ГОСТ 5264-80. ОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры (42384)
ГОСТ 5264-80
УДК 621.791.75.052:006.354 Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Постановлением Государственного комитета СССр по стандартам от 03.05.90 № 1079 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу №5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (Октябрь .) с Изменением № 1, утвержденным в январе . (ИУС 4-89)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
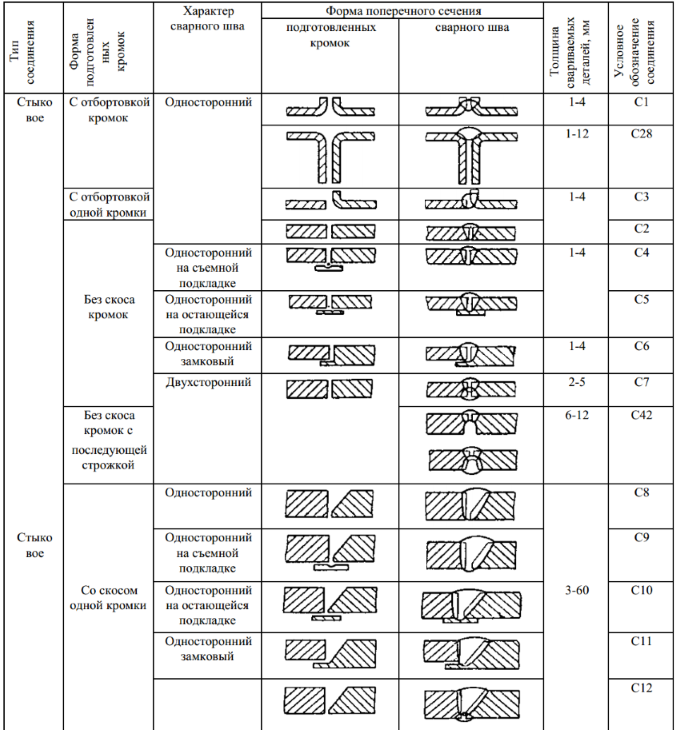
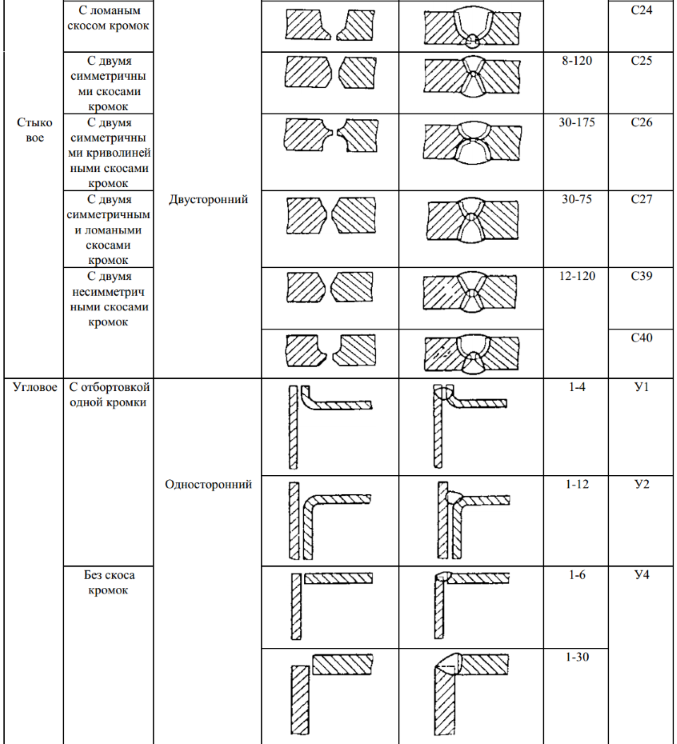
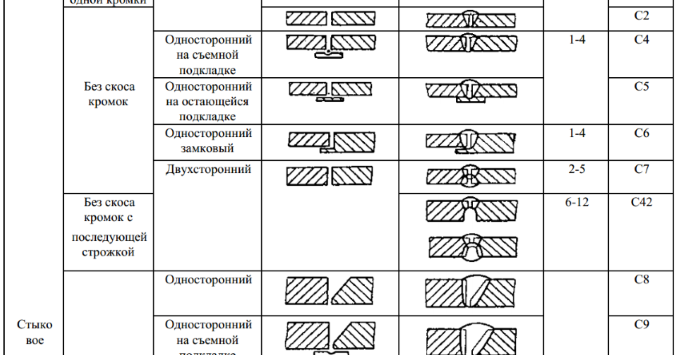
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 54.
Таблица 1
|
Тип соединения |
Форма подготовлен ных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение соединения |
|
|
подготовленных кромок |
сварного шва |
|||||
|
Стыко вое |
С отбортовкой кромок |
Односторонний |
1-4 |
С1 |
||
|
1-12 |
С28 |
|||||
С отбортовкой одной кромки |
1-4 |
С3 |
||||
|
С2 |
||||||
|
Односторонний на съемной подкладке |
1-4 |
С4 |
||||
|
Без скоса кромок |
|
С5 |
||||
|
Односторонний замковый |
1-4 |
С6 |
||||
|
Двухсторонний |
2-5 |
С7 |
||||
|
Без скоса кромок с |
6-12 |
С42 |
||||
|
последующей строжкой |
||||||
|
Односторонний |
С8 |
|||||
|
Стыко вое |
Односторонний на съемной подкладке |
С9 |
||||
|
Со скосом одной кромки |
Односторонний на остающейся подкладке |
3-60 |
C10 |
|||
|
Односторонний замковый |
C11 |
|||||
|
C12 |
||||||
|
С криволиней ным скосом одной кромки |
15-100 |
C13 |
||||
|
С ломаным скосом одной кромки |
Двухсторонний |
C14 |
||||
|
С двумя симметричными скосами одной кромки |
8-100 |
C15 |
||||
|
С двумя симметричными криволиней ными скосами одной кромки |
30-120 |
C16 |
||||
|
С двумя симметричны ми скосами одной кромки |
12-100 |
C43 |
||||
|
Со скосом кромок |
Односторонний |
3-60 |
С17 |
|||
|
Односторонний на съемной подкладке |
С18 |
|||||
|
Стыко вое |
Со скосом кромок |
Односторонний на остающейся подкладке |
6-100 |
С19 |
||
|
Односторонний замковый |
3-60 |
С20 |
||||
|
С21 |
||||||
|
Со скосом кромок |
8-40 |
С45 |
||||
|
с последующей строжкой |
||||||
|
С криволиней ным скосом кромок |
Двусторонний |
15-100 |
С23 |
|||
|
С ломаным скосом кромок |
С24 |
|||||
|
С двумя симметричны ми скосами кромок |
8-120 |
С25 |
||||
|
Стыко вое |
С двумя симметричны ми криволиней |
30-175 |
С26 |
|||
|
С двумя симметричными ломаными скосами кромок |
Двусторонний |
30-75 |
С27 |
|||
|
С двумя несимметрич ными скосами кромок |
12-120 |
С39 |
||||
|
С40 |
||||||
|
Угловое |
С отбортовкой одной кромки |
1-4 |
У1 |
|||
|
Односторонний |
1-12 |
У2 |
||||
|
Без скоса кромок |
1-6 |
У4 |
||||
|
1-30 |
||||||
|
Угловое |
Двусторонний |
2-8 |
У5 |
|||
|
2-30 |
||||||
|
Со скосом одной кромки |
Односторонний |
3-60 |
У6 |
|||
|
Двусторонний |
У7 |
|||||
|
Угловое |
С двумя симметричными скосами одной кромки |
Двусторонний |
8-100 |
У8 |
||
|
Со скосом кромок |
Односторонний |
3-60 |
У9 |
|||
|
Двусторонний |
У10 |
|||||
|
Без скоса кромок |
Односторонний |
2-40 |
Т1 |
|||
|
Двусторонний |
Т3 |
|||||
|
Тавровое |
Со скосом одной кромки |
Односторонний |
3-60 |
Т6 |
||
|
Т7 |
||||||
|
С криволиней ным скосом одной кромки |
15-100 |
Т2 |
||||
|
С двумя симметричны ми скосами одной кромки |
Двусторонний |
8-100 |
Т8 |
|||
|
12-100 |
Т9 |
|||||
|
С двумя симметричны ми криволинейными скосами одной кромки |
30-120 |
Т5 |
||||
|
Нахлес точное |
Без скоса кромок |
Односторонний |
2-60 |
Н1 |
||
|
Двусторонний |
Н2 |
Таблица 2
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s |
b |
R |
i |
e, не более |
||
|
подготавливаемых кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
С1 |
От 1 до 2 |
0 |
+0,5 |
От s до 2s |
От s до 3s |
2s + 3 |
||
|
Св. 2 до 4 |
+1,0 |

__________
* Размер для справок
Таблица 3
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s |
R |
e, не более |
g |
||
|
подготавливаемых кромок свариваемых деталей |
сварного шва |
Номин |
Пред. |
||||
|
С28 |
От 1 до 2 |
От s до 2s |
3s +2 |
+1 |
|||
|
Св. 2 до 6 |
2s + 3 |
0 |
|||||
|
Св. 6 до 9 |
+2 |
||||||
|
Св. 9 до 12 |
2s + 4 |
+3 |
 откл.
откл.Таблица 4
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s |
b |
R |
i |
e, не более |
||
|
подготавливаемых кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
С3 |
От 1 до 2 |
0 |
+0,5 |
От s до 2s |
От s до 3s |
2s + 3 |
||
|
Св. 2 до 4 |
+1,0 |
Ручная дуговая сварка ГОСТ 5264-80: технические требования, применение
28.08.2014
Одним из основополагающих нормативных документов, регламентирующих процесс осуществления ручной дуговой сварки, является ГОСТ 5264-80. Документ введен в практику в 1980 году и содержит в себе требования, касающиеся правил ведения работ, необходимость в которых возникает в различных хозяйственных сферах. Государственный стандарт нормирует типы, конструкцию и размеры сварных соединений, которые могут использоваться при проведении сварных работ.
Государственный стандарт нормирует типы, конструкцию и размеры сварных соединений, которые могут использоваться при проведении сварных работ.
Сварка по ГОСТу 5264-80
Ведение сварочных работ с использование электродуговой сварки осуществляется с учетом требований ГОСТа 5264-80, установленных и действующих в отношении выполнения данного типа соединений. Нормативы являются обязательными для выполнения работ по соединению стальных конструкций, а также элементов и деталей, в изготовлении которых применены никелевые и железоникелевые сплавы. Не регламентируются по ГОСТу 5264-80 сварные швы, необходимые для соединения стальных труб при монтаже трубопроводов, но в отношении выполнения которых разработана и действует иная нормативная документация.
Технические требования ГОСТа 5264-80
Утвержденные нормативы ГОСТа 5264-80 скачать можно в формате таблицы. Ее содержание отражает следующие ключевые моменты:
1.Схемы-изображения сварных соединений, допустимых данным стандартом
2. Параметры осуществления соединения
Параметры осуществления соединения
3.Допустимые размеры швов
Выполнение работ по электродуговой сварке в соответствии с указанными нормативами позволяет добиться качества и надежности шовного соединения. Это, в свою очередь, гарантирует обеспечение долгосрочного и безопасного использования сварных металлоконструкций.
Применение сварки ГОСТ 5264-80
Необходимость своего применения государственный стандарт ГОСТ 5264-80 находит в строительстве и машиностроении. Но, вместе с тем, он активно применяется и в других сферах промышленности. Основные преимущества использования электродуговой сварки, выполненной в соответствии с установленными нормативами, состоят в следующем:
- невысокий уровень затрат на использование в сравнении с альтернативными способами ведения сварочных работ
- удобство и оперативность проведения сварочных работ
- высокий уровень надежности креплений элементов сварных металлоконструкций
- герметичность сварного шва
Качество результата использования электродуговой сварки гарантируется только при условии четкого соблюдения технологических норм, закрепленных ГОСТом. Нарушение стандартов становится причиной нарушения целостности готовых металлоконструкций и их обрушения.
Нарушение стандартов становится причиной нарушения целостности готовых металлоконструкций и их обрушения.
Page 2 | Разработка конструкции и технологии производства сварного изделия
Страница 2 из 10
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Сварка как технологический процесс получения неразъемных соединений находит широкое применение в машиностроении. Наибольшее распространение получила электродуговая сварка: ручная — металлическими электродами с обмазкой; автоматическая под слоем флюса; автоматическая, полу автоматическая ручная в среде защитных газов.
Перед сваркой соединяемые детали взаимно ориентируют в соответствии с чертежом сварного изделия, фиксируют при необходимости в приспособлениях и зону стыка деталей заполняют расплавленным металлом (электрода с частичным расплавлением кромок деталей). Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом.
На виды сварки, конструктивные элементы сварных швов и подготовки кромок для них действуют государственные стандарты:
- ГОСТ 5264—80. Ручная дуговая сварка. Соединения сварные.
- ГОСТ 8713—79. Сварка под флюсом. Соединения сварные.
- ГОСТ 14771—76. Дуговая сварка в защитном газе. Сварные соединения.
- ГОСТ 16037—80. Соединения сварных стальных трубопроводов.
- ГОСТ 14806—80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Кроме стандартов на соединения стыковые и под прямыми углами, имеются стандарты на сварные соединения под острыми и тупыми углами (ГОСТ 11534—75, ГОСТ 11533—75, ГОСТ 23518—79).
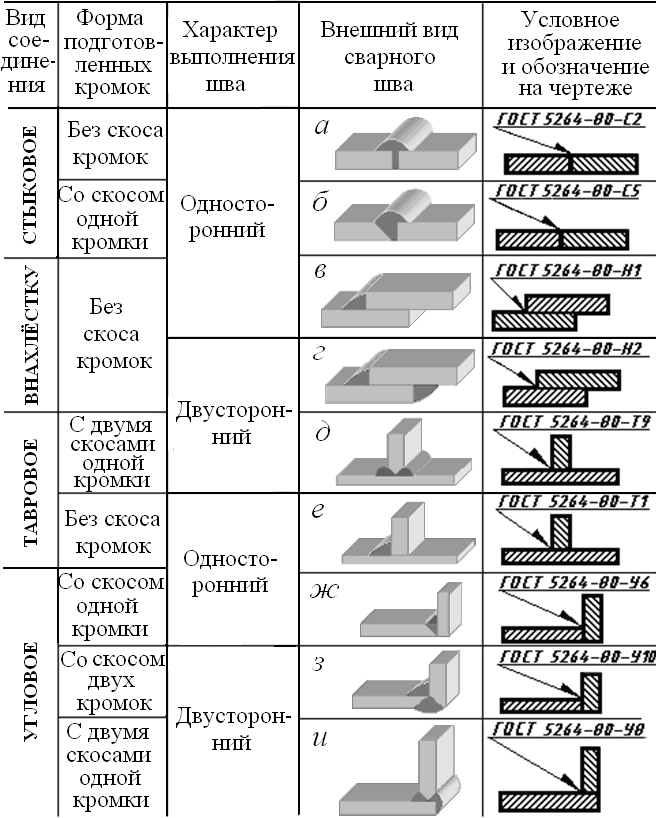
По взаимному расположению деталей соединения бывают стыковые (С1…С26), угловые, (У1…У10), тавровые (Т1…Т5) и внахлестку (Н1, Н2). По форме подготовленных кромок соединения могут быть без скоса кромок (C2, C7, У4, Т1, Н1, Н2 и др.), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8. ..С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
..С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
Для обеспечения сквозного проплавления и получения сварного шва по всей толщине соединяемых деталей, их кромки должны быть подготовлены под сварку. Основные виды подготовки кромок и обозначение их конструктивных элементов изображены на рис. 1.
Отбортовку кромок (рис. 1,а) применяют для деталей малой толщины s и обычно для сварки неплавящимся электродом без присадочного материала. Формирование шва происходит за счет оплавления кромок.
При толщине деталей более 3 мм применяют прямолинейные односторонние скосы одной в или двух г кромок, двухсторонние — одной или двух д кромок, а также криволинейные скосы е. Скосы выполняют механической обработкой (точением, фрезерованием, строганием), скалыванием под углом на специальных ножницах, кислородной, плазменной резкой и другими способами.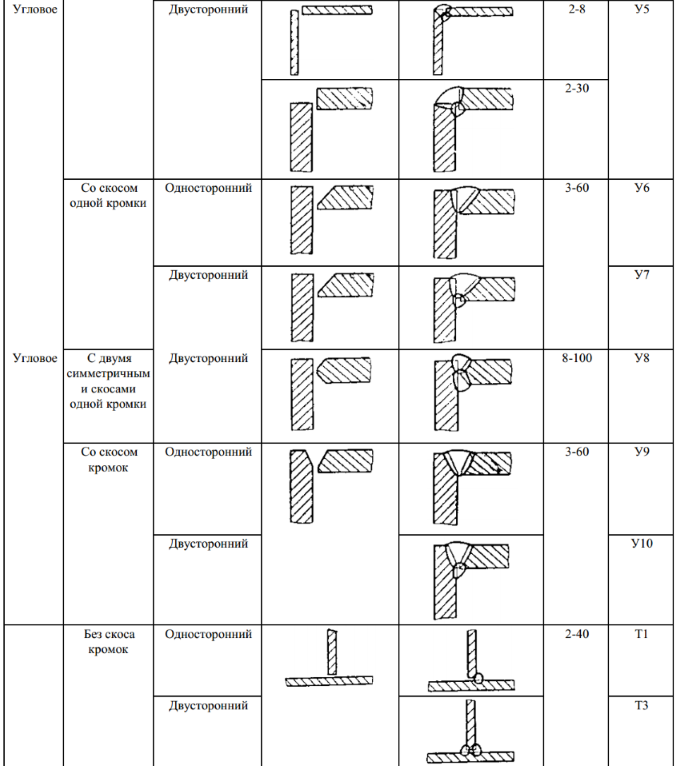
При малой толщине деталей (до 4…12 мм в зависимости от типа соединения и вида сварки) ее можно осуществить без скоса кромок б.
Чертежи деталей проектируют так, чтобы обеспечить требуемые зазоры b между деталями, величину притупления и угол скоса a. Зазор b составляет 0 + 0,5, 0 ± 1 и мм при толщине деталей s соответственно до 2; 4 и более мм.
Притупление t кромок назначают от 1 ± 1 до мм (большее притупление соответствует большей толщине s ).
Угол α скоса кромок зависит от способа сварки, вида скоса кромок и типа сварного соединения:
- для ручной электродуговой сварки при прямолинейном скосе одной кромки,α = = 45° ± 2°, двух — 25° ± 2°, а при криволинейном скосе — 20° ± 2° и 12° ± 2°;
- для автоматической сварки под флюсом, α = 30° ± 5° и 10° ± 2° при прямолинейном и криволинейном скосах кромок в случае стыковых и угловых соединений, тавровые соединения требуют большего угла, который равен соответственно 50° ± 5° и 20° ± 2°;
- для сварки в среде защитных газов α == 40° ± 2° и 20° ± 2° при прямолинейном скосе одной и двух» кромок» — в случае криволинейного скоса α = 12° ± 2°.


Детали при стыковом соединении должны иметь одинаковую толщину. Допустимая разность толщины при сварке
Рис. 1. Виды подготовки кромок под сварку: а — с отбортовкой кромок; б, и, к — без скоса кромок; в—со скосом одной кромки; г — со скосом двух кромок; д — с двухсторонним скосом двух кромок; е — с криволинейным скосом кромок; ж —с использованием остающейся или съемной подкладки; з — с замковым расположением деталей; л — дополнительным скосом для устранения влияния разной толщины
составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (рис. 1, л).
При угловом соединении допускается не делать скос кромок, а формирование шва производить за счет смещения деталей на величину h (рис. 1, и, к). Смещение может быть менее 0,5 s или более 0,5 s при толщине деталей до 6 и 30 мм соответственно.
Выбор типа соединения и способа подготовки кромок зависит от условий его работы, толщины соединяемых деталей, конфигурации изделия и условий сварки. Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это обстоятельство особенно может проявиться при автоматической сварке.
Для защиты обратной стороны шва от вытекания металла могут быть использованы ниже перечисленные приемы.
Замок, т. е. перекрытие одной детали другой (рис. 1, з). Перекрытие деталей b2 составляет 8 … 20 мм, а зазор в замке z = 0 +0,5 мм. Способ эффективен, но дорогой.
Остающаяся стальная подкладка (рис. 1, ж), толщина которой t1> достигает 0,5 толщины детали, но не менее 3 мм, ширина b1 = 10… 30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5… 1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра. Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Съемная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и ее удаляют после сварки (С9, С18).
Предварительная ручная подварка корня шва (С12, С13, С21, С23, У5, У10, Т2) является трудоемкой, ее применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой.
Заделка зазора асбестовой набивкой или флюсовой подушкой.
Сварные соединения можно выполнять автоматической, полуавтоматической или ручной сваркой. Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
Автоматическая и полуавтоматическая сварка обладает большой производительностью, обеспечивает высокое качество и надежность соединения, не требует высокой квалификации сварщика, дает наибольший эффект в серийном и массовом производстве, а также при соединении толстостенных деталей. Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Форма сварных швов после сварки видна в табл. 1. Так, ширина зоны расплавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называемое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами.
Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности.
Конструктор при проектировании сварных изделий на чертеже указывает способ сварки, тип сварного соединения, конструктивные элементы швов и разделки кромок, марку электрода или проволоки, способ контроля, допустимые дефекты.
Чертежи сварных изделий оформляют как чертежи сборочных единиц, т. е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
Условное обозначение шва производят на полке линии-выноски или под полкой, если линия-выноска проведена от оборотной стороны основного шва. Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, а высота знаков равна высоте цифр и букв, входящих в обозначение. Элементы условного обозначения и вспомогательные знаки располагают в следующей последовательности (см. рис. 2).
1. Сварной шов, выполняемый при монтаже, обозначают знаком в точке пересечения линии-выноски и полки (рис. 2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2. Номер ГОСТа на способ сварки и вид сварного соединения.
3. Условное буквенно-цифровое обозначение сварного соединения по стандарту.
4. Условное буквенное обозначение способа сварки по соответствующему стандарту (на чертежах допускается не указывать). Приняты следующие обозначения способов сварки: Р — ручная, АФ — автоматическая под флюсом на весу, АФф — автоматическая под флюсом на флюсовой подушке, АФо —автоматическая под флюсом на остающейся подкладке. АФм — автоматическая под флюсам на медной подкладке,
Рис. 2. Пример обозначения сварных швов: a — сварной шов по замкнутому контуру. Соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771 — 76, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Ra не более 12,5 мкм. Обозначение указано от лицевой стороны; б — сварной шов, выполняемый при монтаже.
Соединение тавровое Т1 без скоса кромок по ГОСТ 5264 — 80. Сварка ручная дуговая. Высота катета шва 5 мм. Шов прерывистый с шагом 100 мм, при длине проваренного участка 50 мм. Обозначение указано от оборотной стороны шва; в — сварное соединение С9 по ГОСТ 5264—80, выполняемое ручной электродуговой сваркой с последующей зачисткой наплывов и неровностей до плавного перехода к основному металлу.
АФк — автоматическая под флюсом с (предварительной подваркой корня шва, АФш — автоматическая под флюсом с предварительной подваркой шва; ПФ, ПФо, ПФш — то же, что и выше, но полуавтоматическая сварка; ИН — электродуговая сварка в инертных газах без присадочного металла, ИНп— в инертных газах с присадочным металлом, ИП — в инертных газах и их смесях с углекислым газом плавящимся электродом, УП — в углекислом газе плавящимся электродом; ШЭ — электрошлаковая проволочным электродом и т. д.
5. Знак в виде прямоугольного треугольника и размер катета шва для угловых, тавровых и соединений внахлестку (см. рис. 2,6).
рис. 2,6).
6. Для прерывистого шва указывают в мм длину провариваемого участка и шаг. Их значения разделяют наклонной линией под углом 60° в случае цепного расположения швов или специальным знаком для шахматного расположения (см. рис. 2, б).
7. Вспомогательные знаки, которые могут означать: усиление шва снять (см. рис. 2, а), наплывы и неровности шва обработать с плавным переходом к основному металлу (см. рис. 2, в). Здесь же указывают требуемую шероховатость. (Более подробно см. ГОСТ 2.312—72).
При наличии одинаковых швов им присваивают один порядковый номер, условное обозначение выполняют только для одного шва, с указанием порядкового номера на линии-вынооке. Для остальных швов на полке вместо обозначения указывают только порядковый номер данной группы одинаковых швов.
Если на чертеже все швы одинаковы, допускается их обозначать только линиями-выносками, а в технические требования чертежа записывать все сведения о способе сварки и элементах сварных соединений.
Марку электрода или присадочного материала с указанием стандарта указывают в технических требованиях чертежа.
С этим файлом связано 1 файл(ов). Среди них: ТР ТС 032 И ПБ 03-584-03.docx. Показать все связанные файлы Подборка по базе: Плазменная сварка.docx, Ракетный полк Иркутского ракетного соединения приступил к несени, Контрольная работа Соединения.pdf, Позвонки и их соединения.ppt, Лазерная сварка.ppt, Отчёт ЛР№4 Изучение закона Ома и последовательного соединения пр, Азотсодержащие гетероциклические соединения.docx, Кислородсод орган соединения..docx, Выбор схем РУ ВН, составление схем соединения.pdf, Реферат по химии_особенности химии магния и возможности использо ГОСТ 5264-80 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ МКС 25.160.40 ОКП 06 0200 0000 Дата введения 1981-07-01 Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009). 1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
| ||||||
 Welding joints. Main types, design elements and dimensions
Welding joints. Main types, design elements and dimensions  2-54.
2-54.Швы сварных соединений (ручная электродуговая сварка по ГОСТ
Швы сварных соединений. Ручная электродуговая сварка (выдержки из ГОСТ 5264—69)
[c.263]
Ручная электродуговая сварка (выдержки из ГОСТ 5264—69)
[c.263]Сущность способов, технология процесса сварки, применяемая аппаратура, инструменты и приспособления см. в специальной литературе. Швы сварных соединений (ручная электродуговая сварка), их классификацию и конструктивные элементы см. ГОСТ 5264-58. Методы контроля качества сварных соединений см. ГОСТ 3242-54. [c.230]
Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы при электрошлако-вой сварке — ГОСТ 15164—69 при ручной электродуговой сварке в защитных газах — ГОСТ 14771—69 и т. п. [c.399]
Формы кромок, размеры зазоров при сборке сварных соединений, а также выводных планок должны соответствовать ГОСТ 5264—80 ( Швы сварных соединений. Ручная электродуговая сварка ), а в конструкциях из стали класса С60/45 —в соответствии со специальными указаниями в чертежах КМД. [c.132]
[c.132]
ГОСТ 5264—58 Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы [c.394]
ГОСТ 11534—65 Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы (под острым и тупым углами) [c.70]
Приведенные в этом ГОСТе условные обозначения распространяются на швы сварных соединений, выполняемых электродуговой сваркой (ручной, автоматической и полуавтоматической под флюсом), газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.295]
Примеры обозначения сварных швов рисунок 13.41, а — шов углового соединения, без скоса кромки, односторонний, выполняемый электродуговой сваркой с катетом шва 5 мм рисунок 13.41, б — сварное соединение цилиндрической детали с пластиной. В этом соединении шов односторонний без скоса кромок выполнен по замкнутому контуру (знак О) газовой сваркой (буква Г ) с катетом шва 3 мм.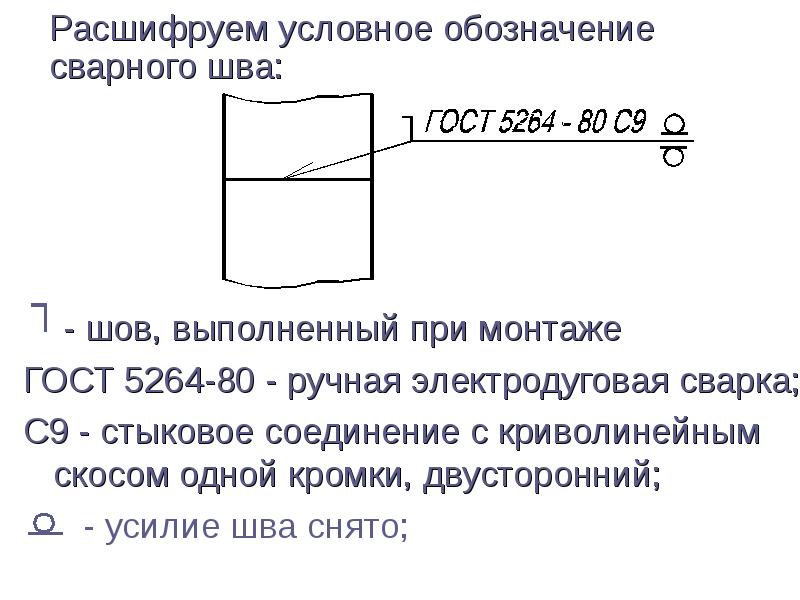 ГОСТ 5264—80 определяет типы швов сварных соединений деталей из углеродистых сталей, вьшолнен-ных ручной электродуговой сваркой.
[c.228]
ГОСТ 5264—80 определяет типы швов сварных соединений деталей из углеродистых сталей, вьшолнен-ных ручной электродуговой сваркой.
[c.228]
Виды сварных соединений. В зависимости от взаимного расположения свариваемых элементов различают следующие виды сварных соединений стыковые, нахлесточные, тавровые и угловые. Основные типы швов сварных соединений, выполненных ручной электродуговой сваркой, даны в табл. 3.1 (ГОСТ 5264—69). [c.269]
Основные типы и конструктивные элементы швов сварных соединений, выполненные ручной электродуговой сваркой, приведены в ГОСТе 5264—58. Этот стандарт распространяется на швы сварных соединений конструкций из углеродистых и низколегированных сталей, свариваемых металлическим электродом, при толщине свариваемого металла до 60 мм. [c.295]
II. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов, содержащее буквенное обозначение вида сварного соединения и цифровое обозначение типа шва.
 Например, для ручной электродуговой сварки по ГОСТ 5264—69 стыковые соединения имеют обозначения С1.. . С25 угловые — У1. . . У10 тавровые — Т1.. . Т11 нахлесточные — Н1. . . НЗ.
[c.399]
Например, для ручной электродуговой сварки по ГОСТ 5264—69 стыковые соединения имеют обозначения С1.. . С25 угловые — У1. . . У10 тавровые — Т1.. . Т11 нахлесточные — Н1. . . НЗ.
[c.399]При сборке конструкций под сварку зазоры между свариваемыми деталями необходимо обеспечивать для всех типов сварных соединений н швов для ручной электродуговой сварки по ГОСТ 5264—i69 и для автоматической и полуавтоматической сварки под флюсом — по ГОСТ 8713—58, для сварки в среде углекислого газа и порошковой проволокой — по данным Технологической инструкции на полуавтоматическую сварку в среде углекислого газа металлоконструкций грузоподъемных машин , 693—ТИ. [c.156]
При ручной электродуговой сварке основными видами сварных соединений являются стыковые, угловые, тавровые и соединения внахлестку. Конструктивные элементы подготовки кромок под сварку для этих соединений, а также допуски на их размеры, согласно ГОСТ 5264-58, приведы в табл. 1, 2, 3 и 4. [c.245]
[c.245]
ГОСТ 5263-58 устанавливает условные обозначения швов сварных соединений, выполняемых электродуговой (ручной, автоматической и полуавтоматической под флюсом), газовой и контактной сваркой и сваркой в среде защитных газов. [c.275]
Общее количество типов сварных швов значительно больше, нем указано на фиг. 52 и в табл. 6. Так, например, ГОСТ 5264— 58 на швы соединений, сваренных ручной электродуговой сваркой, предусматривает 39, а ГОСТ 8713—58 на швы, сваренные под флюсом, — 45 типов швов. [c.99]
В чертежах сварных соединений (ГОСТ 2.312—68) предусматриваются для обозначения сварки следующие буквы Э — электро-дуговая, Г — газовая, Кт — контактная, 3 — в среде защитных газов, Ш—электрошлаковая. Уз — ультразвуковая, Тр — трением, X — холодная, Пз —дуговая плазменная, Эл —электронно-лучевая, Дф — диффузионная, Лз — лазером, Вз — взрывом, И — индукционная, Гп —газопрессовая, Тм — термитная, Р — ручная, П — полуавтоматическая, А — автоматическая.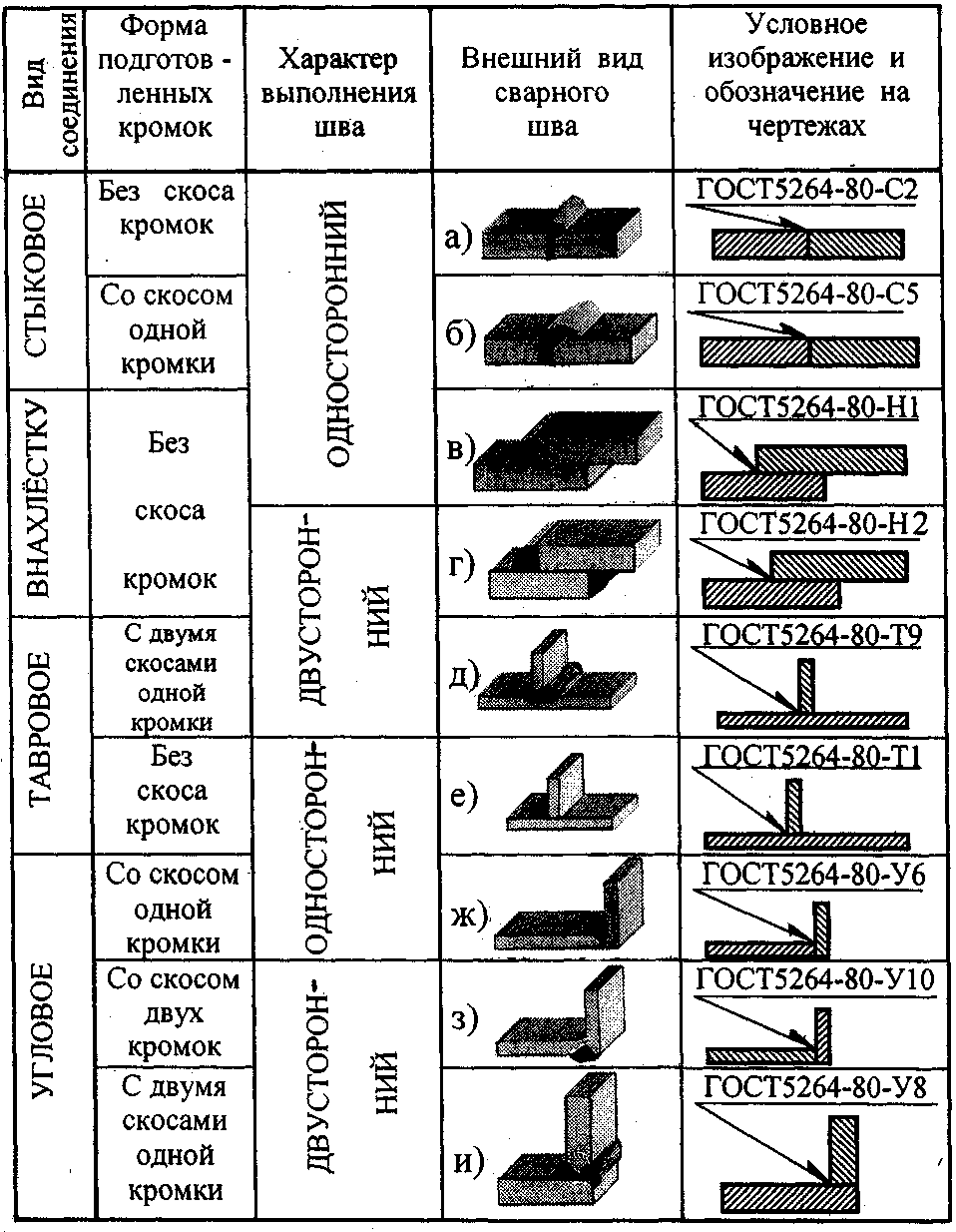 Если на данной детали все сварные соединения выполняют только одним видом сварки, то это должно быть оговорено в технических условиях. Сварные швы, выполняемые электродуговой сваркой, в технических условиях не оговариваются.
[c.84]
Если на данной детали все сварные соединения выполняют только одним видом сварки, то это должно быть оговорено в технических условиях. Сварные швы, выполняемые электродуговой сваркой, в технических условиях не оговариваются.
[c.84]
Типы, конструктивные элементы, размеры и обозначения монометаллических стальных сварных соединений стандартизованы для ручной электродуговой сварки (Р) — по ГОСТ 5264—69 для автоматической (А) и полуавтоматической (П) электродуговой сварки под флюсом — по ГОСТ 8713—70 для электродуговой сварки в защитных газах (3)—по ГОСТ 14771—76 для электрошлаковой сварки (Ш) —по ГОСТ 15164—78. [c.196]
Виды сварных соединений и швов, выполняемых ручной электродуговой сваркой покрытыми электродами (по ГОСТу 5264-Т 0) [c.181]
Конструктивные элементы подготовленных кромок сварных соединений и швов выполняемых ручной электродуговой сваркой покрытыми электродами (по ГОСТу 5264—60). (Размеры в мм). [c.190]
[c.190]
На фиг. 22 приведены некоторые типовые разделки кромок в стык при автоматической электродуговой сварке под флюсом и ручной дуговой сварке металлическими электродами, рекомендуемые ГОСТ 5264—58 и 8713—58. Указанные соединения находят применение в конструкциях резервуаров, корпусов и других деталях из листового проката. Типовые разделки соединения в стык для сварных стыков трубопроводов, роторов, диафрагм и других турбинных узлов приведены в соответствующих главах, посвященных рассматриваемым деталям. [c.52]
Условные обозначения сварных соединений. Независимо от масштаба изображения обозначение сварных швов наносят во всех случаях по ГОСТ 5263—58, предусматривающему сварные соединения, выполняемые автоматической, ручной электродуговой, газовой и контактной сваркой. При выполнении сварных соединений другим способом, отличающимся от указанных в стандарте, на чертежах необходимо давать дополнительные указания. [c.13]
Кроме сварных соединений стыковых, угловых и тавровых (под углом 90°) в аппаратах встречаются соединения под острым или тупым углами. Конструкция таких соединений также стандартизована для ручной электродуговой сваркн — по ГОСТ 11534—75, для автоматической и полуавтоматической электродуговой сварки — по ГОСТ 11533—75.
[c.201]
Конструкция таких соединений также стандартизована для ручной электродуговой сваркн — по ГОСТ 11534—75, для автоматической и полуавтоматической электродуговой сварки — по ГОСТ 11533—75.
[c.201]
Размеры UJBOB, их форма и подготовка кромок под сварку должны отвечать требованиям ГОСТ 5264-56 Швы сварных соединений. Ручная электродуговая сварка. Конструктивные элементы . [c.65]
Требования к сборке деталей под электродуговую сварку регламентируются следующими стандартами на основные типы и конструктивные элементы швов сварных соединений ГОСТ 5264—69 — ручная электродуговая сварка ГОСТ 11534—65 — ручная электродуговая сварка (под острым и тупым углом) ГОСТ 8713—70 — автоматическая и полуавтоматическая сварка под флюсом ГОСТ 11533—65 автоматическая и полуавтоматическая сварка под флюсом (под острым и тупым углом) ГОСТ 14771—69 — электродуговая сварка в защитных газах ГОСТ 15164—69 — электрошлаковая сварка ГОСТ 14776—69 — швы сварных соединений электрозаклепоч-ные ГОСТ 16037—70 — швы сварных соединений стальных трубопроводов ГОСТ 14806—69 — дуговая сварка алюминия и алюминиевых сплавов ГОСТ 16098—70 соединения из двухслойной коррозионной стали. [c.123]
[c.123]
Основные типы и конструктивные элементы швов сварных соединений, выполняемых ручной электродуговой сваркой, устанавливаются по ГОСТ 5264—69, выполняемых полуавтоматической или автоматической сваркой под флюсом — по ГОСТ 8713—70. Швы сварных соединений под острым и тупым углом при ручной дуговой сварке устанавливают по ГОСТ 115Й— 75, при автоматической и полуавтоматической — по ГОСТ 11533—75 и ГОСТ 11533—65. Основные типы и конструктивные элементы соединений, выполняемых контактной электросваркой, определяются ГОСТ 15878—70. [c.328]
Кроме того, для ручной электродуговой сварки могут быть использованы электроды ЦЛ-11 и ЦЛ-9 с материалом стержня электрода соответственно Св-07Х19Н10Б и Св-07Х25Н13. Оба типа электрода обеспечивают стойкость металла шва против межкристаллитной коррозии при контроле по методам АМ и АМУ (ГОСТ 6032 75) без провоцирующего нагрева. Сварные соединения, полученные электродами ЦЛ-11 и ЦЛ-9, имеют соответственно следующие механические свойства (не менее) 0в==55О и 600 МПа, 6=22 и 25%, Он = = 80 и 70 Дж/м2 [199]. [c.84]
[c.84]
Аустенитно-ферритные стали можно сваривать как ручной и механизированной электродуговой сваркой, так и другими способами сварки (электроннолучевой, электрошлаковой), плазменнодуговой и др.). Предпочтительнее способы сварки с невысокими погонными энергиями. Техника и режимы сварки аустенитно-ферритных сталей не отличаются от общепринятых для всего класса нержавеющих сталей. При выборе видов швов сварных соединений рекомендуется руководствоваться ГОСТ 5264—69, ГОСТ 8713—70, ГОСТ 14771—69, ОСТ 26-291—71 и стандартами предприятий. Подготовка кромок под все виды сварки производится механическим способом, чтобы исключить возникновение зон термического влияни,я (ЗТВ), снижающих регламентированные свойства сварных соединений. Сварочные материалы, применяемые для сварки аустенитно-ферритных сталей, приведены в табл. [c.285]
Гост 5264-80. ручная дуговая сварка. соединения
Скачать гост 5264-80. ручная дуговая сварка. соединения djvu
соединения djvu
Main types, design elements and dimensions. Ограничение срока действия снято по протоколу N Межгосударственного совета по стандартизации, метрологии и сертификации ИУС N Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ Основные типы сварных соединений должны соответствовать указанным в табл.
Конструктивные элементы и их размеры должны соответствовать указанным в табл. С двумя симметричными криволинейными скосами одной кромки. ГОСТ Ручная дуговая сварка.
Основные типы, конструктивные элементы и размеры с Изменением N 1 Название документа: Основные типы, конструктивные элементы и размеры с Изменением N 1 Номер документа: Стандартинформ, год Дата принятия: Таблица 3 Размеры, мм Условное обозначение сварного соединения Конструктивные элементы , не более подготовленных кромок свариваемых деталей сварного шва Номин.
Таблица 5 Размеры, мм Условное обозначение сварного соединения Конструктивные элементы , не более подготовленных кромок свариваемых деталей сварного шва Номин.
Основные типы сварных соединений должны соответствовать указанным в табл. Конструктивные элементы и их размеры должны соответствовать указанным в табл. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва черт.
При разности в толщине свариваемых деталей свыше значений, указанных в табл.
djvu, djvu, djvu, djvuПохожее:
ГОСТ 5264-80 / Auremo
.
ГОСТ 5264-80
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СВАРНЫЕ СОЕДИНЕНИЯ
Основные типы, элементы конструкции и размеры
Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 Дата введения установлена с 01.07.81
Ограничение ответственности Протоколом № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИиК № 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ(ноябрь 2009 г.) с поправкой № 1, утвержденной в январе 1989 г. (IUS 4–89), Дополнение (стандарт ICS 9–2009).
1. Настоящий стандарт устанавливает основные типы, элементы конструкции и размеры сварных соединений сталей и железоникелевых сплавов и на никелевой основе, выполняемые ручной дуговой сваркой.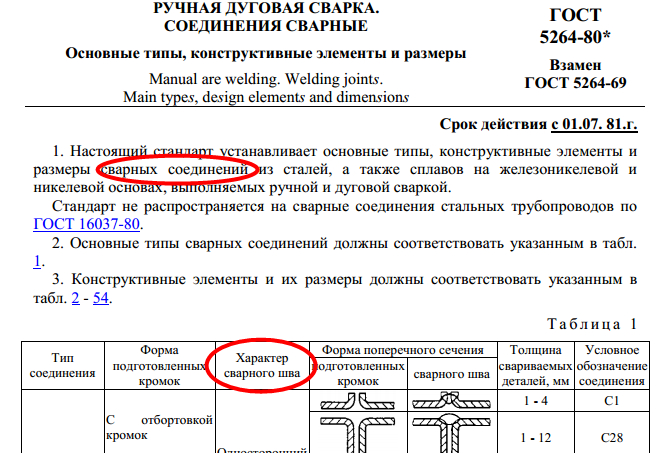
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны быть такими, как указано в табл.1.
3. Конструкционные элементы и их размеры должны быть такими, как указано в табл.2–54.
Таблица 1
| Тип подключения | Форма подготовлена кромок | Характер шва | Форма поперечного сечения | Толщина сварочного вращателя — разрабатываемых деталей, мм | Условное обозначение — включение США ция | |
| подготовленные кромки | сварка | |||||
| стык | С фланцами | Односторонний | 1-4 | C1 | ||
| 1−12 | C28 | |||||
| С отбортовкой по одной кромке | 1-4 | Sz | ||||
| Фаска | S2 | |||||
| Односторонняя съемная накладка | 1-4 | C4 | ||||
| Односторонний в остальной облицовке | C5 | |||||
| Блокировка односторонняя | 1-4 | S6 | ||||
| Двусторонний | 2−5 | C7 | ||||
| Фаска с последующей строжкой | 6−12 | С42 | ||||
| со скосом | Односторонний | 3−60 | C8 | |||
| Односторонняя съемная накладка | C9 | |||||
| Односторонний в остальной облицовке | C10 | |||||
| Односторонняя блокировка | C11 | |||||
| Двусторонний | C12 | |||||
| Изогнутый скос | 15−100 | C13 | ||||
| С скошенной кромкой | C14 | |||||
| С двумя симметричными фасками одна кромка | 8−100 | C15 | ||||
| С двумя симметричными криволинейными скосами одна кромка | 30−120 | C16 | ||||
| С двумя асимметричными скосами одна кромка | 12−100 | С43 | ||||
| Скошенные кромки | Односторонний | 3−60 | C17 | |||
| Съемная односторонняя накладка | C18 | |||||
| Односторонний в остальной облицовке | 6−100 | C19 | ||||
| Односторонняя блокировка | 3−60 | C20 | ||||
| Двусторонний | C21 | |||||
| Скошенные кромки с последующей строжкой | 8-40 | C45 | ||||
| Изогнутая скошенная кромка | 15−100 | C23 | ||||
| С скошенными кромками | C24 | |||||
| С двумя симметричными скошенными кромками | 8−120 | C25 | ||||
| С двумя симметрично закругленными кромками со скосом | 30−175 | С26 | ||||
| С двумя симметричными скошенными кромками | 30−175 | С27 | ||||
| С двумя асимметричными скосами кромок | 12−120 | C39 | ||||
| C40 | ||||||
| Уголок | С одной кромкой отбортовки | Односторонний | 1-4 | U1 | ||
| 1−12 | U2 | |||||
| Фаска | 1-6 | Я4 | ||||
| 1−30 | ||||||
| Двусторонний | 2-8 | V5 | ||||
| 2−30 | ||||||
| Со скосом | Односторонний | 3−60 | Y6 | |||
| Двусторонний | U7 | |||||
| С двумя симметричными фасками одна кромка | 8−100 | U8 | ||||
| Скошенные кромки | Односторонний | 3−60 | U9 | |||
| Двусторонний | U10 | |||||
| T — | Фаска | Односторонний | 2-40 | T1 | ||
| Двусторонний | T3 | |||||
| со скосом | Односторонний | 3−60 | T6 | |||
| Двусторонний | T7 | |||||
| Изогнутый скос | 15−100 | T2 | ||||
| Симметричный с двумя скосами на одну кромку | 8−100 | T8 | ||||
| 12−100 | T9 | |||||
| С двумя симметричными изогнутыми скосами одна кромка | 30−120 | T5 | ||||
| Круг | Фаска | Односторонний | 2-60 | h2 | ||
| Двусторонний | h3 | |||||
Таблица 2
Габаритные размеры, мм
______________
* Размер для справки.
Таблица 3
Размеры, мм
| Обозначение сварного шва | Конструкционные элементы | не более | |||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | ||||
| C28 | от 1 до 2 | От до | 0 | +1 | |||
| SV.2 по 6 | |||||||
| SV. С 6 по 9 | +2 | ||||||
| SV. С 9 по 12 | +3 | ||||||
Таблица 4
Габаритные размеры, мм
_____________
* Размер для справки.
Таблица 5
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | не подробнее | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| S2 | от 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ± 0,5 | ||
| SV. От 1,5 до 3,0 | 1 | ± 1,0 | 7 | 1,5 | ± 1,0 | |||
| SV. От 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 6
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | , | не более | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | ||||
| C4 | от 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ± 0,5 | ||
| SV. От 1,5 до 3,0 | 1 | ± 1,0 | 7 | 6 | 1,5 | ± 1,0 | |||
| SV. От 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | |||||
Таблица 7
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | , | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| C5 | от 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ± 0,5 | ||
SV. От 1,5 до 3,0 От 1,5 до 3,0 | 1 | ± 1,0 | 7 | 1,5 | ± 1,0 | |||
| SV. От 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 8
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | , | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| S6 | от 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ± 0,5 | ||
| SV. От 1,5 до 3,0 | 1 | ± 1,0 | 7 | 1,5 | ± 1,0 | |||
SV. От 3,0 до 4,0 От 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 9
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | , | ± 1 | ||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | ||||
| C7 | 2 | 2 | ± 1,0 | 8 | 1,5 | ||
| SV. 2 по 4 | 9 | ||||||
| SV. С 4 по 5 | +1,5 А 1.0 | 10 | 2,0 | ||||
Таблица 10
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | | | , | , | ||
| подготовленные кромки сварные детали | сварной | ||||||
| С42 | от 6 до 8 | 4 | 7 | 10 | 12 | ||
SV. С 8 по 10 С 8 по 10 | 6 | 9 | 12 | 14 | |||
| SV. С 10 по 12 | 8 | 11 | 14 | 16 | |||
Таблица 11
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | ||
| C8 | от 3 до 5 | 8 | ± 2 | 0,5 | +1,5 -0,5 | ||
| SV. 5 по 8 | 12 | ||||||
| SV. С 8 по 11 | 16 | ||||||
| SV. С 11 по 14 | 20 | ||||||
SV. С 14 по 17 С 14 по 17 | 24 | ± 3 | +2,0 -0,5 | ||||
| SV.17-20 | 28 | ||||||
| SV. С 20 по 24 | 32 | ||||||
| SV. С 24 по 28 | 35 | ||||||
| SV. С 28 по 32 | 38 | ||||||
| SV. 32 по 36 | 41 | ||||||
| SV. 36 по 40 | 44 | ||||||
| SV. От 40 до 44 | 49 | ± 4 | |||||
| SV. 44 по 48 | 53 | ||||||
| SV.48 к 52 | 56 | ||||||
| SV. 52 по 56 | 60 | ||||||
| SV. 56 к 60 | 64 | ||||||
ГОСТ 5264-80 — [PDF-документ]
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка.Сварочные соединения. Основные типы, элементы конструкции и размеры
. , Ручная дуговая сварка.Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,.. , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
. , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,.. , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
. , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,.. , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
. , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,.. , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
Русский ГОСТ | Официальная нормативная библиотека — ГОСТ 5264-69
Товар включен в следующие классификаторы:
Правила сварки » Сварочные работы »
Национальные стандарты для сомов »
Последнее издание »
V Металлы и изделия из них »
V0 Общие правила и положения по металлургии »
V05 Сварка и резка металлов. Пайка, клепка »
Пайка, клепка »
Документ заменен на:
ГОСТ 5264-80: Ручные сварочные. Сварочные соединения. Основные типы, элементы конструкции и размеры
В качестве замены:
ГОСТ 5264-58 — Швы сварных соединений. Ручная дуговая сварка. Основные типы и конструктивные элементы
Ссылка на документ:
ГОСТ 11379-80 — Насосы динамические для сточных жидкостей. Общие технические условия
ГОСТ 19740-74 — Насосы центробежные вертикальные
.ГОСТ 20259-74 — Емкости универсальные.Общие технические требования
ГОСТ 5.403-70 — Ковши сталеплавильные. Требования к качеству сертифицированной продукции
ГОСТ 6899-75 — Тали и тележки ручные. Общие технические условия
ОСТ 26-01-151-82 — Сосуды и аппараты стальные сварные для низкотемпературной сепарации газов. Технические требования, правила приемки и методы испытаний.
ОСТ 34 001-73 — Оборудование подъемное. Требования к материалам
ОСТ 34 002-73 — Машины и оборудование общего назначения.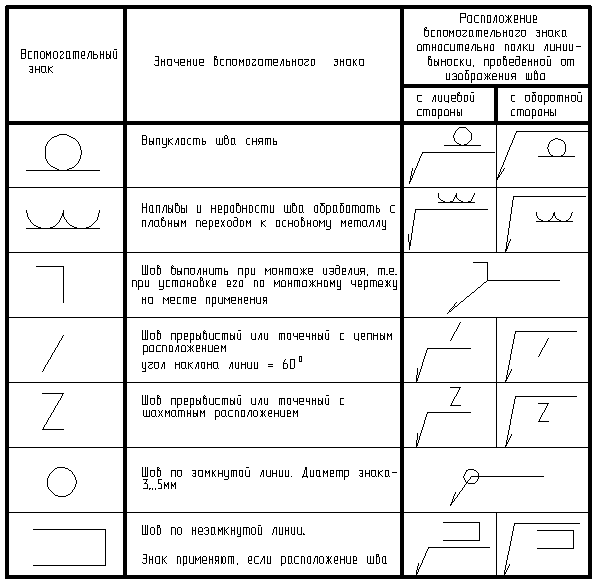 Требования к материалам
Требования к материалам
ОСТ 34 022-74 — Автомобили мобильные. Общие технические условия
ОСТ 34 023-74 — Лебедки специальные электрические козловые крюковые. Параметры и размеры. Технические требования
РТМ 108.020.26-77 — Турбины паровые, газовые и гидравлические. Основные положения по контролю качества сварных соединений
РТМ 24.250.27-75 — Котлы паровые стационарные. Металлургический завод. Сборки каркасные и сварные. Типы и основные размеры
СН 471-75 — Инструкция по креплению технологического оборудования фундаментными болтами
.СНиП III-18-75: Металлоконструкции.Положение о выполнении и приемке работ.
ВСН 01-76 / Минцветмет СССР: Инструкция по устройству и устройству буронабивных свай в многолетнемерзлых грунтах Норильского района
ТУ 35-1385-81 — Здания железные пролетные с верхом 18,2 — 33,6 м
Клиентов, которые просматривали этот товар, также просматривали:
|
 Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
Требования к устройству и эксплуатации взрывоопасного и химически опасного производства Термины и определения
Термины и определения Методы контроля и тестирования
Методы контроля и тестированияЗАКАЗАТЬ ПРОСТО!
RussianGost.com — ведущая компания в отрасли со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ проверку и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
(PDF) Влияние объема наплавленного металла шва на срок службы вертикального стального резервуара на Севере
Г.С. Аммосов и др. / Процедуры структурной целостности 20 (2019) 306–309 307
Доступно на сайте www.sciencedirect.com
ScienceDirect
Процедуры структурной целостности 00 (2018) 000–000
ww.elsevier.com/locate/procedia
2452-3216 © 2019 Автор (ы). Опубликовано Elsevier BV
Экспертная оценка под руководством организаторов ILEE-2019
1-я Международная конференция по целостности и сроку службы в экстремальных условиях (ILEE-2019)
Влияние объема наплавленного металла шва на срок службы
вертикального стального резервуара на Севере
г. Аммосова С. *, Шевченко М.П. Лебедева
Аммосова С. *, Шевченко М.П. Лебедева
abV.P. Институт физико-технических проблем Севера СО РАН, ул. Октябрьская, 1, Якутск 677890, Россия
Реферат
Структурная и механическая неоднородность сварных соединений, конструктивные и технологические дефекты, остаточные сварочные напряжения и
деформации. В технологических процессах строительства и ремонта распространены сварочные вертикальные стальные
резервуары. Следовательно, проблема повышения эксплуатационной прочности сварных соединений является актуальной.В данной статье описаны ключевые этапы структурообразования металла зоны термического влияния при сварке низколегированных сталей, используемых для изготовления резервуаров
, в диапазоне допустимых скоростей охлаждения в диапазоне температур от 600 до 500 ° С. На основании анализа
диаграмм превращений при непрерывном охлаждении и использования выражения для нахождения объема наплавленного металла при сварке
в диапазоне допустимых скоростей охлаждения была рассчитана площадь наплавленного металла. Значения твердости получены с использованием диаграмм преобразования непрерывного охлаждения
Значения твердости получены с использованием диаграмм преобразования непрерывного охлаждения
для конкретных марок стали. Установлено, что прочностные характеристики
изменяются в зависимости от объема наплавленного металла шва. Приведены графики, позволяющие определить механические свойства
металла зоны термического влияния по площади наплавленного металла. Форма сварного шва определяется по площади
— оптимальной скорости охлаждения, которая обеспечивает приемлемую хладостойкость и прочность металла зоны термического влияния.
Впоследствии объем наплавленного металла шва может существенно повлиять на срок службы резервуаров с учетом концентраторов напряжений
.
© 2019 Автор (ы). Опубликовано Elsevier B.V.
Рецензирование под руководством организаторов ILEE-2019
Ключевые слова: производство резервуаров; сварка; зона термического влияния; механические свойства; сварной участок; объем наплавленного металла шва; охлаждение; шов
месторождение
* Корреспондент. Тел .: + 7-914-226-8991;
Тел .: + 7-914-226-8991;
Адрес электронной почты: [email protected]
Доступно на сайте www.sciencedirect.com
ScienceDirect
Процедуры структурной целостности 00 (2018) 000–000
ww.elsevier.com/locate/procedia
2452-3216 © 2019 Автор (ы). Опубликовано Elsevier BV
Экспертная оценка под руководством организаторов ILEE-2019
1-я Международная конференция по целостности и сроку службы в экстремальных условиях (ILEE-2019)
Влияние объема наплавленного металла шва на срок службы
вертикального стального резервуара на Севере
г.Аммосова С. *, Шевченко М.П. Лебедева
abV.P. Институт физико-технических проблем Севера СО РАН, ул. Октябрьская, 1, Якутск 677890, Россия
Реферат
Структурная и механическая неоднородность сварных соединений, конструктивные и технологические дефекты, остаточные сварочные напряжения и
деформации. В технологических процессах строительства и ремонта распространены сварочные вертикальные стальные
резервуары. Следовательно, проблема повышения эксплуатационной прочности сварных соединений является актуальной.В данной статье описаны ключевые этапы структурообразования металла зоны термического влияния при сварке низколегированных сталей, используемых для изготовления резервуаров
Следовательно, проблема повышения эксплуатационной прочности сварных соединений является актуальной.В данной статье описаны ключевые этапы структурообразования металла зоны термического влияния при сварке низколегированных сталей, используемых для изготовления резервуаров
, в диапазоне допустимых скоростей охлаждения в диапазоне температур от 600 до 500 ° С. На основании анализа
диаграмм превращений при непрерывном охлаждении и использования выражения для нахождения объема наплавленного металла при сварке
в диапазоне допустимых скоростей охлаждения была рассчитана площадь наплавленного металла.Значения твердости получены с использованием диаграмм преобразования непрерывного охлаждения
для конкретных марок стали. Установлено, что прочностные характеристики
изменяются в зависимости от объема наплавленного металла шва. Приведены графики, позволяющие определить механические свойства
металла зоны термического влияния по площади наплавленного металла. Форма сварного шва определяется по площади
Форма сварного шва определяется по площади
— оптимальной скорости охлаждения, которая обеспечивает приемлемую хладостойкость и прочность металла зоны термического влияния.
Впоследствии объем наплавленного металла шва может существенно повлиять на срок службы резервуаров с учетом концентраторов напряжений
.
© 2019 Автор (ы). Опубликовано Elsevier B.V.
Рецензирование под руководством организаторов ILEE-2019
Ключевые слова: производство резервуаров; сварка; зона термического влияния; механические свойства; сварной участок; объем наплавленного металла шва; охлаждение; шов
месторождение
* Корреспондент.Тел .: + 7-914-226-8991;
Электронный адрес: [email protected]
2 Аммосов Г.С., Лебедев / Structural Integrity Procedure 00 (2019) 000–000
1. Введение
Для строительства резервуаров для хранения нефти и нефтепродуктов используются различные материалы. Однако резервуары
, собранные из стальных листов, которые составляют основную часть конструкции, образующей оболочку, являются наиболее распространенными в России
. Изготовление вертикальных стальных резервуаров (ВСТ) связано с большим объемом сварки.
Изготовление вертикальных стальных резервуаров (ВСТ) связано с большим объемом сварки.
Стальные сварные конструкции, как правило, являются ответственными сооружениями и контролируются Ростехнадзором (Федеральная служба по экологическому, технологическому и атомному надзору России
). Их изготовление и эксплуатация
регламентированы нормативно-технической документацией.
Согласно требованиям стандартов конструктивные элементы сварных соединений и швов резервуаров должны быть
надежно сплошными и соответствовать основному металлу по стандартным механическим свойствам металла шва: текучесть
напряжения, временное сопротивление, относительное удлинение, ударная вязкость.
Тем не менее, в большинстве случаев разрушение происходит по шву или в зоне термического влияния (ЗТВ), где
технологические и конструкционные концентраторы напряжений из-за низкой хладостойкости материала и возникновения
усталости появляются трещины в сварных соединениях с различными дефектами, что показали Розенштейн И. М. (1995), Аммосов
М. (1995), Аммосов
А.П. и др. (2008), Аммосов Г.С. и др. (2017). Основными процессами, определяющими высокую эксплуатационную прочность и хладостойкость
сварных соединений в ВСТ, являются структурные преобразования в ЗТВ, которые участвуют в формировании механических свойств
и их напряженно-деформированного состояния.
2. Методы исследования
Структура формируется в ЗТВ сварных соединений всей стали при сварке за счет разложения недогретого аустенита
. В процессе интенсивного нагрева сварочной дугой, прилегающей к сварному шву, участок металла ЗТВ
подвергается полной аустенизации. Для оценки структурных превращений переохлажденного аустенита,
при моделировании циклов термической сварки построены диаграммы непрерывного охлаждения превращения (CCT), и
аустенит подвергается ферритно-перлитному, ферритно-перлитно-бейнитному, феррито-бейнитному, бейнитно-мартенситному типу. мартенситные
превращений в зависимости от интенсивности охлаждения стали.
Существенные изменения в структуре металла зоны термического влияния при сварке низколегированной стали
связаны с резкими изменениями объема. В процессе структурных преобразований формируются механические свойства металла
зон сварного соединения. Эти факторы определяют напряженно-деформированное состояние сварных соединений резервуара
и его эксплуатационную прочность. Поэтому в этих процессах решающее значение имеют скорость охлаждения металла шва и, в первую очередь,
тепловложения при сварке.
Для сталей, используемых при строительстве резервуаров в Республике Саха (Якутия) по работам Аммосова
А.П. и др. (2008), Аммосов Г.С. и др. (2017), диаграммы ККТ или диаграмма аниотермического распада аустенита
исследованы и построены Довженко В.А. и другие. (1984), Аммосов А.П. и др. (1993), Захарова И.В. и другие.
(2001), Seyffarth P. et al. (1983), а диапазоны допустимых скоростей охлаждения (6/5) были определены в диапазоне температур
, равном 600. .. 500 ° C или длительность охлаждения (τ8 / 5) от 800 до 500 ° C зоны термического влияния в ЗТВ
.. 500 ° C или длительность охлаждения (τ8 / 5) от 800 до 500 ° C зоны термического влияния в ЗТВ
сварных соединений.
Объем наплавленного металла шва в изделиях, сваренных ручной дуговой сваркой (MAW), автоматической дуговой сваркой под флюсом —
дуговой сваркой (ASF) и полуавтоматической дуговой сваркой (SAAW), определяется из условия обеспечения оптимально допустимого значения
. скорость охлаждения металла ЗТВ, соответствующая диаграмме CCT конкретной стали и
, обеспечивающая требуемую хладостойкость и прочность сварных соединений резервуаров.
Расчетная зависимость определения объема наплавленного металла шва при сварке была получена
Аммосов А.П. и др. (2004):
(1)
где — площадь поперечного сечения наплавленного металла шва в заданном сварной шов; — плотность металла шва
; — эффективный коэффициент теплоотдачи; — напряжение дуги; — вес наплавленного металла на
ампер в час; 6 / 5 — зависимость скорости охлаждения в диапазоне температур от 600 до 500 ° C.
Законы Беларуси | Официальная нормативная библиотека — ПНАЭ G-10-031-92
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Нормативно-правовые акты » Нормативные документы контролирующих органов » Нормативные документы Госатомнадзора России »
Правила сварки » Сварочные работы »
Правила сварки » Дефекты »
Правила сварки » Сборочные устройства »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Сварочные работы » Наплавка »
Правила сварки » Сварочные работы » Удаление пыли »
Технический надзор »
Раздел II. Государственное регулирование безопасности при использовании атомной энергии »
II. Нормативные правовые и иные акты Федеральной службы по экологическому, технологическому и атомному надзору »
2. Атомные электростанции »
Руководства по безопасности »
Государственное регулирование безопасности при использовании атомной энергии »
II. Нормативные правовые и иные акты Федеральной службы по экологическому, технологическому и атомному надзору »
2. Атомные электростанции »
Руководства по безопасности »
ПромЭксперт » РАЗДЕЛ IV. ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ » III Ядерная и радиационная безопасность » 3 Атомные станции »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.10 Сварочные процессы »
Классификатор ISO » 27 ЭНЕРГЕТИКА И ОТОПИТЕЛЬНЫЕ ТЕХНОЛОГИИ » 27.120 Атомная энергетика » 27.120.20 Атомные электростанции. Безопасность »
Ссылки на документы:
ГОСТ 10052-75 — Электроды с металлическим покрытием для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
Типы
ГОСТ 10157-79 — Аргон газообразный и жидкий. Технические характеристики
ГОСТ 11534-75 — Сварка ручная дуговая. Острые и затупленные сварные швы. Основные типы, элементы конструкции и размеры
ГОСТ 12.3.003-86 — Система стандартов безопасности труда Электросварочные работы. Требования безопасности
ГОСТ 14771-76 — Дуговая сварка в защитных газах. Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 16037-80 — Соединения сварные стальных трубопроводов. Основные типы, элементы конструкции и размеры
ГОСТ 19903-74 — Листы стальные горячекатаные.Размеры
ГОСТ 2246-70 — Проволока стальная сварочная. Технические характеристики
ГОСТ 23949-80 — Технические условия на электроды сварочные неплавящиеся вольфрамовые.
ГОСТ 26271-84 — Порошковая проволока для сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 5264-80: Ручные сварочные. Сварочные соединения. Основные типы, элементы конструкции и размеры
Основные типы, элементы конструкции и размеры
ГОСТ 5583-78 — Кислород газообразный технический и медицинский
.ГОСТ 8050-85 — Углекислый газ,
.ГОСТ 8713-79 — Сварка под флюсом.Сварные соединения. Элементы дизайна и размеры Maih
ГОСТ 9087-81 — Флюсы плавленые сварочные
.ГОСТ 9467-75 — Электроды с металлическим покрытием для ручной дуговой сварки конструкционных и жаропрочных сталей. Типы
ПНАЭ Г-7-003-87: Сертификационные требования к сварщикам оборудования и трубопроводов для атомных электростанций
ПНАЭ Г-7-009-89: Оборудование и трубопроводы ядерных энергетических установок. Сварка и наплавка, общие положения
ГОСТ 9466-75 — Электроды металлические покрытые для ручной дуговой сварки сталей и наплавки.Классификация и общие характеристики
ППБ-05-86 — Правила пожарной безопасности при производстве строительно-монтажных работ
Ссылка на документ:
ОСТ 108.004.10-86 — Программа контроля качества продукции атомной энергетики.
РД 11-08-2008 — Типовая программа проверок при государственном надзоре за сооружением объектов использования атомной энергии
Клиентов, которые просматривали этот товар, также просматривали:
|
 Общие технические условия
Общие технические условия Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды Методы контроля и тестирования
Методы контроля и тестированияЗАКАЗАТЬ ПРОСТО!
BelarusLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ проверку и редактирование приобретенных вами продуктов.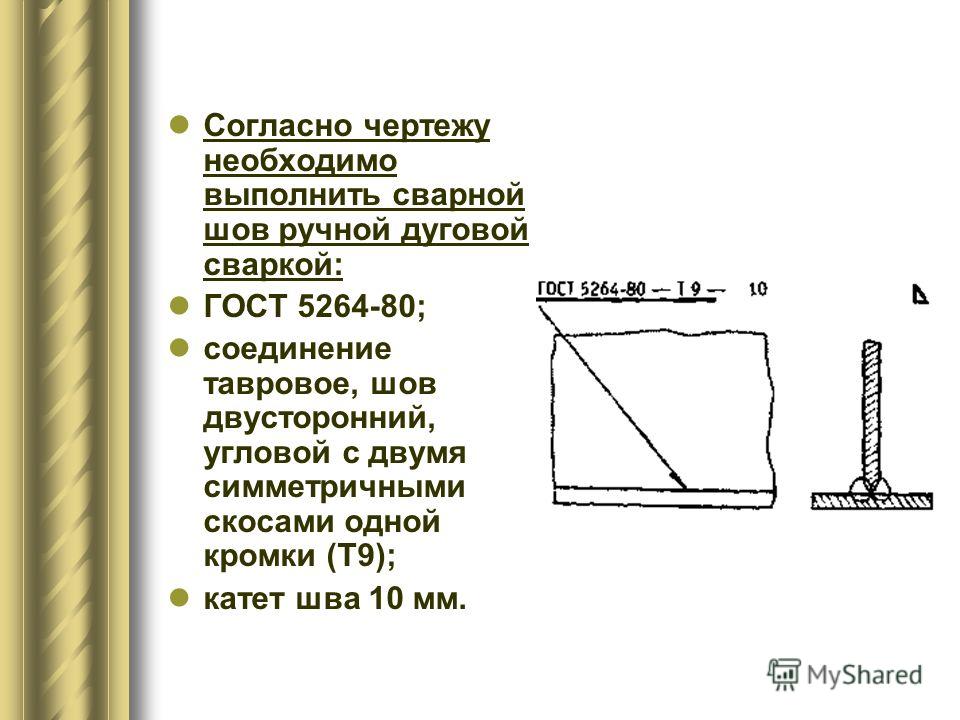 Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Технология сварки Cipher. Заявка на аттестацию специалиста сварочного производства
Документ:
СТ ЦКБА 025-2006
Заголовок:
Сварка и контроль качества сварных соединений.Технические требования
Реферат (сфера применения):
Настоящий стандарт распространяется на сварку узлов и конструкций трубопроводной арматуры из стали и железоникелевых сплавов:
— опасные производственные объекты, находящиеся в ведении Ростехнадзора;
— приказы Минобороны РФ;
— используемые в технологических процессах ядерных объектов (НИАЭ) и / или расположенные и эксплуатируемые на их территории, не отнесенные к первому, второму или третьему классу безопасности общими положениями по обеспечению безопасности соответствующих НИАЭ;
— общепромышленные приложения, работающие в различных промышленных средах.
Стандарт разработан с учетом требований ПБ 03-576-03, ПБ-03-585-03, ПБ 10-574-03, ПБ 10-573-03, ПБ 03-273-99, РД 03- 613-03, РД 03-614-03, РД 03-615-03, НП-044-03, НП-045-03, НП-046-03.
Стандарт устанавливает основные требования к подготовке кромок к сварке, сборке, сварке и термообработке сварных соединений, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений при проектировании, изготовлении и ремонте сварные узлы трубопроводной арматуры.
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 2.312-72 ЕСКД. Условные обозначения и обозначения сварных швов
ГОСТ 2.314-68 Указания на чертежах для маркировки и клеймения продукции
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 535-88 Прокат стальной и фасонный из углеродистой стали обыкновенного качества. Общие технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
Технические условия
ГОСТ 977-88 Отливки стальные.Общие технические условия
ГОСТ 1050-88, сортовой прокат калиброванный, со специальной обработкой поверхности из высококачественной конструкционной углеродистой стали. Общие технические условия
ГОСТ 1577-93 Прокат листовой и широкополосный универсальный из конструкционной высококачественной стали. Технические условия
ГОСТ 2246-80 Проволока стальная сварочная
ГОСТ 2789-73 Шероховатость поверхности. Параметры и технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5264-80 Швы сварных соединений.Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры.
ГОСТ 5520-79 Сталь низколегированная углеродистая матовая для котлов и сосудов высокого давления. Технические условия
ГОСТ 5632-72 Стали высоколегированные и коррозионно-стойкие сплавы жаропрочные и жаропрочные. Марки
ГОСТ 5949-75 Сталь калиброванная коррозионно-стойкая, жаропрочная и жаропрочная. Технические условия
Технические условия
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии.
ГОСТ 6996-66 Соединения сварные.Методы определения механических свойств.
ГОСТ 7350-77 Лист стальной коррозионностойкий, жаропрочный и жаропрочный. Технические условия
ГОСТ 7512-82 Контроль неразрушающий. Сварные соединения. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Технические условия
ГОСТ 8713-79 Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом.Основные типы, конструктивные элементы и размеры.
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холодногнутые и термически деформированные. Технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды металлические с покрытием для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования
Классификация, размеры и общие технические требования
ГОСТ 9467-75 Металлические электроды с покрытием для ручной дуговой сварки конструкционных и жаропрочных сталей
ГОСТ 10052-75 Металлические электроды с покрытием для ручной дуговой сварки высоколегированных сталей с особыми свойствами
ГОСТ 10157-79 Газообразный и жидкий аргон.Технические условия
ГОСТ 10994-74 Сплавы прецизионные. Марки
ГОСТ 11036-75 Сталь нелегированная нелегированная. Технические условия
ГОСТ 11533-75 Сварка автоматическая и полуавтоматическая под флюсом. Сварные стыки под острыми и тупыми углами. Основные виды. Характеристики и размеры
ГОСТ 11534-75 Сварка ручной дуговой. Сварные стыки под острыми и тупыми углами. Основные виды. Характеристики и размеры.
ГОСТ 14637-89 Прокат листовой из углеродистой стали обыкновенного качества.Технические условия
ГОСТ 14771-76 Дуговая сварка в защитных газах. Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 14782-86 Контроль неразрушающий. Сварные соединения. Ультразвуковые методы
Сварные соединения. Ультразвуковые методы
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20072-74 Сталь жаропрочная. Технические условия
ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24297-87 Входной контроль продукции
ГОСТ 24982-81 Листовой прокат из коррозионно-стойких, жаропрочных и жаропрочных сплавов.Технические условия
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ОСТ 5П.0170-81 Контроль неразрушающий. Металлические конструкции. Газожидкостные методы контроля
ОСТ 5.9224-75 Электроды металлические с покрытием для дуговой сварки и наплавки
ОСТ 5Р.9370-81 Электроды металлические с покрытием марок ЭА-400 / 10У, ЭА-400 / 10Т, ЭА-898 / 21Б, ЭА- 400/13, ЭА-902/14, ЗИО-8 для дуговой сварки
ОКТ Б5П.9374-81 Электроды металлические с покрытием марок ЭА-112/15, ЭА-395/9, ЭА-606/11, ЭА-981 / 15 и ЭА-48М / 22 для ручной дуговой сварки
ОСТ 5.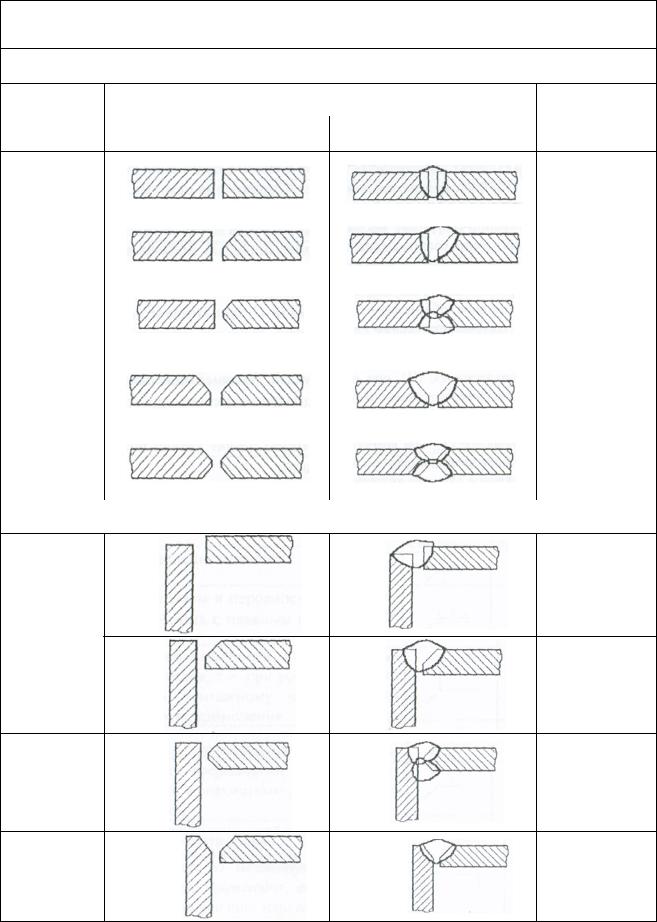 9768-89 Неразрушающий контроль. Сварные соединения. Ультразвуковой метод
9768-89 Неразрушающий контроль. Сварные соединения. Ультразвуковой метод
ОСТ 108.030.113-87 Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных электростанций. Технические условия
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля
ПБ 03-576-03 Правила проектирования и безопасная эксплуатация сосудов под давлением
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 10-573-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды
ПБ 10-574-03 Правила для устройства и безопасной эксплуатации паровых и водогрейных котлов
ПНАЭ Г-7-030-91 Ультразвуковой контроль.Контроль сварных соединений и наплавок
НП-044-03 Правила устройства и безопасной эксплуатации сосудов под давлением для ядерных установок
НП-045-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды для ядерных объектов
НП-046- 03 Правила устройства и безопасной эксплуатации паровых и водогрейных котлов для объектов использования атомной энергии
РД 03-444-02 Положение о порядке обучения и аттестации работников организаций, осуществляющих промышленную безопасность на опасных производственных объектах, подконтрольных ГТУ. Надзор России
Надзор России
РД 03-495-02 Технологический регламент аттестации сварщиков и специалистов сварочного производства
РД 03-613-03 Порядок использования сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственные помещения
РД 03-614-03 Порядок использования сварочного оборудования при изготовлении, монтаже, переоборудовании пара и реконструкция технических устройств для опасных производственных объектов
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 5Р.9537-80 Неразрушающий контроль. Полуфабрикаты и металлоконструкции. Капиллярные методы и средства контроля качества поверхности
СТ ЦКБА 005.1-2003 Арматура трубопроводная. Металлы, используемые в производстве клапанов. Часть 1. Основные требования к выбору материалов
СТ ТСКБА 014-2004 Арматура трубопроводная. Стальные отливки.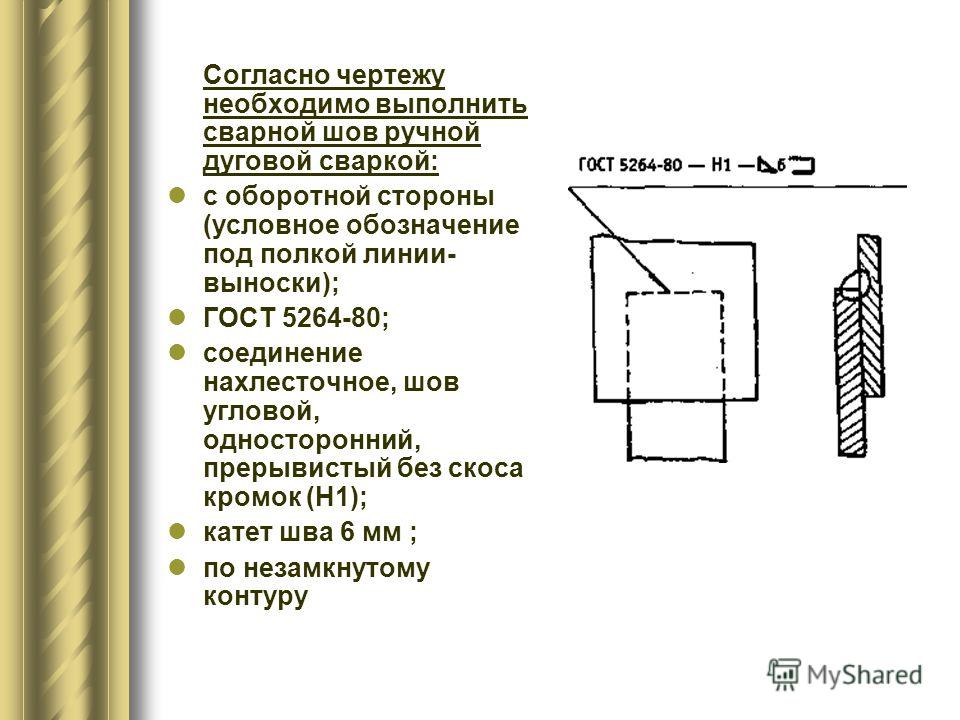 Общие технические условия
Общие технические условия
СТ ЦКБА 016-2005 Арматура трубопроводная. Термообработка деталей, заготовок и сварных узлов трубопроводной арматуры из высоколегированных сталей, коррозионно-стойких и жаропрочных сплавов
ТУ 5.965-111-87-85 Электроды марок ЭА-855/51 и ЭА-582/23. Технические условия
ТУ 14-1-88-79 Сталь нержавеющая коррозионностойкая марок Х32Н8 (ЭП263), Х32Н8-ВД (ЭП263ВД)
ТУ 14-1-272-74 Прутки и полосы из жаропрочных сплавов следующих марок: марки: ХН35ВТ (ЭИ 612), ХН35КВТ (ЭИ 612К), ХН75ТБЮ (ЭИ 869)
ТУ 14-1-286-72 Прутки из жаропрочного сплава ХН60В (ЭИ 868)
ТУ 14-1-463-72 Прутки из сталь марки 09Х16х5Б-Ш (ЭП 56-Ш)
ТУ 14-1-952-74 Сталь коррозионно-стойкая высшая марка 07Х21Г7
ТУ 14-1-1141-74 Сталь коррозионностойкая высшая марка 07Х21Г7АН5
ТУ 14 -1-1541-73 Сталь коррозионностойкая низкоуглеродистая марок 03Х17Н14М3 (ЭИ66), 03Х23Н6 (ЭИ68), 03Х22Н6М2 (ЭИ67) марки
ТУ 14-1-1554-75 Прокат из коррозионно-стойкой стали марок 03Х23Н6 (ЭИ68) и 03Х22Н6М2 (ЭИ67)
ТУ 14-1-1665-76 Прутки сортовые из сплава марки ХН25ВТ-ВД (ЭИ612-ВД)
ТУ 14-1-1880-76 Проволока стальная сварочная марки Св-06Х15х45Г7М6Б (ЭП582). Технические условия
Технические условия
ТУ 14-1-2143-77 Проволока стальная сварочная марки Св-03Х15х45Г7Б6Б (ЭП855). Технические условия
ТУ 14-1-2260-77 Пруток из коррозионно-стойкого сплава Н70МВФ-ВИ (ЭП 814-ВИ)
ТУ 14-1-2864-80 Лист стальной горячекатаный коррозионно-стойкий марок 03Х23Н6 и 03Х22Н6М2
ТУ 14-1-2674-79 Прокат сортовой из сталей марок 08Х18х20Т-ВД (ЭП 914-ВД), 10Х18Н10Т-ВД (ЭП 502-ВД)
ТУ 14-1-2878-80 Лист тонкий из сплава Н65М- ВИ (ЭП 982-ВИ)
ТУ 14-1-3018-80 Поковки из стали марки 09Х16х5Б-Ш (ЭП 56-Ш)
ТУ 14-1-3239-81 Прутки из коррозионно-стойкого сплава ХН65МВ (ЭИ 567)
ТУ 14-1-3570-83 Поковки из коррозионно-стойкой стали марок 07Х16х5Б и 07Х16х5Б-Ш
ТУ 14-1-3573-83 Прутки из коррозионно-стойкой стали марок 07Х16х5Б и 07Х16х5Б-Ш
ТУ 14-1-3581 -83 Пруток из стали марок 12Х18Н9Т-ВД, 12Х18х20Т-ВД, 08Х18х20Т-ВД
ТУ 14-1-3587-83 Толстый лист из сплава ХН65МВУ (ЭП 760)
ТУ 14-1-4296-87 Толстый горячекатаный лист из жаропрочные и жаропрочные стали и сплавы 90 015 ТУ 14-1-4300-87 Толстый лист из стали марки 09Х16х5Б-Ш
ТУ 14-1-4684-89 Толстый лист из коррозионно-стойкого сплава Н70МВФ-ВИ (ЭП 814-ВИ)
ТУ 14-1-4719- 89 Толстый лист из сплава Н65М-ВИ (ЭП 982-ВИ)
ТУ 14-3-460-75 Трубы стальные бесшовные для паровых котлов и трубопроводов
ТУ 14-4-715-75 Электроды марки ОЗЛ-17У
ТУ 14-134 -380-2000 Пруток из сплава ХН65МВУ-ВИ (ЭП 760-ВИ)
ТУ 26-02-19-75 Отливки стальные для оборудования нефтеперерабатывающих и нефтехимических заводов
ТУ 108-11-216-77 Заготовки из нержавеющей стали
ТУ 108 . 11.937-87 Заготовки стальные марок 10Х18Н9, 10Х18Н9-ВД, 10Х18Н9-Ш
11.937-87 Заготовки стальные марок 10Х18Н9, 10Х18Н9-ВД, 10Х18Н9-Ш
Загрузить документ
Технический комитет по стандартизации
«Трубная арматура и сильфоны»
(ТК 259)
Закрытое акционерное общество
Научно-производственная компания
Центральное конструкторское бюро арматуростроения
СТАНДАРТ ТСКБА
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма« Центральное конструкторское бюро арматуростроения »(ЗАО НПФ ЦКБА).
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом № 53 от 27 сентября 2007 г.
3 СОГЛАСОВАНО:
Технический комитет по стандартизации «Трубная арматура и сильфоны» (ТК 259).
СТАНДАРТ ТСКБА
Стандарт распространяется на трубопроводную арматуру на давление PN до 20,0 МПа (200 кгс / см 2) и DN от 10 до 1600 мм и устанавливает конструктивные элементы для режущих кромок, требования к подготовке кромок, требования к контролю кромок при сварке литых деталей, контроль методы и оценка дефектов, а также основные технологические мероприятия по приварке фасонных частей к трубопроводу и переходников (бухт) к арматуре и трубопроводу.
В данном стандарте используются нормативные ссылки на следующие межгосударственные стандарты и нормативные документы:
ГОСТ 7512-82 Контроль неразрушающий. Сварные соединения. Рентгенологический метод
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические характеристики
СТ ТСКБА 025-2006 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ТУ 14-3-197-89 Трубы бесшовные из коррозионно-стойких марок сталей с высоким качеством поверхности
ТУ 14-3-1573-96 Трубы стальные электросварные диаметром 530-1020 мм и толщиной стенки до 32 мм для газопроводов, нефтепроводов и нефтепродуктопроводов
ТУ 14-3-1698-2000 Трубы стальные электросварные прямошовные
ТУ 14-3-1973-98 Трубы стальные спиральношовные из низколегированной стали с наружным покрытием для строительства нефтепроводов
ТУ У27.2-001
-010: 2005 Трубы стальные расширительные прямошовные Д 1067 и 1220 мм из стали класса прочности К56 и К60 для магистрального газопровода Восточная Сибирь — Тихий океан.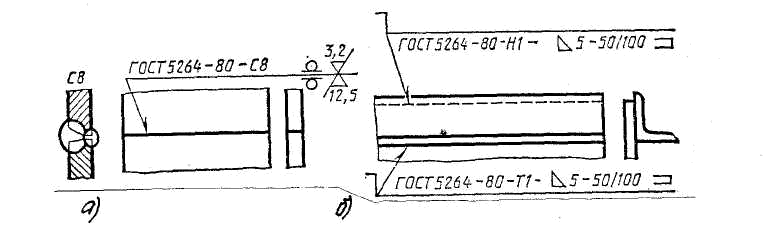
3 Элементы кромки
3.1 Конструктивные элементы для обрезки кромок труб, ответные фланцы трубопроводной арматуры, переходники приведены в таблице 1.
Таблица 1
Символ | Элементы конструкций для приварки арматуры к трубопроводу | Толщина стенки арматуры S, мм | Дополнительное руководство |
До 2.0 вкл. | До 5 мм включительно, калибровка (разводка) концов труб возможна | ||
St. 2.0 до 3.0 вкл. | |||
Применяется по согласованию с заказчиком | |||
До 15 вкл. | Наружный и внутренний диаметры фитингов соответствуют диаметрам трубопровода | ||
До 15 вкл. | Если внутренний диаметр штуцеров отличается от диаметра трубопровода, то по внутреннему диаметру делают отверстие. Остальные режущие элементы для C6 | ||
Если внутренний диаметр задвижки отличается от диаметра трубопровода, то отверстие выполняется по внутреннему диаметру | |||
До 15 вкл. | Если внутренний диаметр фитингов отличается от диаметра трубопровода, то расточка выполняется как по внутреннему, так и по внешнему диаметру | ||
Примечания: 1 а — размер для присоединения трубы или переходного кольца, мм; S — толщина стенки трубопровода; C — ширина кольцевого притупления; В — высота скоса. 2 В = 9 мм при 15 22. 3 ИЗ = (1,8 ± 0,8) мм 4 При использовании шайб в соответствии с параграфом 3.3 канавки должны быть обработаны в соответствии с рисунками 1 и 2. | |||


3.2 Обрезка кромок арматуры, переходников (бухт) под приварку к трубопроводу должна быть оговорена заказчиком и аналогична обрезке трубопровода. В Приложении А приведены стандарты на трубы; допустимы другие стандарты. При этом заказчик должен указать размеры труб — максимальный и минимальный внутренний диаметр и толщину стенки или принятый диаметр отверстия ( D п ). При отсутствии вышеуказанных данных диаметр отверстия ( Д п ) рекомендуется определять по формуле:
D P = (D + 1,6) мм ,
где D — Наибольший внутренний диаметр трубы согласно нормативной документации на поставку.
3.3 Сварка арматуры с трубопроводом и с переходниками (бухтами) может выполняться для всех сварных соединений, указанных в таблице 1, без опорных колец «на вес» или на остальных опорных кольцах как цилиндрических, так и конических, если нет есть специальные инструкции от заказчика об их недопустимости применения, нет ограничений по окружающей среде или других знаков.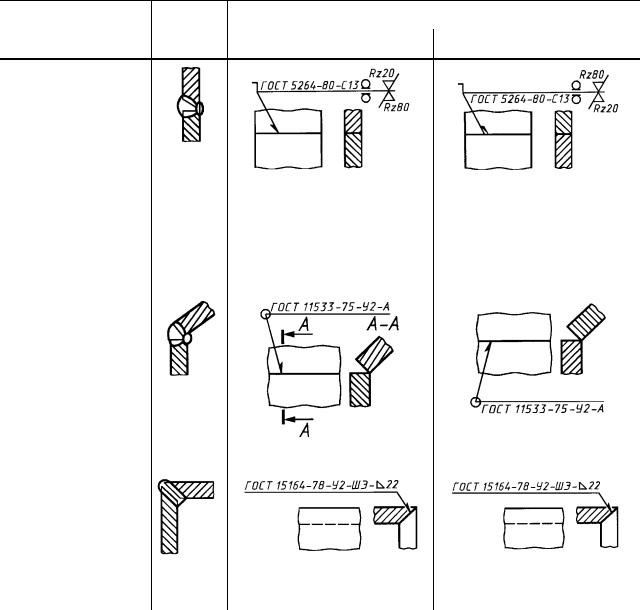
Материал подложки кольца должен соответствовать материалу трубопровода или сорта материала конца прилагаемой арматуры или адаптера (катушки).
При сварке перлитных сталей из различных марок, подкладочное кольцо выполнено из менее легированной стали.
3.4 Длина переходника (змеевика) л определяется в зависимости от наружного диаметра арматуры (D 0) (рисунок 3):
Когда D 0> 100 мм l ? 100 мм
Когда D 0? 100 мм l не менее D 0 с учетом возможности контроля ультразвуковым и рентгенографическим методами.
Допускаются другие размеры по заданию заказчика или исходя из конструктивной необходимости.
Рисунок 3
3.5. Допускается смещение внутренних краев арматуры и труб при сборке под сварку согласно таблице 2.
стол 2
Примечание — Если смещение больше указанного в Таблице 2, трубу распределяют или растачивают под углом (10 ± 30) ° С или путем разрезания трубы, фланца и т. Д., Т.е. ответной детали.
Д., Т.е. ответной детали.
3,6 Если номинальная толщина стенки концов арматуры по наружному диаметру превышает не более 30% толщины стенки трубопровода и не превышает 5 мм, то допускается применение сварных соединений без утонения стенки арматуры. , а наклон поверхности сварного шва должен обеспечивать плавный переход от арматуры к трубопроводу.
3,7 Если разница в толщине свариваемых деталей больше значений, указанных в п. 3.6 настоящего стандарта (п. 3.6 не распространяется на разрезы С10, С11 — см. Таблицу 1), в конце при резке арматуры большой толщины по внешнему диаметру она должна выполняться со скосом до расчетной толщины, как показано на рисунке 4.
Рисунок 4
3.8 При сварке арматуры с трубопроводом из разнородных марок стали проектировщику необходимо предусмотреть заводскую приварку переходников к арматуре из стали идентичной марки трубопроводной стали или стали того же класса, которая приваривается к трубопровод без нагрева и последующей термообработки.
Допускается по согласованию с заказчиком не приваривать переходники.
3.9 По желанию заказчика допускается выполнение других разрезов в соответствии с требованиями настоящего стандарта.
4 Технические требования
4.1 Подготовку кромок патрубков, фланцев под приварку фитингов к трубопроводу из поковок, штамповок, труб, сортового проката и отливок следует производить механически. В этом случае необходимо обработать или очистить внутреннюю и внешнюю поверхности до чистого металла с шероховатостью не более R a = 12.5 на ширину не менее 20 мм от края режущей кромки или с другой чистотой поверхности в соответствии с НД для указанных указанных методов контроля.
Радиографический контроль кромок отливки следует проводить после механической обработки или очистки отливки (шероховатость поверхности должна соответствовать требованиям чертежа) перед обрезкой кромок под сварку или после резки компенсационными кольцами или полосами.
4.2 Кромки литых деталей, подлежащих привариванию к трубопроводу, на участке шириной L от края кромки по всему периметру (см.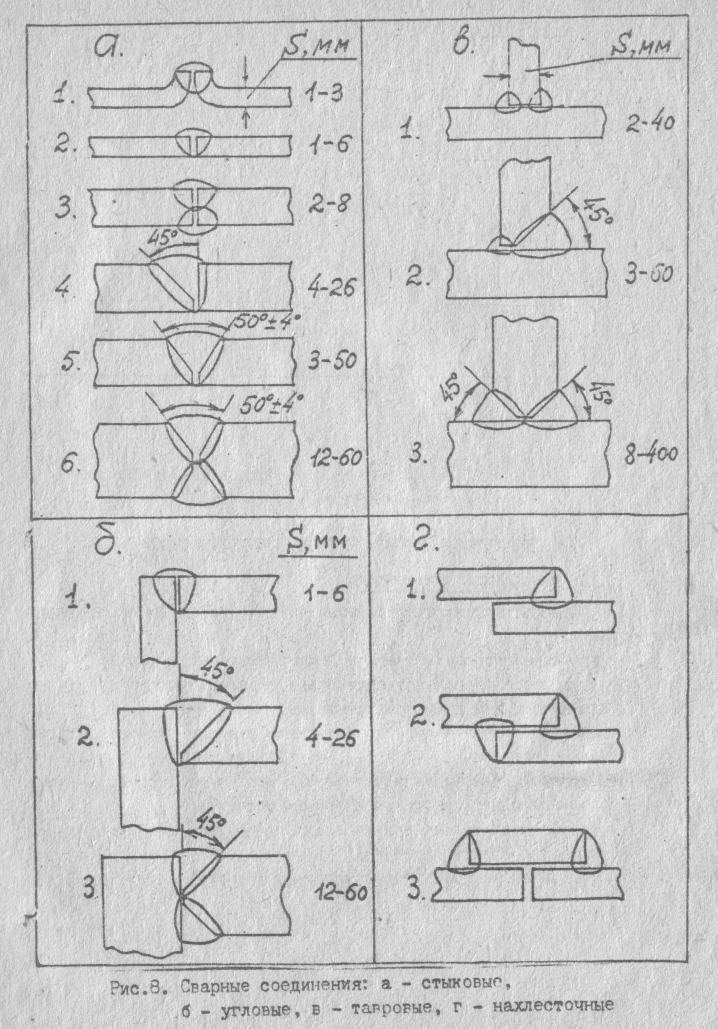 Рисунок 5) перед сваркой необходимо проверять методами по разделу 13.2 СТ ЦКБА 025 и указанного в КД, из следующего:
Рисунок 5) перед сваркой необходимо проверять методами по разделу 13.2 СТ ЦКБА 025 и указанного в КД, из следующего:
Визуальный и измерительный контроль, проводимый невооруженным глазом, а в сомнительных случаях — через лупу от четырех до семи крат;
Капиллярный контроль;
Радиографический контроль;
Ультразвуковая дефектоскопия.
В этом случае необходимо предусмотреть размер зоны термического влияния для радиографического контроля, который указан по ГОСТ 7512 п.5.7. и находится на толщине свариваемых кромок:
а) до 5 мм — не менее 5 мм;
б) свыше 5 мм до 20 мм — не менее толщины свариваемых кромок;
в) свыше 20 мм — не менее 20 мм.
Уменьшение L допускается, если прямая часть имеет ограниченную длину или по другим причинам.
Рисунок 5
4.3 Дефекты кромок при сварке при визуальном осмотре, капиллярном контроле, радиографическом контроле, ультразвуковом контроле на участке шириной L не должны превышать норм СТ ЦКБА 025.
Оценка дефектов может проводиться в соответствии с другими стандартами ND или другими стандартами, указанными на компакт-диске.
4.4. Визуальный осмотр обязателен. При визуальном осмотре дефекты не допускаются.
4.5 Капиллярный контроль кромок литых деталей проводят по III классу РД 5П.9537 или ГОСТ 18442.
Дефекты не допускаются.
4,6 При давлении выше 6,3 МПа (63 кгс / см 2), если рабочие условия отличаются от указанных в разделе 13.2 СТ ЦКБА 025 или согласно указаниям конструкторской документации металл в сечении L (рисунок 4) необходимо проверить рентгенографическим или ультразвуковым (ультразвуковым) методами контроля.
4.7 При рентгенологическом обследовании при отсутствии указаний в конструкторской документации дефекты допускаются по VII классу дефекта по ГОСТ 23055.
4.8 Концы патрубков литой арматуры под приварку по результатам ультразвукового контроля, при отсутствии указаний в конструкторской документации, должны удовлетворять следующим показателям:
Креплениям подлежат дефекты с эквивалентной площадью S 0 = 30 мм 2;
Дефекты площадью S 1> 60 мм 2 не допускаются;
Общее количество дефектов на участке длиной 100 мм не должно превышать:
Для стены толщиной 20-25 мм — 3 шт. ;
;
26 — 34 мм — 4 шт;
35-65 мм — 5 шт.
с минимальным условным расстоянием между дефектами 10 мм.
Вытянутые дефекты с условной длиной, превышающей длину контрольного отражателя S 1 = 60 мм 2, не допускаются.
4.9 Результаты радиографических и ультразвуковых исследований с указанием размера и расположения дефектов должны быть указаны в документации, передаваемой заказчику, и не учитываются при оценке качества сварного соединения.
4.10 Недопустимые дефекты, выявленные при контроле металла отливки в сечении L (рисунок 4) методами согласно конструкторской документации, необходимо удалить и приварить согласно технологической документации (инструкции, типовой технологический процесс и др.).
4.11 При обнаружении трещин для определения полноты их удаления рекомендуется подвергнуть сварной образец капиллярному контролю или магнитопорошковому контролю, либо местному травлению 15% -ным раствором азотной кислоты в спирте.
4. 12 В случае большого объема исправления дефектов кромок литых арматурных стержней проектировщик совместно со специалистами по литью и сварке производителя арматуры принимает решение о целесообразности применения переходников (от труб, сортового проката, и т. д.) из стальной стальной трубы идентичной (или того же класса), либо на наплавке кромок, либо иным способом, обеспечивающим качество металла, привариваемого к трубопроводу.
12 В случае большого объема исправления дефектов кромок литых арматурных стержней проектировщик совместно со специалистами по литью и сварке производителя арматуры принимает решение о целесообразности применения переходников (от труб, сортового проката, и т. д.) из стальной стальной трубы идентичной (или того же класса), либо на наплавке кромок, либо иным способом, обеспечивающим качество металла, привариваемого к трубопроводу.
5 Основные технологические инструкции по приварке арматуры к трубопроводу, переходников (бухт) к арматуре и к трубопроводу
5.1 Приварку арматуры к переходникам (бухтам) в заводских условиях, а также контроль качества сварных соединений следует проводить согласно СТ ЦКБА 025.
По желанию заказчика для переходников и их приварки к трубопроводам могут быть использованы другие конструкционные и сварочные материалы, не указанные в СТ ЦКБА 025. В этом случае технология сварки и контроль качества выполняются по СТ ЦКБА 025 с дополнительными требованиями заказчика или по нормативным документам заказчика.
Для магистральных нефтепроводов сварка выполняется по РД 08.00-60.30.00-КТН-050-1.
5.2 При приварке арматуры к трубопроводу необходимо защитить от внутреннего нагрева, если это указано в технических условиях или конструкторской документации, с учетом температуры их использования.
Для этого необходимо участок, прилегающий к шву (или контролируемый участок) со стороны арматуры, закрыть влажной бязью или мокрым асбестом (постоянно охлаждая их в холодной воде), сухими медными радиаторами или сушить льдом или другими методами, и сваривать с охлаждением каждого ролика (после каждого прохода) до остывания металла в зоне возобновления шва не выше 100 ° С.Кроме того, необходимо контролировать температуру нагрева в контролируемой зоне, точки измерения температуры задаются ПТД.
5.3 При сварке арматуры с трубопроводом или арматуры с переходниками или переходников с трубопроводом в случае необходимости зачистки концов канавок на внутренней и внешней поверхностях или доводки канавок, или зачистки корня шва при сварке переходник и др.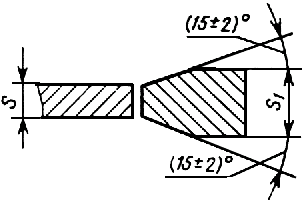 необходимо защитить внутреннюю поверхность арматуры от попадания пыли, пыли и других загрязнений.
необходимо защитить внутреннюю поверхность арматуры от попадания пыли, пыли и других загрязнений.
Приложение А
(справочная)
Таблица A.1 — Список стандартов на трубы
марка стали | Диаметр (D) и толщина (S), мм | |||
13ГС, 13ГСУ, 12ГСБ, 09ГСФ, 10ГНБ | S с 10 до 16 | |||
Трубы стальные электросварные | ||||
ГОСТ Р52079-2003 | Не указано | K34, K38, K42, K48, K50, K52, K54, K55, K56, K60 | D с 114 до 1420 S от 3 до 40 | |
Трубы стальные сварные для газопроводов, нефтепроводов и нефтепродуктов при t от 50 до — 60 ° С | ||||
с т / с дюйм | ||||
У 27. | Не указано | |||
Трубы стальные расширительные прямошовные Д 1067 и 1220 мм из стали класса прочности К56 и К60 для магистрального газопровода Восточная Сибирь — Тихий океан | S с 11 до 27 | |||
17Г1С, 10Г2ФБ, 20 | K56, K60, X70 | Д 530, 630, 720, 820, 1020, 1120 | ||
Трубы стальные электросварные спиралевидные из низколегированной стали с наружным покрытием для строительства магистральных нефтепроводов | ||||
S с 7 до 14 | ||||
12Г2С, 09Г2С и др. | K50, K52, K54, K55, K56, K60 | |||
Трубы стальные электросварные стальные диаметром 530 — 1020 мм с толщиной стенки до 32 мм для газопроводов, нефтепроводов и нефтепродуктопроводов. | ||||
ГОСТ 9941-81 | 12Х18х20Т, 08Х18х20Т, 10Х17х23М2Т | По требованию заказчика | ||
Трубы бесшовные холоднотермодеформированные из нержавеющей стали.Технические характеристики | S от 0,2 до 22 | |||
ТУ 14-3-197-89 | ||||
Трубы бесшовные из коррозионно-стойких сталей с высоким качеством поверхности | S с 6 до 12 |
 2-001
2-001
Лист регистрации изменений
5.6. Кромки литых деталей, подлежащие сварке в сечении шириной L от конца кромки (см. Рисунок 1), перед сваркой необходимо проверять методами, указанными в конструкторской документации, из следующих:
Визуальный и измерительный контроль, проводимый невооруженным глазом, а в сомнительных случаях — через лупу от четырех до семи крат;
Капиллярный контроль; рентгенологический контроль.
Рисунок 1 — Кромка литой детали
6.1.2 Сварочные материалы, применяемые для сварки узлов и конструкций стальной трубопроводной арматуры опасных производственных объектов, поднадзорных Ростехнадзору, должны быть аттестованы в соответствии с требованиями РД 03-613-03.
6.1.3 Сварочные материалы, используемые при изготовлении и ремонте арматуры, должны соответствовать требованиям соответствующих стандартов или спецификаций и иметь сертификат.
6.2.4 Входящий контроль качества сварочных материалов включает проверку сопроводительной документации, проверку упаковки и состояния сварочных материалов, проверку металла шва.
6.3.4. После прокаливания электроды и флюсы следует хранить в печах при температуре от 60 ° C до 100 ° C или в герметичных контейнерах. При соблюдении указанных условий хранения срок использования прокаленных электродов и флюсов не ограничен. Допускается хранение кальцинированных электродов и флюсов в специальных кладовых с температурой воздуха не менее 15 ° С и относительной влажностью не более 50%. Причем срок использования электродов и флюсов ограничен и должен соответствовать сроку, указанному в таблицах 2 и 3.
Причем срок использования электродов и флюсов ограничен и должен соответствовать сроку, указанному в таблицах 2 и 3.
| Электроды тип по ГОСТ, ТУ (рекомендуемые марки) | Температура прокаливания, ° С | Время выдержки, ч | Срок годности при хранении в кладовой, сутки |
| Э42, Э42А, Э46, Э46А ГОСТ 9467 (УОНИ-13/45, УОНИ-13 / 45А) * Э50А ГОСТ 9467 (УОНИ-13/55) Э-09Х1МФ ГОСТ 9467 (ТМЛ-3У, ЦЛ-29, ЦЛ-20) | 380-420 | ||
| 200–250 | |||
| Э-10Х25х23Г2 ГОСТ 10052 (ОЗЛ-6, ЗИО-8) Э-10Х15х35М6АГ2 ГОСТ 10052 (ЭА-395/9) | 200-250 | ||
| АН-348А, ОСТс-45, АН-32, АН-26С, АН-26 | 380-420 |
Электроды можно прокаливать не более трех раз , не считая прокаливания при их изготовлении, после которого электроды забраковываются. Количество прокаливаний флюса не ограничено.
Количество прокаливаний флюса не ограничено.
6.3.6 Электроды следует выдавать сварщикам в количестве, необходимом для односменной работы. Неиспользованные электроды возвращаются.
6.2.4.1. Для проверки качества газовой защиты аргона сварщик должен выполнить ролик (без добавок) на пластине или отрезке трубы из стали 08Х18х20Т, 12Х18Н9Т или 12Х18х20Т. При хорошей защите дуга горит тихо, поверхность изготовленного валика светлая или с выцветанием, без налета.
11.3.4. В качестве неплавящегося электрода следует использовать стержни из лантана или иттриевого вольфрама. Можно использовать стержни из чистого вольфрама.
6.4.2. Электроды затачиваются на станке с обоих концов под углом, длина заточки L , что равно 2-3 диаметрам электрода ( D ).
8.1.1. Сварщики при изготовлении и ремонте стальной трубопроводной арматуры могут быть допущены к сварщикам, аттестованным на I уровень профессиональной подготовки в соответствии с ПБ 03-273-99 и имеющим аттестационный сертификат, в котором указано, какие виды работ разрешается выполнять сварщику ( способ сварки, название продукции, группа сталей, положение шва в пространстве).
9.2. Подготовку кромок и поверхностей к сварке следует производить механическим способом.
Возможна подготовка кромок деталей из неотапливаемой перлитной стали класса к газовой резке с обязательной последующей очисткой кромок до чистого металла, т.е. до полного удаления следов реза. Допускается подготовка кромок деталей из аустенитной стали плазменной, воздушно-дуговой или газо-флюсовой резкой с последующей механической обработкой или шлифованием наждачным кругом до полного удаления следов пропила на глубину не менее 1 мм. .
9.6. Правильность подготовки кромок к сварке следует контролировать контролем качества.
10.4. При сборке под автоматическую сварку непосредственно перед сваркой следует контролировать качество очистки и обезжиривания кромок, подготовленных под сварку, и прилегающего основного металла шириной не менее 20 мм снаружи и изнутри.
10.7. Прихваточные швы должны выполняться сварщиками, которым разрешено сваривать стыки, на которых выполняется прихватка.
10.9. Прихватку допускается производить аргонодуговым методом независимо от способа выполнения сварных швов с использованием сварочных материалов в соответствии с настоящим стандартом.
10,13. Сборка, собранная под сварку, подлежит приемке службой контроля качества. Результаты приемки заносить в журнал сварки.
11.1.8. Зажигание дуги необходимо производить в сварном шве или на ранее наплавленном металле.
11.1.11. Сварку угловых швов, к которым чертеж предъявляет требования по герметичности, следует выполнять не менее чем в два слоя.
11.1.17. Следы сварщика должны быть нанесены с внешней стороны сварных швов на расстоянии 30-50 мм от края арматуры шва.
11.2.4. Сварка арматурных элементов из высоколегированных сталей аустенитного класса должна выполняться без перегрева узкими роликами (шириной не более трех диаметров электродов). Каждый последующий проход шва следует выполнять после охлаждения предыдущего до температуры не выше 100 ° С, а при регулируемом содержании ферритной фазы допускается до 250 ° С.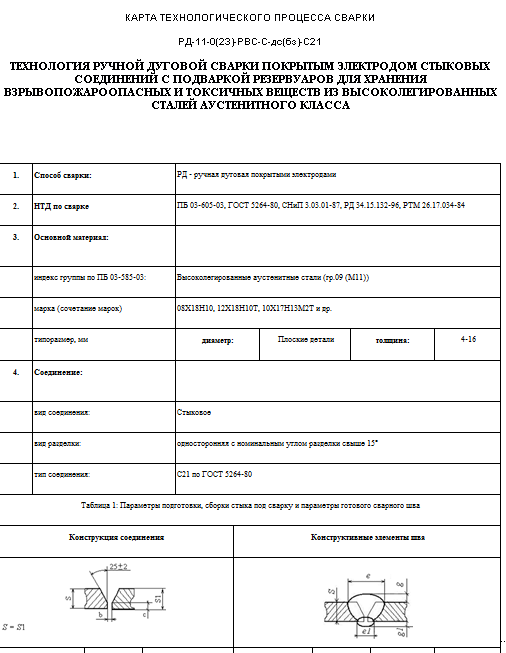
11.3.7. Для обеспечения качественной защиты выход вольфрамового электрода из сопла горелки не должен превышать 15 мм.
11.3.11. Сварку следует производить узкими роликами, чтобы ширина ванны не превышала внутренний диаметр сопла горелки. По окончании сварки подача аргона в горелку не должна прекращаться, пока сварочная ванна и вольфрамовый электрод не потемнеют
11.4.2. Сварку следует проводить постоянным током обратной полярности с использованием источника питания с жесткой или наклонной внешней характеристикой
.Для автоматической сварки: аргон (92 — 95)%, кислород — остальное, или аргон (85 — 92)%, CO2 — остальное;
Смешивание газа можно производить с помощью смесителя любого типа.Дозировка при смешивании газа должна контролироваться ротаметром. Допускается использование готовых газовых смесей в баллонах.
11.3.11 Сварку следует производить узкими роликами, чтобы ширина ванны не превышала внутренний диаметр сопла горелки.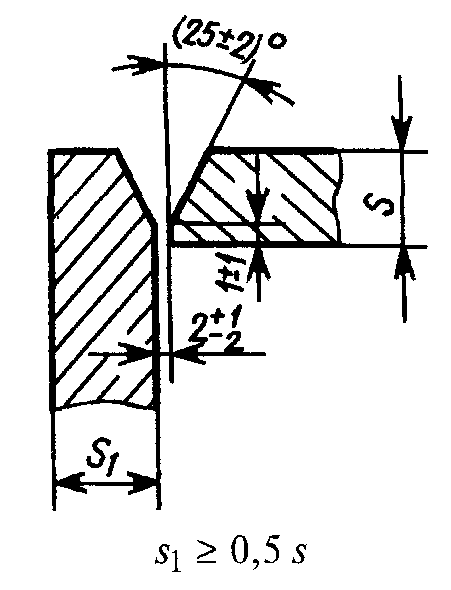 По окончании сварки подача аргона в горелку не должна прекращаться, пока сварочная ванна и вольфрамовый электрод не потемнеют.
По окончании сварки подача аргона в горелку не должна прекращаться, пока сварочная ванна и вольфрамовый электрод не потемнеют.
11.4.2 Сварку следует проводить постоянным током обратной полярности с использованием источника питания с жесткой или наклонной внешней характеристикой.
Для Af: аргон (92 — 95)%, кислород — остальное, или аргон (85 — 92)%, диоксид углерода — остальное;
Для механизированной сварки: аргон (75 — 85)%, углекислый газ — остальное.
11.7.3. При сварке деталей из аустенитной стали с деталями из неотапливаемой перлитной стали толщиной более 10 мм однослойная наплавка производится на кромках свариваемых деталей из перлитной стали. Толщина предварительного наплавки должна составлять (6 ± 2) мм для ручной электродуговой сварки и (9 ± 2) мм для автоматической и механизированной сварки под флюсом.
11.7.4. При сварке деталей из аустенитных сталей с перлитной закалкой стали детали толщиной более 6 мм проводят предварительную двухслойную наплавку толщиной (9 ± 2) мм и толщиной первого слоя (3 ± 1) мм выполняется на кромках свариваемой детали из перлитной стали.
12.3. При наличии твердых износостойких наплавочных отложений в свариваемых узлах (стеллит, ЦН-12, ЦН-6 и др.) Охлаждение сварных узлов после термообработки следует проводить в печи или до температуры 200 ° С. C до 300 ° C, затем на воздухе, что должно быть указано в процессе изготовления.
12.19 Контроль за соблюдением режимов термообработки должен осуществлять представитель отдела контроля качества цеха термообработки.
13.2.6. Последовательность применения этих методов контроля определяется технологическим процессом, при этом визуальный и измерительный контроль должен предшествовать любому методу контроля, а вакуум-плотностные испытания (испытание на герметичность) и капиллярный контроль, как правило, следует проводить после гидравлических испытаний. .
13.3.2.2. Предварительная наплавка кромок деталей из перлитной стали аустенитными сварочными материалами подлежит капиллярному контролю.
13.3.2.7. Сварные соединения деталей из сталей перлитных марок подлежат магнитопорошковому контролю при наличии указаний на чертеже.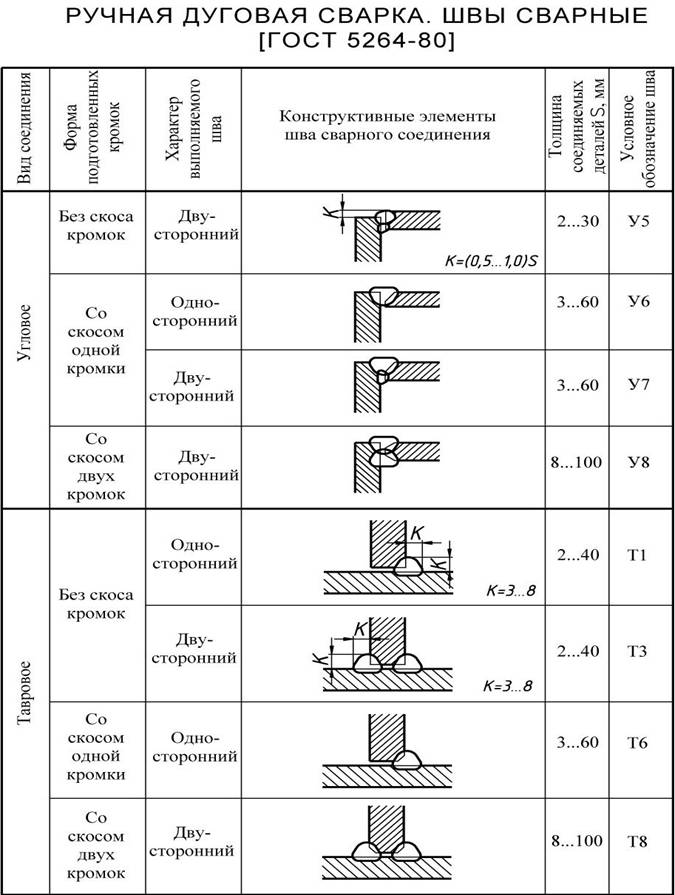
13.4.2.2. Для проведения металлографического исследования необходимо сделать не менее двух участков с каждого контрольного сварного соединения.
14.1. Исправление дефекта на том же участке з.подключения проводить не более трех раз.
14.1.4. Исправление дефектов сварных соединений может производиться путем полного снятия шва с последующей механической подготовкой кромок и повторным выполнением шва. При этом новый сварной шов считается не исправленным.
14.1.6. Исправление дефектных участков сварного шва должно выполняться сварщиками, аттестованными в соответствии с требованиями раздела 8.1, той же категории, что и сварщики, выполнявшие сварку производственных сварных соединений.
14.2.1. Удаление дефектных участков в сварных соединениях углеродистых и низколегированных закалочных сталей следует производить после отпуска. В сварных соединениях углеродистых и низколегированных сталей без нагрева и аустенитных сталей допускается удаление дефектных участков воздушно-дуговой строжкой с последующей зачисткой абразивным инструментом до полного удаления дефектных следов, но на глубину не более 10 мм. не менее 1 мм и при плавке дугой.
не менее 1 мм и при плавке дугой.
Законы Армении | Официальная нормативная библиотека — ГОСТ 7075-80
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 53 Погрузочно-разгрузочное оборудование »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Трубопроводы »
Правила сварки » Металлоконструкции »
Правила сварки » Документация »
Правила сварки » Дефекты »
Правила сварки » Сборочные устройства »
Правила сварки » Сварочные работы » Удаление пыли »
Правила сварки » Основные материалы » Сталь, чугун »
Доказательная база (ТР ТС, Технический регламент Таможенного союза) »
010/2011 ТР КУ. О безопасности машин и оборудования »
Нормы и стандарты (к ТР ТС ТС 010/2011) »
О безопасности машин и оборудования »
Нормы и стандарты (к ТР ТС ТС 010/2011) »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.13 Испытания и контроль продукции машиностроения » 4.13.1 Машины, оборудование и компоненты общего машиностроения » 4.13.1.5 Подъемное и такелажное оборудование »
Классификатор ISO » 53 ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ » 53.020 Подъемное оборудование » 53.020.20 Краны »
Национальные стандарты » 53 ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ » 53.020 Подъемное оборудование » 53.020.20 Краны »
Национальные стандарты для сомов » Последнее издание » G Машины, оборудование и инструменты » G8 Машины и оборудование универсального применения » G86 Подъемное оборудование »
Документ заменен на:
ГОСТ 34589-2019 — Краны подъемные. Краны мостовые и козловые. Общие технические требования
Краны мостовые и козловые. Общие технические требования
В качестве замены:
ГОСТ 7075-72 — Краны мостовые ручные
.Ссылки на документы:
ГОСТ 10144-89 — Эмали ХБ-124 Технические условия
.ГОСТ 10198-91 — Ящики деревянные для гирь массой от 200 до 20000 кг. Общие технические условия
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности. Общие технические условия
ГОСТ 11533-75 — Сварка автоматическая и полуавтоматическая под флюсом.Острые и затупленные сварные швы. Основные типы, элементы конструкции и размеры
ГОСТ 11534-75 — Сварка ручная дуговая. Острые и затупленные сварные швы. Основные типы, элементы конструкции и размеры
ГОСТ 12.2.003-91 — Оборудование промышленное. Общие требования безопасности
ГОСТ 12969-67 — Таблички для машин и устройств. Технические требования
ГОСТ 12971-67 — Пластины прямоугольные для машин и устройств.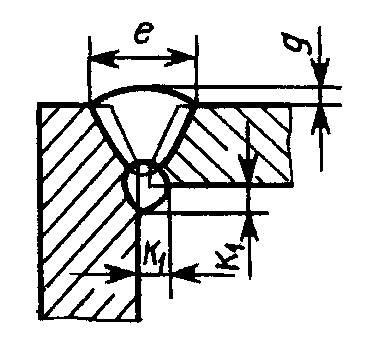 Размеры
Размеры
ГОСТ 1412-85 — Чугун с чешуйчатым графитом
.ГОСТ 14192-96 — Маркировка грузов
.ГОСТ 14771-76 — Дуговая сварка в защитных газах.Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 15150-69 — Машины, инструменты и другие промышленные изделия. Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
ГОСТ 15151-69 — Машины, приборы и другие промышленные товары для тропиков. Основные Характеристики.
ГОСТ 15152-69 — Единая система защиты от коррозии и старения. Резинотехнические изделия для тропиков.Общие требования
ГОСТ 18374-79 — Эмали ХБ-110 и ХБ-113. Технические характеристики
ГОСТ 191-82 — Цепи погрузочные листовые
.ГОСТ 19281-89 — Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 22235-76 — Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования безопасности при погрузочно-разгрузочных и маневровых работах
Общие требования безопасности при погрузочно-разгрузочных и маневровых работах
ГОСТ 24634-81 — Ящики деревянные для экспортной продукции. Общие технические условия
ГОСТ 2591-88 — Пруток стальной горячекатаный квадратный с размерами
.ГОСТ 2789-73 — Шероховатость поверхности.Параметры и характеристики
ГОСТ 2991-85 — Ящики деревянные неразборные для гирь до 500 кг. Общие технические условия
ГОСТ 3067-88 — Канат стальной двухвитковый типа ТК конструкции 6х19 (1 + 6 + 12) + 1х19 (1 + 6 + 12). Размеры
ГОСТ 3068-88 — Канат стальной двухвитковый типа ТК конструкции 6х37 (1 + 6 + 12 + 18) + 1х37 (1 + 6 + 12 + 18). Размеры
ГОСТ 3242-79 — Соединения сварные
.ГОСТ 3262-75 — Трубы стальные для водоснабжения и газоснабжения. Технические условия
.ГОСТ 380-94 — Сталь углеродистая нормального качества
.ГОСТ 5264-80: Ручные сварочные.Сварочные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 534-78 — Краны мостовые пролетные
.
ГОСТ 535-88 — Пруток углеродистый обыкновенный и фасонные профили. Общие технические условия
ГОСТ 6368-82 — Рельсы железнодорожные узкоколейные типа Р8, Р11, Р18, Р24. Дизайн и размеры
ГОСТ 6627-74 — Крюки одинарные. Заготовки. Типы. Конструкция и размеры
ГОСТ 6996-66 — Соединения сварные. Методы определения механических свойств
ГОСТ 7173-54 — Рельсы железнодорожные типа Р43 для промышленных транспортных и подъемных линий.Конструкция и размеры
ГОСТ 7293-85 — Чугун с шаровидным графитом для литейного производства
.ГОСТ 7512-82 — Контроль неразрушающий. Сварные соединения. Рентгенологический метод
ГОСТ 8713-79 — Сварка под флюсом. Сварные соединения. Элементы дизайна и размеры Maih
ГОСТ 8732-78 — Трубы стальные бесшовные горячедеформированные. Типоразмер
ГОСТ 9.014-78 — Единая система защиты от коррозии и старения. Временная защита изделий от коррозии. Общие требования
ГОСТ 9. 032-74: Единая система защиты от коррозии и старения. Лакокрасочные покрытия. Группы, технические требования и обозначения
032-74: Единая система защиты от коррозии и старения. Лакокрасочные покрытия. Группы, технические требования и обозначения
ГОСТ 9.104-79 — Единая система защиты от коррозии и старения. Лакокрасочные покрытия. Группы условий эксплуатации
ГОСТ 9.301-86 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Общие требования
ГОСТ 9.303-84 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия.Общие требования для выбора
ГОСТ 9.401-91 — Единая система защиты от коррозии и старения. Лакокрасочные покрытия. Общие требования и методы ускоренных испытаний на устойчивость к воздействию климатических факторов.
ГОСТ 9.402-2004 — Единая система защиты от коррозии и старения. Лакокрасочные покрытия. Подготовка металлической поверхности под покраску
ГОСТ 9.402-80 — Подготовка поверхности металлов под покраску
.ГОСТ 9378-93 — Образцы сравнения шероховатости
.
СТ СЭВ 290-76 — Краны.Техника безопасности. Рейтинги
ГОСТ 977-88 — Отливки стальные. Общие технические условия
Клиентов, которые просматривали этот товар, также просматривали:
|
 Общие технические условия
Общие технические условия Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды Методы контроля и тестирования
Методы контроля и тестированияЗАКАЗАТЬ ПРОСТО!
ArmeniaLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.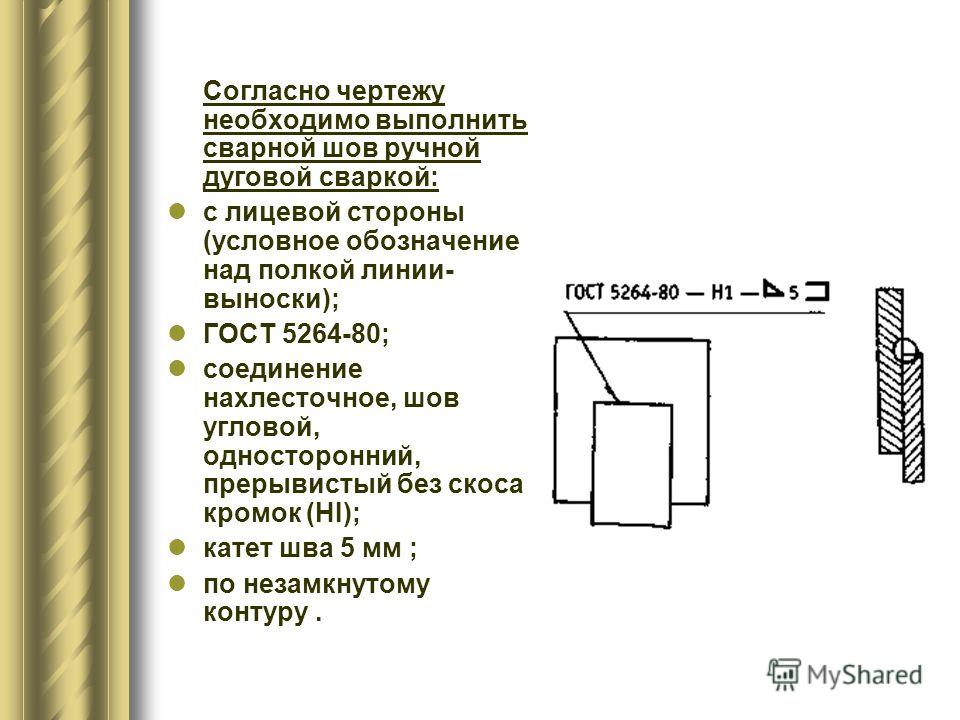
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ проверку и редактирование приобретенных вами продуктов.