Статьи | Труб Инжиниринг
Сварка пластиковых труб — инструкция Принцип сварки полипропиленовых труб Виды полипропиленовых труб Технологии соединения полимерных труб Способы соединения безнапорных трубопроводов Технологии соединения трубопроводов работающих под давлением Порядок сварки труб из полимерных материалов. Краткая инструкция Порядок сварки своими руками Некоторые особенности сварки пластиковых труб Основные правила эксплуатации сварочного аппарата Принцип сварки полипропиленовых труб Советы по выбору резьбонарезного инструмента Для разъёмного соединения труб и фасонных элементов наиболее надежным вариантом является использование резьбового соединения. При этом если одном случае достаточно клуппов для нарезания ручной трубной резьбы, то в другом может понадобиться и оснастка для токарного оборудования либо. На том, как выбрать инструмент или оборудование, мы и остановимся в данной статье.




Самостоятельная сварка пластиковых труб большого диаметра
Пластиковые трубы свариваются диффузионным способом. Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими.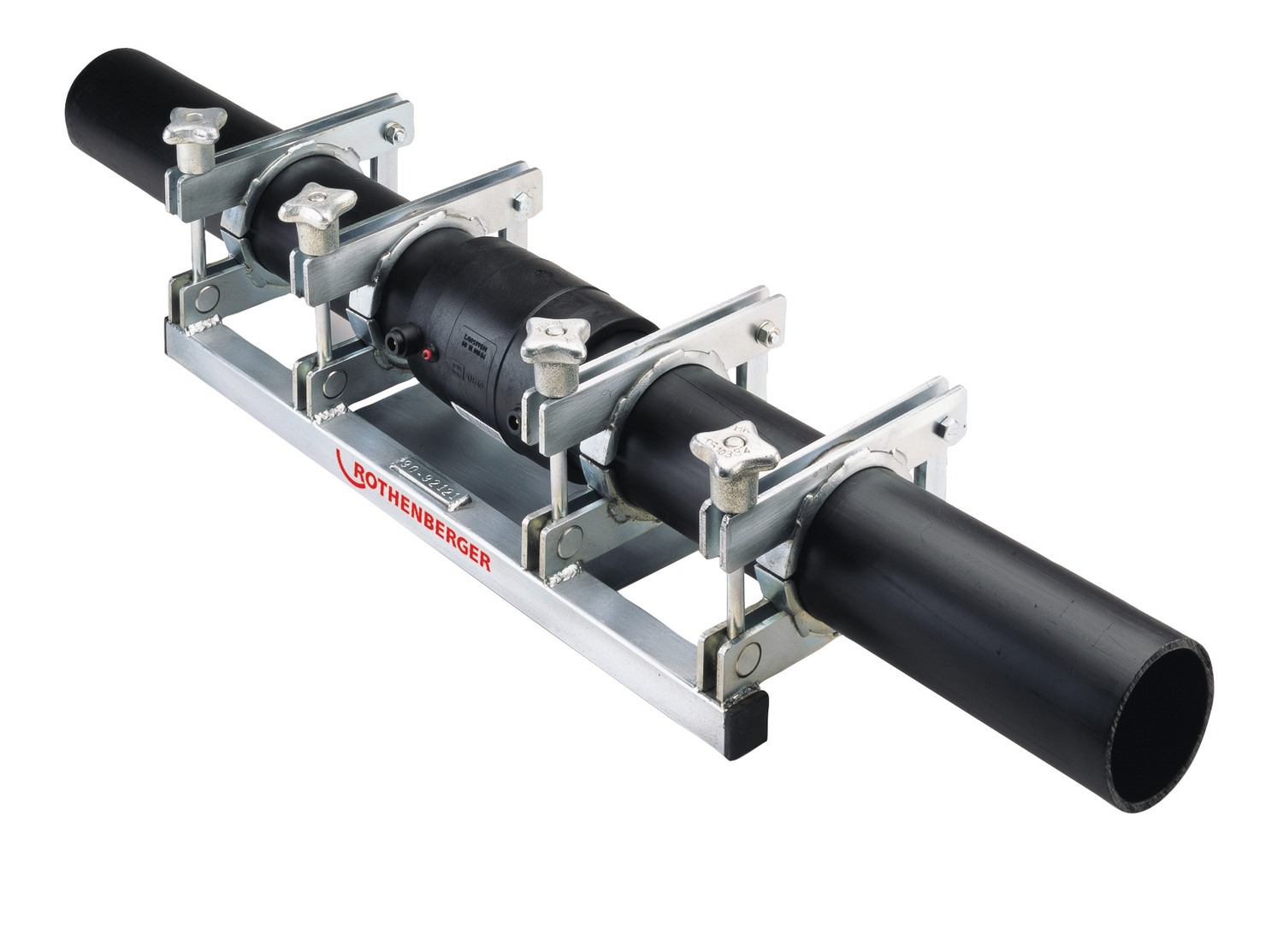 Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением.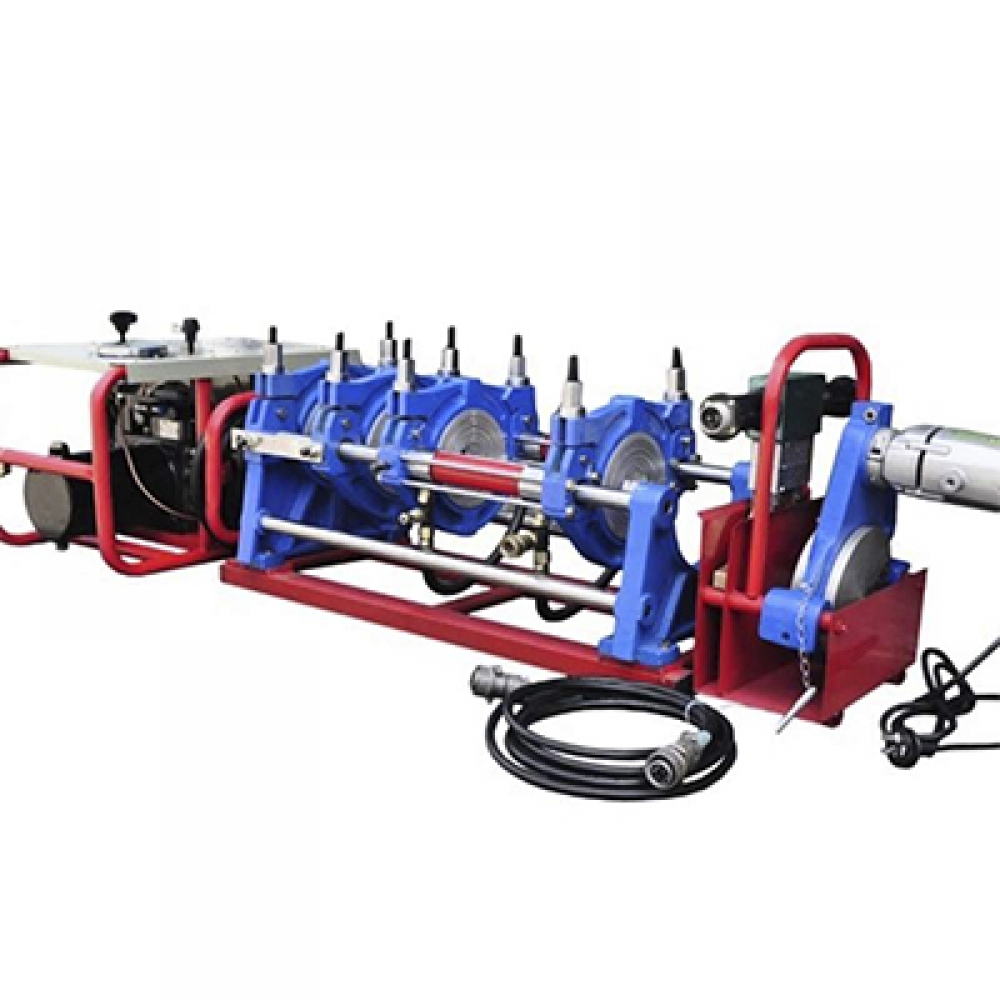
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
В комплекте устройства должны быть подвижные хомуты, центратор с зажимами, сварочное зеркало для нагрева торцов. Инструкция к прибору поможет правильно выполнить работу. Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Инструкция к прибору поможет правильно выполнить работу. Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Аппарат для сварки габаритных труб
- Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата. Это важно для создания нужного усилия при стыковке частей.
- Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей. После этого обработанных частей нельзя касаться руками.
- Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
- Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков.
 Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей. - Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
 Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.Последовательность действий сварщика хорошо изучать по видео в интернете. Эти уроки очень полезны для людей, не имеющих подобных навыков. Рекомендуется тщательное изучение инструкций по работе с аппаратурой и строгое соблюдение норм безопасности. Как показывает практика, сварить крупные полимерные трубы своими руками – это сложная, но выполнимая задача.
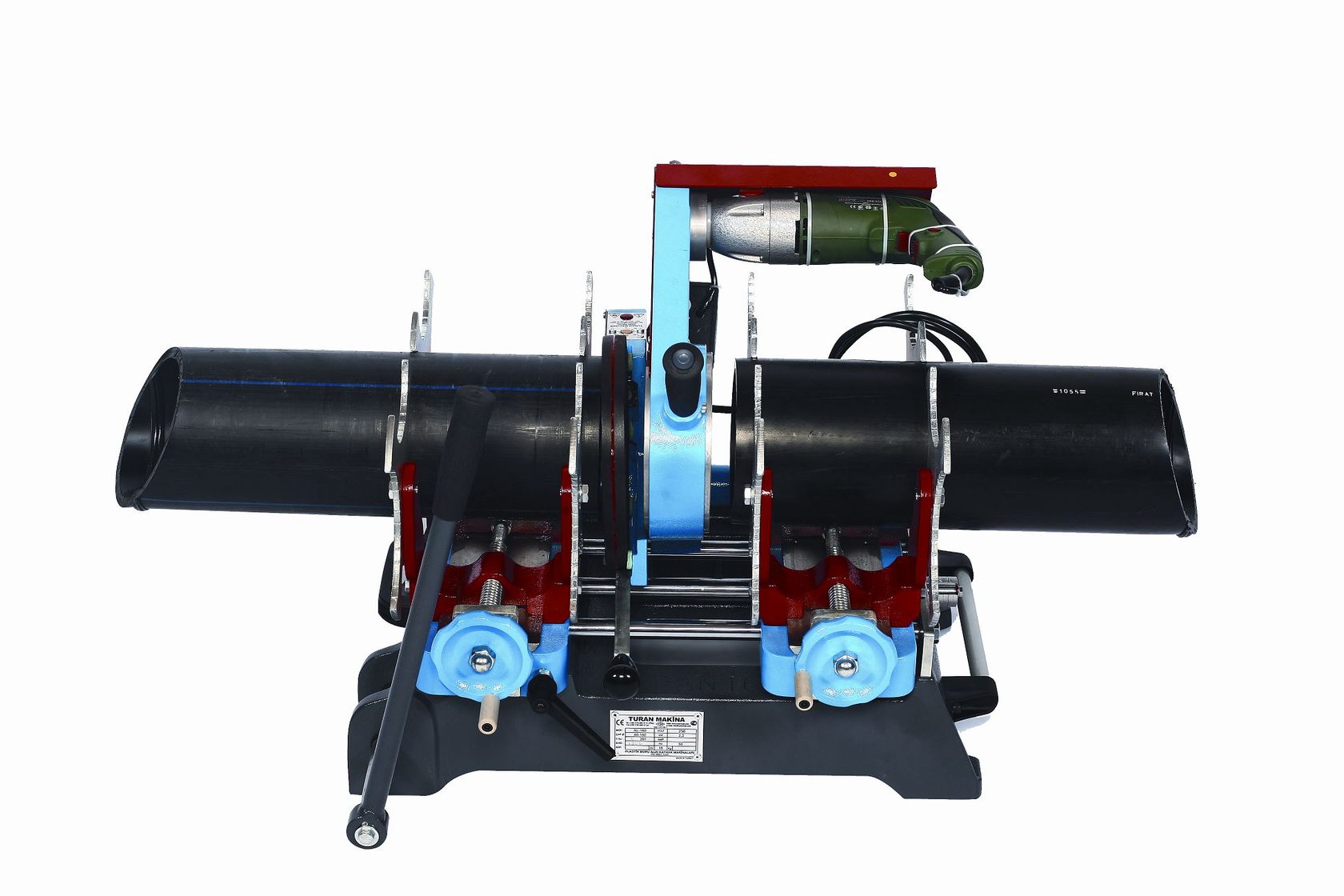
Аппарат для сварки полипропиленовых труб
Еще не так давно пластиковый водопровод или пластиковую отопительную систему можно было встретить довольно редко. Многие не доверяли новшествам, а многим это было просто не по карману. Однако технология оказалась более чем удачной и в наши дни полипропиленовые трубы смогли значительно потеснить более традиционные материалы, используемые в этом сегменте коммуникаций. Эти трубы выгодно отличаются от простых водопроводных труб повышенным уровнем эластичности, долговечностью и способностью выдерживать высокие температуры.
Эти трубы выгодно отличаются от простых водопроводных труб повышенным уровнем эластичности, долговечностью и способностью выдерживать высокие температуры.
Качественно и просто соединить в единую систему трубы из полипропилена можно посредством использования специального сварочного аппарата для полипропиленовых труб. Это универсальное устройство, которое может использоваться как профессионалами своего дела, так и простыми мастерами.
Основой сварки или пайки полипропиленовых труб является принцип диффузии. Материал, из которого сделаны трубы, нагревается до необходимой температуры и приобретает пластичность. Именно при контакте нагретых до такой температуры заготовок и происходит взаимное проникновение, которое дает возможность получить в итоге качественное и неразъемное соединение.
Для соединения полипропиленовых элементов в единую систему могут быть использованы несколько видов сварки. Это сварка раструбного и муфтового типа, а так же сварка встык. Раструбная и муфтовая сварки выполняется посредством использования дополнительных элементов, фитингов и муфт. Стыковая сварка производиться без использования соединительной арматуры, а трубы свариваются торцами.
Раструбная и муфтовая сварки выполняется посредством использования дополнительных элементов, фитингов и муфт. Стыковая сварка производиться без использования соединительной арматуры, а трубы свариваются торцами.
Оборудование, которое используется для сварки полипропиленовых труб, подразделяется на два типа. Ручной аппарат для сварки полипропиленовых труб предназначен для работы с трубами, диаметр которых не превышает 50 мм и может стать оптимальным вариантом для самостоятельной сварки. Отдельные модели, с увеличенной мощностью могут соединять фитинги и трубы, диаметр которых не превышает 25 мм.
Механический аппарат для сварки полипропиленовых труб относится к оборудованию профессионального типа и используется для труб большого диаметра. Обычно такие устройства используются для сварки при прокладке магистральных водопроводов, где соединение трубы и арматуры предполагает применение больших усилий.
В большинстве случаев бытовой монтаж полипропиленовых труб предусматривает использование «утюга для сварки». Принцип действия этого устройства очень схож с обычным утюгом. Конструкция сварочного утюга состоит из терморегулятора, нагревательной плиты и ручки. А закрепление и фиксация свариваемых элементов осуществляется при помощи двух специальных отверстий.
Принцип действия этого устройства очень схож с обычным утюгом. Конструкция сварочного утюга состоит из терморегулятора, нагревательной плиты и ручки. А закрепление и фиксация свариваемых элементов осуществляется при помощи двух специальных отверстий.
Сам по себе процесс сварки полипропиленовых труб с использованием специального аппарата для сварки не сложен, однако требует предельной аккуратности. При правильном проведении работ, такой стык может прослужить довольно долго. А при соблюдении соответствующих условий, некоторые производители заявляют срок эксплуатации стыков до 25 лет.
Перед процессом сварки следует удостовериться при помощи температурного индикатора, что температура соответствует требованию сварки трубопровода из полипропилена. Охлаждение апарата для сварки полипропиленовых труб и фитингов водой запрещается.
Нагревательная панель и насадки сварочного аппарата должны очищаться с помощью специальных салфеток, эта операция должна повторяться каждый раз перед началом новой сварки. Так же необходимо проверить нагревательную поврхность на наличие возможных повреждений. Отрежте трубу, срез долженбыть пенпердикулярным, смятие недопустимо, по возможности удалите заусенцы. Тщательно протрите проспиртованной салфеткой свариваемые части трубы и фитинга, поверхность должна быть обезжирена. При помощи маркера или специального карандаша на трубе отмечается глубина прогрева, соответсвующая глубине раструбной части фитинга. Процесс сварки начинается с одновременной вставки трубы и фитинга в нагревающие насадки соотвествующего размера. Глубина прогрева трубы и длительность сварных операций при температуре воздуха 20 °C. После нагрева, труба и фитинг вытаскиваются с насадки, в соответствии с маркировкой глубины плавления и плавным движением соединяются, не допуская осевого вращения В период сварки труба и фитинг должны оставаться неподвижными.
|
 Если прибор был оключен длительное время, процесс разогрев осуществляется заново.
Если прибор был оключен длительное время, процесс разогрев осуществляется заново. Сварной шов инспектируется в обязательном порядке. После полного охлаждения сваренных компонентов, соединение можно использовать.
Сварной шов инспектируется в обязательном порядке. После полного охлаждения сваренных компонентов, соединение можно использовать.|
19.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Учебные материалы |



 Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
AGRU производит экструзию самой большой в мире трубы из полиэтилена высокой плотности
Полвека опыта в переработке пластмасс — это то, что нужно для производства самой большой в мире трубы из полиэтилена высокого давления (HDPE) под давлением. AGRU пришлось преодолеть серьезные технические проблемы, чтобы добиться идеальной округлости, однородной толщины стенок и полностью гладких поверхностей в самых больших масштабах. Сегодня специалисты по пластмассам имеют возможность производить экструзию сплошных трубных колонн из полиэтилена высокой плотности с непрерывной длиной от 5 м (16 футов) до 610 м (2000 футов) с диапазоном внешнего диаметра от 630 мм (24 дюйма) до 3500 мм (138 дюймы).Эти колонны труб XXL предназначены для установки вблизи или на море, но также могут использоваться для наземной установки технологических трубопроводов или переходных трубопроводов.
Новаторское производство
ПРЕДПРИЯТИЕ ПО ПРОИЗВОДСТВУ XXL ТРУБ AGRU в Чарлстоне, Южная Каролина, расширяет границы производства пластиковых труб. На этом новаторском предприятии по заказу производятся крупнейшие в мире системы напорных трубопроводов из ПНД со сплошными стенками. С максимальным внешним диаметром 3500 мм AGRU устанавливает новые промышленные стандарты.Современное производство полностью соответствует самым строгим критериям качества согласно стандартам ISO 9000 и ISO 14001. В результате трубы и фитинги AGRU XXL соответствуют требованиям стандартов EN 12201 и ISO 4427 и превосходят их. AGRU использует только высококачественные смолы PE 100 или PE 100-RC для производства труб и фитингов XXL.
Завод расположен прямо на берегу, что обеспечивает идеальные условия для производства, хранения и буксировки трубных колонн размера XXL. Экструзия в устье реки Купер и морское хранилище перед зданием уникальны для Северной Америки.Кроме того, близость предприятия к гавани Чарльстона позволяет легко буксировать струны XXL по всему миру. Компания AGRU приобрела эту бывшую промышленную площадку и устранила ущерб от загрязнения, причиненный столетней переработкой угля. Футуристическая установка была спроектирована так, чтобы выдерживать ураганный ветер скоростью до 150 миль в час. Новая производственная площадка оказывает минимальное воздействие на окружающую среду и работает круглосуточно и без выходных.
Компания AGRU приобрела эту бывшую промышленную площадку и устранила ущерб от загрязнения, причиненный столетней переработкой угля. Футуристическая установка была спроектирована так, чтобы выдерживать ураганный ветер скоростью до 150 миль в час. Новая производственная площадка оказывает минимальное воздействие на окружающую среду и работает круглосуточно и без выходных.
Опыт работы с полиэтиленовыми трубами большого диаметра
Полиэтиленовые трубы (PE) используются в Испании для водоснабжения и водоотведения с 1960 года.С того времени были достигнуты успехи и значительные улучшения были сделаны в самом сырье, а также в производственном оборудовании и методах. Родольфо Вегас, технический инженер и блогер, с 40-летним опытом работы с пластиковыми трубами, представляет практические приложения.
Повторное использование сточных вод — трубы PE100 DN 1000 PN 6bar (фото: Rodolfo Vegas)
Круговорот воды
Морской сток — трубы PE100 DN 1600 PN 6bar
Полиэтиленовые трубы используются на всех стадиях круговорота воды, от сбора в реках, колодцах, водохранилищах или морях до их возврата в среду. На практике мы берем воду, которая может быть загрязнена, пропускаем ее через процесс очистки воды, чтобы гарантировать, что когда она попадет к потребителю, она будет чистой и пригодной для питья. Цикл постоянно повторяется.
На практике мы берем воду, которая может быть загрязнена, пропускаем ее через процесс очистки воды, чтобы гарантировать, что когда она попадет к потребителю, она будет чистой и пригодной для питья. Цикл постоянно повторяется.
Транспортировка труб для опреснительной установки — трубы PE100 DN 1200 и DN 1600 PN 6 бар
Уже более 20 лет вода, поступающая из очистных сооружений или ливневых резервуаров, обрабатывается, чтобы ее можно было использовать в сельскохозяйственном секторе или для полива садов. Полиэтиленовые трубы в высшей степени подходят для этого применения и имеют то преимущество, что на них можно наносить цветовую маркировку, чтобы сразу определить цель, для которой они используются, например, трубы, используемые для питьевой воды, имеют синие полосы, а фиолетовые или коричневые полосы. используются для непитьевой воды.Во всем мире под водой проложены трубы большого и длинного диаметров, чтобы отводить предварительно очищенные сточные воды и соленую воду под давлением для дальнейшей очистки.
Реконструкция оросительного канала — трубы PE100 DN 1200 PN 6bar
В испанской экономике сельское хозяйство является важным сектором и основным потребителем воды. В настоящее время около 70% воды используется для орошения, что примерно в шесть раз превышает количество воды, используемой в доме. Во многих случаях системы ирригационных сетей устарели, что приводит к утечкам воды до 60%.Еще один важный фактор — продолжительные засухи, которые сейчас происходят все чаще. Полиэтиленовые трубы большого диаметра доказали свою полезность при перемещении больших объемов воды туда, где это необходимо.
Устройство полива с высоким уровнем грунтовых вод — трубы PE100 DN 1000 PN 6bar
Осадки в Средиземном море, как правило, непродолжительны, но очень интенсивны, вызывая сильные локальные наводнения и увеличение скоплений грунтовых вод. Полиэтиленовые трубы используются для перекачки питьевой и непитьевой воды из затопленных территорий.
Привод дождевой воды.![]() Трубы PE100 DN 1000 PN 6bar
Трубы PE100 DN 1000 PN 6bar
Штуцер для стыковой сварки
Наиболее распространенной системой соединения полиэтиленовых труб большого диаметра (<630 мм) является стыковая сварка. Чтобы добиться идеального шва, необходимо тщательно контролировать параметры сварки, давление, температуру листа, время и очистку, а само сварочное оборудование должно быть строго откалибровано в соответствии с действующими нормативами.
Возможно, наиболее важным моментом при работе с полиэтиленовыми трубами большого диаметра является то, что рабочие должны быть полностью обучены технике сварки.Сварщикам настоятельно рекомендуется пройти сертификацию AseTUB (Испанская ассоциация производителей труб и пластмассовых принадлежностей) Carné по системам пластиковых трубопроводов или аналогичную квалификацию. ISO 21307 утверждает, что трубы PE100, изготовленные из сырья, имеющего скорость течения расплава (MFR) от 0,3 до 1,7 г / 10 мин, могут свариваться при температуре 190 ° C / 5 кг с использованием сварочного оборудования, соответствующего стандарту ISO 12176.
Станок для одинарной сварки под давлением и низкого давления
ISO 21307: Пластмассовые трубы и фитинги — процедуры стыкового соединения полиэтиленовых (ПЭ) труб и фитингов, используемых при строительстве систем распределения газа и воды.Это стандарт, который обеспечивает следующие три процедуры стыковой сварки, показанные в таблицах ниже:
Станок для сварки одинарного и высокого давления
Системы сравнения низкого и высокого давления одиночные
Как показано на графиках различных систем, метод стыковой сварки под высоким давлением требует меньше времени для выполнения сварного шва, чем при низком давлении. Это очень важный фактор для снижения стоимости монтажа, поскольку время цикла, необходимое для стыковой сварки труб большого диаметра, велико.Использование метода высокого давления означает, что суточная производительность может быть значительно увеличена.
Сварка пластмасс встык плавлением
Сварка плавлением встык — это название, данное термической сварке труб из термопласта. Это один из двух основных методов соединения газовых и водопроводных труб из полиэтилена плавлением.
Это один из двух основных методов соединения газовых и водопроводных труб из полиэтилена плавлением.
Процесс
Фаза нагрева, иногда называемая «поднятием борта», — это когда концы трубы прижимаются к нагретой пластине в течение определенного периода времени. За этим следует фаза «выдержки тепла», когда давление снижается, чтобы просто удерживать концы труб на горячей пластине. Это дает время, чтобы тепло впиталось в материал на концах труб.
После фазы выдержки нагревательная плита снимается и концы труб соединяются. Время, необходимое для этого, называется «временем ожидания» и должно быть как можно короче.Заключительным этапом является время сварки / охлаждения, которое определяется диаметром трубы и толщиной стенки.
Установка станка
Перед выполнением любых трубных швов аппарат для стыковой сварки плавлением должен быть проверен на плавность хода и настроен в соответствии с свариваемыми материалами трубы.
- Выбор правильных зажимов или вставок, обеспечивающих затяжку всех креплений, чтобы уменьшить возможность перекоса из-за осевого перемещения.
- Правильная температура горячей пластины для свариваемого материала; это следует проверять с помощью датчика температуры поверхности и цифрового термометра в нескольких положениях после периода стабилизации не менее 20 минут.Между сварными швами горячую плиту следует накрывать термостойким мешком, чтобы защитить ее от поверхностного загрязнения и предотвратить потерю тепла.
- Проверьте лезвия строгального станка, используемые для обрезки и подрезки концов труб; они должны быть острыми, неповрежденными и прочно прикрепленными к поверхности строгального станка, чтобы избежать его соскальзывания при вращении.
- Проверьте все движущиеся части на предмет плавности работы и, если используется гидравлическая машина, проверьте шланги и фитинги на предмет утечек.

Подготовка трубы
Перед сваркой необходимо правильно подготовить трубы.При измерении длины трубы следует сделать поправку на последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
Перед тем, как зажать трубы в машине, необходимо проверить концы на неправильную форму, повреждения или вкрапления песка. Максимально допустимая глубина этого должна быть менее 10% от толщины стены. Поврежденную трубу или трубу с глубокими зазубринами следует выбросить. Любые незакрепленные загрязнения можно удалить, протерев концы труб безворсовой тканью как с внутренней, так и с внешней поверхностей.
После очистки трубы зажимаются в машине. Для облегчения выравнивания рекомендуется зажимать трубы таким образом, чтобы их штампованные отметки находились на одной линии. Это также поможет при идентификации позже, если потребуется.
После надежной фиксации в зажимах концы труб должны войти в контакт с вращающимся строгальным инструментом до тех пор, пока с каждого конца не будет обрезана непрерывная стружка. Процесс строгания гарантирует, что концы труб будут гладкими и квадратными, готовыми к фазе сварки.Отслаивающуюся стружку следует удалить из машины и внутри труб, стараясь не касаться строганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб. Затем следует проверить трубы на предмет выравнивания и, при необходимости, отрегулировать зажимы, чтобы гарантировать минимальное несоответствие диаметров.
Сварка
Перед сваркой необходимо записать время нагрева и охлаждения, а также давление плавления для конкретного диаметра трубы и записать для быстрой справки во время цикла сварки.На некоторых машинах для удобства нанесены все соответствующие таблицы. Для точного отсчета времени должны быть доступны таймер или секундомер.Термостойкий мешок следует снять с конфорки и проверить температуру с помощью цифрового термометра и поверхностного зонда.
Рекомендуется выполнить фиктивный сварной шов перед тем, как приступить к сварке. Это необходимо для того, чтобы поверхность плиты, контактирующая с концами труб, была полностью очищена от любых частиц пыли или других загрязнений.
Поместите конфорку между концами труб, убедившись, что она расположена правильно и перпендикулярно торцам трубы. Придвиньте трубы к поверхности, приложив осевую силу. Усилие следует прикладывать плавно, следя за тем, чтобы не превышалось требуемое давление. Усилие необходимо удерживать надежно, чтобы вокруг трубы образовалась капля расплавленного материала.
Полоса должна быть ровной по окружности трубы с обеих сторон конфорки. Это фаза процесса.
Способы приложения силы зависят от типа оборудования. На некоторых типах машин сила будет прикладываться механическими средствами с использованием подпружиненного механизма, при этом сила поддерживается стопорным винтом. На других типах оборудования используются гидроцилиндры, давление которых поддерживается переключением клапанов в гидроагрегате.
Когда будет получен требуемый валик, давление снижается для фазы нагревания. Трубы опираются на горячую плиту, что позволяет теплу проникать в материал, уменьшая возможность холодных сварных швов.
Это время зависит от диаметра трубы и толщины стенки, поэтому следует использовать время, рекомендованное производителем.
Когда эта фаза завершена, поверхности труб отводятся от плиты как можно более плавно, чтобы гарантировать, что ни один из расплавленных шариков не прилипнет к поверхности, и плита будет удалена. Затем трубы собираются вместе настолько плавно и быстро, насколько это возможно, чтобы свести к минимуму возможность падения температуры, стараясь не превышать требуемое усилие.
Фаза сварки / охлаждения начинается после достижения необходимого усилия. Сила сварки должна поддерживаться на протяжении всего этого этапа, чтобы обеспечить максимальную прочность сварного шва
По истечении времени охлаждения давление может быть уменьшено до нуля, а труба снята с зажимов. Готовый сварной шов теперь можно визуально проверить на однородность и соосность.
Более подробную информацию о работе TWI с пластиковыми трубами можно найти здесь.
См. Дополнительную информацию о сварке и испытаниях пластиковых труб или свяжитесь с нами.
Инновационные трубопроводные системы PP-RCT получают распространение в Северной Америке благодаря новому стандарту ASTM
О компании Borealis Pipe: обеспечение самого необходимого для жизни
Как надежный и опытный партнер с более чем 40-летним опытом, Borealis поставляет материалы для современных систем полиолефиновых труб, которые помогают трубной промышленности лучше обслуживать различные сообщества по всему миру.
Используя свою запатентованную технологию Borstar® в качестве основы, Borealis предлагает полиэтиленовые и полипропиленовые материалы для труб, используемых во многих различных отраслях промышленности: водоснабжение и газоснабжение, канализация и водоотведение, водопровод и отопление, а также нефть и газ, включая многослойную сталь. решения для покрытия труб для наземных и морских нефте- и газопроводов.
Предлагая более прочные и надежные трубопроводные решения, инновации Borealis по ступенчатому изменению продолжают повышать устойчивость трубопроводных сетей, делая их более безопасными, долговечными и более эффективными, помогая устранить потери и потери, одновременно предлагая экономию энергии. Компания Borealis является поставщиком решений и универсальным поставщиком полиолефинов в нефтегазовой отрасли, обеспечивая надежное обслуживание и качество от одного конца трубопровода до другого. Системы водоснабжения и канализации можно сделать более эффективными и надежными, если использовать собственные материалы Borealis.Системы, изготовленные из обычных материалов, борются с потерями воды до 30-50%, тогда как новые системы труб из полиэтилена могут избежать утечек. Бестраншейная технология снижает затраты на установку до 60%.
О Borealis и Borouge
Borealis — ведущий поставщик инновационных решений в области полиолефинов, базовых химикатов и удобрений. Головной офис компании находится в Вене, Австрия. В настоящее время в компании работает около 6600 сотрудников, и она работает более чем в 120 странах. Borealis принесла 7 евро.2 миллиарда выручки от продаж и чистая прибыль в размере 1107 миллионов евро в 2016 году. Международная нефтяная инвестиционная компания (IPIC) в Абу-Даби владеет 64% компании, а остальные 36% принадлежат австрийской OMV, интегрированной международной нефтегазовая компания. Borealis предоставляет услуги и продукты клиентам по всему миру в сотрудничестве с Borouge, совместным предприятием с Национальной нефтяной компанией Абу-Даби (ADNOC).
Основываясь на собственных технологиях Borstar® и Borlink ™ и более чем 50-летнем опыте работы с полиолефинами, Borealis и Borouge поддерживают ключевые отрасли промышленности с широким спектром приложений в областях энергетики, автомобилестроения, труб, потребительских товаров, здравоохранения и продвинутого упаковка.
Расширение завода Borouge 3 сделало Borouge крупнейшим в мире интегрированным комплексом полиолефинов. Теперь, когда производство полностью увеличено, дополнительные 2,5 миллиона тонн полиолефинов дают общую мощность Borouge в 4,5 миллиона тонн, а совместную мощность Borealis и Borouge — 8 миллионов тонн.
Borealis предлагает широкий спектр базовых химикатов, включая меламин, фенол, ацетон, этилен, пропилен, бутадиен и пирогенный газ, для различных отраслей промышленности. Borealis также создает реальную ценность для сельскохозяйственной отрасли, продав около 5 миллионов тонн удобрений.Продукция с техническим азотом и меламином дополняет портфель приложений, начиная от борьбы с выбросами моно-оксида азота (NOx) и заканчивая клеями и ламинатами в деревообрабатывающей промышленности.
Borealis и Borouge стремятся активно приносить пользу обществу, принимая реальные социальные вызовы и предлагая реальные решения. Обе компании привержены принципам Responsible Care®, инициативы по повышению безопасности в химической промышленности, и работают над решением мировых проблем водоснабжения и санитарии с помощью инновационных продуктов и своей программы «Вода для мира ™».
О компании ISCO Industries
С 1962 года ISCO Industries, глобальный поставщик комплексных решений для трубопроводов по индивидуальному заказу со штаб-квартирой в Луисвилле, штат Кентукки, хранит и продает широкий спектр труб и материалов для труб из полиэтилена высокой плотности, включая трубопроводные системы из PP-RCT. ISCO предлагает изготовление трубопроводов по индивидуальному заказу для обеспечения решений для различных областей применения, таких как: промышленное, муниципальное, энергетическое, морское, ядерное, нефтегазовое, горнодобывающее, водопроводные, экологические, геотермальные, HVAC, питьевая вода, химический транспорт, гольф, облицовка водопропускных труб и свалка.Компания также арендует, обслуживает и продает сварочное оборудование McElroy. ISCO — это компания, принадлежащая сотрудникам, имеющая более 40 офисов по всему миру и занимающаяся инвентаризацией больших запасов труб и трубопроводной продукции из ПНД, включая трубопроводные системы из PP-RCT.
Для получения дополнительной информации об ISCO посетите www.isco-pipe.com или позвоните по телефону 1-800-345-ISCO. Для получения дополнительной информации о системах трубопроводов PP-RCT обращайтесь к Заку Шульцу по телефону 513-623-1924 или [email protected].
О компании NUPI Industries
NUPI Industrie Italiane S.П.А. предлагает полный ассортимент труб и фитингов, изготовленных из самых современных термопластов. NUPI Industrie Italiane S.p.A. заменила NUPIGECO S.p.A., основанную в 2008 году в результате слияния NUPI S.p.A. и GECO System S.p.A., двух компаний с более чем 40-летним опытом работы в этой области. Целью было объединить опыт в разработке и производстве трубопроводных систем для санитарного сектора, промышленности, газа, орошения и отопления с опытом в производстве полимерных труб, специально предназначенных для нефтяных рынков, химических и нефтехимических предприятий.
Для получения дополнительной информации посетите:
www.borealisgroup.com
www.borouge.com
www.www.isco-pipe.com
www.nupinet.com
www.waterfortheworld.net
Borstar является зарегистрированным товарным знаком Borealis Group.
Borlink and Water for the World — торговая марка Borealis Group.
UT и рентген для полиэтиленовых труб
1. ИСТОРИЯ ВОПРОСА
Использование полиэтилена в газовой, водной и химической промышленности резко возросло за последние два десятилетия.Это в значительной степени связано с стимулом, предоставленным британской и американской газовой промышленностью, которые выбрали полиэтилен в качестве материала для замены металлических распределительных трубопроводов. Помимо распределительных трубопроводов, полиэтилен также используется для ремонта протекающих чугунных магистралей.
Популярность пластиковых трубопроводов объясняется их легкостью, гибкостью и хорошей стойкостью к коррозии, а также простотой их соединения. Для труб диаметром 250 мм) и более толстого сечения предпочтителен процесс стыковой сварки горячей пластиной.Оба этих процесса термического плавления способны обеспечить соединение с механическими свойствами, приблизительно эквивалентными свойствам исходного материала (1).
Качество стыковых сварных соединений в системах полиэтиленовых труб в первую очередь определяется контролем параметров процесса во время сварки. Однако по мере появления новых полиэтиленовых материалов (например, PE100) и повышения требований к существующим полиэтиленовым материалам возникает дополнительная потребность в контроле качества с помощью надежных методов неразрушающего контроля (NDT) (2, 3).В настоящее время не существует принятых в стране стандартов неразрушающего контроля сварных швов полиэтилена. Самый распространенный метод — визуальный осмотр внешнего сварного шва. Этот метод чувствителен к встроенным дефектам, которые проявляются в валике сварного шва, и к грубым дефектам, таким как перекос трубы. Были предприняты попытки использовать более количественные методы исследования сварных швов. Например, рентгеновская радиография использовалась для проверки стыковых сварных швов на трубах большого диаметра (4), а для проверки сварных швов на газораспределительных трубопроводах меньшего диаметра (50–100 мм) существует автоматический ультразвуковой инструмент (5).На одном этапе был введен руководящий стандарт (ASTM F600-78) по ручному ультразвуковому контролю стыковых сварных швов полиэтиленовых труб. К сожалению, результаты, полученные с использованием этого стандарта, настолько сильно зависели от навыков оператора, что в 1991 году он был отменен.
STL125L / 110 Сварочный аппарат LIGHT — это полевой аппарат для раструбной сварки труб и фитингов из HDPE, PP, PP-R, PVDF, PB для диаметров от 2 «до 5».Основными особенностями являются ограниченный вес, минимальные габаритные размеры и универсальность.
Состоит из корпуса машины, самоцентрирующегося зажима для фиксации труб, самоцентрирующегося зажима для фиксации фитингов, съемного устройства для раструбной сварки с автоматической электронной температурой, держателя фитинга и специальных настольных тисков, позволяющих использовать машину. на верстаке.
STL125 / 110 Этот сварочный аппарат для мастерских / строительных площадок подходит для сварки муфт труб и фитингов диаметром до 5 дюймов.Он состоит из корпуса машины с переключателем глубины сварки разного диаметра, четырех самоцентрирующихся стальных зажимов для фиксации труб и фитингов (разных марок), самоцентрирующегося аппарата для раструбной сварки с электронным контролем температуры, устройства для максимальная глубина нагрева, выдвижная тележка, штатив для поддержки трубы, набор патрубков и патрубков для сварки патрубков от Ø 3/4 «до 5» со стальным корпусом.
В состав машины входят: Корпус машины с электронным аппаратом для раструбной сварки — Стальной корпус в комплекте с муфтами и втулками от 3/4 «до 5» и набор инструментов — Штатив для крепления труб — Тележка скольжения — Втулки для пар штампов включены
STL125JIG / 110 — это компактный сварочный аппарат для раструбной сварки HDPE, PP и PP-R, PVDF, PB OD 2 «÷ 5» (стандартные стальные зажимы от Ø 2 «до 5»; по запросу от Ø 1/2 «до 2» STL125LKIT1202). На машине показана стальная рама, которая может использоваться в качестве опоры для центрирующего тела; Устройство отличается тем, что может работать в ограниченном пространстве после быстрого освобождения рамы.
Машина имеет две тележки, фиксированную и подвижную, с практичными маховиками закрытия для обеспечения идеального захвата между зажимом и трубой / фитингом. Машина также оснащена стальными самоцентрирующимися зажимами: специальным зажимом для фитинга и парой парных зажимов, предназначенных для удержания трубы на месте.Операции закрытия и открытия тележки осуществляется «взаимным» пускателем. На фиксированную тележку устанавливается зажим специальной фурнитуры. Когда тип работы требует другой конфигурации зажима, довольно легко разблокировать и изменить работоспособность станка.
Состав: Корпус машины в комплекте с зажимами и рамой — Ручной аппарат для раструбной сварки NPCCE125 / 110 — Опора вилки для раструбной сварки — Зажимы для ø 2 «÷ 5» — Транспортный чемодан для аппарата для раструбной сварки и патрубков и патрубков — Транспортный чемодан для корпуса аппарата — Ручка-подпорка и набор инструментов
По запросу: Стальные хомуты от Ø 1/2 «÷ 2»
STL125JIGBASIC / 110 Базовый комплект для STL125JIG / 110 , состоящий из корпуса машины с зажимами, рамой и транспортировочным чемоданом.
Трубы и фитинги из ПНД Системы полиэтиленовых трубопроводов
4- Чтобы объединить водопроводные трубы и удобный выбор для загрузки, необходимо сделать это.
Перед погружением трубы в воду должна быть соответствующая береговая аппарель, а при отводе дно трубы необходимо очистить, чтобы не повредить поверхность трубы.
5- Для подготовки модернизации подводного дна и осуществления контроля перехода с суши на воду.
Следует уделять первоочередное внимание трубе в траншее до тех пор, пока вода не будет набирать без остановки, чтобы обеспечить дополнительную защиту. Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине. Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
6- Обратный трубопровод для формирования одного элемента трубопровода
Ресурсы, сделанные birleştirildik, концы водопроводных труб перед оставшимися частями начнут еще ползать.
По возможности следует уменьшить вес над водопроводной трубой, соединенной с водой после плавучей платформы. Если вес невозможен, это нужно делать, не касаясь водопровода.
7. Присоединение весового блока
Требуется достаточное оборудование и транспортные средства для выполнения операции. Выполнение весовой сборки, снизу из нижней части трубы были сняты блоки, сверху помещены для сжатия верхней части трубы, также требуется использование этого оборудования и транспорта.Чтобы уменьшить вес подключенной водяной трубы, ее следует оставлять вниз по пандусу. В любом случае поверхность трубы для удаления наименьшего количества аппарелей должна быть как можно ближе к воде
8- Прикреплена к погружной трубе (7 можно безопасно выполнять одновременно с присутствующим веществом)
Вес можно легко загрузить через прилагаемую рампу для водопровода. При попадании в воду по трубам вода по пандусам способна удерживать вес благодаря пандусу.Не следует использовать веревку для удержания материала трубы, так как вместо нее рекомендуется использовать цепь с широкими полосами.
9- Погружение трубы в указанную точку
Для подготовки первой погружной трубы протягивается над установленной линией трубы. Погруженная в процесс старта земля продолжает погружаться в воду. Для обеспечения того, чтобы трубу сначала нужно было поднять до начала трубы, создайте воздушный карман. Один из вопросов, который следует учитывать в процессе погружения, — это завершение процесса складывания без риска чрезмерного изгиба.При контролируемом вводе в водопровод не будет такой проблемы. Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не должен использоваться более чем на 50%, давление трубы из-за давления воды опасно.