Сварочный полуавтомат своими руками из инвертора
Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.

- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.

Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах.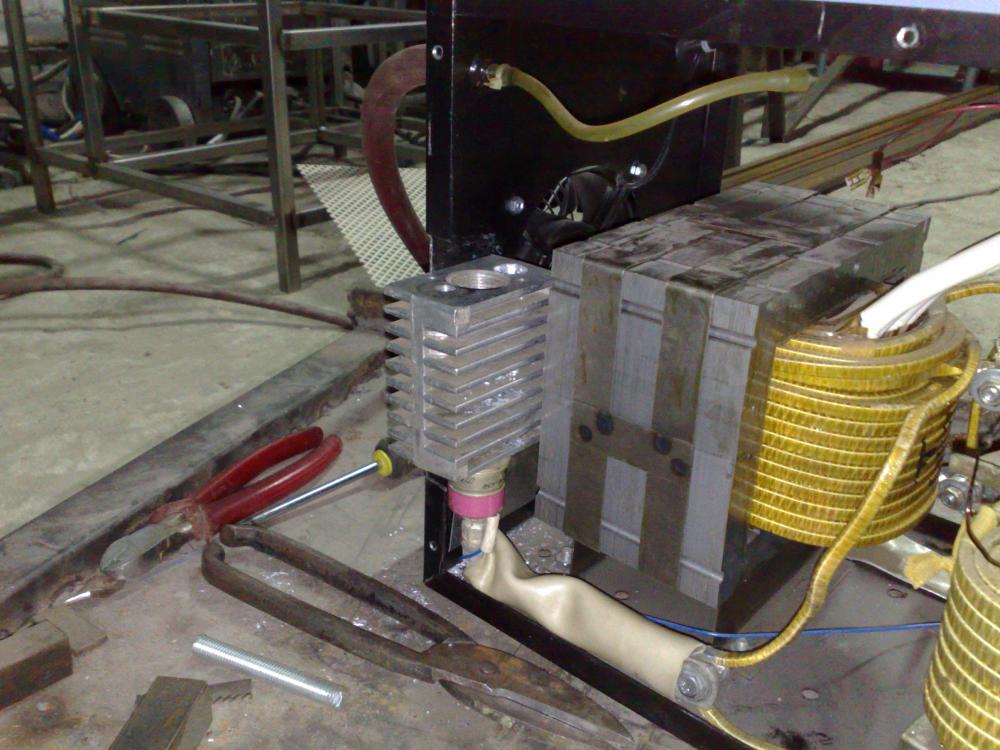 Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А.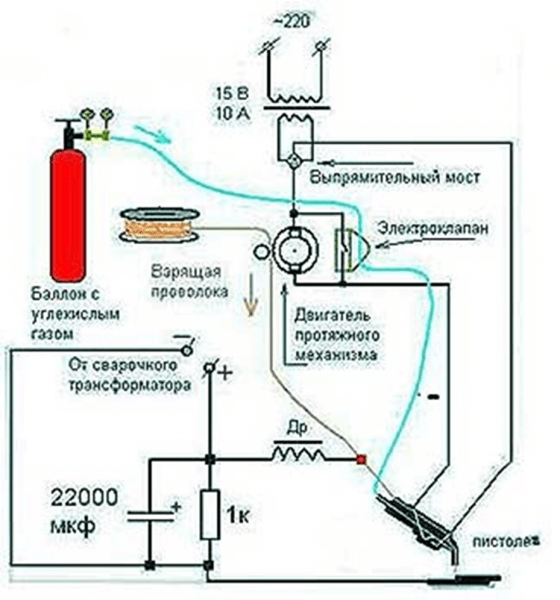 В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
Сварочный полуавтомат своими руками
Автор admin На чтение 5 мин. Просмотров 1.4k. Опубликовано
Богата русская земля самодельщиками всех мастей издревле, наверное, потому что некогда нам было версты наматывать, чтоб привезти какую-нибудь штуковину мудреную издалека. Покуда — туда, покуда — сюда, легче и быстрее самому можно сделать. И даже сейчас, когда что угодно можно достать легко и быстро, самоделкины все равно в почете – для гаража, дачи или небольшого хозяйства из подручных средств и того, что уже никому не нужно, смастерить можно что-нибудь такое-эдакое очень легко.
И смотришь, через неделю-другую очередной шедевр уже радует глаз и сердце аматора, а так его домочадцев. А как же иначе, ведь на вопрос «Как сделать сварочный полуавтомат самому?» почти сразу можно получить ответ: «А на когда нужно – на после обеда или можно к вечеру?»
Содержание
- Основные составляющие сварочного аппарата
- Полуавтомат с газом и без
- Газовый баллон и пистолет
- Механизм подачи проволоки
Сварочный аппарат нужен в хозяйстве всегда: это и каркас теплицы своими руками, и ремонт автомобиля, и масса изделий из металла, например, цветочница из проволоки точно такая, как нужно для данного случая, а не серийный ширпотреб, которому и место не всегда найдешь.
Итак, будем считать, что нам предстоит изготовить самодельный сварочный полуавтомат — простой, дешевый и из подручных комплектующих.
На первом этапе конструктор-аматор решает вопросы общей конструкции, среди которых:
- Сварочный аппарат будет использовать защитный газ или нет.
- Выбор газового баллона и пистолета.
- Особенности механизма подачи проволоки.
Полуавтомат с газом и без
Выбираем систему полуавтомата с газом СО2. Что получим взамен? Применение газовой среды в работе сварочного полуавтомата уже давно признано обязательным элементом для тех случаев, когда требуется получить сварочные швы высокого качества. Обычно в зону сварки подается углекислый газ СО2. Основное его назначение – защитить зону сварки от слишком химически активных кислорода и азота. Газовая сварка позволяет получить шов с минимальным содержанием шлака.
А есть альтернатива газовой сварке? Ну, конечно же, но… Такая альтернатива возможна при применении порошковой проволоки. И все бы хорошо – «бесконечный электрод», не нужен газ, вполне приличная скорость сварки, но качество шва здесь хуже, чем у газовой сварки. Поэтому предпочтительней выбрать именно сварку с применением защитной газовой среды.
И все бы хорошо – «бесконечный электрод», не нужен газ, вполне приличная скорость сварки, но качество шва здесь хуже, чем у газовой сварки. Поэтому предпочтительней выбрать именно сварку с применением защитной газовой среды.
Газовый баллон и пистолет
Баллон и пистолет – обязательные узлы полуавтомата. Эта задача посложней предыдущей – баллон газовый это уже серьезно, не любой подойдет, да и вещь солидная. Чтоб не заморачиваться (и успеть к вечеру), особенно на начальном этапе, можно просто взять углекислотный огнетушитель. Но это только временный выход из ситуации — позже все равно придется приобрести специализированный углекислотный баллон.
Пистолет – устройство, из носика которого сварочная проволока, сматываемая с катушки, подается в зону сварки. Кроме того, к пистолету подходит шланг, подающий газ в зону сварки. Электромагнитный клапан открывает путь газу к соплу пистолета. Он срабатывает от замыкания проволоки, которая соприкасается с корпусом пистолета (вот в чем суть классификации данного сварочного устройства как «полуавтомат»).
Сам пистолет — без особенностей и выбирается по личным предпочтениям, но следует учесть, что у дешевых моделей газовый шланг выходит из строя по любому поводу – здесь не экономят.
Механизм подачи проволоки можно без напряга собрать с использованием двигателя автомобильного стеклоочистителя. На его вал одевают ведущий ролик, по которому движется проволока с бобины. Чтоб проволока не скользила по ведущему ролику, она поджимается еще одним «глухо закрепленным» сателитным роликом.
Механизм подачи проволоки
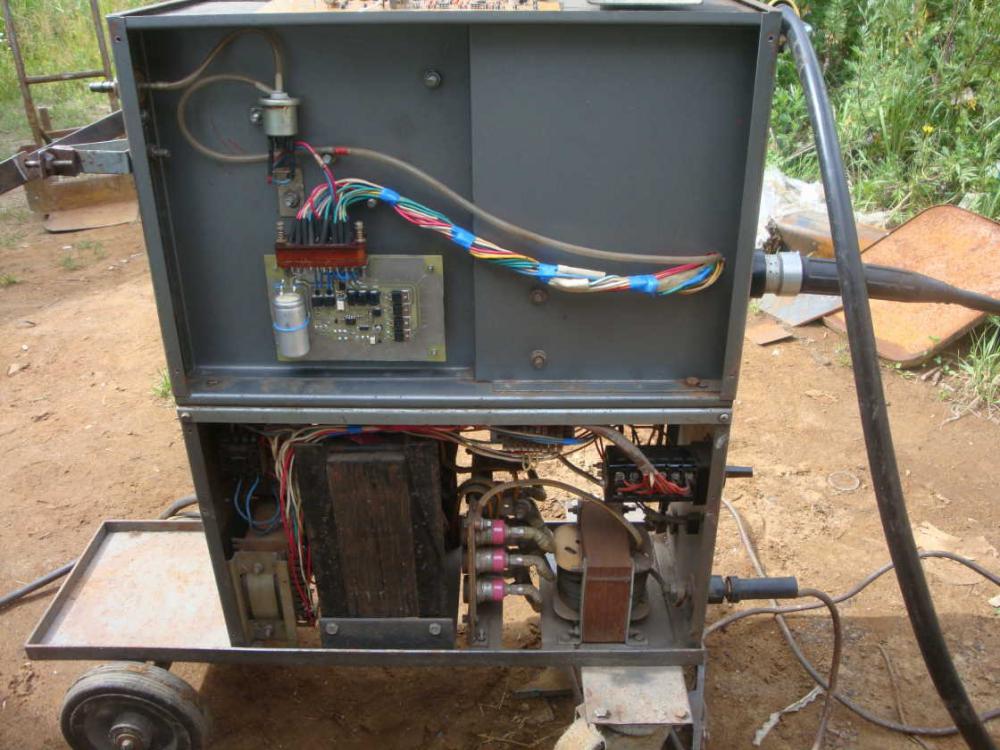
Основной и, попутно, наиболее тяжелый элемент полуавтомата – силовой трансформатор, например, серии ОСМ-1. Первичное напряжение – 220 В, ток вторичной обмотки 70-150 А. Обычно, ток вторичной обмотки регулируют переключением по первичной обмотке, которая для этого имеет несколько отпаек.
Блок выпрямителя содержит мостовой выпрямитель на ток 200 А, дроссель и сглаживающий электролитический конденсатор емкостью неменее 22000 мкФ на напряжение 63 В.
К выходному концу дросселя Н (начало) подключаются «+» выпрямителя, а к другому концу К (конец) – «+»конденсатора и сюда же подключается кабель подающий «+» выпрямителя полуавтомата на сварочную проволоку. Пистолет подключается проводом к одному контакту клапана. Минус выпрямителя подключается к свариваемому изделию, это хорошо известная «масса». Сюда же подключают второй контакт клапана.
Электроклапан для полуавтомата подойдет от Жигулей. Сварщик кнопкой включает МПП, сварочный провод подается в головку пистолета и замыкает цепь включения электроклапана, который и подает газ в зону сварки. Для питания двигателя МПП и клапана подачи газа применяю дополнительный трансформатор мощностью до 200 Вт.
Внешний вид сварочного полуавтомата, как и любого устройства от самоделкиных, – это простор для воображения, но доступ любопытных к электрическим «внутренностям» надо исключить.

Теперь вы знаете, как собрать сварочный полуавтомат? Нет ничего проще, чем собрать сварочный полуавтомат!
Масштабируемая автоматизация сварки— Блог Joe Welder™
Joe Welder на
Одна из замечательных особенностей моей работы в Arc-Zone заключается в том, что я могу находить время, чтобы посетить клиентов, чтобы узнать, какие новые и интересные вещи они делают, и узнать, как мы можем помочь им улучшить их работу. сварочные работы и снижение затрат. Недавно я посетил одного из наших крупных производственных клиентов, который искал какую-то систему автоматизации сварки.
За исключением пары компонентов, они производят все сами и отправляют по всему миру. И бизнес это хорошо.
Чтобы они не отставали от спроса и контролировали свои расходы, я предложил улучшить их ручную или ручную сварку TIG. Суть в том, что они использовали стандартные запасные части от местного поставщика газа.
Суть в том, что они использовали стандартные запасные части от местного поставщика газа.
Чтобы помочь им улучшить качество сварки и согласованность, мы переводим их на наши новые продукты серии Pro для сварки TIG и плазменной дуговой сварки. Линейка Arc-Zone Pro Series™ разработана как специально созданная горелка для применения заказчиком и представляет собой систему Plug-n-Weld™, предназначенную для экономии времени и денег конечного пользователя. (скоро будет больше информации – официальный запуск этой линейки продуктов намечен на ноябрь 2013 г.).
Мы также настраиваем их с помощью нашей масштабируемой системы автоматизации сварки «Сделай сам» — с горелкой TIG, установленной на аппарате с подачей проволоки Cold-Wire Feed.
Наборы для самостоятельной сборки Arc-Zone — это более дешевое решение для автоматизированного сварочного аппарата «под ключ», который может собрать типичный системный интегратор. Кроме того, наборы «Сделай сам» масштабируются, поэтому вы можете начать с основ и создавать их по мере роста вашей рабочей нагрузки и бюджета.
Опция подачи холодной проволоки позволяет полуавтоматизировать процесс ручной сварки TIG. У этого решения по автоматизации сварки «первого шага» есть несколько преимуществ, включая снижение затрат на проволоку по сравнению с проволокой TIG нарезанной длины.
В машинах с холодной подачей проволоки вместо отдельных стержней используется катушка с проволокой, что экономит ваше время и деньги. Кроме того, при использовании проволоки в катушке вы устраняете «потери на корешки», связанные с обрезанной по длине проволокой для сварки TIG.
Добавьте к этому возможность полуавтоматического процесса TIG, и вы сможете создать более надежную и стабильную рабочую станцию для сварки TIG для воспроизводимых и стабильных сварных швов.
Это обновление будет представлять собой многоэтапный процесс автоматизации сварки, поскольку у них есть несколько объектов, а также несколько станций ручной, полуавтоматической и роботизированной сварки. Хорошей новостью является то, что они могут воспользоваться нашей эксклюзивной функцией Cash In & Trade Up™ от Arc-Zone.
Хорошей новостью является то, что они могут воспользоваться нашей эксклюзивной функцией Cash In & Trade Up™ от Arc-Zone.
В рамках программы Cash-In & Trade-Up Program™ компании Arc-Zone вы можете получить компенсацию за подержанное сварочное оборудование. Это экономичный способ перехода на новейшие технологии, разработанные для улучшения качества сварки, снижения брака и повышения безопасности оператора.
Свяжитесь с нами сегодня со своим списком пожеланий и вашим обменом. Мы оценим их, сделаем вам предложение и применим кредит для ваших новых покупок.
Не ждите, пока ваше оборудование устареет. Сдайте свое старое оборудование в обмен на оплату части ваших обновлений и начните получать выгоду от повышения производительности и безопасности!
Arc-Zone.com, сварка TIG, сварочная промышленность
Общие сведения о стационарных автоматических сварочных пистолетах
Обновлено: Опубликовано:
Стационарная автоматизированная сварка обычно используется для сварки труб, конструкционных балок, резервуаров и сосудов в условиях цеха до их перемещения на рабочую площадку, где они будут введены в эксплуатацию.Когда дело доходит до автоматизации процесса сварки, многие компании выбирают роботизированные сварочные системы из-за их гибкости и способности достигать и сваривать несколько соединений. Эти системы обеспечивают преимущества скорости и точности и могут быть перепрограммированы для управления новыми проектами.
Но эти роботизированные системы подходят не для всех задач. В таких отраслях, как нефть и газ, производство железнодорожных вагонов, производство металлоконструкций и судостроение, конфигурации соединений часто менее сложны и состоят из одной свариваемой детали, а не из полных узлов. В этом случае обычно предпочтительнее стационарная автоматическая сварка.
О стационарной автоматической сварке
Стационарная автоматическая сварка, иногда называемая жесткой автоматизированной сваркой, обычно используется для сварки труб, конструкционных балок, резервуаров и сосудов в условиях цеха до того, как они будут перемещены на стройплощадку, где они будут введены в эксплуатацию . Его также можно использовать для сварки стальных листов в общем производстве или при производстве водонагревателей и баллонов с пропаном.
Общие факторы для подходящих применений
Одним из общих факторов в этих применениях является потребность в продольных или круговых (внутреннем или внешнем диаметре) сварных швах, которые требуют повторяемости, а не универсальности. Другие факторы, которые делают приложения пригодными для стационарной автоматической сварки, включают:
1. Большой объем аналогичных деталей с небольшим разнообразием
2. Большие детали с очень длинными сварными швами или несколькими одинаковыми сварными швами
3. Крупные детали, которые трудно сварить вручную
Крупные детали, которые трудно сварить вручную
В некоторых случаях стационарная автоматизированная сварка может помочь компаниям достичь высоких производственных целей при относительно низких затратах. И одному оператору легко контролировать и загружать детали, что делает его желательным с точки зрения рабочей силы, особенно с учетом нехватки квалифицированных сварщиков, с которой сталкивается отрасль.
Настройки
Стационарную автоматическую сварочную ячейку можно настроить двумя способами. Первый вариант требует инструментов, которые удерживают деталь на месте, в то время как стационарная автоматическая горелка перемещается по сварному шву с помощью механизированного сварочного аппарата или гусеницы и каретки, удерживающей горелку на месте. Этот вариант подходит, например, для длинной конструкционной балки.
Во втором сценарии сварочная горелка может быть закреплена в одном месте с помощью оснастки, в то время как деталь, такая как труба, вращается на токарном станке или приспособлении по окружности в процессе сварки. На современном рынке существует оборудование, которое может вращать детали в широком диапазоне диаметров и веса.
На современном рынке существует оборудование, которое может вращать детали в широком диапазоне диаметров и веса.
Инструменты для стационарной автоматической сварки обеспечивают минимальную гибкость и могут быть дорогими при настройке новых деталей. Это особенно верно по сравнению с роботизированной системой сварки, которую можно перепрограммировать для поворота и сварки в разных положениях по осям X, Y и Z.
Инвестируя в инструменты для стационарной автоматической сварки, компаниям важно заранее определить, каковы будут их долгосрочные области применения. Будут ли они продолжать сваривать прямые или круглые детали в обозримом будущем?
Как избежать ловушек в процессе На рынке обычно доступны грифы различной длины, примерно от 4 до 12 дюймов, с прямым грифом или изгибами под углом 22, 45 и 60 градусов. Одной из очень важных частей стационарной автоматизированной сварочной системы является сварочная горелка. Компании нередко применяют подход «сделай сам» (DIY) к этой части оборудования. А именно, установка полуавтоматического пистолета на место с помощью различных компонентов, чтобы имитировать работу стационарного автоматического пистолета. Иногда это делается из-за удобства, из-за того, что в магазине много полуавтоматического оружия, или из-за предполагаемой экономии средств.
А именно, установка полуавтоматического пистолета на место с помощью различных компонентов, чтобы имитировать работу стационарного автоматического пистолета. Иногда это делается из-за удобства, из-за того, что в магазине много полуавтоматического оружия, или из-за предполагаемой экономии средств.
К сожалению, самостоятельная сборка пистолета для этого процесса может занимать много времени на настройку и обслуживание, что отрицательно сказывается на производительности. Он также не оптимизирован для стационарной автоматической сварки. Качество может пострадать из-за сварки вне шва или других несоответствий, что приведет к доработке, что еще больше снижает производительность и увеличивает затраты. Кроме того, если требуются запасные части, сборка может отличаться, поскольку она не предназначена для этого процесса. Опять же, это может привести к проблемам с качеством.
Вместо этого важно инвестировать в фиксированный автоматический пистолет, предназначенный для этого процесса. Эти пистолеты имеют унифицированные компоненты, которые могут быть получены от производителей, что обеспечивает повторяемость сварных швов. А производители оружия могут предоставить сервис и техническую поддержку.
Эти пистолеты имеют унифицированные компоненты, которые могут быть получены от производителей, что обеспечивает повторяемость сварных швов. А производители оружия могут предоставить сервис и техническую поддержку.
Рассмотрение вариантов
Пистолеты должны быть указаны или адаптированы для применения в соответствии с доступным пространством, принимая во внимание расстояние между пистолетом и деталью, а также расстояние до механизма подачи проволоки. Эти факторы влияют на длину грифа, изгиб или угол, а также на выбор кабеля.
Шейки
Для стационарной автоматической сварки с высокой силой тока, требующей более длительной сварки более толстых материалов, хорошим выбором может быть пистолет с водяным охлаждением. Шейки обычно доступны на рынке разной длины, примерно от 4 до 12 дюймов. Доступен либо с прямой шейкой, либо с изгибами на 22, 45 и 60 градусов. Компаниям необходимо определить расстояние, необходимое для выполнения сварного шва, а также необходимый угол для завершения качественного сварного шва.
Длина кабеля
Длина кабеля варьируется от 3 футов до 25 футов. Более длинные кабели идеально подходят для доступа к механизму подачи проволоки, расположенному дальше от детали, в том числе на стреле. В других случаях компания может установить питатель непосредственно на оснастку или рядом с ней. В этом случае для работы с воздушным охлаждением можно использовать бескабельный пистолет. Эти горелки подключаются непосредственно к механизму подачи проволоки через разъем питания и не требуют кабеля. Сила тока и рабочий цикл также должны учитываться при выборе стационарной автоматической горелки, и оба они зависят от толщины свариваемого материала и требуемого времени горения дуги.
Стационарные автоматические пистолеты с воздушным охлаждением, как правило, доступны в моделях с током от 300 до 500 ампер, с рабочим циклом 60 % или 100 %. Рабочий цикл определяется количеством времени в течение 10-минутного цикла, в течение которого горелка может выполнять сварку без перегрева.
Шейки этих ружей особенно прочны, так как в них меньше внутренних каналов, чем в ружьях с водяным охлаждением, и для их охлаждения используется окружающий воздух. Они также более устойчивы к изгибу, а запасные части дешевле.
Для стационарной автоматической сварки с более высокой силой тока, требующей более длительных периодов сварки более толстых материалов, лучшим выбором может быть пистолет с водяным охлаждением. Эти модели обычно доступны с силой тока от 450 до 600 ампер и предлагают 100% рабочий цикл.
Гибридные пистолеты с водяным охлаждением — еще один вариант. Эти стационарные автоматические пистолеты имеют прочную шейку, похожую на модель с воздушным охлаждением, с внешними водяными каналами. Эти каналы облегчают обслуживание пистолетов по сравнению с пистолетами с водяным охлаждением.
Дополнительные соображения
Наряду с выбором подходящих компонентов для стационарного автоматического пистолета важно также выбрать качественные расходные материалы — сопла, контактные наконечники и газовые диффузоры.