Информация о методе дуговая сварка под флюсом
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Другие методы сварки
Сварка под флюсом является разновидностью дуговой сварки. Особенностью такого вида дуговой сварки является ведение сварочного процесса с использованием специального порошкового сварочного флюса. Сварочная дуга в процессе сварки горит под слоем флюса.
Флюс – это специальное вещество в виде порошка или гранул с положительными характеристиками. Флюс подается прямо в зону сварки толстым слоем и используется для защиты сварочной ванны от попадания воздуха в процессе сварки. В этом смысле порошковый флюс аналогичен использованию для сварки инертного газа, защищающего ванну от кислорода.
Дуговая сварка под флюсом имеет ряд особенностей, выгодно отличающих метод от стандартной дуговой сварки:
- максимальная защита сварочной зоны в процессе работы,
- значительное сокращение потерь электрода и присадочной проволоки,
- практически полное отсутствие брызг металла,
- повышение производительности сварочного процесса,
- снижение чувствительности к появлению оксидов на поверхности металла,
- дополнительная защита операторов от дугового свечения,
- высокое качество шва и улучшенные свойства металла шва благодаря пониженной скорости остывания материала в процессе.
Но при этом сварка с использованием защитного флюса имеет ряд недостатков, которые могут быть существенны при выборе метода:
- повышение общих расходов на сварочный процесс,
- повышение сложности корректировать положение дуги,
- необходимость дополнительной защиты органов дыхания операторов от газов,невозможность визуально контролировать непосредственное место сварки,
- невозможность сварки в любом пространственном положении,
- повышение текучести металла и флюса в процессе работы,
- высокая зависимость качества выполнения работы от сборки сварочных кромок в связи с угрозой вытекания расплавленного флюса или металла с последующим образованием дефектов.


Техника проведения дуговой сварки под флюсом
Дуговая сварка под флюсом выполняется полуавтоматическим или автоматическим способом. Это связано с необходимостью автоматизации процесса подачи сварочной проволоки и флюса. Электродная проволока, используемая в процессе, автоматически вытягивается в дугу специальными роликами автомата. Используемая проволока должна по составу соответствовать свариваемым материалам.
Сварочный ток подводится к проволоке и к изделию. В зависимости от задач может использоваться постоянны или переменный ток прямой или обратной полярности. Сварочные работы следует начинать с тщательной обработки и зачистки свариваемых материалов от краски, ржавчины, пыли и других загрязнений, в том числе с использованием металлической щетки или шлифовального круга при необходимости.
Флюс подается к месту сварки перед дугой. Толщина слоя флюса должна составлять не меньше 40-80мм, а ширина слоя – 40-100мм. Количество флюса зависит от условий сварки и толщины сварочной проволоки.
Из-за высокой температуры от дуги флюс и металл начинают плавиться и испаряться. В результате образуется газовое облако, защищающее дугу и сварочную ванну от попадания воздуха. Расплавленный флюс после гашения дуги остывает и образует шлаковую корку, которая после завершения работ легко отделяется от сварочного шва.
В зависимости от свариваемых материалов и других условий ведения процесса могут использоваться различные виды флюсов. Флюсы делятся на несколько классов и подгрупп:
- по способу производства: плавленые или неплавленые (керамические),
- по химическому составу: оксидные, солевые или смешанные (солеоксидные),
- по активности (скорости окисления): пассивные, малоактивные, активные и высокоактивные,
- по строению гранул: стекловидные, пемзовидные или цементированные.
Область применения сварки под флюсом
Сварка с использованием флюса в первую очередь была разработана для работы с различными видами стали. В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
Флюс используется для соединения вертикальных швов, сваривания труб различного диаметра (в том числе очень больших размеров, а также для сваривания кольцевых швов в других ситуациях. Это позволяет применять дуговую сварку под флюсом в кораблестроении, трубопрокатной промышленности, нефтегазовой отрасли и многих других промышленных сферах.
Cварка под флюсом: особенности, описание технологии
Сварка под слоем флюса – одна из наиболее производительных промышленных технологий сборки металлоконструкций. Ее используют для получения неразъемных соединений деталей из углеродистых и легированных сталей, а также цветных металлов. Современное технологическое оборудование для сварки под флюсом позволяет добиться высокой степени автоматизации процессов. Поэтому целесообразность применения метода определяется длиной шва и толщиной свариваемых деталей.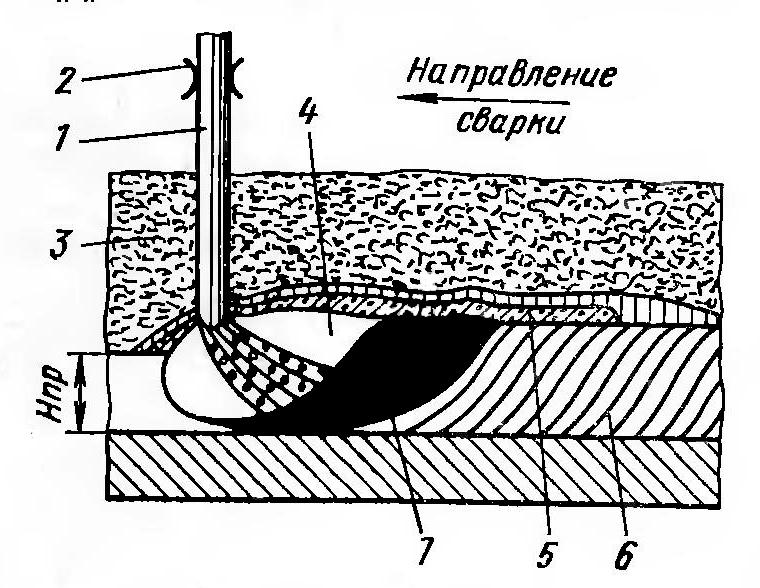
Особенности технологии сварки под флюсом
В зависимости от материала соединяемых деталей сварка может выполняться как переменным, так и постоянным током. В качестве электрода используется проволока или лента, намотанная на бобину. Для защиты сварочной ванны от воздействия атмосферного кислорода используется флюс – гранулированный или порошкообразный материал. Как правило, его основу составляют силикаты. Возбуждение, прерывание дуги и подача электрода выполняются автоматически, а флюс засыпается из бункера через воронку под собственным весом. В процессе сварки перемещение головки вдоль шва может выполняться оператором при помощи механических средств или приводом используемого оборудования.
Расплавление электрода и флюса происходит под воздействием температуры электрической дуги. Образующиеся пузыри газа являются защитной атмосферой для ванны. Сварочный шлак оказывается легче металла и всегда остается на поверхности шва, а после остывания механически удаляется. Слой флюса и газы создают избыточное давление, достаточное для того, чтобы предотвратить разбрызгивание металла. Поэтому полученный шов оказывается значительно чище, чем при аргонодуговой или ручной сварке штучными электродами. Оставшийся флюс может быть использован повторно. Технология широко применяется в промышленном производстве и восстановлении деталей.
Поэтому полученный шов оказывается значительно чище, чем при аргонодуговой или ручной сварке штучными электродами. Оставшийся флюс может быть использован повторно. Технология широко применяется в промышленном производстве и восстановлении деталей.
Сферы применения сварки под флюсом
- Производство труб большого диаметра. Сварка под флюсом позволяет получать кольцевые, прямолинейные и спиральные швы. Оборудование дает возможность полностью автоматизировать процесс.
- Изготовление емкостей и резервуаров. Метод сварки под флюсом позволяет получить шов практически без пор и шлаковых вкраплений. Резервуары подходят для хранения и транспортировки жидкостей и газообразных веществ, а также используются в аппаратах, работающих под давлением.
- Производство металлоконструкций. Сварка под флюсом позволяет значительно снизить себестоимость монтажа.
- Производство и восстановление деталей. Технология сварки дает возможность наносить слой металла на всю поверхность изделия.

Виды оборудования для сварки под флюсом
Современное оборудование для сварки под флюсом сделано так, чтобы оператор мог выбрать положение аппарата и настроить режим. Остальные операции выполняются автоматически. Производителями разработано множество серийных и уникальных конструкций для сварки под флюсом, позволяющих решать широкий спектр задач в производственных и полевых условиях. Наибольшее распространение получили следующие виды оборудования.
- Тракторы. Эти мобильные аппараты для сварки под флюсом имеют сравнительно небольшие габариты и массу. При настройке они перемещаются вручную, а при прохождении шва – автоматически. Также существуют аппараты с механическим приводом: в режиме сварки оператор регулирует скорость перемещения тележки вручную, а подача флюса и проволоки выполняется приводом. В зависимости от конструкции тележка может перемещаться по рельсам либо по самой детали.
- Мобильные сварочные установки. Такие аппараты применяются как в производственных цехах, так и в полевых условиях (например, при прокладке трубопроводов). Чаше всего они имеют модульную конструкцию и состоят из консоли, на которой расположена сварочная головка, роликовых опор с приводом для установки и вращения детали, а также источника тока.
- Стационарные сварочные установки. Для серийного изготовления металлоконструкций чаще всего создается уникальный проект, учитывающий особенности производства. Однако существует ряд универсальных аппаратов для сварки под флюсом, которые можно адаптировать под любые задачи. Степень автоматизации таких устройств позволяет автоматически менять направления перемещения детали и головки во всех осях, а также изменять направление и скорость вращения. Существует возможность создания технологических линий, в состав которых входит сразу несколько таких аппаратов.

Решение для промышленной сварки под флюсом: STTNF-II + ASAW 1000

Преимущества и недостатки технологии
Среди преимуществ сварки под флюсом можно выделить следующие.
- Использование высоких токов (1000–2000 А) и проволоки позволяет добиться высокой производительности аппаратов.
- Применение флюса помогает снизить потери металла на разбрызгивание, улучшить условия защиты шва и сократить затраты электроэнергии.
- Сварка на высоких токах позволяет контролируемо увеличить глубину проплавления основного металла.
- Шлаковая корка, образующаяся в результате плавления флюса, снижает скорость остывания шва и предохраняет его от растрескивания.
- Зона сварки закрыта, что позволяет оператору работать без щитка.
У технологии также есть недостатки. К ним относят следующие.
- Высокая начальная стоимость оборудования для сварки под флюсом.
- Сложность коррекции положения дуги относительно кромок деталей.
- Невидимость зоны сварки создает повышенные требования к качеству подготовительных операций.
- Флюс является источником пыли.

Как выбрать оборудование
Наиболее важными критериями служат геометрические параметры и материал деталей, которые предстоит соединять, а также массовость и условия производства. Для сварки под флюсом применяются универсальные источники. Их выбирают в зависимости от сечения электрода по максимальной силе тока.
Чтобы оборудование для сварки под флюсом соответствовало всем рабочим параметрам, лучше всего обратиться к производителям или официальным дилерам. У них всегда есть возможность адаптации устройств под конкретные задачи.
Что такое дуговая сварка под флюсом (SAW)?
Дуговая сварка под флюсом (SAW) представляет собой процесс соединения, который включает образование электрической дуги между постоянно подаваемым электродом и свариваемой деталью. Покрытие из порошкообразного флюса окружает и покрывает дугу и в расплавленном состоянии обеспечивает электрическую проводимость между соединяемым металлом и электродом. Он также создает защитный газовый экран и шлак, которые защищают зону сварки.
Он также создает защитный газовый экран и шлак, которые защищают зону сварки.
Структуру процесса можно увидеть, обратившись к Рисунку 1 ниже 9Рисунок 1. Процесс дуговой сварки под флюсом Эти факты делают процесс выгодным с точки зрения здоровья и безопасности, поскольку в нем нет дуги, способствующей образованию дуги, и очень мало дыма.
В процессе используются два сварочных материала: электрод и флюс. Электрод может представлять собой сплошную проволоку, порошковую проволоку или полоску. Флюс, изготовленный из различных минералов и соединений, может быть довольно сложным и производиться в различных формах.
Общее расположение источника питания и органов управления, подачи проволоки и дозирования флюса показано на рисунке 2.
Рисунок 2. Общая схема процесса под флюсом процесс и обычно автоматизирован/механизирован по своей форме. В простейшем приложении процесса используется один провод.
Выбор правильного диаметра проволоки для сварного соединения зависит от многих факторов, и размер доступного источника питания обычно ограничивает диаметр используемой проволоки. Хотя большинство источников питания для этого процесса рассчитаны на 1000 ампер, можно использовать источник меньшей мощности. Диаметр 3/32 дюйма. провод через к 5/32-в.-диам. провод будет работать в 300 до 900 ампер при постоянном токе и положительном электроде (DC+)
Хотя большинство источников питания для этого процесса рассчитаны на 1000 ампер, можно использовать источник меньшей мощности. Диаметр 3/32 дюйма. провод через к 5/32-в.-диам. провод будет работать в 300 до 900 ампер при постоянном токе и положительном электроде (DC+)
Этот процесс сварки обычно подходит для продольных и кольцевых стыковых швов, необходимых при изготовлении сосудов под давлением, а также для соединения обшивки и ребер жесткости на верфях. Сварка ограничена по положению и обычно выполняется в плоском или горизонтальном положении из-за очень жидкой сварочной ванны, расплавленного шлака и необходимости поддерживать флюсовое покрытие дуги.
Как и во всех сварочных процессах, выбор расходных материалов (проволоки и флюса) и других параметров, таких как сила тока, напряжение и скорость перемещения, должен обеспечить наплавку, удовлетворяющую требованиям проектировщика. В случае этого процесса сварки, поскольку дуга находится под флюсом, оператор сварки не может видеть расплавленную сварочную ванну и поэтому должен очень точно устанавливать параметры сварки и положение сварочного сопла в стыке.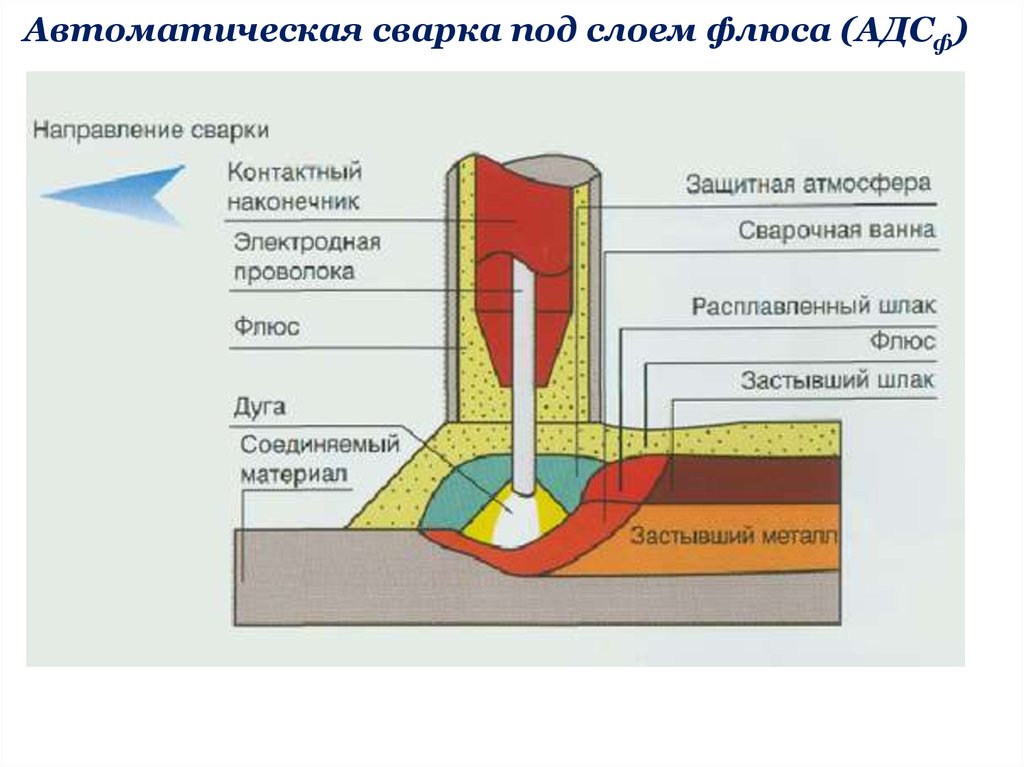
Дуговая сварка под флюсом имеет много преимуществ, но есть и ограничения, некоторые из которых перечислены ниже.
Преимущества
- Высокая скорость наплавки и высокая длительность дуги при полной автоматизации.
- Минимальное количество сварочного дыма, отсутствие брызг и видимой дуги
- Неиспользованный флюс можно восстановить
- Если металлургически приемлемо, однопроходные сварные швы могут быть выполнены в относительно толстых листах.
Ограничения
- Ограничено сталью, хотя некоторые расходные материалы были разработаны для других материалов, таких как сплавы на основе никеля.
- Нельзя использовать в вертикальном или потолочном положении для сварки. Используется в основном для стыковых швов в плоском положении (1G) и угловых швов в плоском и горизонтальном положении (1F и 2F). Горизонтальные стыковые сварные швы могут быть выполнены, но для поддержки флюса требуются специальные устройства.
- Требуются отдельные системы обработки флюса и удаления шлака между проходами.
- Не применимо к тонким материалам.

Существует множество других применений этого сварочного процесса, помимо его использования с одной проволокой, и используемые флюсы могут быть довольно сложными по своей конструкции и производству. Эти пункты могут быть рассмотрены в последующих статьях.
Автор: Мик Пейтс, президент PPC and Associates
Что такое дуговая сварка под флюсом и как она работает? 2022
Последнее обновление
Одной из особенностей сварки является яркая дуга. Эта дуга излучает исключительный ультрафиолетовый свет, который может обжечь кожу и сетчатку. Излишне говорить, что при сварке следует соблюдать меры предосторожности. Это означает сварочный капюшон, кожаную сварочную куртку и т. д. Но дуга процесса сварки под флюсом (SAW), хотя и такая же яркая или ярче, чем другие сварочные процессы, обычно скрыта от глаз, поскольку, как вы уже догадались, дуга находится под флюсом. . Как погружается? Он похоронен под флюсом, который используется для сварки.
. Как погружается? Он похоронен под флюсом, который используется для сварки.
Это не означает, что меры предосторожности не следует принимать. Наоборот, дуга все еще может время от времени выходить наружу во время движения сварщика. Но подводная дуга является одной из отличительных особенностей этого процесса.
Как это работает?
Обычно SAW автоматизирован. Это означает, что сварщик должен будет просто управлять машиной и наблюдать за качеством сварных швов. С помощью проволоки с металлическим сердечником и сварочного аппарата постоянного напряжения (во многом похожего на инвертор MIG) сварной шов наплавляется с использованием присадочной проволоки и отдельного гранулированного плавкого флюса, который распределяется перед зоной сварки из бункера. Это отличается от процессов MIG и SMAW тем, что флюс не заделывается и не покрывает электрод.
Несмотря на то, что флюс легкоплавкий, после завершения сварки все равно образуется шлак. Его нужно будет удалить. К счастью, этот шлак легко удаляется и из-за консистенции сварного шва отрывается большими стеклообразными кусками. Но не весь поток сплавляется. Часть флюса наверху может быть использована повторно.
К счастью, этот шлак легко удаляется и из-за консистенции сварного шва отрывается большими стеклообразными кусками. Но не весь поток сплавляется. Часть флюса наверху может быть использована повторно.
Для чего используется флюс? Он используется для защиты сварного шва в расплавленном состоянии. Он достаточно эффективен, так как процесс не требует использования дополнительного защитного компонента, такого как инертный газ, который необходим для сварки MIG и двойной защиты с порошковой проволокой. Флюс SAW также способствует стабильности дуги, что необходимо для получения однородных сварных швов.
Также защищает целостность основного материала, окружающего зону сварки. Поскольку флюс находится поверх сварного шва, брызги не выходят из зоны сварки. Это оставляет вас с более чистыми, более последовательными сварными швами.
Изображение предоставлено: Wizard191, Wikimedia Commons
Какие существуют типы сварки под флюсом?
SAW обычно использует одно и то же оборудование во всех своих приложениях. Однако можно использовать дополнительное оборудование или другие флюсы. Давайте посмотрим на некоторые переменные, которые используются с SAW.
Однако можно использовать дополнительное оборудование или другие флюсы. Давайте посмотрим на некоторые переменные, которые используются с SAW.
Различают плавленые, связанные, агломерированные и механически смешанные флюсы. Это все гранулированные флюсы, которые распределяются одинаково. То есть либо через бункер, либо выложенный заранее. Плавленые флюсы начинаются с расплавления сырья, которое затем измельчается до желаемого размера гранул. Связанные и агломерированные флюсы представляют собой сухие материалы, смешанные со связующим (натриевым для связующего и керамическим для агломерированного). После того, как они будут склеены, смешанный материал будет пропущен через сито для достижения желаемого размера гранул. Наконец, механические смеси могут представлять собой смесь плавленых, связанных или агломерированных флюсов.
Сварочные пистолеты Существует множество сварочных пистолетов под флюсом. Много различий заключается в том, как наносится флюс. Но некоторые сварочные пистолеты имеют несколько разных сварочных головок. Фактически это означает наличие двух или более электродов с отдельными системами подачи проволоки. Иногда в переднюю кромку ванны добавляют присадочную проволоку, чтобы увеличить скорость наплавки. Эта подача проволоки даже не должна быть подключена к источнику питания. Но разные электроды также могут быть подключены к разным источникам питания, что позволяет использовать разнообразные дуги, каждая из которых добавляет к сварному шву что-то уникальное. Конечно, это не должно быть сделано по желанию, а только в том случае, если этого требует дизайн.
Но некоторые сварочные пистолеты имеют несколько разных сварочных головок. Фактически это означает наличие двух или более электродов с отдельными системами подачи проволоки. Иногда в переднюю кромку ванны добавляют присадочную проволоку, чтобы увеличить скорость наплавки. Эта подача проволоки даже не должна быть подключена к источнику питания. Но разные электроды также могут быть подключены к разным источникам питания, что позволяет использовать разнообразные дуги, каждая из которых добавляет к сварному шву что-то уникальное. Конечно, это не должно быть сделано по желанию, а только в том случае, если этого требует дизайн.
- См. также: Как работает ультразвуковая сварка?
Где используется?
SAW используется для самых разных целей. Но чаще всего его применяют для конструкций, где для надежной сварки требуется большой и толстый лист.
Сосуды под давлением Поскольку SAW с соответствующими параметрами может производить высококачественные сварные швы, он идеально подходит для таких вещей, как газовые баллоны.
Изображение предоставлено: NearEMPTiness, Wikimedia Commons
Соединения кусков металла часто требуют полного проплавления, а это означает, что зазор в металле должен быть полностью заполнен сварным швом, в отличие от соединения металла только по поверхности или с частичным скосом. Затем эти сварные швы необходимо будет подвергнуть неразрушающему контролю (НК), такому как рентгеновский или ультразвуковой контроль.
- См. также: Что такое сварной шов с полным проплавлением?
Если SAW может производить что-то герметичное, например, сосуд высокого давления, он также может быть идеальным для судостроения и производства других морских конструкций. Баржи, плавучие резервуары и другие суда, которым необходимо оставаться на плаву, выигрывают от структурно прочных сварных швов субдугового процесса.
Вагоны-цистерны В вагоностроении предпочтение отдается SAW, поскольку его автоматизация позволяет предсказуемое повторение длинных сварных швов. Это делает его идеальным, поскольку для газовых баллонов требуются сварные швы постоянного качества, чтобы гарантировать отсутствие утечек.
Это делает его идеальным, поскольку для газовых баллонов требуются сварные швы постоянного качества, чтобы гарантировать отсутствие утечек.
- См. также: Что такое орбитальная сварка и как она работает?
SAW часто используется для критических сварных швов крупных конструкций от зданий до мостов.
Преимущества сварки под флюсом
- Прочные и прочные сварные швы
- Количество выделяемого сварочного дыма значительно снижается благодаря покрытию дуги
- Количество воздействия УФ-излучения значительно снижено
- Легкая очистка от шлака
- Можно использовать внутри и снаружи помещений
- Подготовка кромки менее критична
- Чрезвычайно высокая скорость осаждения
- Внешний вид сварного шва
Недостатки сварки под флюсом
- Оборудование может быть темпераментным/требует тонкости
- Настройка может занять некоторое время
- Ошибки делаются быстрее из-за более высокой скорости осаждения
- Ограниченная видимость сварного шва в расплавленном состоянии
Часто задаваемые вопросы (FAQ)
Что такое контактная сварка? Существует некоторая путаница в отношении процесса контактной сварки и сварки под флюсом. Отчасти это связано с тем, что ни в одном из процессов не наблюдается электрической дуги. Однако сварка сопротивлением не является процессом дуговой сварки. Вместо этого он использует две разные сварочные головки по обе стороны от соединения, чтобы создать электрическое сопротивление или трение внутри соединения. Это плавит металл и заставляет его плавиться.
Отчасти это связано с тем, что ни в одном из процессов не наблюдается электрической дуги. Однако сварка сопротивлением не является процессом дуговой сварки. Вместо этого он использует две разные сварочные головки по обе стороны от соединения, чтобы создать электрическое сопротивление или трение внутри соединения. Это плавит металл и заставляет его плавиться.
SAW обычно выполняется в горизонтальном положении. Это связано с тем, что высокие скорости осаждения создают большую лужу, которая не сможет течь должным образом, например, в вертикальном положении. Не только лужа выйдет из-под контроля, но и плавкий флюс в основном выпадет из соединения, даже если часть его будет удерживаться на металле сопротивлением процесса сварки.
Из чего сделан флюс? Зависит от типа флюса. Но некоторые общие компоненты — это карбонат кальция, фторид, кремнезем, кальций, алюминий, марганец и рутил.