Как варить полуавтоматом: инструкция для начинающих
На чтение 5 мин. Опубликовано
Полуавтоматическая сварка помогает быстро и надежно соединить 2 металлических заготовки. Устройство работает с деталями любой толщины, применяется в производственных и бытовых условиях. Чтобы понять, как варить полуавтоматом, нужно изучить теоретические и практические аспекты.
О технологии сварки полуавтоматом
Устройство для полуавтоматической сварки работает с газом или без, с применением специальной проволоки.
В газовой среде
Для скрепления металлических заготовок применяют несколько типов газа, например углекислый или гелий. Это объясняется невысокой стоимостью и экономичным расходом. Газы снижают окисление металла, делая шов более прочным.
При сваривании с углекислотой требуется предварительная подготовка материала – очищение от пыли, грязи, коррозии и краски. Для этого понадобится металлическая щетка или шлифовальная машина.
Применяют 3 техники сварки с газом:
- Непрерывная обработка. Электрод или горелка устанавливается на начало шва и проводится до конца.
- Точечная обработка. При таком способе элементы соединяют не сплошным швом, а пунктирной линией.
- Коротким замыканием. Применяется для соединения деталей из тонкого металла. Материал расплавляют импульсами, подаваемыми от замыкания в агрегате. Жидкий металл формирует каплю, необходимую для создания шва.
Для работы с углекислотой устанавливают функцию переменного тока. Агрегат настраивают в соответствии с видом и толщиной металла. Расход газа определяется режимом сварки. Проволока расплавляется с одинаковой скоростью. Подготовив детали, запускают подачу газа, активируют сварочную дугу.
Для этого проводят электродом по детали, нажимают на клавишу «Пуск». Качество сварочного шва зависит от следующих нюансов:
- Расстояние от электрода до заготовки.
 Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.
Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва. - Зазор между краями деталей. При толщине листа менее 1 см оставляют расстояние в 1 мм. При больших значениях зазор составляет 10%.
- Использование подложки. Этот инструмент препятствует вытеканию расплава из шва.
.jpg) Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.
Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.Пайка алюминия
С помощью полуавтомата сваривают разные металлы, в т. ч. алюминий. Однако есть тонкости, связанные со структурой материала. Поверхность покрыта тонким слом окисла, который плавится при более высокой температуре. В качестве вспомогательного газа в таком случае применяют аргон. Алюминий сразу расплавляется, поэтому под детали ставят подложку.
Заготовки соединяют плавкими электродами под воздействием постоянного тока. На дугу ставится плюсовой заряд, на металл – отрицательный. Так верхний слой расплавляется быстрее. Перед началом сварки поверхность можно очистить от оксидной пленки. Детали устанавливают в любой пространственной позиции.
С использованием проволоки
Сварку с проволокой выполняют как с применением газа, так и без него. Самый распространенный способ – использование флюса. Такой метод необходим на производственных площадках. Необходимо учитывать высокую стоимость флюса. Материал представляет собой порошок, расположенный в сердцевине проволоки. При плавлении образуется газ, защищающий шов от окисления. Дополнительной подачи вещества не происходит. Этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
- Возможность использования во всех условиях. При газовой сварке качество шва ухудшается в ветреную погоду или при сквозняке.
- Сварку с проволокой не рекомендуется применять для обработки тонкого металла или низкоуглеродистой стали. Шов может трескаться или деформироваться.
- Для повышения температуры сварочной дуги используют обратную полярность.
Правила варки полуавтоматом
Чтобы научиться качественно соединять детали, нужно знать нюансы работы с аппаратом. Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
- Надевают защитный костюм, маску, нейтрализующую негативное воздействие ультрафиолета на глаза.
- Делают пробный шов на черновых деталях. Это поможет правильно настроить аппарат. Перед использованием устройства изучают инструкцию.
- Во время работы делают паузы, препятствующие перегреву агрегата.
Рабочие параметры выставляют с помощью настроечных таблиц, входящих в руководство по эксплуатации устройства. Варить толстые детали при низкой силе тока не рекомендуется. Это ухудшает качество шва. Иногда соединить детали друг с другом не удается.
Силу тока устанавливают на основании того, какой толщины заготовки будут свариваться. С учетом принципа работы агрегата меняют и напряжение.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение – 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
 youtube.com/embed/NoIP_nSnvbQ?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/NoIP_nSnvbQ?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным – широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Сварочный полуавтомат Telwin Mastermig 220/2
Сварочный полуавтомат Telwin Mastermig 220/2 предназначен для сварки MIG-MAG/пайки. Подходит для непрерывной и точечной сварки, с электронным регулированием времени точечной сварки. Специальные опционные комплекты также позволяют выполнять отпуск листа и заклепывание. Подходит для сварки стали, нержавеющей стали и алюминия.Укомплектован принадлежностями для сварки MIG/MAG.
| Характеристики | Mastermig 220/2 | Ед.изм. |
|---|---|---|
| Напряжение сети | 230-400 | В |
| Диапазон регулирования тока | 20-220 | А |
| Максимальный ток (40°С) | 200 @ 30 | А |
| Ток на 60% (40°С) | 140 | А |
| Напряжение холостого хода | 36 | В |
| Поглощенная мощность | 4-6. | кВт |
| Предохранитель сети | 16-10 | А |
| Фактор мощности | 0.9 | cos ф |
| Диаметр проволоки для сварки стали | 0.6-1 | мм |
| Диаметр проволоки для сварки нержавеющей стали | 0.8-1 | мм |
| Диаметр проволоки для сварки алюминия | 0.8-1 | мм |
| Диаметр проволоки для пайки | 0.8-1 | мм |
| Количество положений регулирования | 8 | |
| Степень защиты | IP22 | |
| Размеры | 870x453x800 | мм |
| Вес Mastermig 220/2 | 56 | кг |
Отзывы о Mastermig 220/2:
Отзывов пока нет, но ваш может быть первым.Оставить отзыв
Полуавтоматическая дуговая сварка
Полуавтоматическая дуговая сварка
Полуавтоматическая дуговая сварка плавящимся электродом в смеси защитных газов.
ОБЩИЕ ПОЛОЖЕНИЯ И ТРЕБОВАНИЯ К СВАРОЧНЫМ МАТЕРИАЛАМ
К полуавтоматической сварке в смесях защитных газов могут быть допущены электросварщики прошедшие обучение, допущенные к работе на сварочных машинах, а также должны быть аттестованные.
Присадочный материал должен соответствовать требованиям ГОСТ 2246.
Сварочный защитный газ может использоваться как в виде готовой смеси в баллонах по ТУ 2114-02-05015259, так и от магистрального смесителя.
Сварочные материалы, применяемые для сварки, должны подвергаться входному контролю на соответствие требованиям стандартов (ГОСТ, ОСТ, ТУ и др.).
Марка сварочной проволоки выбирается в зависимости от материала свариваемого изделия и указывается в КД и техпроцессе.
СВАРОЧНОЕ ОБОРУДОВАНИЕ
Состав поста полуавтоматической сварки в смеси газов:
- сварочный источник питания;
- подающий механизм с держателем для кассеты с проволокой;
- сварочная горелка с водяным охлаждением;
- автономный водоохладитель;
- комплект соединительных кабелей.
ПОДГОТОВКА ОБОРУДОВАНИЯ К РАБОТЕ
Перед включением поста необходимо проверить целостность сетевого, сварочных и соединительных кабелей, шлангов, а также надежность заземления установки.
Перед каждой заменой кассеты со сварочной проволокой (при необходимости и чаще) снимать горелку с проволокоподающего устройства, снимать газовое сопло и держатель сопла и продувать проволокоподающий канал (спираль) горелки сжатым воздухом.
ВНИМАНИЕ: перед заправкой проволоки в подающий механизм, проверить по спецификации соответствие подающих роликов, направляющих втулок, контактного наконечника, канала горелки, диаметр и марку применяемой проволоки.
ВНИМАНИЕ: при использовании в горелке тефлонового направляющего канала, перед заправкой проволоки необходимо закруглить кончик проволоки напильником.
Подключить полуавтомат к газовой магистрали (баллону). Установить расход газа при помощи ротаметра (смотри приложение А).
Проверить уровень охлаждающей жидкости в бачке водоохладителя, при необходимости — долить. Шланги для подачи газа и охлаждающей жидкости должны быть соединены штуцерами, зажаты «хомутами» и не допускать протечек.
ТЕХНОЛОГИЯ И ТЕХНИКА СВАРКИ
Использование аргона и смесей на его основе требуют тщательной подготовки поверхностей свариваемых деталей под сварку. Это обусловлено меньшей раскислительной способностью аргона по сравнению с двуокисью углерода. Разделка под сварку и поверхность основного металла на расстоянии 20 мм от сварного шва, должна быть зачищена до металлического блеска.
Разделка под сварку и поверхность основного металла на расстоянии 20 мм от сварного шва, должна быть зачищена до металлического блеска.
Перед началом работы (а также при замене баллона) следует проверить ротаметром расход защитного газа (одновременно произойдет продувка газовой системы).
При получении швов темного цвета или образовании пор следует проверить:
- соответствие используемых газов;
- расход защитного газа на горелке;
- отсутствие подсоса воздуха в сопло горелки;
- отсутствие окислов и загрязнений на основном и присадочном материале;
- правильность установленного режима сварки.
При сварке в нижнем, горизонтальном, потолочном положении горелку следует вести «углом вперед» (75-80°) без поперечных колебаний. Такой способ сварки позволяет обеспечить наилучшую защиту зоны сварки.
Сварку необходимо вести узкими валиками, не допуская перегрева сварного соединения.
При сварке стыков в вертикальном или потолочном положении, режимы сварки должны быть понижены по току на 25-30 %, а по напряжению на 2-3 В по сравнению со сваркой в нижнем положении. Применение импульсной сварки позволяет получать поверхность шва сходную по качеству со швами, свариваемыми аргонодуговой сваркой неплавящимся электродом, что дает возможность в некоторых случаях избежать операции финишной зачистки поверхности сварного соединения.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
При выполнении сварочных работ необходимо соблюдать меры безопасности в соответствии с требованиями «Инструкции по охране труда для электросварщиков».
К работе на сварочном оборудовании допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, обученные работе на сварочном полуавтомате, аттестованные квалификационной комиссией филиала, прошедшие инструктаж и имеющие удостоверение по группе электробезопасности не ниже второй. Повторную проверку знаний требований по электробезопасности электросварщики должны проходить не реже одного раза в 12 месяцев.
Для удаления вредных примесей, пыли, а также для подачи чистого воздуха, производственные помещения цехов должны быть оборудованы общеобменной вентиляцией, а рабочие места — местной вытяжной вентиляцией.
Подсоединение и отключение от сети сварочных установок, должны производиться службой энергетика цеха. Все оборудование и металлические части должны быть надежно заземлены.
Места выполнения электросварочных работ должны быть ограждены несгораемыми щитами или ширмами.
Электросварщики должны обеспечиваться средствами индивидуальной защиты.
Для защиты органов дыхания электросварщики должны применять респираторы или при наличии — сварочной маской с принудительной подачей воздуха в зону дыхания.
Обеспечение требований безопасности при работах с ручными пневматическими машинами следует выполнять по инструкции «Инструкция по охране труда при работе с ручными и пневматическими машинами».
Обеспечение требований пожарной безопасности следует выполнять по инструкции «Требования пожарной безопасности при электросварочных и газорезательных работах».
Помимо всех этих требований в последнее время приходят современные технологии и следовательно дополнения к требованиям. К примеру в последнее время для освещения помещений используют экономичное LED (светодиодное освещение) или светодиодные трубки. Без сомнения, лучшим выбором будут именно диоды, которые прослужат вам несколько лет без потери силы света.
Читайте также:
Материалы, используемые при плазменной резке
Сварка — отличие от других металлургических процессов
Подача компенсирующего (приточного) воздуха
Испытание СИЗ
Свариваемость деталей
Сварог REAL MIG 200 BLACK (N24002) – сварочный полуавтомат
Описание Сварог REAL MIG 200 BLACK (N24002):Сварог REAL MIG 200 BLACK (N24002) – аппарат серии REAL, предназначенный для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), а также ручной дуговой сварки покрытым электродом (MMA).
Полуавтоматы Сварог REAL MIG это удобный надежный инструмент для сварочных работ. Инверторы осуществляют качественную сварку углеродистых сталей и алюминия. Классическая панель управления позволит быстро освоить работу даже начинающему сварщику. Аппараты комплектуются удобной ручкой для переноски.
Дизайн лимитированной серии REAL BLACK выполнен в черных тонах и не останется без внимания покупателей. Защитные уголки и ручки для переноски инверторов REAL BLACK покрыты слоем резины, а корпуса окрашены износостойкой черной матовой краской. Инверторы REAL BLACK отличаются расширенной комплектацией, которая включает качественную сварочную маску и защитные краги. Сварочные инверторы REAL BLACK – готовы к работе на 100%!
Особенности Сварог REAL MIG 200 BLACK (N24002):- Устойчивая работа при напряжении сети от 160В;
- Смена полярности, сварка порошковой проволокой;
- Сварка алюминия;
- Холостой прогон и дожигание сварочной проволоки;
- Сварка MMA;
- Прочный металлический механизм подачи проволоки;
- Гарантия – 5 лет.
- Инверторный сварочный полуавтомат Сварог REAL MIG 200 BLACK (N24002) – 1 шт;
- Горелка в сборе UC1500-30ER, 3 метра – 1 шт;
- Клемма заземления в сборе 200 А, 3 метра – 1 шт;
- Комплект ЗИП – 1 шт;
- Сварочная маска-хамелеон Сварог – 1 шт;
- Краги сварщика – 1 пара;
- Паспорт с гарантийным талоном – 1 шт;
- Руководство по эксплуатации – 1 шт;
- Упаковка (коробка) — 1 шт.
Тип оборудования
Сварочный полуавтоматТипы сварки
MIG, MMAСварочный ток MMA (диапазон)
10–160 АСварочный ток MMA (макс. )
)
Сварочный ток MMA (ПН 100%)
142 АСварочный ток MIG (диапазон)
30–200 АСварочный ток MIG (макс.)
200 АСварочный ток MIG (ПН 100%)
155 АДиаметр электрода MMA
1.5–4.0 ммДиаметр электрода MMA (макс.)
4.0 ммДиаметр проволоки
0.6, 0.8, 1.0 ммКласс изоляции
FСтепень защиты
IP 21SКоличество роликов
1Коэффициент мощности  Равен отношению потребляемой источником активной мощности к полной мощности.» data-placement=»top»/>
Равен отношению потребляемой источником активной мощности к полной мощности.» data-placement=»top»/>
Мощность потребляемая MMA
6.1 кВАМощность потребляемая MIG
7.7 кВАКоличество фаз питания
1 (220В)Напряжение входное
160–270 ВНапряжение входное (мин.)
160 ВНапряжение рабочее (диапазон) MMA
20.4–26.4 ВНапряжение рабочее (диапазон) MIG
15.5–23.5 ВНапряжение холостого хода MMA
60 ВНапряжение холостого хода MIG
52 ВПродолжительность нагрузки (ПН)
60%Расположение подающего устройства/катушки
встроенное / внутриСкорость подачи проволоки
1.5–14.0 м/минЧастота питающей сети
50 ГцВозможность сварки алюминия
ДаВозможность сварки порошковой проволокой
ДаВозможность смены полярности
ДаФункция дожигания сварочной проволоки  » data-placement=»top»/>
» data-placement=»top»/>
Функция холостого прогона проволоки
ДаГарантия
5 летГабаритные размеры
502x225x375 мм Техническая документация для Сварог REAL MIG 200 BLACK (N24002): Расходные материалы для Сварог REAL MIG 200 BLACK (N24002): Задать свой вопрос о Сварог REAL MIG 200 BLACK (N24002):Инструкция по сварке стальных конструкций порошковой проволокой ППВ-5
Министерство
монтажных и специальных
строительных работ СССР
ИНСТРУКЦИЯ
ПО СВАРКЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
ПОРОШКОВОЙ ПРОВОЛОКОЙ ППВ-5
ВСН 427-81
ММСС СССР
УТВЕРЖДЕНЫ
Министерством монтажных
и специальных строительных
работ СССР.
17 июля 1981 г.
Заместитель министра
К.К. Липодат
Центральное бюро
научно-технической информации
Москва — 1982
СОДЕРЖАНИЕ
Настоящая
инструкция, предназначенная для инженерно-технических работников и
рабочих-специалистов, содержит указания по полуавтоматической сварке стальных
конструкций порошковой проволокой ППВ-5 (тип Э50А в нижнем, горизонтальном,
вертикальном и наклонном положениях: по подготовке строительных конструкций из
углеродистой и низколегированных сталей под сварку, режиму сварки, выбору
сварочного оборудования и комплектации поста, контролю качества сварных швов и
устранению дефектов. Приведены требования к квалификации сварщиков. Большое
внимание уделено технике выполнения многослойных швов в разных пространственных
положениях.
Приведены требования к квалификации сварщиков. Большое
внимание уделено технике выполнения многослойных швов в разных пространственных
положениях.
Приведенные в инструкции режимы и технология сварки рекомендуются также для проволоки ППВ-4 типа Э46 по ТУ 36-1905-76.
Инструкция разработана Краснодарским филиалом ВНИИмонтажспецстроя и Днепропетровским экспериментально-исследовательским заводом сварочных материалов на основании своих исследований и опыта использования проволоки ППВ-5 при монтаже трестами Спецстальконструкция Главстальконструкции Минмонтажспецстроя СССР, Севкавтехмонтаж, Юговостоктехмонтаж, Южстальконструкция, Юговостокстальконструкция и Коксохимтепломонтаж Минмонтажспецстроя УССР.
Составители: В.Г. Лозовой, канд. техн. наук В.Г. Хохлов, В.Д. Курмаз.
Научный редактор И.С. Иоффе.
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой) |
Ведомственные строительные нормы |
ВСН 427-81 ММСС СССР |
|
Инструкция по сварке стальных конструкций порошковой проволокой ППВ-5 |
Впервые |
1.1. Инструкция распространяется на полуавтоматическую сварку открытой дугой порошковой проволокой ППВ-5* конструкций из углеродистых и низколегированных сталей в вертикальном, горизонтальном, нижнем и наклонном положениях.
* А.с. 512888 — Б.И., 1976, № 17.
1.2. Металл шва и сварное соединение,
выполненное проволокой ППВ-5, должны соответствовать требованиям ГОСТ
9467-75, предъявляемым к электродам Э50А. Механические свойства должны
иметь значения, не менее:
Механические свойства должны
иметь значения, не менее:
предел прочности sв, МПа…………………………………………………………….. 500
относительное удлинение d5, %…………………………………………………….. 20
ударная вязкость aн при + 20°С, Дж/см2………………………………………… 130
угол загиба, град……………………………………………………………………………. 150
1.3. Химический состав наплавленного металла должен быть следующим, %:
углерод………………………………………………………………………………………….. 0,09-0,14
марганец……………………………………………………………………………………….. 0,55-1,3
кремний………………………………………………………………………………………… 0,19-0,40
алюминий……………………………………………………………………………………… 0,1-0,32
сера, не более………………………………………………………………………………… 0,03
фосфор, не более……………………………………………………………………………. 0,03
1.4. При сварке порошковой проволокой ППВ-5 мероприятия по технике безопасности должны соответствовать требованием главы СНиП по технике безопасности в строительстве и ГОСТ 12.3.003-75.
|
Внесены Краснодарским филиалом ВНИИмонтажспецстроя |
Утверждены Минмонтажспецстроем СССР 17 июля 1981 г. |
Срок введения в действие 1 январи 1982 г. |

2.1. Проволока ППВ-5 диаметром 2,35 мм предназначена для сварки со свободным формированием без дополнительной защиты соединений конструкций из углеродистых и низколегированных сталей толщиной 8 мм и более в вертикальном положении, 3 мм и более в наклонном, горизонтальном и нижнем положениях.
2.2. В зависимости от тока коэффициент наплавки проволоки составляет 16 — 19 г/(А×ч).
2.3. Расход проволоки на 1 кг наплавленного металла составляет 1,26 кг.
2.4. Номинальный диаметр проволоки 2,3±0,1 мм. При большем диаметре формирование вертикальных и горизонтальных швов затруднено.
2.5. Проволока должна быть упакована в герметичную тару и иметь сертификат завода-изготовителя, в котором указаны марка и диаметр проволоки, номер партии, химический состав металла шва, результаты испытаний механических свойств, типичные режимы сварки вертикальных и горизонтальных соединений.
2.6. Внутренний диаметр мотка проволоки должен быть не более 450 мм. Моток должен состоять из одного куска проволоки массой 3-20 кг. Повторная перемотка проволоки не допускается.
2.7. Поверхность проволоки не должна иметь механических повреждений (смятие, раскрытие замка), а также следов ржавчины. Допускается наличие рисок от волочения и технологической смазки.
2.8. Проволоку необходимо хранить в герметичной таре, поступаемой с завода-изготовителя, в сухом месте при температуре выше 0°С. Раскрывать тару следует непосредственно перед сваркой. Гарантийный срок хранения 4 мес. При более длительном хранении следует проверять технологические свойства проволоки: легкость зажигания дуги, отделимость шлака, наличие дефектов-пор и шлаковых включений.
2.9. При транспортировке проволока должна быть защищена от атмосферных воздействий. При погрузке и разгрузке повреждение упаковки не допускается.
2. 10. В
случае несоблюдения условий хранения и транспортировки в соответствии с пп. 2.8 и 2.9
настоящей инструкции проволоку следует прокалить при температуре 140-160°С в
течение 1 ч и выполнить сварку контрольных образцов. В печь проволоку
необходимо загружать при режиме прокалки. Не допускается прокалка проволоки при
температуре выше 200°С.
10. В
случае несоблюдения условий хранения и транспортировки в соответствии с пп. 2.8 и 2.9
настоящей инструкции проволоку следует прокалить при температуре 140-160°С в
течение 1 ч и выполнить сварку контрольных образцов. В печь проволоку
необходимо загружать при режиме прокалки. Не допускается прокалка проволоки при
температуре выше 200°С.
3.1. К сварке в нижнем положении допускаются электросварщики не ниже третьего, а в вертикальном и горизонтальном положениях — не ниже четвертого разряда, прошедшие специальную теоретическую и практическую подготовку и сдавшие соответствующие экзамены по программе, составленной на основании данной инструкции.
3.2. В процессе практического обучения сварщики сваривают стыки и технологические пробы в вертикальном, горизонтальном и нижнем положениях. Толщина, марка и вид соединения должны быть аналогичны толщине и виду соединения свариваемой конструкции.
3.3. Количество контрольных стыков должно соответствовать требованиям действующих технических условий.
4.1. Подготовку кромок соединений можно производить ручным и механизированным способами, а также с помощью газовой резки (с обязательной последующей очисткой места реза от окалины и грата) и механической обработки в соответствии с ГОСТ 8713-70.
4.2. Подготовку и сборку конструкций под сварку следует осуществлять в соответствии с действующими техническими условиями на изделие.
4.3. При сборке конструкций прихватки необходимо выполнять электродами Э50А или проволокой ППВ-5. Перед сваркой прихватки следует тщательно очистить от шлака.
5.1. В комплект сварочного поста должны входить источник питания дуги, полуавтомат, амперметр постоянного тока с пределом измерения до 500 А, шунт на 75 мВ и вольтметр постоянного тока на 75 В.
5.2. Для
сварки применяют генераторы с жесткой характеристикой ПСГ-500 и ПСУ-500, отрегулированные
на падение напряжения при сварке по сравнению с напряжением холостого хода не
более чем на 3 В, выпрямитель ВС-600 или другой с пологопадающей
характеристикой.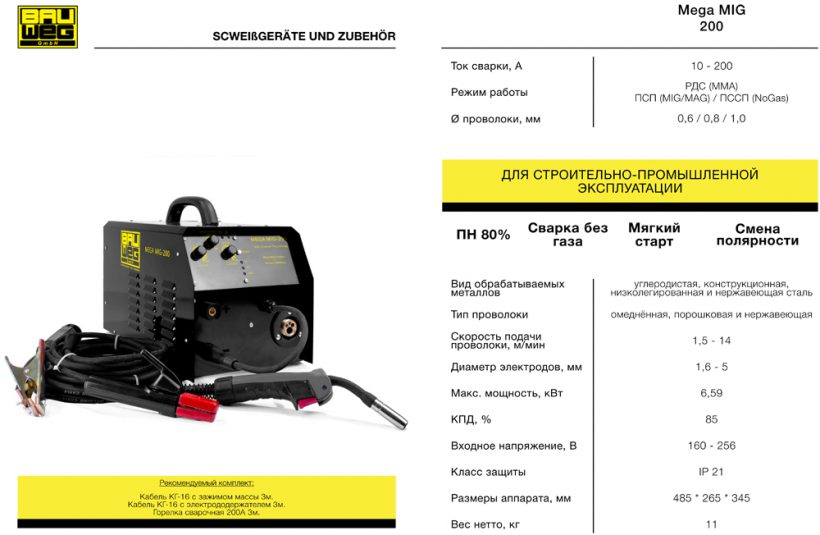
5.3. Падение напряжения по п.5.2 настоящей инструкции замеряют с помощью вольтметра на клеммах генератора при холостом ходе и сварке. Разность этих показаний является значением падения напряжения.
5.4. Если показания вольтметра на клеммах генератора при холостом ходе отличаются от показаний при сварке более чем на 3 В, генератор следует регулировать небольшим смещением траверсы щеткодержателя с нейтрального положения: для увеличения падения — по ходу вращения, для уменьшения — против хода.
5.5. Длина и сечение подводящих кабелей должны обеспечивать падение в них напряжения при протекании сварочного тока не более 7 В.
5.6. Падение напряжения в кабелях по п. 5.5 настоящей инструкции определяют по разнице показаний вольтметра, подключенного при сварке к клеммам источника питания, и вольтметра, подключенного непосредственно на рабочем месте к электрододержателю и свариваемому металлу.
5.7. При несоответствии сварочных кабелей требованиям п. 5.5 настоящей инструкции их необходимо укоротить или увеличить площадь поперечного сечения.
5.8. Сварку рекомендуется производить полуавтоматами А-765, А-1035, А-1197, ПМП-6 или другими, обеспечивающими устойчивую, без смятий подачу проволоки.
5.9. Вертикальные и горизонтальные швы следует выполнять держателями облегченного типа, рассчитанными на токи до 250 А, например А-836Р или другими, более совершенными.
6.1. Сварку следует производить постоянным током обратной полярности (+ на электроде).
6.2. Перед сваркой необходимо проверить, чтобы положение клемм генератора соответствовало маркировке (+ -).
6.3. Перед сваркой следует проверить соответствие характеристик источника питания и сварочных кабелей по пп. 5.2 и 5.5, при необходимости осуществить регулировку согласно пп. 5.3, 5.4, 5.6 и 5.7 настоящей инструкции.
6.4. Для обеспечения стабильного качества
сварки подающий механизм полуавтомата должен быть оснащен роликами,
исключающими деформирование проволоки.
6.5. В подающем механизме полуавтомата должна быть соосность канавок подающих роликов, подводящих, отводящих каналов с продольной осью порошковой проволоки. При отсутствии соосности следует произвести соответствующую регулировку.
6.6. Сварку следует выполнять при вылетах проволоки (расстояние от токоподводящего мундштука до изделия) не менее 30-35 мм.
Для повышения качества вертикальных швов сварку необходимо производить при удлиненном вылете проволоки, используя специальный токоподводящий мундштук-удлинитель (рис. 1 и 2).
6.7. Сварку конструкций из низкоуглеродистых сталей при максимальном содержании углерода и марганца по ГОСТ следует выполнять при минимальных значениях напряжения на дуге и максимальном вылете проволоки в соответствии с табл. 1-3.
Рис. 1. Мундштук — удлинитель вылета:
1 — мундштук; 2 — керамическая втулка
Рис. 2. Положение удлинителя (1) в электрододержателе (2)
Вертикальное положение
6.8. Сварку в вертикальном положении следует выполнять при режимах, указанных в табл. 1.
6.9. Сварку однослойных швов (за один проход) следует начинать с наведения ванны на всю площадь поперечного сечения разделки, а при выполнении многослойных швов — на площадь сечения накладываемого слоя.
6.10. При
наложении однослойных валиковых швов на конструкции толщиной 8-16 мм угол
наклона электрода к оси шва должен составлять не менее 110° (рис. 3 и 4). При
этом дугу следует зажигать в корне шва и вести по одной из скошенных кромок,
проплавляя ее с задержкой дуги у края сварочной ванны на расстоянии 2-3 мм от
поверхности свариваемой конструкции (см. рис. 3.а, б,
в) После образования достаточного количества расплавленного металла дугу
следует перемещать к корню шва и противоположную кромку стыка. Далее процесс
повторяют. Сварка по второй схеме (см. рис. 4)
отличается от первой перемещением электрода за пределы разделки на 1-2 мм с
задержкой у кромки, но при движении вверх.
Сварка по второй схеме (см. рис. 4)
отличается от первой перемещением электрода за пределы разделки на 1-2 мм с
задержкой у кромки, но при движении вверх.
Для получения гладкого обратного валика корня шва электрод следует продвигать по стыку вперед (в направлении сварки), выводя дугу на нерасплавленные кромки в зазоре и перемещая ее по расплавленной ванне.
При толщине конструкции 16 мм однослойный шов можно накладывать по двум схемам (см. рис. 3, б и рис. 4, б), по которым для более равномерного усиления электрод дополнительно поперечно перемещают торцом с кратковременной задержкой в центре сечения разделки.
6.11. Техника выполнения первого слоя многослойных швов не отличается от указанной для однослойных в пп. 6.9 и 6.10 настоящей инструкции. При выполнении многослойных швов слои следует распределять так, чтобы каждый имел толщину 4-5 мм (см. рис 3, в, г). Второй и последующие слои накладывают при уменьшенных вылетах проволоки (30-50 мм). Угол наклона электрода по отношению к продольной оси шва должен составлять не менее 110° (см. п. 6.10 и рис. 3, а).
После выполнения каждого слоя поверхность шва необходимо тщательно зачистить от шлака. При наложении второго и последующих слоев особое внимание следует уделять удалению шлака в местах прилегания слоя к поверхности кромок. Чтобы исключить непровары и зашлаковку в начале шва, дугу необходимо зажигать несколько выше и затем возвращать к началу шва или применять выводные технологические планки.
6.12. Если необходимо прервать сварку при
наложении первого слоя вертикального шва, то в месте перерыва следует прожечь
отверстие диаметром 5-6 мм. Продолжение сварки следует начинать при минимальном
вылете проволоки, дугу возбуждать в вершине шва и затем перемещать к отверстию,
прогревая всю поверхность застывшей ванны. При этом шлак и часть расплавленного
металла направляют в отверстие.
Таблица 1
|
Разделка кромок по ГОСТ 5264-69 |
Толщина металлоконструкций, мм |
Количество слоев |
Режим сварки |
Производительность |
||||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет, мм |
сварки, м/ч |
наплавки, кг/ч |
|||
|
Стыковые соединения |
8-10 |
1 |
90-110 |
20-25 |
112 |
50-80 |
2,0-2,2 |
1,9 |
|
12 |
1 |
110-150 |
22-26 |
126-142 |
50-100 |
2,1-2,7 |
2,1-2,3 |
|
|
14 |
1 |
130-150 |
23-26 |
142-159 |
60-100 |
2,1-2,3 |
2,3-2,7 |
|
|
16 |
1 |
130-150 |
24-26 |
142-159 |
40-80 |
2,2-2,4 |
2,3-2,7 |
|
|
14 |
2 |
110-120 |
22-25 |
126 |
60-100 |
1,6-1,8 |
2,1 |
|
|
16 |
2 |
110-130 |
22-26 |
126-159 |
50-100 |
1,3-2,0 |
2,1-2,7 |
|
|
18-22 |
2 |
120-150 |
24-27 |
142-159 |
50-100 |
— |
2,3-2,7 |
|
|
24-30 |
3 |
130-170 |
24-27 |
159-178 |
50-100 |
0,6-0,7 |
2,7-2,9 |
|
|
Угловые, нахлесточные и тавровые соединения |
8-10 |
1 |
100-120 |
20-24 |
112 |
40-60 |
2,2-2,4 |
1,9 |
|
12-14 |
1 |
120-150 |
22-26 |
126-142 |
40-60 |
— |
2,1-2,7 |
|
|
16 |
1 |
130-160 |
24-27 |
159 |
40-60 |
— |
2,7 |
|
|
18-20 |
2 |
140-160 |
23-26 |
142-159 |
20-50 |
— |
2,3-2,7 |
|
|
24-30 |
2-3 |
140-180 |
24-25 |
159-178 |
40-50 |
— |
2,7-2,9 |
|
Примечание. При однопроходной сварке необходимо наложение
подварочного шва.
При однопроходной сварке необходимо наложение
подварочного шва.
Рис. 3. Схема наложения вертикального
стыкового шва (вариант I):
а — однослойного при толщине конструкции
8-14 мм; б — то же, 14-16 мм; в — многослойного при толщине конструкции 16-18
мм; г — то же, 24-30 мм
Рис. 4. Схема наложения вертикального
стыкового шва (вариант 2) при толщине конструкции, мм:
а — 8-14; б — 14-16
Рис. 5. Схема наложения вертикального
таврового шва:
а — однослойного катетом 8-16 мм; б -
многослойного катетом 18-30 мм
6.13. Второй и последующие слои необходимо накладывать после зачистки поверхности застывшей ванны при минимальном вылете проволоки.
6.14. Тавровые швы катетом 8-16 мм следует закладывать по схеме, указанной в п. 6.10 настоящей инструкций (рис. 5, а). При этом сварку следует вести при минимальном вылете проволоки и угле наклона электрода к оси шва 100-110°. Перемещение электрода вверх по направлению сварки необходимо начинать вне ванны по корню разделки стыка, задерживая его в местах, отмеченных на рис. 5, а точками.
6.15. Первый слой многослойных тавровых швов следует накладывать в соответствии с указаниями п. 6.14 настоящей инструкции. При наложении валика катетом более 16 мм необходимо проваривать дугой середину ванны для обеспечения равномерного заполнения валика по всему поперечному сечению. При наложении многослойных вертикальных тавровых швов наплавленный металл следует распределять по слоям так, чтобы толщина каждого слоя составляла 3-5 мм. Валик следует накладывать при минимальном вылете проволоки, задерживая электрод в местах, отмеченных на рис. 5, б точками.
Наклонное положение
6.16. К наклонным отнесены положения,
представленные на рис. 6, и промежуточные.
6, и промежуточные.
6.17. В наклонном положении сварку следует выполнять при режимах, указанных в табл. 2.
Рис. 6. Наклонные положения электрода
6.18. Стыковые соединения толщиной 4-6 мм, а также тавровые катетом 4-6 мм при угле наклона до 45° следует выполнять способом сверху — вниз, при угле наклона 60° — снизу - вверх при минимальной скорости подачи проволоки, используя технику наложения шва, аналогичную рекомендованной для сварки этих соединений в вертикальном положении (см. рис. 3, а, б).
6.19. Соединения толщиной 8-14 мм при углах наклона до 45-50° можно выполнять двумя способами:
сваривать в два прохода при максимальной скорости подачи проволоки. Первый слой накладывают сверху — вниз, второй - снизу — вверх, используя технику манипулирования электродом, представленную на рис. 7;
сваривать в один проход при минимальной скорости подачи проволоки, используя манипуляции электрода, аналогичные манипуляциям в вертикальном положении.
При угле наклона более 45° соединения выполняют аналогично вертикальным.
Рис. 7. Техника манипулирования электродом при наложении второго слоя наклонных под углом 30-45° соединений конструкций толщиной 8-14 мм
6.20. Способы выполнения соединений толщиной 16-20 мм зависят от их длины.
Таблица 2
|
Разделка кромок по ГОСТ 5264-69 |
Толщина металлоконструкции, мм |
Угол наклона соединения, град |
Количество слоев |
Режим сварки |
Производительность наплавки |
Способ сварки |
||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
||||||
|
Стыковые соединения |
4-6 |
30 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
Снизу-вверх и сверху-вниз |
|
45 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
|||
|
60 |
1 |
110-130 |
21-22 |
112-126 |
1,9-2,1 |
|||
|
8-10 |
30 |
1-2 |
110-140 |
21-22 |
112-142 |
1,9-2,3 |
В один слой снизу-вверх, в два слоя - комбинированно: корень — сверху-вниз, второй слой — снизу-вверх |
|
|
45 |
1-2 |
110-140 |
21-22 |
112-142 |
1,9-2,3 |
|||
|
60 |
1 |
90-120 |
20-21 |
99,5-112 |
1,7-1,9 |
|||
|
12-14 |
30 |
1-2 |
120-150 |
22-23 |
126-159 |
2,1-2,7 |
То же |
|
|
45 |
1-2 |
120-150 |
22-23 |
126-159 |
2,1-2,7 |
|||
|
60 |
1 |
130 |
22 |
126 |
2,1 |
|||
|
16-20 |
30 |
2-3 |
140-180 |
24-25 |
186-210 |
3,3-3,7 |
Снизу-вверх |
|
|
45 |
2-3 |
150-180 |
25-26 |
210-298 |
3,7-5,3 |
|||
|
60 |
2 |
150-180 |
25-26 |
210-256 |
3,7-4,5 |
|||
|
18-22 |
30 |
2 |
310 |
27 |
298 |
5,3 |
Снизу-вверх по корневому шву |
|
|
45 |
2 |
210 |
27 |
298 |
5,3 |
|||
|
60 |
1 |
210 |
27 |
298 |
5,3 |
|||
|
Тавровые и нахлесточные соединения |
4-6 |
15-20 |
1 |
140-170 |
24-25 |
178-198 |
2,9-3,6 |
Сверху-вниз Снизу-вверх и сверху-вниз |
|
30 |
1 |
120-140 |
22-23 |
126-142 |
2,1-2,3 |
|||
|
45 |
1 |
120-140 |
22-23 |
126-142 |
2,1-2,3 |
|||
|
60 |
1 |
120-140 |
22-23 |
126-142 |
2,1-2,3 |
|||
|
8-10 |
30 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
Снизу-вверх |
|
|
45 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
|||
|
60 |
1 |
110-140 |
21-23 |
112-142 |
1,9-2,3 |
|||
|
12 и более |
30 |
2 и более |
120-150 |
22-23 |
126-159 |
2,1-2,7 |
То же |
|
|
45 |
2 и более |
120-150 |
22-23 |
126-159 |
2,1-2,7 |
|||
|
60 |
2 и более |
120-150 |
22-25 |
126-189 |
2,1-3,3 |
|||
Примечание. Оптимальный вылет проволоки 35-59 мм.
Оптимальный вылет проволоки 35-59 мм.
Соединения большой длины при угле наклона 30-45° необходимо выполнять, накладывая небольшой по толщине (3-4 мм) первый слой способом сверху-вниз при минимальных по току режимах (скорость подачи 126-159 м/ч), затем заполняя разделку слоями большой толщины при максимальной скорости подачи проволоки (рис. 8, а). Если угол наклона соединений составляет 50-60°, первый слой следует накладывать способом снизу-вверх при скорости подачи проволоки 112-126 м/ч, а разделку заполнять аналогично описанному выше.
При разбросанности свариваемых узлов соединения небольшой длины следует выполнять без изменения режимов сварки. В этом случае всю разделку заполняют толстыми слоями способом снизу-вверх (рис. 8, б).
Рис. 8. Порядок наложения слоев стыкового соединения конструкций толщиной 16-20 мм
6.21. При угле наклона тавровых соединений 30-45° швы катетом 8 мм и более следует накладывать способом снизу-вверх, используя технику, показанную на рис. 5. При угле наклона этих соединений 50-60° техника наложения швов аналогична указанной для вертикальных соединений.
Горизонтальное положение
6.22. Горизонтальные стыки следует сваривать при режимах, указанных в табл. 3, угол наклона электрода по отношению к горизонтальной плоскости должен соответствовать указанному на рис. 9.
6.23. Соединение конструкций толщиной 3-5 мм следует выполнять сваркой за один проход, электрод перемещать либо перпендикулярно плоскости стыка, либо углом назад с возвратно-поступательным движением и задержкой в местах, указанных на рис. 9 точками. При этом по общему направлению сварки электрод двигают с несколько большей скоростью, чем в направлении на валик.
Возможна также сварка углом вперед.
Рис.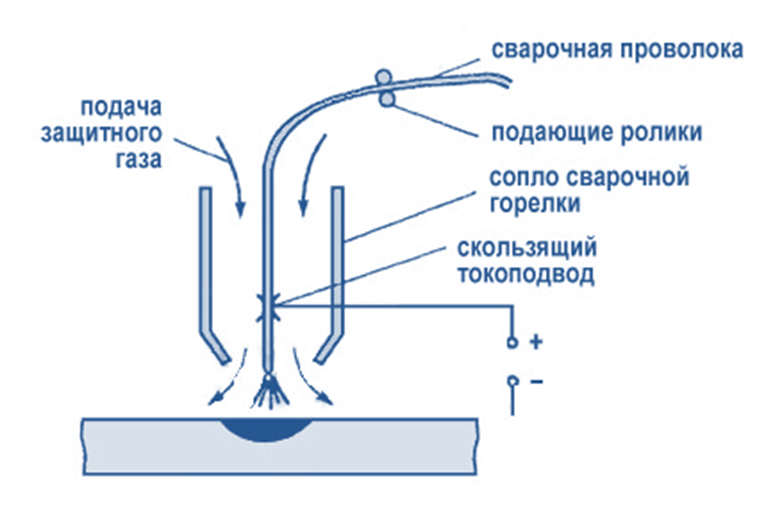 9. Техника наложения горизонтальных
швов:
9. Техника наложения горизонтальных
швов:
а — соединение конструкций толщиной 3-5 мм;
б — корневой валик многослойного шва; в — последний валик многослойного шва
6.24. Корневой валик многослойных соединений накладывают следующим образом: дугу возбуждают на нижней кромке и круговым движением с задержкой в зазоре переводят на верхнюю кромку, после наведения устойчивой ванны электрод углом назад перемещают по краю ванны дугообразным возвратно-поступательным движением, не давая ванне затекать перед дугой и тщательно выгоняя шлак на верхнюю и нижнюю кромки задержкой дуги в хвостовой части ванны.
6.25. Для обеспечения хорошего сплавления слоев и легкого удаления шлака в рельефе шва не должно быть узких (4 мм) и глубоких (5 мм) участков.
6.26. Для соединения толщиной 6-18 мм порядок распределения металла по слоям шва указан на рис. 10. При этом промежуточные слои следует распределять так, чтобы последний слой был ниточным.
Таблица 3
|
Разделка кромок по ГОСТ 5264-69 |
Толщина металлоконструкции, мм |
Количество слоев |
Режим сварки |
Производительность |
Примечание |
||||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет, мм |
сварки, м/ч |
наплавки, кг/ч |
||||
|
3-5 |
1 |
90-110 |
18-21 |
88-99,5 |
40-50 |
15-20 |
1,5-1,7 |
Конструкции толщиной 3 мм сваривают при максимальном вылете проволоки, толщиной 5 мм — минимальном |
|
|
6-8 |
2 |
130-150 |
23-26 |
142-159 |
40-100 |
7-9 |
2,3-2,7 |
Корневой слой выполняют при максимальном вылете проволоки, второй — минимальном |
|
|
10-12 |
3-4 |
140-190 |
23-26 |
178-188 |
40-100 |
4,0-4,7 |
2,9-3,1 |
||
|
14-16 |
5 |
180-230 |
24-27 |
188-235 |
40-100 |
3,0-3,3 |
3,1-4,0 |
||
|
30 |
11-13 |
210-240 |
24-28 |
236-265 |
40-100 |
1,1-1,2 |
4,0-4,3 |
||
Первый (корневой), второй и третий валики
накладывают при вылете проволоки 80-100 мм, используя технику сварки, указанную
в п. 6.24
настоящей инструкции, остальные — при вылете проволоки 30-40 мм и непрерывном
ведении электрода углом назад (либо перпендикулярно плоскости стыка).
6.24
настоящей инструкции, остальные — при вылете проволоки 30-40 мм и непрерывном
ведении электрода углом назад (либо перпендикулярно плоскости стыка).
Рис. 10. Порядок распределения валиков многослойных горизонтальных соединений конструкций толщиной, мм: а — 6-8, б — 10-12; в — 12-14; г, д — 16-18
Последний валик накладывают так же при вылете проволоки 20-30 мм, используя технику сварки, указанную в п. 6.23 настоящей инструкции.
Рис. 11. Порядок распределения валиков многослойных горизонтальных соединений конструкций толщиной 20-30 мм
6.27. Для соединений толщиной 20-30 мм порядок распределения металла по слоям шва представлен на рис. 11.
Таблица 4
|
Соединение |
Общее количество слоев |
Слой |
Режим сварки |
|||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет, мм |
|||
|
1 |
1 |
140-190 |
22-25 |
159-10 |
50-70 |
|
|
2 |
1 |
190-230 |
22-27 |
210-256 |
50-70 |
|
|
|
2 |
140-160 |
22-25 |
159-179 |
30-60 |
|
|
2 |
1 |
210-260 |
24-27 |
230-287 |
50-70 |
|
|
|
2 |
140-160 |
22-25 |
159-179 |
30-60 |
|
|
2 |
1 |
230-290 |
24-27 |
256-320 |
50-70 |
|
|
|
2 |
140-160 |
22-5 |
159-180 |
30-60 |
|
|
|
1 |
270-320 |
25-28 |
297-387 |
50-70 |
|
|
|
2 |
140-160 |
22-25 |
159-179 |
30-60 |
|
|
|
3 |
140-160 |
22-25 |
159-179 |
30-60 |
|
Варианты «а» и «б»
предусматривают наращивание нижней кромки, вариант «в» — заполнение
разделки «стенками». Все слои, кроме первого, выполняют валиками при вылете
проволоки 30-40 мм.
Все слои, кроме первого, выполняют валиками при вылете
проволоки 30-40 мм.
6.28. Горизонтальное соединение большой длины конструкций толщиной 6-20 мм при угле скоса верхней кромки, меньшем 45°, следует выполнять по технологии, представленной в табл. 4.
Нижнее положение
6.29. Сварку в нижнем положении следует выполнять при режимах, указанных в табл. 5.
6.30. Техника сварки стыковых швов в нижнем положении представлена на рис. 12.
Рис. 12. Техника выполнения в нижнем
положении стыковых соединений:
а — конструкций толщиной 3-4 мм; б — то же,
5-8 мм, в — многослойного соединения конструкций толщиной 8 мм; г — то же,
более 8 мм
Конструкции толщиной 3-4 мм сваривают углом назад односторонним или двусторонним швом при максимальном вылете проволоки. Конструкции толщиной 6-8 мм следует сваривать при вылете проволоки 40-50 мм, перемещая электрод под углом 80-90° по краю ванны с задержкой в зазоре.
Таблица 5
|
Разделка кромок по ГОСТ 5264 — 69 |
Толщина металлоконструкции, мм |
Количество слоев |
Режим сварки |
Производительность |
Примечание |
||||
|
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет, мм |
сварки, м/ч |
наплавки, кг/ч |
||||
|
Стыковые соединения |
3-6 |
1 |
130-200 |
23-27 |
159-210 |
40-80 |
16-21 |
2,7-3,4 |
Без вырубки корня шва. |
|
8-10 |
2 |
220-260 |
26-33 |
265-298 |
40-80 |
10-12 |
4,3-4,8 |
Корневой шов выполняют при максимальном вылете проволоки |
|
|
12-14 |
2 |
290-340 |
26-31 |
337-335 |
40-80 |
11-14 |
5,3-7,8 |
||
|
24-90 |
4-5 |
290-340 |
26-31 |
337-435 |
40-80 |
3,1-4,0 |
5,3-7,8 |
||
|
Тавровые соединения |
3-6 |
1 |
150-230 |
25-31 |
159-265 |
40-80 |
20-25 |
2,8-4,5 |
— |
|
8-10 |
1 |
300-390 |
27-33 |
337-435 |
40-50 |
14-17 |
5,3-7,8 |
||
|
12-16 |
3 |
300-390 |
27-33 |
337-435 |
40-50 |
— |
5,3-7,8 |
||
|
30 |
1-14 |
310-390 |
27-33 |
337-435 |
40-50 |
— |
5,3-7,8 |
||
|
3-12 |
1 |
150-390 |
25-33 |
159-435 |
40-80 |
— |
2,8-7,8 |
— |
|
|
12-16 |
2-5 |
310-390 |
27-33 |
337-535 |
40-50 |
— |
5,3-7,8 |
||
 Соединения
конструкций 3-4 мм выполняют при минимальных значениях тока и максимальном
вылете проволоки
Соединения
конструкций 3-4 мм выполняют при минимальных значениях тока и максимальном
вылете проволокиКонструкции толщиной 12 мм сваривают за два
прохода и более (см. рис. 12, в, г). Корневой слой шва, в зависимости от
величины притупления и зазора в стыке, накладывают согласно рис. 12, а
или рис. 12,
б. Последующие слои накладывают при положении электрода углом назад. Толщина
валика должна быть не более 6 мм. При этом корневой слой накладывают при вылете
проволоки 60 — 70 мм, последующие — 40 — 50 мм.
рис. 12, в, г). Корневой слой шва, в зависимости от
величины притупления и зазора в стыке, накладывают согласно рис. 12, а
или рис. 12,
б. Последующие слои накладывают при положении электрода углом назад. Толщина
валика должна быть не более 6 мм. При этом корневой слой накладывают при вылете
проволоки 60 — 70 мм, последующие — 40 — 50 мм.
6.31. Для уменьшения сварочных деформаций и исключения дефектов в замках многослойных швов большой длины при сварке проволокой ППВ-5 следует использовать те же приемы, что и при ручной сварке штучными электродами.
6.32. Техника сварки угловых и тавровых соединений представлена на рис. 13, а, б (сварку ведут углом назад). Угол между полкой таврового соединения и продольной осью проволоки составляет 45-50° (см. рис. 13, в).
Швы катетом 3-4 мм накладывают при возвратно-поступательном движении электрода и вылете проволоки 60-80 мм (см. рис. 13, а).
При наложении однослойных швов катетом 8-10 мм электрод перемещают по краю ванны с задержкой в мостах, указанных на рис. 13, б. Вылет проволоки должен составлять 40-50 мм.
Рис. 13. Техника наложения угловых и
тавровых швов в нижнем положении:
а — однослойных катетом 3-6 мм; б — то же,
8-10 мм; в, г — многослойных катетом 16-30 мм
Многослойные швы тавровых соединений выполняют при вылете проволоки 40-50 мм, перемещая электрод без поперечных колебаний. Рациональное распределение валиков в швах катетом 16 -30 мм приведено на рис. 13, г.
6.33. Тавровые соединения с односторонним скосом кромок выполняют аналогично горизонтальным стыковым соединениям.
6.34. При обрыве дуги (прекращении сварки)
кратер ванны необходимо зачистить от шлака, возбудить дугу на расстоянии 10 -
15 мм от места обрыва и перенести на кратер. Заварку кратера следует
производить быстрыми поперечными колебаниями конца электродной проволоки, затем
резко оборвать дугу.
6.35. Подварку корня шва допускается выполнять штучными электродами Э50А.
6.36. При автоматической сварке под флюсом допускается выполнение подварочных швов, наложение отдельных слоев и исправление дефектов проволокой ППВ-5.
7.1. Способы контроля качества сварных соединений — по ГОСТ 3242-69 «Швы сварных соединений. Методы контроля качества» и СНиП III-18-75 «Металлические конструкции. Правила производства и приемки работ», а также ППР.
Определение механических свойств — по ГОСТ 6966-75; контроль неразрушающими методами — по ГОСТ 14782-76, ГОСТ 7512-75, ГОСТ 23055-78; металлографические исследования — по ГОСТ 5640-68, ГОСТ 1778-70.
7.2. До начала и в процессе сварки следует контролировать:
а) состояние порошковой проволоки в соответствии с ТУ завода-изготовителя;
б) соответствие характеристики источника питания требованиям п. 5.2 настоящей инструкции;
в) равномерность подачи проволоки и надежность ее контакта с токоподводящим мундштуком держателя;
г) качество сборки, подготовки кромок и их очистки от загрязнений, очистки прихваток от шлака, а также наличие трещин в прихватках;
д) соблюдение режимов, техники манипулирования электродом.
7.3. После сварки необходимо провести внешний осмотр соединений для выявления внешних дефектов: трещин, пор и подрезов.
7.4. Дефектные места следует удалить или исправить. Повторную сварку дефектных мест производят электродами Э50А или Э42А.
8.1. При соответствии проволоки техническим условиям дефекты в сварных швах являются следствием нарушения технологии сварки или неисправности оборудования.
8.2. Основные дефекты в сварных швах, выполненных порошковой проволокой ППВ-5, и способы их предупреждения приведены в табл. 6.
Таблица 6
|
Дефекты |
Причина возникновения |
Способы предупреждения |
|
Поры |
Высокое напряжение дуги |
Отрегулировать режим в соответствии с
рекомендациями табл. |
|
Мал вылет проволоки при сварке |
Увеличить вылет проволоки в соответствии с рекомендациями табл. 1-3 |
|
|
Неравномерная скорость подачи проволоки |
Отрегулировать подающий механизм или прочистить направляющий канал шланга |
|
|
Генератор имеет возрастающую характеристику |
Отрегулировать генератор в соответствии с п. 5.3 настоящей инструкции |
|
|
Износ наконечника держателя |
Заменить наконечник |
|
|
Большие зазоры между свариваемыми деталями |
Привести величину зазора в соответствие с требованиями ГОСТ 5264-69 |
|
|
Сырая, ржавая проволока |
Прокалить проволоку в соответствии с п. 2.10 настоящей инструкции и очистить от ржавчины |
|
|
Повышенное содержание углерода, марганца, кремния и других примесей в основном металле |
Проверить химический состав основного металла |
|
|
Шлаковые включения |
Предыдущий слой плохо очищен от шлаковой корки |
Тщательно зачистить промежуточные слои |
|
Напряжение на дуге не соответствует необходимому |
Отрегулировать режим сварки. |
|
|
Неправильное распределение валиков по слоям. Неправильная техника сварки |
Соблюдение техники сварки |
|
|
Не удалена окалина после подготовки кромок газовой резкой |
Тщательно очистить от окалины кромки |
|
|
Непровары |
Мал сварочный ток, большая скорость сварки, неправильная техника наложения шва |
Отрегулировать режим сварки и придерживаться рекомендуемой техники сварки |
|
Подрезы |
Высокое напряжение дуги, неправильная техника сварки |
Отрегулировать режим, выполнять указания настоящей инструкции |
 1-3
1-3 Уменьшить
длину кабелей, увеличить площадь их поперечного сечения
Уменьшить
длину кабелей, увеличить площадь их поперечного сечения
Помещение №136 — Технологии сварочного производства
Лебединый номер в дополнительном здании № 136
Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Предназначен для курсовых работ уровня 200/400 по обучению переносу металла GMAW. разработка и применение режима и формы волны GTAW. Лабораторное пространство имеет следующие особенности оборудования:
- 980 квадратных футов учебной площади
- Лаборатория включает (10) студенческих рабочих мест.
- Дуговая сварка защищенным металлом (SMAW) / дуговая сварка вольфрамовым электродом (GTAW) — переменным / постоянным током, продвинутый уровень Технология формы волны переменного тока
- Дуговая сварка в газовой среде (GMAW) / сварка порошковой проволокой (FCAW) — расширенная форма волны постоянного тока технология с пульсацией
- Электрод расходный печной; металлическая щетка для опоры со сдвоенным колесом
- Полнолабораторная система вентиляции состоит из трубок на каждой сварочной станции; переносные системы вентиляции

Лебединая пристройка, помещения № 130 и № 132 — Основные лаборатории: (2) ручная и полуавтоматическая сварка Процессы
Swan Annex Room # 131 — Лаборатория проверки качества: проверка и тестирование сварных конструкций
Swan Annex Room # 136 — Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Swan Annex Room # 138 — Лаборатория контактной сварки: ручная, полуавтоматическая и роботизированная Сварочные процессы
Swan Annex Room # 140 — Лаборатория автоматизации сварки: полуавтоматическая, автоматическая и роботизированная Сварочные процессы
Лаборатория № 142 — Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
Сертификациядля роботизированной дуговой сварки: Сертификация: Американское общество сварки
Программа сертификации AWS для роботизированной дуговой сварки — операторы и технические специалисты (CRAW) позволяет многим сварщикам, работающим в различных секторах сварки, оценивать себя по стандартам своей профессии. Это также означает, что оператор или техник CRAW продемонстрировал способность работать с различными кодами, стандартами и спецификациями. Поскольку подтверждение активной практики или повторная проверка требуется каждые три года, сертификация также означает, что оператор или техник CRAW хорошо разбирается в сварочной отрасли.
Это также означает, что оператор или техник CRAW продемонстрировал способность работать с различными кодами, стандартами и спецификациями. Поскольку подтверждение активной практики или повторная проверка требуется каждые три года, сертификация также означает, что оператор или техник CRAW хорошо разбирается в сварочной отрасли.
Центры тестирования, утвержденные CRAW
Центры тестирования, утвержденные AWS CRAW (ATC), готовят людей к сертификации и проводят практические и письменные экзамены в соответствующих учреждениях.
Есть ли у вас необходимое оборудование для дуговой сварки, чтобы проверить людей на соответствие требованиям программы сертифицированной роботизированной дуговой сварки (CRAW)? В таком случае рассмотрите возможность подачи заявки на получение статуса утвержденного центра тестирования AWS (ATC). Как назначенный CRAW ATC, ваше предприятие пользуется ценным признанием в отрасли, включая ваш список на веб-сайте AWS и периодическую рекламу в журнале Welding Journal. Посетите страницу с информацией об аккредитации объекта УВД: ЦЕНТР ИСПЫТАНИЙ, УТВЕРЖДЕННЫЙ CRAW.
Требования к экзамену CRAW
Модель AWS D16.4: 2005 Технические условия для квалификации персонала для роботизированной дуговой сварки и QC19, Технические условия для сертификации AWS персонала для роботизированной дуговой сварки устанавливают требования к опыту и образованию для сдачи экзамена CRAW и предоставляют рекомендации по обучению:
ОБРАЗОВАНИЕ
Выпускник средней школы или получил аттестат средней школы, утвержденный штатом или военными (например, GED).
Оператор и техник
ПРОЦЕССЫ РУЧНОЙ ИЛИ ПОЛУАВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ В КАЧЕСТВЕ СВАРКИ
Минимум 6 месяцев.
Оператор и техник
ОПЫТ СВАРОЧНОЙ МАШИНЫ (ВКЛЮЧАЯ РОБОТИЧЕСКИЙ И АВТОМАТИЧЕСКИЙ ОПЕРАТОР)
Включает ранее упомянутые 6 месяцев ручной или полуавтоматической дуговой сварки.
Оператор = 12 месяцев
Техник = 18 месяцев
ОПЫТ ПРОФЕССИОНАЛЬНОЙ ФУНКЦИИ, НАПРЯМУЮ СВЯЗАННОЙ С СВАРКОЙ ИЛИ РОБОТОТЕХНИКОЙ
Включает в себя перечисленный выше опыт сварщика и другие функции, такие как инспектор или контроль качества.
Оператор = 3 года и более
Техник = 5 и более лет
ПОСЛЕ ВТОРИЧНАЯ ЗАМЕНА ОПЫТА
Послевузовское образование по сварке, техническим, робототехническим, технологическим, электротехническим или инженерным дисциплинам может быть заменено на такое же количество лет, но не более чем на 2 года.
- Послесреднее образование не может быть заменено или засчитано в счет вышеупомянутых требований к опыту (6) месяцев ручной или полуавтоматической дуговой сварки в качестве сварщика.
Оператор и техник - Послесреднее образование не может заменить месячный опыт работы сварщиком.
Оператор = 12 месяцев (включая робота и автоматика)
Техник = 18 месяцев (включая робота и оператора-автомата)
СЕРТИФИКАЦИЯ CWI
Имеет текущий сертификат CWI (Certified Welding Inspector). Текущая сертификация CWI является требованием для сертификации CRAW-T.Неспособность достичь и / или поддерживать сертификацию CWI приведет ТОЛЬКО к сертификации CRAW-O.
Только техник.
РЕКОМЕНДАЦИИ ПО ОБУЧЕНИЮ
Оператор : Завершение курса производителя оригинального оборудования или эквивалентного курса программирования робототехники.
Техник : Получите инструкции по работе с инструментами для измерения качества, включая соответствующее компьютерное программное обеспечение для измерения поперечного сечения сварного шва.Также ознакомьтесь с персональными компьютерами.
Welding — Swofford Career Center
ВОЗМОЖНОСТИ РАБОТЫ ВКЛЮЧАЮТ:
Учебный план
Сварка I Классы : 10-12 / Ориентировочная стоимость : 15 долларов США Примечание: Студенты также должны предоставить свои собственные сварочные капюшоны и перчатки. .
.
Необходимое условие : класс 70 или выше по алгебре 1; 70 или выше среднего по основам / промежуточной алгебре
В этом курсе студенты изучают газо-дуговую сварку металла (MIG) и резку с использованием кислородно-топливного процесса (OAW).Сварка MIG — это использование непрерывного плавящегося проволочного электрода в процессе сварки. Студенты смогут выполнять сварку MIG на полуавтомате, этот процесс используется в обрабатывающей промышленности. Процесс кислородно-ацетиленовой сварки (OAW) используется при общем обслуживании, в автомастерских и при ремонте мелких деталей, где другие сварочные процессы были бы слишком дорогими. OAW предназначен для подготовки студентов к использованию оксиацетиленового процесса для соединения коммерческих металлов и сплавов. Инструкция также включает использование оксиацетиленового пламени для резки металла, закалки, отжига и в любых практических ситуациях, связанных с соединением металлических деталей.
Классы : 10-12 / Ориентировочная стоимость : 15 долларов США Примечание: Студенты также должны предоставить свои собственные сварочные кожухи и перчатки.
Предварительное условие : После выполнения Сварка 1 нет необходимости проходить уровни 2 и 3 в последовательном порядке; однако, чтобы перейти к следующему выбранному курсу (или с одобрения Директора), студент должен иметь рейтинг 80 или выше.
В курсе SMAW студент сможет определять различные стали и металлы, а также их соответствующие свойства. Особое внимание уделяется процедурам, которые необходимо использовать, чтобы избежать или минимизировать трудности при выполнении успешной сварки легированных сталей и цветных металлов.
Сварка III — Дуговая сварка вольфрамовым электродом (TIG) Классы : 10-12 * Студентам разрешается сдавать Сварка III перед сваркой II * Приблизительная стоимость : 15 долларов США Примечание: Студенты также должны предоставить собственные сварочные капюшоны и перчатки.
Предварительное условие : После выполнения Сварка 1 нет необходимости проходить уровни 2 и 3 в последовательном порядке; однако, чтобы перейти к следующему выбранному курсу (или с одобрения Директора), студент должен иметь рейтинг 80 или выше.
Учащиеся смогут сваривать металлы, нагревая их между неплавящимся вольфрамовым электродом во всех четырех положениях: плоском, горизонтальном, вертикальном и верхнем. Студенты учатся работать с тремя типами металлов, включая углерод, нержавеющую сталь и алюминий.Это используется в промышленности для прецизионной сварки.
| Онлайн | Сварка | 650 | Сварка | 650100 | Что такое кислородная сварка? 100 | Этот класс описывает основные концепции кислородно-топливной сварки, включая то, какое оборудование и газы необходимы для сварки. Кроме того, в нем описаны различные другие процессы, для которых может использоваться кислородная горелка. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640010 | Основы безопасности при сварке 101 | Класс «Основы безопасности при сварке» предоставляет широкий обзор тем, касающихся безопасности при различных сварочных процессах. Курс описывает общие правила техники безопасности, такие как электробезопасность, пожарная безопасность, безопасность цилиндров и дыма, которым должны следовать сварщики.На занятии также представлен обзор организаций, устанавливающих правила, таких как OSHA и ANSI. Предотвращение несчастных случаев имеет решающее значение для любого сварщика или сварочной организации. Проблемы безопасности ставят под угрозу персонал, снижают качество и производительность и наносят ущерб деятельности любой организации. После прохождения курса «Основы безопасности при сварке» сварщики будут готовы соблюдать правила техники безопасности при сварке и будут проинформированы о стандартах безопасности, важных для сварочной отрасли, что позволит создать продуктивное рабочее место. После прохождения курса «Основы безопасности при сварке» сварщики будут готовы соблюдать правила техники безопасности при сварке и будут проинформированы о стандартах безопасности, важных для сварочной отрасли, что позволит создать продуктивное рабочее место. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 650105 | Безопасность при кислородно-топливной сварке 105 | Этот класс охватывает основные процедуры безопасности при работе с оборудованием для кислородной сварки, включая средства индивидуальной защиты, вентиляцию и пожарную безопасность. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640020 | СИЗ для сварки 111 | PPE for Welding знакомит с назначением и использованием средств индивидуальной защиты (PPE) для сварщиков. Опасности при сварке включают поражение электрическим током, воздействие дыма и газа, излучение дуги, а также пожар и взрыв.Сварщики чаще всего получают ожоги кожи или глаз. OSHA и ANSI издают стандарты для СИЗ. Во избежание травм сварщики должны носить соответствующие СИЗ, чтобы покрыть все открытые участки кожи, включая защитные очки или защитные очки, сварочный шлем, средства защиты органов слуха, сварочные перчатки и кожаные высокие ботинки. Сварочные СИЗ должны быть огнестойкими, защищать глаза от вредного света, удобно сидеть и обеспечивать адекватную защиту. Работодатели должны обучать сотрудников правильному использованию СИЗ и проводить оценку опасностей.Надлежащие СИЗ не только защищают рабочих от травм, но и помогают предотвратить потерю производительности из-за больничных часов и обеспечивают соответствие рабочих мест требованиям OSHA. После прохождения этого курса пользователи должны уметь описывать СИЗ, необходимые для безопасного выполнения сварочных работ. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640030 | Безопасность сварочных дымов и газов 121 | Курс по безопасности при сварке с использованием дыма и газов помогает учащимся понять опасность образования дыма и газов при сварке.Шлейф дыма, видимое облако дыма, поднимающегося из расплавленного металла, состоит из сложных оксидов металлов и частиц, образованных из расходуемого и основного металла. Защитные газы, используемые при сварке, также могут выделять потенциально вредные пары. Воздействие паров можно контролировать с помощью технических средств контроля, вентиляции, надлежащих средств индивидуальной защиты и соблюдения пределов воздействия, установленных OSHA или другими организациями. После прохождения этого курса ученик поймет потенциальную опасность сварочного дыма и газов, а также острые и хронические симптомы, которые могут развиться после чрезмерного воздействия.В этом классе обсуждается, как методы рабочего места и технические средства контроля могут быть использованы для контроля воздействия, в дополнение к приведенным ниже допустимым пределам воздействия и использованию респираторов с подачей воздуха, когда это необходимо. | Начинающий | Английский | (650115) Безопасность дуговой сварки 115 |
| Онлайн | Сварка | 650 | Сварка | 640040 | Электробезопасность при сварке 131 | Электробезопасность при сварке знакомит пользователей с опасностями, связанными с электричеством при дуговой сварке, и методами их снижения.Для дуговой сварки требуется электрическая цепь под напряжением, что представляет несколько потенциальных угроз безопасности. Электричество может вызвать ожоги, возгорание и поражение электрическим током. Существует два типа поражения электрическим током: удар первичным напряжением и удар вторичным напряжением. Чтобы предотвратить риски, связанные с электричеством, сварщики должны убедиться, что оборудование правильно установлено, заземлено и обслуживается. Сварщики также должны использовать необходимые СИЗ и изоляцию для предотвращения травм. После прохождения этого курса пользователи будут хорошо понимать основные опасности, связанные с электричеством, и меры предосторожности, которые минимизируют эти риски.Эти знания позволяют пользователям более безопасно и эффективно работать с электрооборудованием, которое требуется для всех процессов дуговой сварки. Существует два типа поражения электрическим током: удар первичным напряжением и удар вторичным напряжением. Чтобы предотвратить риски, связанные с электричеством, сварщики должны убедиться, что оборудование правильно установлено, заземлено и обслуживается. Сварщики также должны использовать необходимые СИЗ и изоляцию для предотвращения травм. После прохождения этого курса пользователи будут хорошо понимать основные опасности, связанные с электричеством, и меры предосторожности, которые минимизируют эти риски.Эти знания позволяют пользователям более безопасно и эффективно работать с электрооборудованием, которое требуется для всех процессов дуговой сварки. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640060 | Введение в сварку 141 | Введение в сварку дает базовое понимание сварки и сварочных процессов, на основе которых строятся знания о конкретных процессах и более полное понимание сварки в целом.Курс знакомит с различными сварочными процессами, а также с их общими атрибутами и приложениями. Кроме того, в нем рассматриваются соединения и типы сварных швов, охватываются измерения, относящиеся к сварке, обсуждаются спецификации процедуры сварки и, наконец, предоставляется информация пользователю о новых методах сварки и их влиянии на практику сварки и экономику. базовые знания, необходимые для образовательного развития любого сварщика. Кроме того, он знакомит пользователя с концептуальными идеями теории сварки и менее распространенными методами сварки, такими как лазерная сварка. | Начинающий | Английский | (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 640070 | Введение в сварочные процессы 151 | Introduction to Welding Processes дает исчерпывающий обзор наиболее часто используемых сварочных процессов, включая кислородную сварку, газовую дуговую сварку металлическим электродом, газовую вольфрамовую дуговую сварку, дуговую сварку порошковой проволокой и дуговую сварку в среде защитного металла. Кроме того, он продолжает развивать понимание учащимися измерений при сварке и охватывает спецификацию процедуры сварки от написания до тестирования и, наконец, использования. Этот класс продолжает развивать общее понимание сварки, начатое во введении в сварку, с более полным обзором каждого из них. наиболее распространенных сварочных процессов. В нем рассматриваются параметры сварки и подробно рассматриваются нарушения сплошности сварки, которые продолжаются в разделе «Обзор дефектов сварных швов». Кроме того, он продолжает развивать понимание учащимися измерений при сварке и охватывает спецификацию процедуры сварки от написания до тестирования и, наконец, использования. Этот класс продолжает развивать общее понимание сварки, начатое во введении в сварку, с более полным обзором каждого из них. наиболее распространенных сварочных процессов. В нем рассматриваются параметры сварки и подробно рассматриваются нарушения сплошности сварки, которые продолжаются в разделе «Обзор дефектов сварных швов». | Начинающий | Английский | (650120) Процессы дуговой сварки 120; (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 650160 | Введение в дуговую сварку под флюсом 160 | Этот класс описывает процесс сварки под флюсом, а также его преимущества и ограничения. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640080 | Основы математики для сварки 161 | Класс «Основы математики для сварки» охватывает основные арифметические операции, используемые при сварке, такие как сложение, вычитание, умножение и деление.В этом классе обсуждается концепция округления целых и десятичных чисел до или после вычисления проблемы. «Основы математики для сварки» также дает обзор дробей, которые используются в сварочных измерениях и чертежах вместе с десятичными знаками. Знание основных математических концепций является неотъемлемой частью понимания сварщиком сварочных измерений и проектирования соединений. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640085 | Основы геометрии для сварки 171 | На курсе «Основы геометрии для сварки» учащиеся узнают, как геометрия используется в сварке. Фундаментальное понимание геометрии и геометрических концепций — необходимый навык для сварки. В этом классе обсуждаются линии и углы, которые являются основными строительными блоками геометрии. Этот класс учит пользователей, как определять части круга и как определять различные типы треугольников на основе их сторон и углов. Кроме того, в этот класс включены уроки о том, как найти площадь круга или треугольника. Связь между линиями и углами может использоваться для чтения и интерпретации сварочных чертежей, а также настроек машины.После этого занятия пользователи смогут понимать основные строительные блоки геометрии и работать с ними. Пользователи также смогут рассчитать площадь и длину окружности круга и площадь треугольника. Фундаментальное понимание геометрии и геометрических концепций — необходимый навык для сварки. В этом классе обсуждаются линии и углы, которые являются основными строительными блоками геометрии. Этот класс учит пользователей, как определять части круга и как определять различные типы треугольников на основе их сторон и углов. Кроме того, в этот класс включены уроки о том, как найти площадь круга или треугольника. Связь между линиями и углами может использоваться для чтения и интерпретации сварочных чертежей, а также настроек машины.После этого занятия пользователи смогут понимать основные строительные блоки геометрии и работать с ними. Пользователи также смогут рассчитать площадь и длину окружности круга и площадь треугольника. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640100 | Испытания материалов для сварки 201 | «Тесты материалов для сварки» знакомит пользователей с типами и целями испытаний сварочных материалов.Сварочные материалы проходят испытания для оценки их свойств, проверки на наличие разрывов и обеспечения соответствия проекта спецификациям сварочных норм. Тестирование может быть разрушающим или неразрушающим. Тестирование также может использоваться для классификации металлов в соответствии с их содержанием углерода. Этот класс включает уроки по методам неразрушающего контроля, таким как визуальный осмотр, радиографические, ультразвуковые, проникающие и магнитопорошковые тесты. Пользователи также ознакомятся с методами разрушающего контроля, такими как испытание на макротравление, испытание на разрыв углового шва, испытание на управляемый изгиб и испытание на поперечное растяжение.После завершения этого курса пользователи смогут определить общие испытания материалов, практическое применение разрушающих и неразрушающих методов, а также преимущества и недостатки каждого метода. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650250) Символы и коды для дуговой сварки 250; (650280) Визуальный контроль сварных швов 280 |
| Онлайн | Сварка | 650 | Сварка | 640110 | Сварка черных металлов 211 | Сварка черных металлов дает определение черных металлов, описывает общие формы черных металлов и обсуждает передовые методы сварки для каждого из них.Каждый тип черного металла имеет разные механические, физические и химические свойства. Хотя все черные металлы содержат железо, их различный состав требует применения различных подходов к сварке. Черные металлы являются наиболее распространенными металлами, с которыми будут встречаться сварщики. Знание типов, состава черных металлов и передовых методов сварки имеет решающее значение. После прохождения этого курса сварщики должны уметь определять различные черные металлы, их свойства и лучшие методы сварки для каждого типа. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650205) Цветные металлы для сварки 205 |
| Онлайн | Сварка | 650 | Сварка | 640115 | Сварка цветных металлов 212 | Сварка цветных металлов определяет цветные металлы, описывает ряд цветных металлов и их свойства, а также обсуждает передовые методы сварки для каждого типа.Этикетка из цветных металлов охватывает широкий спектр металлов с различными механическими и физическими свойствами, каждый из которых требует различных подходов при сварке. Цветные металлы, хотя и менее распространены, чем черные металлы, используются в широком диапазоне применений, требующих сварки. Понимание цветных металлов и процессов их сварки необходимо любому сварщику. После прохождения этого курса пользователь сможет идентифицировать различные цветные металлы, объяснять их свойства и описывать наилучший подход к сварке для каждого типа металла. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650205) Цветные металлы для сварки 205 |
| Онлайн | Сварка | 650 | Сварка | 640120 | Обзор типов сварных швов 221 | Класс «Обзор типов сварных швов» предоставляет обзор различных соединений и типов сварных швов, а также их применения.Обсуждаются общие типы сварных швов, такие как угловые и канавочные, а также комбинированные, электрозаклепочные, щелевые, точечные и шовные. Кроме того, рассматриваются различные части сварного шва и различные положения сварки. Наконец, класс покрывает требования к различным соединениям. Краткий урок по неоднородности сварных швов также включен, чтобы познакомить пользователя с концепцией. Обзор типов сварных швов помогает заложить прочную основу для передовых методов сварки, а также дает более подробные обзоры конкретных сварочных процессов.После прохождения курса пользователи должны иметь хорошее общее представление о названиях и функциях различных соединений, типах сварных швов, положениях сварки и требованиях к соединениям. | Промежуточный | Английский | (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 640125 | Обзор дефектов сварных швов 222 | Обзор дефектов сварных швов дает исчерпывающее представление о наиболее распространенных разновидностях несплошностей и деформаций сварных швов.Он иллюстрирует причины каждой из двадцати различных несплошностей и дефектов сварных швов и предлагает эффективные решения. Кроме того, он представляет собой обзор шести различных видов трещин и демонстрирует, как предотвратить растрескивание и деформацию готового сварного шва. Этот урок особенно важен для начинающих сварщиков, которые еще не имеют навыков или знаний, чтобы избежать многих ошибок, которые класс иллюстрирует. Начинающим сварщикам этот класс будет особенно полезен, поскольку он определяет причины, по которым могут возникать дефекты или нарушения целостности, а также способы их устранения сварщиками. | Средний | Английский | (650250) Символы и коды для дуговой сварки 250; (650280) Визуальный контроль сварных швов 280 |
| Онлайн | Сварка | 650 | Сварка | 640130 | Символы и коды сварки 231 | Сварочные символы и коды описывает, как сварочные чертежи представляют требования к сварке. Сварной шов представлен на чертеже с помощью символа сварки.Сварочные символы, созданные Американским сварочным обществом, включают в себя контрольную линию, элемент стрелки, символ или символы сварного шва, хвостовую часть и размеры сварного шва. При необходимости на символе сварки также могут быть дополнительные символы и символы отделки. Символ сварки включает в себя различные компоненты на контрольной линии, чтобы показать характеристики сварного шва и предоставить сварщику конкретные инструкции. После прохождения этого курса пользователи должны быть в состоянии объяснить многие типы символов сварки и их характеристики, а также коды и спецификации сварки, используемые в сварочной промышленности. | Промежуточный | Английский | (650130) Обзор типов сварных швов 130; (650250) Обозначения и коды для дуговой сварки 250 |
| Онлайн | Сварка | 650 | Сварка | 640160 | Процесс изготовления 232 | Производственный процесс описывает процедуры, которым должен следовать планировщик проекта при создании продукта от начала до конца.Проект изготовления может быть таким простым, как сборка шкафа, или сложным, как сборка мотоцикла. Придумав идею проекта, разработчик должен перечислить все требования, включая материалы, безопасность и бюджетные проблемы. Если все требования могут быть выполнены, проектировщик должен исследовать объекты, похожие на идею проекта, и разработать дизайн. Затем планировщик создает план проекта, а также спецификацию материалов. После принятия решения о порядке операций, которые приведут к завершению проекта, планировщик должен выполнить план шаг за шагом, чтобы завершить проект.При любом процессе изготовления необходимо учитывать множество важных факторов. После этого занятия пользователи смогут разработать план изготовления и завершить проект. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640140 | Электроэнергия для дуговой сварки 241 | Электроэнергия для дуговой сварки объясняет основные принципы электричества и влияние электричества на процессы дуговой сварки.Электричество проходит по замкнутым цепям. Базовая схема состоит из источника, пути, нагрузки и управления. Ток — это поток электричества. Напряжение — это сила, проталкивающая ток через цепь. Сопротивление препятствует прохождению тока, но также позволяет электричеству выполнять работу. Электромонтажные работы называются мощностью. В сварочных цепях сопротивление дуги преобразует электричество в свет и тепло, которые плавят основные металлы. После прохождения этого курса пользователи будут иметь базовое понимание электричества, электрических переменных и того, как электричество используется при дуговой сварке.Это подготовит пользователей к сварке, поскольку каждый сварщик должен понимать основные электрические концепции работы с дугой и сварочным оборудованием, которое создает дугу. | Средний | Английский | (650140) Электроэнергия для дуговой сварки 140 |
| Онлайн | Сварка | 650 | Сварка | 640152 | Введение в GMAW 251 | Введение в GMAW дает исчерпывающий обзор процесса газовой дуговой сварки (GMAW) и его оборудования.GMAW — это полуавтоматический или автоматический процесс, в котором используются расходный электрод и защитный газ. Оборудование GMAW включает источник питания, проволочный электрод, механизм подачи проволоки, защитный газ и сварочную горелку. GMAW обычно использует источник постоянного напряжения и положительную полярность электрода постоянного тока (DCEP). В GMAW используются три основных режима переноса металла: короткое замыкание, шаровидная сварка и осевое напыление. GMAW — один из самых популярных процессов дуговой сварки. Поскольку он является полуавтоматическим или автоматическим, он также является одним из самых простых в освоении.После прохождения этого курса пользователи будут знакомы с оборудованием GMAW и различными режимами переноса металла. Эта информация обеспечивает основу, необходимую для того, чтобы научиться выполнять GMAW. Хорошее понимание GMAW также полезно при изучении связанных типов сварки, таких как дуговая сварка вольфрамовым электродом в газовой среде (GTAW). | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650220) GMAW Applications 220; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 640150 | Введение в SMAW 252 | Введение в SMAW охватывает основные теории и практики дуговой сварки в экранированном металлическом корпусе (SMAW), а также общие рабочие процедуры.SMAW — это сварочный процесс, в котором используется экранирование для защиты сварного шва от загрязнения. SMAW — один из наиболее распространенных процессов дуговой сварки в мире из-за его простоты, универсальности, доступности и пригодности для большинства применений. SMAW требует специального оборудования, специальных электродов и знания ряда мер предосторожности. После прохождения этого курса пользователи будут знать, как безопасно обращаться, готовить и эксплуатировать оборудование SMAW. У них также будет базовое понимание того, как выполнять сварку методом SMAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650210) Приложения 210 SMAW; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 650255 | Применение SAW 255 | Этот класс описывает сварку под флюсом и сварку под флюсом. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640155 | Введение в FCAW 261 | Введение в FCAW дает исчерпывающий обзор процесса дуговой сварки порошковой проволокой (FCAW) и соответствующего оборудования. FCAW делится на два типа: дуговая сварка порошковой проволокой с самозащитой (FCAW-S) и дуговая сварка порошковой проволокой в среде защитного газа (FCAW-G).И FCAW-S, и FCAW-G используют расходуемый трубчатый электрод, заполненный флюсовыми материалами. Оборудование FCAW включает источник постоянного напряжения, проволочный электрод, механизм подачи проволоки, сварочную горелку и, при необходимости, защитный газ. Понимание базовой теории и процесса FCAW имеет важное значение для его успешного использования. После прохождения этого курса пользователи будут знакомы с оборудованием FCAW и смогут различать различные методы FCAW. Пользователи также смогут определять рабочие характеристики, эксплуатационные требования и свойства готовой сварки FCAW-электродов.Эта информация обеспечивает основу, необходимую для успешного и безопасного выполнения FCAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650230) Приложения FCAW 230; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 640157 | Введение в GTAW 262 | Введение в GTAW дает определение газовой вольфрамовой дуговой сварки (GTAW), описывает инструменты, используемые в GTAW, и обсуждает различные факторы, которые следует учитывать при использовании GTAW.GTAW или TIG-сварка — это точный процесс сварки, в котором используется неплавящийся вольфрамовый электрод и инертный защитный газ. GTAW может применяться на самых разных металлах и может выполняться вручную или с использованием полуавтоматических или полностью автоматизированных систем. GTAW дает сварщику повышенный контроль над сваркой, что позволяет выполнять более прочные и качественные сварные швы. . Этот процесс может быть сложным и требует практики, но улучшение качества сварки жизненно важно для определенных приложений.К концу этого класса пользователи смогут определять GTAW, определять инструменты, используемые в GTAW, и описывать различные процессы и приложения GTAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650240) Приложения для GTAW 240; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 650270 | Выбор электрода 270 | Этот класс описывает характеристики электродов для четырех основных процессов дуговой сварки и объясняет, как выбрать подходящий электрод для конкретного сварочного применения. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640170 | Обзор пайки 271 | Обзор пайки определяет пайку, описывает инструменты, используемые при пайке, и обсуждает различные процессы пайки. Пайка — это процесс соединения с низким нагревом, используемый в приложениях, где теплота сварки или пайки будет слишком большой или где требуется точный контроль.Есть несколько ручных и автоматических процессов пайки. Пайка особенно полезна в производстве электроники и ювелирных изделий, а также для создания воздухо- и водонепроницаемых уплотнений в водопроводных и других системах. После этого занятия пользователи смогут определять пайку, определять важные инструменты, используемые при пайке, перечислять проблемы безопасности при пайке и описать различные процессы пайки. Любому оператору, от которого может потребоваться пайка материалов, важно понимать основное паяльное оборудование, процессы и методы. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640175 | Обзор термической резки 281 | «Обзор термической резки» дает исчерпывающее представление о четырех наиболее распространенных промышленных процессах термической резки. При кислородной резке используется пламя топливного газа, смешанного с чистым кислородом.При резке воздушно-угольной дугой используется тепло, выделяемое электрической дугой. Плазменная резка ионизирует мощный поток газа для создания плазменной дуги. При лазерной резке металл разрезается с помощью высококонцентрированного и сфокусированного лазерного луча. Знание основных теорий, лежащих в основе четырех широко используемых методов термической резки, необходимо для их успешного использования. После прохождения этого курса пользователи смогут различать различные методы термической резки, а также определять оборудование, используемое для каждого из них. Пользователи также смогут определить рабочие характеристики и соображения безопасности для этих процессов термической резки.Эта информация предоставляет необходимую информацию для успешного и безопасного выполнения методов термической резки. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650207) Применение для кислородно-топливной сварки 207 |
| Онлайн | Сварка | 650 | Сварка | 640185 | Применение кислородной резки 282 | Oxyfuel Cutting Applications предоставляет обзор процесса кислородной резки и его требований безопасности, компонентов оборудования и рабочих процедур.Перед выполнением кислородной резки важно правильно настроить кислородное оборудование и выполнить необходимые проверки безопасности. После зажигания газокислородной горелки оператор должен контролировать соотношение газа для получения нейтрального режущего пламени. Во время процесса резки оператор должен контролировать определенные переменные, включая высоту наконечника, расход газа, скорость перемещения и углы резака. Понимание этих переменных вместе с правильными процедурами резки поможет произвести качественную кислородно-топливную резку. Информация в этом классе помогает подготовить пользователей к кислородной резке, популярному процессу термической резки с множеством применений.После прохождения этого курса пользователи будут знакомы со многими соображениями и переменными, которые касаются кислородной резки, которая имеет важное значение для безопасного и успешного производства качественной резки. | Промежуточный | Английский | (650207) Применение для кислородно-топливной сварки 207 |
| Онлайн | Сварка | 650 | Сварка | 640180 | Плазменная резка 283 | Plasma Cutting описывает оборудование для плазменной резки и обсуждает этапы настройки и операций для плазменной резки, строжки и прошивки.Плазменная резка — это точный и эффективный метод резки, который использует ионизированную струю газа для создания высокотемпературной режущей дуги и может выполняться вручную или с использованием станка с ЧПУ. Плазменная резка становится все более доступным и популярным методом резки металла. Плазменная резка уравновешивает более низкую стоимость методов резки, таких как кислородное топливо, с более высоким качеством методов лазерной резки. После этого курса пользователи смогут определять плазменную резку, определять инструменты, используемые при плазменной резке, и описывать различные приложения и процессы резки.Понимание основных функций и процессов плазменной резки важно для пользователей, чтобы выполнять точные и точные разрезы безопасно и эффективно. | Промежуточный | Английский | (650265) Плазменная резка 265 |
| Онлайн | Сварка | 650 | Сварка | 640190 | Введение в автоматизацию 291 | Введение в автоматизацию дает исчерпывающий обзор технологий автоматизации, используемых в процессах сварки и термической резки.Автоматизация — это использование станков с ЧПУ или роботизированных систем как для питания, так и для выполнения одного или нескольких процессов. Автоматизация предлагает производителям несколько преимуществ, таких как минимизация производственных затрат и отходов, сокращение времени цикла детали и занимаемой площади на рабочем месте, а также повышение качества деталей и надежности процесса. необходим для выполнения любого процесса автоматической сварки или термической резки. После прохождения этого курса пользователи будут знакомы с автоматизированным оборудованием, эксплуатационными требованиями и мерами безопасности.Эта информация обеспечивает основу, необходимую для успешной и безопасной работы с автоматизированным оборудованием. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640210 | Приложения GMAW 301 | GMAW Applications предоставляет исчерпывающий обзор того, как выполнять газовую дуговую сварку (GMAW), важные переменные, которые следует учитывать, и способы предотвращения распространенных дефектов.Перед началом GMAW важно подготовиться, очистив неблагородные металлы и выбрав подходящий электрод. Во время GMAW сварщик контролирует ориентацию электрода и скорость перемещения. Сварщики также должны быть осведомлены о многих переменных, таких как сила тока, напряжение, защитный газ и их влияние. Понимание этих переменных помогает предотвратить несплошность и дефекты сварного шва, включая пористость, поднутрение, непровар и неполное плавление. Информация этого класса подготавливает пользователей к выполнению GMAW, чрезвычайно распространенного процесса сварки.После прохождения этого курса пользователи будут знакомы со многими соображениями и переменными, которые входят в GMAW. Хорошее понимание этих концепций помогает предотвратить получение сварщиками нерегулярных или дефектных сварных швов. | Продвинутый | Английский | (650220) Приложения GMAW 220 |
| Онлайн | Сварка | 650 | Сварка | 640215 | Расширенные приложения GMAW 302 | Advanced GMAW Applications предоставляет обзор различных специализированных процессов GMAW.При выполнении GMAW для нержавеющей стали или алюминия сварщики должны учитывать несколько факторов. Многие передовые процессы используют источники питания, которые предлагают различные типы управления, такие как управление формой волны, адаптивное управление и синергетическое управление. Усовершенствованные процессы GMAW включают передачу импульсов, прецизионный импульс, перенос поверхностного натяжения и импульс алюминия переменного тока. GMAW также хорошо подходит для автоматизации. Роботизированная сварка в среде защитного газа — одна из самых популярных форм автоматической сварки. После прохождения этого курса пользователи будут готовы научиться выполнять более специализированные и продвинутые процессы GMAW.Эти процессы становятся все более популярными, поскольку они обеспечивают неизменно качественные сварные швы без тех же недостатков, что и традиционные методы. Понимание передовых и специализированных процессов GMAW важно для сохранения конкурентоспособности в современной сварке. | Продвинутый | Английский | (650220) Приложения GMAW 220 |
| Онлайн | Сварка | 650 | Сварка | 650310 | Дуговая сварка алюминиевых сплавов 310 | Этот класс описывает сварочные характеристики алюминия и объясняет, как его свойства влияют на каждую переменную в процессе сварки. | Продвинутый | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640200 | Приложения SMAW 311 | SMAW Applications подробно описывает процесс подготовки оборудования SMAW к сварке и основные шаги, которые должен предпринять сварщик для выполнения успешной сварки SMAW. Сварщики должны уметь определять различные типы электродов, которые можно использовать для SMAW, и выбирать электрод для конкретного применения.Затем сварщик должен выбрать метод зажигания дуги и пропуска валика, а также должен знать, как эффективно разорвать и повторно запустить дугу, когда это необходимо. SMAW не является идеальным процессом, и этот класс охватывает различные дефекты, которые сварочный шов может содержать в результате различных ошибок оператора или других причин. Чтобы быть опытным и квалифицированным сотрудником, сварщик должен знать основные базовые методы процесса сварки. . SMAW Applications обучает сварщиков основным компонентам процесса дуговой сварки в среде защитного металла, а также тому, как выявлять и избегать типичных нарушений непрерывности. | Продвинутый | Английский | (650210) Приложения SMAW 210 |
| Онлайн | Сварка | 650 | Сварка | 640220 | Приложения FCAW 321 | Приложения FCAW предоставляют исчерпывающий обзор того, как выполнять процессы FCAW. Перед началом FCAW важно подготовить стык и выбрать подходящий электрод.Во время FCAW сварщик контролирует ориентацию электрода и скорость его перемещения. Сварщики также должны знать о многих переменных, связанных с FCAW, таких как сила тока, напряжение и защитный газ, а также о влиянии таких переменных. Понимание переменных помогает предотвратить разрывы и дефекты сварки FCAW, такие как чрезмерное разбрызгивание, пористость и включение шлака. После прохождения этого класса пользователи будут знакомы со многими соображениями и переменными, которые входят в использование процессов FCAW, что важно для обеспечения качества сварные швы и предотвращение разрывов и дефектов сварного шва.Способность распознавать и избегать типичных проблем при сварке сокращает количество бракованных деталей и повышает качество. | Продвинутый | Английский | (650230) Приложения FCAW 230 |
| Онлайн | Сварка | 650 | Сварка | 640230 | Приложения GTAW 331 | GTAW Applications содержит обзор практических применений процесса дуговой сварки вольфрамовым электродом в газе.Он охватывает все части процесса, включая средства индивидуальной защиты, источники питания, полярность, силу тока, электроды, защитный газ, колпачки, зажигание дуги, присадочный металл, методы сварки, возможные дефекты, а также профессиональные и промышленные применения. для любого сварщика, которому требуется глубокое понимание GTAW. Его ориентация на применение расширяет «Введение в GTAW» на практическую сферу, открывая путь к практическому обучению GTAW-сварке. | Продвинутый | Английский | (650240) Приложения GTAW 240 |
Свидетельства о сварке, обучение | Су-Фолс, Южная Дакота
Сертификаты | 2-6 кредитов
Программа сваркиSoutheast Tech научит вас, как использовать процесс термического плавления для соединения металлические части.Сварка используется во многих отраслях промышленности, в том числе в автомобилестроении. и ремонт, судостроение, авиакосмическая промышленность, а также в строительстве мостов и др. конструкции.
Программа сертификата сварщикаSoutheast Tech поможет вам быстро освоиться в своей области. Продолжительность каждого курса 4-12 недель. STC предлагает четыре сертификата:
- Дуговая сварка защищенного металла (SMAW)
- Газовая дуговая сварка металлов (GMAW)
- Дуговая сварка сердечником под флюсом (FCAW)
- Газовая дуговая сварка вольфрамом (GTAW)
Каждый сертификат «складывается», то есть кредиты засчитываются в диплом сварщика.
Тип сварки зависит от области применения и условий, в которых работа ведется. Программа STC фокусируется на черных и цветных материалах и сварка в различных положениях и конструкциях стыков.
В вашей сфере в другие ваши обязанности могут входить:
- Чтение чертежей или чертежей
- Контроль свариваемых конструкций
- Габаритные размеры
- Контроль процесса перегрева
- Ремонтно-эксплуатационное оборудование / машины
Ваш набор навыков
Ваше внимание к деталям и ловкость рук помогут вам иметь твердую руку для овладение прочным сварным швом.Кроме того, ваши технические навыки будут полезны, когда вы работать с ручным или полуавтоматическим сварочным оборудованием.
Программа видео
Результаты обучения STC
Ваша учебная работа, связанная с торговлей, в Су-Фолс, Южная Дакота, — это то место, где вы получите знания в области безопасности сварки и различных сварочных процессов.
Лучшее преимущество: по завершении у вас будет возможность сдать американский Сварочное сертификационное испытание Общества сварщиков (AWS). Ваши классы также помогут вам:
Решение проблем: Сварщики должны выявлять и решать проблемы, связанные с дефектами сварных швов, а также понимать Технические характеристики сварных швов AWS.
Возможности работы: Как лучший сварщик из Southeast Tech, вы будете востребованы в строительстве, производстве. и ремонтной промышленности.Ваша область также является отличным местом для начала предпринимательской деятельности!
Изучить классы
Сварка, сертификат (вечерний вариант) аннулирован на осень 2020
См. Дополнительную информацию в каталогеПроцесс подачи заявки
- Заполните заявку на Southeast Tech.
- Выберите «Не ищу ученую степень», когда вас спросят: «Какой вы студент?»
- После подачи заявки представитель приемной комиссии свяжется с вами.
- Заплатите регистрационный сбор в размере 75 долларов.
- Затем Приемная комиссия заполнит заявку на регистрацию и отправит вам официальный график.
Стоимость
Затраты на эту программу рассчитываются из расчета 249 долларов США за кредитный час плюс применимые сборы.Федеральная финансовая помощь недоступна для этого сертификата.См. Разбивку по расходам и комиссиям
Факультет
Дополнительные требования программы
Униформа
Для этой программы требуетсяуниформа, которую можно приобрести в книжном магазине Southeast Tech.
Инструменты
Для этой программы требуетсяинструментов, которые можно приобрести в книжном магазине Southeast Tech.
Проверка безопасности
В день JumpStart после презентации по технике безопасности студенты-сварщики должны пройти тест на безопасность. Студенты должны набрать 100%, прежде чем продолжить обучение по программе. и есть три попытки пройти.Каждый раз проводится один и тот же тест, и пропущенные вопросы рассматриваются и обсуждаются.
Требования к технологиям
Сварочные сертификатыЮго-Восточного технического колледжа относятся к программам «Принесите свой собственный ноутбук» (BYOL). Вы можете приобрести ноутбук самостоятельно или в Юго-восточный центр технической поддержки.
ПОДРОБНЕЕ О BYOL
Другие программы, относящиеся к сварке
Если вас интересует карьера в области промышленных технологий, вам также может быть интересно в этих других программах в Southeast Tech:
Электрик Техника HVAC / R Сантехника / Механические системы Техника
Eastern Shore Community College: Welding (WEL)
Представляет работу источников переменного и постоянного тока.Обучает полярности, нагреву и электродам для соединения различных металлических сплавов с помощью процесса дуговой сварки. Выполняет сварку валиков, стыковых и угловых сварных швов во всех положениях, оценку качества сварного шва посредством визуального контроля. Подчеркивает правила техники безопасности. Часть I из II.
Лекция 2 часа. Лаборатория 3-12 часов. Итого 5-14 часов в неделю.
3-6 кредитов
Представляет работу источников переменного и постоянного тока.Обучает полярности, нагреву и электродам для соединения различных металлических сплавов с помощью процесса дуговой сварки. Выполняет сварку валиков, стыковых и угловых сварных швов во всех положениях, оценку качества сварного шва посредством визуального контроля. Подчеркивает правила техники безопасности. Часть II из II.
Лекция 2 часа. Лаборатория 3-12 часов. Итого 5-14 часов в неделю.
3-6 кредитов
Знакомит с практическими операциями по использованию дуговой сварки вольфрамом и оборудованием, операциями, методами безопасности в различных положениях, защитными газами, присадочными стержнями, вариантами процессов и их применением.
Лекция 2 часа. Лаборатория 3-12 часов. Итого 5-14 часов в неделю.
3-6 кредитов
Знакомит с практическими действиями по использованию оборудования и оборудования для дуговой сварки металлическим электродом, техники безопасности при работе в различных положениях, защитных газов, присадочных стержней, вариантов процесса и их применения.
Лекция 2 часа. Лаборатория 3-12 часов. Итого 5-14 часов в неделю.
3-6 кредитов
Предоставляет возможность изучить актуальные темы, интересующие или нужные учащимся.
Может использоваться также на специальных курсах для отличников. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
Знакомит с видами сварки, их достоинствами и недостатками.Указывает на влияние сварных швов на обрабатываемые металлы. Обеспечивает практику и демонстрацию сварочных работ.
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
Обучает работе с источниками питания переменного и постоянного тока, полярности сварки, нагревателям и электродам для соединения различных металлических сплавов с помощью процесса дуговой сварки. Работает со сварными швами, стыковыми и угловыми сварными швами во всех положениях.Подчеркивает правила техники безопасности.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
Продолжает инструкции по эксплуатации источников питания переменного и постоянного тока, полярности сварки, нагревателей и электродов, используемых для соединения различных металлических сплавов с помощью процесса дуговой сварки. Работает со сварными швами, стыковыми и угловыми сварными швами во всех положениях.Подчеркивает правила техники безопасности.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
Обучает процессам дуговой сварки металлическим электродом, включая сварку напорных трубопроводов в горизонтальном, вертикальном и горизонтально-фиксированном положении в соответствии с разделом IX кодекса ASME.
Лекция 2-3 часа. Лаборатория 3 часа. Итого 5-6 часов в неделю.
3-4 кредита
Знакомит с практическими операциями по дуговой сварке в среде защитного газа. Обсуждает оборудование, операции по обеспечению безопасности, методы сварки в различных положениях, технологические процессы, а также ручную и полуавтоматическую сварку.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
Изучает методы и методы контроля сварных соединений с помощью разрушающего и неразрушающего контроля.Часть I из II.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
Обучает основам, необходимым для успешного составления чертежей применительно к сварочной промышленности. Включает чтение чертежей, геометрические принципы составления чертежей и набросков от руки, основные принципы орфографической проекции, подготовку чертежей и интерпретацию символов.
Лекции 2-3 часа в неделю.
2-3 кредита
Представляет полуавтоматические сварочные процессы с упором на практическое применение. Включает изучение присадочной проволоки, флюсов и газов.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
Предоставляет возможность изучить актуальные темы, интересующие или нужные учащимся.
Может использоваться также на специальных курсах для отличников. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
Сварка
- Дом
- Программы и академические дисциплины
- Технологии, торговля и производство
- Сварка
Сварочные технологии
По мере старения инфраструктуры по всей стране ожидается, что спрос на сварщиков сохранится. расти.Рабочие места сварщика существуют почти во всех отраслях промышленности, строительства, ремонтная и перерабатывающая промышленность.
Загрузите список сварочного инструмента на 2020-21 год (pdf)
Программа «Сварочные технологии» готовит студентов к участию в конкурсе на вакансии начального уровня. сварщики в строительстве, судостроении, производстве конструкций, автоматических и полуавтоматических сварка и ремонтная сварка.
Centralia College предлагает три различных направления — двухгодичную программу на получение степени младшего специалиста. и две краткосрочные программы сварочных сертификатов.
Программа «Сварка» готовит студентов к углубленным навыкам сварки в порошковой дуге. Сварка (FCAW), газовая вольфрамовая дуговая сварка (TIG), газовая дуговая сварка металла (MIG) и в экранированных средах Дуговая сварка металлов (SMAW или Stick).
Студенты также будут иметь возможность получить Сварочный сертификат Вашингтонской ассоциации строительных служащих (WABO).
Направление 1 — Диплом доцента по сварке
Степень: младший технический специалист
Акцент: сварочные технологии
Всего кредитов: 104
Примечание для студентов: Средний балл 2.0 или выше требуется в любых предыдущих классах WELD для продолжения регистрации каждый квартал.
Осенний квартал
- IT 117 Введение в ОС Windows — 3 кредита
- WELD 161 SMAW Сварка — 12 кредитов
- WELD 167 Маталлургия для сварщиков — 3 кредита
- Дошкольная математика (при необходимости)
Зимний квартал
- CAD 115 CAD для промышленности — 3 кредита
- TMATH 116 Industrial Math — 5 баллов
- WELD 164 GMAW Welding — 12 кредитов
Spring Quarter
- DET 166 Shop Skills — 3 кредита
- WELD 159 Oxyfuel & GTAW — 12 кредитов
- WRT 105 Написание на рабочем месте — 5 кредитов
Осенний квартал
- WELD 265 Advanced Arc Welding — 12 кредитов
- WELD 271 Чтение чертежей — 3 кредита
Зимний квартал
- WELD 267 Advanced Gas Shield Arc Welding — 12 кредитов
- HR 110 Человеческие отношения на рабочем месте — 5 баллов
Spring Quarter
- HLTH 145 Безопасность и фитнес — 3 кредита
- WELD 269 Advanced Fabrication — 11 кредитов
Трек 2 — Свидетельство о сварке
Степень: Сертификат квалификации
Акцент: Технология сварки (4-квартальная программа)
Всего кредитов: 78
- WELD 161 SMAW Сварка — 12 кредитов
- WELD 167 Маталлургия для сварщиков — 3 кредита
- Дошкольная математика (при необходимости)
- CAD 115 CAD для промышленности — 3 кредита
- TMATH 116 Industrial Math — 5 баллов
- WELD 164 GMAW Welding — 12 кредитов
- DET 166 Shop Skills — 3 кредита
- WELD 159 Oxyfuel & GTAW — 12 кредитов
- WRT 105 Написание на рабочем месте — 5 кредитов
- HLTH 145 Безопасность и фитнес — 3 кредита
- HR 110 Человеческие отношения на рабочем месте — 5 баллов
- WELD 265 Advanced Arc Welding — 12 кредитов
- WELD 271 Чтение чертежей — 3 кредита
Трек 3 — Свидетельство о сварке (вечернее)
Степень: Свидетельство о завершении
Акцент: Сварка (вечерняя)
Всего кредитов: 20
Пройдите один из следующих уроков ежеквартально.Когда все занятия закончены (Всего 20 кредитов) будет выдан Сертификат об окончании.
- WELD 180 Oxyfuel & GTAW — 5 кредитов
- WELD 181 Дуговая сварка защищенного металла — 5 кредитов
- WELD 182 Газовая дуговая сварка металлов — 5 кредитов
- Сертификат дуговой сварки WELD 285 — 5 кредитов
КОНТАКТ
Джейк Фэй
Начальник отдела инструкций
Здравоохранение и промышленность
Офис: TEC 114E
360-623-8963
Электронная почта Джейка Фея