Быстрое охлаждение тонких профилей для поддержания коррозионной стойкости. | X | |||||
| Сведите к минимуму тепловложение при сохранении достаточного проникновения. | X |
Каковы параметры сварки TIG для алюминия?
| Толщина материала (дюймы) | Положение | Требуемые проходы | Скорость перемещения (дюйм / мин) | Переменный ток (ампер) | Диаметр чашки (дюймы) | Размер чашки | Расход газа (куб.фут / ч) | Объем газа на 100 футов сварного шва (куб. Футов)Диаметр вольфрама (дюймы) | Диаметр присадочного стержня (дюймы) | фунтов на 100 футов (фунтов) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/16 | Плоский | 1 | 8 | 80 | 1/2 | 8 | 20 | 50 | 1/16 | 3/32 | 1/2 | |||||||||||||
| 1/16 | H & V | 1 | 8 | 80 | 3/8 | 6 | 20 | 50 | 1/16 | 3/32 | 1/2 | |||||||||||||
| 1/16 | Ovhd | 8 | 70 | 3/8 | 6 | 25 | 62 | 1/16 | 3/32 | 1/2 | ||||||||||||||
| 1/8 | Плоское | 1 | 10 | 150 | 1/2 | 8 | 20 | 40 | 1/81/8 | 2 | ||||||||||||||
| 1/8 | H&V | 1 | 8 | 120 | 3/8 | 6 | 20 | 50 | 3 32 | 1/8 | 2 | |||||||||||||
| 1/8 | Ovhd | 1 | 8 | 135 | 3/8 | 6 | 25 | 62 | 160/ 8 | 2 | ||||||||||||||
| 3/16 | Плоское | 1 | 8 | 215 | 3/4 | 12 | 25 | 62 | 5/32 5/32 | 4.5 | ||||||||||||||
| 3/16 | H&V | 1 | 8 | 180 | 1/2 | 8 | 25 | 62 | 1/8 | 5/32 | 4,5 | |||||||||||||
| 3/16 | Ovhd | 1 | 8 | 190 | 1/2 | 8 | 30 | 75 | 5/32 | 5/32 | 1 | 4,5 / 4 | Плоское | 1 | 8 | 260 | 3/4 | 12 | 30 | 75 | 3/16 | 3/16 | 7 | |
| 1/4 H & V | 1 | 8 | 235 | 3/4 | 12 | 30 | 75 | 3/16 | 3/16 | 7 | ||||||||||||||
| 1/4 90v160d | 1 | 8 | 240 | 3/4 | 12 | 35 | 87 | 3/16 | 3/16 | 7 |
Какие защитные газы рекомендуются для сварки алюминия TIG?
- Praxair HeliStar ™ A-75 (25% гелия / 75% аргона)
- Praxair Argon
Каковы параметры сварки TIG для нержавеющей стали?
| Толщина материала (дюймы) | Положение | Требуемые проходы | Скорость перемещения (дюйм / мин) | DCEN (ампер) | Диаметр чашки (дюймы) | Размер чашки | Расход газа (куб. Фут / ч) | Диаметр вольфрама (дюймы)Диаметр присадочного стержня (дюймы) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.018 | Плоское | 1 | 14 | 20 | 5/16 | 5 | 10 | 0,040 | 0,035 | ||||
| 0,030 | 1 | / 8 | 6 | 10 | 1/16 | 0,045 | |||||||
| 0,062 | плоский | 1 | 8 | 70 | 3/8 | 6 | 10 | 10 | 0.045 | ||||
| 0,093 | Плоское | 1 | 8 | 70 | 3/8 | 6 | 15 | 1/16 | 1/16 | ||||
| 8 | 140 | 3/8 | 6 | 15 | 3/32 | 1/16 | |||||||
| 0,250 | Плоский | 3 | 8 | 250 901 1/2 | 8 | 15 | 1/8 | 3/32 |
Какие защитные газы рекомендуются для нержавеющей стали?
- Praxair Helistar ™ A-75 (25% гелий / 75% аргон)
- Praxair Hydrostar ™ H-5
- Praxair Argon
Различные типы газов, используемые для сварки MIG и TIG
В чем разница между Сварка MIG и TIG?
СваркаMIG и TIG имеет некоторые сходства, но существуют разные сценарии, в которых вы можете использовать одно вместо другого.Оба процесса используют электрическую дугу для нагрева и сплавления металлов вместе и могут выполняться с любой полярностью в зависимости от области применения, но основное различие сводится к тому, как присадочный металл добавляется в сварной шов.
- Сварка МИГ (сварка металла в инертном газе) — Присадочный металл подается через горелку, и для стабилизации дуги требуется защитный газ или проволока с сердечником из флюса. Главное преимущество сварки MIG — это скорость и простота обучения.
- Сварка TIG (сварка вольфрамовым электродом в среде инертного газа) — для сварки TIG требуется ручной вольфрамовый электрод для создания дуги.Присадочный металл добавляется в сварочную ванну другой рукой (за исключением машин или роботов). Преимущество сварки TIG заключается в том, что она обеспечивает больший контроль над процессом сварки и, как правило, очень чистая. Техника сварки TIG очень похожа на газовую или кислородно-ацетиленовую сварку.
Типы сварочных газов
Что касается сварочных газов, то при сварке MIG и TIG чаще всего используются защитные газы для защиты сварного шва от попадания кислорода и воды в атмосферу.Вода и кислород могут ухудшить качество сварного шва и усложнить сварочный процесс для сварщика. Что касается защитного газа, его можно разделить на две категории: инертные и активные газы.
В чем разница между инертным и активным газами?
- Инертный газ — Инертные газы не влияют на сварной шов и не реагируют на него, поскольку это неактивный газ. Основное назначение — защитить сварной шов от попадания кислорода и воды. Примером инертного газа является аргон.
- Активный газ — Смесь аргона / CO2 считается активным газом. Поскольку он содержит CO2, он вызывает электрическую проводимость, которая влияет на напряжение дуги и увеличивает проплавление. Он также снижает поверхностное натяжение создаваемой сварочной ванны, что позволяет расплавленному металлу течь и выравниваться.
Аргон — наиболее часто используемый инертный газ для сварочных работ TIG. Поскольку для сварки TIG можно использовать только несколько газов, аргон является наиболее популярным выбором, поскольку это универсальный газ, который можно использовать для обработки различных металлов, включая низкоуглеродистую сталь, нержавеющую сталь и алюминий.Аргон также используется для сварки MIG нержавеющей стали или алюминия.
Обычные активные газы состоят из 100% СО2 или смеси аргона и СО2, что позволяет получить гораздо лучший сварной шов, чем использование 100% СО2, поскольку при использовании смеси аргона СО2 создает более рассеянную дугу по сравнению с более плавной дугой. Чистый CO2 дешевле, но поскольку он обеспечивает более глубокое проникновение, он идеально подходит для толстых материалов и дорогостоящих приложений, где внешний вид не является проблемой. аргон / CO2 и CO2 обычно используются для сварки углеродистой стали методом MIG.
Что следует учитывать при сварке
- Какую толщину металла вы свариваете?
Если вы хотите сварить что-то очень тонкое, вам лучше всего обратиться к сварке TIG. Сварка MIG менее контролируема, поэтому для более толстых металлов обычно рекомендуется использовать сварку MIG.
- Хотите добиться окончательного внешнего вида без шлифовки?
Если требуется, чтобы ваш сварной шов был презентабельным без операций после сварки, вам понадобится технология сварки, которая обеспечивает более гладкую сварку и отсутствие брызг, как при сварке TIG.Если сварочные элементы скрыты или сварной шов может быть приподнят и немного груб, то сварка MIG будет вполне подходящей.
- Вам необходимо производить сварные швы в герметичной или газовой среде?
Трудно выполнить сварку без утечек с помощью MIG, потому что сварной шов остается холодным на короткое время после зажигания дуги, прежде чем металл начнет плавиться. TIG лучше всего подходит для газонепроницаемых или герметичных сварных швов.
- Сколько времени у вас есть на завершение проекта?
Если у вас есть крайний срок, вашим другом будет сварка MIG, так как она позволяет сваривать толстые и тонкие металлы и гораздо быстрее наносит присадочный металл.MIG обычно является лучшим выбором для более длинных непрерывных швов.
Перед тем, как отправиться …
Тип газа, который вы используете в качестве защитного газа, является важным элементом успешной сварки. Чтобы выбрать подходящую газовую смесь или поставку стали для вашего следующего проекта, поговорите с одним из членов нашей сварочной бригады, чтобы получить указания и рекомендации, основанные на вашем проекте. Свяжитесь с нами по телефону 303-776-1491, чтобы поговорить с одним из наших экспертов.
Источники:
https: // www.thewelderswarehouse.com/Welding-Supplies/Mig—Tig-Shielding-Gases.html
https://www.marlinwire.com/blog/how-to-compare-and-choose-between-mig-and-tig-welding
Как правильно выбрать процесс роботизированной сварки
Роботизированные технологии все чаще используются на малых и крупных производственных предприятиях и даже в цехах, основанных на проектах.
Роботизированная сварка — это дорогостоящее вложение, но она также начинает улучшать чистую прибыль вашего бизнеса с первого дня, когда вы начинаете ее использовать.
Компания Marlin использует роботизированную сварку для изготовления проволочных корзин на заказ. Сварка имеет решающее значение для обеспечения того, чтобы корзины соответствовали потребностям клиентов. Использование правильной техники сварки помогает гарантировать, что проволочная корзина сможет удерживаться вместе под нагрузкой.
Двумя наиболее распространенными сварочными технологиями, используемыми на заводах в США, являются сварка в среде инертного газа (MIG) и вольфрамовый инертный газ (TIG).
4 преимущества роботизированной сварки
Вот четыре основных преимущества, которыми вы можете воспользоваться при использовании роботизированной сварки.
Повышенная безопасность
Качественные роботизированные сварочные системы оптимизируют повторяющийся ключевой процесс и помогают людям избегать опасных задач. Это означает гораздо меньшее количество ошибок и дает членам команды возможность сосредоточиться на более важных задачах.
Роботытакже могут работать дольше людей, не беспокоя руководство об усталости или выгорании, что может привести к большему количеству ошибок и проблемам безопасности на рабочем месте.
Повышенная эффективность
Этот аспект — одна из причин, по которой многие компании решают рассмотреть вопрос о роботизированной сварке.Стабильность рабочих процессов и качество материалов также играют роль в эффективности и качестве роботизированной сварки.
Но когда эти проблемы становятся систематизированными, роботизированный сварочный аппарат обеспечивает исключительно высококачественные и эффективные сварные швы.
Меньше отходов
Избыточная сварка — один из самых больших источников отходов для любого сварщика. Это часто обходится предприятиям в тысячи долларов, даже в небольших проектах. Роботы используют высокоточные спецификации, чтобы снизить затраты на металлический наполнитель.
Лучше точность
Роботы сваривают с точностью, независимо от сложности задачи. Практически все в роботизированной сварочной системе можно упорядочить до степени, обеспечивающей максимально точный результат. Пользователи, управляющие роботизированными системами, могут легко адаптироваться к новым проектам, какими бы новаторскими они ни были.
Что такое роботизированная сварка TIG?
Роботизированная сварка TIG, также известная как Fas Tungsten Arc Welding (GTAW), относится к процессу высококачественной сварки с использованием вольфрамового электрода или неплавящейся сварочной проволоки.
Ток проходит через металлы, нагревая и соединяя их вместе. Роботизированный сварочный аппарат TIG использует компьютеризированный контроллер для синхронизации сварочных операций и роботизированный манипулятор для перемещения сварочного наконечника на место.
Что такое роботизированная сварка MIG?
Роботизированная сварка MIG относится к типу газовой дуговой сварки (GMAW), при которой в выполняемый шов используется непрерывная подача металлического проволочного электрода. Расходный материал для сварки проволоки действует как присадочный материал, помогая соединить два металлических объекта.
Поскольку электрод становится присадочным материалом, этот процесс сварки не должен плавить соединяемые металлы для получения сварного шва.
Ключевые различия между сваркой TIG и сваркой MIG
Небольшая путаница — это нормально. В конце концов, при сварке MIG и TIG электрические дуги используются для нагрева и соединения металлических предметов. Кроме того, в обоих процессах используется смесь инертных газов для предотвращения коррозии сварочных электродов.
Но есть некоторые ключевые различия между этими двумя процессами электродуговой сварки, которые влияют на то, когда вы хотите использовать тот или другой:
Вот несколько отличительных особенностей сварки TIG и MIG.
- В отличие от сварки MIG, процедура сварки TIG может использовать или не использовать присадочный металл в качестве сварочного материала.
- Присадочный материал не всегда требуется при сварке TIG, но используется при сварке металлов с высокой температурой плавления для предотвращения растрескивания.
- При сварке MIG сварными швами используются плавящиеся присадочные материалы; он часто может выполнять сварку более толстых металлических предметов за меньшее время, чем сварка TIG. Сварка
- TIG лучше всего подходит для соединения небольших металлических деталей, таких как проволока для специальной стальной проволочной корзины.
- Использование сварки TIG для прямой сварки металла с металлом позволяет получить более аккуратный и привлекательный вид без дополнительных действий, таких как электрополировка. Сварка
- MIG, как правило, немного более прощает ошибки, чем сварка TIG, поэтому ее часто рекомендуют начинающим операторам и непрофессионалам.
Как правильно выбрать сварочный робот для вашей области применения
Выбор подходящего для вас типа роботизированной сварки зависит от выполняемой вами работы.Как мы обсуждали ранее, сварка MIG обычно лучше подходит для тяжелых сварочных работ, когда соединяются более крупные и толстые куски металла, поскольку в ней используется присадочный материал.
Если металлы очень толстые, сварка MIG может быть более эффективной для вашего проекта.
Тем не менее, сварка TIG хорошо подходит для безупречного соединения небольших металлических частей. Например, Marlin использует сварку TIG для соединения проволоки в специальной корзине из стальной проволоки.
Подумайте, как сварка TIG может немного снизить затраты на обслуживание, поскольку сварочный электрод не расходуется постоянно в процессе сварки.Однако сварка TIG, вероятно, всегда будет стоить больше, чем MIG, поскольку TIG — гораздо более утомительный процесс.
Хотя фактические материалы, используемые при сварке TIG, лишь немного дороже, чем при сварке MIG, именно время, необходимое для сварки методом TIG, делает этот процесс сварки более дорогостоящим.
Короче говоря, лучшее сварочное решение для вас следует выбирать в каждом конкретном случае, поэтому Marlin Steel предлагает широкий спектр инструментов и технологий для выполнения сварных швов в соответствии с вашими материалами и предпочтениями.
Если вы не знаете, какой процесс дуговой сварки металла лучше всего подходит для данной задачи, компания Marlin вам поможет. Они используют свой ультрасовременный робот-сварщик Lincoln как для сварки MIG, так и TIG. Этот аппарат оснащен мощным лазерным датчиком касания и наклонно-вращающимся столом позиционирования для более быстрой, безопасной и стабильной сварки каждый раз.
Группа инженеровMarlin также дважды проверяет потребности вашего приложения с помощью программного обеспечения для моделирования виртуальной физики, чтобы убедиться, что сварное соединение будет работать так, как ожидалось.
Свяжитесь со специалистами Marlin Steel, чтобы получить индивидуальную проволочную корзину, которая идеально соответствует вашим потребностям.