Можно ли варить Титан полуавтоматом? — Полуавтоматическая сварка — MIG/MAG
#1 energyos
Отправлено 12 June 2013 22:14
варить хочу титановые листы 0.5мм и титановые трубы диамером 15мм тольщина стенки 2 мм
титан марки GR1, GR2 т.к. титан этих марок не требует отжига
можно ли варить полуавтоматом?
- Наверх
- Вставить ник
#2 svarnoi69
Отправлено 12 June 2013 22:18
нет.только под флюсом.
- Наверх
- Вставить ник
#3 energyos
Отправлено 12 June 2013 22:22
а алюминий марки 7030 можно варить полуавтоматом?
- Наверх
- Вставить ник
#4 svarnoi69
Отправлено 12 June 2013 22:26
http://websvarka. ru/…p?showtopic=882
ru/…p?showtopic=882
- Наверх
#5 VERS
Отправлено 13 June 2013 15:10
варить хочу титановые листы 0.5мм и титановые трубы диамером 15мм тольщина стенки 2 мм
титан марки GR1, GR2 т.к. титан этих марок не требует отжига
можно ли варить полуавтоматом?
Чем вам TIG не нравится? полуавтоматом токие толщины и размер сварить не получится — процесс не очень стабильный и очень дорогой. А отжигать не отжигать зависит от изделия и требаваний к нему.
- Наверх
- Вставить ник
#6 ЛехаКолыма
Отправлено 16 June 2013 22:21
А почему нельзя ставится проволока подходяжего диаметра и состава обиспечивается надежная газовая защита и в перед ни каких трудностей ,главно соблюсти технологию,да и к тому же зтв меньше и короблений
- Наверх
#7 АВН
Отправлено 16 June 2013 23:29
-А эти ягоды есть можно?
-Можно. .. только отравишься.
.. только отравишься.
ЛехаКолыма, Вы варили титановые сплавы полуавтоматом?
- Наверх
- Вставить ник
#8 VERS
Отправлено 17 June 2013 20:09
Угловой шов пластины ВТ1-0, 8мм. Полуавтомат, честно).
Прикрепленные изображения
- Наверх
- Вставить ник
#9 АВН
Отправлено 17 June 2013 20:24
В моей сопливой юности у нас только один сварщик на участке варил сплав Сп-3B ранцевым п/а.
- Наверх
- Вставить ник
#10 АВН
Отправлено 05 July 2015 19:09
VERS, газозащитное приспособление применяли или в камере? 🙂
- Наверх
- Вставить ник
Сварка титана и его сплавов: технология, электроды
Содержание:
- Особенности титановых сплавов
- Свойства материала
- Какие возникают сложности при сварке титана и его сплавов
- Особенности подготовки титана к сварке
- Сварка аргоном и полуавтоматом
- Электрошлаковая сварка
- Электронно-лучевая сварка
- Контактная сварка
- Интересное видео
Титан является высокопрочным металлом, который используется для изготовления различных конструкций важного назначения.
Сварка титана считается сложной технологией, при которой металл активно взаимодействует с газами в жидком и нагретом состоянии.
Особенности титановых сплавов
Титан редко применяется для изготовления различных конструкций в чистом виде, его обычно используют в виде сплавов. Они имеют высокую температуру плавления от 1470 до 18250С, данный показатель зависит от марки.
За счет того, что сплавы обладают идеальным сочетанием небольшой легкости и высокой прочности, их часто применяют для изготовления важных конструкций таких как, велосипедные рамы или запчасти для высокоскоростных автомобилей. Сварка титана и его сплавов является тяжелым процессом, потому что материалы имеют ряд специфических свойств.
Свойства материала
Титан обладает несколькими особыми качествами, которые и осложняют процесс сваривания данного металла. К ним относят:
К ним относят:
- невысокая степень теплопроводности;
- металл имеет склонность к самовозгоранию при нагревании до 400 градусов Цельсия, а также при контакте с кислородом;
- окисляется под влиянием углекислоты;
- при нагревании до 600 градусов Цельсия происходит образование нитридных соединений. Также данные соединения образуются при контакте с азотом, при этом они имеют твердую, но сильно хрупкую структуру;
- обладают склонностью к поглощению водорода при нагревании до 250 градусов Цельсия;
- при нагревании выше 800 градусов происходит изменение структуры (увеличение размеров зерна).
Критическими показателями температуры для титанового металла являются выше 400-500 градусов Цельсия. При разогревании до этого уровня у него отмечается повышение химической активности. Во время него титан взаимодействует с атмосферным воздухом, которое может оказать негативное воздействие на сварное соединение.
Дополнительно могут появиться вредные примеси — гидриды, нитриды, карбиды и другие, которые могут снизить прочность шва.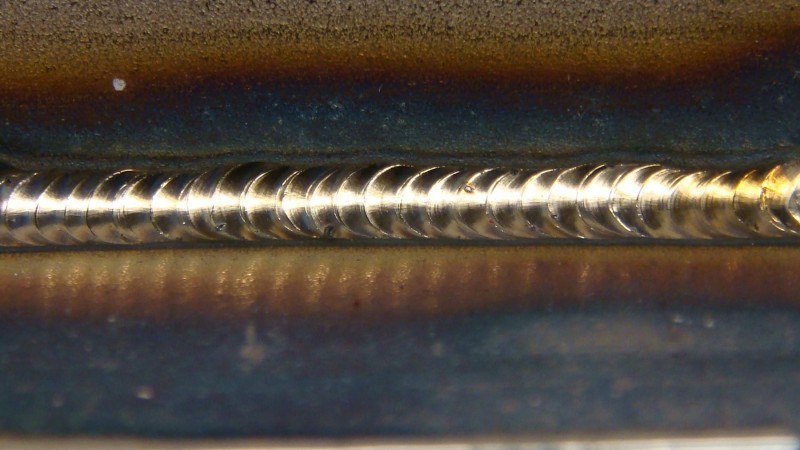 Если будет нарушена технология сварки титана, а также не будут соблюдаться правила и требования по ГОСТу, то это может привести к тому, что сварной шов развалится даже после небольшого удара.
Если будет нарушена технология сварки титана, а также не будут соблюдаться правила и требования по ГОСТу, то это может привести к тому, что сварной шов развалится даже после небольшого удара.
Если процесс сваривания выполняется согласно установленным нормативам, то показатель прочности шва будет находиться на уровне от 0,6-0,8 от прочности свариваемого металла.
Какие возникают сложности при сварке титана и его сплавов
Особенности сварки титана и его сплавов состоят в том, что данный процесс имеет некоторые сложности, которые делают этот процесс тяжелым. При нагревании сплавы с титаном начинают активно взаимодействовать с воздухом. При этом процесс данного взаимодействия может наступать задолго до достижения показателя температуры титана, а точнее уже при 450 градусах Цельсия.
Сварка титановых труб и других изделий из данного металла может осложняться следующими процессами:
- при взаимодействии титана с кислородом на поверхности свариваемой заготовки начинается активный процесс образования оксида титана и окалины, а именно появляется альфированный слой.

- во время нагревания титановые сплавы усилено воздействуют с азотом. Если в составе сплава из титана будет превышен уровень азота, то этом может вызвать изменения физических свойств основы, а именно — прочность сплава станет намного выше, но вот свойства пластичности снизятся в несколько раз. Согласно существующим нормам наибольший показатель азота в составе сплава из титана должен составлять не больше 0,04-0,05 %;
- самым вредным газом для титановых сплавов является водород. Если его содержание в составе металла будет составлять выше нормы, то это может вызвать сильную хрупкость, образование на поверхности трещин, больших пор. В норме водород в составе титановых сплавов должен быть не выше 0,01-0,15 %.


Особенности подготовки титана к сварке
Сварка титановых сплавов должна выполняться правильно, именно от этого будет зависеть прочность сварного шва. Перед тем как начинать процесс сваривания стоит выполнить подготовку кромок материала.
Стоит учитывать, что после проведения предварительного термического подготовительного процесса заготовок, на поверхности кромок появляется оксидно-нитридная пленка. Она имеет высокую прочность и устойчивость к повышенным температурам. Вот именно от этой пленки и требуется избавиться.
Процесс очищения пленки с кромок осуществляется так:
- в первую очередь кромки подвергаются механическому очищению. Для этого может применяться железная щетка, ею можно пройтись по краям кромки вручную или при помощи болгарки;
- от пленки требуется зачистить не только кромки, но и область, которая прилегает к стыку на ширину полтора или два см;
- после этого нужно выполнить процесс травления металлического изделия. Для этого применяется специальная жидкость, которая должна состоять из 350 мл соляной кислоты, 650 мл воды, 50 мл фторида натрия;
- протравливание должно выполняться при температуре +600С на протяжении 5-10 минут.

Помимо этого обязательно нужно тщательно подготовить рабочее место. При проведении сваривания титана и его сплавов обязательно должна обеспечиваться полная чистота рабочего места, при этом оно должно быть надежно защищено от следующих негативных факторов:
- стоит полностью устранить сквозняки;
- в помещении не должны быть высокими показатели влажности;
- обязательно очистите пыль;
- полное удаление жира.
Сварка аргоном и полуавтоматом
Если будут правильно выполняться все требования и правила аргонодуговой сварки, то можно добиться высокую прочность сварного шва титановой трубы и других конструкций из сплавов. Если же будет нарушена технология сварных работ, то качество соединения заметно снизится.
Для титанового металла в отличие от других цветных металлов требуется аргон высокого качества. Жидкая основа сварного соединения обязательно должна быть полностью защищена от атмосферного воздуха. Кроме этого горячую область рядом со швом требуется предохранять во время процесса кристаллизации и дальнейшего остывания до 427 градусов.
Технология сварки аргоном титана выполняется с учетом следующих рекомендаций:
- сварка аргоном титана должна выполняться на постоянном токе с прямой полярностью;
- в процессе сваривания требуется применять вольфрамовые электроды;
- иногда сваривание титановых сплавов при помощи аргонодуговой сварки может потребовать дополнительные приспособления, через которые будет поступать инертный газ, вытесняя воздух. Данные элементы могут иметь любую форму и размеры;
- сварка при помощи аргоном также выполняется с применением прокладок из меди или стали. В них можно вырезать отверстия для подачи газа;
- соединение труб производится специальными фартуками. Данные элементы могут иметь различные закругления;
- если соединение производится встык или внахлест, при показателе толщины металла не менее 3 мм, то присадочная проволока может не применяться. В этих случаях устанавливается сопло по наибольшему диаметру и увеличивается степень подачи аргонового газа;
- сварка титана со сталью должна выполняться на короткой дуге, при этом не должны быть колебательные движения. А подача присадочного прута должна быть в беспрерывном режиме;
- подача газа после гашения дуги должна продолжаться еще на протяжении 1 минуты. Выполнение данного действия предотвратит окисление шва.
 А подача присадочного прута должна быть в беспрерывном режиме;
А подача присадочного прута должна быть в беспрерывном режиме;Применять аргонодуговую сварку стоит осторожно. Важно не допускать взаимодействия вольфрамового электрода со сварочной ванной. Это позволит предотвратить проникновение вольфрамовых частиц в область сварного шва.
Сварка титана полуавтоматом похожа на аргонодуговое сваривание, но она имеет повышенную экономичность и высокую степень производительности во время соединения заготовок с размером толщины более 1 см.
При полуавтоматической сварке применяется источник тока с обратной полярностью. Сварочная горелка должна быть оснащена дистанционным устройством для регулирования показателей силы тока. Это поможет предотвратить серьезные нарушения сварочного процесса.
Электрошлаковая сварка
Сварка титана с нержавейкой или другими сплавами может проводиться при помощи электрошлакового сваривания. Данный метод сваривания часто применяется для сплава марки ВТ5-1, который состоит из 3 % олова и 5 % алюминия. Листы из этого сплава производится методом прессования и прокаткой в тонкие листы. А вот толстостенные конструкции не прокатывают, они подвергаются ковке.
Данный метод сваривания часто применяется для сплава марки ВТ5-1, который состоит из 3 % олова и 5 % алюминия. Листы из этого сплава производится методом прессования и прокаткой в тонкие листы. А вот толстостенные конструкции не прокатывают, они подвергаются ковке.
Так как сваривают титан с толстыми стенками? Толстостенные заготовки свариваются в условиях из защитного газа аргона с применением флюса марки АН-Т2. Во время данного процесса обязательно применяют переменный ток, подача которого в область сварки производиться при помощи трехфазного трансформатора.
Важные особенности электрошлаковой сварки титана:
- для того, чтобы сварить заготовки с толстыми стенками требуется выставить мощность тока на 1600-1800 ампер с показателем напряжения в 14-16 вольт;
- зазор между заготовками должен составлять 2,6 см;
- расход аргона должен составлять не больше 8 литров на 1 минуту;
- масса засыпаемого флюса — 130 грамм;
- при этом стоит с особой внимательностью относиться ко всем требования данного сварочного процесса, их полное соблюдение сможет обеспечить высокое качество сварочного шва;
- электроды для сварки титана должны соответствовать по размеру диаметра. Обычно рекомендуется использовать расходники с размером диаметра в 12 мм. Если они будут иметь размер в 8 мм, то показатель прочности падает до 80 %;
- не стоит использовать легированные и титановые электроды, они снижают показатель пластичности в сварочном соединении.
 Обычно рекомендуется использовать расходники с размером диаметра в 12 мм. Если они будут иметь размер в 8 мм, то показатель прочности падает до 80 %;
Обычно рекомендуется использовать расходники с размером диаметра в 12 мм. Если они будут иметь размер в 8 мм, то показатель прочности падает до 80 %;Электронно-лучевая сварка
Электронно-лучевая сварка титана считается одним из популярных способов соединения изделий. При этом сваривание позволяет получить прочное и качественное соединение. Данный процесс основан на применении тепла, которое выделяется при торможении остросфокусированного пучка частиц, ускоренных до показателей высокой энергии.
Главным компонентом, при помощи которого выполняется сварка конструкций из титана, является луч, выделяемый специальным устройством — электронной пушкой. Питание пушки осуществляется при помощи высоковольтного источника постоянного тока.
Процесс обычно происходит в условиях вакуума, который защищает от негативных внешних условий. На заводах и предприятиях имеется специальная камера для сварки титана, которая защищает металл от взаимодействия с атмосферной средой и снижает потерю кинетической энергии электронов.
Контактная сварка
Чем еще можно сваривать титан и его сплавы? Для сварки деталей из этого металла может применяться контактный способ. Согласно нормам ГОСТа данный метод разрешается использовать для титана, потому что оптимальный показатель скорости сваривания титановых сплавов равен 2-2,5 мм в секунду.
Не желательно превышать установленную скорость, потому что это может негативно отразиться на прочности сварного шва. При этом этот показатель особенно важен при использовании контактной сварки, потому что она выполняется очень быстро. Свариваемые кромки не нужно защищать и фрезеровать.
Контактная сварка может выполнять разными методами:
- точечным;
- линейным;
- конденсаторным.
При этом стоит обращать внимание, что каждый метод подбирается индивидуально. Он может зависеть от уровня толщины заготовок, от степени давления электродов, от их диаметра, от размера толщины и длины свариваемой пластины, от периода сжатия, от времени прохождения тока через металлическое изделие.
Любой метод сварки титана имеет важные особенности и требования, от которых зависит прочность сварного шва. Если сваривание производится в условиях большого предприятия, то обязательно выполняется УЗК сварного шва титановой трубы, которое позволяет определить степень прочности соединения. Если она будет низкая, то это может негативно отразится на всей конструкции.
Интересное видео
How to Weld Titanium — Сварочный центр
Титан — очень активный металл, поэтому в прошлом люди сваривали его только в герметичных камерах. Однако титан не так сложно сварить, как думают люди. При надлежащей газовой защите и профилактических мерах вы легко сможете приступить к работе. В этой статье мы расскажем вам как сварить титан .
Титан обладает несколькими свойствами, которые играют решающую роль в процессе сварки.
- Он имеет более низкую плотность, чем большинство металлов
- Он не такой эластичный, как другие металлы
- Титан имеет более высокую температуру плавления, чем большинство других металлов, используемых при сварке
- Это легко реагирующий материал, который легко загрязняется
- Это не такой пластичный, как нержавеющая сталь
Подготовка к сварке
Правильный сварной шов из титана будет выглядеть как застывшая ртуть — он будет блестящим и отражающим. Чтобы гарантировать получение сварного шва хорошего качества, сначала необходимо выполнить несколько шагов по подготовке поверхности сварного шва к процедуре.
Очистка поверхности
Мы советуем вам подготовить поверхность перед всеми сварочными работами. Однако с титаном нужно быть особенно осторожным. Чем чище ваша поверхность, тем прочнее будет соединение. Масло, пыль, грязь, ржавчина, смазочно-охлаждающая жидкость и краска могут привести к хрупкости соединения, что считается нарушением сварного шва.
Чтобы обеспечить прочный и успешный сварной шов, соблюдайте три правила:
- Чистая поверхность
- Чистое рабочее пространство
- Чистый присадочный стержень
Если хотя бы одна из этих поверхностей грязная, вы можете легко загрязнить заготовку. Чтобы удалить все нежелательные частицы с поверхности, мы предлагаем вам использовать химический очиститель, специально разработанный для титана.
Для очистки рабочей поверхности используйте пароочиститель и разбавленный раствор гидроксида натрия, чтобы удалить все загрязнения. Затем с помощью груши с горячим воздухом удалите всю влагу с рабочего места.
Не используйте фен для обработки легковоспламеняющихся химических растворителей. Вы должны убедиться, что химический очиститель, который вы используете для очистки заготовки, не воспламеняется.
Очистите все оборудование и вытрите его насухо перед использованием. Вы можете использовать решение, которое вы использовали для рабочей станции, и для инструментов.
Титан плохо реагирует на хлор, поэтому дважды проверьте чистящее средство, чтобы убедиться, что оно не содержит хлор. Резиновые перчатки также содержат хлор, поэтому вместо них используйте пластиковые или хлопчатобумажные перчатки.
Выберите защитный газ
Поскольку титан легко реагирует с воздухом, маслом, грязью, влагой и другими металлами с образованием хрупких соединений, использование правильного защитного газа имеет важное значение, если вы хотите получить прочную сварка. Обычно большинство сварщиков используют 99,999% чистого аргона для процесса. Только действительно чистые аргон и гелий обеспечивают оптимальную защиту от атмосферы.
Когда вы покупаете защитный газ для своего сварочного проекта, убедитесь, что вы получаете этот газ только от надежных поставщиков. Даже если аргон немного менее чистый, чем требуется, это может привести к обесцвечиванию. В итоге вы получите сварной шов с желтоватым оттенком, чего вы не хотите. Грязный газ или неполное покрытие также могут вызвать синеватый оттенок и пятнистость.
При работе с титаном необходимо убедиться, что не только передняя, но и задняя часть защищены от атмосферы. Любая область, подвергшаяся тепловому воздействию, будет иметь неблагоприятную реакцию, если она вступит в контакт с кислородом.
Для мелких деталей можно использовать закрытые отсеки из перчаточных ящиков, заполненных защитным газом. Вы даже можете использовать специально изготовленные полиэтиленовые камеры продувочного газа в сочетании с монитором продувки. С их помощью вы можете убедиться, что в камере достаточно аргона для обеспечения оптимальной защиты.
Если вы хотите получить идеальный уровень защиты во время сварки, вам необходимо выполнить три шага:
- Первичная защита – обычно встроена в сварочную горелку и обеспечивает первичную защиту, необходимую для сварки. защита расплавленной сварочной ванны. Вы можете использовать стандартную горелку с водяным охлаждением, оснащенную керамической чашкой и газовыми линзами. Мы предлагаем вам выбрать фонарь с более широкой чашкой для лучшего освещения.
- Вторичное экранирование. Задние экраны обеспечивают вторичную защиту. Они прикреплены к концу большинства сварочных горелок и гарантируют, что все зоны, подверженные тепловому воздействию, защищены от загрязнения.
- Резервное экранирование. Эти устройства похожи на висячие экраны и выполняют практически ту же функцию. Это либо портативные устройства, либо приклеенные скотчем. Они редко поставляются предварительно установленными в сварочной горелке.

Выбор подходящей присадочной проволоки
При выборе присадочного металла для сварки титана и его сплавов мы предлагаем вам выбрать присадочную проволоку, которая в первую очередь обладает теми же свойствами, что и основной материал. Вы также можете выбрать проволоку, класс прочности которой на один класс ниже основного металла. В некоторых ситуациях сварщик может даже использовать присадочную проволоку другой категории.
Выбор присадочной проволоки зависит от свойств и комбинации соединения. Для повышения пластичности соединения:
Для повышения пластичности соединения:
- При сварке нелегированного титана повышенной прочности используйте присадочный металл с меньшим пределом текучести основы.
- При сварке титана классов Ti-5A1-2,5Sn и Ti-6A1-4V можно использовать нелегированный присадочный материал.
- Другим вариантом является присадочный металл с более низким процентным содержанием кислорода, азота, водорода, углерода и других легирующих элементов, чем в основном металле.
Используемые процессы сварки
При сварке титана и титановых сплавов можно использовать любой из следующих методов сварки:
- (EBW) Электронно-лучевая сварка
- (GTAW) Дуговая сварка вольфрамовым электродом или (TIG) вольфрамом Сварка в среде инертного газа
- (RW) Сварка сопротивлением
- (LBW) Лазерная сварка
- (PAW) Плазменно-дуговая сварка
- (GMAW) Дуговая сварка в среде защитного газа или (MIG) Металл в среде инертного газа
- (FRW) Трение сварка
Электронно-лучевая сварка
Это процесс плавления, в котором для соединения двух металлов используется высокоскоростной электронный луч. Когда луч соприкасается с металлическими деталями, он сильно нагревается. Две пластины плавятся и сплавляются, образуя прочное соединение. В аэрокосмической и авиационной промышленности используется электронно-лучевая сварка из-за долговечности получаемых соединений.
Когда луч соприкасается с металлическими деталями, он сильно нагревается. Две пластины плавятся и сплавляются, образуя прочное соединение. В аэрокосмической и авиационной промышленности используется электронно-лучевая сварка из-за долговечности получаемых соединений.
Вы можете использовать процедуру электронно-лучевой сварки для пластин толщиной от 6 мм до 76 мм и более. Этот процесс позволяет получать высококачественные сварные швы с низким уровнем загрязнения, поскольку процесс происходит в атмосфере высокого вакуума.
Вольфрамовый инертный газ / GTAW
В процессах сварки TIG или GTA используется неплавящийся вольфрамовый электрод, который передает ток на сварочную дугу. Защитный газ используется для защиты сварочной ванны от внешних загрязнений, которые могут привести к получению слабых и некачественных сварных швов. В процессе вам понадобится присадочный металл или проволока для сварного соединения.
Это широко используемый процесс сварки титана и его сплавов. Вы можете использовать TIG без присадочного материала для квадратных стыковых пазов на основных металлах толщиной до 2,5 мм. Для более толстых листов необходимо использовать присадочный металл, чтобы гарантировать долговечность сварного соединения.
Вы можете использовать TIG без присадочного материала для квадратных стыковых пазов на основных металлах толщиной до 2,5 мм. Для более толстых листов необходимо использовать присадочный металл, чтобы гарантировать долговечность сварного соединения.
Сварка сопротивлением (RW)
Сварка сопротивлением – это термоэлектрическая процедура. Он соединяет два куска металла вместе, пропуская контролируемый ток через пластины в течение контролируемого периода времени. Во время процедуры также обычно используется значительное давление. В этом методе тепло строго ограничено областью, которую необходимо соединить.
Сварку сопротивлением можно использовать для соединения титана и его сплавов для точечной или сплошной сварки. Это особенно полезно, когда речь идет о сварке титана с другими металлами, такими как пластины из углеродистой или нержавеющей стали.
Лазерная сварка (LBW)
Это еще один процесс сварки плавлением, при котором два куска металла соединяются вместе с помощью лазера. Он нагревает место пересечения двух пластин, которые плавятся и сливаются, образуя стык. Когда расплавленная сварочная ванна остывает и затвердевает, получается прочный и долговечный шов.
Он нагревает место пересечения двух пластин, которые плавятся и сливаются, образуя стык. Когда расплавленная сварочная ванна остывает и затвердевает, получается прочный и долговечный шов.
В настоящее время сварщики все чаще предпочитают лазерную сварку титана, поскольку она устраняет необходимость в вакуумной камере. Тем не менее, использование защитного газа по-прежнему является обязательным, поскольку сохраняется риск загрязнения.
Несмотря на то, что лазерный луч и электронный луч являются методами сварки плавлением, область применения первого более ограничена. Вы не можете эффективно использовать процесс на титановых пластинах толщиной более 13 мм.
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка похожа на TIG, поскольку в ней также используется дуга между вольфрамовым электродом и заготовкой. Он подходит для использования практически со всеми классами титана и хорошо работает даже с более толстыми листами металла. Технику замочной скважины можно использовать и на однопроходной пластине толщиной до 13 мм.
Металл в среде инертного газа (MIG)/Дуговая сварка металлическим газом (GMAW)
При сварке MIG используется сплошная металлическая проволока, которая непрерывно нагревается и подается через сварочный пистолет. Процесс требует использования защитного газа для защиты сварочной ванны от загрязнения. Многие сварщики предпочитают GMAW из-за высоких показателей наплавки металла и производительности.
Этот процесс можно также использовать для титановых сварных швов на пластинах толщиной более трех 3 мм. С помощью метода импульсного тока можно производить качественные сварные швы. Этот метод оказывается менее дорогостоящим, чем другие, особенно при использовании на титановых пластинах толщиной более 13 мм.
Сварка трением (FRW)
Как следует из названия, в этом методе используется трение для соединения двух металлических частей. Это процесс сварки в твердом состоянии, при котором полученное соединение такое же прочное, как и основание. Он широко используется в различных отраслях промышленности и полезен для соединения труб, труб или стержней. Он особенно хорошо работает в ситуациях, когда можно добиться чистоты шва без использования дополнительных защитных мер.
Он особенно хорошо работает в ситуациях, когда можно добиться чистоты шва без использования дополнительных защитных мер.
Советы и рекомендации по сварке TIG
Вот несколько советов и рекомендаций по работе с титаном.
- Используйте стандартный источник питания для сварки GTAW в сочетании с высокочастотным запуском дуги. Использование электрода постоянного тока отрицательной полярности с дистанционным управлением силой тока хорошо подходит для сварки титана.
- Используйте горелку TIG с водяным охлаждением. Они способны выполнять высокотемпературные сварные швы в течение более продолжительных периодов времени. По сравнению с горелками с воздушным охлаждением они также меньше по размеру и легко управляемы.
- Если вы ищете более дешевую горелку, мы предлагаем вместо этого выбрать горелку с воздушным охлаждением.
- Для сварки титана следует использовать вольфрамовый электрод с 2% содержанием церия:
- 1/16 дюйма или меньше для сварки при токе менее 125 А
- 1/16–3/32 дюйма для 125–200 А
- Для тока более 200 ампер следует использовать электрод диаметром от 3/32 до 1/8 дюйма
- Используйте широкую газовую линзу диаметром не менее 0,75–1 дюйм. Это позволяет выполнять более длинные сварные швы, обеспечивая более широкое покрытие.
- Используйте продувочный блок из пористой меди, чтобы обеспечить равномерное покрытие заготовки со всех сторон. Медь действует как линза и равномерно распределяет защитный газ по длине заготовки со всех сторон.
- Идеальный расход газа для продувочных блоков и висячих щитов составляет 10 кубических футов в час. Для факела вы должны установить его на 20 кубических футов в час. №
- Для соединений, где использование продувочного блока становится невозможным, вы можете сделать камеру из фольги из нержавеющей стали и ленты из стекловолокна. Прежде чем приступить к сварке, дайте защитному газу протекать во временной камере достаточно долго, чтобы воздух полностью сменился не менее десяти раз.
- Для защиты материала от загрязнения всегда надевайте нитриловые перчатки при работе с титаном.
- Как бы ни был важен правильный выбор присадочной проволоки, ее правильное хранение еще важнее. После того, как вы выберете один и должным образом очистите стержень, вам необходимо хранить его в герметичной банке, чтобы он был в безопасности для повторного использования в будущем.
- Перед сваркой убедитесь, что вы разрушили оксидный слой на титане. Для этого используйте шлифовальную машинку и инструмент для снятия заусенцев. Обязательно зарезервируйте оба инструмента специально для титана. Следуйте за этим с процессом очистки.
- Протрите заготовку безворсовой тканью, используя растворитель ацетон или метилэтилкетон. Вы также можете использовать разбавленный раствор гидроксида натрия и воды для подготовки поверхности к сварке.
- Вы также можете использовать твердосплавный напильник и щетку из нержавеющей стали, чтобы удалить легкий оксидный слой с титановой пластины. Обязательно наденьте нитриловые перчатки, а также предоставьте инструменты для работы только с титаном.
- Вы должны поддерживать подачу защитного газа после процедуры до тех пор, пока температура не опустится ниже 800 градусов по Фаренгейту.
- Мы рекомендуем вам использовать инфракрасный датчик температуры, чтобы убедиться, что титан остыл до безопасного уровня, прежде чем вы отключите подачу газа.
 Это позволяет выполнять более длинные сварные швы, обеспечивая более широкое покрытие.
Это позволяет выполнять более длинные сварные швы, обеспечивая более широкое покрытие. После того, как вы выберете один и должным образом очистите стержень, вам необходимо хранить его в герметичной банке, чтобы он был в безопасности для повторного использования в будущем.
После того, как вы выберете один и должным образом очистите стержень, вам необходимо хранить его в герметичной банке, чтобы он был в безопасности для повторного использования в будущем.
Сварка титана по сути такая же, как сварка любого другого металла. Однако из-за его высокой реакционной способности это может стать сложным процессом. Если вы убедитесь, что материал должным образом очищен перед сваркой, у вас не должно возникнуть проблем с процессом сварки. Убедитесь, что у вас есть соответствующие настройки, необходимые для защиты металла от загрязнения. Если вы сделаете это, процесс станет относительно простым.
Похожие вопросы
Можно ли сваривать титан?
Титан так же легко поддается сварке, как сталь или никелевые сплавы, при условии, что вы помните об его уникальных свойствах. Используя методы, аналогичные тем, что используются для нержавеющей стали и сплавов на основе никеля, вы можете изготовить титан практически любой формы.
Перед началом сварки убедитесь, что вы очистили поверхность подходящим химическим очистителем, не содержащим хлора и не воспламеняющимся. В достаточной степени удалите оксидный слой и очистите заготовку от всех загрязнений перед началом сварки.
В достаточной степени удалите оксидный слой и очистите заготовку от всех загрязнений перед началом сварки.
Если вы можете обеспечить надлежащее покрытие основного материала со всех сторон, вы можете гарантировать пластичный и прочный сварной шов.
Можно ли сваривать титан MIG?
Да! Вы можете сваривать титан методом MIG, хотя большинство сварщиков предпочитают сварку TIG. При использовании титана вы рискуете прожечь пластину, поэтому сварка MIG подходит только для сварки пластин толщиной более 3 мм.
Можно ли сваривать нержавеющую сталь с титаном?
Можно сваривать титан и нержавеющую сталь. Если вы используете аргон с чистотой 99,999 % при сварке TIG или MIG, вы можете создать прочный и надежный шов.
Можно ли приваривать титан к алюминию?
Сварка алюминия и титана требует большого количества тепла. Для этого процесса необходимо использовать алюминиевую присадочную проволоку. Соединение двух металлов возможно, если температура на титановой стороне листа остается ниже 2000 градусов Цельсия. Материал расплавится в месте пересечения и создаст прочный шов.
Материал расплавится в месте пересечения и создаст прочный шов.
Тем не менее, мы предлагаем вам постараться поддерживать температуру титана ближе к температуре его плавления, которая составляет 1670 градусов по Цельсию. Поддерживая его при температуре 1750 градусов Цельсия, вы получите идеальный сварной шов титана с алюминием, одновременно устраняя риск прожога. Если вы помните об уникальных свойствах титана и обеспечиваете правильное покрытие при сварке титана, вы должны получить прочные и аккуратные сварные швы.
Скорость и контроль: сварка канавкой титана (Ti) с использованием запатентованной технологии WSI Hot Pulse GTAW™
Общая стоимость владения активами для титановых сплавов, как правило, ниже из-за их срока службы и снижения затрат на техническое обслуживание Титановые сплавы известны своим высоким отношением прочности к плотности и превосходной коррозионной стойкостью. Титановые сплавы, используемые в различных областях химической промышленности, демонстрируют широкий рабочий диапазон температур, а также коррозионную стойкость к таким процессам, как соляная кислота, серная кислота, азотная кислота, фосфорная кислота и химические вещества, содержащие хлор.
Химически активные металлы, такие как титановые сплавы, могут создавать проблемы при сварке из-за их физических и химических характеристик. Титановый сплав может вступать в реакцию окисления при температуре окружающей среды, что приводит к загрязнению сварных швов. Такие вещества, как масла, краски, грязь и другой мусор, могут вызвать охрупчивание и пористость. Хотя это относительно похоже на сварку других сплавов, для титана необходимо строго следовать процедуре чистой сварки, особенно в полевых условиях, чтобы избежать загрязнения.
Принятые процессы сварки титана Титановые сплавы наиболее широко свариваются с использованием процессов газовой вольфрамовой дуговой сварки (GTAW), плазменной дуговой сварки (PAW) и газовой дуговой сварки металлическим электродом (GMAW). Другие методы, такие как электронно-лучевая сварка и сварка сопротивлением, обычно не связаны с применением сварки титана в полевых условиях. Как правило, GTAW рассматривается как сварка более высокого качества, но более медленный процесс, требующий высокого мастерства ручной сварки. Кроме того, PAW требует обработки точных фасок практически без отклонений от несоответствия или корневых зазоров.
Как правило, GTAW рассматривается как сварка более высокого качества, но более медленный процесс, требующий высокого мастерства ручной сварки. Кроме того, PAW требует обработки точных фасок практически без отклонений от несоответствия или корневых зазоров.
Используя различные передовые методы сварки титана, такие как тщательная очистка основных материалов, надлежащая очистка присадочной проволоки и ношение нитриловых перчаток, сертифицированных WSI ASME и квалифицированные мастера следуют строгому протоколу, чтобы уменьшить опасения по поводу загрязнения. В процессе HP GTAW™ для сварки титана используется защитный газ аргон чистотой 99,995 % для сварки, расплавленной сварочной ванны и связанных с ними зон термического влияния для предотвращения окисления.
Аппарат WSI Сварочная технология HP GTAW™ сочетает непревзойденную скорость наплавки с превосходным контролем дуги. За счет использования запатентованной системы предварительного нагрева проволоки, точной механики обтирания и контролируемой формы волны процесс HP GTAW™ снижает пористость, улучшает измельчение зерна и значительно снижает вероятность подгонки дефектов монтажных стыков.