Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.
{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
cccp3d.
 ru | Примечание. Обозначение сварного шва.
ru | Примечание. Обозначение сварного шва.By maxems · Posted
Глубиномер! Ты хоть знак вопроса что-ли ставь. А то ты так уверен, будто правильный ответ утверждаешь. Я так понял вы не давно на подобном станке работаете? Т к голову можно сломать, что вы имеете ввиду. У вас вопрос к углу выравнивания или к линейным размерам после выравнивания?… Не знаю, кто из нас больше не допонимает. Но. На подобных станках ВСЕГДА есть рассогласованность при повороте. Т. е., даже если программа написана в нулях, при повороте на +90 или -90 есть отличия по осям. обычно это X и Z. Причем бывает и такое, что рассогласованность — только на одну сторону (положительную или отрицательную), — на обе, — на две паллеты по разному (самый тяжелый вариант). По моему опыту это может быть, как на новых станках, так и, тем более, на юзаных.

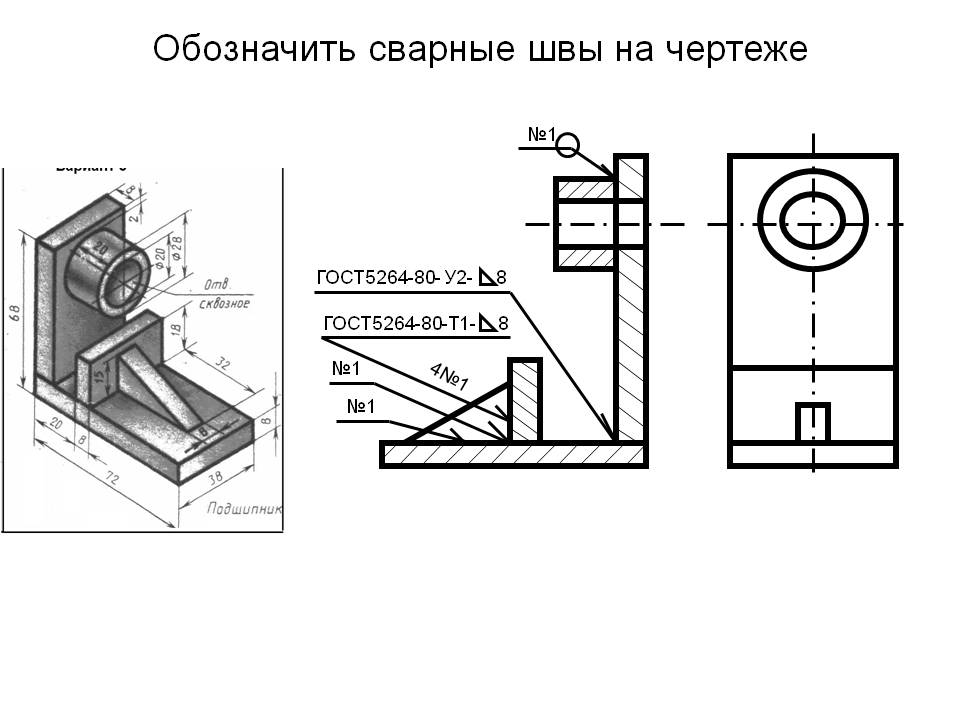
Обозначение сварных швов на чертежах. и расчет сварных соединений
Сварные швы изображают на чертежах условно в соответствии с ГОСТ 2.312—72.
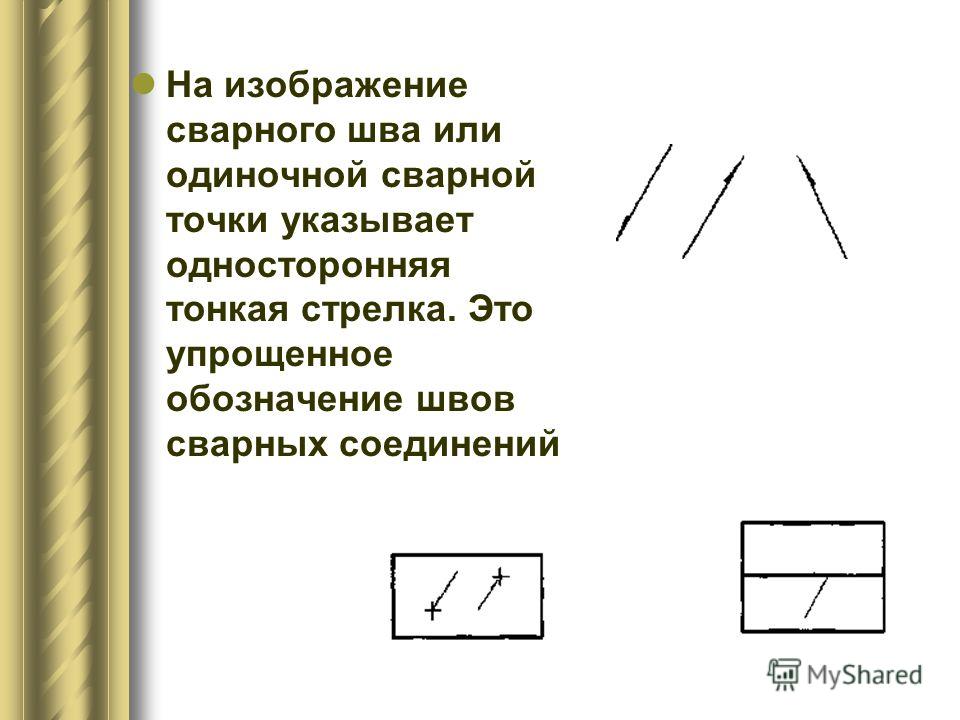
Видимые швы изображают сплошными основными линиями, а невидимые — штриховыми линиями. При условном методе обозначения сварные швы обознача-
готся ломаной линией, состоящей из наклонного участка и полки. Наклонный участок заканчивается односторонней стрелкой, указывающей место расположения шва. Обозначение сварных швов проставляют над полкой, если шов расположен на лицевой стороне, или под полкой, если шов расположен на обратной стороне. Условные обозначения сварного шва включают: вспомогательные знаки шва по замкнутой линии и монтажного шва;
обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
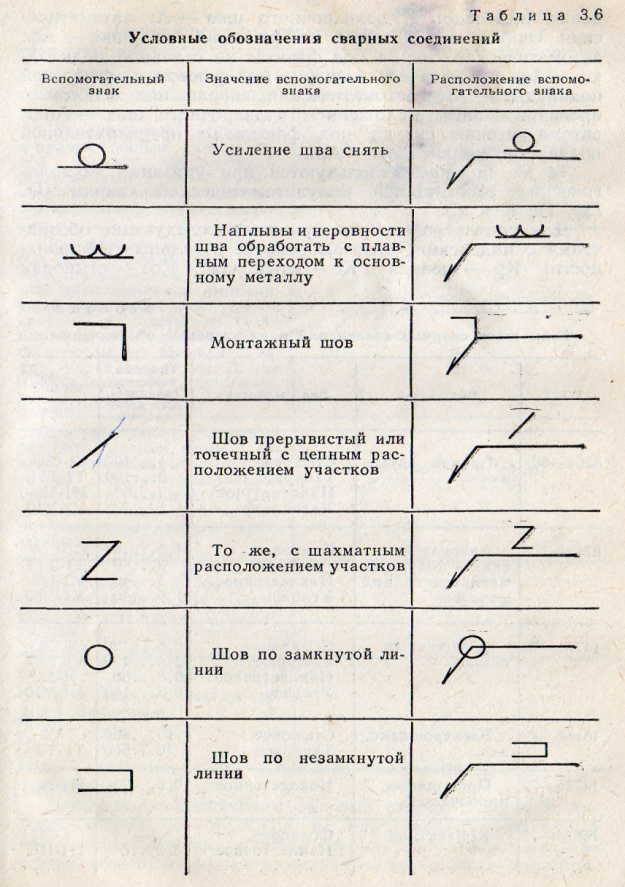
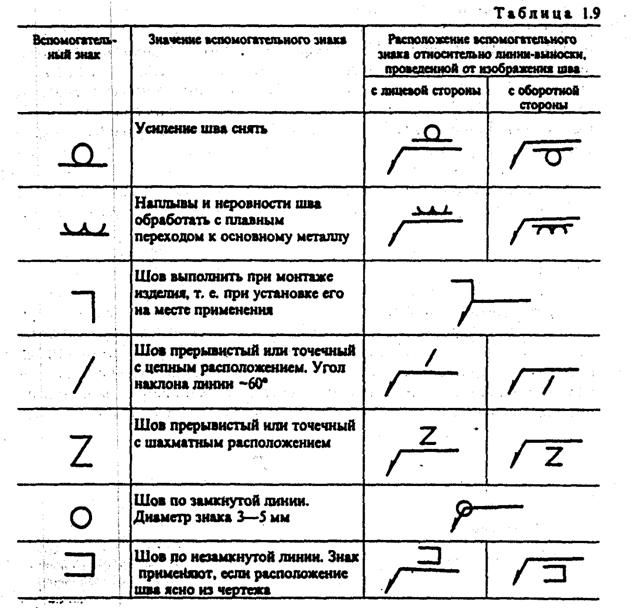
буквенно-цифровое обозначение шва по стандарту; условное обозначение способа сварки по стандарту. Для обозначения сварных швов приняты вспомогательные знаки, которые приведены в табл.
2. Вспомогательные знаки для обозначения сварных швов
|
Знак монтажного шва и знак шва, выполняемого по замкнутому контуру, располагается на хгзломе линии наклонного участка и полки.
Для обозначения видов и методов сварки используют следующие буквенные обозначения: Г — газовая, Э — дуговая, Ш — электрошлаковая, И — в инертных газах; Дф — диффузионное, Вз — взрывом, Пз — плазменная, К — контактная, У — в углекислом газе, Тр — трением, X — холодная.
Буквенное обозначение дуговой сварки в связи с ее широким применением на чертежах не проставляется.
Способы сварки обозначаются следующими буквами: Р — ручная, П — полуавтоматическая, А — автоматическая.
Если шов по своей форме не предусмотрен ГОСТом, то перед его обозначением ставится буква О (особый).
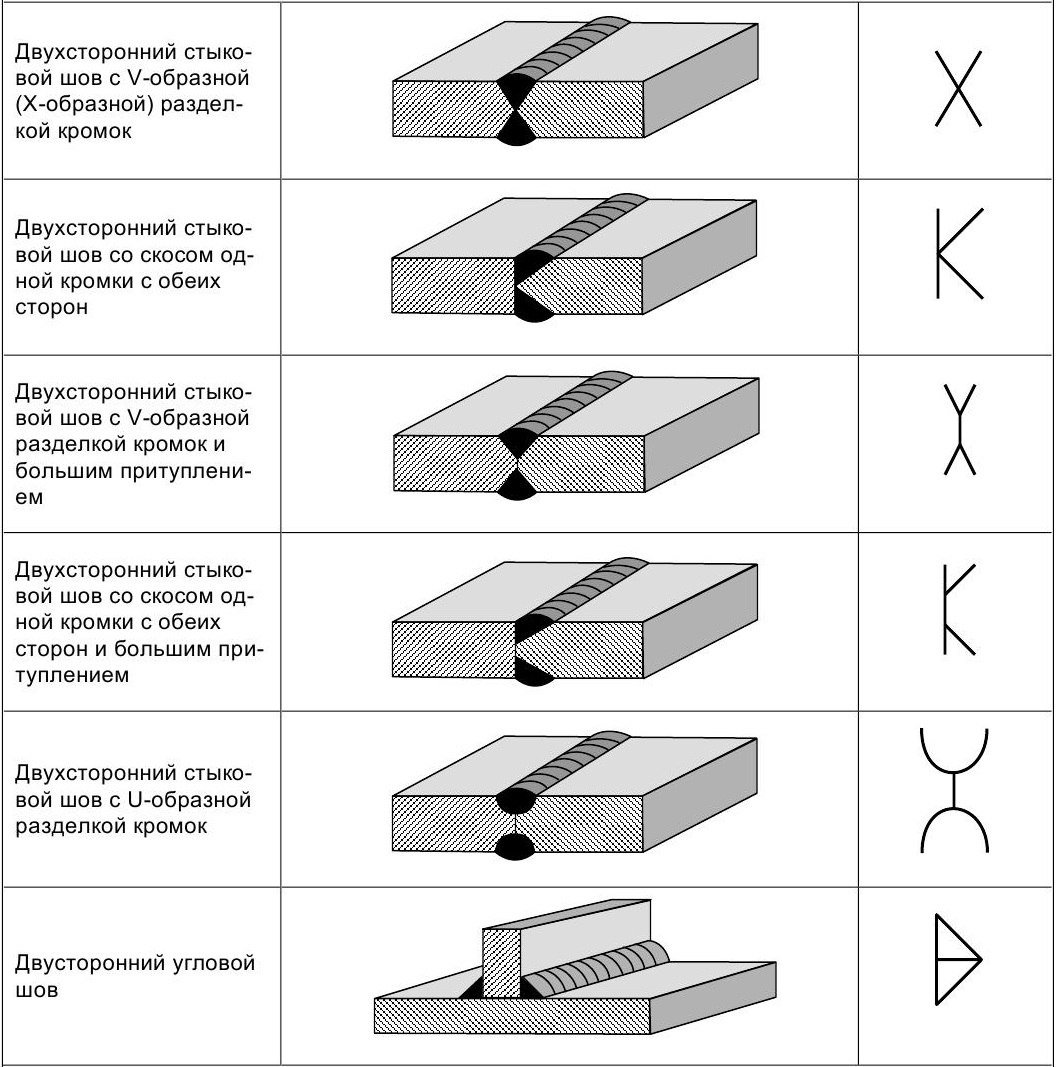
Виды соединений обозначаются либо соответствующим знаком, либо буквами: С — стыковой, У — угловой, Т — тавровое, Н — нахлесточное. Цифры возле букв указывают на условный порядковый номер, вид соединения и формы разделки кромок.
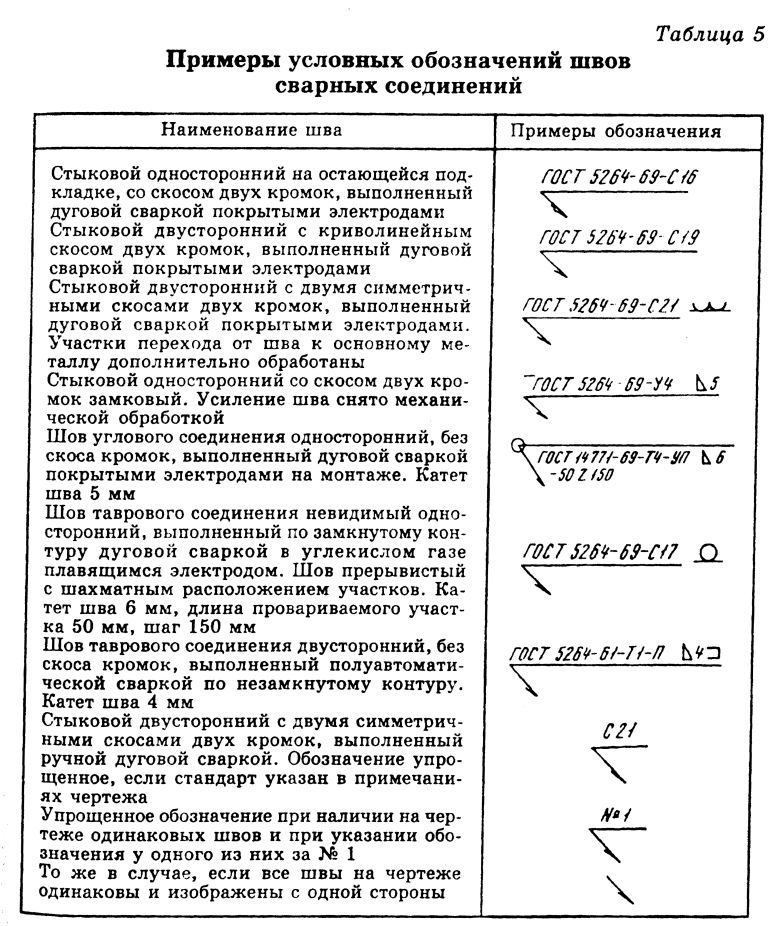
Условное обозначение сварных швов на чертежах:
— односторонний шов на остающейся подкладке со скосом двух кромок, выполненный газовой сваркой (толщина шва 8 мм, длина шва 1000 мм).
Г5 К —односторонний шов без скоса кромок
J с катетом 5 мм, выполненный по за
мкнутому контуру газовой сваркой.
■—двусторонний шов без скоса кромок с катетами 5 мм, выполненный газовой сваркой при длине шва 500 мм.
— шр%; без скоса кромок с расчетным катетом 5 мм с шахматным расположением участков, выполненный газовой сваркой.
Расчет сварных соединений на прочность. Проектирование сварных конструкций осуществляется на основании расчетов, которые сводятся в основном к определению напряжений в различных элементах свариваемых конструкций. Существуют два метода расчета на прочность: по допускаемым напряжениям и по предельному состоянию.
При расчете конструкций по допускаемым напряжениям расчетное напряжение сравнивается с допускаемым и условие прочности имеет вид
о< [а],
где а — напряжение в опасном сечении; [о] — допускаемое значение напряжения.
Допускаемое напряжение устанавливается в зависимости от свойств материала, характера нагрузки и других факторов.
Прочность сварного соединения характеризуется величиной фактических напряжений, которые возникают в конструкции от воздействия действующих усилий при ее эксплуатации.
Фактические напряжения зависят от действия прилагаемого усилия и вида сварного соединения и должны быть меньше допускаемых.
Контрольные вопросы
1. Что называется сварным соединением л какие виды сварных соединений вы знаете?
2 Что называется сварным швом?
3 Как классифицируются сварные швы по отношению к действующим усилиям, по внешней форме и по положению в пространстве?
4 Как изображают швы на чертежах?
Iso4063 Сварка и родственные процессы.
Номенклатура процессов и номерное обозначение
Лекция №2
Обозначения сварных соединений на чертежах
по европейским нормам – 2 часа
1. Графические изображения сварных
соединений.
Графические изображения сварных
соединений.
1.1. Общие замечания.
1.2. Виды сварных швов и их изображения на чертежах.
1. Графические изображения сварных соединений
1.1. Общие замечания
В соответствии с EN 22 553 (ISO 2 553) при необходимости показать сварной шов в поперечном сечении, его сечение зачерняют: , или выполняют с серой заливкой:. При этом, при виде сверху, шов изображается короткими линиями, отражающими размеры шва в формате чертежа:, или:.
На сборочных чертежах каждое сварное соединение имеет обозначение с помощью выносной стрелки (двухсторонней, в отличие от Российского стандарта), например: .
Для обозначения одинаковых швов используют следующие приемы:
– изображают чертеж и вблизи него расшифровывают изображение сварного шва: ,
– швы обозначают буквами с цифрами, а именно:
.
При необходимости указать лицевую сторону шва в обозначении применяют штриховую линию:
– шов изображают линией, стрелка указывает на лицевую поверхность
(Над стрелкой указано условное обозначение шва, см. п. 1.2., например: или.)
– шов изображают линией, стрелка указывает на поверхность со стороны корня шва: .
Рекомендуется швы обозначать так, чтобы символ типа разделки соответствовал реальному расположению сечения шва, а именно:
.
1.2. Виды сварных швов и их изображения на чертежах
№ | Наименование | Изображение | Обозначение |
1 | С отбортовкой кромок | ||
2 | I — шов | ||
3 | V- шов |
№ | Наименование | Изображение | Обозначение |
4 | HV- шов | ||
5 | Y- шов | ||
6 | HY- образный шов | ||
7 | U — шов | ||
8 | НU — шов | ||
9 | Подварочный шов | ||
Примечание: обозначение комбинируется с другими, например, | |||
10 | Угловой шов | ||
11 | Пробочный шов | ||
12 | Точечный шов | ||
13 | Линейный шов | ||
14 | Шов с крутоскошенными кромками | ||
15 | Шов с наполовину крутоскошенными кромками | ||
16 | Торцевой плоский шов | ||
17 | Наплавка | ||
№ | Наименование | Изображение | Обозначение |
18 | Плоский шов | ||
19 | Наклонный шов | ||
20 | Фальцовый шов |
Приведенные символы в комбинации позволяют обозначать другие соединения, например,
№ | Наименование | Изображение | Обозначение |
1 | Двойной Vшов (Xшов) | ||
2 | Двойной HV шов (К шов) | ||
3 | Двойной Y шов | ||
4 | Двойной HV шов (К шов с перемычкой) | ||
6 | Двойной Uшов |
Основные символы могут дополняться вспомогательными символами:
Форма поверхностей или шва | Символ |
Плоскообработанная | |
Выпуклая | |
Вогнутая | |
Плавный переход | |
Форма поверхностей или шва | Символ |
Остающаяся подклавка | |
Сварка с использованием подкладки (включая флюсовую подушку)) | |
Указание чистоты поверхности (символ по ISO1302) |
Примеры использования вспомогательных символов:
Наименование | Изображение | Символ |
Vшов со срезанным усилением | ||
Двойной Vшов с выпуклым усилением | ||
Угловой шов с вогнутым усилением | ||
Vшов, выполняемый с подварочным швом и со срезанным усилением основного и подварочного швов | ||
Yшов, выполняемый с подварочным швом | ||
Vшов со срезанным усилением с указанием чистоты обработки | ||
Угловой шов, обработанный с плавным переходом к основному металлу |
Для указания характеристик поперечного сечения шва и длины, используют запись (сначала символ со значением, относящийся к поперечному сечению, затем обозначение шва и далее длина шва в мм :
).
Для углового шва используют следующие обозначения:
,
и ,, где(z– катет сварного шва, а – высота перпендикуляра к гипотенузе вписанного в угловой шов треугольника,s– расчетная высота углового шва). С учетом данных обозначений угловые швы обозначают:
или(300 – длина шва в мм, если необходимо указать длину шва).
Примеры обозначений характеристик в сечении швов и особенности обозначения прерывистых швов:
Обозначение шва, сваренного по замкнутому контуру:
.
Обозначение монтажного шва (шва, свариваемого на строительной площадке):
.
Сварочный процесс обозначается номером по EN ISO 4063, указываемым сразу после «галочки» на стрелке, указывающей на сварной шов, например:
(23 поEN ISO 4063– это рельефная
сварка).
Пример полного обозначения сварного соединения:
(ISO5817 – задает качественные уровни дефектности для сварных соединений сталей, выполненных дуговой сваркой;
ISO6947 – определяет положение сварного соединения при сварке;
ISO2560 – регламентирует обозначение электродов для сварки углеродистых и низколегированных конструкционных сталей).
Пример обозначения различных швов, выполненных точечной и шовной сваркой:
Ряд примеров обозначений:
Лекция №3
Основные положения Международного стандарта ISO5817
«Сварка плавлением соединений из стали, никеля, титана
и их сплавов (за исключением лучевых способов сварки)
– Уровни качества для дефектов»– 2 часа
1. Область действия, термины и определения.
2. Уровни
дефектности.
Уровни
дефектности.
Соединения деталей. Неразъемные соединения — презентация онлайн
1. СОЕДИНЕНИЯ ДЕТАЛЕЙ
неразъемные соединения2. СОЕДИНЕНИЯ ДЕТАЛЕЙ
• Разъемные соединения применяются в техслучаях, когда необходимо осуществлять разборку,
настройку, ремонт изделия. Их также используют для
обеспечения удобства сборочных операций.
• Неразъемные соединения не подлежат разборке и
могут быть разъединены только в результате
разрушения соединяемых деталей либо элементов,
их соединяющих .
• Эти соединения применяются для упрощения
технологии изготовления изделия или для
сокращения расхода дефицитных материалов.
3. Основные виды разъемных соединений
4. Основные виды неразъемных соединений
5. Неразъемные соединения
• Неразъемныесоединения
получили широкое
распространение в
машиностроении. К
ним относятся
соединения
сварные,
заклепочные,
паяные, клеевые.
7. Чертежи неразъемных соединений
8. Сварное соединение
• – неразъемное. Онообразуется путем
сваривания материалов
деталей в зоне стыка и
не требует никаких
вспомогательных
элементов. Прочность
соединения зависит от
однородности и
непрерывности
материала сварного шва
и окружающей его зоны.
9. Способы сварки.
• Электродуговая сварка• Электрошлаковая сварка
• Контактная сварка
• Газовая сварка
10. Контактная сварка
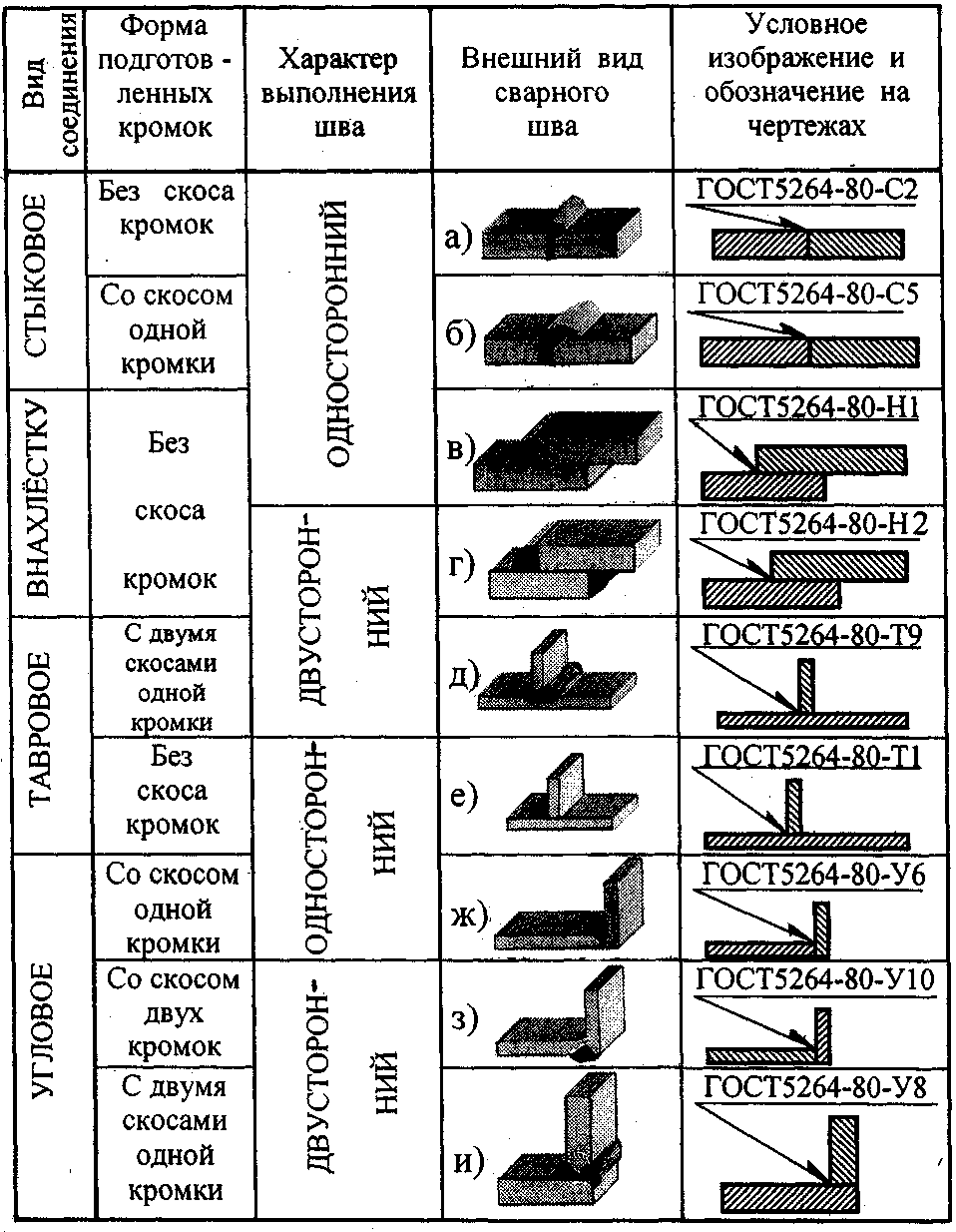
11. Типы сварных швов.
стыковые (а – г), нахлесточные (д), тавровые (е) и угловые (ж).12. Стандартные сварные швы:
а — форма поперечногосечения,
б — условное обозначение;
• І — стыковое
соединение,
• ІІ — угловое соединение,
• ІІІ — тавровое
соединение, IV—
нахлесточное соединение
13. Сварные швы
• По своей протяженности сварные швы могут быть:непрерывными по замкнутому контуру (рис. а) и по
незамкнутому контуру (рис.
 б) и прерывистыми (рис. в).
б) и прерывистыми (рис. в).14. Сварные швы
• При двусторонней сварке, если заваренные участкирасположены друг против друга, такой шов называется
цепным (рис. а), если же участки чередуются, то шов
называется шахматным (рис. б).
15. Структура условного обозначения сварного шва
1 — вспомогательные знаки, О — шов по замкнутому контуру, | — монтажный шов;
2 — обозначение стандарта на тип и конструктивные элементы шва;
3 — буквенно-цифровое обозначение шва по этому стандарту;
4 — условное обозначение способа сварки по стандарту на данный шов;
5 — вспомогательный знак А — треугольник и размер катета шва;
6 — размеры в мм прерывистого шва со знаками: / — для цепного шва и Z — для шахматного
шва или ] — знак незамкнутого контура сварки;
7 — вспомогательные знаки (Q или со) обработки шва;
8 — обозначение шероховатости механически обработанного шва;
9 — указание о контроле шва.
16. Клепаные соединения
• Клепаные соединения применяются в конструкциях,подверженных действию высокой температуры, коррозии,
вибрации, а также в соединениях из плохо сваривающихся
металлов или в соединениях металлов с неметаллическими
частями.
 Такие соединения нашли широкое применение в
Такие соединения нашли широкое применение вкотлах, железнодорожных мостах, некоторых авиационных
конструкциях и в отраслях легкой промышленности.
17. Инструменты
18. Клепаные соединения
• . Соединение при помощитрубчатых заклепок: а —
процесс развальцовки
заклепки при помощи
кернера и молотка; б —
развальцовка трубчатой
заклепки при помощи
специальной поддержки и
обжимки; в — соединение
трубчатыми заклепками
деталей из мягкого или
хрупкого материала (под
головки заклепок
подкладывают большие
шайбы из мягкого
металла — алюминия или
свинца).
19. Клепаные соединения
• Типы заклепок21. Клепаные соединения
• На чертежах указывают всеконструктивные размеры
швов клепаного соединения.
• При этом не вычерчивают все
заклепки соединения.
Обычно показывают одну-две
из них, а место расположения
остальных обозначают
пересечением осей
22.
 Клепаные соединения • В самолетостроении наиболее распространены соединения
Клепаные соединения • В самолетостроении наиболее распространены соединениявнахлестку (рис. а) и стрингерные (рис. г). Там, где по условиям
аэродинамики нельзя использовать соединения внахлестку или
встык с двумя накладками (рис. в), приходится применять
обладающие меньшей прочностью соединения встык с одной
накладкой (рис. б).
23. Соединение пайкой и склеиванием
Паяные панелиРис. 5.10. Паяные панели
24. Соединение пайкой
• выполняют соединение листов встык (рис. а) и внахлестку (рис.б), соединение труб (рис. в). Для проникания припоя между
деталями оставляют зазор (0,05-0,15 мм)
25. Клеевые соединения
• Склеивание – один из наиболеепрогрессивных методов соединения
деталей, получивший в последнее время
широкое распространение после того, как
были разработаны высокопрочные, термои водостойкие клеи, создано
технологическое оборудование и
проведены всесторонние исследования
свойства клеевых соединений.
26. Клеевые соединения
позволяют соединять
разнообразные материалы.
Клеевой шов, как и паяный,
согласно изображается сплошной
линией толщиной 25. На линиивыноске чертят условный знак
(рис. а), напоминающий букву К.
Если шов выполняется по
периметру, то линию-выноску
заканчивают окружностью (рис.
б). Марка клея записывается или
в технических требованиях, или
в спецификации в разделе
«Материалы».
27. Сшивное соединение
• применяется длясоединения мягких
материалов (ткани,
кожи, а иногда дерева)
между собой в
различном сочетании
с помощью нити,
шнура (из хлопка, капрона, кожи и других
материалов).
28. Вопросы и задания
• 1.Каковы типы заклёпок и ихусловные обозначения на чертеже?
• 2.Как условно на чертеже
изображают пайку, склеивание и
сшивание?
• 3. По каким видам
классифицируются сварные швы?
• 4. Назовите способы сварки.

29. Два основных способа соединения в судостроении
В судостроении существуют два основных способа соединения деталей корпусных
конструкций: сварной и заклепочный. Первый способ — основной, лишь в
отдельных конструкциях корпуса применяются заклепочные соединения. В
судостроении главным образом применяется метод электросварки. Соединения,
выполненные электросваркой, обладают большими преимуществами, по
сравнению с соединениями, выполненными при помощи клепки. Внедрение
электросварки позволило:
1) уменьшить вес сварных конструкций корпуса приблизительно на 20%;
2) улучшить непроницаемость корпусных соединений;
3) удешевить на 50% стоимость постройки судна и резко сократить ее сроки
благодаря упрощению технологии сборки и сварки корпусных конструкций;
4) сократить операции изготовления деталей корпуса в корпусообрабатывающих
цехах и, как следствие, снизить стоимость оборудования на судостроительных
заводах;
5) резко уменьшить шум при судокорпусных работах в связи с ограничением
применения клепальных работ и резкого сокращения чеканки, а также
прирубочных и сверловочных работ, исключительно вредно отражающихся на
здоровье рабочих.

30. Типы сварных соединений, применяемые в судостроении
• а — встык;• б — тавровые;
• в — угловые;
• г — соединение
внахлестку.
31. Расположение сварных швов в пространстве:
а — нижний;
б — вертикальный;
в — горизонтальный;
г — верхний
(потолочный).
32. Используемая литература и список интернет-ресурсов
А.М.Бродский, Э.М.Фазлулин, В.А.Халдинов
«Черчение.(металлообработка),Москва, издательский центр «Академия»,
2008 г.
Лелянова Татьяна Яковлевна. Учитель черчения и технологии МОУ СОШ
№ 64 г.Кировского района г. Новосибирска .презентация «Урок. Тема
«Типовые соединения»
http://www.ngeom.ru/teorgraf12.html#tema0#tema0
http://homart.ru/izobrazhenie-zubchatyx-peredach-i-pruzhin/
http://cherch.ru/
http://metiz-krepej.ru/shtift.html
http://dvoika.net/education/geom/Draw/TEMA_9.HTML
Из жизни: 10 САПР Сварка 2.5
18.08.2016Хорошая новость для пользователей Компас 3D, а именно конструкторов.
Вышла новая версия программы САПР Сварка.
Описание программы:
САПР СВАРКА — это система автоматизированного проектирования, позволяющая повысить скорость разработки, а также качество конструкторской документации на сварные детали, узлы и изделия.
САПР СВАРКА работает в соответствии с ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений.
Система содержит все распространенные стандарты сварки:
- ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные.
- ГОСТ 8713-79. Сварка под флюсом. Соединения сварные.
- ГОСТ 11533-75. Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами.
- ГОСТ 11534-75. Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами.
- ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные.
- ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах.
 Соединения сварные.
Соединения сварные. - ГОСТ 14776-79. Дуговая сварка. Соединения сварные точечные.
- ГОСТ 15164-78. Электрошлаковая сварка. Соединения сварные.
- ГОСТ 16037-80. Соединения сварные стальных трубопроводов.
- ГОСТ 23518-79. Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами.
- ГОСТ 27580-88. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами.
 Соединения сварные.
Соединения сварные.Кратно о новых возможностях:
1. В команду «Таблица швов» добавлена возможность изменения швов с
одинаковым обозначением. Все швы с одинаковым обозначением и номером (или безномера) можно заменить швами с другим обозначением с сохранением номера.
Изменить все сварные соединения с одинаковым обозначением можно одним из
нескольких способов:
- нажав кнопку «Изменить шов»;
- использовав двойной клик на нужной ячейке столбца «Стандарт»;
- использовав двойной клик на нужной ячейке столбца «Обозначение».
После изменения обозначения сварного шва, в таблице будет помечена
соответствующая строка таблицы (иконка с желтой стрелкой). Пометка обозначает
что подготовлено изменение обозначений швов.
Изменения в чертеже будут произведены после положительного завершения
команды «Таблица швов». Изменения в чертеже не будут произведены при отказе от
команды «Таблица швов».
2. Изменение всех швов одного типа осуществляется при помощи специального
диалога. Диалог позволяет:
- определить новое обозначение для всех выделенных швов;
- сразу увидеть новое обозначение сварного соединения.
- стандарт;
- тип шва;
- способ сварки;
- катеты;
- прерывистость.

3. Исправлены ошибки найденные пользователями.
- Не сохраняются значения: по замкнутому контуру, по незамкнутому контуру, монтажный при повторном запуске команды «Обозначение шва».
- В некоторых случаях при переключении команды «Таблица швов» на команду «Обозначение шва» возникает ошибка «Неправильный указатель».
Более подробно ознакомиться с возможностями программы а так же скачать можно на странице автора
Всем мира и добра
(PDF) Разработка замкнутого цикла управления роботизированными сварочными процессами
Мехатроника отвечает требованиям новых приложений
Простое определение мехатроники — это интеграция механики, электроники и программного обеспечения, чтобы
производила более эффективную систему. Более точное определение включало бы синергетические эффекты
этой интеграции, поскольку именно комбинация этих дисциплин улучшает быстродействие, качество, надежность и возможности системы
. В случае сварки это способность более
В случае сварки это способность более
в полной мере ощущать процесс, использовать более совершенные и сложные модели и обеспечивать более эффективное управление процессом
, которое представляет собой использование мехатроники. . Все
из этого основаны на разработке системы обратной связи с обратной связью, которая внесла лишь незначительные
вторжения в процесс сварки (если исключить человека-контролера).
Каковы потребности в развитии автоматизации сварки?
Опять же, в то время как простая автоматизация может быть достигнута для процессов без обратной связи, например.g., автоматическое двойное соединение трубопровода
или автомобильная точечная сварка, большие преимущества автоматизации появятся
с расширенным развитием систем управления с обратной связью с обратной связью для сварочных процессов. Чтобы
достичь этих успехов, требуются значительные улучшения во всех следующих областях.
• Датчики
• Моделирование процесса
• Внедрение методов управления
• Повышенная маневренность робота
Все это компоненты мехатронных систем. Необходимы новые датчики и сенсорные технологии
Необходимы новые датчики и сенсорные технологии
, чтобы лучше понять процесс сварки. Станьте свидетелями улучшенного понимания процессов
GMAW, которое было разработано в результате использования высокоскоростных систем визуализации, чтобы
«видел» рост и отделение капель на конце электрода. Недавняя работа
показала взаимосвязь между стабильностью процесса и частотой капель в результате измерения тока в реальном времени и
напряжения и тщательного анализа их поведения (?) (?).Поскольку сварка — это нелинейная задача с несколькими измерениями,
, контроллеры будут наиболее успешными, если они будут использовать управление на основе модели. Модели
процесса сварки находятся в стадии разработки, но есть много аспектов проблемы, которые были затронуты только
, и необходимо проделать гораздо больше работы.
Кроме того, для расширения и улучшения этих технологий, для успешного развития автоматизированной сварки
потребуются инженеры нового поколения, обладающие знаниями в области сварки, знатоками внедрения программного обеспечения
и знакомыми с требованиями современное динамичное производство.
Потребность в обучении нового инженера по мехатронике
Примеры разработки датчиков
Стереозрение и 3D-моделирование в CSM
В CSM основное внимание уделяется разработке роботизированной сварки в нерабочем положении, например, для сварки труб
. Промежуточная цель — продемонстрировать робот, выполняющий GMAW сварку с открытым корнем на трубе
в положении 6G, см. Рис. 1. Для достижения этой цели необходимо управление с обратной связью с обратной связью.
Основная причина этого заключается в том, что взаимодействие силы тяжести и сварочной ванны постоянно меняется
по мере того, как сварка продолжается по окружности трубы.Исторически сложилось так, что в SMAW (также известном как
ручная дуга по металлу) сварка часто выполняется снизу вверх по трубе или
2
Ультразвуковая сварка — конструкция компонентов и параметры сварки
Знание профессии 62
Введение
Одним из ключевых факторов успешной ультразвуковой сварки является хорошая конструкция компонентов, в частности форма соединяемых поверхностей. , то есть , конструкция соединения. Возможны различные конструкции шарниров, каждая из которых имеет свои особенности и преимущества.Выбор дизайна зависит от следующих факторов:
, то есть , конструкция соединения. Возможны различные конструкции шарниров, каждая из которых имеет свои особенности и преимущества.Выбор дизайна зависит от следующих факторов:
- Тип термопласта
- Геометрия детали
- Требования к сварке
- Эстетика
Одно из основных требований к конструкции любого соединения для ультразвуковой сварки — это небольшая однородная начальная площадь контакта. Это может быть достигнуто с помощью выступа или среза.
Проекция
Базовый выступ или шарнир директора энергии показан на Рис.1 .Соединение состоит из небольшого треугольного участка, сформованного в компонент и обычно проходящего по периметру соединения. Назначение регулятора энергии состоит в том, чтобы сфокусировать ультразвуковую энергию на вершине, что приводит к быстрому накоплению тепла. Это заставляет треугольное сечение плавиться и течь через стык, образуя сварной шов.
Тип свариваемого термопласта определяет форму треугольного директора энергии. Аморфные материалы требуют прямоугольного треугольника с углом 90 ° на вершине.Для полукристаллических материалов используется равносторонний выступ 60 °. Типичная высота направляющих энергии составляет от 0,2 до 1,0 мм, в зависимости от материала.
Аморфные материалы требуют прямоугольного треугольника с углом 90 ° на вершине.Для полукристаллических материалов используется равносторонний выступ 60 °. Типичная высота направляющих энергии составляет от 0,2 до 1,0 мм, в зависимости от материала.
Выступающий шарнир рекомендуется использовать с аморфными материалами, такими как поликарбонат, АБС и полистирол, где герметичное уплотнение не требуется.
На рис. 2 показан вариант выступа в форме гребня и паза. Преимущество этой конструкции заключается в том, что сварной заусенец скрыт, а соединяемые детали самодостаточны.Однако прочность соединения относительно мала, поскольку ширина сварного шва составляет лишь половину ширины соединения.
Соединение, работающее на срез
Для некоторых приложений выступающий шарнир может не обеспечить достаточной прочности. В таких случаях можно использовать соединение со сдвигом.
Базовая конструкция соединения, работающего на сдвиг, показана на Рис. 3 . Соединение позволяет одному компоненту сдвигаться внутри другого, обеспечивая самоопределение. Сварка выполняется сначала плавлением небольшой начальной контактной площади, а затем продолжением плавления с контролируемым натягом вдоль вертикальных стенок, когда части телескопируются вместе.Смазывающее действие двух поверхностей расплава на границе сварного шва выгодно по двум причинам.
3 . Соединение позволяет одному компоненту сдвигаться внутри другого, обеспечивая самоопределение. Сварка выполняется сначала плавлением небольшой начальной контактной площади, а затем продолжением плавления с контролируемым натягом вдоль вертикальных стенок, когда части телескопируются вместе.Смазывающее действие двух поверхностей расплава на границе сварного шва выгодно по двум причинам.
Во-первых, он устраняет утечки и пустоты, благодаря чему получается прочный герметичный сварной шов. Во-вторых, исключает попадание на воздух, предотвращая преждевременное застывание. Это особенно важно для полукристаллических материалов, которые быстро переходят из расплавленного состояния в твердое состояние. Таким образом, полукристаллические материалы следует сваривать только ультразвуковой сваркой со сдвигом.
Вертикальный размер сварного шва, обычно между 1.0 и 1,5 мм, контролирует прочность соединения и может регулироваться в соответствии с требованиями приложения.
При проектировании этого типа соединения следует учитывать, что толщина стенки нижней части должна быть достаточной для предотвращения смещения наружу во время сварки. Также должна быть предусмотрена боковая опора из зажимного приспособления.
Также должна быть предусмотрена боковая опора из зажимного приспособления.
Другие конструктивные особенности
Помимо конструкции соединения, для обеспечения эффективности ультразвуковой сварки необходимо учитывать другие аспекты литого компонента.
Расстояние между линией стыка и контактной поверхностью в месте соприкосновения сварочного рожка с компонентом может иметь решающее значение. Сварка в дальней зоне, как показано на Рис. 4 , — это место, где расстояние превышает 6 мм. Такое расположение лучше всего подходит для жестких аморфных материалов, таких как полистирол, АБС и ПММА, которые обладают хорошими свойствами передачи ультразвука. Многие полукристаллические материалы, такие как полипропилен, плохо передают ультразвуковую энергию, поэтому соединение должно быть как можно ближе к области сварочного рожка.Это называется сваркой в ближнем поле, как показано на Fig.5 .
Для всех материалов предпочтительнее использовать сварку в ближней зоне, поскольку она требует более короткого времени сварки и более низкого давления.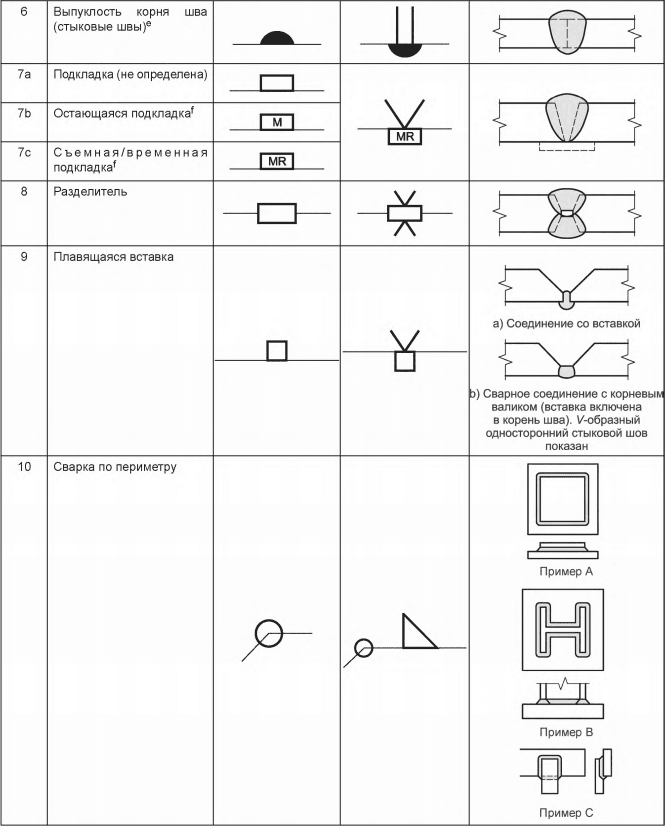
Следует избегать острых углов отливки, так как они могут локализовать напряжение, которое может привести к разрушению под действием энергии ультразвуковых колебаний. Предлагаются минимальные радиусы от 0,2 до 0,5 мм.
Параметры сварки
Есть ряд параметров, которые необходимо правильно выбрать, чтобы добиться хороших ультразвуковых сварных швов.К ним относятся амплитуда вибрации, режим сварки, снижение скорости, давление срабатывания, время сварки, время выдержки. В данной статье рассмотрены амплитудный и сварочный режимы.
Амплитуда
Успешная сварка зависит от правильной амплитуды вибрации, возникающей на кончике сварочного рожка. Для любой комбинации бустер / рупор амплитуда фиксирована. Выбор амплитуды основан на свариваемом термопласте, так что достигается надлежащая степень плавления. Как правило, полукристаллические материалы требуют больше энергии и, следовательно, большей амплитуды кончика рупора по сравнению с аморфными материалами.
Управление процессом на современных аппаратах для ультразвуковой сварки позволяет профилировать амплитуду. Для начала плавления можно использовать высокую амплитуду, а затем более низкую амплитуду для регулирования вязкости расплавленного материала.
Режимы сварки
Сварка по времени называется процессом без обратной связи. Свариваемые компоненты собираются в инструментальной оснастке до того, как сварочный рог опустится и войдет в контакт. Затем ультразвук применяется к сборке в течение фиксированного времени, обычно между 0.От 2 до 1,0 секунды. Этот процесс не свидетельствует об успешной сварке.
Он работает исходя из предположения, что фиксированное время сварки приведет к тому, что к стыку будет приложено фиксированное количество энергии, что даст контролируемое количество расплава. В действительности мощность, потребляемая для поддержания амплитуды, никогда не бывает одинаковой от одного цикла к другому. Это связано с такими факторами, как соответствие компонентов.
Следовательно, поскольку энергия является функцией мощности и времени, а время фиксировано, применяемая энергия будет варьироваться от одного компонента к другому.Для массового производства, где важна консистенция, это нежелательно.
Энергетическая сварка — это процесс с обратной связью. Программное обеспечение ультразвуковой машины измеряет потребляемую мощность и регулирует время воздействия таким образом, чтобы в сустав поступала желаемая энергия.
В этом процессе предполагается, что если потребляемая энергия одинакова для каждого сварного шва, количество расплавленного материала в соединении каждый раз одинаково. Однако на самом деле в сварочной трубе и особенно на границе раздела между сварочным рожком и компонентом возникают потери энергии.
В результате некоторые компоненты могут получать больше энергии, чем другие, что может привести к непостоянной прочности сварных швов.
Сварка на расстояние позволяет соединять компоненты на определенную глубину сварного шва. Этот режим работает независимо от времени, энергии или потребляемой мощности и компенсирует любые отклонения допусков в отформованных компонентах, тем самым давая наилучшую гарантию того, что одно и то же количество материала в соединении будет плавиться каждый раз. В целях контроля качества могут быть установлены пределы количества потребляемой энергии или времени, необходимого для сварки.
Этот режим работает независимо от времени, энергии или потребляемой мощности и компенсирует любые отклонения допусков в отформованных компонентах, тем самым давая наилучшую гарантию того, что одно и то же количество материала в соединении будет плавиться каждый раз. В целях контроля качества могут быть установлены пределы количества потребляемой энергии или времени, необходимого для сварки.
См. Дополнительную информацию о сварке и испытаниях пластмасс или свяжитесь с нами.
Советы и рекомендации — Процесс вибросварки
Усовершенствуйте процесс вибросварки с помощью этих быстрых приемов и советов:
- Обеспечьте неизменно высокое качество сварки с помощью режима «Сварка по расстоянию», единственного метода сварки с обратной связью.
- Даже если сварочное усилие, амплитуда или площадь поверхности сварного шва изменяются из-за неправильного формования детали или конструктивного зазора, машина сваривает на одинаковом расстоянии.
- Если машина выполнила цикл, но не достигла желаемой дистанции расплавления, выполните одно из следующих действий:
- При установке амплитуды сварного шва сохраните следующее в
разум:
- Меньшая амплитуда = меньшая или меньшая вспышка и твердые частицы
- Более низкая амплитуда означает более длительное время сварки
- Аморфные материалы могут свариваться при толщине всего 0,5 мм
амплитуда.
- Для полукристаллических материалов потребуется 1.0 мм амплитуда и многое другое.
- Будьте осторожны при деформации деталей и отсутствии сварных швов. с малой амплитудой.

- Расчет начального шва точка силы для вашего приложения путем умножения площади поверхности верхней части сварные швы с 250 фунтами (фунтами).
- Избегайте холодной сварки или зазора при сварке
установка Удерживающей силы равной Weld Force.
- Когда сварщик переходит в режим ожидания вы получаете «схлопывание после сварки», на этом этапе вам нужна удерживающая сила, но меньше удерживающая сила приводит к сварному зазору, а чрезмерная удерживающая сила приводит к утонению зоны термического влияния и снижает прочность сварного шва.
- Для получения более прочных сварных швов используйте следующее правило для времени выдержки:
- Если, время сварки = X секунд,
- Время удержания никогда не должно быть меньше ½X секунд.
Удерживать time — это период, когда сварка завершена, пружины виброголовки возвращаются в исходное положение в центральное положение, и деталь останется зажатой в гнезде до тех пор, пока расплавленная пластиковая деталь затвердевает и имеет решающее значение для прочности сварного шва.
- Устранение царапин на детали в результате процесса вибрации за счет увеличения сварочного давления, чтобы детали лучше фиксировались в гнезде.Если это не решит проблему, найдите способ зафиксировать деталь на инструменте с помощью локаторов и возвратных фланцев.
Для получения дополнительной информации о процессе вибросварки НАЖМИТЕ ЗДЕСЬ, а для продуктов — НАЖМИТЕ ЗДЕСЬ
Что такое морская сварка и чем она отличается от других видов сварки?
Хороший сварщик обычно может найти работу, но наличие специализации может дать вам преимущество. Вот почему многие занимаются морской сваркой.
Хотя морская сварка иногда означает
работа, которую выполняет профессиональный сварщик-водолаз на морской нефтяной вышке, это также означает
сварка, выполняемая для постройки или ремонта морских судов. Как и в случае с любым типом
сварка, морской сварщик соединяет металлы или пластмассы на молекулярном уровне,
улучшая их пластичность, прочность на разрыв и твердость, так что материалы
выдерживать высокое давление, экстремальные температуры и другие нагрузки в
морская среда.
Как и в случае с любым типом
сварка, морской сварщик соединяет металлы или пластмассы на молекулярном уровне,
улучшая их пластичность, прочность на разрыв и твердость, так что материалы
выдерживать высокое давление, экстремальные температуры и другие нагрузки в
морская среда.
Как Морская сварка отличается от другой сварки
Морская сварка предназначена для получения соединений, которые водонепроницаемы и маслонепроницаемые. Сварные соединения, в отличие от клепаных соединений, уменьшают вес стали и требуют меньшего обслуживания, чем клепаные соединения.Сварка технология имеет решающее значение в судостроительной промышленности для производства гладкого корпуса поверхности, уменьшая сопротивление корпуса и потребность в мощности.
Три наиболее распространенных типа сварки. в судостроении:
- Дуговая сварка — Создает замкнутый контур между металлическим электродом и источником электропитания. Поднимая электрод над пластиной на несколько миллиметров, электрический ток создает дугу с высокой температурой и вызывает скачок зазора. Это плавит основной металл, электрод и металл, так что они плавятся.Это наиболее распространенный вид сварки, применяемый в судостроении.
- Газовая сварка — Процесс соединения металлов, при котором концы нагреваются на стыке с газовым пламенем (кислородом или ацетиленом).
- Сварка сопротивлением — Металлы соединяются под давлением и пропусканием тока. Одним из преимуществ этого типа сварки является отсутствие необходимости в других материалах, что делает его рентабельным. Виды контактной сварки — это точечная и шовная, выпуклая, оплавленная и осаждаемая.
Вот некоторые специфические методы сварки начинающему морскому сварщику следует ознакомиться с:
- GMAW или газовая дуговая сварка металлическим электродом — известна высокой скоростью сварки и меньшим искажением заготовки, а также высоким качеством сварных швов.
- SMAW, или дуговая сварка защитным металлом (также известная как сварка палкой). Сварку можно делать в любом положении.
- Сварка под флюсом — Известна тем, что сварщики получают высококачественные сварные швы с минимальными навыками.
- GTAW или газовая дуговая сварка вольфрамом — Подходит для сварки тонких материалов.
- OAW, или кислородно-ацетиленовая сварка — Легко освоить. Оборудование дешевле, чем у большинства других буровых установок, и более портативно.
Керамическая сварка — еще один метод, все чаще используются в судостроении, в первую очередь для обшивки корпуса судно. Этот метод также используется, когда сторона сварного шва не закрывается. доступный.
Роботизированная сварка также растет судостроение, особенно в труднодоступных районах.Дуговая сварка и точечная сварка это два основных метода, используемых для автоматической сварки.
Обучение по морской сварке
Если вас интересует морская сварка, вы следует искать обучение, которое дает знания в области алюминия, конструкций и сварка труб, чтобы вы были готовы ко всем аспектам судостроения сварка. Сварщикам необходимо знать, как выполнять сварку в различных положениях, так что они готовы к любой работе. Они также нуждаются в обучении по широкому кругу вопросов. сварочного оборудования.
Многие курсы морской сварки имеется в наличии. Найдите учебный курс, который выполняет следующие задачи:
- Подчеркивает безопасность и стандартные процедуры для верфей.
- Обеспечивает практический опыт в реалистичной обстановке магазина, где вы можете продемонстрировать свои навыки.
- Обеспечивает аудиторные и лабораторные занятия по современному сварочному оборудованию и инструментам.
Вы можете поискать программу из профессиональный колледж или общественный колледж, который предлагает степень младшего специалиста в сварка со специализацией морская сварка.Такие курсы обычно два года, хотя вы, вероятно, можете получить диплом по этому предмету примерно через год. Если вы получите степень младшего специалиста, вы можете включить компонент управления услугами, который поможет вам продвинуться в своем карьеру или, возможно, даже начать собственное дело.
Убедитесь, что курс, на который вы записываете, предлагает практические занятия по строительству и ремонту оборудования и конструкций построен из стали. Ваше обучение также должно подготовить вас к работе на всех должностях.
Среди курсов — настоящая морская сварка. программа должна предложить следующие:
- Введение в морскую сварку
- Дуговая сварка металлическим газом
- Дуговая сварка вольфрамовым электродом
- Дуговая сварка металлическим газом / вольфрамовым электродом, алюминия
- Дуговая сварка сердечником
- Дуговая сварка металлическим электродом в защитных оболочках
- Дуговая сварка вольфрамовым электродом / в защитных средах Дуговая сварка труб 2G и 5G
- Дуговая сварка в экранированном металле Труба 6G
- Расширенные технологические проекты и сертификация
Если вы обратитесь в службу управления компонент, вам следует пройти некоторые курсы технического письма, коммуникации, речь, управление службами и компьютерные приложения.Морская сварка предлагает множество возможностей для работы возможности. Откройте свои горизонты, записавшись на Advanced Технический институт и получить степень младшего специалиста в области профессиональных морских технологий с Программа управления услугами.
Глоссарий терминов по робототехнике | Определения и примеры робототехники
Термины, определения и примеры робототехники
Функция графического 3D-дисплея
Функция трехмерного графического отображения (далее именуемая функцией трехмерного отображения) заключается в том, что трехмерная модель робота отображается в окне подвесного программирования, и может быть подтверждено текущее значение робота.Используя многооконную функцию, позиция обучения задания, отображаемая в содержании задания, также может быть подтверждена в окне 3D-дисплея. Когда функция функциональной безопасности активна, также может отображаться диапазон функциональной безопасности.
Абсолютные данные (данные ABSO)
Абсолютные данные (данные ABSO) — это поправочный коэффициент для данных, который устанавливает указанное нулевое значение, когда робот находится в заданном исходном положении (положение калибровки).
Точность
Точность — это измерение отклонения между характеристикой команды и достигнутой характеристикой (R15.05-2), или точность, с которой может быть достигнуто вычисленное или вычисленное положение робота. Точность обычно хуже, чем повторяемость руки. Точность не постоянна по всему рабочему пространству из-за влияния кинематики звена.
Активный совместимый робот
Активно совместимый робот — это робот, в котором изменение движения во время выполнения задачи инициируется системой управления. Модификация индуцированного движения незначительна, но достаточна для облегчения выполнения желаемой задачи.
Фактическое положение
Положение или расположение точки управления инструментом. Обратите внимание, что это не будет точно таким же, как позиция запроса, из-за множества невыявленных ошибок, таких как отклонение линии связи, нерегулярность передачи, допуски в длине линии связи и т. Д.
Привод
Силовой механизм, используемый для обеспечения движения или поддержания положения робота (например, двигатель, который преобразует электрическую энергию в движение робота) (R15.07). Привод реагирует на сигнал, полученный от системы управления.
Плечо
Связанный набор звеньев и механических соединений, включающий робот-манипулятор, который поддерживает и / или перемещает запястье и кисть или рабочий орган в пространстве. Сама рука не имеет рабочего органа.
См. Манипулятор, Рабочий орган и Запястье.
Шарнирно-сочлененный манипулятор
Манипулятор с рукой, которая разделена на секции (звенья) одним или несколькими суставами.Каждое из сочленений представляет собой степень свободы в системе манипулятора и допускает поступательное и вращательное движение.
Шарнирное соединение
Описывает сочлененное устройство, например сочлененный манипулятор. Шарниры обеспечивают вращение вокруг вертикальной оси и подъем из горизонтальной плоскости. Это позволяет роботу достигать ограниченного пространства.
Робот-сборщик
Робот, специально разработанный для стыковки, подгонки или иной сборки различных деталей или компонентов в готовые изделия.В основном используется для захвата деталей и соединения или подгонки их друг к другу, например, при производстве на сборочных линиях.
Функция автоматического измерения
Для оптимального движения робота необходимо указать массовые характеристики рабочего органа. Эти свойства могут быть получены из CAD-модели инструмента. Функция автоматического измерения является альтернативой модели САПР и использует саму руку робота для измерения свойств инструмента. С помощью этой функции пользователь может регистрировать нагрузку на инструмент, положение центра тяжести инструмента и момент инерции в центре тяжести.
Автоматический режим
См. Режим воспроизведения.
Ось
Направление, используемое для задания движения робота в линейном или вращательном режиме. (ISO 8373)
Помехи осей
Область пересечения осей — это функция, которая определяет текущее положение каждой оси и выводит сигнал в зависимости от того, находится ли текущее положение в пределах заранее определенного диапазона.
База
Устойчивая платформа, к которой крепится промышленный робот-манипулятор.
Базовая система координат
Базовая система координат (иногда называемая мировой системой координат) определяет общую опорную точку для ячейки или приложения. Это полезно при использовании нескольких роботов или устройств, поскольку позиции, определенные в базовых координатах, будут одинаковыми для всех роботов и устройств. (см. рисунок справа)
Базовая ссылка
Стационарная базовая конструкция манипулятора, поддерживающая первый сустав.
Приработка
Burn-In — это процедура тестирования робота, при которой все компоненты робота работают непрерывно в течение длительного периода времени.Это делается для проверки движения и программирования движения робота на ранних этапах, чтобы избежать сбоев в работе после развертывания.
Система автоматизированного проектирования (CAD)
Компьютерное проектирование (САПР). Приложения компьютерной графики, предназначенные для проектирования объектов (или частей), которые должны быть изготовлены. Компьютер используется как инструмент для разработки схем и создания чертежей, которые позволяют точно производить объект. Система CAD позволяет создавать трехмерные чертежи основных фигур, точно определять размеры и размещение компонентов, создавать линии заданной длины, ширины или угла, а также удовлетворять различные геометрические формы.Эта система также позволяет проектировщику испытывать моделируемую деталь при различных напряжениях, нагрузках и т. Д.
Карусель
Вращающаяся платформа, которая доставляет объекты роботу и служит системой очереди объектов. Эта карусель доставляет объекты или детали на станцию загрузки / выгрузки робота.
Декартовы координаты
Декартовы координаты — это тип системы координат, которая определяет положение точки в двухмерном пространстве с помощью пары числовых чисел, которые дополнительно определяют расстояние до фиксированных осей, перпендикулярных друг другу.Проще говоря, график XY представляет собой двумерную декартову систему координат. Когда точка задана в трехмерном пространстве (график XYZ), она составляет трехмерную декартову систему координат. Положение TCP робота указывается в декартовой системе координат.
Декартов манипулятор
Декартов манипулятор — это манипулятор робота с призматическими шарнирами, который позволяет перемещаться по одной или нескольким из трех осей в системе координат X, Y, Z.
Декартова топология
Топология, в которой используются призматические стыки, обычно расположенные перпендикулярно друг другу.
Робот в декартовых координатах
Робот с декартовыми координатами — это робот, чьи степени свободы манипулятора определяются декартовыми координатами. Это описывает движения восток-запад, север-юг и вверх-вниз, а также вращательные движения для изменения ориентации.
Категория 3 (Cat3)
Категория 3 (категория 3) означает, что части системы управления, связанные с безопасностью, будут спроектированы таким образом, чтобы:
Одиночные неисправности не препятствуют правильной работе функции безопасности.
Одиночные неисправности будут обнаружены при следующем запросе функции безопасности или до него.
Когда происходит единичный отказ, безопасное состояние должно поддерживаться до тех пор, пока обнаруженный отказ не будет исправлен.
Обнаружены все разумно предсказуемые неисправности.
Центробежная сила
Когда тело вращается вокруг оси, отличной от той, которая находится в центре его масс, оно оказывает внешнюю радиальную силу, называемую центробежной силой, на ось, которая удерживает его от движения по прямой касательной линии.Чтобы компенсировать эту силу, робот должен приложить противоположный крутящий момент в суставе вращения.
Тип кругового движения
Расчетный путь, который выполняет робот, имеет круглую форму.
Зажим
Конечный эффектор, который служит пневматической рукой, которая контролирует захват и отпускание объекта. Тактильные датчики и датчики силы обратной связи используются для управления силой, приложенной зажимом к объекту. См. «Концевой эффектор».
Зажим
Максимально допустимая сила, действующая на область тела в результате столкновения робота, когда период контакта приводит к пластической деформации мягких тканей человека.
Сила зажима
При контакте может быть зажат части тела (частей).
Замкнутый
Управление осуществляется роботом-манипулятором посредством обратной связи. Когда манипулятор находится в действии, его датчики постоянно передают информацию контроллеру робота, который используется для дальнейшего направления манипулятора в рамках данной задачи. Многие датчики используются для передачи информации о размещении манипулятора, скорости, крутящем моменте, приложенных силах, а также о размещении целевого движущегося объекта и т. Д.См. Обратную связь.
Робот для совместной работы
Термин, используемый для описания роботизированной системы, предназначенной для работы в одном или нескольких из четырех совместных режимов.
Интерпретатор команд
Модуль или набор модулей, определяющий значение полученной команды. Команда разбивается на части (разбирается) и обрабатывается.
Командная позиция
Конечная точка движения робота, которую пытается достичь контроллер.
Соответствие
Смещение манипулятора в ответ на силу или крутящий момент. Высокая податливость означает, что манипулятор немного перемещается при нагрузке. Это называется пористым или упругим. При стрессе низкая комплаенс будет жесткой системой.
Робот, соответствующий требованиям
Робот, который выполняет задачи по отношению к внешним силам, изменяя свои движения таким образом, чтобы эти силы сводились к минимуму. Указанное или разрешенное движение достигается за счет поперечной (горизонтальной), осевой (вертикальной) или вращательной податливости.
Конфигурация
Расположение ссылок, созданное определенным набором совместных позиций на роботе. Обратите внимание, что может быть несколько конфигураций, приводящих к одному и тому же положению конечной точки.
Контактный датчик
Устройство, которое обнаруживает присутствие объекта или измеряет величину приложенной силы или крутящего момента, приложенного к объекту при физическом контакте с ним. Контактное зондирование можно использовать для определения местоположения, идентичности и ориентации деталей.
Непрерывный путь
Описывает процесс, при котором робот контролирует весь пройденный путь, в отличие от метода обхода от точки к точке. Это используется, когда траектория рабочего органа наиболее важна для обеспечения плавного движения, например, при окраске распылением и т. Д. См. «От точки к точке».
Алгоритм управления
Монитор, используемый для обнаружения отклонений траектории, в котором датчики обнаруживают такие отклонения, и приложения крутящего момента вычисляются для приводов.
Команда управления
Команда, передаваемая роботу с помощью устройства ввода от человека к машине. См. Кулон (Обучение). Эта команда принимается системой контроллера робота и интерпретируется. Затем соответствующая команда подается на исполнительные механизмы робота, которые позволяют ему реагировать на начальную команду. Часто команда должна интерпретироваться с использованием логических единиц и определенных алгоритмов. См. «Устройство ввода и цикл команд».
Устройство управления
Любая часть управляющего оборудования, обеспечивающая средства для вмешательства человека в управление роботом или роботизированной системой, например кнопка аварийного останова, кнопка запуска или селекторный переключатель.(R15.06)
Режим управления
Средства, с помощью которых инструкции передаются роботу.
Управляемость
Свойство системы, с помощью которого входной сигнал может переводить систему из начального состояния в желаемое состояние по предсказуемому пути в течение заранее определенного периода времени.
Контроллер
Устройство обработки информации, входными данными которого являются как желаемое, так и измеренное положение, скорость или другие соответствующие переменные в процессе, а выходными данными являются управляющие сигналы для управляющего двигателя или привода.(R15.02)
Система управления
Механизм управления роботом обычно представляет собой компьютер определенного типа, который используется для хранения данных (как робота, так и рабочей среды), а также хранения и выполнения программ, управляющих роботом. Система Контроллера содержит программы, данные, алгоритмы; логический анализ и различные другие операции обработки, которые позволяют ему выполнять. См. Робот.
Система координат или рамка
Система координат (или рамка) определяет исходное положение и ориентацию, с которой можно измерить положение робота.Все положения робота определены со ссылкой на систему координат. Роботы Yaskawa используют следующие системы координат:
Центральный процессор (ЦП)
Центральный процессор (ЦП) — это основная печатная плата и процессор системы контроллера.
Кубическая зона помех
Эта область представляет собой прямоугольный параллелепипед, который параллелен базовой координате, координате робота или координате пользователя. Контроллер YRC1000 определяет, находится ли текущее положение TCP манипулятора внутри или за пределами этой области, и выводит это состояние в качестве сигнала.
Цикл
Однократное выполнение полного набора движений и функций, содержащихся в программе робота. (R15.05-2)
Циклическая система координат
Система координат, которая определяет положение любой точки с точки зрения углового размера, радиального размера и высоты от базовой плоскости. Эти три измерения определяют точку на цилиндре.
Цикло-привод
Торговая марка устройства понижения скорости, которое преобразует низкий крутящий момент на высокой скорости в высокий крутящий момент на низкой скорости, обычно используемое на большой (большей) оси.
Цилиндрическая топология
Топология, в которой плечо следует радиусом горизонтального круга с призматическим шарниром для подъема или опускания круга. Не популярен в промышленности.
Выключатель аварийного отключения
Устаревший срок. См. Включение устройства.
степеней свободы
Количество независимых направлений или суставов робота (R15.07), которые позволяют роботу перемещать свой конечный эффектор через требуемую последовательность движений.Для произвольного позиционирования необходимо 6 степеней свободы: 3 для положения (влево-вправо, вперед-назад и вверх-вниз) и 3 для ориентации (рыскание, тангаж и крен).
Прямой привод
Совместное срабатывание, в том числе без элементов трансмиссии (т. Е. Тяга привинчена к выходу двигателя).
Время простоя
Период времени, в течение которого робот или производственная линия останавливаются из-за неисправности или отказа. См. Время безотказной работы.
Привод
Редуктор скорости (зубчатый) для преобразования низкого крутящего момента на высокой скорости в высокий крутящий момент на низкой скорости.См. Разделы Harmonic Drive, Cyclo Drive и Rotary Vector Drive).
Прямая доставка
Метод подвода предмета к рабочему месту под действием силы тяжести. Обычно желоб или контейнер размещают таким образом, чтобы по окончании работы над деталью она упала или упала в желоб или на конвейер с небольшой транспортировкой робота или вообще без нее.
Динамика
Изучение движения, сил, вызывающих движение, и сил, обусловленных движением. Динамика манипулятора робота очень сложна, поскольку является результатом кинематического поведения всех масс внутри конструкции руки.Кинематика манипулятора робота сложна сама по себе.
Аварийный останов
Работа схемы с использованием аппаратных компонентов, которая перекрывает все другие органы управления роботом, снимает мощность привода с исполнительных механизмов робота и вызывает остановку всех движущихся частей. (R15.06)
Переключатель включения
См. Включение устройства.
Разрешающее устройство
Устройство с ручным управлением, которое при постоянном включении разрешает движение.Освобождение устройства должно остановить движение робота и связанное с ним оборудование, которое может представлять опасность. (R15.06)
Кодировщик
Устройство обратной связи в руке робота-манипулятора, которое предоставляет контроллеру данные о текущем положении (и ориентации руки). Луч света проходит через вращающийся кодовый диск, который содержит точный узор из непрозрачных и прозрачных сегментов на своей поверхности. Свет, который проходит через диск, попадает в фотодетекторы, которые преобразуют световой рисунок в электрические сигналы.См. Обратная связь, Управление с обратной связью и Датчик обратной связи.
EOAT
См. Захват или Концевой эффектор.
Рабочий орган
Вспомогательное устройство или инструмент, специально разработанные для крепления к запястью робота или монтажной пластине для инструмента, чтобы робот мог выполнять свою задачу. (Примеры могут включать: захват, пистолет для точечной сварки, пистолет для дуговой сварки, распылительный пистолет или любые другие инструменты.) (R15.06)
Конечная точка
Номинальное управляемое положение, которого манипулятор будет пытаться достичь в конце пути движения.Конец дистального звена.
Ошибка
Разница между фактическим ответом робота и отданной командой.
Расширяемость
Возможность добавления ресурсов в систему, таких как память, жесткий диск большего размера, новая карта ввода-вывода и т. Д.
Предел внешней силы
Пороговое значение, при котором робот перемещается или сохраняет свое положение, даже при приложении внешних сил (при условии, что силы не превышают пределов, которые могут вызвать ошибку).
Обратная связь
Возврат информации от манипулятора или датчика к процессору робота для обеспечения самокорректирующегося управления манипулятором.
См. Раздел «Управление обратной связью» и «Датчик обратной связи».
Управление с обратной связью
Тип управления системой, получаемый, когда информация от манипулятора или датчика возвращается контроллеру робота для получения желаемого эффекта робота. См. Раздел «Обратная связь, управление с обратной связью» и «Датчик обратной связи».
Датчик обратной связи
Механизм, через который информация от сенсорных устройств возвращается в блок управления роботом. Информация используется в последующем направлении движения робота. См. Управление с обратной связью и управление с обратной связью.
Гибкость
Способность робота выполнять самые разные задачи.
Силовая обратная связь
Метод обнаружения, использующий электрические сигналы для управления рабочим органом робота во время работы рабочего органа.Информация поступает от датчиков силы рабочего органа к блоку управления роботом во время выполнения конкретной задачи, чтобы обеспечить улучшенную работу рабочего органа.
См. Раздел «Обратная связь», «Датчик обратной связи» и «Датчик силы».
Датчик силы
Датчик, способный измерять силы и крутящий момент, прилагаемые роботом и его запястьем. Такие датчики обычно содержат тензодатчики. Датчик предоставляет информацию, необходимую для обратной связи по силе. См. Force Feedback
Решение для прямой кинематики
Расчет, необходимый для определения положения конечной точки с учетом положений суставов.Для большинства топологий роботов это проще, чем найти решение с обратной кинематикой.
Передняя кинематика
Вычислительные процедуры, определяющие, где находится рабочий орган робота в пространстве. В процедурах используются математические алгоритмы вместе с совместными датчиками для определения его местоположения.
Рама
Система координат, используемая для определения положения и ориентации объекта в пространстве, а также положения робота в его модели.
Блок функциональной безопасности (FSU)
Блок функциональной безопасности (FSU) — это компонент контроллера робота Yaskawa, который обеспечивает программируемые функции безопасности, которые обеспечивают совместную работу робота. Поскольку эти функции безопасности являются программируемыми, FSU позволяет минимизировать площадь, занимаемую расположенным поблизости оборудованием, а также зоны, доступные для человека. FSU состоит из двух параллельных центральных процессоров (ЦП), работающих одновременно, что обеспечивает двухканальную проверку.Кроме того, FSU получает позицию робота от своих энкодеров независимо от системы управления движением робота. Основываясь на этой обратной связи, FSU контролирует положение, скорость и положение манипулятора и инструмента.
Портал
Регулируемый подъемный механизм, который перемещается по фиксированной платформе или гусенице, поднятому или на уровне земли по осям X, Y, Z.
Портальный робот
Робот с тремя степенями свободы по системе координат X, Y и Z.Обычно состоит из системы намотки (используемой как кран), которая при намотке или размотке обеспечивает движение вверх и вниз по оси Z. Катушка может скользить слева направо по валу, который обеспечивает движение по оси Z. Катушка и вал могут двигаться вперед и назад по направляющим, которые обеспечивают движение по оси Y. Обычно используется, чтобы расположить концевой эффектор над желаемым объектом и поднять его.
Гравитационная загрузка
Сила, прилагаемая вниз, из-за веса руки робота и / или нагрузки на конце руки.Сила создает ошибку в отношении точности положения концевого эффектора. Компенсирующая сила может быть вычислена и применена, чтобы вернуть руку в желаемое положение.
Захват
Концевой эффектор, предназначенный для захвата и удержания (ISO 8373) и «захватывания» или захвата объекта. Он прикреплен к последнему звену руки. Он может удерживать объект, используя несколько различных методов, таких как: приложение давления между своими «пальцами», или может использовать намагничивание или вакуум для удержания объекта и т. Д.См. «Концевой эффектор».
Рука
Зажим или захват, используемый в качестве рабочего органа для захвата предметов. См. Рабочий орган, Захват.
Ручное управление
Совместная функция, позволяющая оператору вручную направлять робота в желаемое положение. Эта задача может быть решена за счет использования дополнительного внешнего оборудования, установленного непосредственно на роботе, или робота, специально разработанного для поддержки этой функции. Оба решения потребуют использования элементов функциональной безопасности.Оценка риска должна использоваться, чтобы определить, необходимы ли какие-либо дополнительные меры безопасности для снижения рисков в роботизированной системе.
Привод гармоник
Компактный легкий редуктор, который преобразует низкий крутящий момент на высокой скорости в высокий крутящий момент на низкой скорости. Обычно находится на малой (меньшей) оси.
Ремень
Обычно несколько проводов, связанных вместе для подачи питания и / или передачи сигналов к / от устройств. Например, двигатели робота подключены к контроллеру через жгут проводов.
Опасное движение
Непреднамеренное / неожиданное движение робота, которое может привести к травме.
Задержка
Остановка всех движений робота во время его последовательности, при которой на роботе сохраняется некоторая мощность. Например, выполнение программы останавливается, однако питание серводвигателей остается включенным, если требуется перезапуск.
Исходное положение
Известное и фиксированное положение на основной оси координат манипулятора, где он останавливается, или в указанном нулевом положении для каждой оси.Это положение уникально для каждой модели манипулятора. На роботах Motoman® есть индикаторные метки, которые показывают исходное положение для соответствующей оси.
МЭК
Международная электротехническая комиссия
Индуктивный датчик
Класс датчиков приближения, который имеет половину ферритового сердечника, катушка которого является частью цепи генератора. Когда металлический объект входит в это поле, в какой-то момент объект поглощает достаточно энергии из поля, чтобы заставить осциллятор перестать колебаться.Это означает, что объект присутствует в определенной близости. См. Датчик приближения.
Промышленный робот
Перепрограммируемый многофункциональный манипулятор, предназначенный для перемещения материалов, деталей, инструментов или специализированных устройств посредством переменных запрограммированных движений для выполнения множества задач (R15.06). Основные компоненты: одна или несколько рук, которые могут двигаться в нескольких направлениях, манипулятор и компьютерный контроллер, который дает подробные инструкции по перемещению.
ИНФОРМАЦИЯ
Язык программирования роботов для роботов Yaskawa. Язык ИНФОРМ позволяет пользователю робота: инструктировать робота использовать его основные возможности для выполнения определенного набора ожиданий, а также описывать роботу через определение параметров и условий, какие ожидания возникают в определенных ситуациях или сценариях. Проще говоря, язык программирования INFORM позволяет пользователю указывать роботу, что делать, когда это делать, где это делать и как это делать.
Устройства ввода
Разнообразные устройства, позволяющие взаимодействовать между человеком и машиной. Это позволяет человеку программировать, управлять и моделировать робота. К таким устройствам относятся пульт для программирования, компьютерные клавиатуры, мышь, джойстики, кнопки, панель оператора, тумба оператора и т. Д.
Инструкция
Строка программного кода, вызывающая действие системного контроллера. См. Командное положение.
Цикл команд
Время, которое требуется циклу системы контроллера робота для декодирования команды или инструкции перед ее выполнением.Программисты-роботы должны очень внимательно анализировать цикл команд, чтобы обеспечить быструю и правильную реакцию на изменяющиеся команды.
Интегрировать
Чтобы объединить разные подсистемы, такие как роботы и другие устройства автоматизации, или, по крайней мере, разные версии подсистем в одной оболочке управления.
Интегратор
Компания, предоставляющая услуги с добавленной стоимостью, результатом которых является создание решений автоматизации путем объединения робота и другого оборудования автоматизации и управления для создания решения автоматизации для конечных пользователей.
Интеллектуальный робот
Робот, который можно запрограммировать на выбор производительности в зависимости от сенсорных входов с минимальной или нулевой помощью со стороны человека. См. Робот.
Зона помех
Зона помех — это функция, которая предотвращает помехи между несколькими манипуляторами или манипулятором и периферийным устройством. Области можно настроить до 64 областей. Три типа методов использования каждой области интерференции: кубическая интерференция, вне кубической области и осевая интерференция.
Интерполяция
Метод создания путей к конечным точкам. В общем, для задания движения несколько узловых точек определяются до того, как все промежуточные положения между ними вычисляются с помощью математической интерполяции. Таким образом, используемый алгоритм интерполяции существенно влияет на качество движения.
ISO
Международная организация по стандартизации
ISO 10218-1 Роботы и роботизированные устройства — Требования безопасности для промышленных роботов — Часть 1: Роботы
Специализированная спецификация безопасности робота, которая касается требований производителя, функциональности, требуемых характеристик безопасности, опасностей, защитных мер и документации для самого робота.
ISO 10218-2 Роботы и роботизированные устройства — Требования безопасности для промышленных роботов — Часть 2: Роботизированные системы и интеграция
Сопутствующий документ ISO 10218-1. Эта спецификация безопасности представляет собой руководство как для конечных пользователей, так и для интеграторов роботов в части безопасного проектирования, установки и ввода в эксплуатацию робототехнических систем, а также рекомендуемых процедур, мер безопасности и информации, необходимой для использования.
ISO TS 15066 (ANSI RIA 15.606): Роботы и роботизированные устройства — Совместные роботы
Предоставляет подробные инструкции, отсутствующие в ISO 10218, части 1 или 2, по безопасному использованию промышленных роботов, работающих совместно.
Матрица Якоби
Матрица Якоби связывает скорости изменения совместных значений со скоростью изменения координат конечных точек. По сути, это набор алгоритмов вычислений, которые обрабатываются для управления позиционированием робота.
РАБОТА
JOB — это название Yaskawa программы для роботов, созданной с использованием языка программирования роботов INFORM компании Yaskawa. Обычно задание состоит из инструкций, которые сообщают контроллеру робота, что делать, и данных, которые программа использует во время работы.
Шарнир
Часть системы манипулятора, которая обеспечивает вращение и / или поступательную степень свободы звена рабочего органа.
Совместное интерполированное движение
Метод координации движения суставов, при котором все суставы достигают желаемого места одновременно. Этот метод сервоуправления обеспечивает предсказуемый путь независимо от скорости и обеспечивает самое быстрое время цикла захвата и размещения для конкретного движения.
Тип шарнира движения
Тип совместного движения, также известный как двухточечное движение, представляет собой метод интерполяции траектории, который управляет движением робота, перемещая каждое соединение непосредственно в заданное положение, так что все оси достигают этого положения одновременно. Хотя путь предсказуем, он не будет линейным.
Совместное пространство
а. Совместное пространство (или Совместные координаты) — это просто метод определения положения робота с точки зрения значения каждой оси, а не положения TCP.Например, исходное положение робота часто определяется в Joint Space, поскольку каждая ось находится под углом 0 градусов.
б. Набор совместных позиций.
Соединения
Части манипулятора робота, которые действительно сгибаются или двигаются.
Кинематика
Связь между движением конечной точки робота и движением суставов. Для декартового робота это набор простых линейных функций (линейные дорожки, которые могут быть расположены в направлениях X, Y, Z), для вращающейся топологии (шарниры, которые вращаются), однако кинематика намного сложнее, включая сложные комбинации тригонометрии. функции.Кинематика руки обычно делится на прямое и обратное решения.
Захват ковша
Конечный эффектор, который действует как совок. Он обычно используется для сбора жидкости, переноса ее в форму и заливки жидкости в форму. Обычно используется для работы с расплавленным металлом в опасных условиях. См. «Концевой эффектор».
Лазер
Акроним от «Усиление света за счет вынужденного излучения». Устройство, которое производит когерентный монохроматический луч света, который является чрезвычайно узким и сфокусированным, но все же находится в пределах видимого светового спектра.Обычно он используется в качестве бесконтактного датчика для роботов. Роботизированные приложения включают: определение расстояния, определение точного местоположения, картографирование поверхности, сканирование штрих-кода, резку, сварку и т. Д.
Линейное движение с интерполяцией
Это метод интерполяции траектории, который управляет движением робота, перемещая каждое соединение в скоординированном движении так, чтобы все оси приходили в позицию одновременно. Путь контрольной точки инструмента (TCP) предсказуем и будет линейным.
Линейный тип
Это метод интерполяции траектории, который управляет движением робота, перемещая каждое соединение в скоординированном движении так, чтобы все оси приходили в позицию одновременно. Путь контрольной точки инструмента (TCP) предсказуем и будет линейным.
Ссылка
Жесткая часть манипулятора, соединяющая соседние суставы.
Ссылки
Статический материал, который соединяет суставы руки вместе.Тем самым образуется кинематическая цепочка. В человеческом теле звеньями являются кости.
Время цикла нагрузки
Термин технологического процесса производственной или сборочной линии, который описывает полное время, необходимое для выгрузки последней заготовки и загрузки следующей.
Магнитные детекторы
Датчики роботов, которые могут определять присутствие ферромагнитного материала. Твердотельные детекторы с соответствующим усилением и обработкой могут обнаруживать металлический объект с высокой степенью точности.См. Датчик.
Манипулятор
Машина или роботизированный механизм, который обычно состоит из серии сегментов (соединенных или скользящих друг относительно друга) с целью захвата и / или перемещения объектов (частей или инструментов), обычно с несколькими степенями свободы. Управление манипулятором может осуществляться оператором, программируемым электронным контроллером или любой логической системой (например, кулачковым устройством, проводным и т. Д.) (ISO 8373)
См. Руку, запястье и рабочий орган
Ручной режим
См. Режим обучения.
Погрузочно-разгрузочные работы
Процесс, с помощью которого промышленный робот-манипулятор переносит материалы из одного места в другое.
Робот для обработки материалов
Робот, спроектированный и запрограммированный таким образом, чтобы он мог обрабатывать, резать, формировать или изменять форму, функцию или свойства материалов, с которыми он работает, между моментом, когда материалы впервые схвачены, и временем их выпуска в производственный процесс.
Функция сдвига зеркала
С помощью функции зеркального сдвига задание преобразуется в задание, в котором траектория симметрична пути исходного задания.Это преобразование может быть выполнено для указанной координаты из координат X-Y, X-Z или Y-Z координат робота и координат пользователя. Функция зеркального смещения подразделяется на следующие три: функция импульсного зеркального смещения, функция зеркального смещения координат робота и функция зеркального смещения пользовательских координат. (см. рисунок справа)
Переключатель режима
В соответствии со стандартами безопасности промышленный робот имеет три различных режима работы. Это обучение (также называемое ручным), воспроизведение (также называемое автоматическим) и дистанционное управление.Переключение между этими режимами осуществляется с помощью переключателя с ключом на подвесном пульте обучения и называется переключателем режима.
Модульность
Свойство гибкости встроено в робота и систему управления путем сборки отдельных узлов, которые можно легко соединить или скомпоновать с другими частями или узлами.
Модуль
Автономный компонент пакета. Этот компонент может содержать подкомпоненты, известные как подмодули.
Ось движения
Линия, определяющая ось движения линейного или поворотного сегмента манипулятора.
Двигатель
См. Серводвигатель.
Отключение звука
При тестировании программы робота отключение любых устройств защиты от присутствия во время полного цикла робота или его части.
Программирование в автономном режиме
Метод программирования, при котором целевая программа определяется на устройствах или компьютерах отдельно от робота для последующего ввода программной информации роботу. (ISO 8373) б.Средство программирования робота во время его работы. Это становится важным при производстве и производстве сборочных линий из-за сохранения высокой производительности, пока робот программируется для других задач.
Оператор
Лицо, уполномоченное запускать, контролировать и останавливать запланированную продуктивную работу робота или роботизированной системы. Оператор также может взаимодействовать с роботом для производственных целей. (R15.06)
Оптический кодировщик
Датчик обнаружения, который измеряет линейное или вращательное движение, обнаруживая движение маркировки мимо фиксированного луча света.Его можно использовать для подсчета оборотов, идентификации деталей и т. Д.
Оптические датчики приближения
Датчики роботов, которые измеряют видимый или невидимый свет, отраженный от объекта, для определения расстояния. Лазеры используются для большей точности.
Ориентация
Угол, образованный большой осью объекта относительно базовой оси. Он должен быть определен относительно трехмерной системы координат. Угловое положение объекта относительно системы отсчета робота.См. Roll, Pitch и Yaw.
Укладка на поддоны
Организованный процесс штабелирования пакетов (т. Е. Ящиков, пакетов, контейнеров и т. Д.) На поддоне.
Функция PAM — регулировка положения вручную
Регулировка положения вручную позволяет регулировать положение с помощью простых операций, наблюдая за движением манипулятора и не останавливая манипулятор. Позиции можно регулировать как в режиме обучения, так и в режиме воспроизведения.
Функция параллельного смещения
Параллельный сдвиг относится к смещению объекта из фиксированного положения таким образом, что все точки внутри объекта перемещаются на равное расстояние.В модели для параллельного смещения, показанной ниже, значение смещения может быть определено как расстояние L (трехмерное координатное смещение). Функция параллельного смещения имеет отношение к фактической работе манипулятора, потому что ее можно использовать для уменьшения объема работы, связанной с обучением, путем смещения обученного пути (или положения). В примере на рисунке ниже обученная позиция A сдвигается с шагом на расстояние L (на самом деле это трехмерное смещение XYZ, которое может распознать робот).
Путь
Непрерывное геометрическое место позиций (или точек в трехмерном пространстве), пересекаемое центральной точкой инструмента и описываемое в указанной системе координат. (R15.05-2)
Полезная нагрузка — максимальная
Максимальная масса, которой робот может манипулировать при указанной скорости, ускорении / замедлении, расположении (смещении) центра тяжести и воспроизводимости при непрерывной работе в указанном рабочем пространстве. Максимальная полезная нагрузка указана в килограммах.(R15.05-2)
Подвеска [Подвеска Teach]
Переносное устройство ввода, связанное с системой управления, с помощью которой можно программировать или перемещать робота. (ISO 8373) Это позволяет человеку-оператору занять наиболее удобное положение для наблюдения, контроля и записи желаемых движений в память робота.
Обучающий кулон
Отображение и запись положения и ориентации системы робота и / или манипулятора по мере того, как робот вручную поэтапно перемещается от начального состояния по пути к конечному целевому состоянию.Положение и ориентация каждой критической точки (суставы, база робота и т. Д.) Записываются и сохраняются в базе данных для каждой обученной позиции, через которую проходит робот на пути к своей конечной цели. Теперь робот может повторить путь самостоятельно, следуя пути, сохраненному в базе данных.
Уровень эффективности d (PLd)
Уровень эффективности (PL) ISO «d» означает, что средняя вероятность опасного отказа в час связанных с безопасностью частей системы управления находится в пределах от ≥ 10-7 до <10-6.Кроме того, учитываются и другие факторы, такие как правильная установка, техническое обслуживание и защита от факторов окружающей среды. Это минимальный уровень эффективности, указанный в ISO 10218-2, раздел 5.2.2, если оценка риска не позволит использовать более низкое значение.
Уровень эффективности e (PLe)
Уровень эффективности ISO (PL) «e» означает, что средняя вероятность опасного отказа в час связанных с безопасностью частей системы управления находится в пределах от ≥ 10-8 до <10-7.Кроме того, учитываются и другие факторы, такие как правильная установка, техническое обслуживание и защита от факторов окружающей среды.
Цикл подбора и установки
Время, необходимое манипулятору, чтобы поднять объект и поместить его в желаемое место, а затем вернуться в исходное положение. Это включает время во время фаз ускорения и замедления конкретной задачи. Движение робота контролируется из одной точки в пространстве в другую в системе движения «точка-точка» (PTP).Каждая точка запрограммирована в управляющую память робота, а затем воспроизводится во время рабочего цикла.
Задача по подбору и размещению
Повторяющаяся задача переноса детали, состоящая из действия подбора, за которым следует действие по размещению.
Точки защемления
Точка защемления — это любая точка, в которой человек или часть тела человека может оказаться зажатым между движущимися частями машины, или между движущейся и неподвижной частями машины, или между материалом и любой частью машины. .Точка защемления не должна приводить к травме конечности или части тела, хотя может привести к травме — она должна только защемить или ущипнуть человека, чтобы он не смог вырваться или вынуть защемленную часть из точки защемления.
Шаг
Вращение рабочего органа в вертикальной плоскости вокруг конца руки робота-манипулятора.
См. Roll and Yaw.
Режим воспроизведения
После того, как робот запрограммирован в режиме обучения, контроллер робота можно переключить в режим воспроизведения для выполнения программы робота.В режиме воспроизведения воспроизводится программа робота. Это режим, в котором роботы используются в производстве.
Воспроизведение
Воспроизведение — это операция, при которой воспроизводится обученное задание. Эта функция используется, чтобы решить, где возобновить воспроизведение при запуске операции после приостановки воспроизведения и перемещения курсора или выбора других заданий. 0: запускает операцию, когда курсор находится в задании, отображаемом в данный момент. 1: Появится окно продолжения воспроизведения.Выберите «ДА», и воспроизведение возобновится в том месте, где находился курсор, когда воспроизведение было приостановлено. Если выбрано «НЕТ», воспроизведение возобновляется с того места, где находится курсор в задании, отображаемом в данный момент. Режимы Включите пульт программирования: PLAY — задание запускается кнопкой [СТАРТ] на пульте программирования, а задание REMOTE запускается периферийным устройством (внешний пусковой вход).
Точка-точка
Движение манипулятора, в котором задано ограниченное количество точек на прогнозируемой траектории движения.Манипулятор перемещается от точки к точке, а не по непрерывной плавной траектории.
Поза
Альтернативный термин для конфигурации робота, который описывает линейное и угловое положение. Линейное положение включает азимут, высоту и дальность до объекта. Угловое положение включает в себя крен, тангаж и рыскание объекта. См. Roll, Pitch и Yaw.
Позиция
Определение местоположения объекта в трехмерном пространстве, обычно определяемое трехмерной системой координат с использованием координат X, Y и Z.
Уровень позиции
Уровень положения — это степень приближения манипулятора к запрограммированному положению. Уровень положения может быть добавлен для перемещения команд MOVJ (совместная интерполяция) и MOVL (линейная интерполяция). Если уровень положения не установлен, точность зависит от скорости работы. Установка соответствующего уровня перемещает манипулятор по траектории, подходящей для окружающих условий и обрабатываемой детали. (см. рисунок справа)
Переменные положения
Переменные положения используются в программе робота (JOB) для определения местоположения в трехмерном пространстве, обычно определяемого трехмерной системой координат с использованием координат X, Y и Z.Поскольку это переменная, значение может меняться в зависимости от условий или информации, переданной в задание.
Ограничение мощности и усилия (PFL)
Совместная функция, которая позволяет оператору и роботу работать в непосредственной близости друг от друга, гарантируя, что робот замедлится и остановится до возникновения ситуации контакта. Для безопасной реализации этой функции необходимо использовать функциональную безопасность и дополнительное оборудование для обнаружения. Оценка риска должна использоваться для определения того, необходимы ли какие-либо дополнительные меры безопасности для снижения рисков в роботизированной системе.
Устройство защиты от присутствия
Устройство, разработанное, сконструированное и установленное для создания сенсорного поля для обнаружения вторжения в такое поле людьми, роботами или объектами. См. Датчик.
Программируемый логический контроллер (ПЛК)
Твердотельная система управления, которая имеет программируемую пользователем память для хранения инструкций для реализации определенных функций, таких как: логика управления вводом-выводом, синхронизация, счетная арифметика и обработка данных.ПЛК состоит из центрального процессора, интерфейса ввода / вывода, памяти и устройства программирования, в котором обычно используются эквивалентные символы реле. ПЛК специально разработан как промышленная система управления, которая может выполнять функции, эквивалентные релейной панели или проводной твердотельной логической системе управления, и может быть интегрирована в систему управления роботом.
Программируемый робот
Функция, позволяющая проинструктировать робота выполнить последовательность шагов, а затем выполнять эту последовательность повторяющимся образом.Затем при желании его можно перепрограммировать для выполнения другой последовательности шагов.
Датчик приближения
Бесконтактное сенсорное устройство, используемое для определения, когда объекты находятся на небольшом расстоянии, и оно может определять расстояние до объекта. Несколько типов включают: радиочастотный, магнитный мост, ультразвуковой и фотоэлектрический. Обычно используется для: высокоскоростного счета, обнаружения металлических предметов, контроля уровня, считывания кодовых меток и концевых выключателей. См. Индуктивный датчик.
Координаты импульса
Роботы Yaskawa определяют положение осей шарниров робота в градусах для поворотных шарниров.Импульс — это еще один способ указать положение сустава робота, и он используется при подсчете импульсов энкодера двигателя робота.
Обеспечение качества (ОК)
Описывает методы, политики и процедуры, необходимые для проведения тестирования обеспечения качества во время проектирования, производства и доставки этапов создания, перепрограммирования или обслуживания роботов.
Досягаемость: Объем пространства (конверт), которого может достичь рабочий орган робота как минимум в одной ориентации.
Квазистатический зажим
Тип контакта между человеком и частью робототехнической системы, при котором часть тела может быть зажата между подвижной частью роботизированной системы и другой неподвижной или подвижной частью роботизированной ячейки
Вылет
Объем пространства (оболочки), которого может достичь рабочий орган робота хотя бы в одной ориентации.
Система реального времени
Компьютерная система, в которой компьютер должен выполнять свои задачи в рамках временных ограничений некоторого процесса одновременно с системой, которой он помогает. Компьютер обрабатывает системные данные (входные данные) от датчиков с целью мониторинга и вычисления параметров (выходов) управления системой, необходимых для правильной работы системы или процесса. От компьютера требуется, чтобы он выполнял свою работу достаточно быстро, чтобы не отставать от оператора, взаимодействующего с ним через оконечное устройство (например, экран или клавиатуру).Оператор, взаимодействующий с компьютером, имеет возможность доступа, поиска и хранения через систему управления базой данных. Доступ к системе позволяет оператору вмешиваться и изменять работу системы.
Робот для воспроизведения записи
Манипулятор, для которого критические точки вдоль желаемых траекторий сохраняются последовательно путем записи фактических значений кодеров положения суставов робота, когда он перемещается под операционным управлением. Для выполнения задачи эти точки воспроизводятся в сервосистеме робота.См. Сервосистема.
Робот с прямоугольными координатами
Робот, рука манипулятора которого движется линейными движениями по набору декартовых или прямоугольных осей в направлениях X, Y и Z. Форма рабочего конверта образует прямоугольную фигуру. См. Рабочий конверт.
Надежность
Вероятность или процент времени, в течение которого устройство будет работать без сбоев в течение определенного периода времени или объема использования (R15.02). Также называется: время безотказной работы робота или среднее время наработки на отказ (MTBF).
Восстановленное
Для обновления или модификации роботов в соответствии с пересмотренными спецификациями производителя. (R15.06)
Удаленный режим
Удаленный режим — это тип режима воспроизведения, в котором автоматическое выполнение программы робота инициируется с внешнего устройства (а не с обучающего пульта). В этом режиме использование обучающего пульта отключено.
Повторяемость
Мера того, насколько близко рука может повторно занять заданное положение.Например: после того, как манипулятор вручную помещен в определенное место, и это местоположение определено роботом, повторяемость определяет, насколько точно манипулятор может вернуться в это точное местоположение. Степень разрешения в системе управления роботом определяет повторяемость. В общем, воспроизводимость руки никогда не может быть лучше, чем ее разрешение. См. «Обучение и точность».
Разрешение
Количество шарнирного движения робота, необходимое для изменения положения на один счет.Хотя разрешение каждого датчика совместной обратной связи обычно является постоянным, разрешение конечной точки в мировых координатах не является постоянным для поворотных рычагов из-за нелинейности кинематики рычага.
Поворотный шарнир
Суставы робота, способные к вращательному движению.
Оценка рисков
Процесс оценки предполагаемого использования машины или системы на предмет прогнозируемых опасностей и последующего определения уровня риска, связанного с идентифицированными задачами.
Снижение рисков
Вторичный шаг в процессе оценки риска, который включает снижение уровня риска для идентифицированных задач путем применения мер по снижению риска с целью устранения или смягчения опасностей.
Робот
Перепрограммируемый многофункциональный манипулятор, предназначенный для перемещения материала, деталей, инструментов или определенных устройств посредством переменных запрограммированных движений для выполнения множества задач. Общие элементы, из которых состоит робот: контроллер, манипулятор и рабочий орган.См. Манипулятор, Контроллер и Рабочий орган.
Система координат робота
Система координат робота определяется в базовой оси робота, а точки в системе координат робота будут относиться к базе робота. Обратите внимание, что по умолчанию базовая система координат и система координат робота одинаковы. (см. рисунок справа)
Робот-интегратор
См. Интегратор.
Язык программирования роботов
Интерфейс между человеком-пользователем и роботом, который связывает человеческие команды с роботом.
Робот, контролирующий пределы диапазона
Следит за тем, чтобы рука манипулятора или его инструмент находились в обозначенной зоне безопасности
Моделирование роботов
Метод имитации и прогнозирования поведения и работы роботизированной системы на основе модели (например, компьютерной графики) физической системы. (R15.07)
Рулон
Вращение концевого эффектора робота в плоскости, перпендикулярной концу руки манипулятора.См. Pitch and Yaw.
Поворотный шарнир
Сустав, который скручивается, качается или изгибается вокруг оси.
Поворотный векторный привод (RV)
Торговая марка устройства понижения скорости, которое преобразует низкий крутящий момент на высокой скорости в высокий крутящий момент на низкой скорости, обычно используемое на большой (большей) оси. См. Cyclo Drive и Harmonic Drive.
Вращательное движение
Сустав, который скручивается, качается или изгибается вокруг оси. Примером этого является локоть человеческой руки.
Гарантия
Барьерное ограждение, устройство или защитная процедура, предназначенные для защиты персонала. (R15.06)
Уровень полноты безопасности
Уровень полноты безопасности (SIL) — это метод IEC для определения уровня производительности системы безопасности. SIL 2 соответствует уровню эффективности ISO «d», а SIL 3 соответствует уровню эффективности ISO «e». ISO 10218 допускает использование того и другого.
Логическая схема безопасности
Логическая схема безопасности контролирует критически важные для безопасности внешние устройства, такие как световые завесы и генерируемые FSU сигналы.Логическая схема безопасности программируется через интуитивно понятный пользовательский интерфейс, поддерживаемый подвесным пультом программирования Yaskawa. Это позволяет настроить логические операции, такие как остановка манипулятора или выдача сигнала, если сервоприводы включены.
Остановка с контролем безопасности
Совместная функция, разработанная для обеспечения безопасного взаимодействия человека и робота. Только когда движение робота прекращается, безопасность человека может войти в рабочее пространство для совместной работы. Сервоприводы могут оставаться под напряжением в соответствии с остановкой категории 2 в соответствии с ISO 10218-1: 2011, 5.4. Оценка риска должна использоваться, чтобы определить, необходимы ли какие-либо дополнительные меры безопасности для снижения рисков в роботизированной системе.
Робот SCARA
Цилиндрический робот, имеющий два параллельных шарнирных соединения (шарнирно горизонтально) и обеспечивающий податливость в одной выбранной плоскости. (ISO 8373) Примечание: SCARA является производным от селективно совместимой руки для роботизированной сборки
Вторая исходная позиция
Помимо «исходного положения» манипулятора, второе исходное положение можно настроить как контрольную точку для абсолютных данных.Начальное значение второго исходного положения — это исходное положение (где все оси находятся на импульсе 0). Вторую исходную позицию можно изменить.
Режим безопасности
Уровни режимов оператора на контроллерах роботов Yaskawa включают в себя: режим работы, режим редактирования, режим управления, режим безопасности и режим одноразового управления.
Датчик
Инструменты, используемые в качестве устройств ввода для роботов, которые позволяют ему определять аспекты, касающиеся окружающей среды робота, а также собственное позиционирование робота.Датчики реагируют на физические стимулы (такие как тепло, свет, звук, давление, магнетизм и движение) и передают результирующий сигнал или данные для измерения, управления или того и другого. (R15.06)
Сенсорная обратная связь
Переменные данные, измеряемые датчиками и передаваемые на контроллер в замкнутой системе. Если контроллер получает обратную связь, выходящую за пределы допустимого диапазона, значит, произошла ошибка. Контроллер отправляет роботу сигнал об ошибке.Робот вносит необходимые корректировки в соответствии с сигналом ошибки.
Сервоуправление
Процесс, с помощью которого система управления роботом проверяет, соответствует ли достигнутая поза робота позе, заданной при планировании движения, с требуемыми критериями производительности и безопасности. (ISO 8373)
Серводвигатель
Электроэнергетический механизм, используемый для движения или поддержания положения робота (например, двигатель, который преобразует электрическую энергию в движение робота) (R15.07). Двигатель реагирует на сигнал, полученный от системы управления, и часто включает энкодер для обеспечения обратной связи с контуром управления.
Сервопривод
Электроэнергетический механизм переменного тока, управляемый с помощью логики для преобразования энергии источника питания в форме синусоидальной волны в квадратную форму с широтно-импульсной модуляцией (ШИМ), подаваемую на двигатели для управления двигателем: скорость, направление, ускорение, замедление и контроль торможения.
Робот с сервоприводом
Управление роботом с помощью сервосистемы с замкнутым контуром, в которой положение оси робота измеряется устройствами обратной связи и сохраняется в памяти контроллера.См. Замкнутую систему и Сервосистему.
Сервосистема
Система, в которой контроллер выдает команды двигателям, двигатели приводят в движение рычаг, а датчик энкодера измеряет вращательные движения двигателя и сигнализирует о величине движения обратно контроллеру. Этот процесс повторяется много раз в секунду, пока рука не переместится в требуемую точку. См. Сервоуправляемый робот
Функция обнаружения удара
Обнаружение удара — это функция, поддерживаемая контроллером робота Yaskawa, которая снижает воздействие столкновения робота, останавливая манипулятор без какого-либо внешнего датчика, когда инструмент или манипулятор сталкиваются с периферийным устройством.
Плечо
Первую или вторую ось робота иногда называют осью плеча, поскольку она чем-то напоминает человеческое плечо. Это часто используется при описании гуманоидных систем или систем с двумя руками, таких как Yaskawa Motoman® SDA10D.
SIL
См. Уровень полноты безопасности
Моделирование
Графическая компьютерная программа, представляющая робота и его окружающую среду, которая имитирует поведение робота во время имитации запуска робота.Это используется для определения поведения робота в определенных ситуациях, прежде чем фактически дать команду роботу выполнить такие задачи. Рассматриваются следующие элементы моделирования: 3D-моделирование окружающей среды, эмуляция кинематики, эмуляция планирования пути и моделирование датчиков. См. Сенсор, Прямая кинематика и Робот.
Сингулярность
Конфигурация, в которой два шарнира манипулятора робота становятся коаксиальными (выровненными по общей оси). В особой конфигурации плавное следование по траектории обычно невозможно, и робот может потерять управление.Термин происходит от поведения матрицы Якоби, которая становится сингулярной (т. Е. Не имеет обратной) в этих конфигурациях.
SLURBT
SLURBT — это термины, которые Yaskawa Motoman использует для описания каждой оси робота для удобства. Определение каждого значения следующее:
S — качели или вертлюги
L — нижний рычаг
U — верхняя рука
R — повернуть на
B — Колено
Т — Twist
Функция настройки Softlimit
Функция настройки Softlimit — это функция для установки диапазона ограничения перемещения оси движения манипулятора в программном обеспечении.
Контроль скорости и разделения
Совместная функция, которая позволяет оператору и роботу работать в непосредственной близости друг от друга, гарантируя, что робот замедлится и остановится до возникновения ситуации контакта. Для безопасной реализации этой функции необходимо использовать функциональную безопасность и дополнительное оборудование для обнаружения. Оценка риска должна использоваться, чтобы определить, необходимы ли какие-либо дополнительные меры безопасности для снижения рисков в роботизированной системе.
Шлицевой
Гладкая непрерывная функция, используемая для аппроксимации набора функций, которые однозначно определены на наборе подинтервалов. Аппроксимирующая функция и набор аппроксимируемых функций пересекаются в достаточном количестве точек, чтобы обеспечить высокую степень точности приближения. Назначение плавной функции — позволить роботу-манипулятору выполнить задачу без рывков.
Сплайн Тип движения
Расчетный путь, который выполняет робот, который может иметь параболическую форму.Плавное движение также может образовывать кривую произвольной формы со смесью круглых и параболических форм.
Системный интегратор
См. Интегратор.
Обучение
Чтобы запрограммировать руку манипулятора, вручную направляя ее через серию движений и записывая положение в памяти контроллера робота для воспроизведения.
Блокировка обучения
Пока установлена блокировка обучения, режим работы привязан к режиму обучения, и машины не могут воспроизводиться ни с помощью [СТАРТ], ни с внешнего входа.В целях безопасности всегда устанавливайте переключатель режима в положение «ОБУЧЕНИЕ» перед началом обучения.
Режим обучения
Режим контроллера робота, в котором робот-манипулятор программируется путем ручного управления им через серию движений и записи положения в память контроллера робота для воспроизведения. Промышленные роботы, у которых нет активной функции ограничения мощности и усилия, требуют использования трехпозиционного переключателя включения в режиме обучения.
Подвеска Teach
Портативный блок управления, который используется оператором для удаленного управления роботом при выполнении его задач.Движения записываются системой управления роботом для последующего воспроизведения. Современные промышленные роботы поставляются с подвесками для программирования, которые не только позволяют обучать роботов, но также поддерживают полнофункциональное программирование роботов и безопасный пользовательский интерфейс.
Окно обучения
Окно обучения — это экран пользовательского интерфейса на пульте программирования. Это окно содержит окно СОДЕРЖАНИЕ ЗАДАНИЯ, и в этом окне проводится обучение. Окно СОДЕРЖАНИЕ ЗАДАНИЯ содержит следующие элементы: номера строк, курсор, инструкции, дополнительные элементы, комментарии и т. Д.
Поперечная балка
Система обнаружения объектов, используемая в системе датчиков изображения робота. Точно сфокусированный луч света закреплен на одном конце, а детектор — на другом. Когда луч света прерывается, объект ощущается.
Функция измерения времени
Функция измерения времени измеряет время выполнения указанного раздела в задании или время вывода указанного сигнала.
Инструмент
Термин, используемый в широком смысле для определения рабочего устройства, установленного на конце манипулятора робота, такого как рука, захват, сварочная горелка, отвертка и т. Д.См. «Рука», «Захват» и «Рабочий орган».
Инструмент и рука Помехи
В системе с одним контроллером и несколькими манипуляторами можно использовать функцию проверки вмешательства инструмента и рычага для обнаружения возможных помех и предотвращения столкновения во время работы. Можно проверить следующие три шаблона:
Плечо против руки
Рычаг против инструмента
Инструмент против инструмента
Пересечение проверяется с помощью цилиндра, который немного больше, чем рычаг или инструмент.На обоих концах цилиндра помещается сфера. Если цилиндр и сферы одного манипулятора во время движения контактируют с цилиндрами другого манипулятора, манипуляторы останавливаются из-за обнаружения помех.
Центр инструмента (TCP)
Центральная точка инструмента (TCP) определяет вершину текущего инструмента, как определено относительно фланца инструмента. Например, для сварочного робота TCP обычно определяется на кончике сварочного пистолета. После определения и настройки TCP движение робота будет определено относительно этого кадра (т.е., вращение в направлении Rx вызовет вращение вокруг оси X, и позиции будут обучаться в этом кадре.
Контрольная точка инструмента
См. Центр инструмента
Координаты инструмента
Когда инструмент, прикрепленный к роботу, перемещается, движется его система координат инструмента относительно фиксированной системы координат, например мировых координат. Как правило, координаты инструмента не совпадают с мировыми координатами XYZ.
Рама для инструмента
Система координат, прикрепленная к рабочему органу робота (относительно базовой рамы).
Датчик касания
Чувствительное устройство, иногда используемое с рукой или захватом робота, которое определяет физический контакт с объектом, тем самым давая роботу искусственное ощущение осязания. Датчики реагируют на контактные силы, возникающие между ними и твердыми предметами.
Построение траектории (расчет)
Вычисление функций движения, которые позволяют плавно контролировать движение суставов.
Преобразователь
Устройство, преобразующее энергию из одной формы в другую.Обычно это устройство, преобразующее входной сигнал в выходной сигнал другой формы. Его также можно рассматривать как устройство, которое преобразует статические сигналы, обнаруженные в окружающей среде (например, давление), в электрический сигнал, который отправляется в систему управления роботом.
Время работы
Период времени, в течение которого робот или производственная линия работают или готовы к работе, в отличие от времени простоя.
Настройка координат пользователя
Координаты пользователя определяются тремя точками, которые были обучены манипулятору с помощью осевых операций.Этими тремя определяющими точками являются ORG, XX и XY, как показано на диаграмме ниже. Эти три точки позиционных данных регистрируются в пользовательском файле координат. ORG — это исходное положение, а XX — точка на оси X. XY — это точка со стороны оси Y от пользовательских координат, которые были обучены, а направления осей Y и Z определяются точкой XY.
Пользовательская система координат
Пользовательская система координат — это любая контрольная точка, которую пользователь определил для своего приложения.Он часто прикрепляется к объекту, например к поддону, и позволяет пользователю обучать точкам относительно этого объекта. Например, набор положений может быть обучен относительно пользовательской системы координат, прикрепленной к поддону, а затем легко перенесен в другую пользовательскую систему координат на другом поддоне. Это позволяет эффективно повторно использовать позиции. См. Также «Настройка координат пользователя
Ручной вакуумный стакан
Конечный эффектор для манипулятора робота, который используется для захвата предметов легкой и средней тяжести с помощью всасывания для манипуляций.К таким предметам может относиться стекло, пластик; и т. д. Обычно используется из-за его достоинств, заключающихся в уменьшении скольжения предметов, когда они находятся в пределах досягаемости вакуумной чашки. См. «Концевой эффектор».
Система визуального контроля
Система управления, в которой траектория робота изменяется в ответ на ввод от системы технического зрения.
Датчик технического зрения
Датчик, который определяет форму, местоположение, ориентацию или размеры объекта с помощью визуальной обратной связи, например, телекамеры.
Рабочий конверт
Набор всех точек, до которых манипулятор может добраться без вторжения. Иногда форма рабочего пространства и положение самого манипулятора могут ограничивать рабочий диапазон.
Рабочий конверт (космос)
Объем пространства, в котором робот может выполнять поставленные задачи.
Исходное рабочее положение
Исходное рабочее положение является ориентиром для операций с манипулятором.Это предотвращает взаимодействие с периферийным устройством, гарантируя, что манипулятор всегда находится в пределах установленного диапазона в качестве предварительного условия для таких операций, как запуск линии. Манипулятор можно переместить в заданное рабочее исходное положение с помощью пульта программирования или ввода сигнала с внешнего устройства. Когда манипулятор находится в непосредственной близости от исходного рабочего положения, включается сигнал рабочего исходного положения.
Заготовка
Любая деталь, которая обрабатывается, совершенствуется или изготавливается до того, как станет готовым продуктом.
Рабочее пространство
Объем пространства, в котором робот может выполнять поставленные задачи.
Мировые координаты
Справочная система координат, в которой рычаг манипулятора движется линейными движениями по набору декартовых или прямоугольных осей в направлениях X, Y и Z. Форма рабочего конверта образует прямоугольную фигуру. См. Раздел «Прямоугольные координаты».
Модель мира
Трехмерное представление рабочей среды робота, включая объекты, их положение и ориентацию в этой среде, которое хранится в памяти робота.Поскольку объекты обнаруживаются в окружающей среде, система контроллера робота постоянно обновляет модель мира. Роботы используют эту модель мира, чтобы определять свои действия для выполнения поставленных задач.
Запястье
Набор поворотных соединений между манипулятором и рабочим органом робота, которые позволяют ориентировать рабочий орган по отношению к обрабатываемой детали. В большинстве случаев запястье может иметь степени свободы, которые позволяют ему захватывать объект с ориентацией по крену, тангажу и рысканью.См. «Рука», «Рабочий орган», «Крен», «Шаг», «Рыскание» и «Деталь».
Запястье [вторичная ось]
Набор взаимосвязанных звеньев и механических соединений между рычагом и рабочим органом, который поддерживает, позиционирует и ориентирует рабочий орган. (ISO 8373)
Рыскание
Вращение рабочего органа в горизонтальной плоскости вокруг конца руки манипулятора. Боковое движение по оси. Смотрите Roll and Pitch.
Опасности повреждения электрических систем из-за блуждающего тока и защита от дугового разряда
Время чтения: 6 минут.Наконец-то завершено строительство новой пристройки к фабрике.Инженеры создали ультрасовременный дизайн; квалифицированные электрики выполнили профессиональный монтаж качественного оборудования; и тщательные электрические проверки, подтверждающие, что все соответствует стандарту Code , завершены. Теперь, когда электричество включено, бригады по установке оборудования заняты подготовкой всего к производству.
Но вдруг на заводе неприятности. Сотни ампер бесконтрольно протекают через металлические кабелепроводы и панели, расплавляют разъемы EMT, вызывают дугу в соединительных проводах в трехфазной розетке и прожигают изоляцию шнура питания в совершенно новом устройстве стоимостью в миллион долларов. из Европы.Если это продолжится, скоро фазовый провод под напряжением будет соприкасаться с раскаленным заземляющим проводом, и ничего не подозревающий работник может серьезно пострадать или даже погибнуть, когда они исследуют проблему.
Что происходит? Что-то вышло из строя? Может быть, это удар молнии? Машина иностранного производства несовместима с нашей электросетью? Причиной повреждения являются гармоники 1-го, 3-го, 5-го, 7-го или 9-го уровня? Почему не сработала система защиты от сверхтоков и не сработал выключатель? Очень велика вероятность, что проблема как-то связана с обычным процессом дуговой сварки, который используется для присоединения механического оборудования как части установки нового станка.Но как?
Блуждающий сварочный токБлуждающий ток — это протекание электрического тока через непредусмотренные проводники, такие как строительные конструкции, электрические заземляющие или соединительные проводники или другое оборудование, из-за дисбаланса системы электроснабжения или неправильного подключения оборудования. Часто в промышленных или строительных условиях эта проблема возникает из-за очень простой ошибки при настройке сварщиком. В Онтарио, Канада, недавно был зарегистрирован хорошо задокументированный случай электрического взрыва и, по крайней мере, один смертельный случай поражения электрическим током из-за повреждения электрической системы объекта, основная причина которого была идентифицирована как паразитный сварочный ток (SWC). 1-3
Аппараты для дуговой сваркипредназначены для подачи переменного или постоянного тока порядка сотен ампер для промышленных, коммерческих, жилых и любительских приложений. Эти специализированные источники питания предназначены для создания электрической цепи с низким сопротивлением (обычно менее 0,25 Ом) на вторичной (или выходной) стороне; с точки зрения инженера-электрика, по сути, это состояние короткого замыкания.
Эта вторичная сварочная цепь должна быть завершена как изолированная система с замкнутым контуром с двумя кабелями (см. Рисунок 1).Он состоит из следующих частей:
Электродный вывод — это проводник вторичной цепи, передающий энергию от источника питания к электрододержателю, горелке или горелке.
Кабель массы — это проводник вторичной цепи, который прикрепляется к заготовке с помощью зажима обратного тока и замыкает сварочную цепь (эти устройства часто и неправильно называются заземляющим кабелем и зажимом заземления).
Изображение 1.Правильная установка для дуговой сварки.Неисправности SWC могут возникать из-за простых ошибок настройки или незначительных системных неисправностей, которые могут вводить ток порядка сотен ампер в строительные конструкции, электрические сети и оборудование. Два распространенных примера SWC показаны на изображениях 2 и 3. Однако есть много других возможностей, поскольку сварочный ток всегда найдет путь наименьшего сопротивления к своему источнику. Часто неисправность SWC связана с другим оборудованием, таким как производственное оборудование, электроинструменты, другие сварочные аппараты, краны или подъемники.Эти сбои SWC также могут возникать из-за переносного сварочного оборудования с приводом от двигателя или аккумуляторной батареи, которое даже не получает питание от сети, и они могут повредить оборудование, даже если оно отключено.
Рисунок 2. Паразитный сбой сварочного тока из-за ошибки оператора, который связан с другим оборудованием с электрическим приводом. Рисунок 3. Паразитный сбой сварочного тока из-за незначительной неисправности сварочного оборудования.Удивительно, но в настоящее время не существует надежной системы для предотвращения этих разрушительных сбоев, связанных с блуждающим током.Они не прерываются устройствами защиты от перегрузки по току, установленными даже в современных электрических сетях, и они не обнаруживаются или не прерываются в цепях, защищенных устройствами прерывателя цепи замыкания на землю (GFCI). Основное внимание всегда уделялось измерению протекания тока в предназначенных проводниках, и предполагается, что заземляющие или соединяющие проводники никогда не увидят уровни тока, превышающие уровень, при котором срабатывают устройства защиты от сверхтоков.
Сценарий, описанный во введении, не должен происходить.Однако это слишком обычное явление на любом предприятии, где выполнялась сварка, чтобы игнорировать это. Пример возможного повреждения показан на рисунке 4. Помимо повреждения электрических систем, SWC может вызвать искрение и возгорание в неожиданных местах на объекте, перегрев подъемных цепей или строп (приводящий к искрообразованию или отжигу), повреждение к подшипникам машин и дуговым разрядам, ведущим к нежелательным металлургическим превращениям в некоторых сплавах. Случаи ускоренной коррозии, вызванной паразитным электролизом на постоянном токе, также вызывают озабоченность в отношении морских сооружений и подземной металлической инфраструктуры.Следовательно, ущерб от случайного тока также может рассматриваться как проблема с экономической точки зрения, поскольку большая часть ущерба может быть изначально скрыта от глаз — даже до того, как это станет непосредственной проблемой безопасности. В результате одного события SWC на объекте или в оборудовании и системах может быть нанесен ущерб на десятки тысяч долларов, который даже не может быть обнаружен немедленно.
Изображение 4. Электрическая дуга и повреждение электрической розетки на 600 В посторонним сварочным током.1 Что можно сделать?Блуждающих токов при сварочных операциях можно избежать за счет строгого соблюдения правил применимых стандартов безопасности при сварке (например,g., ANSI Z49.1: 2012 или CSA W117.2-19). Эти методы, также изложенные в руководствах по оборудованию, включают размещение точки крепления обратного кабеля детали как можно ближе к дуге, использование сварочных кабелей достаточной силы тока в хорошем состоянии и обеспечение надежного крепления зажима обратного тока рабочего тока на преднамеренно очищенное место (без прокатной окалины, краски и т. д.) 4 Все профессиональные сварщики должны соблюдать эти правила; Однако следует отметить, что любой может купить сварочный аппарат, способный производить сотни ампер, и использовать его неправильно.
Изображение 5. Скриншот из видеоролика «Проблема рассеянного сварочного тока» 5.Колледж Конестога в Кембридже, Онтарио, недавно выпустил обучающие видеоролики, объясняющие проблему SWC; показать, насколько легко непреднамеренно создать эти разрушающие условия отказа; и продемонстрировать серьезное повреждение шнура питания машины. Эти видео теперь общедоступны на канале колледжа на YouTube. (См. Скриншоты на изображениях 5 и 6). Цель проекта — лучше информировать преподавателей сварки, сварщиков и сварщиков в целом об опасности SWC.Сообщество электротехники и инспекторов также должно больше знать о проблеме SWC, о том, что искать и как это происходит.
Изображение 6. Скриншот из видео, повреждение шнуров питания блуждающим током сварки.6Эта работа спонсировалась EnerDynamic Systems Inc. (ESI) из Брантфорда, Онтарио. ESI заключила партнерское соглашение с Conestoga College, чтобы помочь им в расширении запатентованной конструкции устройства прерывания паразитного тока с систем возобновляемой энергии на применение в дуговой сварке.Партнерство преследовало цель разработать устройство инженерного контроля, которое может оставить в прошлом ущерб от SWC.
Список литературы 1. Д. Хайси, «Блуждающий ток идет в колледж», Журнал Канадской ассоциации сварщиков, вып. 14, pp. 20-25, 2016.
2. Офис главного коронера Онтарио, DOKIS, Келли (расследование), Китченер, Онтарио, Канада: Queen’s Printer для Онтарио, 16–19 июня 2003 г.
3. D . Hisey, «Как предотвратить повреждение вашей электрической системы случайным током при сварке», 17 ноября 2017 г.[В сети]. Доступно: https://www.ecmweb.com/shock-electrocution/how-prevent-stray-welding-current-damage-your-electrical-system. [Доступно 27 декабря 2018 г.].
4. Канадская ассоциация стандартов, CAN / CSA-W117.2-19 — Безопасность при сварке, резке и смежных процессах, Торонто: Канадская ассоциация стандартов, 2019.
5. Колледж Конестога и Enerdynamic Systems Inc., «Проблема Блуждающий сварочный ток », 24 января 2019 г. [онлайн]. Доступно: https://www.youtube.com/watch?v=80ehl2nDXUk. [Доступ 24 января 2019 г.]
6.Колледж Conestoga и Enerdynamic Systems Inc., «Повреждение шнуров питания посторонним током при сварке», 24 января 2019 г. [Онлайн]. Доступно: https://www.youtube.com/watch?v=kIVH5V9ntrY. [Доступ 24 января 2019 г.]
Дуговая сварка под флюсом (S.A.W.) Испытание кода флюса
Сварочные нормы, разрешающие использование измельченного флюса / шлака (переработанного) в качестве сварочного материала:
- Американское сварочное общество (AWS)
- Американское общество инженеров-механиков (ASME)
- Канадская ассоциация стандартов (CSA)
Во всех приведенных выше кодах указано, что «Каждая отгруженная партия / партия» должна быть проверена.
Руководящие нормы выбрали для обозначения флюса для дуговой сварки под флюсом (S.A.W.), который был изготовлен из шлака, образовавшегося из определенной марки и типа нового (первичного) S.A.W. флюс в виде «дробленого шлака» (AWS, CSA) или * «дробленого шлака» (ASME).
* Не следует путать с «регенерацией флюса или рециклингом флюса».
Чтобы определить, требуется ли для вашей работы соответствие нормам, позвоните по телефону 1-800-377-3103 США и Канады.
- Все испытания продукта проводятся сторонним центром тестирования.
- Ваша компания получает оригинальные тестовые документы для ваших записей по каждой партии, которую вы раздавили.
- Сторонние испытания подтверждают, что измельченный флюс соответствует требуемым спецификациям.
- Мы предоставим примеры результатов тестирования, а также ответим на любые вопросы, которые могут у вас возникнуть.
Следующие комбинации измельченного флюса / проволоки были протестированы компанией Harbert’s на испытательном предприятии третьей стороны. Они были испытаны в соответствии с классификациями флюсов / проволоки AWS / ASME / CSA (согласно обозначению «S»).
| Комбинация измельченного флюса и проволоки | Флюс — классификация проводов | Регулирующие правила сварки | Количество протестированных циклов |
|---|---|---|---|
| 761 / L-50 ™ | FS7A0 — EM13K | AWS и CSA | 21 |
| 761 / L-50 ™ | FS7A0 — EM13K | AWS | 6 |
| 761 / L-50 ™ | FS7A0 — EM13K | AWS и CSA | 50 |
| 761 / L-50 ™ | FS7A0 — EM13K | AWS | 18 |
| 761 / L-50 ™ | FS7A0 — EM13K | AWS | 23 |
| 761 / L-50 ™ | FS7A0 — EM13K | AWS | 15 |
| 761 / L-50 ™ | FS7A0 — EM13K | AWS и CSA | 5 |
| 761 / L-61 ™ / L-50 ™ | FS7A2 — EM12K — EM13K | AWS (ASME) | 44 |
| 780 / L-61 ™ | FS7TA2 — EM12K | AWS Two Run (A5.23) | 27 |
| 781 / L-50 ™ | FS7A2 — EM13K | AWS | 3 |
| 781 / L-50 ™ | FS7A2 — EM13K | AWS и CSA | 2 |
| 781 / L-50 ™ | FS7A2 — EM13K | AWS и CSA | 17 |
| 781 / L-50 ™ | FS7A2 — EM13K | AWS | 1 |
| 781 / L-50 ™ | FS7A0 — EM13K | AWS | 12 |
| 781 / L-50 ™ | FS7A0 — EM13K | AWS и CSA | 23 |
| 781 / L-50 ™ | FS7A0 — EM13K | AWS | 22 |
| 781 / L-50 ™ | FS7A0 — EM13K | AWS | 19 |
| 781 / L-50 ™ | FS7A0 — EM13K | AWS и CSA | 15 |
| 860 / L-50 ™ | FS7A2 — EM13K | AWS (ASME) | 42 |
| 860 / L-61 ™ | FS7A2 — EM12K | AWS | 26 |
| 860 / LA-71 ™ | FS7A2 — EM14K | AWS | 1 |
| 860 / ESAB 81 ™ | FS7A2 — EM12K | AWS | 23 |
| 880M / L-50 ™ | FS7A8 — EM13K | AWS | 19 |
| 880M / L-50 ™ | FS7A8 — EM13K | AWS | 34 |
| 960 / L-61 ™ | FS7A2 — EM12K | AWS (ASME) | 4 |
| 960 / L-70 ™ | FS7TA2 — EA1 | AWS Two Run (A5.23) (ASME) | 1 |
| 960 / L-61 ™ | FS7A2 — EM12K | AWS (ASME) | 3 |
Следующие измельченные флюсы / шлаки используются в некодовых приложениях
измельченный 20 / Spoolarc® 36
измельченный 50 / Custom
измельченный 50 / Spoolarc® 36
измельченный 50 / Spoolarc® 81
измельченный 50 / McKay® 242-S
измельченный 60 / Lincolnweld® L-61 ™
измельченный 80 / Spoolarc ® 81
измельченный 85 / Spoolarc® 36
измельченный 85 / Techalloy® 128 ™
измельченный 231 / Spoolarc® 80
измельченный 231 / Lincolnweld® L-61 ™
измельченный 350 / Lincolnweld® L-60 ™
измельченный 429 / Spoolarc® U515
Измельченный 601 / Custom
Измельченный 760 / Lincolnweld® L-61 ™
Измельченный 780 / Lincolnweld® L-60 ™
Измельченный 780 / Lincolnweld® L-61 ™
Измельченный 781 / Lincolnweld® L-50 ™
Дробленый 801 / Lincore® 40-S ™
Дробленый 801 / Lincolnweld® L-60 ™
Дробленый 801 / Lincore® 420 ™
Дробленый 801 / Lincolnweld® L-61 ™
Дробленый 801 / McKay® 410-S ™
Дробленый 802 / Lincolnweld® L-61 ™
измельченный 802 / Lincore® 420 ™
измельченный 860 / Lincolnweld® L-60 ™
измельченный 880 / Lincore® 40-S ™
измельченный 880 / Stoody® 107
измельченный 880 / Lincolnweld® L -61 ™
Измельченный 880 / Lincolnweld® LAC-B2 ™
Измельченный 880M / Lincolnweld® 40-S ™
Измельченный 880M / Lincolnweld® LAC-B2 ™
Измельченный 880M / Lincolnweld® L-61 ™
Lcolnweld® 888 -61 ™
Измельченный 960 / Lincolnweld® L-61 ™
Измельченный 960 / Lincolnweld® LA-75 ™
Измельченный 980 / Lincore® 420 ™
* Следует также отметить, что AWS A3.0: 2001 «Стандартные термины и определения сварки» также гласит:
- Щебень шлаковый . Нестандартный термин при использовании вторичного шлака
- Восстановленный флюс . Сварка под флюсом. Чистый или переработанный флюс, который был обработан для использования или повторного использования. Обработка может включать просеивание частиц по размеру, удаление магнитных частиц и обжиг для удаления влаги.
- Шлак вторичный . Нестандартный термин для переработанного шлака.
- Флюс вторичный . Сварка под флюсом. Нерасплавленный гранулированный флюс, оставшийся после сварки, был восстановлен для повторного использования. См. Также девственный поток.
- Шлак вторичный . Сварка под флюсом. Плавленый шлак, оставшийся после сварки, который был восстановлен и переработан для повторного использования.
Lincolnweld®, Lincore®, 761®, 780® и 860® являются зарегистрированными товарными знаками компании Lincoln Electric, Co.