Сварка вертикальных швов и потолочных швов, полуавтоматом, инвертором, электродом, для начинающих и профи
Мастеру следует знать, что сварка вертикальных и потолочных швов имеет свои особенности. Если учесть их, то сварочный шов получится максимально надежным.
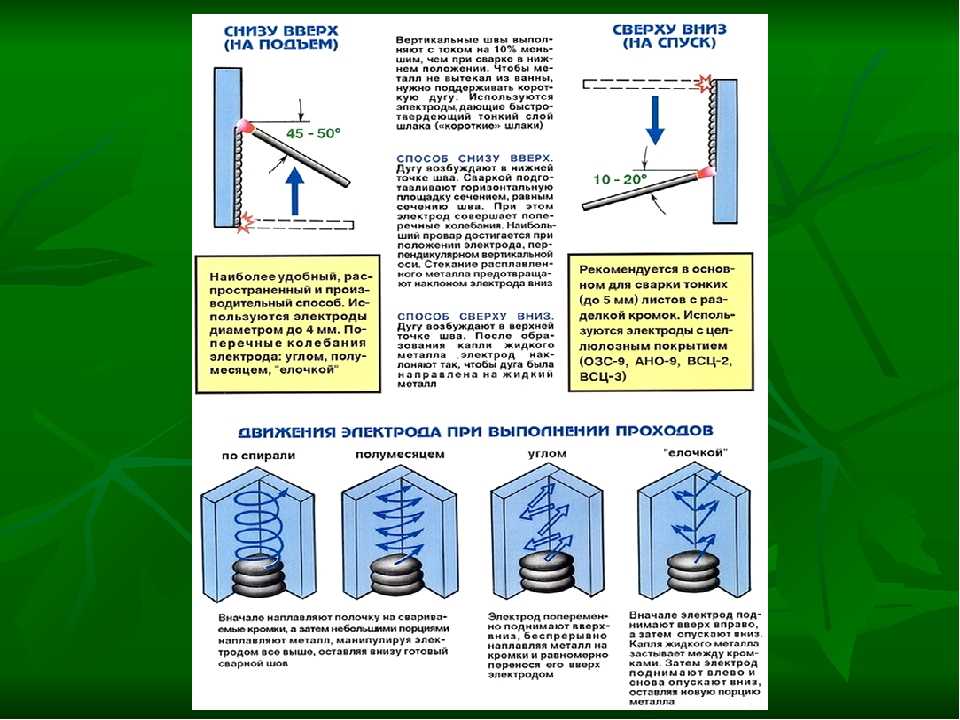
Сварка швов в вертикальном положении сложна тем, что расплавленный материал под действием силы тяжести будет вытекать из сварочной ванны. Как правильно варить сваркой вертикальный шов, учитывая эту проблему? Опытные мастера советуют использовать способ «снизу вверх». Следует подготовить горизонтальную площадку, сечение которой совпадает с сечением создаваемого шва. Электрод при сварке должен выполнять поперечные колебания полумесяцем. Такая сварка вертикального шва для начинающих предпочтительнее, так как ее проще освоить.
Сначала мастеру следует наплавить полочку на свариваемые кромки. После чего малыми порциями наплавляют металл, постепенно направляя электрод выше. В итоге внизу должен формироваться сварной шов.
В итоге внизу должен формироваться сварной шов.
Электрод переменно направляется вверх и вниз. Металл должен постоянно поступать на кромки и аккуратно переноситься вверх при помощи электрода.
Как варить вертикальный шов дуговой сваркой, чтобы добиться высокого качества сварного шва? Первым делом по линии создаются небольшие прихваты до 2 см. Это позволит скрепить заготовки и избежать смещения или деформации из-за высокой температуры. Перед тем, как варить вертикальные швы электродуговой сваркой, следует определиться с углом наклона. Он должен быть в пределах 45-90°. Сварка начинается в самой нижней точке. Дуговая сварка вертикальный шов можно создавать, двигая инструмент «елочкой», то есть из стороны в сторону, постепенно продвигаясь вверх. Вертикальный шов электродуговой сваркой как правильно варить, выбрав подходящую температуру? Опытные мастера советуют создавать такие швы с током, который будет примерно на 15 % меньше по сравнению со сваркой в нижнем положении.
Ручная сварка вертикальных швов предполагает активную работу без задержек. Если закончился электрод, то мастеру следует как можно быстрее поменять его, ведь задержка приводит к остыванию области ванны. Когда производится сварка вертикального шва ручной дуговой сваркой, важно также избежать зашлакованности зазора. Для этого надо делать начальный заход в глубину максимально быстро.
Сварка вертикальных швов инвертором для начинающих обладает несколькими важными моментами, которые надо учитывать. К примеру, новички часто создают сварочные швы с дефектами. В стыках могут иметься полости воздуха, и такое соединение будет непрочным. Причиной является небольшая сила тока или быстрое движение электрода. Когда закончена 
Сварка вертикального углового шва считается наиболее сложной работой. Ведь мастеру приходится находиться в неудобном положении, подняв руки вверх. В этом случае нужно помнить о нескольких правилах:
- Ход электрода должен быть плавным.
- Наплавка металла производится равномерно.
- Во время сварки следует избегать остановок электрода.
Когда требуется сварка вертикальным швом трубу, перед мастером стоит задача не допустить, чтобы жидкий материал отошел от сварочной области. Поэтому нужна стабильно горящая электродуга. Мастеру следует расположить ее таким образом, чтобы между сварочной ванной и концом электрода был маленький пробел.
Сварка вертикальных швов полуавтоматом пройдет успешно, если выполнить следующие рекомендации:
- При толщине материала менее 3 мм сварку ведут сверху вниз, а при большей толщине наоборот.
- Горелка прибора располагается под углом 45° к поверхности изделия.

- Ток и скорость подачи проволоки должны быть небольшими, так как материал плавится быстрее по сравнению с ручной сваркой.
Сварка в потолочном положении шва требует от мастера внимательности и аккуратности. Ведь из-за особенности расположения шва расплавленный материал будет стремиться вытечь из ванны. В связи с этим при сварке потолочных швов сварочный ток
Как варить потолочный шов дуговой сваркой, чтобы соединение было максимально прочным? Перед началом работ надо убедиться, что электроды сухие. Ведь если они влажные, то создаваемые газы будут подниматься вверх и останутся в шве. В результате возникнут внутренние пустоты.
Сварка потолочных швов ручной дуговой сваркой может проходить тремя способами:
- Лесенкой. Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная
 Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная
Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная - Полумесяцем. Сварщик располагает электрод под углом 110° к поверхности потолка. Затем совершает им колебательные движения, похожие на дуговые зигзаги, постоянно заводя электрод на застывшую область материала. Дуговая сварка потолочный шов в этом случае будет отличного качества, главное сделать несколько проходов.
- Обратнопоступательно. Сварка потолочного шва электродами таким методом доказала свою надежность. Концом электрода мастер постоянно возвращается на застывший участок материала, в результате происходит постепенное удлинение шва.
Как правильно варить потолочный шов сваркой, чтобы быстрее освоить эту работу новичкам? Опытные мастера советуют применять половину электрода. Это упрощает управление положением его конца.
Потолочный шов сварка как правильно все сделать и получить надежное соединение? В большинстве случаев желательно сводить кромки свариваемых изделий максимально близко друг к другу. Сварку с зазорами качественно выполнит только высококвалифицированный мастер.
Если предстоит сварка потолочного шва полуавтоматом, то можно использовать способ «на себя». В процессе работы мастер старается «подталкивать» сварочную ванну по направлению сварки. Если надо проварить корень шва, то ток увеличивают примерно на 20 %. После проварки корня область сварки надо зачистить до «серебра». Затем при помощи болгарки создается борозда по центру корня. Это позволит повысить точность проваривания облицовочного шва. Сварка потолочного горизонтального шва

Потолочная сварка угловых швов является сложным видом работ, и мастеру требуется постоянно контролировать процесс. Следует удерживать стабильной скорость движения электрода, а длина дуги должна быть небольшой. Чтобы сварка угловых швов в потолочном положении прошла без проблем, мастеру нужно вести стержень круговыми движениями для увеличения участка прогрева материала.
Сварка потолочного шва: советы и рекомендации
Содержание
Если вам часто приходится заниматься сваркой, то наверняка, вам приходилось или придётся выполнять сварку потолочного шва. К сожалению, не всегда возможно выполнить сварку в нижнем положении, поэтому иногда вам придётся выполнять сварочные работы в самых неудобных местах.
Сварка потолочного шва – это самое неудобное положение, которое предстоит вам выполнять. Здесь вам будет не только неудобно, но и тяжело, так как постоянно приходится держать руку в напряжении. При всём этом, вы должны выполнить качественный сварной шов.
Поэтому эта статья поможет вам освоить эту технику. Вы научитесь правильно выполнять сварку потолочного шва и разберётесь во многих нюансах. После этого вы не будете совершать ошибки многих новичков.
Хочу предупредить сразу, что сварка потолочного шва очень сложная. Для её освоения вам предстоит много практиковаться. Поэтому сразу после теории, вам нужно будет перейти непосредственно к практике.
Так всё же, как варить потолочный шов, чтобы он получался качественным, а металл не стекал вниз. Для этого нужно рассмотреть саму технику сварки потолочного шва.
Перед сваркой нужно занять удобную позу. От этого будет зависеть продолжительность работы сварщика. Поэтому найдите удобное положение, в котором вам будет удобно работать. Оперитесь рукой, плечом или локтём в стену. Этим вы снизите нагрузку на руку.
Для удобства работы, можно намотать кабель электрододержателя на руку. Так он не будет тянуть кисть вниз. При работе с полуавтоматом, такого делать нельзя.
Сварка потолочного шва требует от сварщика иметь большего количества защитного оборудования, которое защитит его от брызг. После этого можно приступать к сварке.
В любом сварочном процессе, на качество соединения влияет: скорость сварки, напряжение и сила тока, угол наклона горелки или электрода, ну и конечно методы сварки. Всё это в совокупности оказывает большое влияние на конечный результат.
В большинстве случаев, трудности возникают тогда, когда выполняется потолочный шов дуговой сваркой. Сама по себе ручная дуговая сварка самая сложная в освоении. Особенно сложна техника сварки потолочного шва.
Прежде чем, как начать варить потолочный шов, необходимо определиться с диаметром электрода. От диаметра электрода будет зависеть размер ванны. Чем больше ванна, тем сложнее в ней будет удержаться расплавленному металлу. Чтобы металл не вытекал, придётся увеличивать скорость сварки.
При использовании электродов диаметром до 3 мм металл будет легче контролировать. Поэтому скорость сварки будет оптимальная, достаточная для хорошего проплавления шва.
Поэтому скорость сварки будет оптимальная, достаточная для хорошего проплавления шва.
Как видите, скорость сварки влияет на то, будет ли сильно течь металл ил нет. Если скорость перемещения слишком мала, гравитация будет стараться, чтобы металл вытек из расплавленной ванны.
Укладывать каждый шов нужно так, чтобы капля металла не смогла упасть на вас. Если капля металл упадёт на вас, то она может прожечь не только защитную одежду, но и ту одежду, которая под ней.
Чтобы этого не происходило, вам следует найти баланс между быстрой и медленной скоростью перемещения электрода. Шов должен не только правильно формироваться, но и полностью сваривать детали между собой.
Выполняя потолочный шов дуговой сваркой, необходимо выставить правильные режимы: напряжение и силу тока. При небольшом напряжении дуги, длина дуги уменьшается. Это позволяет снизить разбрызгивание металла. Короткой дугой легче управлять, а значит, вы более точно контролируете процесс формирования шва.
Сила тока влияет на проплавление металла и на его разбрызгивание, особенно потолочных швов дуговой сваркой.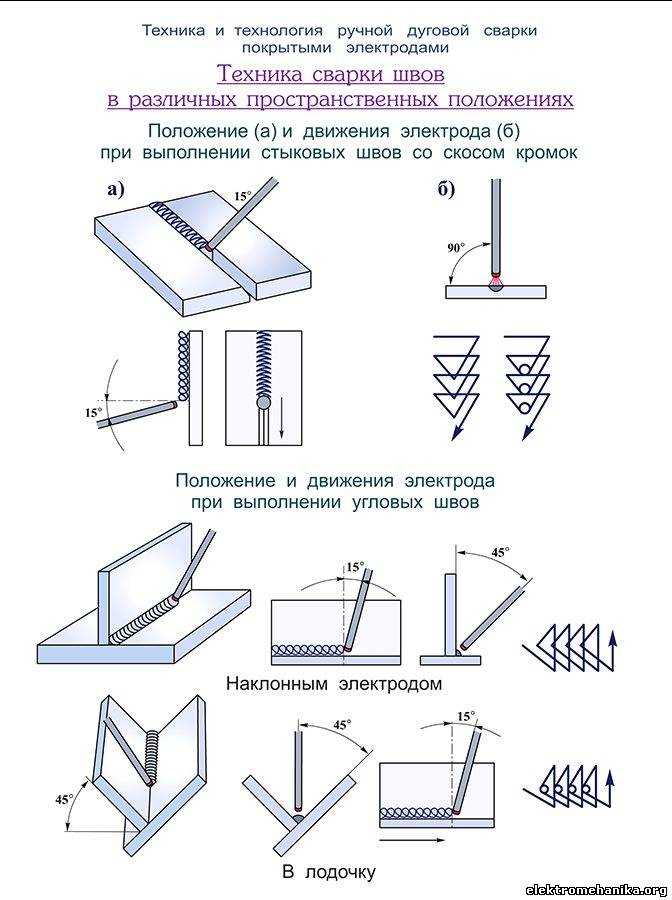 Чем больше сила тока, тем больше тепла передаётся в металл.
Чем больше сила тока, тем больше тепла передаётся в металл.
Сила тока должна быть слегка заниженной, по сравнению со сваркой в вертикальном положении. При этом дуга может гореть не стабильно и зажигать дугу также будет сложнее. Поэтому не стоит слишком уменьшать силу тока. Рекомендуемые режимы в потолочном положении шва, вы можете узнать на упаковке от электродов. Производитель электродов всегда оставляет рекомендации по режимам, в зависимости от пространственного положения шва.
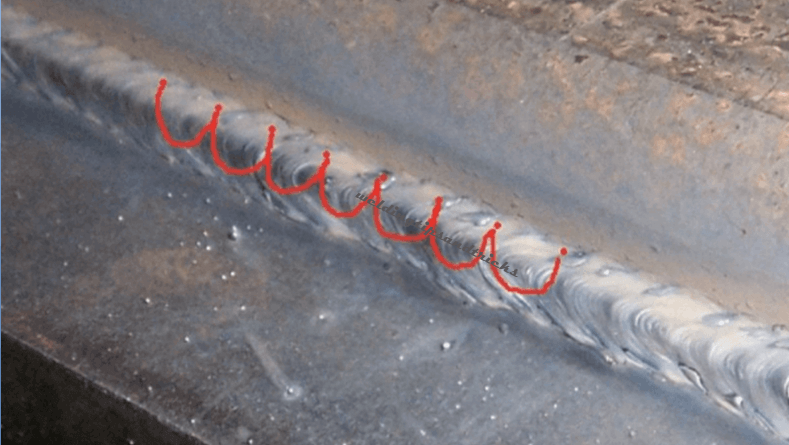
Лучше всего сварку потолочных швов ручной дуговой сваркой выполнять прерывистым швом лодочкой. Это снизит вытекание металла из шва, так как шов будет успевать кристаллизоваться.
Для начала нужно определиться с границами будущего шва. Зажигание дуги должно производиться на одной из границ шва. Движением «лодочкой» переносим дугу на другую сторону шва. Обрываем дугу на предполагаемой границе будущего шва. Для этого отводим электрод на себя, чтобы дуга сама оборвалась. Выдерживаем буквально 1 секунду и зажигаем касанием дугу в том месте, где её прервали. Так как электрод прогрет, дуга зажигается буквально от одного касания. Переносим снова дугу движением «лодочкой» на другую сторону шва и там снова на 1 секунду обрываем дугу. Такой техникой выполняются многие потолочные швы.
Так как электрод прогрет, дуга зажигается буквально от одного касания. Переносим снова дугу движением «лодочкой» на другую сторону шва и там снова на 1 секунду обрываем дугу. Такой техникой выполняются многие потолочные швы.
Сварка потолочного шва полуавтоматом
По сравнению с ручным дуговым способом, сварка потолочного шва полуавтоматом выполняется намного легче. Но тут и неудивительно, так как диаметр проволоки, обычно, не достигает 2,0 мм. Дуга возникает сама при замыкании конца проволоки или от нажатия на кнопку расположенной на горелке. Тут всё зависит от модели полуавтомата.
При сварке потолочного шва полуавтоматом, необходимо выставить оптимальную скорость подачи проволоки. Так как полуавтоматическая сварка MIG и так склонна к большому разбрызгиванию, скорость подачи проволоки должна быть минимальной.
Ещё одно неудобство заключается в том, что при выполнении потолочных швов, сопло сварочного пистолета будет засоряться брызгами очень быстро.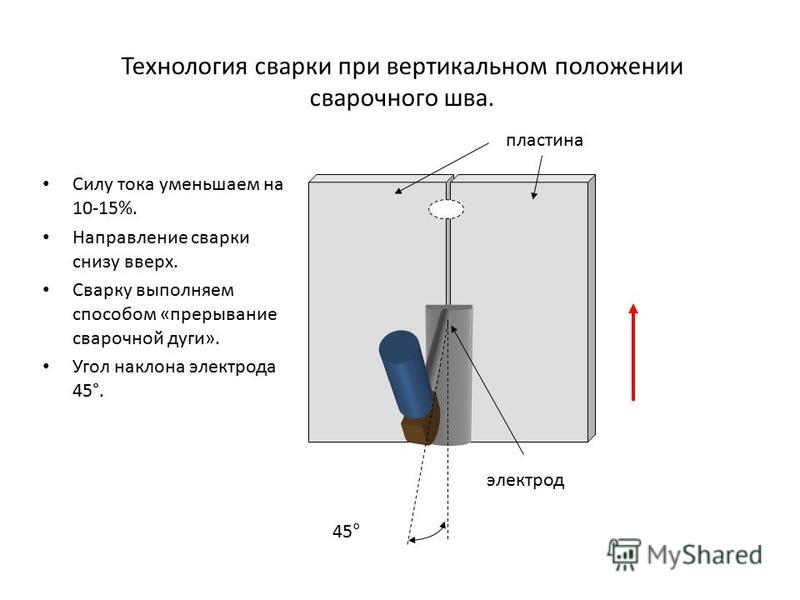 Это приводит к тому, что защитный газ будет плохо защищать сварочную ванну. Поэтому при сварке потолочного шва полуавтоматом, периодически нужно прочищать сопло горелки.
Это приводит к тому, что защитный газ будет плохо защищать сварочную ванну. Поэтому при сварке потолочного шва полуавтоматом, периодически нужно прочищать сопло горелки.
При сварке швов в потолочном положении, большая часть защитного газа будет перемещаться вверх и в сторону. Поэтому для полной защиты сварочной ванны, необходимо увеличить подачу газа. Это можно сделать с помощью регулятора расхода газа.
Очень важно при сварке потолочных швов выдержать правильный угол наклона горелки. Горелка не должна перекрывать обзор сварщику. Угол наклона горелки должен быть 10-15 градусов относительно перпендикулярной поверхности изделия.
Если правильно выставить подачу проволоки, режимы и угол наклона, тогда разбрызгивание металла при сварке потолочного шва полуавтоматом можно снизить в разы.
Полное руководство по сертификации сварщиков в 2022 году
Сварка требует обширных знаний и точности. Профессионалы в этой области работают в автомобильной, авиационной, судоходной, производственной и нефтегазовой отраслях.
По данным Бюро статистики труда, потребность в сварщиках вырастет на 8% в период с 2020 по 2030 год. По состоянию на 2020 год средняя заработная плата составляет чуть более 44 000 долларов в год. Обрабатывающая промышленность остается главным работодателем для людей в отрасли.
Многие специалисты будут получать сертификат сварщика для практического обучения и расширения возможностей трудоустройства. Профессиональные школы также предлагают специализированные программы сварки, чтобы подготовить вас к работе в отрасли.
В зависимости от работы вы можете работать со сваркой электродом, сваркой MIG, сваркой TIG или сваркой с флюсовой проволокой. По мере роста отраслей соответствующие отрасли нуждаются в большем количестве сварщиков с необходимыми навыками.
В этой статье рассказывается обо всем, что вам нужно знать о сварке, о сертификатах, институтах, которые могут подготовить вас к получению этих сертификатов, и о доступных типах сертификатов.
Содержание
Что такое сертификаты сварки?
Сертификаты сварщиков— это формальные оценки, которые проверяют и подтверждают способности сварщика и знание принципов. Вы можете получить большинство сертификатов по сварке онлайн или в качестве практической демонстрации.
Почему сертификаты сварщиков так важны?
Сертификаты сварщикадоказывают, что у вас есть необходимые навыки для выполнения работы. Дополнительные преимущества:
- Больше вакансий в различных отраслях.
- Снижение затрат на повторную сертификацию.
- Демонстрация важных знаний и навыков.
- Доказательство вашей способности выполнять различные процедуры сварки.
- Более высокая стабильность работы с постоянными должностями в отрасли.
Сертификаты сварщиков против. Квалификация
Существует много путаницы, связанной с разницей между сертификатами и квалификациями. Чтобы было ясно, эти термины не являются взаимозаменяемыми.
По данным Американского общества сварщиков, вы можете пройти сертификацию через определенный канал и процесс. Однако квалификационный тест зависит от компании или подрядчика и тестов, которые они выбирают для своей работы.
Целью сертификации является соответствие нормам сварки, установленным AWS, ASME и API. Квалификационные испытания зависят не от кодов, а от набора параметров каждой компании, таких как процесс сварки, тип основного металла, тип электрода, положение сварного шва и толщина основного металла.
Сертификационные агентствапомогут вам стать сертифицированным сварщиком, чтобы получить дополнительные преимущества при поиске работы. После прохождения сертификации вы получите удостоверение сертифицированного сварщика. Квалификация по-прежнему необходима после подачи заявки на работу.
Наиболее известные организации, предоставляющие сертификаты сварки
Тремя наиболее известными организациями, предоставляющими сертификаты сварщиков в США, являются:
- Американское общество сварщиков (AWS) — Американское общество сварщиков — это некоммерческая организация, которая предоставляет профессиональные сертификаты и возможности для сотрудничества в сварочной отрасли. Получите передовые отраслевые знания, ресурсы и инструменты для карьерного успеха.
- Американское общество инженеров-механиков (ASME). В ASME есть курс сертификации в виртуальном классе по сварочным технологиям. Он включает применимые нормы и стандарты, процедуры, принципы, символы, выбор материала и предварительный нагрев.
- Американский институт нефти (API). Сертификация API 577 дает возможность специализированным инспекторам, металлургам и инженерам-сварщикам продемонстрировать свои знания в отрасли. Эта сертификация действительна в течение трех лет.
 Получите передовые отраслевые знания, ресурсы и инструменты для карьерного успеха.
Получите передовые отраслевые знания, ресурсы и инструменты для карьерного успеха.Другими организациями, выдающими сертификаты сварщиков, являются:
- Американское бюро судоходства (ABS)
- Военные стандарты (MIL-STD)
- Департамент транспорта (DOT)
- Государственные и местные коды сертификации сварщиков
Типы сертификатов сварки
Основные типы сертификатов сварщика, которые могут продемонстрировать ваш профессиональный опыт:
Сертифицированный сварщик (CW)
Вы можете использовать практические оценки, чтобы получить передаваемые полномочия и заслужить звание сертифицированного сварщика. Оценка навыков сварки может проводиться в таких отраслях, как нефтепроводы, химические заводы, конструкционная сталь и листовой металл.
Оценка навыков сварки может проводиться в таких отраслях, как нефтепроводы, химические заводы, конструкционная сталь и листовой металл.
Вы также можете пройти тест на некодовую спецификацию сварки для компании. Сертификация стоит 55 долларов США за новое приложение и 30 долларов США за продление. Он не имеет каких-либо предварительных требований к курсу и представляет собой программу, основанную на производительности.
Сертифицированный инспектор по сварке (CWI)
Сертификат сертифицированного инспектора по сварке демонстрирует высокий уровень навыков и лидерство в сварочной отрасли. Сертифицированный инспектор по сварке сотрудничает с другими руководителями проектов и способствует сертификации других специалистов.
Чтобы получить право на получение сертификата инспектора по сварке, вам необходимо иметь опыт работы не менее года. Экзамен состоит из трех компьютерных тестов: одного по основам сварки и двух инспекционных тестов с открытой книгой.
Стоимость сертификации для новых приложений составляет 1100 долларов США.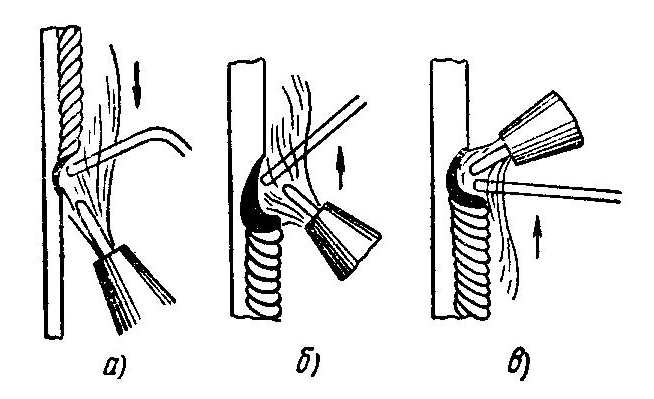 Не члены должны заплатить 1355 долларов за новые приложения.
Не члены должны заплатить 1355 долларов за новые приложения.
Минимальные требования к образованию варьируются от менее чем 8-го класса до степени бакалавра или выше. Эквивалентный минимальный опыт работы варьируется в зависимости от уровня образования. Например, кандидаты с образованием ниже 8-го класса должны иметь 12-летний опыт работы. Тем, кто имеет степень бакалавра, требуется всего один год опыта работы, чтобы сдать сертификационный экзамен.
Экзамен CWI состоит из трех частей:
- Часть A. Экзамен по основам состоит из разрушающего контроля, математики изготовления, металлургии, безопасности при сварке, неразрушающего контроля, WPS/PQR, основ сварки и сварочных символов.
- Часть B. Практические экзаменационные мероприятия включают применение WPS и PQR, выполнение сварных швов и использование инструментов и методов контроля.
- Часть C. Это открытый экзамен для оценки способности участника находить и понимать информацию в кодовой книге.

Сертифицированный преподаватель сварки (CWE)
В обязанности CWE входит:
- Подготовка сварки учебные материалы
- Понимание квалификации и определить требования к образованию сварщика
- Навыки поведения и техническая подготовка
- Читать сварки рисунки
- Подготовительные отчеты
- . Будьте в курсе сварочных процессов и процедур
Сертификация стоит 795 долларов США для новых приложений для участников. Для нечленов новые приложения стоят 1050 долларов. Продление стоит 360 и 615 долларов для членов и не членов соответственно.
Чтобы сдать сертификационный тест CWE, вам необходим аттестат о среднем образовании. Вам также необходимо предъявить доказательство посещения программы обучения сварке с опытом работы не менее пяти лет.
Сертифицированный специалист по контактной сварке (CRWT)
Сертификация контактной сварки (CRWT) пользуется большим спросом. Он сосредоточен на дизайне листового металла, бытовой техники, изделий из проволоки и автомобилей. Сертификаты подтверждают понимание передовых процедур и принципов контактной сварки, необходимых в отрасли.
Сертификаты подтверждают понимание передовых процедур и принципов контактной сварки, необходимых в отрасли.
Сертификация стоит 380 долларов США для участников и 505 долларов США для нечленов.
Чтобы получить право на получение сертификата CRWT, вы должны иметь опыт контактной сварки при проектировании, применении и эксплуатации сварочных линий или ячеек для производства автомобилей, изделий из проволоки, приборов, изделий из листового металла и других изделий для контактной сварки.
Для получения сертификата вам нужен аттестат об окончании средней школы или GED с шестимесячным опытом работы. Вы также можете сдать экзамен с аттестатом о среднем образовании и военным или утвержденным государством эквивалентом (GED) с одним годом опыта.
Сертифицированный радиографический интерпретатор (CRI)
Радиографические интерпретаторы могут анализировать рентгенограммы сварных конструкций и прилегающего основного металла. Профессионалы могут научиться характеризовать индикаторы, определять правильную экспозицию пленки, выбирать правильные индикаторы качества изображения и использовать критерии приемлемости, указанные в кодах AWS, API и ASME.
Сертификационный экзамен стоит 870 долларов США для участников и 1125 долларов США для тех, кто не является участником.
Чтобы подать заявку на сертификацию CRI, вам необходим большой опыт и соответствие следующим требованиям:
- Аттестат о среднем образовании или GED
- 40 часов организованной радиографической интерпретации и экзамена в Американском обществе сварщиков проверка зрения
Сертифицированный супервайзер по сварке (CWS)
Те, кто достиг руководящих должностей в этой области, могут подать заявку на сертификацию CWS. Это для лидеров отрасли с опытом обеспечения качества и решения проблем.
Руководители должны знать, что влияет на производительность, качество сварки, потери материала и безопасность. Они облегчают общение, просматривают материалы и рабочую силу и достигают целей в рамках протоколов безопасности.
Сертификация стоит 585 долларов США для участников и 673 долларов США для нечленов. Кандидаты должны поддерживать сертификацию CWI в течение шести из восьми лет перед сдачей экзамена CWS. Им также потребуется не менее 15 лет опыта работы в области технических и административных основ.
Кандидаты должны поддерживать сертификацию CWI в течение шести из восьми лет перед сдачей экзамена CWS. Им также потребуется не менее 15 лет опыта работы в области технических и административных основ.
Минимальное требование — не менее 3 лет практического опыта сварки в производстве, строительстве или других отраслях, связанных со сваркой. В качестве альтернативы кандидаты могут иметь двухлетний опыт работы и трехлетний опыт преподавания.
Сертифицированный инженер-сварщик (CWE)
Инженеры-сварщики, имеющие опыт работы со сварными соединениями, сборкой и изготовлением, могут подтвердить свой опыт сертификацией CWE. Экзамен состоит из четырех частей по основам сварки. Кандидаты должны сдать экзамены, набрав не менее 60% баллов.
Чтобы стать CWE, вам необходим аттестат о среднем образовании или утвержденный кандидат на получение аттестата о среднем образовании должен иметь как минимум 15-летний опыт работы в области сварки. Тем, кто имеет степень бакалавра наук или более высокую степень, требуется всего один год опыта работы в области сварки.
Сертификация по Частям 1 и 2 стоит 585 долларов США и 675 долларов США для участников и лиц, не являющихся участниками, соответственно. Стоимость экзамена по частям 3 и 4 составляет 625 и 715 долларов США для членов и не членов соответственно.
Сертифицированный торговый представитель по сварке (CWSR)
Сертификация торгового представителя по сварке делает вас одним из лучших профессионалов отрасли. Получив сертификат торгового представителя, вы сможете:
- Предоставление ценного опыта клиентам
- Работа в качестве связующего звена между производителями и дистрибьюторами и клиентской базой
- Помощь сварщикам в улучшении их навыков сварки, повышении качества и производительности
- Обеспечьте безопасное рабочее место для клиентов
Минимальное требование к образованию для CWSR — аттестат о среднем образовании или его эквивалент. Вам также необходим как минимум пятилетний опыт работы в сфере продаж сварочного оборудования, режущего оборудования и расходных материалов. Вы также можете претендовать на CWSR с двухлетним опытом работы и сертификатом об обучении в процессах сварки и резки и присадочных металлов.
Вы также можете претендовать на CWSR с двухлетним опытом работы и сертификатом об обучении в процессах сварки и резки и присадочных металлов.
Сертификация торгового представителя стоит 380 долларов США для участников и 468 долларов США для лиц, не являющихся участниками.
Сертифицированная роботизированная дуговая сварка (CRAW)
Операторы и технические специалисты CRAWзнакомы с различными нормами, стандартами и спецификациями в области сварки. Вам необходимо продлевать эту сертификацию каждые три года и быть в курсе развивающейся отрасли.
Минимальным требованием для получения CRAW является окончание средней школы или утвержденный штатом/военными эквивалент средней школы (GED). Вы также можете подать заявку с шестимесячным опытом работы в качестве сварщика с ручной или полуавтоматической дуговой сваркой. Другие варианты включают 12 месяцев работы оператором или 18 месяцев работы техническим специалистом сварщиком.
Сертификация техника/оператора стоит 410 долларов США для участников и 665 долларов США для лиц, не являющихся участниками. Обновление от оператора до техника стоит 115 долларов.
Обновление от оператора до техника стоит 115 долларов.
Сварочные сертификационные испытания
Органы по сертификации проводят тесты, чтобы проверить способность сварщика работать в соответствии с кодом. Большинство тестов состоят из:
- Следуя инструкциям, приварите металлы в требуемом положении.
- Резка свариваемого металла в соответствии с инструкциями и подготовка его к испытанию на изгиб или другому утвержденному методу проверки качества.
- Проведение испытаний на изгиб и радиографических (рентгеновских) испытаний материала.
Позиции сертификации сварщиков
Сертификаты сварщика зависят от того, работает ли сварщик с пластиной или трубой.
Сертификационные позиции по сварке пластин
Существует два типа положения приварки пластин: угловой сварной шов и сварной шов с разделкой кромок. Большинство сертификатов по сварке листов относятся к разделочному шву, потому что это также дает вам право на угловой шов. Система кодирования для определения положения сварки:
Система кодирования для определения положения сварки:
1 – плоское положение
2 – Горизонтальное положение
3 – Вертикальное положение
4 – Верхнее положение
F — Угловой сварной шов
G – Сварной шов с разделкой кромок
Используя приведенную выше систему кодирования, мы обозначили различные позиции ниже:
- 1G Сертификационная позиция для сварки пластин — в этой позиции пластина находится в скошенном плоском положении. Это самая основная позиция.
- Сертификационная позиция сварки пластин 2G — в этой позиции пластина расположена горизонтально со скошенной кромкой. Если вы пройдете этот тест, вы автоматически покроете позицию 1G.
- Положение для сертификации сварки пластин 3G — в этом положении пластина находится в вертикальном положении. Вы можете начать снизу и сваривать вверх или наоборот. Тест 3G охватывает позиции как 1G, так и 2G.
- Положение для сертификации сварки пластин 4G — в этом положении пластина находится в скошенном положении над головой. Позиция 4G охватывает как позиции 1G, так и позиции 2G, но не позицию 3G.
- Сертификационные позиции по сварке комбинированных пластин 3G и 4G. Также принято сдавать тесты на сварку 3G и 4G вместе.
 Позиция 4G охватывает как позиции 1G, так и позиции 2G, но не позицию 3G.
Позиция 4G охватывает как позиции 1G, так и позиции 2G, но не позицию 3G.Сертификация по сварке труб
Система кодирования сертификатов сварки труб следующая:
- 1 – Horizontal position and rolled
- 2 – Fixed vertical position
- 5 – Fixed horizontal position
- 6 – Fixed position at an angle of 45-degree
- R – Restricted position
- F – Угловой сварной шов
- G – Сварной шов с канавкой
Используя приведенную выше систему кодирования, мы выделили различные позиции ниже:
- 1G Сертификация по сварке труб – Сварщик укладывает трубу горизонтально и катит ее во время сварки.
- Положение для сертификации сварки труб 2G — труба находится в вертикальном положении и зафиксирована, а направление сварки — горизонтальное.
- Положение для сертификации сварки труб 5G — труба находится в горизонтальном и фиксированном положении над головой. Сварка вертикальная и плоская, с полным переходом всех трех положений.
- Положение для сертификации сварки труб 6G — труба находится под углом 45 градусов и зафиксирована. В этом положении сварки есть легкая и трудная стороны. Эта должность удостоверяет вас в сварке труб и листов во всех положениях и предназначена для высокооплачиваемых работ.
- Ограниченные сертификаты и должности по сварке труб. Этот тест проверяет вашу способность сваривать в ограниченном пространстве.
Доступ можно ограничить тремя способами:
- Необычное положение тела сварщика.
- Использование потолка, стен, ограничительных колец и других препятствий для блокировки доступа к стыку.
- Блокирование визуального доступа и принуждение сварщика к использованию зеркала для сварки.
- 6GR Положение сварки с ограничительным кольцом – Это испытательное положение включает ограничительное кольцо 18″ на 1/2″ над сварным швом.
- 6GR Ограниченное положение трубы котла – это положение состоит из двух труб котла, по одной с каждой стороны купона с зазором 1 дюйм. Это одно из самых сложных испытаний. Половину лучше сварить левой рукой, а другую половину правой. Не разрешается ходить по чаше.
- 6GR Положение приварки ограничительной трубы коробчатого типа – Приварка коробчатого типа с ограниченным доступом применяется в судоходной отрасли. Труба находится внутри сварочной камеры со стальным сортировочным потолком в позиции 6G. Если вы правша, труба находится с правой стороны кабины, в 12″ от правой стены, потолка и задней стены. Это делает позиции от 3 до 12 часов практически недоступными.

Процессы сертификации сварщиков
Стандартные процессы сертификационных испытаний сварщиков:
- GTAW (дуговая сварка вольфрамовым электродом) или сварка TIG
- SMAW (дуговая сварка в среде защитного газа) или сварка электродом
- GMAW (дуговая сварка металлическим электродом в газе) или сварка MIG
- дуговая сварка FCAW (флюс) Проволока для сварки колес
Другие сварочные процессы, по которым вы можете получить сертификаты:
- Пайка
- Плазменная сварка
- Лазерная сварка
- Пайка
- Сварка сопротивлением
- Приварка шпилек
- Дуговая сварка под флюсом
Общий квалификационный экзамен сварщика для рабочих мест
Квалификационные тесты сварщика для рабочих мест различаются по должностям, процессам сварки и типу проверки сварки. В то время как некоторые работы могут потребовать только визуального осмотра, другие могут потребовать испытания на изгиб и рентгеновского снимка сварного шва в качестве минимальных требований.
В то время как некоторые работы могут потребовать только визуального осмотра, другие могут потребовать испытания на изгиб и рентгеновского снимка сварного шва в качестве минимальных требований.
Квалификационные испытания для строительных работ
Квалификационные испытания сварщика эквивалентны сертификационным испытаниям, а иногда даже более сложны. Для большинства строительных работ, скорее всего, потребуется комбинированная сварка MIG в режимах 3G и 4G. Для них также может потребоваться либо дуговая сварка, либо дуговая сварка с флюсовой проволокой, либо и то, и другое.
Квалификационные тесты для работы на верфях
На верфитребуются сварщики электродуговой сварки для комбинированной сварки 3G и 4G. Они не позволяют вплетать бисер. Это всегда открытый корневой шов с использованием керамической подложки. Испытание дуговой сварки порошковой проволокой сочетает в себе положения 2G, 3G и 4G.
Квалификационные испытания для рабочих мест на электростанциях
Наиболее распространенным тестом на электростанциях является труба в положении 6G с использованием корневой сварки TIG и горячего прохода. Они сделают рентгеновский снимок этого сварного шва и не допустят никакой шлифовки.
Они сделают рентгеновский снимок этого сварного шва и не допустят никакой шлифовки.
Работа на атомных и угольных электростанциях требует трех тестов. Первая представляет собой 2-дюймовую толстостенную трубу из углеродистой стали сортамента 160 в положении 6G с корнем TIG и горячим проходом, а остальная часть сварена электродуговой сваркой E8018.
Второй тест представляет собой 2-дюймовую толстостенную трубу из углеродистой стали сортамента 160 в положении 6G, полностью сваренную методом TIG. Третий представляет собой 4-дюймовую тонкостенную трубу из нержавеющей стали сортамента 5 или 10, полностью сваренную методом TIG.
Заключение
Специалисты-сварщики работают в различных погодных условиях, в помещении, на улице и в ограниченном пространстве. Их работа требует внимания к деталям, пространственной ориентации и физической выносливости. Рабочие места варьируются от сварочных цехов до верфей.
Сертификация и квалификационные испытания гарантируют, что сварщик сможет выполнять работу качественно и с минимальными дефектами.
Читайте по теме: узнайте все, что вам нужно знать о лучших школах сварки в США
Часто задаваемые вопросы
Что такое дуговая сварка металлическим газом?
Дуговая сварка металлическим газом представляет собой процесс сварки плавлением, в котором электрическая дуга используется в качестве источника энергии для плавления металлических деталей. Электрод выступает в качестве присадочного металла в процессе сварки.
Что такое дуговая сварка защищенным металлом?
При дуговой сварке в среде защитного газа или при ручной дуговой сварке используется расходуемый и защищенный электрод. Защитный кожух сплавляется с электродом и защищает зону сварки от атмосферных газов.
Что такое испытательный центр, аккредитованный AWS?
Центр тестирования, аккредитованный AWS, может тестировать и аттестовать сварщиков. Учреждение может быть независимой лабораторией, учебным заведением или производственным предприятием и должно пройти квалификационный тест для получения аккредитации.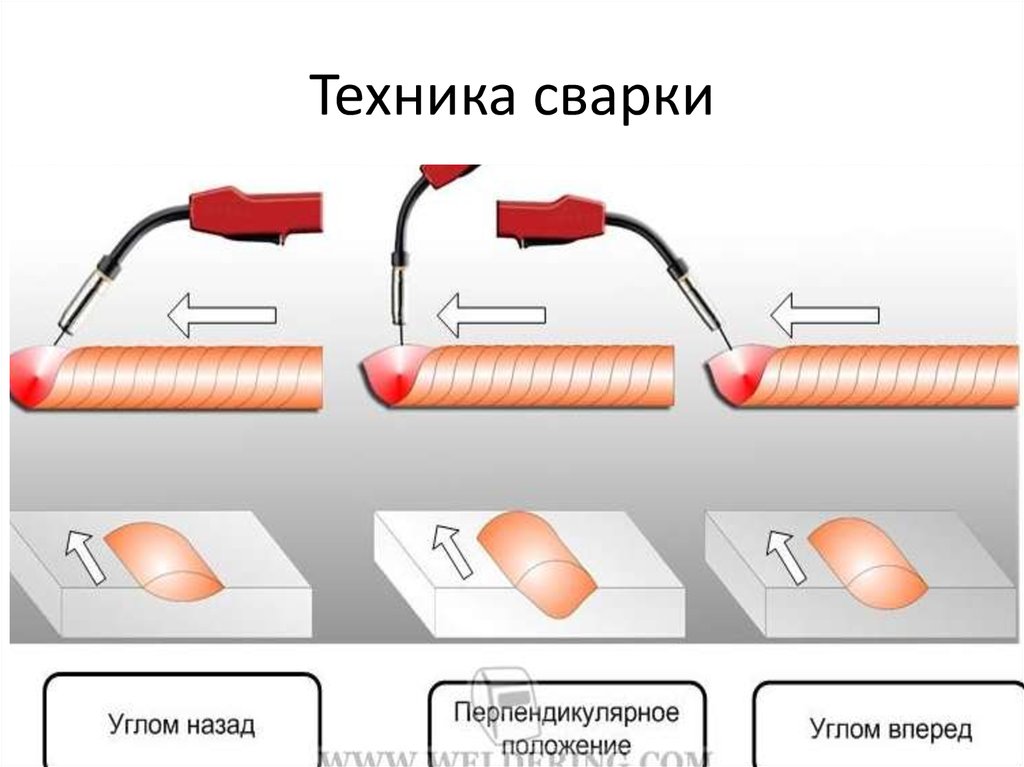
4 основных позиции сварки, которые вы должны знать: полное руководство
Как вы, наверное, уже знаете, сварка — это процесс сплавления двух или более деталей вместе под действием тепла. Существует много типов сварки, о которых мы говорим в разделе «Часто задаваемые вопросы по сварке» ниже. Но для начала мы поговорим о 4 основных положениях сварки, так как они влияют на лотов факторов.
Как сварщик, вы должны знать о следующих 4 основных положениях сварки, это особенно важно, если вы планируете пройти квалификационный тест сварщика:
- Плоское положение
- Горизонтальное положение
- Вертикальное положение
- Над головой position
Содержание
4 основных сварочных положения
Поток расплавленного металла будет меняться в зависимости от выбранного вами положения. Когда он плоский, сила тяжести втягивает расплавленный металл в соединение. Это приводит к более быстрому и значительному упрощению процесса сварки.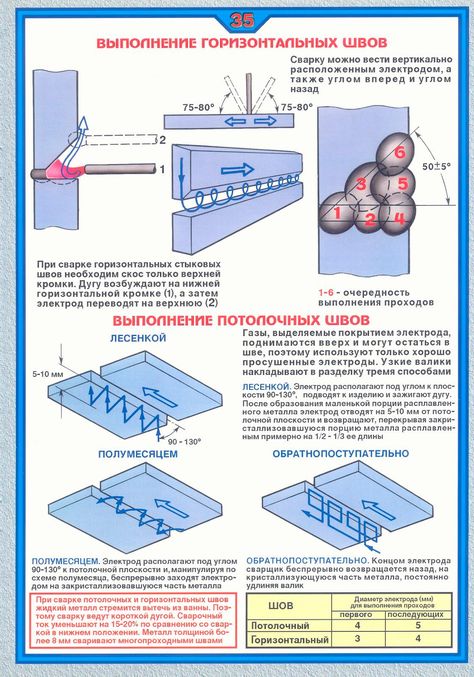
Горизонтальная сварка довольно сложна. Почему? Потому что расплавленный металл стекает на опорную плиту. Вам обязательно нужно попрактиковаться в этом перед квалификационным тестом.
AWS Положение сварки листаВертикальная сварка достигается путем направления горелки вниз и движения вверх. Иногда приходится начинать сверху, но мы обсудим это более подробно позже.
Положение сварки над головой , безусловно, самое сложное. Расплавленный металл стекает вниз под действием силы тяжести, поэтому контролировать его значительно сложнее. Как и в случае с горизонтальным положением, вам нужно будет много практиковаться, чтобы добиться идеального качества сварных швов.
Несмотря на то, что вам предстоит многому научиться, вам повезло, раз вы наткнулись на нас. Мы собираемся рассказать вам все, что вам нужно знать о каждой из позиций сварки, которые мы только что упомянули.
Давайте углубимся в детали, не так ли?
1.
 Плоское положение сварки (символ 1F или 1G)
Плоское положение сварки (символ 1F или 1G)Поскольку плоское положение сварки является самым простым (как мы упоминали выше), мы начнем здесь.
Некоторые сварщики называют это положением руки вниз, поэтому не смущайтесь изменением терминов. Чтобы сделать это правильно, сварку нужно производить с верхней части стыка. Таким образом, расплавленный металл под действием силы тяжести втягивается в соединение. Опять же, результатом является быстрый и легкий сварной шов.
Вы можете задаться вопросом: «Что с категориями 1F и 1G наверху?». Хорошо, давайте поговорим об этом.
В чертежах архитектора используются эти коды (называемые символами сварки), чтобы облегчить вам, сварщику, выполнение проекта. Число обозначает положение, а буква обозначает тип сварного шва.
Недавно я написал статью о «5 видов сварных соединений и их применение» — прочтите эту статью.
Взгляните на следующую таблицу, чтобы получить четкое представление о том, что означает каждое конкретное число.
| Number | Position | Variations | Variation Meaning |
|---|---|---|---|
| 1 | Flat | 1F | Fillet weld made in the flat position |
| 1G | Угловой шов в горизонтальном положении | ||
| 2 | Горизонтальный | 2F | Угловой шов в горизонтальном положении |
| 2G | Groove weld made in the horizontal position | ||
| 3 | Vertical | 3F | Fillet weld made in the vertical position |
| 3G | Groove шов в вертикальном положении | ||
| 4 | потолочный | 4F | Угловой шов в потолочном положении |
| 4G | Сварка разделки, выполненная в потолочном положении |
Как видно из приведенной выше таблицы, 1F означает угловой шов, выполненный в горизонтальном положении, а 1G означает сварку разделки, выполненный в плоское положение.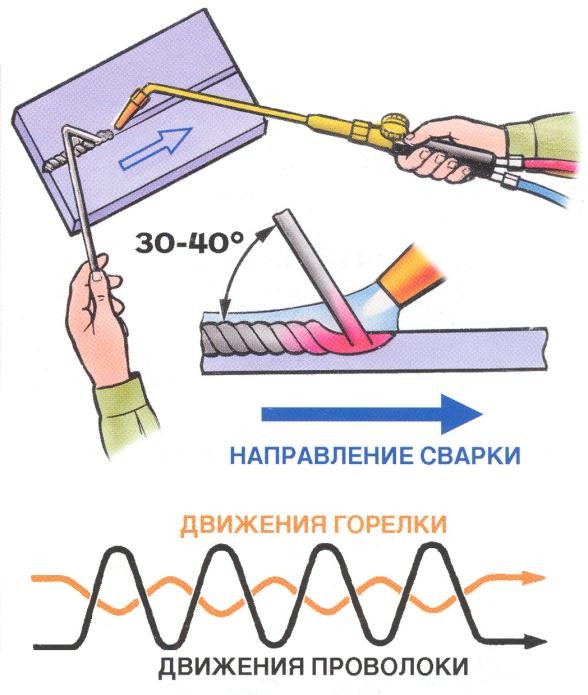
Если вы не знакомы с типами сварных соединений, мы написали подробное руководство по всем темам, так что вы можете прочитать его, прежде чем продолжить.
Вы должны использовать плоское положение сварки, если собираетесь сваривать плоская штука размещена на верстаке.
Как читать символы сварки >> Посмотрите видео ниже
2. Горизонтальное положение сварки (символ 2F или 2G)
По сравнению с плоским положением сварки горизонтальное положение сварки сложнее. Вам потребуется больше навыков, чем среднему сварщику, чтобы действительно хорошо выполнить горизонтальный шов.
Классифицируется как сварочное движение вне рабочего положения.
Как вы уже поняли, 2F — это положение горизонтального углового сварного шва. Здесь вы будете сваривать горизонтальную верхнюю сторону, которая прилегает к почти вертикальной поверхности. При этом вам нужно держать горелку под углом 45 градусов для достижения наилучших результатов.
2G, с другой стороны, представляет собой горизонтальное положение разделки кромок. Вы поместите ось сварного шва в горизонтальной плоскости. Он не обязательно должен быть строго горизонтальным, но приблизительного достаточно. Поверхность сварного шва должна находиться в вертикальной плоскости (или почти вертикальной).
Обычно это положение используется при сварке стены слева направо (или, конечно, справа налево).
3. Вертикальное положение сварки (символ 3F или 3G)
В этом положении выполняется сварка и пластины лежат вертикально (хотя бы примерно вертикально). Здесь гравитация тянет расплавленный металл вниз, поэтому многие начинающие сварщики сталкиваются с накоплением.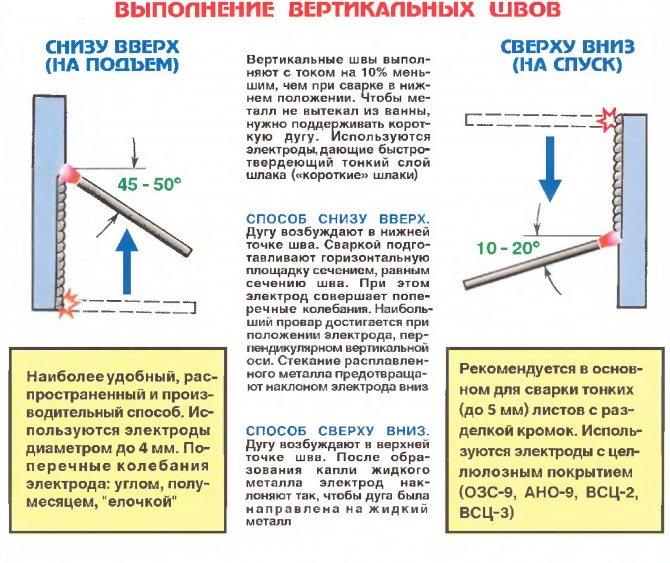 Но есть способ сделать так, чтобы этого не произошло! Вам просто нужно использовать восходящую или нисходящую позицию.
Но есть способ сделать так, чтобы этого не произошло! Вам просто нужно использовать восходящую или нисходящую позицию.
Когда вы находитесь в вертикальном положении вверх, пламя должно быть направлено вверх. Для этого просто держите горелку под углом 45 градусов к пластине. Таким образом, вы можете использовать металл ниже для работы против силы тяжести.
Когда у вас нет другого выбора, кроме как удерживать позицию на спуске, вам придется работать с кинетической силой от дуги, а также металлом с более высоких частей.
Обычно это положение используется, когда вы привариваете к стене вверх или вниз. Существует огромная разница в сварке вверх и вниз, поэтому, как правило, профессиональные сварщики говорят «вертикально вверх» и «вертикально вниз».
4. Положение сварки над головой (обозначение 4F или 4G)
Мы подумали, что оставим самое сложное положение напоследок! Почему это так сложно? Ну, вы работаете с нижней стороны сустава.
Поскольку гравитация имеет больше шансов взять верх, металл имеет тенденцию капать на опорную плиту. Но не переживайте слишком сильно, вы справитесь с этим. Как? Убедитесь, что лужа расплавленного металла как можно меньше.
Но не переживайте слишком сильно, вы справитесь с этим. Как? Убедитесь, что лужа расплавленного металла как можно меньше.
Если лужа резко увеличится, немедленно уберите пламя. Будем надеяться, что металл затвердеет и не упадет на опорную плиту.
Угловая сварка в потолочном положенииПока у вас есть достаточное количество присадочного металла, ваша сварочная ванна должна оставаться приемлемого размера. Если все сделано правильно и опытным персоналом, металл не упадет. Лучший совет, который мы можем вам дать, это расплавить оба края соединения с помощью горелки, это еще больше укрепит жидкий металл.
Как правило, при работе с потолком используется потолочная сварка.
Положения, которые мы только что рассмотрели — горизонтальное, горизонтальное, вертикальное и над головой — являются основными. Но они не включают позиции сварки труб. Итак, мы собираемся взглянуть на них сейчас.
Положения для сварки труб
Трубы используются в очень многих различных ситуациях, поэтому точное положение для сварки будет определяться для каждого конкретного проекта.
Обычно, положение при сварке труб имеет тенденцию быть фиксированным. Однако из этого правила есть исключения. Иногда они также могут быть скрученными или плоскими.
В общем, без лишних слов, приступим.
Горизонтальный сварной шов для труб
Чтобы сделать это правильно, необходимо следовать определенной процедуре. В противном случае вы можете запутаться и напортачить (что приведет к провалу всего проекта). Не волнуйтесь, мы расскажем вам, как это сделать.
Выровняйте стык и приметайте сварной шов, чтобы зафиксировать его на месте. В качестве альтернативы вы можете использовать стальные перемычки, чтобы закрепить деталь во время работы. Просто имейте в виду, что вам нужно будет установить пирог на ролики, прежде чем вставлять кусок в зажим.
AWS Позиция сварки для трубы Затем вы начнете сварку на трети пути вокруг первой четверти окружности трубы. Приваривать вверх следует к точке «северо-восток».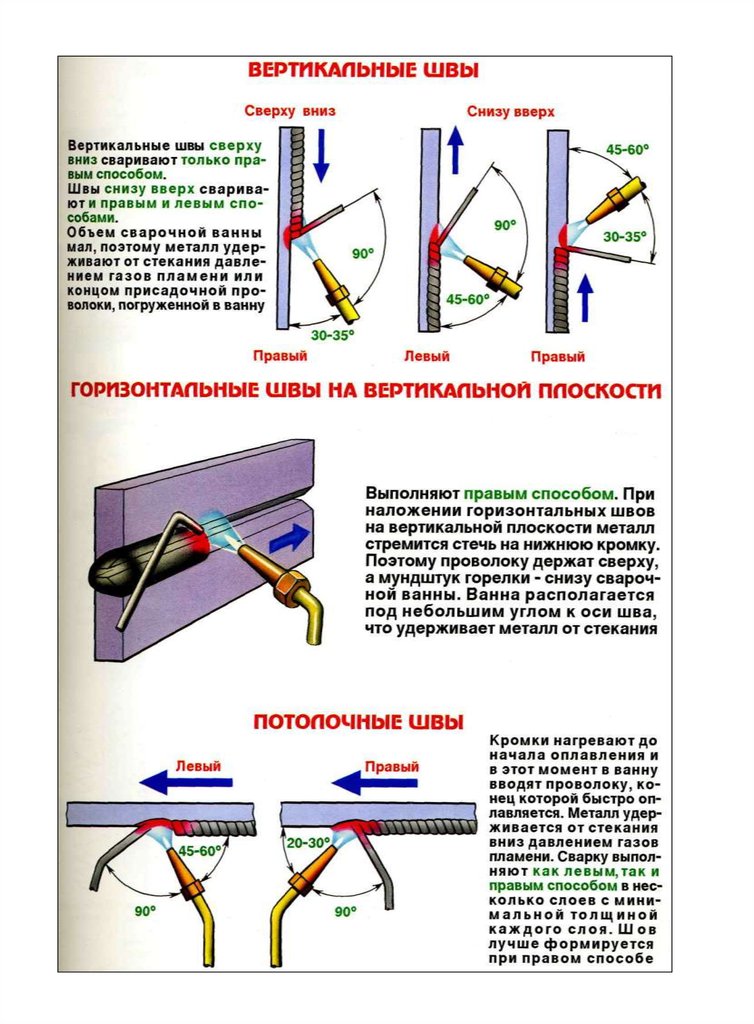 Достигнув этого положения, поворачивайте трубу по часовой стрелке до тех пор, пока точка остановки сварного шва не вернется в исходное положение. Опять же, вам нужно будет привариться вверх к северо-восточной точке.
Достигнув этого положения, поворачивайте трубу по часовой стрелке до тех пор, пока точка остановки сварного шва не вернется в исходное положение. Опять же, вам нужно будет привариться вверх к северо-восточной точке.
Здесь следует отметить одну вещь: вам нужно убедиться, что факел удерживается между двумя точками, которые мы упоминали выше. Труба должна быть единственным вращающимся элементом.
Положение горелки здесь очень похоже на вертикальный шов. Однако, когда вы приблизитесь к северо-восточной точке, сварной шов будет символизировать плоское положение (почти). Итак, вам нужно будет отрегулировать стержень и горелку, чтобы эффективно адаптироваться к изменениям.
Мы советуем остановить только 9 04:20 до 90:421 вы вернетесь в исходную точку. Это позволяет повторно нагреть начальную точку, чтобы все было одинаковой температуры. Затем будет сформировано бесшовное соединение.
Сварка горизонтальной трубы в фиксированном положении
Неудивительно, что сварка горизонтальной трубы в фиксированном положении аналогична описанной выше, за исключением того, что труба , а не вращается.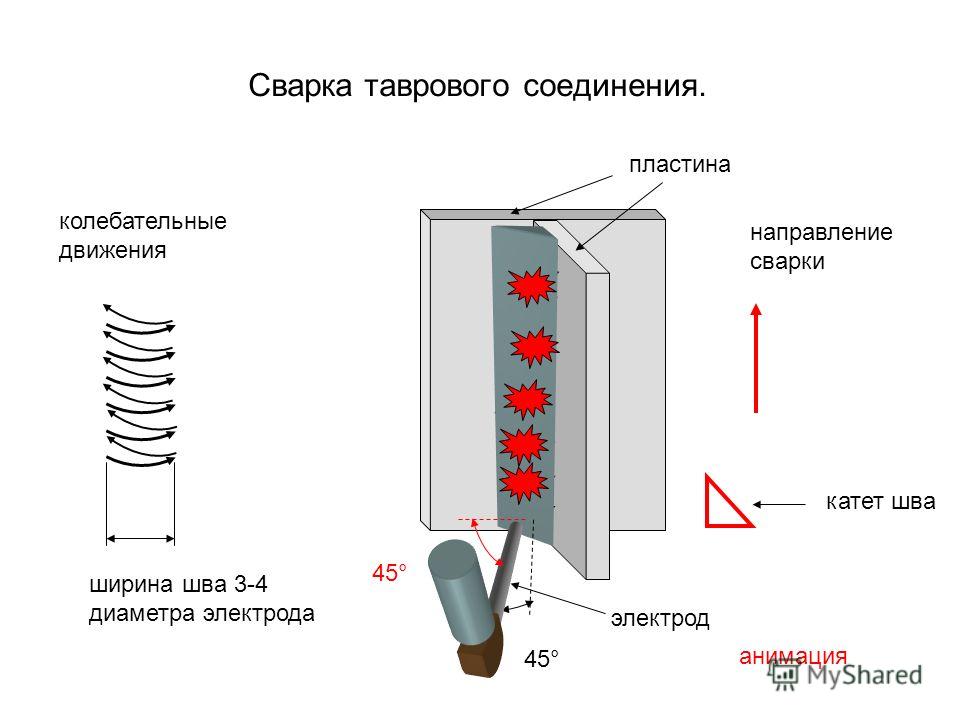
Итак, посмотрим, как это сделать эффективно. Готовый? Мы уверены!
После прихватки необходимо правильно их сориентировать. Всего их должно быть 4, лежащих на северо-востоке, юго-востоке, юго-западе и северо-западе. Конечно, это приблизительно соответствует , так что не беспокойтесь по этому поводу. Но вам нужно быть осторожным, так как трубу нельзя будет сдвинуть, как только вы начнете сваривать.
Настоящую сварку можно выполнить за 4 довольно простых шага (четыре сегодня кажется магическим числом!).
Во-первых, вы должны начать с южной точки и двигаться вверх к восточной точке. Затем нужно вернуться к стреле и привариться вверх в западное положение. После этого вернитесь к восточной точке и приварите вверх к северной точке. Наконец, вернитесь к западной точке и двигайтесь вверх к северной точке. Здесь вы можете перекрыть бисер.
Для тех, кто хочет сваривать снизу, вы можете сделать это в два этапа. Если вы заинтересованы, оставайтесь с нами, но если вы предпочитаете перейти к следующей сварочной позиции, не стесняйтесь делать это вместо этого.
Итак, сварка вниз. Вот шаги:
Начните с северной точки и продвигайтесь вниз по одной стороне круга. После этого вернитесь на север и пройдите вниз по другой стороне . Убедитесь, что вы присоединились к нему в южной точке, когда доберетесь туда.
Этот метод лучше всего использовать при дуговой сварке, потому что вы можете сделать это очень быстро. На самом деле, это в три раза быстрее, чем восходящий метод, который мы обсуждали ранее!
Сказав это, вы обычно используете только нисходящий метод для соединения труб из низкоуглеродистой или низколегированной стали. Кроме того, количество проходов зависит от толщины. Взгляните на следующую таблицу, чтобы узнать больше.
| Толщина трубы | Количество проходов |
|---|---|
| под ⅜ ⅜ дюйма | 1 |
| ⅜ до ⅝ от дюйма | 2 |
| ⅝ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ ⅞ № | |
| 4 |
Сварка вертикальной трубы в фиксированном положении
Когда трубы находятся в вертикальном положении, следует выбрать метод сварки наотмашь. Вы начнете с точки прихватки и продолжите по окружности трубы.
Да, это все!
Многопроходная дуговая сварка
Присадочные швы
При использовании присадочных швов следует обратить внимание на некоторые моменты.
Во-первых, вы должны очень внимательно следить за тем, чтобы они правильно проникали в корневые валики (о корневых валиках мы поговорим в следующем разделе). Почему? Потому что это гарантирует, что любая причинно-следственная связь устранена.
Во-вторых, вам нужно решить, сколько бусин наполнителя вам действительно понадобится. Независимо от того, что вы делаете, вам, скорее всего, понадобится в минимум один.
Корневой валик
При использовании выравнивающего зажима убедитесь, что корневой валик начинается в углублении канавки. При этом позаботьтесь о том, чтобы нарастить корневой валик внутри трубы; постарайтесь не дать ему просочиться из сторон. Это может потребовать немного практики, но в конце концов вы добьетесь своего!
При этом позаботьтесь о том, чтобы нарастить корневой валик внутри трубы; постарайтесь не дать ему просочиться из сторон. Это может потребовать немного практики, но в конце концов вы добьетесь своего!
Финишные валики
Завершающие валики, как вы можете догадаться по названию, надеваются поверх накладных отделочных валиков. Шокер, да?
Как правило, эти бусины имеют ширину примерно ⅝ дюйма. Что касается размещения, вы можете просмотреть диаграммы в Интернете, которые правильно отображают это. Тем не менее, мы рекомендуем, чтобы они выступали на 1/16 дюйма над внешней трубой.
Сварка алюминиевых труб
Игра немного меняется, когда дело доходит до сварки алюминиевых труб. Существуют определенные используемые соединения, которые обычно требуют от вас проведения комбинированных процессов.
Читать по теме : Как легко сварить алюминий
Символы сварки труб
Вы помните, когда мы говорили о цифрах и буквах, используемых в символах сварки? Мы рассмотрели числа от 1 до 4.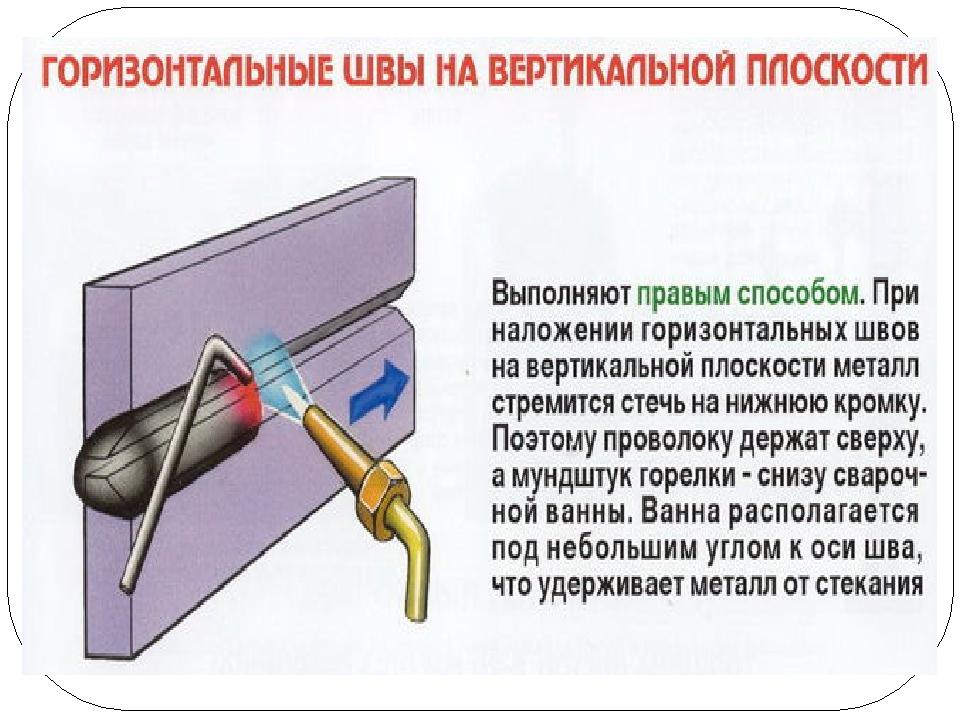 Ну, нам нужно обсудить еще два — 5 и 6. Они специально связаны со сваркой труб, поэтому мы ждали до сих пор, чтобы поделиться ими с вами.
Ну, нам нужно обсудить еще два — 5 и 6. Они специально связаны со сваркой труб, поэтому мы ждали до сих пор, чтобы поделиться ими с вами.
Номер 5 — это положение сварки, при котором труба лежит горизонтально. Это может быть, например, когда труба торчит из стены. Следовательно, сварной шов должен быть наложен вокруг трубы. Здесь труба , а не , вообще не вращается. Таким образом, положение постоянно меняется.
Номер 6 невероятно похож на номер 5, но труба расположена диагонально (под углом 45 градусов).
Хорошо, теперь давайте перейдем к часто задаваемым вопросам о сварке. У нас их , , но сегодня мы ответим только на три самых распространенных.
>> Щелкните здесь: 5 типов сварных соединений и их применение – подробное руководство
Какой тип сварки мне следует выполнять?
Существует и много различных типов сварки, на которых вы можете сосредоточиться. Все зависит от того, чего вы хотите достичь.
Все зависит от того, чего вы хотите достичь.
Ниже вы можете найти краткое объяснение каждого из них, чтобы вы могли решить, что подходит именно вам.
Дуговая сварка
Этот тип довольно популярен благодаря экономичной процедуре. Используемая вами машина будет излучать электрический импульс, проходящий через материал.
Итак, почему сварка называется дуговой ? Протекающий ток иногда может выглядеть как дуга.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения стальных листов. В принципе, это хорошо для любого толстого материала. Обычно , вы бы использовали его в вертикальном положении, потому что он был придуман специально для этого.
Сварка порошковой проволокой
Изобретатель сварки порошковой проволокой хотел предложить людям альтернативу электродуговой сварке.
Если вам нужно сделать быстро, этот метод для вас, так как это автоматический метод. Вы обнаружите, что многие строители будут использовать его, чтобы выполнить работу быстрее.
Дуговая сварка металлическим газом
Опять же, это процедура автоматической сварки.
Вы будете использовать сварочный пистолет, который систематически протягивает металл сварного шва через себя. Он даже испускает газовый «щит», защищающий вашу фигуру от сил природы.
Если вам предстоит много сварочных работ, это сэкономит вам массу времени.
Газовая вольфрамовая дуговая сварка
Поскольку это сложно и требует много времени, многие сварщики в настоящее время не используют его. Вам нужно безумное количество навыков и концентрации, чтобы сделать это правильно.
Сказав это, результат невероятно высокого качества.
Сварка MIG (сварка металлов в среде инертного газа)
Газовый элемент здесь защищает вашу деталь от таких элементов, как кислород, которые могут повредить ваши материалы. Из-за этого сварщик может прогрессировать относительно быстро.
Самое замечательное в этом типе сварки то, что вам не нужны огромные навыки для работы на машине. Хотя , надо отметить, что снаружи делать этот вид сварки нельзя!
Хотя , надо отметить, что снаружи делать этот вид сварки нельзя!
Плазменная дуговая сварка
Это аналог газовой вольфрамовой дуговой сварки, о которой мы говорили ранее. Это очень точная форма сварки, поэтому она требует еще большей концентрации, чем вышеупомянутая GTAW.
Дуговая сварка защитным металлом
Чаще всего ее называют электродуговой сваркой, и в настоящее время это самый популярный процесс сварки. Это дешево и просто сделать. Однако результаты не такие качественные, как другие методы.
Дуговая сварка под флюсом
Этот процесс разработан специально для металлов, содержащих много железа, таких как нержавеющая сталь. Вы можете найти полуавтоматические или полностью автоматические устройства, которые значительно ускоряют процесс.
Сварка ВИГ (сварка вольфрамовым электродом в среде инертного газа)
По сути, это просто другой тип сварки MIG. Вместо металлического электрода используется вольфрамовый ток. Хотя есть и другие отличия, это основное.
Хотя есть и другие отличия, это основное.
Какие меры безопасности следует соблюдать при сварке?
Мы обнаружили, что чем больше занят сварщик, тем больше он пренебрегает самыми безопасными и передовыми методами. Конечно, это имеет большой смысл, но крайне важно, чтобы вы репетировали их регулярно. Это защищает вас, вашу семью и других людей.
Вы должны по-настоящему понимать последствия неосторожного поведения. Например, если вы забудете надеть средства индивидуальной защиты, вы можете получить ожоги, удар электрическим током или контакт с излучаемым светом.
Помимо этого, вы должны помнить о других факторах, таких как чистящие средства, взрывы, выбросы дыма и шум.
Помните, безопасность превыше всего. Соблюдение необходимых мер предосторожности, рекомендованных и , позволит избежать всех возможных несчастных случаев.
Связанное чтение: 30+ необходимых сварочных инструментов и принадлежностей (опрос экспертов)
Что такое всепозиционный сварочный стержень или проволока?
Проволока, предназначенная для плоской и горизонтальной сварки, оптимизирована таким образом.