Сварка стали 45 полуавтоматом и покрытым электродом: технология, проверка соединений
К сварке деталей из различных сплавов нужно подходить индивидуально. Сталь 45 относится к группе ограниченно свариваемых (ГОСТ 29273-92), это значит, что в процессе работы с ней требуется соблюдать особые правила. Нарушение технологии может привести к образованию трещин в зоне сварки и последующему разрушению конструкции.
Описание стали 45
Конструкционная сталь 45 применяется в промышленности: станкостроении, на производстве автомобилей и прочей техники, инструментов. Отличается хорошими характеристиками: высокой ударной прочностью, пластичностью, устойчивостью к различным нагрузкам – статическим и динамическим. Стандарт проката: ГОСТ 1050-88. Группа свариваемости: третья. Применяемые сплавы-заменители: 40Х, 50, 50Г2. Отличается также следующими характеристиками:
- плотность – 4850 кг/куб. м;
- ударная вязкость – 66 кДж/ кв.
 м;
м; - твердость до термической обработки – 20-22 ед. по Роквеллу.
 м;
м;Число 45 указывает на повышенное содержание углерода в сплаве – 0,45%. Это осложняет процесс сварки деталей: может приводить к появлению горячих (во время нагрева) и холодных (после остывания) трещин.
Допустимое содержание элементов:
- C (углерод): 0,42-0,500%;
- Si (кремний): 0,17-0,37%;
- Mn (марганец): 0,50-0,80%.
Импортные аналоги:
- США – 1045;
- Япония – S45C, SWRCh55K;
- Европа – 1.1191, 2C45, C45, C45E, C45EC, C46.
Чаще всего поставляется в виде листов или полос разной толщины. Рекомендуется разрезать при помощи плазменной резки, что позволит избежать перегрева кромок, или механическими способами.
Технология сварки
До проведения работ необходимо прогреть детали до 150-200 градусов по Цельсию. После этого выполняются сварочные работы. Затем готовое изделие должно медленно остывать. Такой способ уменьшает вероятность образования трещин.
После этого выполняются сварочные работы. Затем готовое изделие должно медленно остывать. Такой способ уменьшает вероятность образования трещин.
Сварочные работы производятся с применением покрытых электродов Есаб ОК 68.81, УОНИ 13/55, Lb-52U, при помощи полуавтоматической сварки в углекислом газе проволокой ESAB OK Autrod 312 и ESAB OK Autrod 16.95 или в среде аргона.
По окончании работы рекомендуется поместить деталь в печь и прогревать при температуре 400-450 градусов по Цельсию (процесс нормализации) около 1 часа.
После полного остывания изделия необходимо выполнить испытания в зависимости от назначения конструкции: на разрыв, кручение, ударные нагрузки или изгиб. Если создаются ответственные металлоконструкции, то для проверки рекомендуется обращаться в специализированные организации, которые проводят тесты готовых соединений.
Ручная дуговая сварка осуществляется в соответствии с ГОСТ 5264-80, где указаны типы применяемых соединений и конструктивные элементы с информацией об их размерах.
Сварка стали 45. Практика
Если работы проводятся вне оборудованных цехов, то обеспечить неукоснительное соблюдение технологии сложно. В этом случае можно использовать следующий метод:
- Подготовка деталей к сварке: зачистка, формирование кромок под сварочные швы.
- Прогрев деталей при помощи газового (пропанового, ацетиленового) резака или горелки. Для определения температуры следует использовать инфракрасный пирометр, также применяют термокарандаши, которые начинают плавиться при достижении определенных значений.
- Сварка производится максимально быстро, если необходимо, то в процессе можно дополнительно подогревать детали.
- По окончании работ изделие требуется поместить в емкость с песком, чтобы процесс остывания происходил как можно медленнее.
- Если деталь слишком крупная и ее невозможно убрать в песок, то можно подогревать зону сварки резаком или горелкой, постепенно уменьшая температуру.

В ряде случаев допускается использовать «холодный» метод сварки. Для этого рекомендуется использовать полуавтомат или аргон, так как зона нагрева в этом случае будет меньше, чем при применении покрытых электродов.
Сварка производится так:
- элементы изделия собираются на небольшие прихватки – 5-7 мм с шагом около 150 мм;
- обваривать конструкцию следует небольшими швами, важно не давать металлу сильно нагреваться;
- по возможности следует класть швы вразнобой с разных сторон изделия.
Важно: такой метод нельзя использовать при сварке ответственных конструкций.
При использовании холодного способа требуется провести тщательный визуальный осмотр швов и проверку прочности соединений, поскольку вероятность появления трещин высока.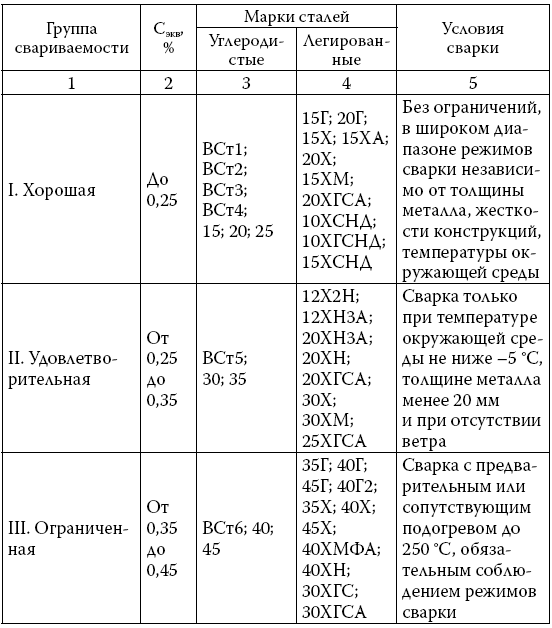
Проверка сварных соединений
На производстве используют эффективные методы контроля: просвечивание швов рентгеном или ультразвуком. Это позволяет обнаружить большинство дефектов: непровары, трещины, свищи.
Если есть возможность, то варят тестовые образцы из стали 45, разрезают швы болгаркой и осматривают их визуально. Внутри не должно быть:
- пор – мелких пузырьков, которые значительно ухудшают свойства шва. Допускается наличие незначительного количества пор;
- трещин – в процессе эксплуатации конструкции они могут увеличится и вызвать разрушение соединения;
- свищей – также влияют на прочность шва.
В случае когда изделие предназначено для работы под нагрузками, рекомендуется проверять соединения механическими способами. Для этого деталь подвергают нагрузкам. Например, если шов должен выдерживать нагрузку 10 тонн, следует проводить проверку с весом на 30% больше – 13 тонн.
Исправление дефектов
После сварки требуется удалить шлаковую корку (если использовались покрытые электроды), обработать деталь металлической щеткой, чтобы соединение было хорошо видно. Ряд проблем можно выявить при осмотре сварных швов, появление внутренних «холодных» трещин часто определяется на слух: громкие щелчки говорят о том, что внутри появились дефекты.
Ряд проблем можно выявить при осмотре сварных швов, появление внутренних «холодных» трещин часто определяется на слух: громкие щелчки говорят о том, что внутри появились дефекты.
При выявлении трещин и других изъянов требуется полностью вырезать проблемные участки и положить новые швы. Заваривать их без разделки не допускается. Рекомендуется предварительно прогревать зону сварки, после работы деталь должна медленно остыть.
Справка: наплывы металла в зоне сварки также считаются дефектами, удаляются при помощи болгарки с зачистным кругом.
Как получить надежное соединение. Сварка с другими металлами
Поскольку сталь 45 при сварке подвержена появлению трещин, рекомендуется либо проводить тщательную проверку швов, либо дублировать соединения при помощи болтов, шпилек или заклепок.
Если изделие предполагается сваривать с иными сплавами, то рекомендуется создать образец. После анализа результата можно разработать оптимальную технологию.
оборудование, основные способы и технология их выполнения
Сталью называют сплав железа с углеродом, когда концентрация последнего составляет от 0,02% до 2,14%.
С повышением содержания углерода растут показатели прочности и твердости материала, однако, снижаются его пластичность и вязкость. Поэтому процентное соотношение C к Fe является основным критерием классификации стали, разделившим ее на три группы:
- Низкоуглеродистая (0,02-0,3%) – мягкие, ковкие сплавы общего применения, которые часто используются в быту (например, в виде прокатного профиля), а также в ненагруженных узлах строительных конструкций, промышленных деталей и механизмов.
- Высокоуглеродистые (0,6-2,14%) – прочные, но относительно хрупкие сплавы, применяющиеся для изготовления ответственных изделий, в том числе инструментов и их режущих кромок, подшипников, дроби для абразивной обработки, стальных канатов и тросов, измерительных приборов.
 Применяются в машиностроении и электротехнике, в том числе для изготовления пружин, рессор, контактных пластин. Ограниченно применяются для изготовления приборов и инструментов.
Применяются в машиностроении и электротехнике, в том числе для изготовления пружин, рессор, контактных пластин. Ограниченно применяются для изготовления приборов и инструментов.Кроме того, в углеродистых сталях содержатся примеси других элементов в количестве, недостаточном для того, чтобы материал считался легированным. Допустимо наличие в структуре сплава:
- кремния – не более 1%;
- марганца – не более 1%;
- фосфора – не более 0,06%
- серы – не более 0,05%;
- азота, водорода и кислорода в незначительных количествах.
Фосфор, сера и газы являются нежелательными примесями, долю которых в углеродистой стали стараются свести к минимуму.
 В качестве микролегирования могут использоваться такие присадки, как титан, цирконий, бор, лантаноиды и некоторые другие элементы.
В качестве микролегирования могут использоваться такие присадки, как титан, цирконий, бор, лантаноиды и некоторые другие элементы.Значительное влияние на качество стали и ее эксплуатационные характеристики оказывает технология производства, режимы последующей термообработки и другие металлургические параметры. В общем виде классификацию сталей по методу их изготовления, назначению, содержанию тех или иных веществ можно представить в виде таблицы.
| Углеродистая сталь | ||||||
| Конструкционная | Инструментальная | |||||
| Обычного качества | Качественная | Качественная (У7-У13) | Высококачественная (У7А-У13А) | |||
| Группа «А» – с гарантированными механическими свойствами | Группа «Б» – с гарантированным химическим составом | Группа «В» – с гарантированными механическими свойствами и химическим составом | С нормальным содержанием марганца | С повышенным содержанием марганца | ||
| По степени раскисленности: КП (кипящая), ПС (полуспокойная), СП (спокойная) | По содержанию углерода: низко-, средне- и высокоуглеродистая | |||||
В качестве вида стали может указываться способ ее производства.
Выбор оборудования
Тип и эксплуатационные особенности сварочного оборудования для работы с углеродистыми сталями варьируются в достаточно широких пределах и зависят от таких факторов, как:
- выбранный метод сварки;
- характеристики заготовок;
- требуемое качество шва;
- расчетный режим сварки;
- особенности внешней среды;
- требуемая производительность;
- финансово-экономические критерии.
Чаще всего углеродистые стали соединяют одним из методов электродуговой сварки. Если предполагается ручная сварка и объем работ относительно мал, можно воспользоваться обычным сварочным инвертором, главные достоинства которого – компактность и дешевизна. Хорошим выбором станут модели Fubag IR 200, Wester MMA-VRD 200, Elitech АИС 200, Ресанта САИ-220 и другие. Примерная стоимость аппаратов Ресанта САИ-220 на Яндекс.маркет
Хорошим выбором станут модели Fubag IR 200, Wester MMA-VRD 200, Elitech АИС 200, Ресанта САИ-220 и другие. Примерная стоимость аппаратов Ресанта САИ-220 на Яндекс.маркет
В противном случае, лучше отдать предпочтение промышленным трансформаторам с большей производительностью, например, Кавик ТДМ-252У2 (250 А, 12 кВт) или Brima ТДМ1-315-1 (315 А, 24 кВт). В зонах, где подключение к электрической сети невозможно или затруднено, используются сварочные генераторы, оснащенные двигателями внутреннего сгорания.
Для полуавтоматической сварки в среде защитных газов или под слоем флюса применяются специализированные сварочные аппараты комбинированной конструкции, которые обеспечивают генерирование сварочного тока, а также подачу в зону сварки защитного газа и плавящегося электрода (кроме того, может подаваться присадочная проволока). В нише бюджетных моделей лидирует Aurora Overman 180, в топовом сегменте – Blueweld Starmig 210 Dual Synergic. Примерная стоимость аппаратов Aurora overman на Яндекс. маркет
маркет
Для газовой сварки потребуется наличие кислородного и ацетиленового баллонов с манометрами, гибких шлангов и горелки, позволяющей регулировать пропорциональное соотношение газов. Оборудование альтернативных видов сварки специфично, оно относится к промышленным аппаратам и крайне редко используется в быту.
Способы сварки низкоуглеродистых сталей
Низкоуглеродистые стали относятся к хорошо свариваемым материалам и практически не требуют предварительной подготовки заготовок. Если их толщина не превышает 4 мм, кромкование не проводится, а все предварительные операции ограничиваются очисткой и обезжириванием стыка. В ряде случаев, например, при сварке крупногабаритных изделий, проводится предварительный прогрев в печи до 150-200℃. Другие особенности диктуются конкретным видом сварки.
Ручная дуговая сварка
Ручная дуговая сварка проводится покрытым плавящимся электродом с углом наклона в 40-50° в направлении движения инструмента.
Для предотвращения образования закалочных структур рекомендуется выполнять швы каскадом или горкой, что способствует равномерному теплообмену с окружающим металлом и медленному остыванию стыка.
 Если заготовки уже подвергались закалке, шов наносят послойно, после каждого подхода ожидая полного его остывания.
Если заготовки уже подвергались закалке, шов наносят послойно, после каждого подхода ожидая полного его остывания.Особые рекомендации даются в случае устранения трещин, сколов и других дефектов в деталях из низкоуглеродистой стали. В таком случае выбранный тип шва должен обеспечить достаточное заглубление сварочной ванны, что достигается повышением тока или сокращением длины дуги до 1-1,5 мм. Вне зависимости от размера дефекта, длина шва не должна быть меньше 100 мм. При работе с ответственными деталями зону стыка обрабатывают растворами, предотвращающими коррозию.
Дуговая сварка в защитных газах
Роль защитной среды при электродуговой сварке чаще всего играет углекислый газ (MAG-технология). Более эффективную защиту обеспечивает смесь активных газов (не более 30% кислорода) или сочетание углекислого газа с аргоном. Для ответственных соединений зачастую выбирается MIG-сварка, которая предполагает подачу к стыку аргона или гелия.
Самым распространенным присадочным материалом при дуговой сварке низкоуглеродистой стали в защитной среде является проволока Св-08Г2С. Ее подают одновременно с началом сварки, то есть через 5-15 секунд после поступления газа к стыку. Для верхнего положения используется проволока диаметром до 1,2 мм, для нижнего – до 3 мм. Угол ведения материала составляет 30-40°, электрод ведется строго перпендикулярно поверхности.
Ее подают одновременно с началом сварки, то есть через 5-15 секунд после поступления газа к стыку. Для верхнего положения используется проволока диаметром до 1,2 мм, для нижнего – до 3 мм. Угол ведения материала составляет 30-40°, электрод ведется строго перпендикулярно поверхности.
Сварка под флюсом
Автоматическая и полуавтоматическая сварка низкоуглеродистых сталей проводится под слоем флюса плавящимся прутком СВ-08 (-А, -ГА) диаметром от 1,2 до 3 мм. Роль защитных составов обычно играет смесь АН-348-А или ОСЦ-45.
Обратите внимание, что при сварке без разделывания кромок в зоне шва может повыситься содержание углерода, что повысит прочность соединения, но снизит его пластичные свойства.
Полуавтоматическая сварка малопригодна для создания угловых и сложносоставных соединений низкоуглеродистой стали, так как способствует образованию закалочных структур в околошовной зоне. Частично решить эту проблему позволяет предварительный прогрев заготовок.
Частично решить эту проблему позволяет предварительный прогрев заготовок.
Способы сварки среднеуглеродистых сталей
При сварке среднеуглеродистых сталей велик риск образования кристаллизационных трещин и закалочных структур в околошовной зоне, что, в свою очередь, снижает долговечность соединения и негативно влияет на его показатели упругости. Поэтому главными требованиями к сварке такого материала становятся особые щадящие режимы проведения работ, защита шва от образования пор и пузырьков воздуха, снижение содержания углерода в зоне стыка.
Сварка в защитной среде
При соединении заготовок из среднеуглеродистых сталей используется MIG-технология, схожая с технологией сварки низкоуглеродистых сталей. Обязательным условием является предварительный прогрев заготовок до температуры около 200℃. Применяются электроды с низким содержанием карбона и наличием дополнительных микролегирующих элементов: фтора, кальция, марганца и кремния. К ним относятся изделия марок УОНИ-13/45 (-55, -65), УП-1/45, УП-2/45, ОЗС-2, К-5А и другие. Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Диаметр электрода обычно лежит в пределах 2-6 мм и определяется толщиной свариваемых заготовок. От него, в свою очередь, зависит режим сварки. Так, сила тока при сварке 3-миллиметровыми электродами в нижнем положении составляет 80-100 А, диаметру в 4 мм соответствуют значения 130-200 А, 5-миллиметровыми изделиями работают при токе 170-280 А, а 6-миллиметровыми – 210-380 А. Температура прокаливания электродов варьируется в пределах 250-400℃.
Сварка полуавтоматом
Полуавтоматическая сварка среднеуглеродистых сталей требует раздельной структуры шва, то есть его наложения в несколько ванн. При этом рекомендуется работать короткой дугой и полностью исключить любые движения электродом, кроме продольных. Как и в случае с MIG-сваркой, заготовки прогревают до температуры не более 200℃.
Особое внимание уделяется разделыванию кромок на толстых заготовках. Скосы выполняют под углом 35-45°, тщательно зачищают и обезжиривают. Важно обеспечить высокие показатели коррозионной стойкости шва. Для сохранения его упругости принимают меры для медленного и равномерного остывания стыка.
Важно обеспечить высокие показатели коррозионной стойкости шва. Для сохранения его упругости принимают меры для медленного и равномерного остывания стыка.
Газовая сварка
Надежным способом соединения среднеуглеродистых сталей является газовая сварка, которая может проводиться даже при низких температурах. Используется «левая» технология со стандартным или слабо науглероживающим пламенем интенсивностью 75-100 куб. м в час. При чрезмерной мощности сваривания велик риск прожогов или нежелательной закалки стыка.
После выполнения газовой сварки заготовок из среднеуглеродистой стали рекомендуется выполнить их отпуск или отжиг. При этом локальный нагрев шва не должен превышать 650℃, а общий нагрев заготовок – 350℃. Альтернативным способом является проковка стыка.
Сварка высокоуглеродистых сталей
Высокоуглеродистые стали относятся к сложно свариваемым и ограниченно свариваемым материалам ввиду их особой склонности к закалке, образованию трещин и других термических дефектов. Ввиду высокой сложности выполнения работ ручные методы электродуговой сварки практически не используются.
Газовая сварка
Основным методом соединения заготовок из высокоуглеродистой стали является газовая сварка с предварительным прогревом до 200-300℃. В ряде случаев используется и сопутствующий подогрев. Работы проводятся восстановительным пламенем или пламенем с небольшим избытком ацетилена, интенсивность – не более 90 куб. дм в час. Используется «левый» способ, позволяющий снизить время термического воздействия на металл.
В качестве присадки используется проволока Св-15 или Св-15Г, иногда – проволоки, легированные хромом, никелем, марганцем. В отличие от среднеуглеродистых сталей высокоуглеродистые не рекомендуется обрабатывать ковкой. В случае необходимости выполняется их отпуск или отжиг с полным прогревом заготовок до 350-400℃.
Другие способы сварки
Альтернативным способом соединения высокоуглеродистых сталей является лучевая сварка, которая подразделяется на электролучевую (направленный поток заряженных частиц) и лазерную (направленный поток фотонов). К недостаткам этих технологий можно отнести высокую сложность и дороговизну оборудования, к преимуществам – высокую скорость и точность проведения работ, короткое время и малую площадь температурного воздействия на стык.
Ограниченно применяются технологии контактной, плазменной, электрошлаковой сварки, которые требуют значительных ресурсозатрат, однако, не решают всех проблем, связанных с сообщением необходимых механических свойств шву. Одним из перспективных направлений является соединение заготовок высокоуглеродистых сталей между собой и с другими материалами сваркой трением.
Одним из перспективных направлений является соединение заготовок высокоуглеродистых сталей между собой и с другими материалами сваркой трением.
Сварка стали: особенности и технологии
Сталь считается прочным материалом, который используется в разных сферах. Из него изготавливают важные конструкции — ограждения, элементы для обшивки зданий, различное оборудование, трубы и другие изделия. Прочность основы обеспечивает содержание в ее составе различных добавок.
Составляющие компоненты оказывают влияние не только на прочность металла, но и на способность к свариванию. Сварка стали может зависеть от разных показателей — от свойств, прочности, дополнительных компонентов. Именно поэтому некоторые виды металла свариваются быстро и легко, а другие наоборот требуют особого подхода.
Влияние легированных примесей на сваривание стали
Сталь для сварочных конструкций может применять различная, но стоит учитывать, что ее свариваемость зависит в первую очередь от наличия в ее составе легированных примесей. Именно химический состав оказывает основное влияние на данный процесс.
Ниже в таблице приведены основные легирующие примеси, которые влияют на степень свариваемости различных видов стали.
| Легирующая примесь | Описание |
| Углерод (С) | Эта самая важная примесь, от которой зависит прочность, эластичность, закаливаемость и другие важные качества металла. Если в состав входит 0,25 % углерода, то это не будет снижать показатели свариваемости. Если же его содержание будет выше данного показателя, то это вызовет появление закалочных структур в металле зоны термического влияния и к появлению трещин. |
| Сера (S) и фосфор (Р) | Данные компоненты относятся к вредным добавкам. При высоком уровне в составе стали серы происходит появление красных трещин — красноломкость, а при наличии высокого уровня фосфора — хладноломкость. Поэтому низкоуглеродистые стали содержат S и P до 0,4-0,5 %. |
| Кремний (Si) | Это раскислитель. Его уровень должен быть около 0,3 %, данный показатель не снижает свойства свертываемости. Если кремний будет составлять 0,8-1 %, то могут образоваться тугоплавкие оксиды, которые окажут негативное влияние на свариваемость металла. |
| Марганец (Mn) | При содержании данного элемента до 1 % сваривание не ухудшается. Если уровень марганца будет составлять от 1,8 до 2,5 %, то могут образовываться закалочные структуры и трещины в металле. |
| Хром (Cr) | В составе низкоуглеродистых сталей хром содержится в качестве примеси до 0,3 %. В составе низкоуглеродистых сталей — 0,7-3,5 %. В легированных сталях — 12-18 %. А в высоколегированных — 35 %. Во время сварки хром вызывает образование карбидов, которые ухудшают степень стойкости металла к воздействию коррозии. Также данное вещество вызывает образование тугоплавких оксидов, которые ухудшают процесс сварки. В составе низкоуглеродистых сталей — 0,7-3,5 %. В легированных сталях — 12-18 %. А в высоколегированных — 35 %. Во время сварки хром вызывает образование карбидов, которые ухудшают степень стойкости металла к воздействию коррозии. Также данное вещество вызывает образование тугоплавких оксидов, которые ухудшают процесс сварки. |
| Никель | Компонент имеется в составе в качестве примеси. Его нормальное содержание должно быть 0,3 %. В составе низколегированных сталях возможно повышение до 5 %, а в высоколегированных — до 35 %. Никель повышает уровень прочности и пластичности металла. |
| Ванадий (V) | В составе легированных сталей уровень компонента достигает 0,2-0,8 %. Он вызывает увеличение вязкости и пластичности стали, улучшает ее структуру, повышает степень ее прокаливаемости. |
| Молибден (Mo) | В сталях его содержание не должно превышать 0,8 %. |
| Титан и ниобии (Ti и Nb) | В составе сталей устойчивых к коррозийному поражению, а также в металлах с высокой жаропрочностью содержание данных элементов может составлять 1 %. Они повышают стойкость к коррозийному поражению, но при этом ниобий в сталях с типом 18-8 вызывает образование трещин. |
| Медь (Сu) | В сталях ее уровень составляет 0,3 %, в низколегированных — от 0,15 до 0,5 %, а в высоколегированных — от 0,8 до 1 %. Повышает устойчивость к коррозийному поражению, но при этом не ухудшает свариваемость. |
Факторы, определяющие свертываемость стали
Сварка углеродистых сталей зависит от содержания примесей, и от других свойств. Обычно оценивание сваривания проводится по показателям содержания основного вещества — углеродного эквивалента Сэкв. Это условный коэффициент, который позволят учитывать степень воздействия содержания карбона и главные легирующие компоненты на характеристики шва.
Обычно оценивание сваривания проводится по показателям содержания основного вещества — углеродного эквивалента Сэкв. Это условный коэффициент, который позволят учитывать степень воздействия содержания карбона и главные легирующие компоненты на характеристики шва.
Степень сваривания стали для изготовления сварных конструкций может зависеть от следующих факторов:
- показатель содержания углерода;
- присутствие вредных примесей;
- степень легирования;
- вид микроструктуры;
- условия внешней среды;
- уровень толщины металлической основы.
Классификация сталей по свариваемости
Сварка стали 45, 40, 20 и других марок в зависимости от важных качеств металлической основы может иметь различные характеристики.
В зависимости от степени свариваемости сталь разделяют на несколько групп:
- хорошая свариваемость, при этом показатель углеродного эквивалента Сэкв. должен быть не меньше 0,25 %, допускается больше. Она не зависит от погодных условий, от размера толщины изделий, наличия подготовительных работ;
- удовлетворительный показатель свариваемости — показатель Сэкв должен быть больше 0,25 %, но не выше 0,35 %. При этом имеются ограничительные нормы к условиям окружающей среды и к размерам диаметра свариваемого изделия. Сварка стали 20 должна проводиться при температуре воздуха до -5 в безветренную погоду, а размер диаметра не должен превышать 20 мм;
- ограниченная. Показатель Сэкв. должен составлять от 0,35 % до ,45 %, но главное не больше. Чтобы получить шов высокого качество требуется проводить предварительный нагрев. За счет этого получается добиться плавные аустенитные преобразования, а также формирование устойчивых структур;
- плохая свариваемость, при которой показатель Сэкв. составляет больше 0,45 %. Для того чтобы получить качественное и механические устойчивое сварное соединение требуется предварительная температурная подготовка кромок металлической основы. Также после сваривания конструкцию следует термически обрабатывать. Для получения требуемой микроструктуры во время сварки стали 40 должны выполняться дополнительные подогревы и охлаждения.
 Она не зависит от погодных условий, от размера толщины изделий, наличия подготовительных работ;
Она не зависит от погодных условий, от размера толщины изделий, наличия подготовительных работ;Особенности сварки низкоуглеродистых сталей
Металлы низкоуглеродистого типа имеют в своем составе 0,25 % углерода. Этот показатель обеспечивает положительные особенности основы:
- хорошая упругость;
- высокие свойства пластичности;
- значительная ударная вязкость;
- основа идеально подходит для сваривания.
Применяют низкоуглеродистую сталь для сварных конструкций. Также используют при изготовлении изделий методом холодного штампования.
Как сваривается низкоуглеродистая сталь
Технология сварки низкоуглеродистых сталей проводится с помощью ручного дугового сваривания с использованием электродов с обмазыванием. Обязательно запомните несколько нюансов:
- в первую очередь требуется выбрать марку электродов. За счет этого обеспечивается равномерная структура наплавленного металла;
- сваривание должно выполняться в быстром и точном режиме;
- перед тем как начинать рабочий процесс требуется заранее подготовить детали, которые нужно будет соединять.
Технология сварки углеродистых сталей может производиться газовым свариванием. К важным особенностям относят:
- при этом процесс проводится без использования дополнительных флюсов;
- для присадочной основы стоит использовать металлическую проволоку с низким уровнем углерода;
- при правильном выполнении сваривании предотвращается образование пор;
- изделия важного значения нужно сваривать аргоном.
Как сваривание будет выполнено, готовое изделие обязательно подвергают термической обработке при помощи метода нормализации. Во время данного процесса изделие нагревается до 4000С, затем охлаждается и выдерживается на открытом воздухе. Данная процедура делает структуру изделия равномерной.
Главные особенности
Сварка стали 30 с низкоуглеродистой основой обладает несколькими важными особенностями, на которые стоит обратить внимание:
- качественное сваривание конструкций из данного материала обеспечивает равнопрочность сварного соединения с основным металлом. Также оно защищает от образования дефектов;
- металлическая основа соединения имеет в составе низкое содержание углерода, но при этом показатели таких компонентов, как кремний и марганец повышены;
- во время ручной дуговой сварке околошовная зона может подвергаться перегреванию. Это способствует небольшому упрочнению шва;
- шов, который выполняется при помощи многослойной сварки, имеет повышенную хрупкость;
- в связи с тем, что в швах имеется низкий уровень углерода, они обладают повышенной стойкостью к воздействию межкристаллическому коррозийному поражению.
Разновидности сварки для низкоуглеродистой стали
Сварка низкоуглеродистых сталей может производиться при помощи нескольких методов. При этом каждый из них имеет важные особенности, которые обязательно нужно учитывать во время сваривания.
| Вид | Характеристика |
| Ручное дуговое сваривание электродами с покрытием | Чтобы точно выбрать расходный материал для сваривания этим методом, требуется учитывать несколько важных условий — готовый сварной шов должен быть без повреждений, равномерная прочность соединения, оптимальный химический состав металлической основы шва, стойкость соединения при ударах. Сварка стали 45 и других марок выполняется электродом. При этом могут использоваться различные марки электродов. |
| Газовая | Процесс производится в защитной аргоновой среде. Дополнительно в качестве присадочной основы используется проволока из металлической основы. |
| Электрошлаковая | Во время нее применяются флюсы. Электроды из проволочной и пластинчатой основы выбираются в зависимости от главного сплава. |
| Автоматическое и полуавтоматическое сваривание | Процесс сваривания производится в защитной среде. Во время него может применяться аргон или гелий в чистом виде, но в основном углекислый газ. |
| Автоматическая под флюсом | Сваривание выполняется с использованием электродной проволоки в диаметре от 3 до 5 мм. Сварка 45 стали (20, 30, 40 и других марок) полуавтоматом — 1,2-2 мм. Сваривание происходит за счет электрического тока с обратной полярностью. |
| Сваривание с применением порошковых проволок | Оно считается самым подходящим. Сила тока обычно находиться в пределах от 200 до 600 А. |
Сварка среднеуглеродистой стали
Металлы со средним содержанием углерода обычно применяют при производстве изделий с высокими механическими качествами. Сплавы подходят для ковки. Также их часто используют для конструкций, которые производятся при помощи холодного пластического деформирования.
Стали, которые содержат в составе углерод от 0,4 до 0,6 %, часто применяются в машиностроительной сфере. Из них можно делать колеса и оси вагонов, рельсы железных дорог.
Как выполняется
Технология сварки среднеуглеродистых сталей протекает не так просто. Все дело в некоторых сложностях:
- у главного и наплавляемого металла отсутствует равная прочность;
- имеется повышенный риск появления больших трещин и непластичных структур рядом с соединением;
- низкая устойчивость к образованию коррозии.
Но если выполнять важные рекомендации, то всех этих проблем можно избежать:
- сварка 30хгса стали должна проводиться электродами и проволокой с низким уровнем углерода;
- сварочные стержни должны иметь повышенный показатель коэффициента наплавления;
- чтобы обеспечить небольшую степень проплавления главного металла рекомендуется делать разделение кромок, установку подходящего режима сваривания, а также применять проволоку присадочного типа;
- сварка стали 35хгса обязательно должна быть с предварительным прогреванием заготовок. Также они должны прогреваться и в процессе сваривания для обеспечения равномерной прочности сварных швов.
Виды сварки среднеуглеродистой стали
Сварка стальных труб из металла со средним содержанием углерода и других изделий является сложной процедурой. Сваривание данного материала может производиться несколькими способами. При этом каждый из них отличается как процессом работы, так и готовым результатом.
Сталь под маркой 35 хгса имеет среднее содержание углерода, ее сварка обычно производиться ручным дуговым свариванием с электродами. Но при этом они должны иметь в своем составе небольшой уровень углерода, наиболее подходящими считаются расходники следующих марок — УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5а.
Технология газовой сварки среднеуглеродистых сталей имеющих тонколистный формат производится левым способом с применением проволоки. Также обязательно применяется нормальное сварочное пламя, которое позволяет снизить расход газа в среднем до 75-100 дм3 в 1 час. В среднем показатель расхода ацетилена составляет 120-150 л/ч на 1 мм толщины свариваемого сплава.
Изделия с толстыми стенками с размером толщины от 3 мм и больше нужно сваривать правым способом газовой сварки. Этот вариант имеет высокую производительность. При этом расчет ацетилена такой же, как и при левом способе сварки — 120-150 л/ч. Общий подогрев должен доходить до 250-300 градусов, а местный до 600-650 градусов.
Сварка стали 35, 20, 40, 45 и других марок под флюсом сопровождается использованием проволоки для сварочных работ и плавленых флюсов. При сваривании оказывается небольшое воздействие тока. Это повышает содержание в наплавляемой металлической основе кремния и марганца.
Сварка высокоуглеродистой стали
Из высокоуглеродистого металла не производятся сварные изделия. Дело в том, что данный материал обладает низким уровнем пластичности, именно это свойство ограничивает использование металла.
Высокоуглеродистую сталь применяют в следующих целях:
- во время проведения ремонтов и строительства;
- для изготовления пружин;
- для производства инструментов и изделий, которые используются для резки, бурения, деревообработки;
- из металла производится проволока с высокой прочностью;
- конструкции, которые имеют высокую износостойкость и прочность.
Как выполняется
Сварка высокоуглеродистых сталей выполняется обычно с использованием предварительного и сопутствующего прогрева наплавляемого металла до 150-4000С. Также после сваривания дополнительно для улучшения прочности проводится термообработка.
Это нужно потому, что сплавы из материала имеют высокую хрупкость, повышенную чувствительность к трещинам с горячей и холодной структурой, а также из-за химической неоднородности сварного соединения.
Технология сварки высокоуглеродистых сталей выполняется с учетом следующих рекомендаций:
- после прогрева выполняется отжиг. Он выполняется, пока конструкция не остынет до 2000С;
- сварка 40х, 20х, 30х не должна выполняться на сквозняках, а также при показателе температуры ниже -50С;
- чтобы повысить свойства прочности шва нужно производить плавный переход от одного к другому свариваемому металлу;
- чтобы получить качественное соединение стоит при сваривании использовать узкие валики. При этом должно выполняться охлаждение каждого наплавляемого слоя;
- обязательно должны выполняться правила, которые относятся к соединениям из среднеуглеродистой основы.
Виды сварки
Процесс сварки высокоуглеродистых сталей может выполняться несколькими способами, которые могут отличаться некоторыми особенностями:
- ручная дуговая сварка с использованием покрытых электродов. Рабочий процесс высокоуглеродистыми сталями имеет множество специфических характеристик. По этой причине сварка стали 40х, 30х, 45х и других марок должна проводиться с использованием специальных электродов, к примеру, НР-70. А сваривание швов производится током с обратной полярностью;
- для соединения металла данного вида может применяться сварка под флюсом. В связи с тем, что в ручном режиме равномерно покрыть флюсом рабочую область очень тяжело, поэтому сварка проводится с использованием автоматической технологии. При расплавлении флюс переходит в состояние плотной оболочки, которая защищает сварочную ванну от воздействия вредных атмосферных факторов. Сварка стали 30хгса с использованием флюса производится при помощи трансформаторов.
Разновидности нержавеющей стали
Сварка разнородных сталей нержавеющей и обычной зависит не только от свойств материала, но и от его вида. По этой причине чтобы выбрать подходящий способ сваривания стоит сначала определить видовую принадлежность стали.
По главным свойствам нержавеющая сталь классифицируется на следующие виды:
- аустенитная;
- мартенситная;
- ферритная.
В составе аустенитных имеется высокое содержание никеля и хрома. Применяются нержавеющие стали для изготовления сварных конструкций, для производства посуды, архитектурных компонентов, дымоходов, столовых принадлежностей. Сталь этого вида обладает высокой пластичностью, химической стойкостью и устойчивостью к механическим повреждениям.
В мартенситные стали входит низкий уровень углерода и хрома до 12 %. Металлы данной разновидности обладают высокой хрупкостью, но очень твердые. Из них производят режущие приспособления, бытовые изделия, турбины, крепежные элементы, которые используются в среде со слабым уровнем агрессивности.
В состав ферритных сталей входит средний уровень хрома. Они не закаляются и имеют повышенную устойчивость к агрессивным средам. Их в основном используют в машиностроительной сфере для производства втулок, валов, штуцеров.
Виды сварки нержавеющей стали
Сварка мартенситно, ферритных и аустенитных сталей выполняется практически всеми известными и распространенными способами сваривания. К наиболее популярным методам относят:
- ручная дуговая MMA;
- вольфрамовым электродом в атмосфере аргона TIG;
- при помощи полуавтоматических технологий сваривания в инертной атмосфере — MIG/MAG, лазером.
Сварка аустенитных сталей и других разновидностей нержавеющего металла обычно выполняется осторожно, во время нее следует учитывать сложный химический состав и физические свойства металла. К главным качествам, которые затрудняют процесс сварки, относятся:
- при сваривании нержавеющих сталей температура должна быть ниже, в отличие от сварки углеродистых металлов;
- сварка разнородных сталей сопровождается высоким тепловым расширением;
- низкий уровень теплопроводности.
Сварка жаропрочных сталей
Сварка жаропрочных сталей обычно выполняется при помощи дугового сваривания с использованием вольфрамового электрода. Весь процесс обычно проходит в среде защитных газов — аргона или гелия.
Сварка стали 15х5м и больших размеров может протекать при помощи аргонодугового сваривания с применением неплавящихся или плавящихся электродов или при помощи автоматической сварки под флюсом.
Аргоновая сварка стали 20х, 30х, 40х по сравнению со свариванием в гелиевой защитной среде сопровождается меньшим расходом газа, небольшим напряжением дуги и высоким сварочным током. По этой причине она является наиболее востребованной.
Сварка жаропрочной стали 40х, 20х, 30х, технология которой требует соединение металла в состоянии после закаливания, имеет несколько особенностей. Во время процесса сваривания металл прогревается до 1050-1100 градусов и после этого резко охлаждается.
Сварка стальных трубопроводов из любого вида металла (низкоуглеродистого, среднеуглеродистого, нержавеющего, жаропрочного) может выполняться разными способами. Самыми популярными являются ручное дуговое, автоматическое, газовое сваривание. Но в любом случае, прежде чем будет проведена сварка стали 30хгса и других марок, технология должна быть полностью изучена.
Интересное видео
Мы предлагаем Новости: Написать нам! Мы осуществляем доставку продукции в города: Москва, Московская область, Санкт-Петербург, Новосибирск, Нижний Новгород, Самара, Казань, Омск, Уфа, Волгоград, Пермь, Красноярск, Иркутск, Владивосток, Хабаровск, Оренбург, Новокузнецк, Томск, Кемерово, Сургут, Нижневартовск, Норильск, Новокузнецк, Череповец, Альметьевск, Липецк, Нижний Тагил, Кемерово. | Таблица свариваемости металла (по сталям)
| ||||||||||||||||||||||||||||||||||||||||||||||||
Сталь 45Г / Auremo
Описание
Сталь 45Г
Сталь 45Г: марочник сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах поставок, заменителях, температуре критических точек, физических, механических, технологических и литейных свойствах для марки — Сталь 45 Г.
Общие сведения стали 45Г
| Заменитель марки |
| стали: 40 Г, 50Г |
| Вид поставки |
| сортовой прокат, в том числе фасонный: ГОСТ 4543–71, ГОСТ 2590–71, ГОСТ 2591–71, ГОСТ 2879–69, ГОСТ 10702–78. Калиброванный пруток ГОСТ 4543–71, ГОСТ 7417–75, ГОСТ 8559–75, ГОСТ 8560–78, ГОСТ 10702–78, ГОСТ 1051–73. Шлифованный пруток и серебрянка ГОСТ 4543–71, ГОСТ 14955–77, ГОСТ 10702–78. Полоса ГОСТ 4543–71, ГОСТ 103–76. Поковки и кованые заготовки ГОСТ 1133–71, ГОСТ 4543–71. |
| Применение |
| коленчатые валы, шатуны, оси, карданные валы, тормозные рычаги, диски трения, зубчатые колеса, шлицевые и шестеренные валы, анкерные болты. |
Химический состав стали 45Г
| Химический элемент | % |
| Кремний (Si) | 0.17−0.37 |
| Марганец (Mn) | 0.70−1.00 |
| Медь (Cu), не более | 0.30 |
| Никель (Ni), не более | 0.30 |
| Сера (S), не более | 0.035 |
| Углерод (C) | 0.42−0.50 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr), не более | 0.30 |
Механические свойства стали 45Г
Механические свойства
| Термообработка, состояние поставки | Сечение, мм | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HB |
| Пруток. Закалка 850 °C, масло. Отпуск 600 °C, воздух. | 25 | 370 | 620 | 15 | 40 | 49 | |
| Отжиг: нагрев до 780 °C со скоростью 340 град/ч, выдержка, охлаждение с печью со скоростью 40 град/ч. | 390 | 650 | 23 | 50 | 43 | 179 | |
| Нормализация 810 °C, воздух. | 460 | 730 | 21 | 57 | 55 | 228 |
Механические свойства при повышенных температурах
| t испытания,°C | σ0,2, МПа | σB, МПа | δ10, % | ψ, % | ||||||||||
| Нормализация 830 °C (крупнозернистая структура) | ||||||||||||||
| 200 | 370 | 760 | 10 | 22 | ||||||||||
| 300 | 285 | 740 | 20 | 35 | ||||||||||
| 400 | 265 | 590 | 20 | 47 | ||||||||||
| 500 | 220 | 520 | 37 | 52 | ||||||||||
| Отжиг (мелкозернистая структура) | ||||||||||||||
| 200 | 570 | 810 | 15 | 40 | ||||||||||
| 300 | 460 | 780 | 25 | 52 | ||||||||||
| 400 | 375 | 640 | 25 | 55 | ||||||||||
| 500 | 255 | 450 | 45 | 60 | ||||||||||
Механические свойства в зависимости от температуры отпуска
| t отпуска,°С | σ0,2, МПа | σB, МПа | δ5, % | δ4, % | ψ, % | KCU, Дж/м2 | HB | |||||||
| Пруток сечением 25 мм. Закалка 790 °C, вода | ||||||||||||||
| 375 | 1230 | 1310 | 9 | 42 | 14 | 418 | ||||||||
| 450 | 1120 | 1210 | 11 | 48 | 39 | 340 | ||||||||
| 525 | 900 | 1000 | 13 | 51 | 59 | 302 | ||||||||
| Пруток сечением 25 мм. Закалка 810 °C, масло | ||||||||||||||
| 375 | 1280 | 8 | 40 | 17 | 351 | |||||||||
| 525 | 810 | 950 | 14 | 52 | 68 | 269 | ||||||||
| Пруток сечением 25 мм. Закалка 850 °C, масло | ||||||||||||||
| 300 | 600 | 880 | 16 | 50 | 39 | |||||||||
| 400 | 580 | 880 | 16 | 50 | 49 | |||||||||
| 500 | 580 | 870 | 18 | 51 | 49 | |||||||||
| 600 | 500 | 780 | 22 | 57 | 68 | |||||||||
Механические свойства в зависимости от сечения
| Сечение, мм | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | |||||||||
| Закалка 840 °C, вода. Отпуск 570 °C, воздух. | ||||||||||||||
| 30 | 550 | 800 | 18 | 55 | 78 | |||||||||
| 50 | 490 | 760 | 18 | 55 | 68 | |||||||||
| 120 | 450 | 740 | 16 | 50 | 59 | |||||||||
| 200 | 430 | 740 | 16 | 45 | 59 | |||||||||
| 240 | 430 | 740 | 16 | 45 | 59 | |||||||||
Технологические свойства стали 45Г
| Температура ковки |
| Начала 1190, конца 820. |
| Свариваемость |
| трудносвариваемая. Способ сварки АДС. Рекомендуется предварительный подогрев и последующая термообработка. |
| Склонность к отпускной способности |
| малосклонна |
Температура критических точек стали 45Г
| Критическая точка | °С |
| Ac1 | 715 |
| Ac3 | 735 |
| Ar3 | 710 |
| Ar1 | 635 |
Предел выносливости стали 45Г
| σ-1, МПа | σB, МПа | σ0,2, МПа |
| 418 | 670 | 375 |
| 409 | 770 | 690 |
Прокаливаемость стали 45Г
| Расстояние от торца, мм / HRCэ | |||||||||||
| Термообработка | Кол-во мартенсита, % | Крит.диам. в воде, мм | Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| Закалка | 50 | 30−50 | 10−25 | 45−49 |
| 90 | 25−42 | 8−20 | 52−55 |
Источник: Марочник сталей и сплавов
Источник: www.manual-steel.ru/45G.html
Свариваемость сталей | Сварка и сварщик
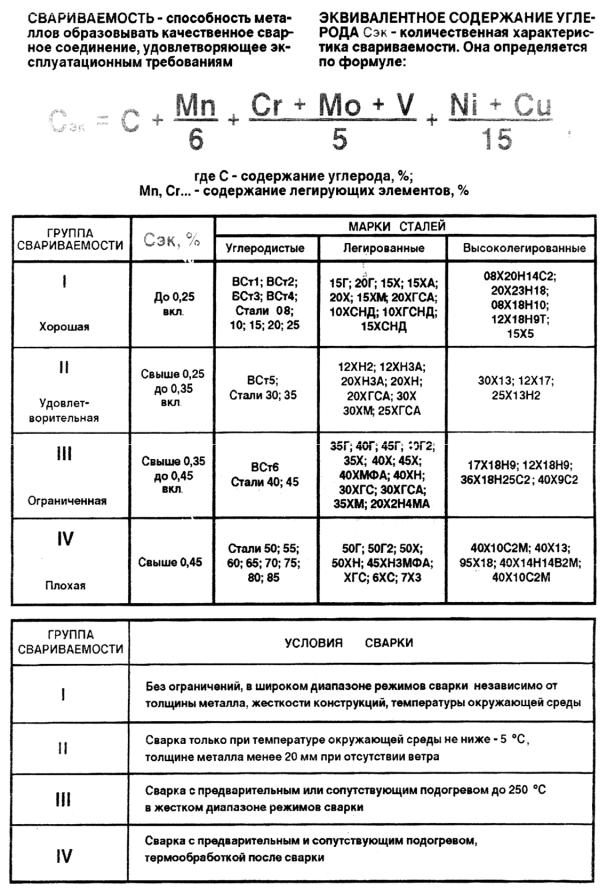
СВАРИВАЕМОСТЬ — способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям
ЭКВИВАЛЕНТНОЕ СОДЕРЖАНИЕ УГЛЕРОДА (Сэк) — количественная характеристика свариваемости. Она определяется по формуле:
где С — содержание углерода, %;
Mn, Cr… — содержание легирующих элементов, %
ГРУППА СВАРИВАЕМОСТИ | Сэк, % | МАРКИ СТАЛЕЙ | ||
Углеродистые | Легированные | Высоколегированные | ||
I Хорошая | До 0,25 вкл | ВСт1; ВСт2; ВСт3; ВСт4; Стали 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | 08Х20Н14С2; 20Х23Н18; 08X18Н10; 12X18Н9Т; 15X5 |
II Удовлетворительная | Свыше 0,25 до 0,35 вкл | ВСт5; Стали 30; 35 | 12ХН2; 12ХНЗА; 20ХНЗА; 20ХН; 20ХГСА; 30Х; 30ХМ; 25ХГСА | 30X13; 12X17; 25X13Н2 |
III Ограниченная | Свыше 0,35 до 0,45 вкл | ВСт6; Стали 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; 30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА | 17X18Н9; 12Х18Н9; 36X18Н25С2; 40Х9С2 |
IV Плохая | Свыше 0,45 | Стали 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; ХГС; 6ХС; 7X3 | 40X10С2М; 40X13; 95X18; 40X14Н14В2М; 40X10С2М |
ГРУППА СВАРИВАЕМОСТИ | УСЛОВИЯ СВАРКИ |
I | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
II | Сварка только при температуре окружающей среды не ниже — 5 °С, толщине металла менее 20 мм при отсутствии ветра |
III | Сварка с предварительным или сопутствующим подогревом до 250 °С в жестком диапазоне режимов сварки |
IV | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
Лучшая сталь для паяльной сварки — Отличные предложения по стали для паяльной сварки от мировых продавцов стали для пайки
Отличные новости !!! Вы находитесь в нужном месте для пайки стали. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта сталь для паяльной сварки в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели припой на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в паяльной сварке стали и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сталь для пайки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Сварочный патрубок Сварочный патрубок из нержавеющей стали, Сварочный патрубок из легированной стали, Сварочный патрубок из углеродистой стали
Сварочная головка
| Размер | Класс | Размер | Спецификация |
| от 1/4 дюйма до 4 дюймов | 2000 , 3000, 6000, 9000 | ANSI B 16.11 | ASTM A 182 ASME SA182 |
Сварочная втулка из нержавеющей стали
ASTM / ASME SA A182 F304, 304H, 309, 310, 316, 316L, 317L, 321, 347, 904L
Сварочная втулка из углеродистой стали
ASTM / ASME A 105, ASTM / ASME A 350 LF 2
Сварочная втулка из легированной стали
ASTM / ASME A182 F1 / F5 / F9 / F11 / F22 / F91
Патрон для сварки никелевых сплавов
ASTM / ASME SB 336 UNS 2200 (НИКЕЛЬ 200), UNS 2201 (НИКЕЛЬ 201), UNS 4400 (MONEL 400), UNS 8020 (СПЛАВ 20/20 CB 3), UNS 8825 INCONEL (825), UNS 6600 (INCONEL 600), UNS 6601 (INCONEL 601), UNS 6625 (INCONEL 625), UNS 10276 (HASTELLOY C 276)
Бобышка для сварки медных сплавов
ASTM / ASME SB 111 UNS NO. C 10100, C 10200, C 10300, C 10800, C 12000, C 12200, C 70600, C 71500
ASTM / ASME SB 466 UNS NO. C 70600 (CU -NI- 90/10), C 71500 (CU -NI- 70/30)
Сварочная втулка из дуплексной стали
ASTM A 182 — F 51, F53, F55 S 31803, S 32205, S 32550, S 32750, S 32760
Размеры
Наш экспортный рынок
| • | Центральная / Южная Америка | • | Северная Америка |
| • | Азия | • | Средний Восток / Африка |
| • | Западная Европа | • | Австралазия |
| • | Восточная Европа | • | ОАЭ |
Наше местонахождение продаж
| • | Шри-Ланка | • | Бахрейн |
| • | Россия | • | Египет |
| • | Португалия | • | Турция |
| • | Испания | • | Сингапур |
| • | Бразилия | • | Таиланд |
| • | Чили | • | Малайзия |
| • | Венесуэла | • | Индонезия |
| • | Коста-Рика | • | Польша |
| • | США, U.A.E | • | Италия |
| • | Оман | • | Канада |
| • | Саудовская Аравия | • | Ангола |
| • | Катар |
Страница не найдена | АК Сталь
Перейти к основному содержаниюПоиск:
Закрыть
поиск 833.505.1899Предприятия
- Наши продукты
- Углерод
- Горячекатаный
- Холоднокатаные
- Электрогальванизация
- Горячее цинкование
- Горячее цинкование
- Алюминированный тип 1
- Алюминированный тип 2
- Эмалирование
- Нержавеющая
- Ферритный
- Мартенситный
- Аустенитный
- Осадочное твердение
- Дуплексный сплав
- Электрические
- Ориентированный на зерно
- Неориентированный
- Инновационные материалы
- NEXMET® AHSS
- DI-MAX® HF-10X
- ULTRALUME® PHS
- THERMAK® 17 Нержавеющая сталь
- Механические трубки
- Трубы из углеродистой стали
- Трубки из нержавеющей стали
- Антимикробная сталь — Agion®
- Штамповка стали
- Углерод
- Наши рынки
- Автомобильная промышленность
- Корпус и структура
- Выхлопные системы
- Электрификация
- Прибор
- Архитектурная сталь
- Калверт
- Столовые приборы и посуда
- Отопление, вентиляция, кондиционирование
- Промышленные двигатели
- Силовые трансформаторы
- Автомобильная промышленность
- Наши услуги
Сварка сталей
Почти 85% производимого и используемого металла — это сталь.Термин сталь охватывает многие типы металлов, в основном состоящие из железа. Сталь — это сплав железа и углерода, но стали чаще всего содержат другие металлы, такие как марганец, хром, никель и т. д., а также неметаллы, такие как углерод, кремний, фосфор, сера и другие.Существует так много разных типов и видов сталей, что иногда сбивает с толку только возможность идентифицировать сталь, которая используется. За например, конструкционные стали, литые стали, нержавеющие стали, инструментальные сталь, горячекатаный прокат, арматура, сталь, низколегированная высокопрочная сталь, и т.п.Стали иногда получают названия на основе их основного сплава, например углеродистой, хромомарганцевой, хромомолибденовой и т. д.
Низкоуглеродистые и низколегированные стали
К низкоуглеродистым сталям относятся стали марок AISI от C-1008 до C-1025. Углерод составляет от 0,10 до 0,25%, марганец — от 0,25 до 1,5%, фосфор составляет максимум 0,4%, а сера максимум 0,5%. Стали в этом ассортимент наиболее широко используется для промышленного производства и строительства. Эти стали легко свариваются любой дугой, газом и сопротивлением. сварочные процессы.Низколегированные высокопрочные стали составляют основную часть оставшихся стали в системе обозначений AISI. Эти стали свариваются Покрытые сварочные электроды класса E-80XX, E-90XX и E-100XX. Это также для этих типов сталей, что индекс электрода используется классификационный номер. К таким сталям относятся низкомарганцевые стали, стали с низким и средним содержанием никеля, стали с низким содержанием никеля и хрома, молибденовые стали, хромомолибденовые стали и никель-хром-молибденовые стали.
Эти сплавы входят в серию 2315, 2515 и 2517 AISI. от 0,12-0,30%, марганца от 0,40-0,60%, кремния от 0,20-0,45% и никель от 3,25-5,25%. Если содержание углерода не превышает 0,15%, предварительный нагрев не требуется, за исключением очень тяжелых участков. Если углерод превышает 0,15%, предварительный нагрев до 260 ° C, в зависимости от толщины.
Что касается процесса дуговой сварки защищенного металла, внимание было направлено на выбор класса покрытых электродов исходя из удобства их использования факторы.Все электроды, описанные в спецификации AWS A5.1, являются применимо к мягким и низколегированным сталям. E-60XX и E-70XX классы электродов обеспечивают достаточную прочность для получения 100% сварного шва стыки в сталях. Предел текучести электродов этих классов будет превосходить предел текучести мягких и низколегированных сталей. В Класс E-60XX следует использовать для сталей с пределом текучести ниже 350 МПа. а класс E-70XX следует использовать для сварки сталей с пределом текучести ниже 420 МПа.Следует использовать электроды с низким содержанием водорода и проводить предварительный нагрев. рекомендуется при сварке более тяжелых материалов или жестких стыков. В следует выбрать электрод, обеспечивающий желаемые эксплуатационные характеристики.
При сварке низколегированных высокопрочных сталей рабочий характеристики электрода не учитываются, т.к. Э-80ХХ а электроды более высокой прочности относятся к типу с низким содержанием водорода. Там есть одно исключение, это класс E-XX10.Они показаны в AWS Спецификация на электроды для дуговой сварки с покрытием из низколегированной стали, AWS 5.5. Эта спецификация более сложна, чем спецификация для электродов из мягкой стали, хотя на каждом уровне силы есть только два основных класса. В более низкий уровень прочности включает E-8010, E-XX15, E-XX16 и другие популярные классы E-XX18.
Эта новая информация теперь позволяет выбрать электрод с покрытием. чтобы соответствовать не только механическим свойствам основного металла, но и чтобы примерно соответствовать составу основного металла.По этой причине состав основного металла и механические свойства должны быть известны в чтобы выбрать правильный электрод с покрытием, который будет использоваться. Единственный E-80XX или более прочные электроды, не имеющие покрытия с низким содержанием водорода. электроды типа E-8010, разработанные специально для сварки трубы.
Эти высокопрочные электроды с целлюлозным покрытием подходят для конкретных сплав стальных труб. Глубокие проникающие характеристики Электроды с целлюлозным покрытием делают их пригодными для использования в трубе по пересеченной местности сварка.Теория и практика таковы, что трубы из легированной стали относительно тонкий и сваривается электродами с целлюлозным покрытием при относительно высокие токи. Кроме того, каждый сварочный проход очень тонкий и сварной шов металл выдерживается в течение значительного периода времени перед установкой трубопровод в эксплуатацию. Это позволяет водороду, который может абсорбироваться, чтобы выйти из металла и не повлиять на срок службы трубопровод.
Среднеуглеродистые стали
К среднеуглеродистым сталям относятся стали серии AISI от C-1020 до C-1050.Состав аналогичен низкоуглеродистым сталям, за исключением того, что углеродистые колеблется от 0,25 до 0,50%, а марганца от 0,60 до 1,65%.С более высоким содержанием углерода и марганца электроды с низким содержанием водорода являются рекомендуется, особенно в толстых секциях. Может потребоваться предварительный нагрев и должен быть в пределах 150-260 ° C. Последующий нагрев часто используется для облегчения стресс и помочь стрессу и помочь уменьшить твердость, которая могла быть вызвана путем быстрого охлаждения. Среднеуглеродистые стали легко свариваются при условии соблюдаются указанные выше меры предосторожности.
Эти стали можно сваривать всеми способами, упомянутыми выше.
Высокоуглеродистые стали
К высокоуглеродистым сталям относятся стали серии AISI от C-1050 до C-1095. Состав аналогичен среднеуглеродистым сталям, за исключением того, что углеродистые колеблется от 0,30 до 1,00%.При сварке сталей этих классов следует соблюдать особые меры предосторожности. Необходимо использовать электроды с низким содержанием водорода и предварительный нагрев от 300-320 ° C необходимо, особенно при сварке более тяжелых профилей.Послеродовая обработка — снятие напряжения или отжиг — обычно указано.
Высокоуглеродистые стали можно сваривать теми же способами, о которых говорилось ранее.
Хромированная сталь с низким содержанием никеля
Стали в этой группе включают AISI 3120, 3135, 3140, 3310 и 3316. В этих сталях содержание углерода составляет 0,14-0,34%, марганца — 0,40-0,90%, кремний от 0,20-0,35%, никель от 1,10-3,75% и хром из 0,55-0,75%.Тонкие секции этих сталей с более низким содержанием углерода можно сваривать. без предварительного нагрева.Предварительный нагрев 100-150oC необходим для углерода в Диапазон 0,20%, а для более высокого содержания углерода предварительный нагрев до 320 ° C должен быть использован. Сварную деталь необходимо снять напряжение или отжечь после сварка.
Стали с низким содержанием марганца
В эту группу входят модели AISI 1320, 1330, 1335, 1340 и 1345 обозначений. В этих сталях содержание углерода составляет 0,18-0,48%, марганец от 1,60 до 1,90% и кремний от 0,20 до 0,35%.Предварительный нагрев не требуется при низком содержании углерода и марганца.Желателен предварительный нагрев до 120-150 ° C, поскольку содержание углерода приближается к 0,25%, и обязательно при более высоком диапазоне содержания марганца. Более толстые секции следует предварительно разогреть, чтобы вдвое больше, чем указано выше. Снятие стресса рекомендуется постперегревательная обработка.
Низколегированные хромистые стали
В эту группу входят модели AISI от 5015 до 5160 и электрические печные стали 50100, 51100 и 52100. В этих сталях диапазон углерода от 0,12-1,10%, марганца от 0,30-1,00%, хрома от 0.20-1,60%, и кремний от 0,20-0,30%. Когда углерод находится на нижнем пределе диапазона, эти стали можно сваривать без особых мер предосторожности. Как углерод увеличивается, а по мере увеличения содержания хрома достигается высокая закаливаемость и потребуется предварительный нагрев до 400 ° C, особенно для тяжелых разделы.При использовании процесса дуговой сварки под флюсом также необходимо согласовать состав электрода с составом основного металла. Флюс, который не ухудшает и не добавляет элементов к металлу шва, не должен использоваться.Как правило, при сварке под флюсом предварительный нагрев можно уменьшить. из-за более высокого тепловложения и более медленной скорости охлаждения. Чтобы убедитесь, что в осадке под флюсом мало водорода, поток должен быть сухим, а электрод и основной металл должны быть чистыми.
При использовании процесса газовой дуговой сварки электрод должен быть выбирается в соответствии с основным металлом и должен быть выбран защитный газ чтобы избежать чрезмерного окисления металла шва.Предварительный нагрев газом Процесс металлической дуговой сварки (GMAW) должен выполняться в том же порядке, что и при дуговая сварка в среде защитного металла (SMAW), поскольку тепловложение одинаковое.
При использовании процесса дуговой сварки порошковой проволокой наплавленный металл шва произведенный порошковым электродом должен соответствовать основному металлу сварной. Требования к предварительному нагреву аналогичны требованиям для дуговой сварки металлическим газом.
При сварке низколегированных высокопрочных сталей с низкопрочными марками электрод следует выбирать в соответствии с прочностью низкопрочная сталь.