как я ей пользоваться для полуавтомата? – Расходники и комплектующие на Svarka.guru
Сварка на полуавтоматических аппаратах отличается относительно высокой производительность и возможностью работать на оборудовании без наличия навыков и большого опыта. Порошковая проволока делает процесс соединения деталей еще более простым. Состав, заполняющий трубку, улучшает горение дуги, активирует плавление металлов и защищает ванну. При сварке проволокой с порошком практически нет брызг, шов получается ровный, мелкочешуйчатый, светлый.
Основные характеристики и достоинства
Проволока с порошком является бесконечным электродом, в котором роль обмазки выполняет состав внутри металлической трубки. Порошковая сварка производится под флюсом без применения дополнительных установок для его подачи. Внутри металлической трубки находится смесь измельченного железа, его окислом, фосфатов, хрома и другие компоненты, которые:
- стабилизируют температуру в ванной и вокруг дуги до оптимальной для конкретного материала;
- способствуют смешиванию расплавленного металла деталей и электрода;
- равномерно закрывают по всей ширине шов от контакта с кислородом и азотом;
- делают кипение ванны ровным, без брызг;
- позволяют увеличить скорость сварки деталей.


Порошковыми проволоками можно производить наплавку деталей по поверхности и сварку в любом пространственном положении в условиях специально оборудованного места и в поле.
Подробные сведения о составе
Наружный корпус – цилиндр делается из пластичной низкоуглеродистой стали. Внутри него специальная смесь, в состав которой входит:
- шихта газообразующая и шлакообразующая;
- раскислители;
- стабилизирующие элементы;
- легирующие компоненты.
В качестве шихты используют марганец, никель, рутиловый концентрат, мраморный порошок. В материал для сварки легированных, нержавеющих сталей добавляют хром, алюминий, медь и другие вещества, используемые для легирования сталей. Для стабилизации ванны используют порошок железа.
Кроме этого в зависимости от назначения проволоки, в состав порошка вводят магнезит, плавиковый шпат.
При работе с тугоплавкими материалами используют проволоку, содержащую графит и алюминиевый порошок, повышающие температуру в ванне и вокруг дуги.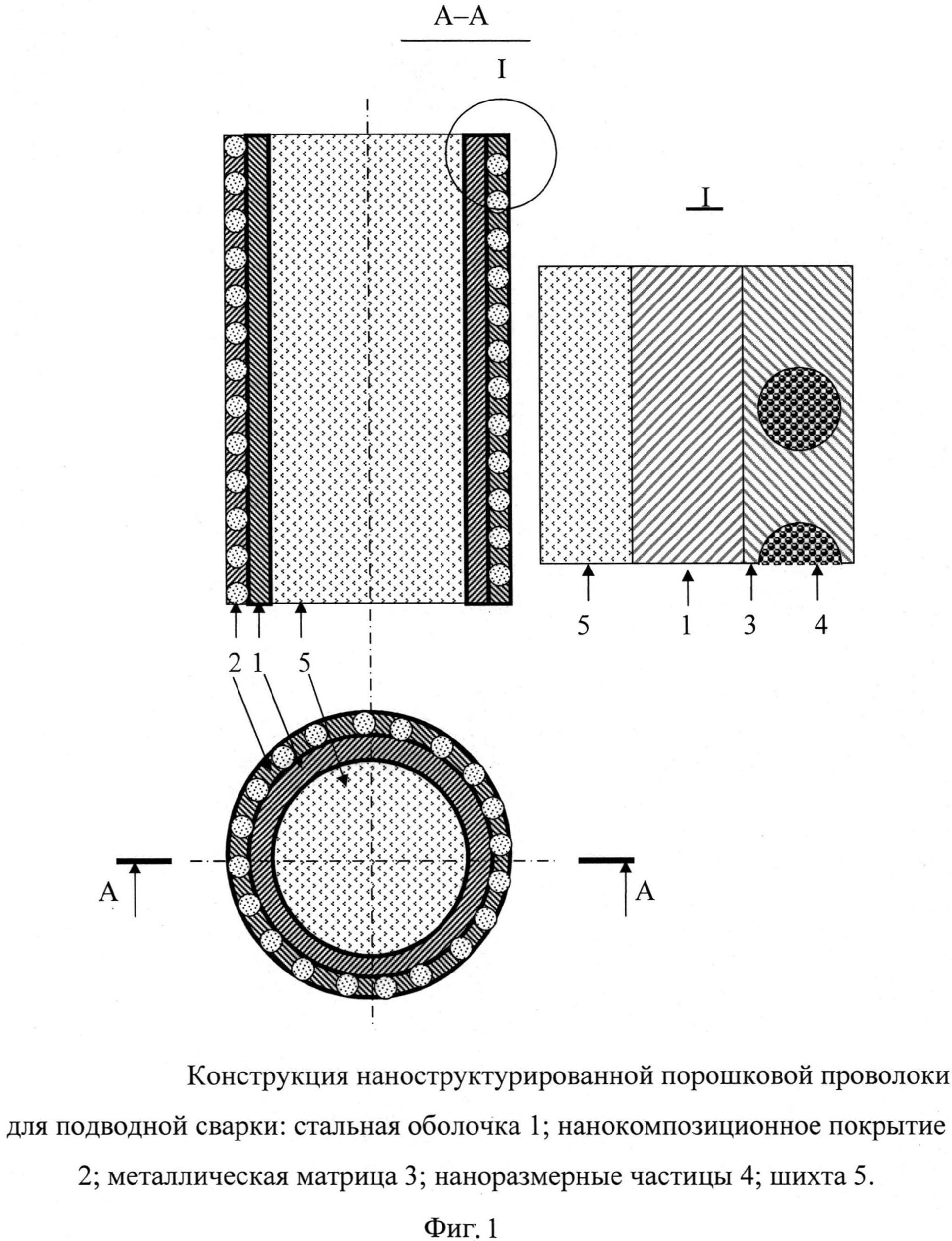
Принципы классификации
- круглые, с краями соединенными встык;
- с загибами типа замка;
- многослойные.
По применению защитной среды различают ПП – газозащитные, порошковые проволоки для сварки в среде газа и ПС – самозащитные, не требующие дополнительных расходных материалов.
Кроме указания типа проволоки, в маркировке применяется буквенное обозначение пространственного положения шва, которое выполняется данным электродом.
Марки стали в маркировке не отражаются, их надо смотреть в технических характеристиках на каждый вид порошковой проволоки.
Газозащитная
Газозащитная проволока требует закрытия сверху сварочной ванны. Для этого используется аргон или другой инертный газ.- стабильная дуга;
- шлак легко выходит на поверхность;
- нет пористости;
- низкое разбрызгивание;
- шлак легко отделяется.

ПП отличается глубоким проплавлением. Применяется для создания стыковых, угловых и нахлесточных соединений при создании металлоконструкций, трубопроводов
Самозащитная
Для работы в любом пространственном положении шва в полевых условиях подходит самозащитная проволока для полуавтомата. Она не требует никаких дополнительных расходных материалов. При работе образуется над ванной облако из расплавленной газообразующей шихты. На шов ложится ровный слой флюса, широкой полосой полностью закрывая горячий стык.
ПС применяют для сварки вне оборудованных мест, на улице для сварки легированных сталей, нержавейки, цветных сплавов и чугуна. А также для паек различных деталей из алюминия и его сплавов. Нержавейка сваривается электродами с высоким содержанием в сердечнике хрома, никеля и ферромарганца.
Особенности производства
Для производства порошковой проволоки лист толщиной 1,18 – 0,25 мм режут вдоль на полосы.
Изготовление проволоки происходит в несколько этапов на одной установке.
- Очистка полосы от грязи, масла окалины и влаги в начале станка.
- Легкая продольная деформация трубы с образованием полукруга.
- Заполнение полосы порошком.
- Соединение торцов, образование трубки с флюсом.
- Калибровка соединения и самого профиля. Создание правильного круглого сечения.
В современном сварочном производстве больше всего используют сварочную полосу из низкоуглеродистых сталей.
[stextbox id=’warning’]При изготовлении проволока не состыковывается и прокатывается на длину полосы. На катушке должен быть один цельный кусок.[/stextbox]
Для удаления влаги и масла с поверхности ПП и ПС, катушку следует поместить в печь перед установкой на аппарат. Выдерживать 2 часа при температуре 230 – 250⁰.
Описание популярных марок
При сварке металлоконструкций и трубопроводов на строительной площадке чаще других используется марка ПП-АН11 или аналогичная ей по характеристикам ПП-АН7. При изготовлении используется лента толщиной 0,18 мм. В составе шихты шлакообразующие элементы.
При изготовлении используется лента толщиной 0,18 мм. В составе шихты шлакообразующие элементы.
Режим сварки используется полуавтоматический, ток с обратной полярностью. Защитный газ аргон и гелий или их смесь
Когда условный потолок переходит через вертикаль в пол, например при сварке труб непрерывным швом, и ответственных конструкций, специалисты рекомендуют для низкоуглеродистых сталей марку ПП-АН19. При сварке количество шлака значительно больше. Он хорошо удерживается на вертикали и потолке.
Нержавеющий металл соединяют с помощью ПП-2ВДСК, в сердцевине которого в большом количестве присутствует никель. Защитная среда – инертные газы.
[stextbox id=’info’]Инструктор сварщиков-водолазов бригады ремонта подводной части корпусов кораблей Киреев Д. В.: «Для сварки под водой применяют ПС со специальным составом, изготовленную по ГОСТ 5278-74. Порошок содержит до 24% алюминиевого порошка, 6% графита до 75% окиси железа – окалины. Графит обеспечивает устойчивую дугу при малых токах.
Сущность дуговой порошковой сварки
При сварке порошковой и самозащитной проволокой плавится корпус и металлический порошок, входящий в состав наполнителя. Они заполняют шов, соединяясь с расплавленным металлом кромок деталей.
Содержащийся внутри флюс плавится и закрывает ванну от окисления и соединения с азотом. В самозащитной проволоке он полностью закрывает шов, замедляя скорость остывания металла и давая возможность выйти на поверхность шлакам, газам, влаге. Сверху формируется прочная корка по всей ширине шва, которая легко удаляется в холодном состоянии.
Техника и некоторые ее недостатки
Сварочной проволокой порошковой варят на полуавтоматах и применяют на автоматических линиях. Расходный материал с постоянной скоростью подается в зону сварки. Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Процесс сваривания производится переменным током, полярность обратная. Качество шва соответствует ГОСТ 26271-84. Равномерная подача проволоки, и стабильная дуга позволяет выполнять любые швы по сложности, положению и длине без стыков. Производительность работ в 2 – 4 раза выше, чем при работе цельной проволокой.
ПП отлично варят детали, но имеют и недостатки:
- относительно высокая стоимость;
- узкая специализация каждой марки расходного материала;
- сложно сваривать листы толщиной до 1,5 мм;
- низкая вязкость и пластичность, при перегибе проволока ломается;
- подача осуществляется специальными роликами с уменьшенным сжатием только;
- используется только тянущий механизм на ручке.
При сварке самозащитной проволокой, под флюсом плохо видно сварочную ванну. Затраты на порошковую сварку оправдывают себя при наложении длинных швов. При сварке коротких участков остается много отходов.
При сварке коротких участков остается много отходов.
Применение порошковой проволоки на полуавтоматах значительно повышает производительность и качество шва. Для домашнего использования с малым объемом работ она обходится дорого. В мастерских и на производстве, где надо варить хорошо и быстро, можно обойтись усилиями сварщиков с низкими разрядами, не приглашая дорогих специалистов.
МЕХАНИЗИРОВАННАЯ СВАРКА ОТКРЫТОЙ ДУГОЙ САМОЗАЩИТНОЙ ПРОВОЛОКОЙ
Сварка самозащитной проволокой сплошного сечения без дополнительной защиты разработана для применения в монтажных, а также заводских условиях в тех случаях, когда неприемлема сварка в углекислом газе. Особенность этого способа заключается в том, что металл расплавляется теплом дуги, горящей между голой электродной проволокой и изделием с последующей его кристаллизацией и образованием шва. При этом внутренняя защита, как у порошковых проволок, и дополнительная защита флюсом или газом отсутствуют. При такой техно-
логии сварки швы имеют высокие механические свойства, если в составе электродной проволоки есть в достаточном количестве элементы — раскислители и др. , связывающие кислород и азот в стойкие химические соединения, не снижающие пластичности металла шва.
, связывающие кислород и азот в стойкие химические соединения, не снижающие пластичности металла шва.
Механизированная сварка такой проволокой вполне заменяет ручную сварку покрытыми электродами на открытых площадках при монтажных работах.
При сварке открытой дугой обычной проволокой происходит выгорание легирующих элементов и насыщение металла шва газами (кислородом, азотом и водородом). При сварке самозащитной проволокой потери элементов компенсируются за счет повышенного содержания в электродной проволоке элементов, обладающих большим сродством с кислородом, чем выгораемые. К таким элементам относятся алюминий, титан, церий, цирконий, лантан и др.
Они связывают кислород и азот в стойкие включения, мало влияющие на пластичность и вязкость металла.
Для механизированной сварки открытой дугой применяют специальные легированные проволоки (ГОСТ 2246-70). Так, самозащитная сварочная проволока Св-20ГСТЮА с добавкой церия позволяет сваривать углеродистую сталь толщиной от 2 мм и более в нижнем, вертикальном и горизонтальном положениях. Проволока Св-16ГСТЮЦА с добавкой церия и циркония служит для сварки углеродистых и марганцовистых сталей во всех пространственных положениях. Самоза — щитной проволокой можно сваривать металл, покрытый окалиной, небольшим налетом ржавчины и т. д. Металл шва, наплавленный этими проволоками, по механическим свойствам равноценен металлу шва, получаемому при сварке покрытыми электродами типа Э46 или Э50.
Проволока Св-16ГСТЮЦА с добавкой церия и циркония служит для сварки углеродистых и марганцовистых сталей во всех пространственных положениях. Самоза — щитной проволокой можно сваривать металл, покрытый окалиной, небольшим налетом ржавчины и т. д. Металл шва, наплавленный этими проволоками, по механическим свойствам равноценен металлу шва, получаемому при сварке покрытыми электродами типа Э46 или Э50.
При сварке открытой дугой самозащитной проволокой изделие меньше деформируется, чем при других способах сварки, что особенно важно при изготовлении тонколистовых конструкций. Сварку можно производить как при положительных, так и при отрицательных температурах. Производительность процесса примерно такая же, как и при сварке в углекислом газе, однако формирование швов более грубое. Подготовка кромок и сборка деталей под сварку производятся так же, как и при сварке в углекислом газе. Сварку выполняют постоянным током как на прямой, так и на обратной полярности. Режимы сварки само — защитной проволокой приведены в таблице 15.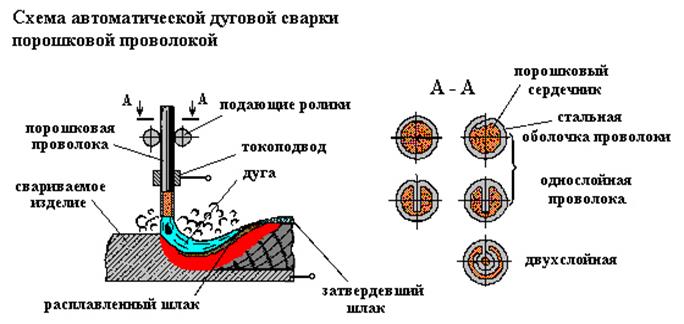 2.
2.
Режимы стыковых соединений электродной проволокой Св-15ГСТЮЦ
|
что это такое, как и где применяется, характеристики, плюсы и минусы
Те, кому приходилось пользоваться сварочными устройствами в домашних условиях, наверняка слышали о таком чуде техники, как проволочный сварочный аппарат. Что же это такое, для чего нужен и чем хорош?
Проволочным называют полуавтоматический аппарат, в котором для работы используют не электроды, а металлическую проволоку и газ или флюс.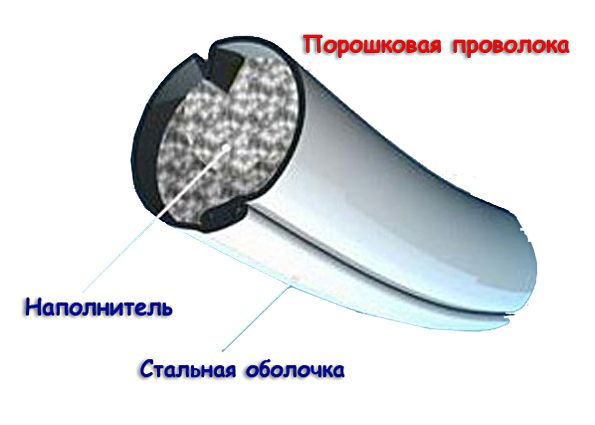
Особенность действия такого аппарата в том, что встроенный механизм в полуавтоматическом режиме подает в зону сварки присадочный материал – проволоку.
Содержание статьиПоказать
Общая характеристика
Полуавтоматы – многофункциональные аппараты для разных видов сварочных работ. Это и классическая ручная дуговая сварка, и сваривание с проволокой и флюсом или защитным газом, и даже сварка со специальной порошковой проволокой.
Чаще сего применяют сварку проволокой в среде защитного газа.
 Проволока при таком способе одновременно служит электродом и плавится, смешиваясь с основным свариваемым материалом.
Проволока при таком способе одновременно служит электродом и плавится, смешиваясь с основным свариваемым материалом.Назначение защитного газа при таком методе – защита сварочной ванны от окисления при работе. Плюсы такого метода – высокая производительность, удобство работы в любом пространственном положении.
Основной недостаток – из-за сильного нагрева оборудования на высокомощных режимах сварки понадобятся системы водного охлаждения.
Сварка с флюсом (плавящейся при нагреве силикатной массой) снижает потери электродного металла.
Но основные её недостатки – повышенные требования к точности сборки сварочных кромок и невозможность выполнения работ в любых положениях без вспомогательного оборудования, удерживающего флюс.
Этот способ часто применяют в промышленности для конвейерного производства.
Технология процесса
Особый интерес представляет сварка проволочным сварочным аппаратом с самозащитной порошковой проволокой. Эта проволока выглядит как полая металлическая трубка, внутрь которой помещен спрессованный флюс. Флюс высвобождается во время сварки при плавлении металла.
Эта проволока выглядит как полая металлическая трубка, внутрь которой помещен спрессованный флюс. Флюс высвобождается во время сварки при плавлении металла.
При таком способе удобнее всего контролировать точность сварного соединения. Недостаток способа – невысокая жесткость порошковой проволоки, из-за этого требуется осторожность в настройке механизма подачи проволоки в зону сварки.
Большая часть полуавтоматов разработана для одного вида сваривания, но есть универсальные модели, способные выполнить сварку любой сложности.
Универсальными проволочными моделями можно выполнять и мелкие работы на дому, и ремонт в частной мастерской или станции техобслуживания, и большой объем технологически сложных работ в производстве.
Плюсы и минусы
Ещё один плюс полуавтоматических проволочных сварочных аппаратов – они справляются со свариванием всех типов металлов.
При ручном дуговом сваривании алюминия или нержавеющей стали процесс осложняется образованием на поверхности металла окисной пленки, а с использованием газа или флюса этого можно избежать.

За счет стабильности горения дуги при автоматической подаче можно достигнуть высокого качества сварных швов без непроваров или прожогов.
Это позволяет сваривать как тонкие листовые, так и достаточно толстые заготовки без снижения качества сварного соединения.
Основное достоинство проволочных полуавтоматов – высокая производительность при относительной простоте использования. Даже для несложных моделей средней цены обычно предусмотрено много вариантов настроек.
Но не стоит этого бояться – большая часть этих настроек понятна интуитивно и не усложнит пользование аппаратом.
Недостаток проволочных сварочных полуавтоматов – необходимость покупки дополнительного оборудования (газового баллона с редуктором, горелки) и самой порошковой проволоки.
То-есть, для небольшого объема сварочных работ в домашних условиях покупка полуавтомата может быть нерациональной. Для дома, возможно, проще и дешевле покупать электроды с покрытием и варить привычным инвертором.
Но в серийном производстве эти дополнительные расходы окупятся за счет высокого уровня производительности.
Если производство не конвейерное, то для перемещения полуавтомата со всем дополнительным оборудованием между объектами удобно использовать небольшие тележки.
Заключение
По назначению проволочные полуавтоматические сварочные аппараты бывают трех классов – бытовые, полупрофессиональные и профессиональные.
Различаются эти классы не только количеством и сложностью настроек, но и максимально допустимой силой тока, эта характеристика указывается в инструкции к оборудованию.
Для домашних ремонтов достаточно аппарата с максимальной силой тока до 200 Ампер. Полупрофессиональные полуавтоматы с силой тока от 200 до 300 Ампер – золотая середина, лучший выбор для мастерской или небольшой станции техобслуживания.
Аппараты с силой тока более 300 Ампер стоит покупать, если сложная или продолжительная сварка требуется регулярно.
При покупке проволочного сварочного полуавтомата лучше выбирать среднее по цене оборудование или аппараты от известных производителей.
Стоит обращать внимание на условия гарантийного ремонта – надёжнее, если гарантию предоставляет сам производитель, а не магазин – посредник.
На основании этого обзора вы сможете выбрать устройство для сварки, которое соответствует вашим потребностям.
При правильном выборе вы сможете облегчить свою работу, не переплачивая за те технические возможности, которые вам не пригодятся. Желаем удачи в работе!
Порошковая проволока— самозащитные и газозащитные
Все о порошковой проволоке
Сегодня производительность важна, и поэтому порошковые проволоки являются присадочным металлом, который следует учитывать. Благодаря более высокой производительности наплавки и эффективности оператора они обеспечивают повышение производительности, высокую производительность и отличное качество сварки. Порошковая проволока подходит для различных отраслей промышленности и является отличным решением для общего производства, производства, строительства, применения на море и судостроении.
Порошковая проволока подходит для различных отраслей промышленности и является отличным решением для общего производства, производства, строительства, применения на море и судостроении.
Если вы решите перейти на порошковую проволоку, важно принять во внимание все факторы, такие как механические и химические свойства основного металла, требуемое положение при сварке, оборудование, рабочую среду и условия работы сварщика. набор навыков, потому что все они играют важную роль при выборе.
Кроме того, при принятии решения о том, является ли использование порошковой проволоки правильным выбором, необходимо учитывать сварочные характеристики присадочного металла, преимущества и требования.
Самозащищенный и газозащитный
Существует два типа порошковой проволоки: самозащищенная и газозащитная, обе позволяют сваривать различные недрагоценные металлы, включая низкоуглеродистую и низколегированную сталь. Кроме того, газовая защита предлагает нержавеющую сталь и никелевые сплавы.
Самозащитный
Разница с самозащитными проволоками заключается в том, что им не требуется защитный газ, когда дуга активна, что устраняет необходимость в газовом баллоне. Это делает его отличным выбором для удаленных приложений или когда важна переносимость.Самоэкранированная проволока также является отличным выбором для сварки на открытом воздухе и в ветреную погоду, поскольку проволока может выдерживать сильный ветер.
Эти проволоки обладают хорошей ударной вязкостью даже при более низких температурах, однако при сравнении их с газозащитными проволоками они могут производить более высокий уровень дыма и брызг.
Самоэкранированная проволока является хорошей заменой электродов для дуговой сварки с металлическим экраном, поскольку они повышают производительность. В отличие от электродов, порошковую проволоку не нужно менять снова и снова, что в результате сокращает время простоя на замену.
Газовая защита
С другой стороны, проволока с защитным газом более привлекательна для оператора, что означает, что ее легче контролировать и использовать, а также обеспечивает более высокое качество сварных швов. Эти проволоки являются хорошей заменой сплошной проволоки из-за их способности производить более высокие скорости наплавки, что позволяет выполнять работу намного быстрее.
Эти проволоки являются хорошей заменой сплошной проволоки из-за их способности производить более высокие скорости наплавки, что позволяет выполнять работу намного быстрее.
Проволока с защитным газом подходит для толстых металлов или для работы в нестандартном положении и имеет расплавленный шлак, который затвердевает быстрее, чем сварочная ванна.В результате создается «полка» для удержания ванны расплава при сварке над головой или вертикально вверх.
В отличие от самозащитных проводов, газовые провода не подходят для работы на открытом воздухе. Любой ветер или движение в воздухе могут повлиять на характеристики защитного газа и качество сварки, что приведет к появлению видимой пористости в сварном шве.
Вывод
Как самозащитная проволока, так и проволока с газовой защитой отличаются друг от друга, и их следует выбирать в зависимости от типа применения, однако обе обеспечивают высокое качество сварных швов, воспроизводимые характеристики и стабильность, и могут быть отличной альтернативой другим присадочным металлам.
Если вы думали о переходе на порошковую проволоку, сейчас самое лучшее время. Hobart предлагает широкий ассортимент порошковых проволок для широкого спектра применений.
WIA может помочь вам выбрать правильную порошковую проволоку для работы!
Позвоните одному из наших специалистов по присадочным металлам и организуйте пробную версию или демонстрацию продукта. Они могут помочь вам выбрать правильный провод Хобарта для вашей работы.
Узнайте о нашей порошковой проволоке Hobart Flux здесь.
Знакомство с порошковой проволокой
Порошковая проволокадоступна в самозащитном и газозащитном исполнении для сварки основных материалов, включая низкоуглеродистую сталь, низколегированную сталь, нержавеющую сталь и никелевые сплавы.Этот рисунок подробно описывает их работу.
Ни один присадочный металл не подходит для любой работы. Механические и химические свойства основного материала, требуемое положение сварки, доступное оборудование и набор навыков сварщика, среди прочего, — все это факторы, влияющие на выбор наилучшего.
Когда вы стремитесь повысить производительность за счет более высоких скоростей наплавки, порошковая проволока часто является жизнеспособным вариантом. Эта проволока известна своими высокими эксплуатационными характеристиками и качеством сварки в различных отраслях промышленности, от общего производства и производства до строительства, морского строительства и судостроения.
Порошковая проволокаобладает уникальными сварочными характеристиками, а также требованиями, преимуществами и ограничениями. Их знание поможет вам определить, правильный ли это выбор.
Использование, типы и характеристики
Порошковая проволока бывает самозащитной и газозащитной, некоторые из которых предназначены для сварки во всех положениях (например, Американское сварочное общество [AWS] E71T-1C) или для плоских и горизонтальных приложений (E70T- 1С). Оба типа имеют газовую защиту и образуют шлак, который помогает защитить жидкий металл шва во время охлаждения, но этот шлак необходимо удалять после сварки и между проходами.
Эти проволоки доступны для различных основных материалов, включая низкоуглеродистую сталь, низколегированную сталь, нержавеющую сталь и никелевые сплавы. Для сварки стали они доступны с пределом прочности на разрыв 70 KSI для низкоуглеродистой стали, а также от 80 до 120 KSI и выше для сварки высокопрочной низколегированной стали.
Самозащитная порошковая проволока (FCAW-S) вырабатывает собственный защитный газ при возникновении дуги, устраняя необходимость во внешнем газовом баллоне и делая их пригодными для использования в портативных и удаленных устройствах.Эти проволоки, как правило, образуют немного более высокий уровень дыма и брызг, чем порошковые проволоки с защитным газом, но многие классификации предлагают хорошую ударную вязкость даже при более низких температурах.
Самозащитная порошковая проволока часто используется вместо электродов для дуговой сварки защищенным металлом (SMAW) в качестве средства повышения производительности, поскольку они имеют постоянную подачу и не требуют повторных простоев для переналадки. Обычно они доступны в диаметрах от 0,035 до 7/64 дюйма.
Обычно они доступны в диаметрах от 0,035 до 7/64 дюйма.
Порошковая проволока с защитным газом (FCAW-G) требует внешнего защитного газа, состоящего либо из 100% CO2, либо из смеси аргона и CO2.Они, как правило, более привлекательны для оператора, а это означает, что ими легче управлять и использовать для получения эстетичного сварного шва. Обычно они используются в магазине. При использовании снаружи проволоки FCAW-G может потребоваться барьер, либо палатка, либо какое-либо другое средство для защиты сварочной ванны, чтобы защитный газ не уносился.
Обычно доступны диаметром от 0,035 до 7/64 дюйма, эти проволоки можно использовать вместо сплошных проволок для повышения производительности за счет более высоких скоростей наплавки; Операторы сварки могут добавить больше сварочного металла к стыку за меньшее время, особенно при работе в нестандартном положении.
Проволока FCAW-G фунтов за фунт обычно дешевле, чем разновидности FCAW-S, которые содержат дополнительные материалы сердечника и легирующие элементы, но не требуют дополнительных затрат на защитный газ. Провода FCAW-S также имеют более низкий КПД, около 65 процентов по сравнению с FCAW-G, эффективность которого составляет от 75 до 85 процентов. Этот КПД также ниже, чем у сплошной проволоки, поскольку часть проволоки теряется в шлакообразующих агентах, которые выбрасываются в процессе сварки.Эти факторы следует учитывать при выборе процесса сварки.
Провода FCAW-S также имеют более низкий КПД, около 65 процентов по сравнению с FCAW-G, эффективность которого составляет от 75 до 85 процентов. Этот КПД также ниже, чем у сплошной проволоки, поскольку часть проволоки теряется в шлакообразующих агентах, которые выбрасываются в процессе сварки.Эти факторы следует учитывать при выборе процесса сварки.
Чтобы добиться наилучших результатов от порошковой проволоки, нужно не только правильно выбрать ее для работы, но и получить необходимое оборудование и обучить ее сварке. Для достижения наилучших результатов важно знать правильные параметры и методы сварки.
Оба типа проводов классифицируются по обозначениям удобства использования, определенным AWS — цифрам от 1 до 14 или буквам G или GS, которые указывают полярность провода и рабочие характеристики.
Защитные газы
Провода FCAW-G имеют разные требования к защитному газу, и каждый тип обеспечивает определенные характеристики. Провода с обозначением «C» в их классификации AWS — например, E70T-1C H8 — работают только с CO2. Для устройств с обозначением «M», таких как E71T-1M, требуется смесь защитного газа, состоящая из CO2 и аргона, обычно с балансом 75/25 процентов.
Провода с обозначением «C» в их классификации AWS — например, E70T-1C H8 — работают только с CO2. Для устройств с обозначением «M», таких как E71T-1M, требуется смесь защитного газа, состоящая из CO2 и аргона, обычно с балансом 75/25 процентов.
Некоторые провода считаются двухгазовыми и имеют обозначения «C / M», что позволяет использовать их с обоими типами газов.
При замене защитного газа следует соблюдать осторожность. Хотя проволока может работать с любым защитным газом, изменение газа считается существенным изменением, которое может потребовать новых процедур сварки и тестирования перед использованием.
Провода, работающие со 100-процентным CO2, обеспечивают большее проникновение сварного шва, но также имеют тенденцию создавать больше брызг, тогда как проволока для смешанных газов имеет меньше брызг и дыма, а также более гладкий внешний вид валика. Еще раз, стоит взвесить стоимость при выборе между двумя типами классификации и защитными газами.CO2 дешевле, но, вероятно, создаст сварной шов, который потребует больше времени и труда для удаления брызг. Напротив, смешанные газы более дороги, но сварные швы после завершения требуют меньше очистки.
Напротив, смешанные газы более дороги, но сварные швы после завершения требуют меньше очистки.
Требования к оборудованию
Чтобы добиться наилучших результатов от порошковой проволоки, необходимо не только правильно выбрать проволоку для работы, но и получить необходимое оборудование и обучить ее сварке. И FCAW-S, и FCAW-G работают со стандартным источником питания постоянного напряжения (CV), настроенным для прямой полярности (отрицательный электрод постоянного тока или DCEN) или обратной полярности (положительный электрод постоянного тока или DCEP), в зависимости от формулировка проволоки.
Распространенной ошибкой, допускаемой при настройке оборудования для работы FCAW-S, является выбор неправильной полярности источника сварочного тока. Хотя многие процессы сварки проволокой работают с использованием DCEP, большинство проволок FCAW-S предназначены для работы с DCEN. Всегда обращайтесь к рекомендациям производителя присадочного металла по эксплуатации.
Провода FCAW-S часто соединяются с механизмом подачи проволоки с датчиком напряжения. Сварщик может установить напряжение на источнике питания, но затем контролировать скорость подачи проволоки (и, следовательно, силу тока) на подающем устройстве.Эта функция полезна на крупных сайтах вакансий; меньшее количество поездок к источнику питания позволяет увеличить время сварки. В том случае, если сварщик изменяет расстояние от контактного наконечника до рабочей поверхности (CTWD), устройства подачи проволоки с измерением напряжения также могут помочь регулировать последующие изменения напряжения.
Сварщик может установить напряжение на источнике питания, но затем контролировать скорость подачи проволоки (и, следовательно, силу тока) на подающем устройстве.Эта функция полезна на крупных сайтах вакансий; меньшее количество поездок к источнику питания позволяет увеличить время сварки. В том случае, если сварщик изменяет расстояние от контактного наконечника до рабочей поверхности (CTWD), устройства подачи проволоки с измерением напряжения также могут помочь регулировать последующие изменения напряжения.
Для обоих типов проволоки требуются приводные ролики с V-образной насечкой в механизме подачи проволоки для обеспечения плавной подачи проволоки и стабильного качества сварки. Порошковая проволока мягче, чем сплошная проволока, и ее можно легко деформировать или раздавить при использовании неправильных приводных роликов.
Правильная техника
В процессе сварки сварщики должны использовать технику сопротивления. Хороший угол лобового сопротивления для плоского, горизонтального и верхнего положений составляет от 15 до 45 градусов. Для сварки вертикально вверх хорошо подойдет угол наклона пистолета от 5 до 15 градусов. Благодаря стабильной и достаточно высокой скорости движения сварочная ванна не опережает дугу, что может привести к включению шлака.
Для сварки вертикально вверх хорошо подойдет угол наклона пистолета от 5 до 15 градусов. Благодаря стабильной и достаточно высокой скорости движения сварочная ванна не опережает дугу, что может привести к включению шлака.
Для приложений, в которых компании стремятся повысить производительность за счет более высоких скоростей наплавки, порошковая проволока часто является жизнеспособным вариантом.Эти провода доступны в самозащищенном и газозащитном исполнении для использования в полевых условиях и в магазине.
Сварщики, использующие порошковую проволоку, должны обязательно использовать правильный вылет или удлинение электрода; самоэкранированные провода особенно чувствительны к этой переменной. В зависимости от диаметра и типа проволоки рекомендуемый производителем вылет может превышать 2 дюйма; проверьте требования для каждого провода.
Неправильный вылет может вызвать такие проблемы, как выгорание, отслеживание червяка, неполное покрытие шлака и затруднение удаления шлака.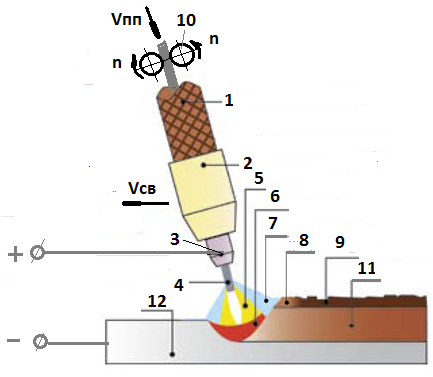 Вылет также имеет решающее значение, поскольку он обеспечивает уровень резистивного нагрева проволоки, который помогает увеличить скорость наплавки. Увеличение сопротивления позволяет меньшему току проходить через дугу, позволяя использовать более высокие скорости подачи проволоки и, таким образом, увеличивая скорость наплавки.
Вылет также имеет решающее значение, поскольку он обеспечивает уровень резистивного нагрева проволоки, который помогает увеличить скорость наплавки. Увеличение сопротивления позволяет меньшему току проходить через дугу, позволяя использовать более высокие скорости подачи проволоки и, таким образом, увеличивая скорость наплавки.
Требования к хранилищу
Как и любой присадочный металл, важно хранить провода FCAW-G и FCAW-S в чистом и сухом месте. Повреждение из-за влаги или других загрязнений может привести к плохому качеству сварки и, вероятно, к аннулированию гарантии на изделие.
Рекомендуется поддерживать такую же температуру в складском помещении, что и в зоне сварки. Перемещение проволоки из холодного помещения в более теплую сварочную камеру может вызвать конденсацию на ней. Эта конденсация может вызвать ржавчину проволоки и потенциально вызвать пористость и проблемы с подачей проволоки. Если поддержание одинаковой температуры в обоих пространствах невозможно, дайте проволоке адаптироваться к температуре сварочной ячейки в течение 24 часов перед сваркой.
Также важно хранить провода в их оригинальных вакуумных или герметичных упаковках до момента использования.Если проволока уже используется, удалите катушку из механизма подачи проволоки, поместите ее в пластиковый пакет и храните должным образом. Не забудьте удалить все провода внутри пистолета, если это оборудование не будет использоваться в течение длительного периода времени. Порошковая проволока, особенно во влажном климате, может заржаветь внутри горелки, что потребует снятия и замены всей футеровки сварочной горелки.
Последние соображения
Обучение играет ключевую роль при использовании любого типа присадочного металла.Сварщикам, впервые использующим порошковую проволоку, может потребоваться дополнительное обучение и / или сертификация для их конкретного применения, например, для перехода с электрода SMAW на проволоку FCAW-S для применения в строительстве.
Другой пример — преобразование провода FCAW-G в FCAW-S. Хотя обе проволоки известны как порошковые, они относятся к разным классификациям AWS, и это изменение может потребовать дополнительных испытаний и квалификации.
Всегда соблюдайте необходимые рабочие процедуры и рабочие параметры для данной области применения и порошковой проволоки.Сочетание правильной техники и эксплуатации может привести к повышению качества и производительности сварки, а также к сокращению дорогостоящих простоев.
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО и ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ. НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ЗА ПРОЦЕССОМ СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника.что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса нанесения порошковой порошковой проволоки в защитном газе, что в тех обычных сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки. Также реальность сварки заключается в том, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
Также реальность сварки заключается в том, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужная, ДОРОГАЯ доработка сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С КОНТРОЛЯМИ», МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И БЫТЬ СДЕЛАНО В МИРОВОМ МАГАЗИНЕ СВАРКИ.
Возможно, это отражение отсутствия опыта в области управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы с соблюдением норм качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, эти несколько сварочных цехов знают о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки легированных сплавов, к сварным деталям будет применяться по крайней мере высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об одном инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах из нержавеющей стали в SpaceX и многих других. годы и миллионы долларов потрачены впустую, когда Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для достижения результатов испытаний на разрушающие сварные швы из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом самую высокую энергию сварки в инертной атмосфере уникален тем, что также обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG — это также процесс сварки, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также исключает проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG для сварки качественных сталей и сплавов CODE необычайны, и столь же необычным является медленное реагирование мировой сварочной отрасли на существенные преимущества в отношении качества / стоимости, которые могут быть достигнуты.
Этот веб-сайт посвящен выявлению и устранению медленной эволюции сварочного цеха, а также общей нехватки средств управления процессом сварки и передового опыта в области сварки, который преобладает во всех отраслях промышленности, где используются обычные процессы дуговой сварки, такие как импульсная сварка MIG, GTAW. и газозащитный порошковый флюс.
2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, обеспечивает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельные, все позиции , используйте качественные сварные швы, которые не требуют доработки.
TIP TIG самый простой в использовании процесс позиционирования. Без дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG позволяет наплавку на 200–400% больше, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с увеличенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG — всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки при отсутствии проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс для заполнения, один процесс, позволяющий сваривать все металлы, от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.
____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс непосредственно в офисе и медленного развития процесса сварки, который преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная и др. и электроэнергетика.
Получение верфи военно-морского флота, которая обычно ежегодно тратит сотни миллионов на сверхбюджетную переделку сварных швов или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десять лет, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но вежливо предоставлю его здесь.И даже несмотря на широкое использование TIP TIG в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о возможностях полностью ручного и автоматизированного нанесения сварных швов и о потенциале этого важного процесса. В описании должностных обязанностей инженеров по сварке на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы они постоянно развивались в соответствии с процессами сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.
ИНЖЕНЕРНАЯ СВАРКА В США ПОЗВОЛИЛА КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовали пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою первоклассную ручную и автоматизированную сварку, которая будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, в их подразделениях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века наряду с устаревшими спецификациями сварных швов. процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям в процессе сварки, которые могут улучшить качество, производительность и стоимость сварки, они могут с таким же успехом закрыть двери своих сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите мой другой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварочные швы с порошковой сердцевиной в среде защитного газа имеют большое значение.
- Ежедневное качество сварки и производимая продукция часто мало меняются за шесть десятилетий.
- Отклонение сварного шва и ожидается доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется более одного процесса сварки.
- В офисах сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Обычно можно найти опытный сварщик, который «поиграет» со своим руководством . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, в которой есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти человека, который менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых сварных швов 1/14 MIG.
________________
Отсутствие права собственности на сварочный процесс в глобальном офисе является распространенным недостающим звеном
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения по сварке, легко найти ресурсы, которые они требуется для этого на этом сайте.Меня зовут Эмили Крэйг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов в течение более 40 с лишним лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную MIG-GTAW-Flux Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт является отдушиной, которая позволяет мне выразить свое разочарование и которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха, и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН НЕПЛАВНЫЙ АСПЕКТ ОБЩЕЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССОВ, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя сварочная реальность была такова, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварных швов AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварки.
В конце концов, когда менеджеры или инженеры понимают, что их дорогостоящий отдел контроля качества и сварочный персонал не обеспечивают эффективных решений процесса сварки для решения ежедневных проблем ручной или роботизированной сварки, менеджер может затем обратиться к более дорогостоящим решениям, например, к использованию большего количества сварщиков. , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплаты ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как на протяжении десятилетий ежедневно производятся посредственные сварные швы качество и производительность, а также создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
УПРАВЛЕНИЕ ПОЛУЧИЛО РЕШЕНИЕ РЕЗУЛЬТАТОВ RES ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения по сварке, ценности того, что на протяжении десятилетий известно лишь немногим менеджерам или инженерам, что является важным требованием: средства контроля процесса сварки — передовой опыт в области сварочных работ.При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с тех пор, как были внедрены процессы дуговой сварки, квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварочного шва. Опыт управления процессами и передовой практики, который позволяет организации последовательно достигать максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
ОБЯЗАТЕЛЬНО, ЭТО НЕ ТОЛЬКО ИНЖИНИРИНГ: Когда у инженеров, менеджеров или руководителей сварочного цеха есть проблема, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают в течение десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса почти для четырех тысяч североамериканских сотрудников отдела продаж сварочных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна из областей, которая всегда резко свидетельствует об отсутствии контроля за процессом сварки MIG и передового опыта сварки, который преобладает на большинстве мировых автомобильных и грузовых заводов, заключается в часто плохих, постоянно меняющихся данных сварки, которые К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварных швов в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не знает об опыте управления сварочным процессом, который требуется техническим специалистам и инженерам для достижения наилучшего качества и производительности роботизированной сварки.
На протяжении десятилетий большинство мировых производителей. и руководители предприятий не знали, что их инженеры или техники не обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен здесь.ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и супервизоры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботов контролировать требования к квалификации для владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса ручной сварки или ручной сварки, тот же самый менеджер также быть достаточно мудрым, чтобы гарантировать, что их специалист по контролю за процессом сварки получил ответственность за обучение всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению сварочным процессом, чтобы их мог представить любой, независимо от их опыта в сварке. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова «Должен иметь необходимый контроль сварочного процесса и опыт передовой практики сварки».
ЭТО БУДЕТ ШОКОНОВАТЬ МНОГО. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ОБЫЧНО ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что менеджеры, супервайзеры или инженеры не имеют контроля над процессом сварки и опыта передовой практики, и они часто создают группу сварщиков, команду, которой, по иронии судьбы, также не хватает такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще больше путаницы в процессе сварки, добавляемой к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно пройти один путь, необходимый для последовательной оптимизации процесса сварки вручную или роботом.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored и TIP TIG, ручное и роботизированное управление процессом сварки и передовая практика сварки, программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную поставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и защита, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «они всегда так поступали». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, который позволит сварочным мастерским использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. На этой странице вкратце обсуждаются подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная MIG, порошковая сварка и горячая проволока, а самые обширные в мире данные TIP представлены в TIP TIG раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 г. Однако мне хорошо известно, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель, руководитель или инженер сварочного цеха никогда не должен допускать такого отношения.
Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.THE АГРЕССИВНЫЙ ЭВОЛЮЦИЯ ПРОЦЕССА БЫСТРОЙ ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Мне хорошо известны причины, по которым «ИЗМЕНЕНИЯ» для многих сварочных цехов в конце концов трудно реализовать Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной отрасли Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмической, энергетической, нефтяной и оборонной отраслях, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже десять лет возглавляет Северную Америку.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА КОНСУЛЬТАЦИИ ПО ПРОДАЖЕ СВАРКИ, ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ МИГ-СВАРКИ, ЧТО БЫЛА СТАЛЬ И НЕРЖАВЕЮЩАЯ СТАЛЬ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в оборудовании для импульсной сварки MIG, которое используется для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стального или нержавеющего углового шва на стали толщиной> 5 мм, узнает о сварке MIG В режиме распыления, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или незначительной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом проводит 50% своего времени при низком фоновом токе, тогда неудивительно, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, называемого «Экспертиза в области контроля сварочного процесса».
В 1970 и 1980-х годах, используя дешевое оборудование CV MIG, я показывал сварочные мастерские, как выполнять сварку MIG короткого замыкания без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без брызг. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секундуЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГОЕ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, и сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 за 2500 долларов. Источник питания CV MIG и опыт управления процессом сварки MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100-200% меньше.Подумайте об экономии для сварочного цеха благодаря возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносной импульсный аппарат MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Однако я признаю, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
В течение многих десятилетий при сварке стали и сплавов обычная бесполезная электроника, используемая в импульсном оборудовании для MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и металлической порошковой проволоки, которая также использовалась в качестве костыля. те, кому не хватало опыта в области контроля сварочного процесса.
Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
ГАЗОЗАЩИТНАЯ ФЛЮСОВАЯ СЕРДКА: в 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что как GTAW, так и процесс с порошковой сердцевиной в защитном газе — плохой выбор для многих сварных швов нормального качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему любой сварочный цех выберет процесс сварки, такой как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыточный сварочный дым будут нормой.
ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫЕ МАГАЗИНЫ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.В то время как процессы импульсной сварки MIG, TIG на постоянном токе и сварки порошковой проволокой в среде защитного газа с 1960-х гг. Были ответственны за выполнение большинства ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
___________________-
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварной части с помощью простого в использовании процесса для сварки любых металлов, любых применений размер и сварка в любом положении. .
https://tiptigwelding.comКОГДА ТИП ТИГ В СЕВЕРНОЙ АМЕРИКЕ В 2009 ГОДУ И Я НАЧИНАЛ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ И МАГАЗИНОВ СВАРКИ В Северной Америке. КИТАЙ.
2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных от TIP TIG, преимуществ, изложенных на этой странице и особенно в моей комплексной программе TIP TIG, которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварки такова, что когда требуется максимально возможное качество на всех позициях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и затраты превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для обычных, качественных глобальных сварочных цехов. Обратите внимание: сравнение процессов сварки будет иметь большее значение, если те, кто заинтересованы в сравнении, имеют средства контроля процесса сварки и опыт передовой практики сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, обеспечивает идеальный процесс дуговой сварки? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
Десять основных требований к процессу сварки для достижения наилучшего возможного качества ручной сварки любых металлов в любых положениях.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заполняющих проходов для любых применений и металлов, и подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварки (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должны обеспечивать умеренные скорости наплавки во всех положениях, чтобы при производстве экономичных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и подаваемой энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварного шва и пористость.
- Не должен давать брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также лучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ МАГАЗИНЕ СВАРКИ.
УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ВСЕХ ПОЛОЖЕНИЯХКогда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение квалификации, что увеличивает затраты на сварку, а с помощью TIP TIG сварочный цех может производить на большинстве деталей> 2 мм минимальный нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными методами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнения процессов сварки полезно, если те, кто проводит сравнения процессов, в первую очередь, имеют средства управления процессом сварки и передовой опыт в области сварочных работ, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показанным в верхнем левом углу экранам качества сварки. и с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильное оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная MIG и порошковая порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои учебные программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этом промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за общей плохой практики сварки, используемой сварщиками. Поэтому, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если кто-то хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и собственника инженеров по сварке, а также отсутствия опыта в области контроля сварочного процесса, обычно всегда проводится обширная и ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за плохого качества сварки MIG роботов, и лишь немногие роботы на заводах достигнут оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки.
В 2020 году, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и тем не менее судостроительный завод;
- ИСПОЛЬЗУЮТСЯ ТРЕБУЕМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ УТВЕРЖДЕНЫ.
- ПРОЦЕДУРЫ СВАРКИ КВАЛИФИЦИРОВАННЫЕ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧНИКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО ДОЛЖНЫ УБЕДИТЬСЯ, ЧТО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ СТРОИТЕЛЬСТВА СУДНА.
- ТАК КАК ВЫ УГАДАЕТЕ, ПОЧЕМУ НИКОГДА НЕ ПРЕКРАЩАЕТСЯ ПРОБЛЕМЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?
___________
Для любого предприятия, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов обычно снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, два режима управления, сварка MIG и сварка порошковой проволокой, которые используются ежедневно для большинства Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами мало свидетельств того, что контроль процесса сварки и эволюция передовой практики сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза: любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями или почему большинство авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века.Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЕСТЬ СУЩЕСТВУЮЩИЕ ОПЫТЫ.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРНОЙ СВАРКЕ, ОБЛАДАЮТ ЭКСПЕРТИЗОМ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕТА 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки является обширным, а последствия дорогостоящего качества дуговой сварки и Проблемы производительности, которые ежедневно затрагивают большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны интересовать всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах управления процессом сварки и передовых методов сварки и передать их всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам брать на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на получение мула пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсной сварке MIG, порошковой сварке в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. С этими тремя сварочными процессами читатель найдет наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать один путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются при минимальных затратах на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.
ДЛЯ МЕНЯ В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, возникшие в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения об оборудовании импульсной MIG можно найти в разделе программ MIG.
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО МНОГИЕ МАГАЗИНЫ СВАРКИ УЗНАЛИЛИ ДЕСЯТИЛЕТИЯ НЕИСПРАВНОСТЕЙ СВАРОЧНОГО ОБОРУДОВАНИЯ ДЛЯ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ ОТСУТСТВИЯ ПРОЦЕССА СВАРКИ, ВЫПОЛНЯЕМОГО ЭКСПЕРТАМИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, зачем им нужно оборудование для импульсной MIG сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местные торговые представители. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, покупка оборудования для импульсной MIG должна снизиться особенно когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет жизни, то в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что логично, чтобы лица, ответственные за решения о сварке роботом MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, необходимых для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И ЦЕХОВ СВАРКИ BS:
В Северной Америке доступно сорок с лишним газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix — это просто результат яркого воображения руководителя отдела маркетинга или продаж газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG.